Изобретение относится к испытательной технике и позволяет испытывать на герметичность полые изделия без подключения к их внутренней полости, например стеклопакеты, применяемые для остекления зданий, транспортных средств, машин и механизмов.
Известен способ испытания изделий на герметичность (авторское свидетельство СССР №1546863, кл. G01M 3/06, опубл. 28.02.1990) путем соединения изделия с воздушной полостью барботера, выбора ресивера из условия обеспечения выделения пузырьков при допустимой утечке из изделия известного объема с заданной погрешностью, соединения ресивера с трубкой барботера, одновременного заполнения ресивера, изделия и барботера газом под контрольным давлением, регистрации выделяющихся из трубки барботера пузырьков газа, по которым судят о негерметичности изделия.
Однако этим способом невозможно испытывать на герметичность изделие без подключения к его внутренней полости, например стеклопакета, потому, что при испытании изделия на герметичность известным способом происходит обязательное соединение внутренней полости изделия с воздушной полостью барботера.
Известен способ испытания изделий на герметичность, например стеклопакетов, с использованием индикаторов (авторское свидетельство СССР №945702, кл. G01M 3/36, опубл. 23.07.1982), содержащее опоры для изделия, приспособление для фиксированного прогиба одного из его наружных стекол в виде винтового домкрата прогибов наружных стекол и приспособления упругого силового нагружения другого наружного стекла. Известен идентичный способ испытания изделий на герметичность с использованием индикаторов (ГОСТ Р 54175-2010. Стеклопакеты клееные. Технические условия. М.: Изд-во Стандартинформ, 2012, с. 23, подпункт 7.9), содержащий изделие, расположенное на прокладках на раздвижных опорах, пружину, верхний нагрузочный винт, нижний нагрузочный винт и два индикатора часового типа, расположенные сверху и снизу изделия.
Однако этим способом осуществляется испытание изделия на герметичность по изменению значения прогиба нагружаемого стекла изделия, происходящего от изменения давления в его внутренней полости в случае негерметичности изделия. Испытание на герметичность изделия с использованием индикаторов осуществляется по косвенному параметру - прогибу нагружаемого стекла изделия, а не по измеренному объему утечек газа, как обычно проводится при испытании изделия на герметичность (ГОСТ Р 54808-2011. Арматура трубопроводная. Нормы герметичности затворов. М.: Изд-во Стандартинформ, 2012, с. 42).
Технический результат изобретения - повышение достоверности испытания изделия на герметичность без подключения к его внутренней полости, например стеклопакета, за счет получения конкретных значений негерметичности изделия по объему контрольного газа, вошедшего в изделие.
Поставленная задача решается тем, что при испытании изделий на герметичность путем регистрации выделяющихся из трубки барботера пузырьков газа, по которым судят о негерметичности изделия, выбирают основной и дополнительный ресиверы, основную и дополнительную камеры равных объемов, располагают в основном ресивере эталонное герметичное изделие из группы испытываемых на герметичность изделий, а в основной камере - испытываемое на герметичность изделие, вычисляют начальное давление контрольного газа P1 в дополнительном ресивере и дополнительной камере по формуле
 ,
,
где V1 - объем основного ресивера или основной камеры, V2 - объем дополнительного ресивера или дополнительной камеры, V3 - объем эталонного герметичного изделия, расположенного в основном ресивере, Р2 - давление контрольного газа в основном ресивере и в основной камере, при котором проводится испытание изделия на герметичность, основную камеру соединяют с воздушной полостью барботера и с дополнительной камерой, а основной ресивер соединяют с трубкой барботера и с дополнительным ресивером, заполняют контрольным газом от источника газа дополнительный ресивер, дополнительную камеру и барботер до начального давления контрольного газа Р1, отключают их от источника контрольного газа и дополнительный ресивер от дополнительной камеры, а затем отключают основной ресивер от дополнительного ресивера и основную камеру от дополнительной камеры, разобщают газовые полости барботера и его трубки.
