Изобретение относится к кассетам для снаряжения поглотительных патронов в средствах защиты органов дыхания.
Известен способ изготовления кассеты по пат. США №5964221, МПК A62B 7/10, 1999 г., имеющей цилиндрическую форму. Листы поглотителя изготовляют в экструдере с помощью связующего - порошкообразного полиэтилена и пластификатора. Листы в кассете располагают спирально (т.е. в виде последовательной спирали или отдельных колец и спиральных концентрических окружностей). Воздушный поток, проходящий через кассету, идет снизу вверх вдоль спирально расположенных листов адсорбента. Воздушный поток проходит через зазор между листами, образованными сеткой.
Однако такой способ не обеспечивает высокой емкости по диоксиду углерода из-за частичной блокировки частиц поглотителя полиэтиленом, который, расплавляясь при экструдировании, образует газонепроницаемые перемычки между частицами поглотителя. Использование растворителей для удаления пластификатора при формовании резко усложняет технологию изготовления кассет.
Известен также способ изготовления кассеты для поглотительного патрона (пат. Великобритании №2191958, МПК А62В 23/02; А62В 23/00, 1987 г.), который включает изготовление фильтрующей оболочки из гибкого пористого листового материала и заполнение ее частицами адсорбента диоксида углерода, например, soda lime, гидроксидом лития или надпероксидом калия. В качестве гибкого пористого листового материала может быть использована обычная фильтровальная бумага, стекловолокно, пенопласт с открытыми порами или любой нетканый текстильный материал. В описанном картридже адсорбент размещают между двумя листами гибкого пористого материала, при этом в одном листе формируют канавки, которые заполняют адсорбентом. Оба листа оболочки сваривают между собой и помещают в фильтрующий патрон.
Однако такой способ изготовления кассеты сложен в изготовлении из-за необходимости формирования канавок в одном из листов. Заполняющий канавки гранулированный сорбент характеризуется неравномерной плотностью гранул, обусловленной технологией их изготовления. Это приводит к снижению стехиометрических характеристик поглотителя, т.е. к увеличению массы кассеты и уменьшению времени защитного действия.
Задачей изобретения является повышение эффективности работы кассеты.
Техническим результатом изобретения является повышение степени отработки поглотителя и надежности работы кассеты.
Технический результат изобретения достигается тем, что согласно способу изготовления кассеты для поглотительного патрона листы поглотителя сворачивают в рулон и между витками поглотителя помещают разделительную сетку, при этом листы поглотителя выполняют в виде оболочки из газопроницаемого материала, в которые помещают частично обезвоженный пастообразный поглотительный материал, при этом оболочку скрепляют путем сварки в виде рукава со швом на внешней боковой поверхности, после чего рукав выворачивают наизнанку, образуя внутренний шов, который разворачивают в плоскости, перпендикулярной продольной оси рукава на 90°, после чего рукаву придают складчатую форму и через центральную часть подают поглотительный материал, последовательно разворачивая рукав в ленту и заполняя ее свободную часть поглотительным материалом, заполненную ленту профилируют и подвергают ИК-сушке до заданной влажности и сворачивают в рулон на центральной трубке, и перед сворачиванием в рулон боковые поверхности разделительной сетки обрезают на ширину 2-3 мм на расстоянии с конца, равном двум внешним виткам спирали.
Складчатую форму получают сворачиванием рукава в торообразную систему с длиной, равной двойной-тройной ширине рукава
Складчатую форму получают сворачиванием рукава гармошкой на полой цилиндрической оправке.
Профилирование заполненного поглотительным материалом рукава выполняют валком, перемещаемым по калибрующим направляющим, которые устанавливают по обе стороны рукава, при этом рукав помещают между слоями гидрофобного материала.
Заполнение рукава поглотительным материалом и профилирование листа осуществляют посредством экструдера с головкой типа «ласточкин хвост», на выходе которой установлен валковый механизм.
Оболочку из газопроницаемого материала выполняют из нетканого полипропиленового материала «Спанбонд» с плотностью 17 г/м2
Частично обезвоженный пастообразный поглотительный материал содержит гидроокись кальция с влажностью 20±3%. пропитанную щелочью одновалентного металла
Инфракрасную сушку проводят на сетчатом транспортере с ИК-излучателями, установленными над и под сеткой.
Кассету помещают в пакет из триплекса и на торцах кассеты в оболочке устанавливают заглушки в виде стаканов, в которых установлены шайбы из упругого материала.
Скрепление оболочки путем сварки в виде рукава со швом на внешней боковой поверхности, после чего рукав выворачивают наизнанку, образуя внутренний шов, который разворачивают в плоскости, перпендикулярной продольной оси рукава на 90°, после чего рукаву придают складчатую форму и через центральную часть подают поглотительный материал, последовательно разворачивая рукав в ленту и заполняя ее свободную часть поглотительным материалом, заполненную ленту профилируют и подвергают ИК-сушке до заданной влажности и сворачивают в рулон на центральной трубке и перед сворачиванием в рулон боковые поверхности разделительной сетки обрезают на ширину 2-3 мм на расстоянии с конца, равном двум внешним виткам спирали обеспечивает:
- превращение внешнего сварного шва во внутренний шов, что исключает проскок неочищенного воздуха через продольную щель, образованную сварным швом;
- возможность изготовления рукава с поглотительным материалом большой длины (до 5-8 м);
- возможность герметичного прилегания торцов периферийных витков кассеты к обтюратору патрона из-за попадания краев разделительной сетки между кассетой и обтюратором;
- повышение эффективности работы кассеты за счет исключения связующего и пластификаторов, при этом поглотительный материал в процессе частичного обезвоживания (сушки) приобретает пористость, которая, как и отсутствие в рецептуре связующего обеспечивает повышение степени отработки поглотителя по диоксиду углерода.
