Область техники
Настоящее изобретение относится к упаковочной машине и способу упаковки для изготовления внутреннего контейнера выдвижной упаковки для табачных изделий.
Уровень техники
Тип жестких сигаретных пачек с откидной крышкой в настоящее время является наиболее распространенным на рынке типом сигаретных пачек, поскольку они имеют простую конструкцию, легкие и практичные в использовании и обеспечивают хорошую механическую защиту содержащихся в них сигарет.
Помимо вышеупомянутых жестких сигаретных пачек с откидной крышкой, предлагаются жесткие сигаретные упаковки с выдвигаемой емкостью (или "выдвижные" упаковки), которые содержат два контейнера, вставленные один в другой с возможностью отделения. Другими словами, выдвижная упаковка содержит внутренний контейнер, выполненный с возможностью размещать группу сигарет, обернутую в лист обертки из металлизированной бумаги и помещенную внутрь внешнего контейнера, таким образом, чтобы она могла скользить относительно внешнего контейнера между закрытым состоянием, в котором внутренний контейнер является вставленным внутрь внешнего контейнера, и открытым состоянием, в котором внутренний контейнер является извлеченным из внешнего контейнера.
Также предложена жесткая выдвижная сигаретная упаковка с откидной крышкой, при этом внутренний контейнер (или альтернативно, внешний контейнер) снабжен откидной крышкой для поворота между закрытым положением и открытым положением открытого верхнего конца внутреннего контейнера. Крышка имеет соединительный клапан, который на одном конце составляет одно целое с крышкой и на противоположном конце составляет одно целое с внешним контейнером (или альтернативно, с внутренним контейнером) чтобы «автоматически» (то есть без необходимости, чтобы пользователь дотрагивался до крышки) управлять поворотом крышки посредством скольжения внутреннего контейнера относительно внешнего контейнера.
В частности, в жесткой сигаретной пачке, открываемого скольжением типа и с откидной крышкой, соединительный клапан, который "автоматически" контролирует поворот крышки, имеет верхний конец, который составляет одно целое с верхней или задней стенкой крышки, и нижний конец, который при открывании сигаретной пачки соединяется с соединительным язычком, составляющим одно целое с задней стенкой внешнего контейнера.
Было отмечено, что известный обычный способ, используемый для изготовления сигаретных пачек открываемого скольжением типа и с откидной крышкой, не позволяет достичь высокой производительности (то есть большого количества сигаретных пачек, изготовленных за единицу времени), в особенности, если необходим высокий стандарт качества. Следовательно, известные упаковочные машины, используемые для производства сигаретных пачек открываемого скольжением типа и с откидной крышкой, являются чрезмерно медленными и пригодны для получения только ограниченных партий для специальных серий.
Дополнительно, но не менее важно, известные упаковочные машины, используемые для производства сигаретных пачек открываемого скольжением типа и с откидной крышкой, не являются "гибкими", то есть очень сложно модифицировать упаковочную машину, которая производит определенный тип выдвижных сигаретных упаковок (с или без откидной крышки), для производства другого типа выдвижных сигаретных упаковок (с или без откидной крышки).
Патентная заявка US 2011041463 A1 описывает упаковочную машину для сигарет, изготавливающую жесткую сигаретную пачку с откидной крышкой. Упаковочная машина снабжена первым упаковочным узлом, выполненным с возможностью сгибать первую заготовку вокруг группы сигарет для создания внешнего контейнера, снабженного откидной крышкой, и вторым упаковочным узлом, выполненным с возможностью сгибать вторую заготовку вокруг внешнего контейнера для создания трубчатого слайдера, расположенного вокруг внешнего контейнера, чтобы скользить в осевом направлении относительно данного внешнего контейнера; трубчатый слайдер снабжен передающим элементом, который имеет первый конец, составляющий одно целое с крышкой, второй конец, противоположный первому концу и составляющий одно целое со слайдером, и промежуточный участок, который является деобразуемым и имеет U-образный сгиб, расположенный между внешним контейнером и слайдером.
Сущность изобретения
Задача настоящего изобретения заключается в создании упаковочной машины и способа упаковки для изготовления внутреннего контейнера выдвижной упаковки и с откидной крышкой для табачных изделий, при этом данная машина и способ упаковки свободны от недостатков, описанных выше, и, в частности, являются простыми и экономичными в изготовлении.
Согласно изобретению, обеспечена упаковочная машина и способ упаковки для изготовления внутреннего контейнера выдвижной упаковки для табачных изделий, как заявлено в прилагаемой формуле изобретения.
