Изобретение относится к области сварки, в частности к гибридной лазерно-дуговой сварке, и может быть использовано в различных отраслях промышленности, в частности при изготовлении труб большого диаметра.
Из уровня техники известен способ гибридно-дуговой сварки, включающий выполнение разделки с притуплением свариваемых кромок, проведение гибридной лазерно-дуговой сварки совместным действием лазерного излучения и сварочной дуги с подачей электродной проволоки, при этом предварительно определяют ширину зазора стыка, скорость подачи проволоки, которую подают под углом 60-70° к направлению сварки, в процессе сварки отслеживают ширину зазора стыка и корректируют скорость подачи проволоки (заявка №2009148799 на изобретение «Способ сварки, контроля и управления гибридным лазерно-дуговым процессом обработки материалов стыковых сварных соединений», дата подачи 28.12.2009 г., дата публикации заявки 10.07.2011 г.).
Данный способ предусматривает холодную подачу присадочной проволоки, что значительно снижает эффективность и мощность лазерного излучения и влияет на глубину проплавления шва. Осуществление процесса связано со значительными энергетическими затратами. Кроме того, необходимо строгое соблюдение режимов сварки.
Известен способ гибридной лазерно-дуговой сварки, при котором сварку деталей осуществляют при одновременном воздействии лазерного луча и дуги в одну сварочную ванну в среде инертного газа, при этом лазерный луч и дуговую горелку наклоняют в противоположные стороны относительно нормали к поверхности свариваемых деталей, лазерный луч фокусируют над поверхностью свариваемых деталей впереди точки дугового разряда на заданном расстоянии от нее с пороговой плотностью мощности, необходимой для начала процесса сварки, а по ходу движения лазерный луч наклоняют вперед на угол 8-9°, при этом дуговую горелку располагают позади лазерного луча под углом 40-50°, а расстояние между центром пятна лазерного излучения и точкой дугового разряда поддерживают равным 0,1-0,2 диаметра электрода (патент №2572671 на изобретение «Способ лазерно-дуговой сварки плавящимся электродом стыковых соединений из алюминиевых сплавов», дата подачи 04.09.2014 г., опубликовано 20.01.2016 г.).
Кроме того, известен способ плазменной сварки, осуществляемый с помощью сдвоенной горелки, содержащей, по меньшей мере, два узла противоположной полярности, поддерживаемые в корпусе, причем упомянутые узлы разнесены друг от друга и каждый из них содержит первый электрод, второй электрод, который приспособлен к разнесению от первого электрода на расстояние, достаточное для достижения плазменной дуги между ними в зоне обработки, средство для введения обволакивающего газа, чтобы он окружал плазменный газ, средство для подачи загружаемого материала в зону обработки и средство для генерации плазменной дуги в зоне обработки (заявка №2002129886 на изобретение «Устройство сдвоенной плазменной горелки», дата подачи 04.04.2001 г., дата публикации заявки 10.06.2004 г.).
В данном способе при проведении процесса не применяют лазер, что сказывается не только на глубине проплавления, качестве шва и, соответственно, на его механических свойствах.
Помимо этого известен способ лазерно-гибридной сварки двух пластин, наложенных друг на друга с применением двух подающих устройств, работающих не одновременно для горелок, которые расположены около точки действия лазерного луча, при этом в процессе сварки в зону сварочной ванны на близкое расстояние к точке действия лазерного луча в холодном виде без защитной среды сварочной ванны подается присадочный материал в виде проволоки, при этом оплавление проволоки осуществляется за счет излучения лазера, заполняя сварочную ванну (патентный документ JP №2011050998 «Hybrid laser arc welding process and apparatus»).
В известном техническом решении реализуется попытка исправления недостатков, которые могут возникнуть во время сварочного процесса, а именно при возникшей неисправности в подающем проволоку устройстве, что, в свою очередь, приведет к прекращению подачи присадочного материала в зону сварки и негативно отразится на качестве формируемого сварного шва и изделия в целом. Для устранения такой ситуации устанавливают запасное подающее устройство, а возле точки лазера устанавливают дополнительный мундштук с присадочным материалом, в случае возникновения неисправности в первом подающем устройстве с помощью блока управления осуществляется переключение на работу второго запасного подающего устройства.