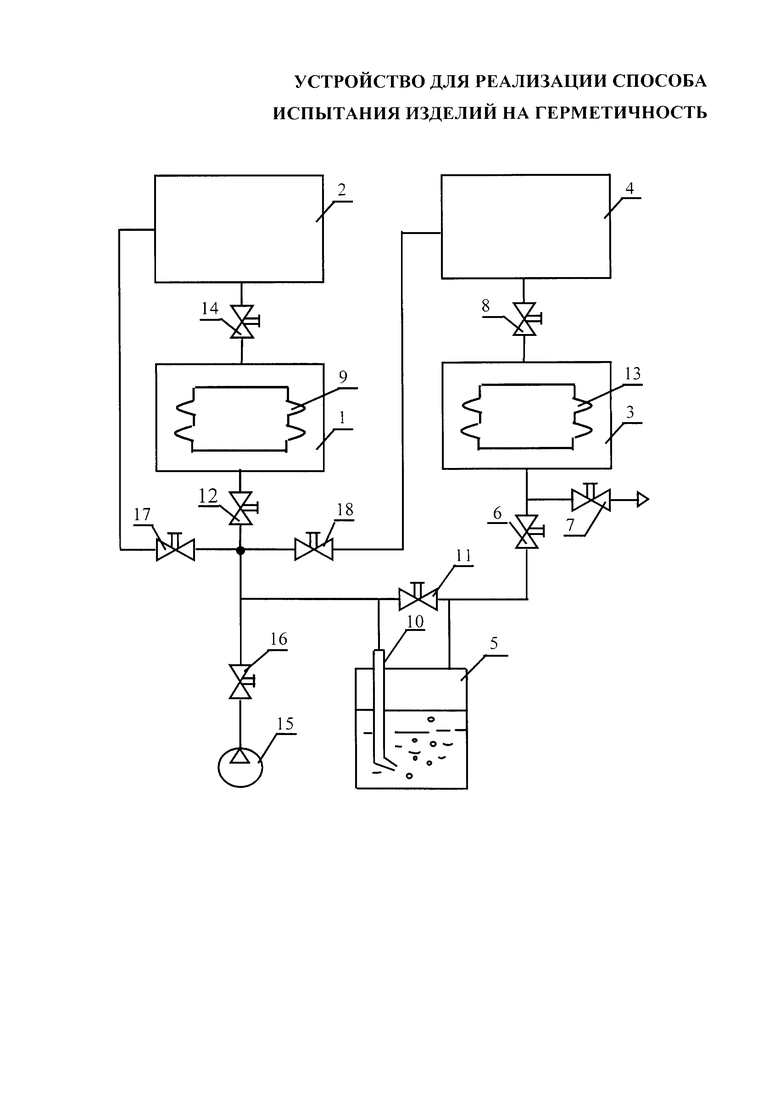
На чертеже схематично изображено устройство для реализации способа испытания изделий на герметичность.
Устройство содержит основной 1 и дополнительный 2 ресиверы и основную 3 и дополнительную 4 камеры равных объемов и барботер 5 с прозрачной стенкой. Воздушная полость барботера соединена через вентиль 6 с основной камерой 3, через вентиль 7 соединен с атмосферой, а через вентиль 8 - с дополнительной камерой 4. В основном ресивере 1 расположено эталонное герметичное изделие 9 из группы испытываемых на герметичность изделий данного типа. Трубка 10 барботера 5 через вентиль 11 соединена с воздушной полостью барботера 5 и через вентиль 12 соединена с основным ресивером 1. В основной камере 3 расположено изделие 13, испытываемое на герметичность. Основная камера 3 через вентиль 8 соединена с дополнительной камерой 4.
Источник 15 контрольного газа соединен через вентиль 16 и вентиль 17 с дополнительным ресивером 2, а через вентиль 18 - с дополнительной камерой 4.
Способ реализуется следующим образом.
Выбирают основной 1 и дополнительный 2 ресиверы и основную 3 и дополнительную 4 камеры равных объемов. Располагают в основном ресивере 1 эталонное герметичное изделие 9 из группы испытываемых на герметичность изделий, а в основной камере 3 - испытываемое на герметичность изделие 13.