Получение складчатой формы сворачиванием рукава в торообразную систему с длиной, равной двойной-тройной ширине рукава обеспечивает получение листового поглотительного материала большой длины без применения оснастки.
Получение складчатой формы сворачиванием рукава гармошкой на полой цилиндрической оправке обеспечивает получение листового поглотительного материала большой длины с применением минимального количества оснастки.
Профилирование заполненного поглотительным материалом рукава выполняют валком, перемещаемым по калибрующим направляющим, которые устанавливают по обе стороны рукава, при этом рукав помещают между слоями гидрофобного материала, что обеспечивает возможность изготовления малых партий кассет (нескольких сотен экземпляров) без применения дорогостоящей оснастки.
Заполнение рукава поглотительным материалом и профилирование листа посредством экструдера с головкой типа «ласточкин хвост», на выходе которой установлен валковый механизм, обеспечивает возможность серийного изготовления кассет и дополнительно перерабатывать для заполнения поглотительный материал с меньшей влажностью, что ускоряет процесс сушки и снижает энергозатраты.
Выполнение оболочки из газопроницаемого материала из нетканого полипропиленового материала «Спанбонд» с плотностью 17 г/м2 обеспечивает механическую прочность поглощающего листа при минимальном содержании каркасных материалов и исключает деструкцию оболочки при длительном хранении.
Применение частично обезвоженного пастообразного поглотительного материала, содержащего гидроокись кальция с влажностью 20±3% и пропитанного щелочью одновалентного металла, обеспечивает достижение максимальных кинетических параметров сорбента.
Проведение инфракрасной сушки на сетчатом транспортере с ИК-излучателями, установленными над и под сеткой обеспечивает непрерывность и равномерность сушки без коробления листа и достижение пористой структуры поглощающего материала.