Краткое описание чертежей
Настоящее изобретение ниже описано со ссылкой на прилагаемые чертежи, иллюстрирующие неограничивающий вариант выполнения, на которых:
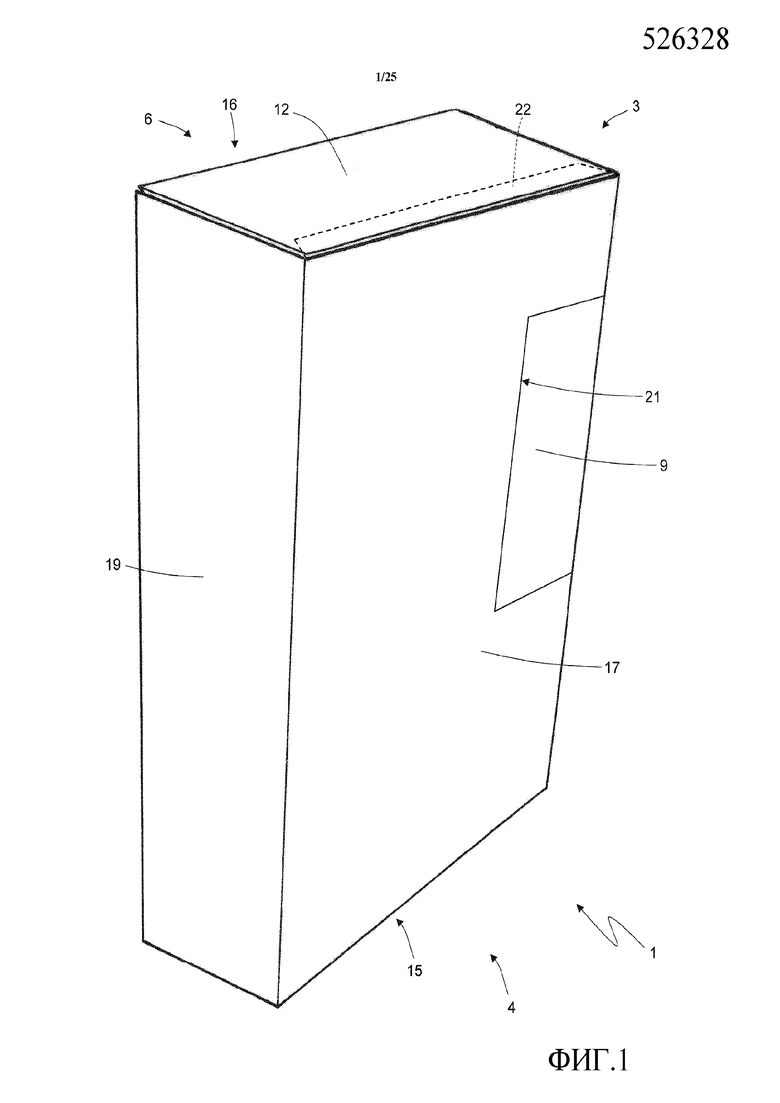
Фиг. 1 - вид спереди в перспективе и в закрытом состоянии жесткой выдвижной сигаретной пачки с откидной крышкой;
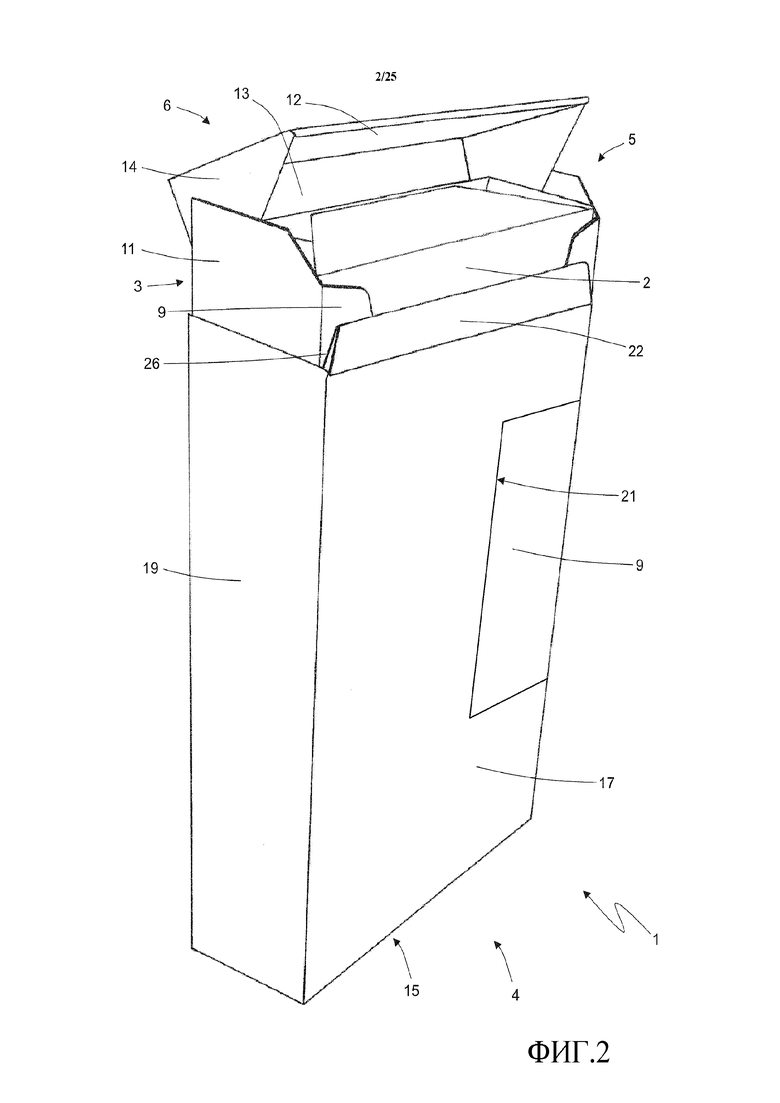
Фиг. 2 - вид спереди в перспективе и в открытом состоянии сигаретной пачки на Фиг. 1;
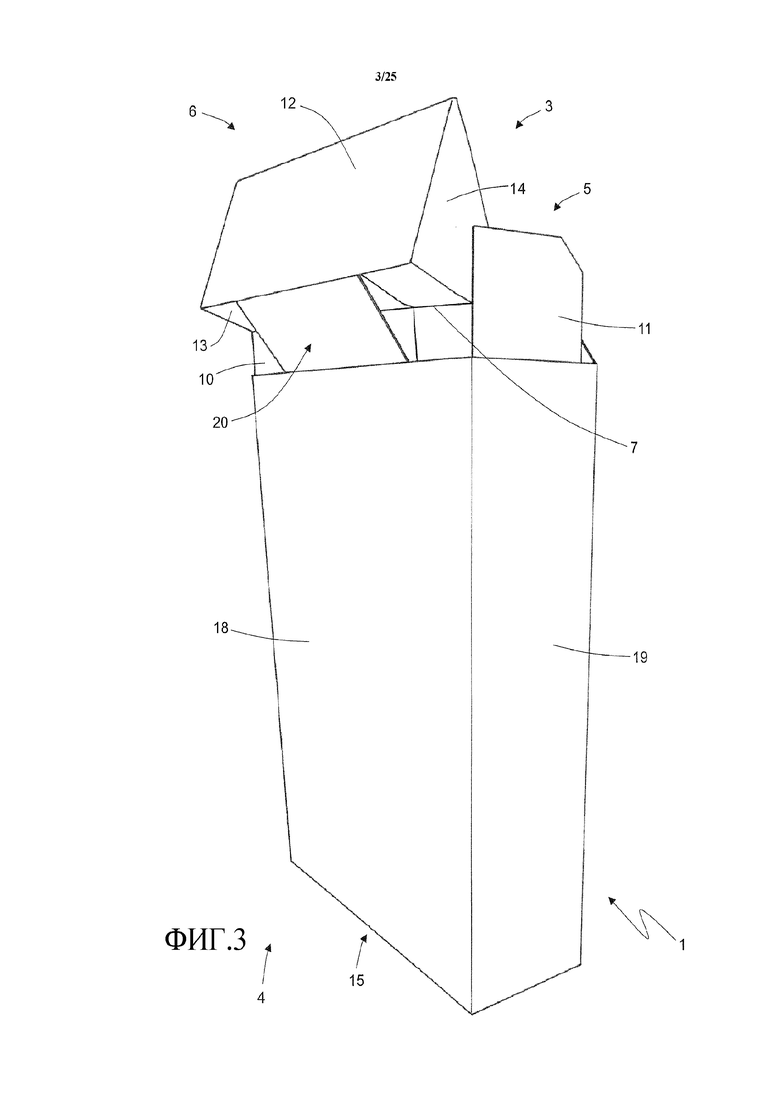
Фиг. 3 - вид сзади в перспективе и в открытом состоянии сигаретной пачки на Фиг. 1;
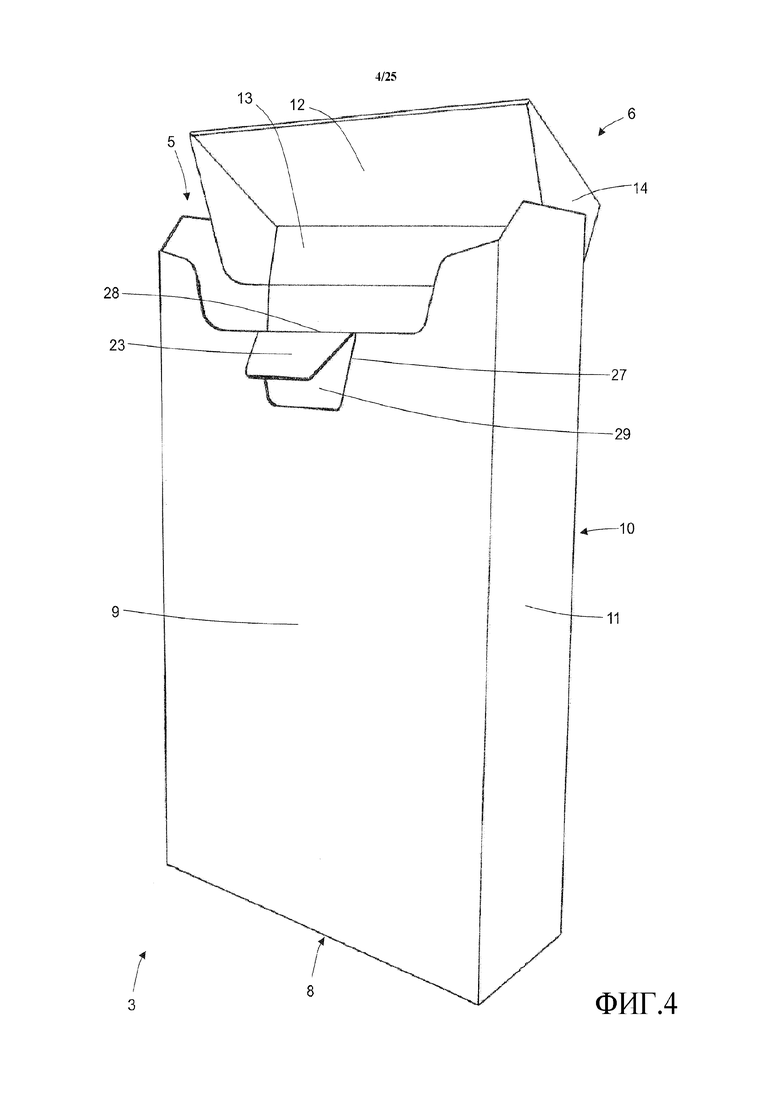
Фиг. 4 - вид спереди в перспективе внутреннего контейнера сигаретной пачки на Фиг. 1;