Вычисляют начальное давление контрольного газа Р1, кгс/см2, в дополнительном ресивере 2 и дополнительной камере 4 по формуле
 ,
,
где V1 - объем дополнительного ресивера 2 или дополнительной камеры 4, м3, V2 - объем основного ресивера 1 или основной камеры 3, м3, V3 - объем эталонного герметичного изделия 9, расположенного в основном ресивере 1, м3, Р2 - давление контрольного газа в основном ресивере 1 и основной камере 3, при котором проводится испытание изделия 13 на герметичность.
Закрывают вентили 6, 7, 8, 12, 14, 16, 17 и 18. Открывают вентиль 11 и сообщают трубку 10 барботера с воздушной полостью барботера 5. Дополнительный ресивер 2, дополнительную камеру 4 и барботер 5 с трубкой 10 заполняют контрольным газом до начального давления Р1. Для этого открывают вентили 16, 17 и 18, соединяя источник 15 контрольного газа с дополнительным ресивером 2, дополнительной камерой 4 и барботером 5 с трубкой 10.
Закрывают вентили 16, 17 и 18 и отсоединяют дополнительный ресивер 2, дополнительную камеру 4 и барботер 5 с трубкой 10 от источника 15 контрольного газа и дополнительную камеру 4 от дополнительного ресивера 2.
Открывают вентили 8 и 14 и сообщают дополнительный ресивер 2 с основным ресивером 1, а дополнительную камеру 4 с основной камерой 3.
Давление контрольного газа в основном 1 и дополнительном 2 ресиверах выравнивается, давление в основной 3 и дополнительной 4 камерах также выравнивается, Эти давления сообщают эталонному герметичному изделию 9 и испытываемому на герметичность изделию 13 энергию, сжимая их, и становятся равными заданному испытательному давлению Р2 для испытываемого на герметичность изделия.
Закрывают вентили 8 и 14 и отключают основной ресивер 1 от дополнительного ресивера 2 и основную камеру 3 от дополнительной камеры 4.
В основной камере 3 и основном ресивере 1 имеются давления контрольного газа, равные испытательному давлению и равные между собою при условии, что испытываемое на герметичность изделие 13, расположенное в камере 3, герметично. Если же изделие 13 негерметично, тогда часть контрольного газа проходит через микрощели в изделия 13 и давление контрольного газа в основной камере 3 начинает понижаться.
Открывают вентиль 12 и соединяют основной ресивер 1 с трубкой 10 и газовой полостью барботера 5. Закрывают вентиль 11, открывают вентиль 6, соединяя воздушную полость барботера 5 с основной камерой 3.
Негерметичность изделия 13 определяют по количеству газовых пузырьков, прошедших через жидкость барботера 5. Испытания изделия на герметичность осуществляют в течение установленного времени, равного, например, 60 секунд. Контрольный газ при испытании изделия 13 на герметичность проходит из основного ресивера 1 через вентиль 12, трубку 10 барботера, жидкость барботера 5 в виде пузырьков газа, вентиль 6 и в основную камеру 3. По количеству пузырьков газа, прошедших через жидкость барботера 5, делают заключение о негерметичности изделия 13.
После завершения испытания изделия 13 на герметичность открывают вентили 11 и 7, выпускают контрольный газ из основного ресивера 1 и основной камеры 3 в атмосферу и заменяют испытанное изделие 13 на герметичность на новое изделие. Закрывают вентили 6, 7 и 12, и далее цикл повторяется при испытании изделия на герметичность.
Для определения объема контрольного газа, проходящего через жидкость барботера 1, являющегося ошибкой способа испытания изделия на герметичность, проводят полный цикл испытания с герметичными изделиями 9 и 13, расположенными в основном ресивере 1 и основной камере 3.