Недостатки известного решения состоят в том, что присадочный материал подается в холодном виде и для его расплавления требуется использование энергии лазерного излучения, что снижает мощность этого излучения и негативно влияет на изменение глубины проплавления, уменьшая ее. Кроме того, за счет использования только одной проволоки снижает производительность процесса сварки.
Наиболее близким техническим решением является способ гибридно-дуговой сварки, осуществляемый с помощью электрической дуги и лазерного луча, сочетающихся друг с другом в единой сварочной ванне, в которую расплавленный металл подается посредством плавления расходуемой проволоки, сварочную ванну получают на, по меньшей мере, одной стальной детали, процесс ведут с защитным газом, образованным, по меньшей мере, одним основным компонентом, выбранным среди аргона и гелия, и, по меньшей мере, одним дополнительным компонентом, выбранным среди азота и кислорода (патент №2590759 на изобретение «Способ гибридной лазерно-дуговой сварки алитированных стальных деталей с газом, содержащим азот и/или кислород», дата подачи 05.05.2011 г., опубликовано 10.07.2016 г., заявка РСТ FR 20011/051015 (05.05.20011)).
Недостатки известного решения связаны с низкой производительностью из-за применения только одной горелки, а также тем, что предназначен только для свариваемых стык в стык деталей, покрытых поверхностным слоем сплава алюминия/кремния, и толщиной 2,3 мм, что ограничивает область его использования.
Техническим результатом, на достижение которого направлено изобретение, является повышение производительности процесса лазерно-гибридной сварки, уменьшение дефектов формируемого шва, а также повышение его механических свойств.
Указанный технический результат достигается тем, что способ гибридной лазерно-дуговой сварки, характеризующийся формированием сварочной ванны одновременно с помощью электрической дуги и лазерного луча, подачей расплавленного металла посредством плавления расходуемой проволоки в защитной среде, содержащей инертный и активный компоненты, при этом в качестве инертного компонента используют аргон, а в качестве активного компонента используют двуокись углерода. Согласно изобретению подачу расплавленного металла осуществляют путем одновременного плавления двух расходуемых не одинаковых по химическому составу проволок выбираемые в зависимости от заданных требований по механическим свойствам изделия, направляемых вместе с защитной средой из одного сопла в одну сварочную ванну вместе с лазерным лучом. Заполнение наружной X или Y образной формы разделки кромок выполняют на заданный объем разделки с формированием наружного валика сварного шва.
