Область техники
Изобретение относится к технологическим процессам, а точнее к лазерно-дуговой сварке плавящимся электродом в среде защитного газа, и может быть использовано в различных областях машиностроения, судостроения, авиационно-космической промышленности при создании интегральных конструкций методом сварки стыковых соединений А1 сплавов.
Уровень техники
Создание современных образцов авиационной и космической техники, возросшие требования к удельным прочностным и весовым характеристикам узлов и конструкций данных изделий связаны с разработкой новых свариваемых алюминиевых, алюминиево-литиевых сплавов, а также совершенствованием методов их соединения.
Именно сварка дает возможность создавать комбинированные конструкции, состоящие из наиболее рациональных по форме и размерам заготовок и деталей, одновременно обеспечивая снижение весовых характеристик.
Известные способы лазерной сварки стыковых соединений [см. 1, 2] включают в себя: источник лазерного излучения, системы транспортировки лазерного луча и дальнейшей его фокусировки в зазор между кромками соединения для расплавления кромок и перемещения лазерного луча относительно стыкового соединения. Основной недостаток этих способов заключается в необходимости очень точной подготовки кромок, зазор между свариваемыми заготовками не должен превышать 0,1 толщины металла.
Известен способ лазерной сварки стыковых соединений, включающий направление в зазор между свариваемыми кромками лазерного луча для их расплавления и подачу в зону сварки присадочного материала в виде проволоки [3, 4] либо ленты [5] и перемещение лазерного луча относительно свариваемого соединения.
Недостаток этих способов заключается в высокой энергоемкости процесса из-за необходимости расплавления основного металла и всего присадочного материала, а также усложнения всего технологического процесса за счет обеспечения прижатия проволоки к поверхности свариваемых деталей или специальной подготовки кромок.
Для уменьшения энергетических затрат и снижения технологических требований к точности подготовки стыковых кромок был выбран способ гибридной лазерно-дуговой сварки алюминиевых сплавов, включающий выполнение сварки при одновременном воздействии лазерного луча и дуги в одну сварочную ванну в среде инертного газа.
Так известен способ лазерно-дуговой сварки стыковых соединений плоских пластин из алюминиевых сплавов в среде инертного газа [6], где устанавливают лазерную сварочную головку таким образом, чтобы ось лазерного луча располагалась перпендикулярно поверхности свариваемых деталей, а дуговую горелку с плавящимся электродом располагают за лазерной сварочной головкой под углом относительно направления сварки, защитный газ подают в зону сварки с помощью дуговой горелки, проволоку направляют в точку, расположенную перед лазерным лучом.
Предложен также способ лазерно-дуговой сварки алюминия и алюминиевых сплавов [7], включающий выполнение сварки при одновременном воздействии лазерного луча и дуги в одну сварочную ванну в среде инертного газа, причем при сварке лазерный луч наклоняют на 10-20 градусов, а дуговую горелку на 30-40 градусов в противоположные стороны относительно нормали к поверхности свариваемых деталей. Дуговую горелку устанавливают перед лазерным лучом по ходу движения и направляют сварочную проволоку в точку пересечения лазерного луча с поверхностью свариваемых деталей.
Воздействие излучения мощного волоконного лазера обеспечивает повышенную глубину проплавления и высокую скорость сварки. Одновременное воздействие дуги, формирующей общую с лазерным лучом сварочную ванну, в среде инертного газа обеспечивает подачу присадочного материала в металл шва. Лазерный луч формирует в расплавленном металле парогазовый канал, а наклон луча обеспечивает эффективный нагрев передней стенки канала, препятствуя его заливке и образованию пор в корневой части сварного шва. Расположение дуговой горелки перед лазерным лучом по ходу движения и направление сварочной проволоки в точку пересечения лазерного луча с поверхностью свариваемых деталей обеспечивает формирование сварочной ванны, состоящей из основного и присадочного металла. Угол наклона лазерного луча 10-20 градусов обеспечивает оптимальный угол встречи луча с поверхностью передней стенки парогазового канала, стабилизирует ее положение, препятствуя заливке парогазового канала расплавом. Угол наклона дуговой горелки 30-40 градусов обеспечивает оптимальную защиту сварочной ванны инертным газом.
Исследования, проведенные по подбору режимов гибридной сварки алюминиевых сплавов 1461, 1469 и 1424 толщиной 4-8 мм по схеме, приведенной в патенте [7], показали, что через 3-6 с после начала гибридной сварки глубина проплавления падала на 1,0-1,5 мм. По нашему мнению, это связано с интенсивным выделением сварочных аэрозолей, образующихся над ванной расплава при воздействии дуги плавящимся электродом, что приводит к интенсивному поглощению и рассеянию лазерного излучения и соответственно снижению глубины проплавления и ее нестабильности.