Фиг. 5 - вид сзади в перспективе внутреннего контейнера на Фиг. 4;
Фиг. 6 - вид сверху в перспективе внешнего контейнера сигаретной пачки на Фиг. 1;
Фиг. 7 - вид сверху внутренней заготовки, используемой для изготовления внутреннего контейнера на Фиг. 4;
Фиг. 8 - вид сверху внешней заготовки, используемой для изготовления внешнего контейнера на Фиг. 6;
Фиг. 9 - схематичный вид в перспективе упаковочной машины, которая изготавливает сигаретную пачку на Фиг. 1 и выполнена по изобретению;
Фиг. 10 - схематичный вид в перспективе первого упаковочного узла упаковочной машины на Фиг. 9;
Фиг. 11 - схематичный вид в перспективе первого упаковочного конвейера первого упаковочного узла на Фиг. 10;
Фиг. 12 - вид сверху последовательности предварительного сгибания внутренней заготовки на Фиг. 7, выполняемого на первом упаковочном конвейере на Фиг. 11;
Фиг. 13-16 - четыре схематичных вида в перспективе четырех соответствующих сгибающих устройств, связанных с первым упаковочным конвейером;
Фиг. 17 - вид детали на Фиг. 11 в увеличенном масштабе;
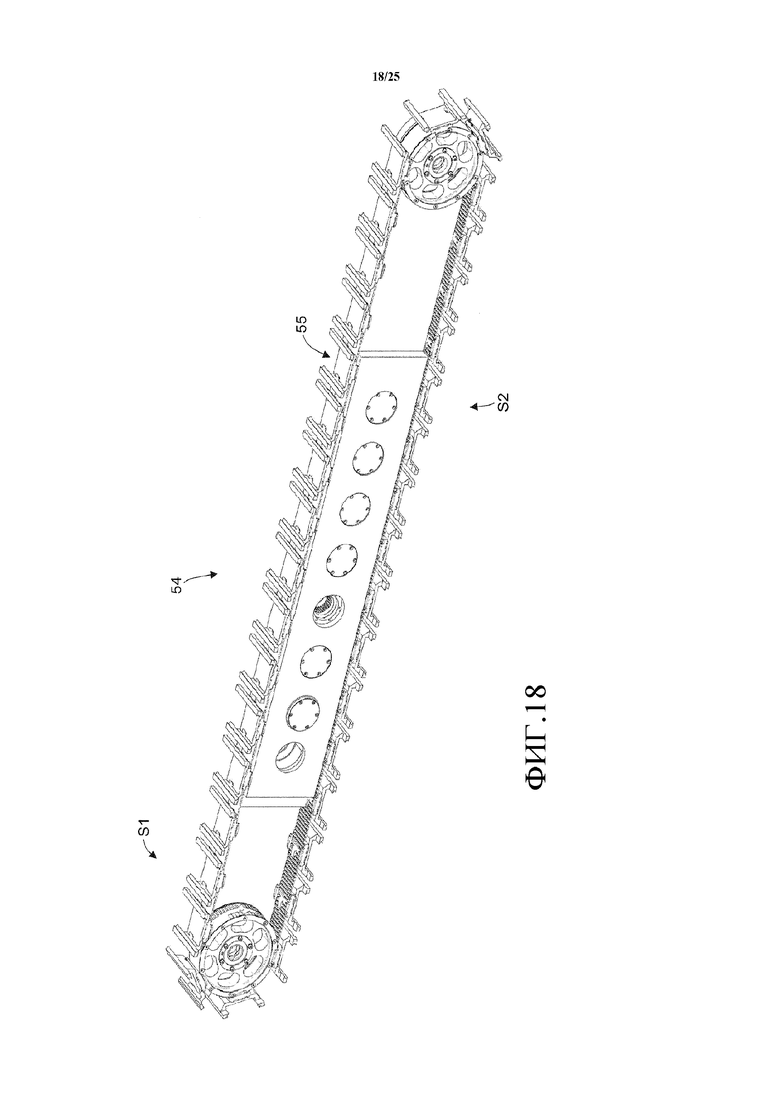
Фиг. 18 - схематичный вид в перспективе ленточного конвейера первого упаковочного узла на Фиг.10;
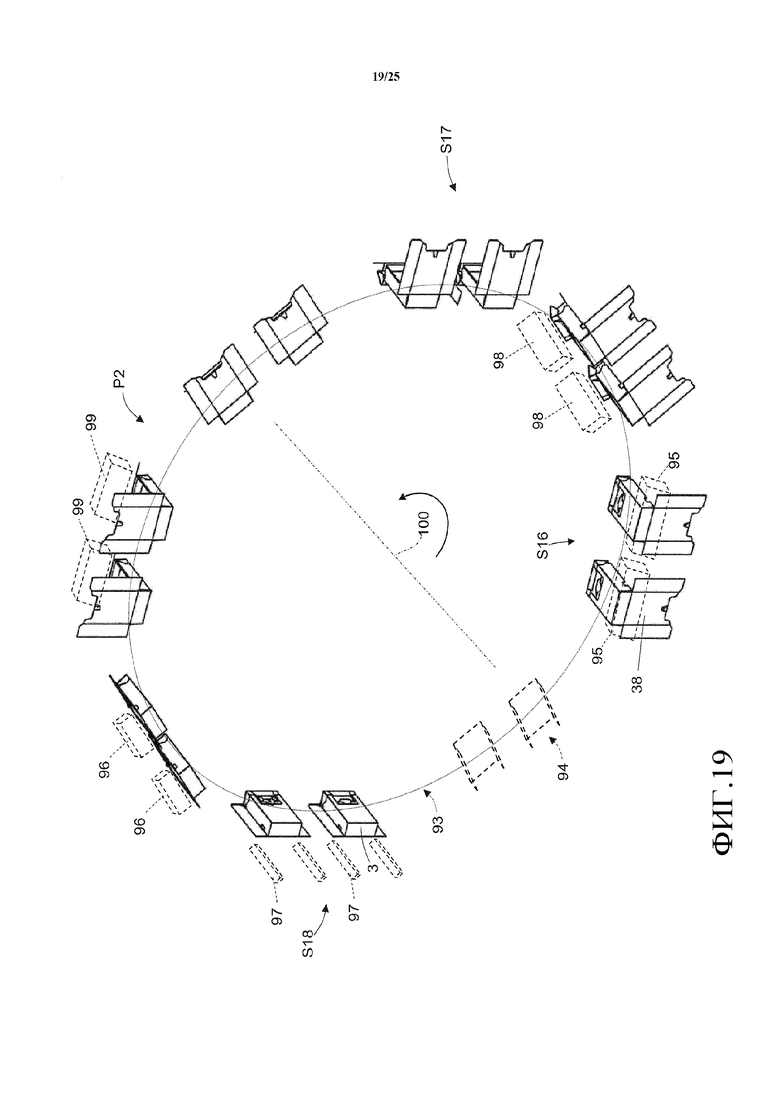
Фиг. 19 - схематичный вид в перспективе второго упаковочного конвейера первого упаковочного узла на Фиг. 10;