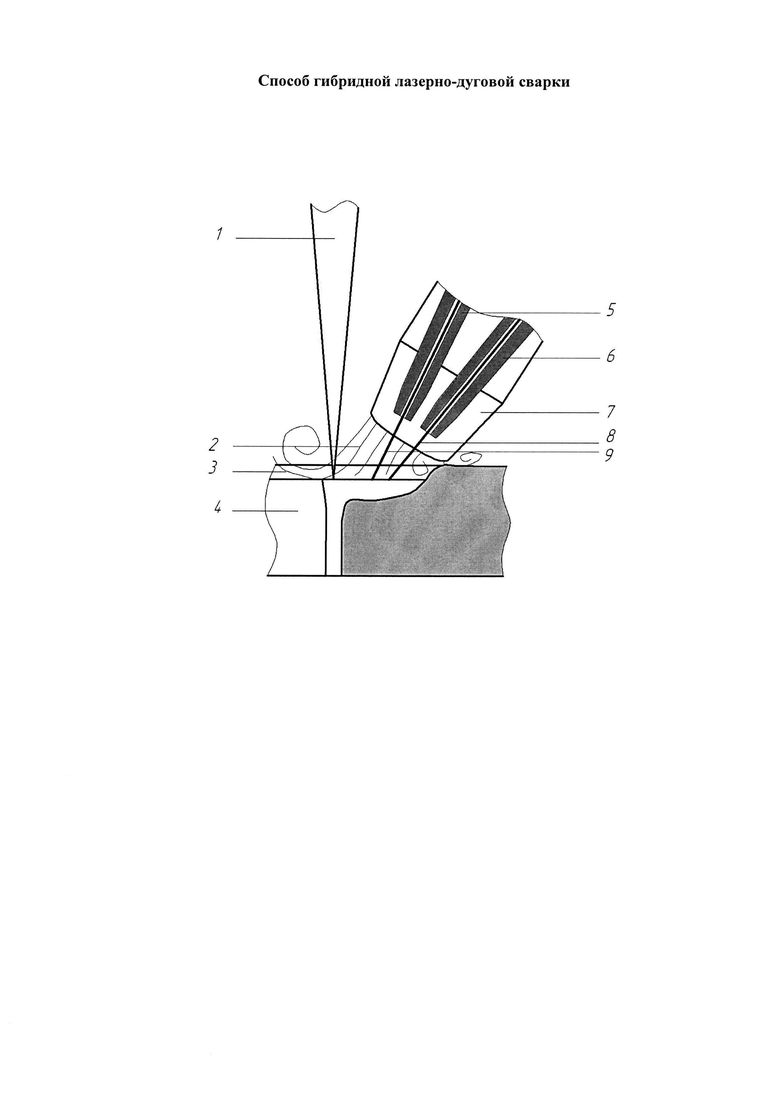
Заявляемое изобретение поясняется чертежом.
На чертеже - схема осуществления гибридной лазерно-дуговой сварки, где
1 - лазерный луч; 2 - защитная среда; 3 - наружная разделка кромок; 4 - глубина разделки кромок; 5, 6 - наконечники для подачи расходуемой проволоки; 7 - сопло; 8, 9 - расходуемая проволока.
Осуществление способа подтверждается примером конкретного выполнения.
Предлагаемый к защите способ применяют для сварки деталей стык в стык, преимущественно труб большого диаметра с толщиной стенок до 45,0 мм.
В качестве расходной проволоки применяют проволоки диаметром до 1,6 мм.
Способ заключается в одновременном воздействии на внешнюю поверхность свариваемых деталей, например труб, лазерного луча и дуги в среде защитных газов, в качестве которых одновременно используют две расплавляемые проволоки, при этом обе проволоки и защитная среда выходят из одного сопла. Благодаря одновременному использованию двух расплавляемых проволок исключается такой вид операции, как наложение облицовочного шва с наружной стороны. При расплавлении присадочного материала, различного по химическому составу, где на каждую из проволок подаются малые токи - до 500 А, обеспечивается снижение погонной энергии и уменьшается зона термического влияния шва, что положительно влияет на механические свойства формируемого шва. Получаемая сдвоенная дуга образуется благодаря тому, что из одного сопла одновременно подаются защитная среда в виде смеси инертного и активного компонентов, например аргона и углекислого газа, и две расплавляемые проволоки, разные по своему химическому составу, где каждая из них расположена в отдельном наконечнике, служащем для подачи присадочного материала. Применение двух источников тепловой энергии в виде расплавляемых проволок одновременно с лазерным излучением позволяет значительно снизить затраты тепловой энергии, необходимые для расплавления проволок лазерным лучом, что, в свою очередь, обеспечивает увеличение глубины проплавления в случае больших толщин свариваемых деталей. Кроме того, эффект сдвоенной дуги, образующейся при одновременной подаче двух проволок из одного сопла, обеспечивает более длительное сохранение сварочной ванны в жидком состоянии, что способствует максимально полному выходу паров газа из глубины разделки и заполнению разделки кромок X и Y формы с формированием наружного валика.