Один из способов устранения поглощения и рассеяния лазерного излучения сварочными аэрозолями приведен в работе Шелягина В.Д. и др. «Особенности лазерно-дуговой сварки плавящимся электродом высокопрочных алюминиевых сплавов» М. - Автоматическая сварка. - 2009 г., №12, с. 28-35, где предлагается применять импульсную модуляцию лазерного излучения, а для защиты сварочной ванны использовать смесь Ar+Не либо чистый Не. Но, как пишут сами авторы, необходимо тщательно подобрать частоту следования импульсов лазерного излучения в соответствии с частотой импульсов дуги плавящегося электрода, что является трудоемким и малоисследованным.
Сущность изобретения
Задачей настоящего изобретения является создание способа гибридной лазерно-дуговой сварки встык деталей из алюминиевых сплавов, обеспечивающего получение стабильного по глубине сварного шва с характеристиками шва, близкими к 1, а также отсутствие таких дефектов как поры, при минимальных энергетических затратах и высокой скорости самого процесса сварки.
Поставленная задача достигается тем, что в способе лазерно-дуговой сварки плавящимся электродом алюминия и алюминиевых сплавов, включающем сварку деталей при одновременном воздействии лазерного луча и дуги в одну сварочную ванну в среде инертного газа, при этом лазерный луч и дуговую горелку наклоняют в противоположные стороны относительно нормали к поверхности свариваемых деталей, лазерный луч фокусируют над поверхностью свариваемых деталей с диаметром пятна на поверхности, равным (0,4÷0,6) мм, впереди точки дугового разряда на заданном расстоянии от нее с пороговой плотностью мощности, необходимой для начала процесса сварки, а лазерный луч наклоняют вперед по ходу движения на угол 8-9°, а дуговую горелку располагают позади лазерного луча под углом 40-50°.
Кроме того, целесообразно расстояние между центром пятна лазерного излучения и точкой дугового разряда поддерживать равным (0,1÷0,2) диаметра электрода.
Такое выполнение способа сварки позволяет улучшить качество сварного шва.
Предложенный способ гибридной лазерно-дуговой сварки представлен фиг.1, на которой обозначены:
1 - лазерная головка;
2 - лазерное излучение мощностью Р;
3 - фокусирующий объектив с фокусом F;
4 - защитное стекло;
5 - присадочная проволока;
6 - медный токовыводящий мундштук;
7 - защитное сопло;
8 - образец;
9 - съемная прокладка из меди с канавкой 6×4 мм для подачи защитного газа в корневой шов;
10 - приспособление для крепления свариваемых деталей (заготовок);
11 - сварочная ванна;
ΔF - расстояние от середины каустики излучения до поверхности заготовки;
L - расстояние между осевой линией дугового разряда и осью лазерного излучения;
θ - угол наклона оси лазерного луча;
φ - угол наклона плавящегося электрода;
Vсв - скорость сварки;
Vпр - скорость подачи присадочной проволоки;
F - фокусное расстояние;
Iсв - ток сварки;
U - напряжение дуги.
Суть предложенного способа гибридной лазерно-дуговой сварки встык деталей из алюминиевых сплавов заключается в следующем:
Лазерный луч 2 мощностью Р волоконного иттербиевого лазера (λ=1,06 мкм) фокусируется объективом 3 на расстоянии ΔF над поверхностью свариваемых деталей 8 таким образом, чтобы диаметр лазерного пятна на свариваемой поверхности был не менее (0,4÷0,6) мм с пороговой плотностью мощности, необходимой для начала процесса лазерной сварки. Выбор диаметра лазерного пятна обусловлен двумя обстоятельствами. Минимальный диаметр 0,4 мм связан с технологическими требованиями подготовки кромок под сварку. Как показали эксперименты, при диаметре пятна ≤0,3 мм необходимо накладывать более жесткие требования к подготовке кромок и тщательно отслеживать стык свариваемых заготовок. Максимальный диаметр 0,6 мм связан с необходимостью создания плотности мощности для проведения процесса сварки, а это требует увеличения общей мощности лазера более 3 кВт, что резко увеличивает энергозатраты.
- Лазерный луч фокусируется впереди точки дугового разряда на заданном расстоянии L от нее.