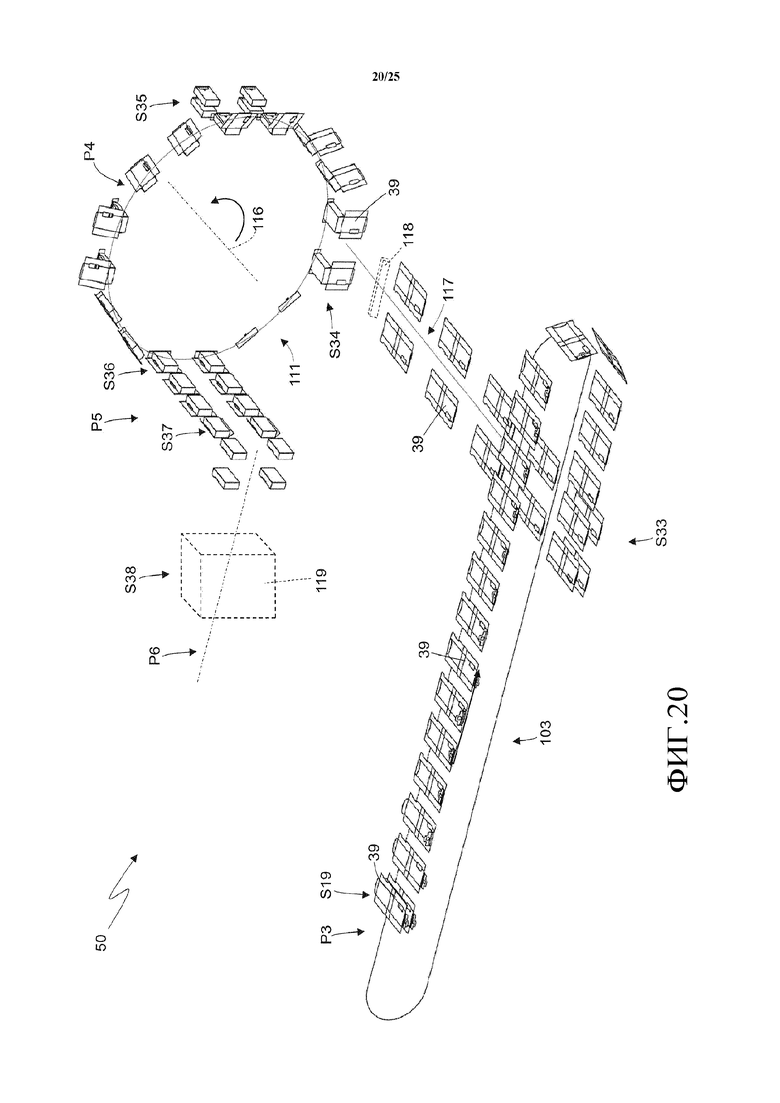
Фиг. 20 - схематичный вид в перспективе второго упаковочного узла упаковочной машины на Фиг. 9;
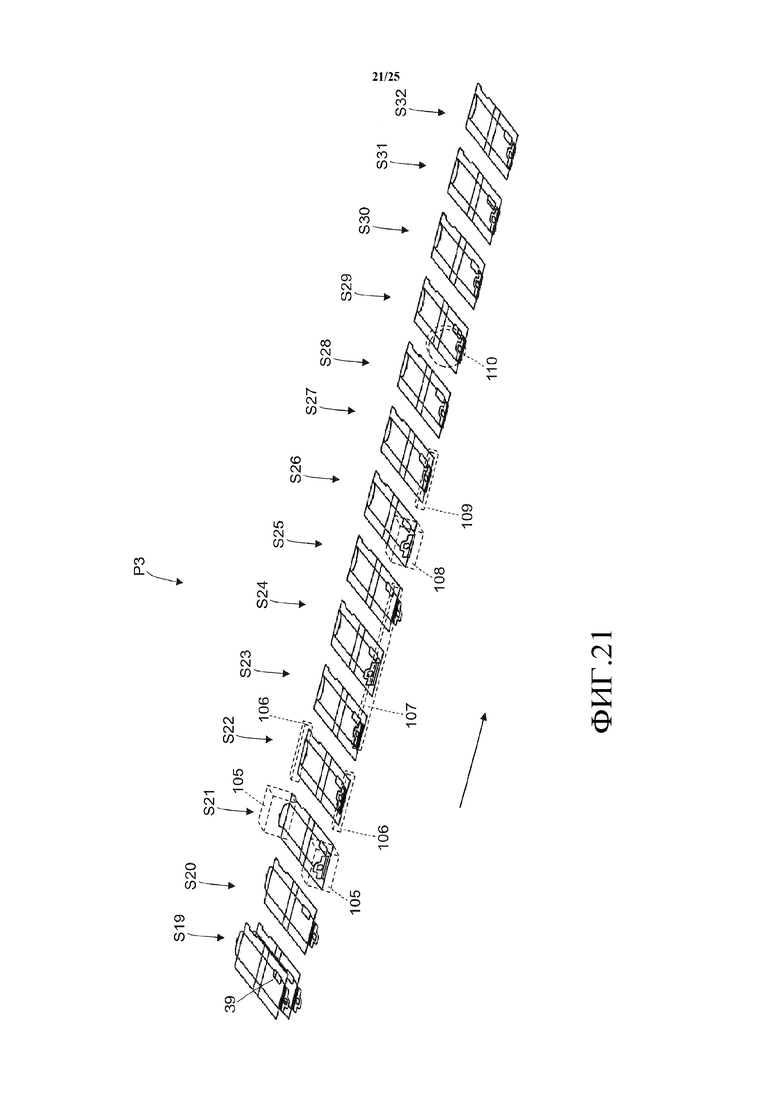
Фиг. 21 - схематичный вид в перспективе первого упаковочного конвейера второго упаковочного узла на Фиг. 20;
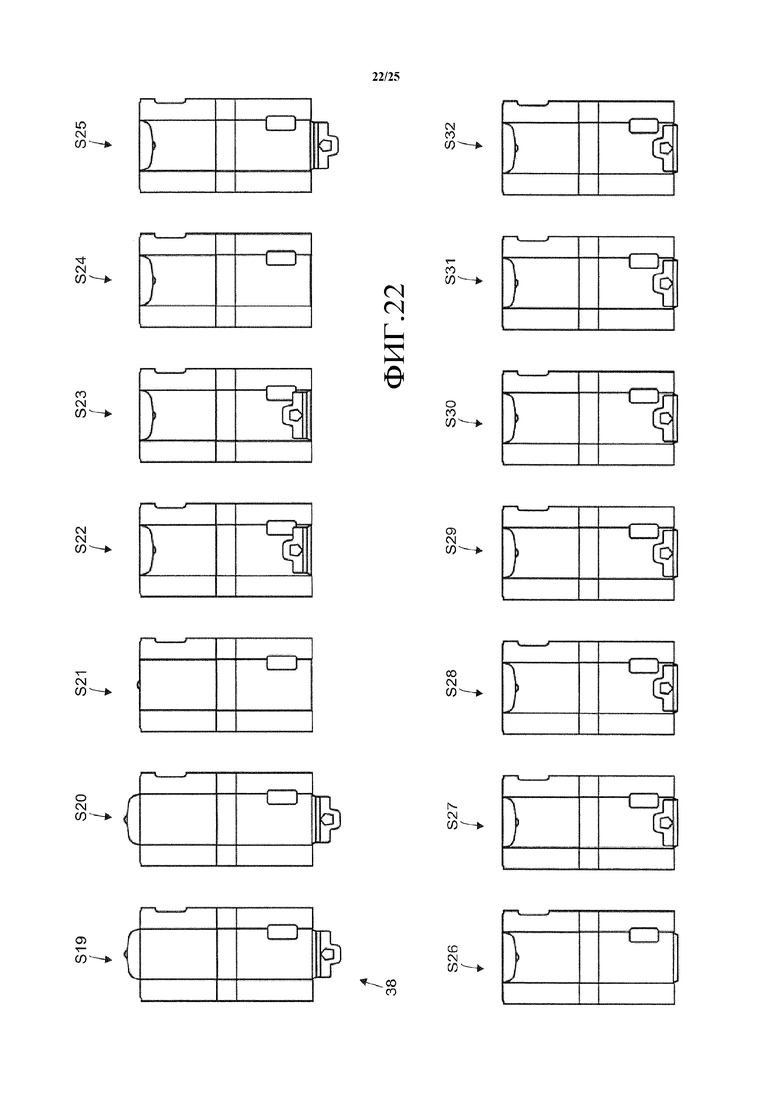
Фиг. 22 - вид сверху последовательности предварительного сгибания внешней заготовки на Фиг.8, выполняемого на первом упаковочном конвейере на Фиг. 21;
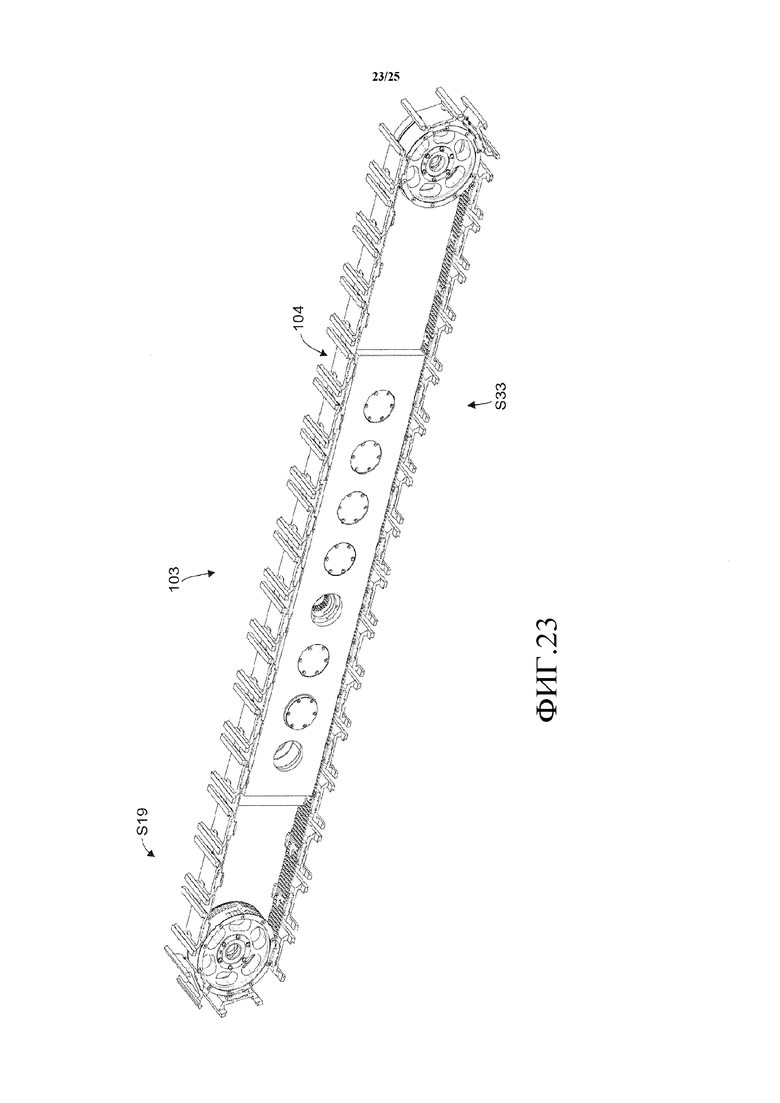
Фиг. 23 - схематичный вид в перспективе ленточного конвейера первого упаковочного узла на Фиг. 20;