При данном виде гибридной лазерно-дуговой сварки снижаются энергозатраты, снижается себестоимость продукции за счет снижения затрат на материалы, упрощается процесс изготовления и повышается скорость его проведения, а также повышаются качество и механические свойства сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибридной лазерно-дуговой сварки продольного шва трубы | 2017 |
|
RU2637035C1 |
| Способ сварки стыковых соединений | 2017 |
|
RU2635680C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2010 |
|
RU2440221C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 2019 |
|
RU2721613C1 |
| Способ лазерно-дуговой сварки | 2017 |
|
RU2635679C1 |
| Способ пространственной стабилизации дуги | 2019 |
|
RU2713186C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ АЛИТИРОВАННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ С ГАЗОМ, СОДЕРЖАЩИМ АЗОТ И/ИЛИ КИСЛОРОД | 2011 |
|
RU2590759C2 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
Изобретение относится к способу гибридной лазерно-дуговой сварки. Формируют сварочную ванну одновременно электрической дугой и лазерным лучом путем расплавления металла присадочного материала в защитной среде, состоящей из инертного и активного компонентов. В качестве инертного компонента используют аргон. Присадочный материал используют в виде двух расходуемых проволок диаметром до 1,6 мм, которые вместе с защитной средой подают из одного сопла. Заполнение наружной части разделки кромок осуществляют путем одновременного плавления проволок заданного объема с формированием наружного валика. Изобретение позволяет повысить производительность процесса лазерно-гибридной сварки, уменьшить дефекты формируемого шва, а также повысить его механические свойства. 1 з.п. ф-лы, 1 ил.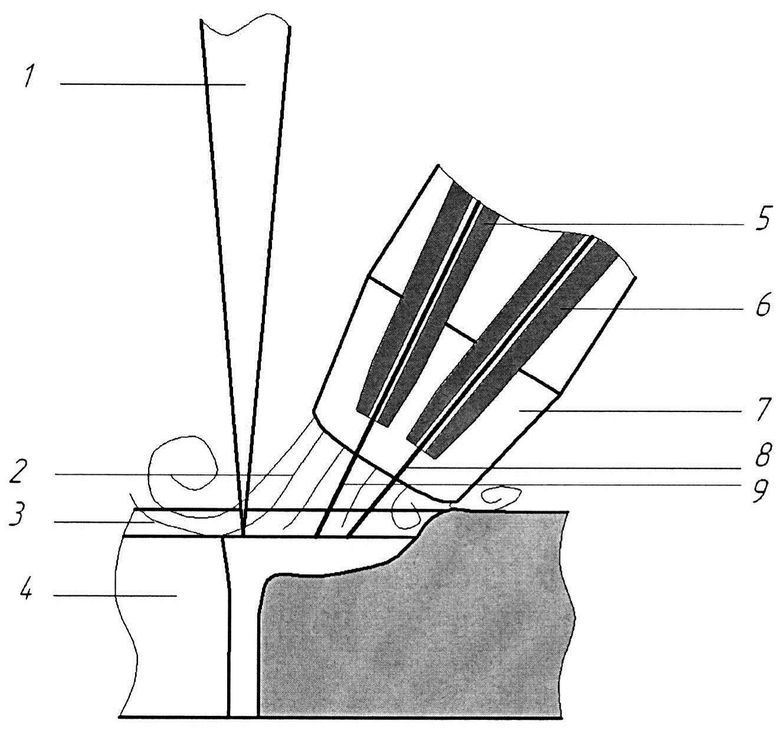
1. Способ гибридной лазерно-дуговой сварки деталей, включающий заполнение разделки кромок деталей путем формирования сварочной ванны одновременно лазерным лучом и электрической дугой с расплавлением присадочного материала в защитном газе, состоящем из смеси инертного компонента аргона и активного компонента, отличающийся тем, что используют присадочный материал в виде двух расплавляемых проволок диаметром не более 1,6 мм, отличающихся по химическому составу, которые вместе с защитным газом подают из одного сопла с образованием сдвоенной дуги, при этом на каждую проволоку подают ток не выше 500 А, а заполнение разделки кромок осуществляют путем одновременного плавления проволок с формированием облицовочного валика.
2. Способ по п. 1, отличающийся тем, что в качестве активного компонента используют углекислый газ.
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ АЛИТИРОВАННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ С ГАЗОМ, СОДЕРЖАЩИМ АЗОТ И/ИЛИ КИСЛОРОД | 2011 |
|
RU2590759C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| ТЕПЛООБМЕННОЕ УСТРОЙСТВО | 1926 |
|
SU17579A1 |
| US 4429211 A1, 31.01.1984. | |||