- При этом угол наклона оси лазерного луча θ к нормали свариваемой поверхности составляет 6-9 градусов по ходу движения сварочной головки 1, закрепленной в манипуляторе перемещающего механизма (на фиг. 1 не указан). Угол 6-9 градусов выбран из условия, во-первых, чтобы зеркальная составляющая отраженного луча от поверхности свариваемых деталей в первоначальный момент возникновения сварочной ванны не попадала обратно в волоконно-оптический тракт, а, во-вторых, при углах больше 10 градусов коэффициент поглощения лазерного излучения расплавленным металлом падает, что приводит к дополнительным энергетическим затратам.
- Соосно лучу 2 в сопло лазерной головки 1 подается защитный газ (Ar), который направлен в зону сварочной ванны 11. Дополнительно для защиты фокусирующего объектива 3 от брызг расплава в сопле лазерной головки крепится стекло 4.
- Аргонодуговая сварка с параметрами Iсв и U расположена следом за лазерной сваркой, причем угол наклона φ плавящегося электрода (присадочная проволока 5) составляет 40-50 градусов от вертикали к направлению сварки, а расстояние L между центром поглощения лазерного пятна на поверхности свариваемых деталей и точкой контакта дугового разряда поддерживается равным (0,1÷0,2) dэл. При увеличении расстояния L до величины >0,2 dэл при тех же энергетических параметрах лазерного луча Р и дуги (Iсв, U) свечение лазерного факела над сварочной ванной уменьшалось, что говорит об уменьшении доли поглощения лазерного излучения, но качество шва ухудшалось, что, наверное, объясняется малым размером сварочной ванны кинжального типа и ее быстрым остыванием, так как при увеличении мощности дугового разряда величина L может быть увеличена без потери качества сварки, но с большей шириной лицевого шва. Таким образом, четко проявляется зависимость уменьшения величины поглощаемого лазерного излучения от увеличения расстояния L между центром лазерного пятна на поверхности сварочной ванны и точкой контакта дугового разряда при постоянных энергетических параметрах лазерного луча и дуги, но качество лазерного шва при этом может ухудшаться. Поэтому для каждого диаметра электродной проволоки и энергетических параметрах гибридной сварки (Р и Iсв, U) необходимо экспериментально определять расстояние L.
- Для защиты сварочной ванны 11 и остывающего металла предусмотрено сопло 7, в которое дополнительно подается защитный газ Ar.
- Внутри сопла 7 соосно расположен медный токовыводящий мундштук 6, через который подается электродная проволока 5 со скоростью Vпр, выполняющая одновременно роль присадочного материала в металле шва.
- В сопле 7 предусмотрено также отверстие для подвода лазерного излучения 2.
- Свариваемые детали 8 фиксируются в сварочном приспособлении 10, в котором имеется прокладка из меди 9 с канавкой 6×4 мм для подачи защитного газа (Ar) в корневую часть шва. Прокладка 9 защищает приспособление 10 от разрушения частично проходящим через парогазовый канал лазерным излучением.
- Таким образом, угол наклона φ плавящегося электрода 5, его диаметр dэл, диаметр лазерного пятна dп и угол наклона лазерного луча θ, а также расстояние L между центром лазерного пятна на поверхности сварочной ванны и точкой контакта дуги разряда выбираются из условия наименьшего влияния образующегося от дугового разряда облака аэрозолей на поглощение и рассеяние лазерного излучения, что приводит к стабильности глубины проплавления и формированию корневого шва с геометрическими параметрами, близкими к 1.
- Все это в совокупности позволяет получать стабильный шов с хорошим качеством и отсутствием таких дефектов, как свищи и подрезы.
Установка для проведения процесса гибридной лазерно-дуговой сварки в среде инертного газа работает следующим образом. Предварительно обработанные заготовки 8 свариваемых листов из алюминиевого сплава устанавливаются в приспособление 10 для крепления и поджатия в двух направлениях: сверху и сбоку. Причем стык заготовок располагают над канавкой медной прокладки 9, которая служит одновременно как для защиты приспособления 10 от остаточного лазерного излучения, проходящего через парогазовый канал, так и для защиты корневого шва, для чего в канавку вдоль всего стыка подается газ Ar.
Гибридная сварочная головка крепится в манипуляторе перемещающего механизма установки со скоростью Vсв и включает в себя лазерную головку 1, дугу с присадочной проволокой 5 (выполняющей роль плавящегося электрода с диаметром dэл) и защитное сопло 7, в которое подается защитный газ Ar как соосно лазерному лучу 2, так и коаксиально электроду 5. Помимо сопла 7 защитный газ также подается в съемную прокладку 9 для защиты корневого шва. По программе ЧПУ установки одновременно подается команда на включение лазера ЛС-5 источника лазерного излучения 2 мощностью Р с транспортировкой его в лазерную головку 1, команда на включение источника сварочной дуги «Fronius» TPS-3200 с параметрами Iсв, U и команда на подачу присадочной проволоки 5 со скоростью Vпр.