Помещение кассеты в пакет из триплекса и установка на торцах кассеты в оболочке заглушек в виде стаканов, в которых установлены шайбы из упругого материала, обеспечивает защиту кассеты от механических повреждений при транспортировке, исключает контакт с внешней средой при длительном хранении и обеспечивает поддержание оптимальной влажности поглощающего материала..
На чертежах изображены:
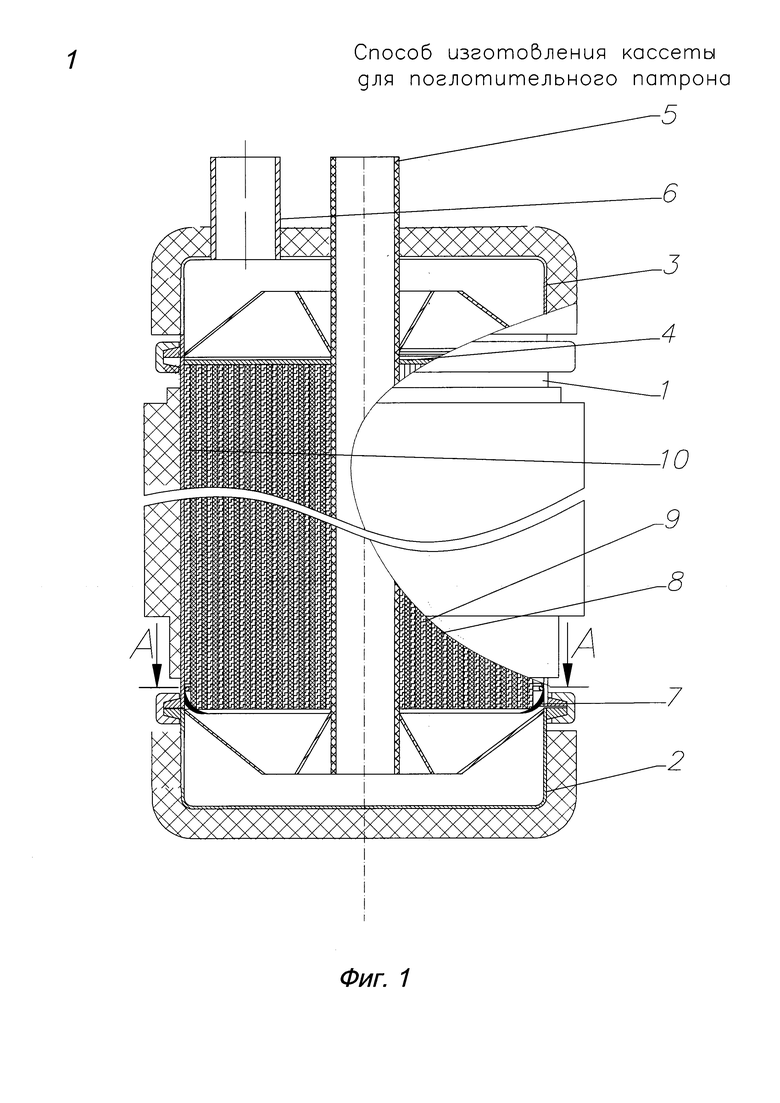
фиг. 1 - общий вид кассеты в поглотительном патроне, продольное сечение;
фиг. 2 - сечение по А-А фиг. 1, поперечное сечение кассеты;
фиг. 3 - то же, что на фиг. 2, сечение по Б-Б фиг. 2, продольное сечение кассеты;
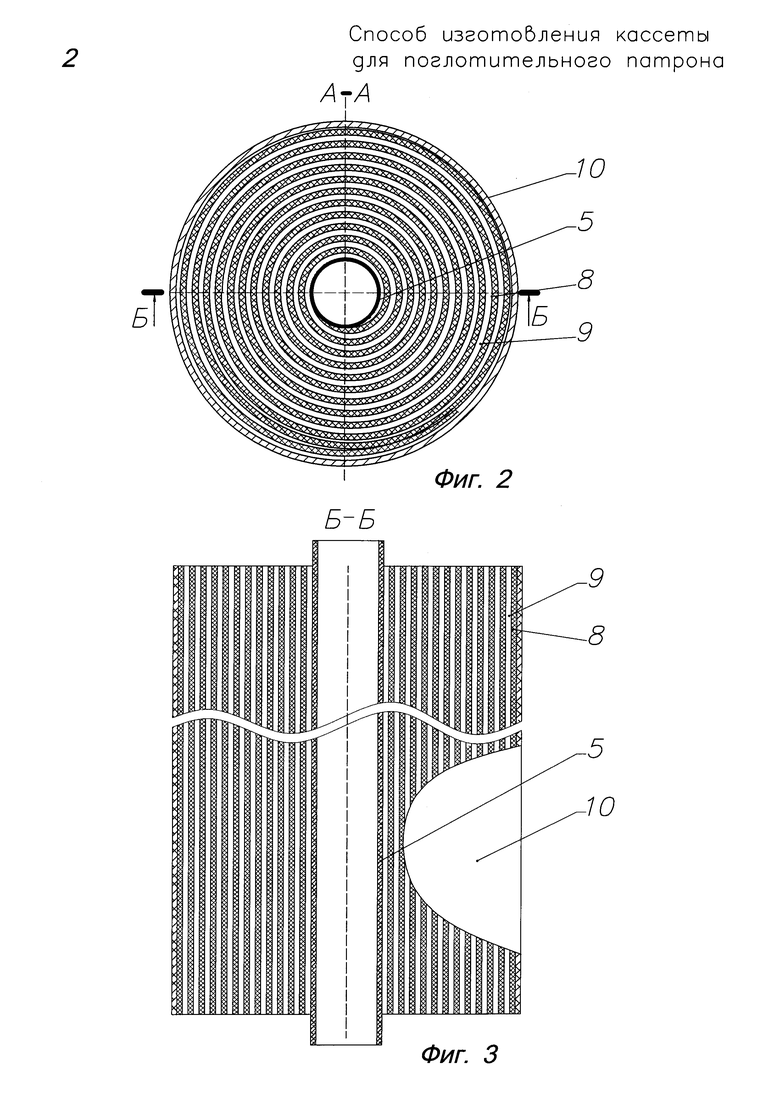
фиг. 4 - исходный лист оболочки;
фиг. 5 - то же, что на фиг. 4, вид с торца;
фиг. 6 - вид рукава после сварки исходного листа;
фиг. 7 - то же, что на фиг. 6, вид с торца;