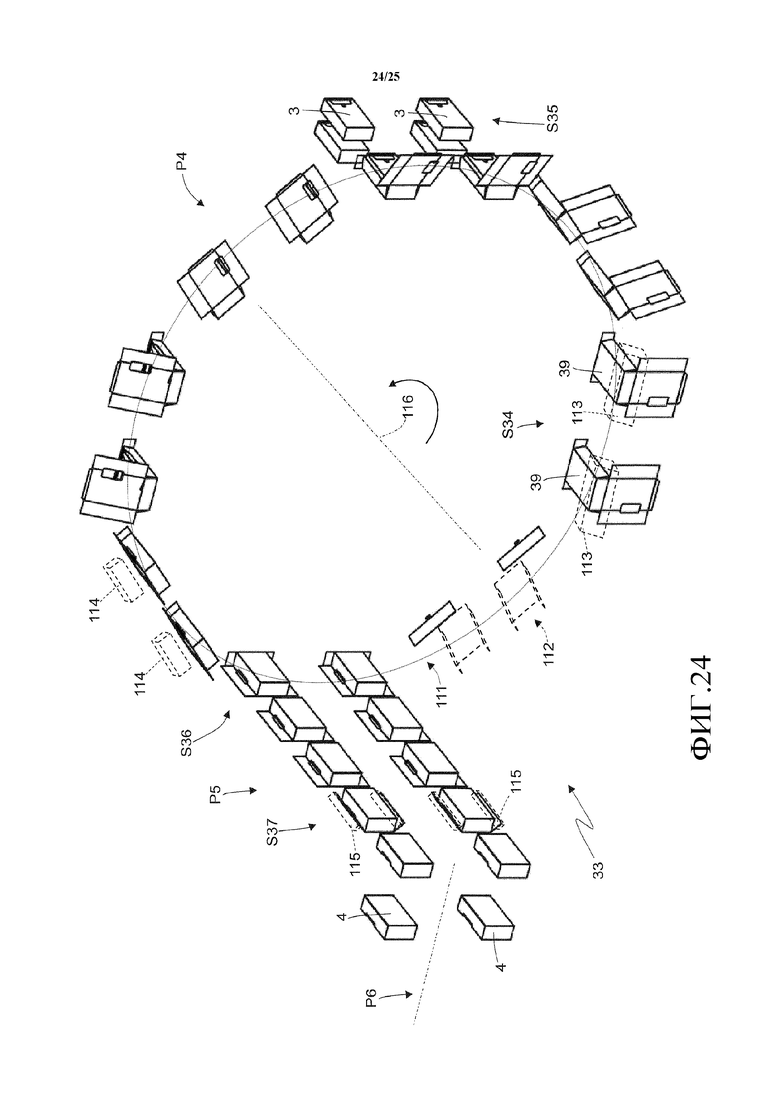
Фиг. 24 - схематичный вид в перспективе второго упаковочного конвейера второго упаковочного узла на Фиг. 20; и
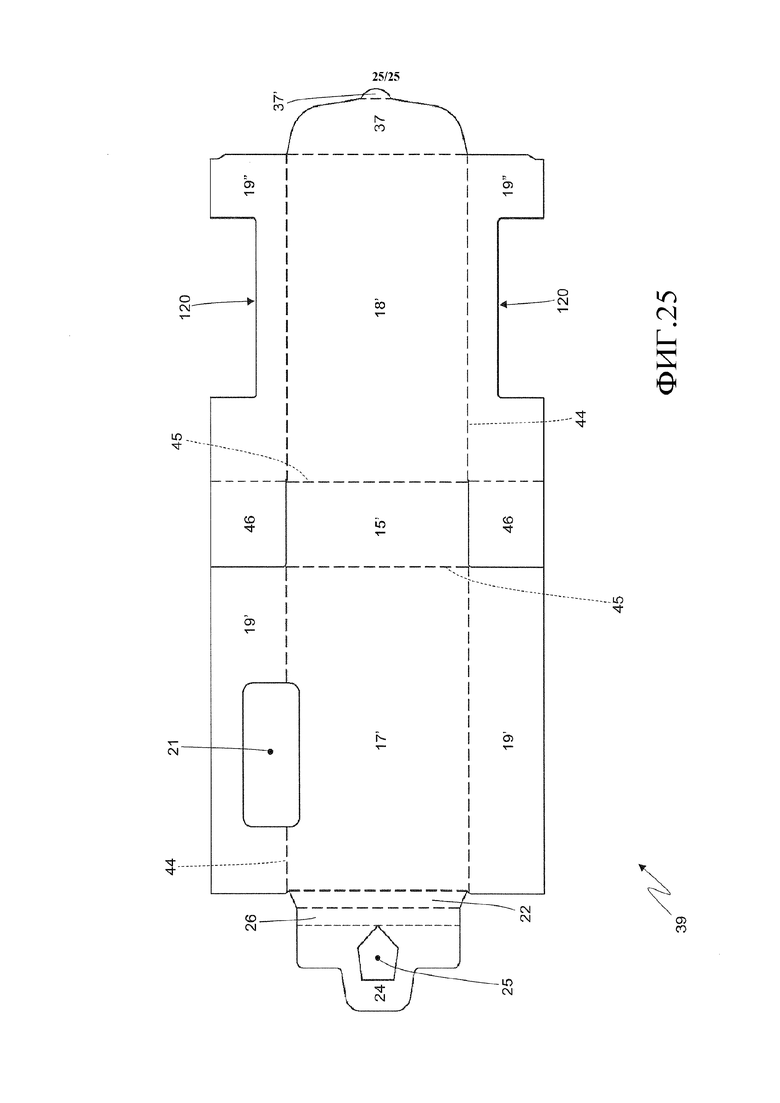
Фиг. 25 - вид сверху варианта внешней заготовки на Фиг. 8.
Предпочтительные варианты выполнения изобретения
На Фиг. 1, 2 и 3 позицией 1 в целом обозначена жесткая выдвижная сигаретная пачка, открываемая посредством сдвига (линейного перемещения).
Сигаретная пачка 1, показанная на Фиг. 1, содержит обернутую группу 2 сигарет (схематично показанную на Фиг. 2), то есть группу сигарет, обернутую листом металлизированной оберточной бумаги. Также, сигаретная пачка 1 содержит внутренний контейнер 3 жесткого типа, внутри которого непосредственно размещена обернутая группа 2, и внешний контейнер 4 жесткого типа, который вмещает скользящим образом внутренний контейнер 3, чтобы позволить внутреннему контейнеру 3 самому скользить относительно внешнего контейнера 4 так, чтобы перемещаться сдвигом между закрытым состоянием (показанным на Фиг. 1), в котором внутренний контейнер 3 является полностью вставленным внутрь внешнего контейнера 4, и открытым состоянием (показанным на Фиг. 2 и 3), в котором внутренний контейнер 3 частично извлечен из внешнего контейнера 4, и позволяет доступ к обернутой группе 2 сигарет.