Эталонное герметичное изделие 9, расположенное в основном ресивере, является упругим элементом и при атмосферном давлении имеет объем V3. При заполнении основного ресивера 1 с эталонным изделием 9, объем эталонного изделия изменяется. Поэтому более точно определяют начальное давление Р1 контрольного газа в дополнительном ресивере 2 по экспериментальной характеристике зависимости Р2=ƒ(P1). Для этого закрывают вентили 6, 7, 8, 12, 14 и 18, открывают вентили 11, 16 и 17 и заполняют дополнительный ресивер 2 до начального давления Р11. Закрывают вентили 16 и 17, а затем открывают вентиль 14, соединяют дополнительный ресивер 2 с основным ресивером 1 и измеряют давление Р21. Открывают вентили 6, 7 и 12 и выпускают контрольный газ из основного ресивера 1 и дополнительного ресивера 2 в атмосферу. Закрывают вентили 6, 7, 12 и 14, открывают вентили 16 и 17 и заполняют дополнительный ресивер 2 до начального давления Р12, и далее цикл повторяется с измерением давления Р22 в соединенных между собою основном 1 и дополнительном 2 ресиверах. По полученным экспериментальным данным строят характеристику Р2=ƒ(Р1) и по этой характеристике для заданного испытательного на герметичность давления Р2 для конкретной группы изделий определяют начальное давление Р1.
Начальное давление контрольного газа Р1, определенное по формуле или экспериментальным путем и использованное при испытании изделия на герметичность, фактически не влияет на точность контроля негерметичности изделия по количеству пузырьков газа, проходящих через жидкость барботера 5, потому, что при испытании изделия на герметичность по заявляемому способу используется разность давлений между основным ресивером 1 и основной камерой 3.
В соответствии с ГОСТ Р 54175-2010 (Стеклопакеты клееные. Технические условия. М.: Изд-во Стандартинформ, 2012, стр. 9) рекомендуемые размеры изделий, например стеклопакетов, составляют от (300×300) мм до (6000×3210) мм.
Испытания изделий, например стеклопакетов, на герметичность с использованием индикаторов проводят на стенде, схема которого приведена на рисунке 5 ГОСТ Р 54175-2010 (стр. 30). Изделие выдерживают под нагрузкой (15±1) мин и определяют показания верхнего индикатора. Если изделие герметично, тогда показание верхнего индикатора должно быть не более 0,02 мм (ГОСТ Р 54175-2010, стр. 31).
Принимаем для рассмотрения в качестве примера изделие размером (1000×1000) мм. Если изделие негерметично, тогда показания по индикатору будут равными 0,02 мм и верхняя часть изделия 5 (ГОСТ Р 54175-2010, рисунок 5) прогибается от первоначальной плоскости, в которой находилась верхняя часть изделия. Между прогнувшейся верхней частью изделия, в результате его негерметичности, и горизонтальной плоскостью, в которой находилась верхняя часть изделия до испытания на герметичность, образуется призма. Объем этой призмы будет равным объему газа, вышедшего из изделия в атмосферу из-за его негерметичности.
Объем призмы, мм3, определяется по формуле V=1/3(Sh), где S - площадь основания призмы, мм2, a h - высота призмы, мм. Для рассматриваемой призмы h=0,02 мм (допустимый прогиб изделия).
Объем призмы, равный объему газа, вышедшего из изделия в атмосферу при испытании его на герметичность, составляет
 .
.
В работе [Жежера Н.И., Ильин О.Н. Контроль герметичности топливной системы вертолета МИ-8 с использованием пузырьковой камеры. Интернет-журнал Науковедение. - 2014. - №3 (22). С. 100. Электронный доступ http://elibrary.ru/download/76064584.pdf], на рисунке 2 приведены экспериментальная и теоретическая зависимости диаметров пузырьков сжатого воздуха, формируемых в жидкости барботера (пузырьковой камеры), от диаметра барботажной трубки. Выбираем диаметр барботажной трубки, равным 4,0 мм.
Для барботажной трубки диаметром 4 мм на выходе барботажной трубки в жидкости барботера формируются пузырьки сжатого воздуха диаметром Dn=4,5 мм. Объем сжатого воздуха в шаре диаметром 4,5 мм составляет Vшара=(4/3)πR3=(4/3)π2,253=47,69 мм3.