фиг. 8 - внешний вид рукава при заполнении поглотительным материалом, вид по стрелке В, фиг. 9;
фиг. 9 показан рукав, свернутый в торообразную систему;
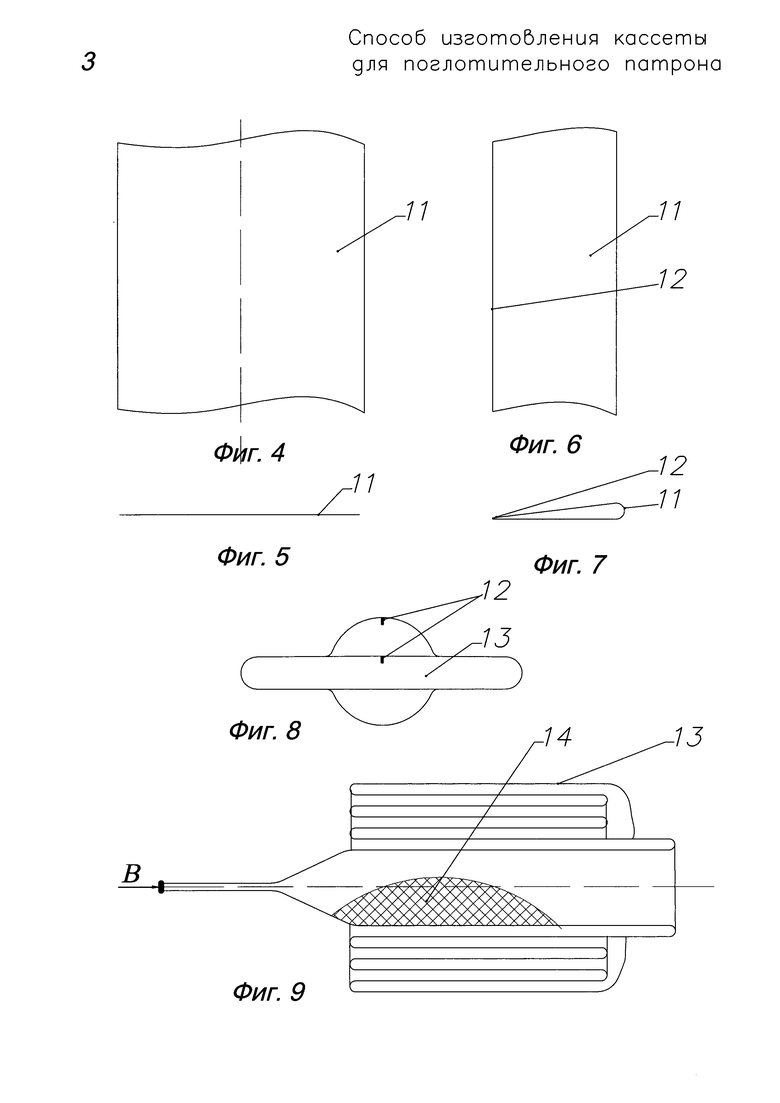
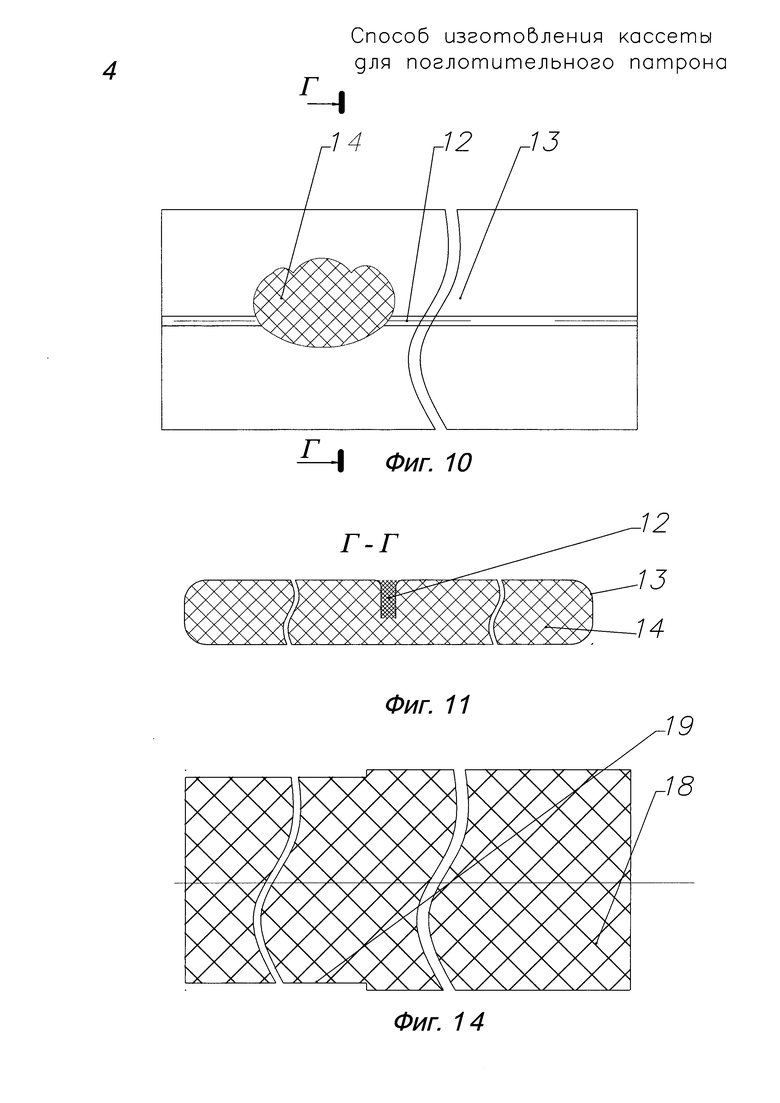
фиг. 10 - вид рукава после заполнения поглотительным материалом;
фиг. 11 - то же, что на фиг. 10, сечение по Г- Г, показано положение сварного шва;
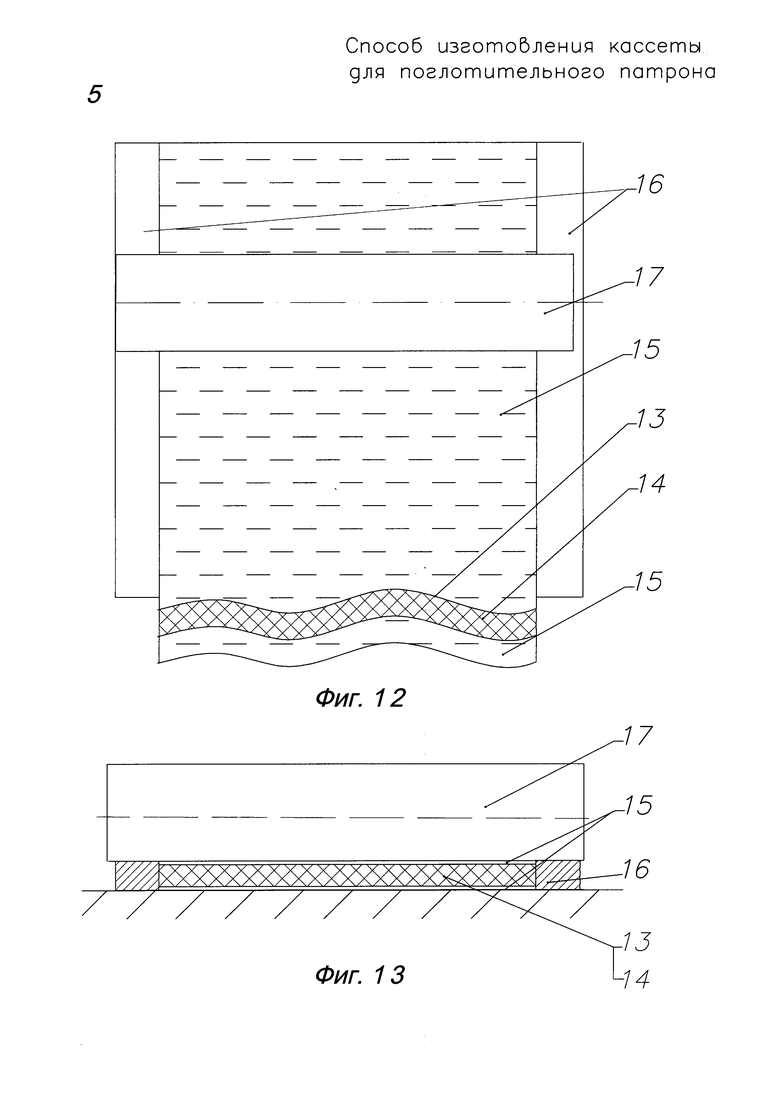
фиг. 12 показана схема профилирования рукава после заполнения поглотительным материалом, вид сверху;
фиг. 13 - то же, что на фиг. 13, вид с торца;
фиг. 14 показан внешний вид разделительной сетки;
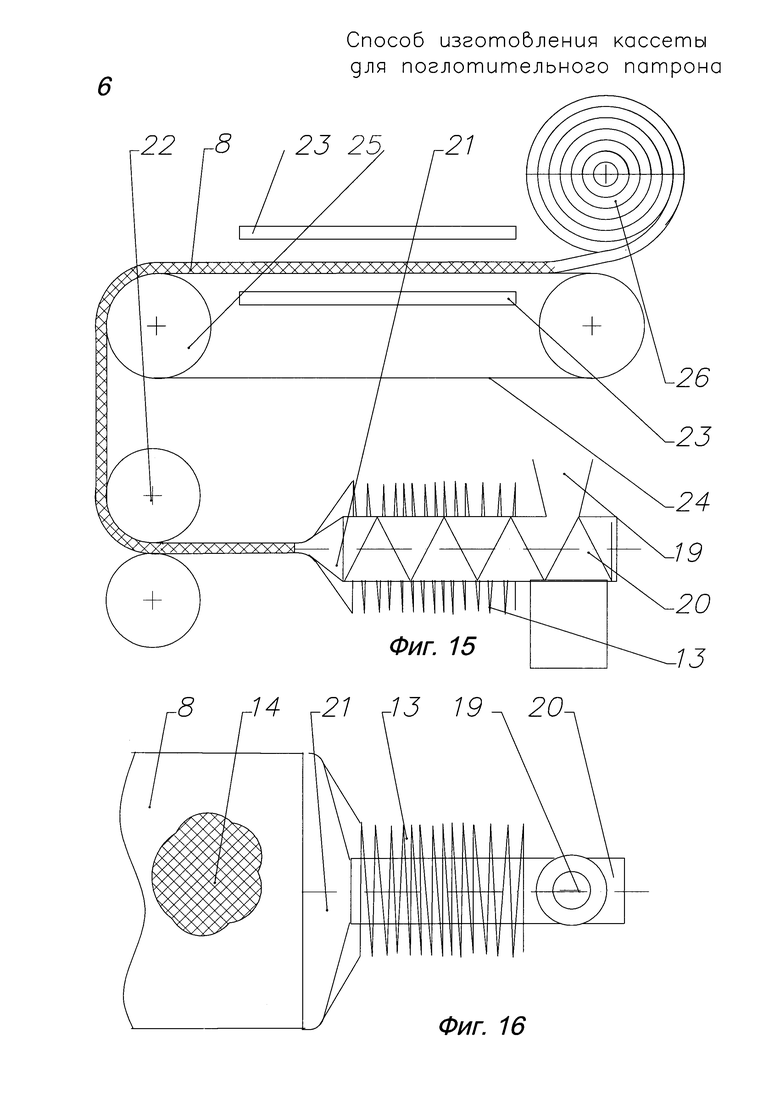
фиг. 15 показана машинный вариант схемы изготовления поглотительного листа, включая сушку;
фиг. 16 показана схема экструзионного заполнения рукава;
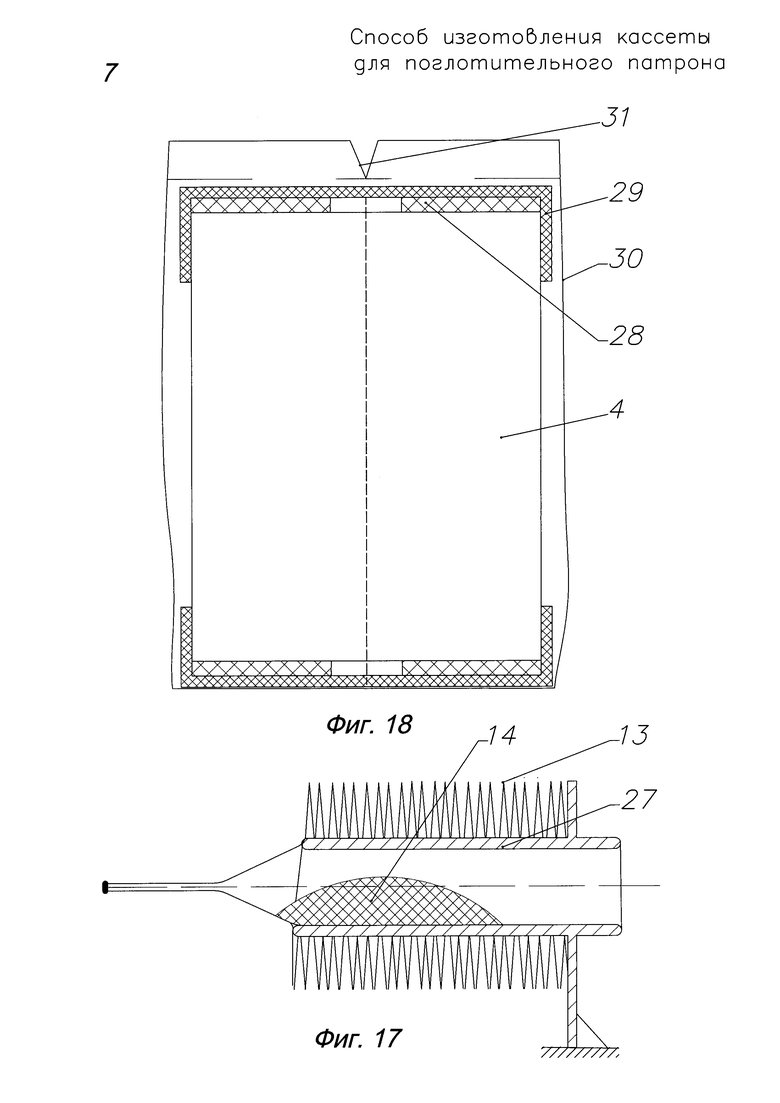
фиг. 17 показано схема заполнения рукава через цилиндрическую оправку;
фиг. 18 показана кассета в оболочке из терафола.