Лазерное излучение 2 попадает в объектив 3 и фокусируется на расстоянии ΔF над обрабатываемой поверхностью таким образом, чтобы диаметр пятна был в пределах 0,4÷0,6 мм, а плотность мощности в нем была достаточной для проведения процесса сварки. Одновременно в образовавшуюся сварочную ванну 11 воздействует на расстоянии L=(0,1÷0,2)dэл от центра лазерного пятна дуговая горелка с присадочной проволокой 5, формируя сварочный шов из основного и присадочного материала.
Защитный газ Ar, подаваемый в сопло 7 и в канал прокладки 9, защищает сварочную ванну как с лицевой, так и с нижней стороны.
Условие угла наклона оси лазерного луча θ=6÷9 градусов к нормали свариваемой поверхности и угла наклона дуговой горелки φ=40÷45 градусов с расстоянием L=(0,1÷0,2)dэл между центром пятна лазерного излучения и точкой дугового контакта, а также их взаимное расположение лучом вперед позволяет избавиться от поглощения и рассеяния лазерного излучения аэрозолями, образующимися от дугового разряда, что приводит к формированию стабильного по глубине сварочного шва.
Пример использования предлагаемого способа
Способ был опробован на сварке листов из Al-Li сплава 1461 толщиной 4-6 мм. Первоначально листы были подвергнуты «химическому фрезерованию» для снятия плакированного слоя, а стыковочные кромки подвергнуты еще и предварительному фрезерованию. Сама предполагаемая зона сварки подвергается шабрению.
Эти процедуры необходимы для уменьшения порообразования в швах, которое обусловлено, в первую очередь, наличием газов и окислов в поверхностном слое.
Лазерно-дуговая сварка проводилась в среде инертного газа Ar при одновременном воздействии излучения волоконного лазера ЛС-5 фирмы НПО «ИРЭ-Полюс» мощностью от 2 до 3 кВт и сварочной дуги от источника фирмы «Fronius» TPS-3200 с параметрами Iсв=160-180 А и U=18,6-20 В при подаче присадочной проволоки марки СВ-1201 (диаметром 0,8÷1,2 мм) механизмом подачи проволоки ПДГО-511 со скоростью 5,5-7,0 м/мин.
Для сварки была использована сварочная головка фирмы НПО «ИРЭ-Полюс» с некоторыми доработками ОАО НИАТ. Сварка велась при скорости 1,8-2,5 м/мин. Диаметр пятна лазерного излучения на поверхности свариваемых деталей изменялся в пределах от 0,3 до 0,8 мм. Расстояние между центром пятна лазерного излучения и точкой дугового разряда L варьировалось от 0 до 8 мм. Углы наклона лазерного луча θ и дуговой горелки φ изменялись соответственно от θ=5°, φ=55° до θ=20°, φ=30°.
Наилучшие результаты сварочного шва по критерию стабильного формирования корня шва при минимальной мощности обоих источников нагрева и геометрической формы шва (отношению ширины лицевого шва к ширине корневого), близкой к единице, были получены при углах θ=8-9°, φ=40-55° и L=0,1 dэл, при скорости сварки Vсв=1,8-2,0 м/мин, скорости подачи присадочной проволоки Vпр=7,0 м/мин, мощности лазерного излучения Р=2,5 кВт, диаметре пятна dп=0,4 мм, dэл=1,2 мм, 1 св=170А, U=19 В, при подаче защитного газа Ar (ГОСТ 10157-79) соосно лазерному лучу и коаксиально дуговому разряду с общим расходом 30 л/мин, а в канал подложки для защиты корневого шва - 20 л/мин соответственно.
Макроструктура металла шва и его форма определялись на шлифах после их химического травления шлифов в растворе смеси кислот HCl+НNO3+HF, количество и размер пор определялись на рентгеновском томографе.
Исследования показали, что шов содержит мелкие поры, но их размер и количество находятся в пределах допустимых норм.
Технико-экономический эффект
Таким образом, предлагаемый способ лазерно-дуговой сварки плавящимся электродом стыковых соединений из алюминиевых сплавов позволяет получить качественный и стабильный по глубине сварочный шов, при этом скорость гибридной сварки в 2,5 раза превышает скорость аргонодуговой сварки, а энерговклад в свариваемый материал снижается в 1,5 раза, что значительно уменьшает деформацию свариваемых деталей и зону разупрочнения.