Количество пузырьков газа, которое пройдет через жидкость барботера при испытании на герметичность негерметичного изделия, например стеклопакета, размером (1000×1000) мм составляет 6666,67 мм3/47,69 мм3=139,79=139 пузырьков.
Индикаторы часовые (ГОСТ 577-68. Индикаторы часового типа с ценой деления 0,01 мм. Технические условия) имеют абсолютную погрешность Δ1=0,012 мм. Относительная погрешность испытания изделий на герметичность, например стеклопакета, с использованием индикаторов часового типа в процентах определяется по формуле  , %, где xu1 - измеряемое значение величины, которое для рассматриваемого примера равно 0,02 мм (допустимому отклонению индикатора при испытании на герметичность изделия). В этом случае
, %, где xu1 - измеряемое значение величины, которое для рассматриваемого примера равно 0,02 мм (допустимому отклонению индикатора при испытании на герметичность изделия). В этом случае  .
.
Для барботера абсолютная погрешность Δ2 равна одному пузырьку газа, проходящего через жидкость барботера. Относительная погрешность испытания изделия на герметичность с использованием барботера составляет  , где xu2=139 пузырьков для барботера эквивалентны 0,02 мм отклонения верхнего индикатора при испытании изделия, например стеклопакета, на герметичность. Из этих данных определяем, что испытание изделия на герметичность с использованием барботера точнее испытания изделия с использованием индикаторов в 60% / 0,72% = 83,3 раза.
, где xu2=139 пузырьков для барботера эквивалентны 0,02 мм отклонения верхнего индикатора при испытании изделия, например стеклопакета, на герметичность. Из этих данных определяем, что испытание изделия на герметичность с использованием барботера точнее испытания изделия с использованием индикаторов в 60% / 0,72% = 83,3 раза.
Таким образом, по сравнению с прототипом заявляемый способ позволяет определять негерметичность изделия с высокой достоверностью за счет получения конкретных значений негерметичности изделия в виде объема контрольного газа, вошедшего в изделие, определяемого по количеству газовых пузырьков, прошедших через жидкость барботера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2016 |
|
RU2631083C1 |
| СПОСОБ ИСПЫТАНИЯ ЦЕЛЬНЫХ ИЛИ С НЕПОДВИЖНЫМИ СОЕДИНЕНИЯМИ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2006 |
|
RU2308691C1 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2002 |
|
RU2206879C1 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2003 |
|
RU2247956C1 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2009 |
|
RU2390744C1 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2005 |
|
RU2297609C1 |
| УСТРОЙСТВО КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 2002 |
|
RU2234069C2 |
| УСТРОЙСТВО КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 2004 |
|
RU2282167C1 |
| Способ испытания изделий на герметичность | 1989 |
|
SU1613901A1 |
| Устройство для контроля герметичности | 1989 |
|
SU1670453A1 |