Перечень позиций, указанных на чертежах
1 - корпус патрона
2 - крышка нижняя
3 - крышка верхняя
4 - кассета
5 - трубка
6 - выходной патрубок
7. обтюратор
8 - лист поглотительный
9 - сетка разделительная
10 - кожух
11 - исходный лист
12 - сварной шов
13 - рукав
14 - поглотительный материал
15 - лента из гидрофобного материала
16 - калибрующая направляющая
17 - валок
18 - обрезанный участок сетки
19 - бункер
20 - экструдер
21 - формующая головка
22 - валковое устройство
23 - излучатель инфракрасный
24 - сетчатая лента;
25 - барабан
26 - рулон
27 - оправка цилиндрическая
28 - шайба из упругого материала
29 - заглушка
30 - пакет
31 - вырез
На фиг. 1, 2 и 3 показан поглотительный патрон и конструкция кассеты. Поглотительный патрон содержит корпус патрона 1 с установленными на нем крышкой нижней 2 и крышкой верхней 3. Внутри патрона установлена кассета 4 с центральной трубкой 5, герметично установленной в верхней крышке 3 с помощью известных устройств (не показаны). Кассета 4 содержит центральную трубку 5,через которую в патрон подается выдыхаемый воздух, который, пройдя через кассету 4, поступает на вдох через патрубок 6. Герметизация кассеты 4 осуществляется с помощью обтюратора 7, закрепленного в нижней части корпуса патрона 1 и выполненного в виде кольца из упругого материала. Кассета 4 выполнена в виде намотанного на центральную трубку 5 по спирали поглотительного листа 8, между витками которого помещена разделительная сетка 9. На внешней боковой поверхности кассеты 4 установлен кожух 10. На фиг. 4-9 показаны операции изготовления листа поглотительного 8. Исходный лист 11 из нетканого полипропиленового материала «Спанбонд» с плотностью 17 г/м2 фиг. 4 и 5 складывают по длине, как показано на фиг. 6 и 7, и боковые кромки листа соединяют сварным швом 12 посредством ультразвуковой либо термокомпрессионной сварки, образуя рукав 13. Затем рукав 13 выворачивают наизнанку, переводя сварной шов 12 внутрь рукава 13, и разворачивают сварной шов в среднюю часть боковой поверхности, как показано на фиг. 8. После этого рукав 13 сворачивают в торообразную систему с длиной, равной двойной-тройной ширине рукава. Последовательно разворачивая в ленту торообразную систему, в свободную часть рукава 13 подают поглотительный материал 14, как показано на фиг.9, содержащий гидроксид кальция и гидроксид щелочного металла (например, гидроксид калия, натрия или лития) и воду. Первоначальная влажность поглотительного материала 14 составляет около 40%. Свободную часть рукава 13 укладывают на ленту из гидрофобного материала 15 (полиэтиленовая либо фторопластовая пленка) и помещают между калибрующими направляющими 16, представляющими собой стальные пластины с заданной толщиной либо набор из нескольких пластин, и на верхнюю часть рукава 13 укладывают на ленту из гидрофобного материала 15. Перемещая валок 17 по верхней поверхности рукава 13 с поглотительным материалом 14, производят калибровку, в результате чего получают влажный поглотительный лист 8. Для последующих операций готовят сетку разделительную 9, выполненную в виде полипропиленовой безузловой (бипланарной) сетки с размером ячеек от 3 до 5 мм, для чего боковые поверхности разделительной сетки 9 обрезают на ширину 2-3 мм на расстоянии с конца, равном двум внешним виткам, обрезанный участок сетки 18 показан на фиг. 14.
На фиг. 15 и 16 показан вариант машинного варианта заполнения рукава 13 поглотительным материалом 14, а также сушильная часть для обоих вариантов.
При механизированном способе подачи в рукав 13 поглотительный материал 14 загружают в бункер 19 экструдера 20, на выходе которого установлена формующая головка 21 типа «ласточкин хвост», обеспечивающий равномерность подачи поглотительного материала 14 по ширине щели формующей головки 21 в рукав 13, который предварительно надевают на корпус экструдера 20 и складывают по длине «гармошкой». Поглотительный лист 8 калибруют в валковом устройстве 22, в качестве которого используют каландр или листовальные вальцы.