Использованная литература
1. Заявка JP-1980-55-114490.
2. 3аявка РК 2442693, 1980 г.
3. Патент JP 11300485.
4. Патент CN 1657223(А).
5. Патент RU 2104137.
6. Заявка JP-A-2005-329430.
7. Патент RU 2440221.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 2019 |
|
RU2721613C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| Способ пространственной стабилизации дуги | 2019 |
|
RU2713186C1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2010 |
|
RU2440221C1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ лазерно-дуговой сварки | 2017 |
|
RU2635679C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
Изобретение относится к лазерной сварке алюминиевых сплавов и может быть использовано в различных областях машиностроения, судостроения, авиационно-космической промышленности. Сварку деталей осуществляют при одновременном воздействии лазерного луча и дуги в одну сварочную ванну в среде инертного газа. Лазерный луч и дуговую горелку наклоняют в противоположные стороны относительно нормали к поверхности свариваемых деталей. Лазерный луч фокусируют над поверхностью свариваемых деталей с диаметром пятна на поверхности, равным (0,4÷0,6) мм, впереди точки дугового разряда на заданном расстоянии от нее с пороговой плотностью мощности, необходимой для начала процесса сварки, а по ходу движения лазерный луч наклоняют вперед на угол 8-9°. Дуговую горелку располагают позади лазерного луча под углом 40-50°. Расстояние между центром пятна лазерного излучения и точкой дугового разряда поддерживают равным (0,1÷0,2) диаметра электрода. Изобретение обеспечивает получение стабильного по глубине сварного шва с характеристиками шва, близкими к 1, а также отсутствие таких дефектов как поры, при минимальных энергетических затратах и высокой скорости самого процесса сварки. 1 з.п. ф-лы, 1 ил., 1 пр.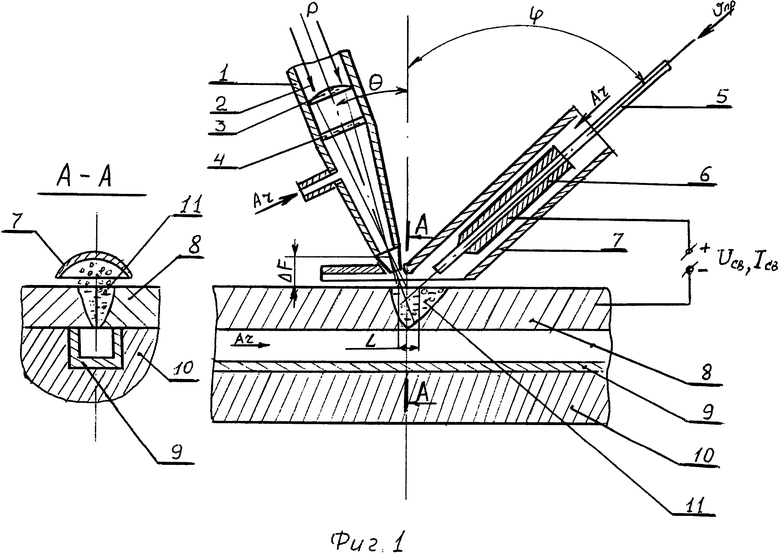
1. Способ лазерной сварки алюминиевых сплавов, включающий одновременное воздействие лазерного луча и дуги плавящегося электрода в среде инертного газа на одну сварочную ванну, при этом лазерный луч и дуговую горелку наклоняют в противоположные стороны относительно нормали к поверхности свариваемых деталей, отличающийся тем, что лазерный луч фокусируют над поверхностью свариваемых деталей с диаметром пятна на поверхности, равным (0,4÷0,6) мм, перед точкой воздействия дуги на заданном расстоянии от нее с пороговой плотностью мощности, равной мощности начала процесса сварки, причем лазерный луч наклоняют вперед по ходу движения на угол 8-9°, а дуговую горелку располагают позади лазерного луча под углом 40-50°.
2. Способ по п. 1, отличающийся тем, что расстояние между центром пятна лазерного излучения и точкой воздействия дуги поддерживают равным (0,1÷0,2) диаметра плавящегося электрода.
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2010 |
|
RU2440221C1 |
| СПОСОБ НЕПРЕРЫВНОЙ СВАРКИ ВСТЫК ПРИ ИСПОЛЬЗОВАНИИ ПЛАЗМЫ И ЛАЗЕРА И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПРИ ИСПОЛЬЗОВАНИИ ЭТОГО СПОСОБА | 2004 |
|
RU2356713C2 |
| CN102151952A, 17.08.2011 | |||
| FR2864917A1,15.07.2005. | |||