Изобретение относится к области исследований устройств на герметичность и может быть использовано для проверки полых изделий без подключения к их внутренней полости. Сущность: испытываемое изделие (13) располагают в основной камере (3), которая соединена с воздушной полостью барботера (5) и с дополнительной камерой (4). Эталонное изделие (9) располагают в основном ресивере (1), который соединен с дополнительным ресивером (2) и с трубкой (10) барботера. Заполняют контрольным газом от источника (15) газа дополнительный ресивер (2), дополнительную камеру (4) и барботер (5) до заранее рассчитанного начального давления. Отключают дополнительный ресивер (2), дополнительную камеру (4) и барботер (5) от источника (15) газа. Затем отключают основной ресивер (1) от дополнительного ресивера (2) и основную камеру (3) от дополнительной камеры (4). Разобщают газовые полости барботера (5) и его трубки (10). Соединяют основной ресивер (1) с трубкой (10) барботера, а основную камеру (3) – с воздушной полостью барботера (5). Контрольный газ проходит из основного ресивера (1) через трубку (10) барботера (5) и жидкость барботера (5) в основную камеру (3) в виде пузырьков газа. По количеству пузырьков, прошедших через жидкость барботера (5), делают заключение о негерметичности изделия (13). Технический результат: повышение достоверности проверки. 1 ил.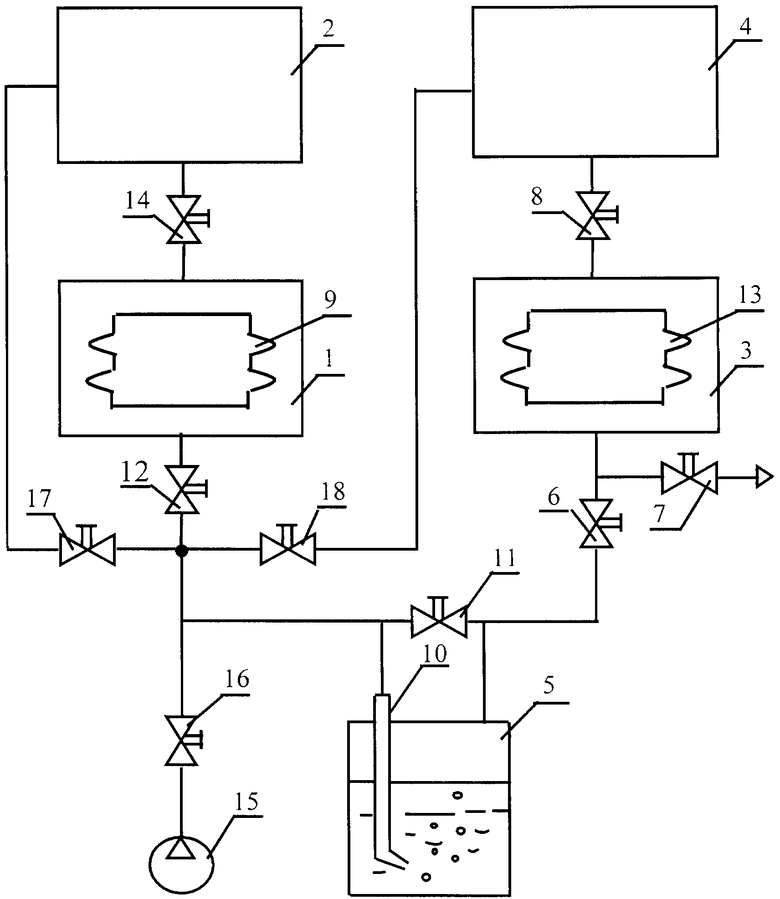
Способ испытания изделий на герметичность путем регистрации выделяющихся из трубки барботера пузырьков газа, по которым судят о негерметичности изделия, отличающийся тем, что выбирают основной и дополнительный ресиверы, основную и дополнительную камеры равных объемов, располагают в основном ресивере эталонное герметичное изделие из группы испытываемых на герметичность изделий, а в основной камере - испытываемое на герметичность изделие, вычисляют начальное давление контрольного газа Р1 в дополнительном ресивере и дополнительной камере по формуле:
где V1 - объем дополнительного ресивера или дополнительной камеры, V2 - объем основного ресивера или основной камеры, V3 - объем эталонного герметичного изделия, расположенного в основном ресивере, Р2 - давление контрольного газа в основном ресивере и основной камере, при котором проводится испытание изделия на герметичность, основную камеру соединяют с воздушной полостью барботера и с дополнительной камерой, а основной ресивер соединяют с трубкой барботера и с дополнительным ресивером, заполняют контрольным газом от источника газа дополнительный ресивер, дополнительную камеру и барботер до начального давления контрольного газа Р1, отключают их от источника контрольного газа и дополнительный ресивер от дополнительной камеры, а затем отключают основной ресивер от дополнительного ресивера и основную камеру от дополнительной камеры, разобщают газовые полости барботера и его трубки.
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2003 |
|
RU2247956C1 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2002 |
|
RU2206879C1 |
| СПОСОБ ИСПЫТАНИЯ ЦЕЛЬНЫХ ИЛИ С НЕПОДВИЖНЫМИ СОЕДИНЕНИЯМИ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2006 |
|
RU2308691C1 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2005 |
|
RU2297609C1 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2009 |
|
RU2390744C1 |