Сушку поглотительного листа 8 осуществляют пропусканием его между излучателями инфракрасными 23, расположенными над транспортирующим устройством в виде сетчатой ленты 24, натянутой на барабаны 25, один из которых соединен с приводом (не показан). Предпочтительным выполнением сетчатой ленты 24 является стекловолоконная сетка с размером ячеек не менее 5 мм с фторопластовым покрытием. Поглотительный лист 8 с заданной влажностью (от 17 до 30%) сматывают в рулон 26.
На фиг. 17 показан вариант заполнения рукава 13 поглотительным составом 14 при использовании цилиндрической оправки 27.
Сборку кассеты осуществляют с помощью намоточного устройства,
Трубку 5 соединяют с приводом вращения и на ней с помощью известных устройств (скобы, липкая лента) прикрепляют поглотительный лист 8 и разделительный лист 9. Включают привод вращения трубки 5 и ведут спиральную намотку поглотительного листа 8 и разделительного листа 9 с прижиманием поглотительного листа к намотанной части кассеты за счет натяжения листа либо прижима роликом (не показаны). После окончания намотки конец намотанного листа 8 фиксируют с помощью липкой ленты и помещают в кожух 10.
На оба конца трубки 5 кассеты 4 устанавливают шайбы из упругого материала 28 и торцы кассеты 4 закрывают заглушками 29 и помещают в пакет 30 из материала «Терафол», представляющего собой алюминиевую фольгу, плакированную с внутренней стороны полиэтиленом и внешней стороны - лавсаном. Для удобства разрушения ракета 30 вне сварного шва выполняют вырез 31.
Устройство работает следующим образом.
Для снаряжения поглотительного патрона вскрывают пакет 30 по надрезу 31 и из нее извлекают кассету 4 и удаляют шайбы из упругого материала 28 и заглушки 29. Кассету 4 устанавливают в корпусе патрона 1 с присоединенной нижней крышкой 2. Кассету 4 торцом устанавливают на обтюраторе 7, после чего устанавливают крышку верхнюю 3. Трубку 5 и выходной патрубок 6 соединяют с узлом изоляции органов дыхания в виде маски (не показан).
При работе поглотительного патрона выдыхаемый воздух подают через трубку 5 в полость нижней крышки 2, откуда воздух проходит через кассету 4 в верхнюю крышку 3 и через выходной патрубок 6 поступает на вдох пользователя. Проходя через зазоры, образованные разделительной сеткой 9, воздух очищается от диоксида углерода, взаимодействуя с поглотительным материалом 14, поглотительного листа 8. Процесс очистки воздуха от диоксида углерода продолжается до истощения сорбционных свойств поглотительного материала 14. Образующиеся в результате химической реакции вещества нетоксичны и неопасны для окружающей среды. Это карбонаты и бикарбонаты калия и кальция и вода, образующаяся в процессе реакции.
После окончания работы производится разборка патрона в порядке, обратном описанному выше, отработанную кассету извлекаются из корпуса патрона 1 и утилизируют, на место отработанной кассеты устанавливают новую.
Кассета обеспечивает повышение эффективности работы поглотительного патрона за счет повышения степени отработки поглотителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАССЕТА ДЛЯ ПОГЛОТИТЕЛЬНОГО ПАТРОНА | 2015 |
|
RU2606943C2 |
| КАССЕТА ДЛЯ ПОГЛОТИТЕЛЬНОГО ПАТРОНА | 2011 |
|
RU2489184C1 |
| КАССЕТА ДЛЯ ПОГЛОТИТЕЛЬНОГО ПАТРОНА | 2009 |
|
RU2399393C1 |
| КАССЕТА ДЛЯ ПОГЛОТИТЕЛЬНОГО ПАТРОНА | 2009 |
|
RU2400272C1 |
| СПОСОБ ТЕРМОФОРМОВАНИЯ ПОГЛОТИТЕЛЯ ДИОКСИДА УГЛЕРОДА | 2019 |
|
RU2739929C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2014 |
|
RU2561282C2 |
| КАРТРИДЖ ПОГЛОТИТЕЛЬНОГО ПАТРОНА | 2010 |
|
RU2436609C1 |
| ЦЕНТРОБЕЖНАЯ СУШИЛКА | 2009 |
|
RU2410616C1 |
| ПРИМЕНЕНИЕ ПОЛИЭТИЛЕНОВОЙ ПЛЕНКИ ДЛЯ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВОГО ВКЛАДЫША МЯГКОГО КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ НАСЫПНЫХ ГРУЗОВ | 2022 |
|
RU2806676C1 |
| Способ изготовления армированныхСпЕчЕННыХ издЕлий | 1979 |
|
SU829719A1 |
Изобретение относится к кассетам для снаряжения поглотительных патронов в средствах защиты органов дыхания. Способ изготовления кассеты для поглотительного патрона, согласно которому сворачивают в рулон листы поглотителя и между витками поглотителя помещают разделительную сетку, при этом листы поглотителя выполняют в виде оболочки из газопроницаемого материала, в которые помещают частично обезвоженный пастообразный поглотительный материал. Отличие способа заключается в том, что оболочку скрепляют путем сварки в виде рукава со швом на внешней боковой поверхности, после чего рукав выворачивают наизнанку, образуя внутренний шов, который разворачивают в среднюю часть боковой поверхности, после чего рукаву придают складчатую форму и через центральную часть подают поглотительный материал, последовательно разворачивая рукав в ленту и заполняя ее свободную часть поглотительным материалом, заполненную ленту профилируют и подвергают ИК-сушке до заданной влажности и сворачивают в рулон вместе с разделительной сеткой на центральной трубке, и перед сворачиванием в рулон боковые поверхности разделительной сетки обрезают на ширину 2-3 мм на расстоянии с конца, равном двум внешним виткам спирали. Способ обеспечивает повышение эффективности работы поглотительной кассеты за счет повышения степени отработки поглотителя. 8 з.п. ф-лы, 16 ил.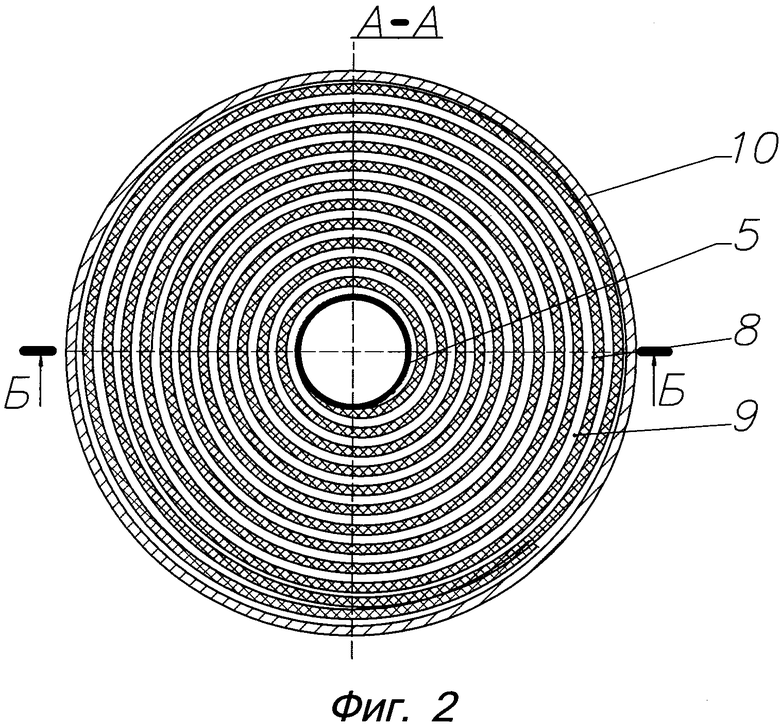
1. Способ изготовления кассеты для поглотительного патрона, согласно которому листы поглотителя сворачивают в рулон и между витками поглотителя помещают разделительную сетку, при этом листы поглотителя выполняют в виде оболочки из газопроницаемого материала, в которые помещают частично обезвоженный пастообразный поглотительный материал, отличающийся тем, что оболочку скрепляют путем сварки в виде рукава со швом на внешней боковой поверхности, после чего рукав выворачивают наизнанку, образуя внутренний шов, который разворачивают в плоскости, перпендикулярной продольной оси рукава на 90°, после чего рукаву придают складчатую форму и через центральную часть подают поглотительный материал, последовательно разворачивая рукав в ленту и заполняя ее свободную часть поглотительным материалом, заполненную ленту профилируют и подвергают ИК-сушке до заданной влажности, и сворачивают в рулон на центральной трубке и перед сворачиванием в рулон боковые поверхности разделительной сетки обрезают на ширину 2-3 мм на расстоянии с конца, равном двум внешним виткам спирали.
2. Способ по п. 1, отличающийся тем, что складчатую форму получают сворачиванием рукава в торообразную систему с длиной, равной двойной-тройной ширине рукава.
3. Способ по п. 1, отличающийся тем, что складчатую форму получают сворачиванием рукава гармошкой на полой цилиндрической оправке.
4. Способ по п. 1, отличающийся тем, что профилирование заполненного поглотительным материалом рукава выполняют валком, перемещаемым по калибрующим направляющим, которые устанавливают по обе стороны рукава, при этом рукав помещают между слоями гидрофобного материала.
5. Способ по п. 1, отличающийся тем, что заполнение рукава поглотительным материалом и профилирование листа осуществляют посредством экструдера с головкой типа «ласточкин хвост», на выходе которой установлен валковый механизм.
6. Способ по п. 1, отличающийся тем, что оболочку из газопроницаемого материала выполняют из нетканого полипропиленового материала «Спанбонд» с плотностью 17 г/м2.
7. Способ по п. 1, отличающийся тем, что частично обезвоженный пастообразный поглотительный материал содержит гидроокись кальция с влажностью 20±3%, пропитанную щелочью одновалентного металла.
8. Способ по п. 1, отличающийся тем, что инфракрасную сушку проводят на сетчатом транспортере с ИК-излучателями, установленными над и под сеткой.
9. Способ по п. 1, отличающийся тем, что кассету помещают в пакет из триплекса и на торцах кассеты в оболочке устанавливают заглушки в виде стаканов, в которых установлены шайбы из упругого материала.
| УСТРОЙСТВО ДЛЯ АККУМУЛИРОВАНИЯ ХОЛОДА | 2001 |
|
RU2191958C1 |
| US 5964221 A, 12.10.1999 | |||
| DE 10155879 A1, 05.06.2003 | |||
| КАССЕТА ДЛЯ ПОГЛОТИТЕЛЬНОГО ПАТРОНА | 2011 |
|
RU2489184C1 |
| РЕГЕНЕРАТИВНЫЙ ПАТРОН ИЗОЛИРУЮЩЕГО ДЫХАТЕЛЬНОГО АППАРАТА | 2005 |
|
RU2291727C1 |