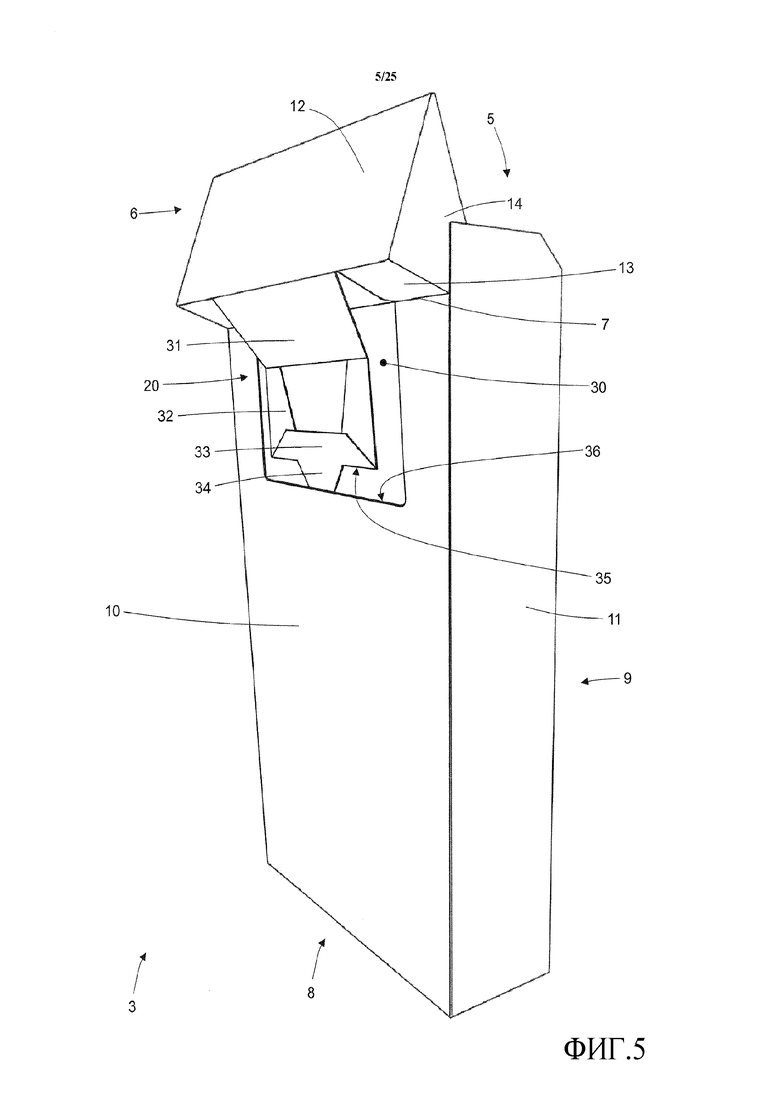
Внутренний контейнер 3 является чашеобразным и имеет открытый верхний конец 5. Предпочтительно, контейнер 3 имеет форму параллелепипеда с прямоугольным поперечным сечением. Кроме того, внутренний контейнер 3 содержит крышку 6, которая является чашеобразной и шарнирно соединена с внутренним контейнером 3 вдоль шарнира 7, чтобы поворачиваться относительно внутреннего контейнера 3 между открытым положением (показанным на Фиг. 2 и 3) и закрытым положением (показанным на Фиг. 1) открытого верхнего конца 5.
Как показано более четко на Фиг. 4 и 5, внутренний контейнер 3 имеет нижнюю стенку 8, противоположную открытому верхнему концу 5, переднюю стенку 9 и заднюю стенку 10, параллельные и противоположные одна другой, и две боковые стенки 11, параллельные одна другой, и размещенные между стенками 9 и 10. Между стенками 9 и 10 и боковыми стенками 11 образованы четыре продольных ребра, в то время как между стенками 9, 10 и 11 и нижней стенкой 8 образованы четыре поперечных ребра.
Крышка 6 является чашеобразной и имеет верхнюю стенку 12 (которая, когда крышка 6 находится в закрытом положении, противоположна и параллельна нижней стенке 8 внутреннего контейнера 3), заднюю стенку 13, которая соединена с задней стенкой 10 внутреннего контейнера 3 посредством шарнира 7, и две боковые стенки 14, параллельные одна другой. Необходимо отметить, что боковые стенки 14 крышки 6 расположены внутри боковых стенок 11 внутреннего контейнера 3, как четко показано на Фиг. 4 и 5.
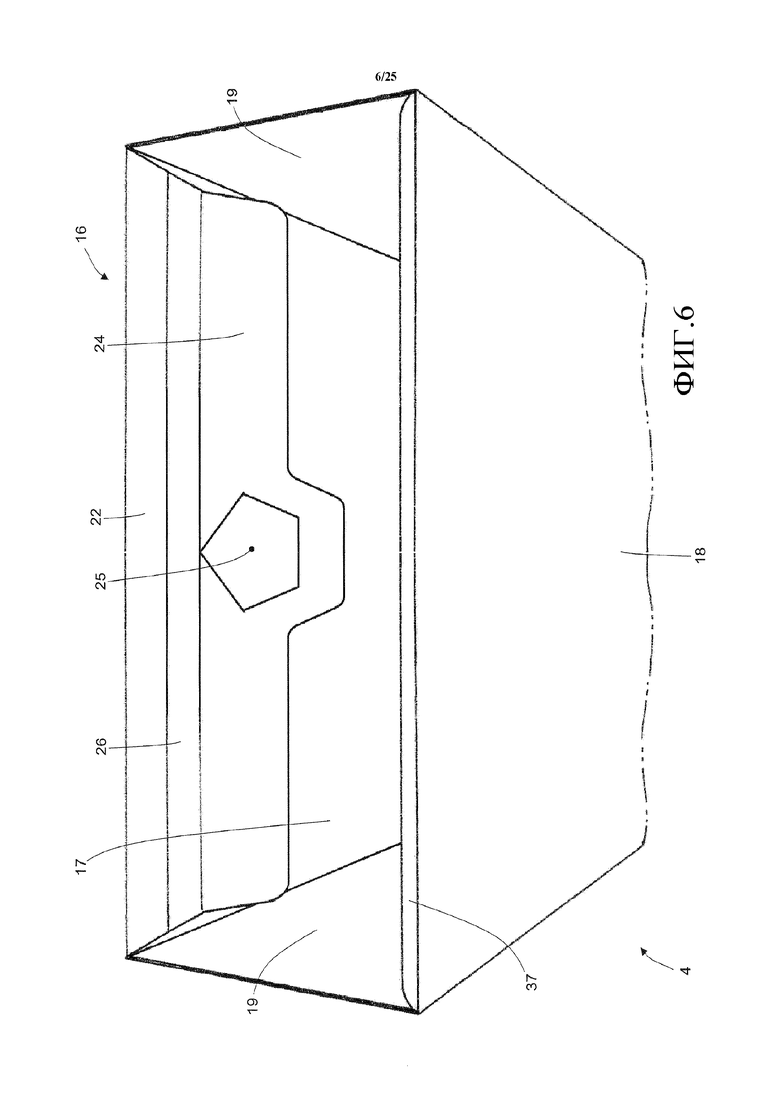
Как показано на Фиг. 1, 2, 3 и 6, внешний контейнер 4 является чашеобразным, имеет форму параллелепипеда с прямоугольным поперечным сечением, и имеет нижнюю стенку 15, противоположную открытому верхнему концу 16, переднюю стенку 17 и заднюю стенку 18, противоположные и параллельные друг другу, и две боковые стенки 19 параллельные одна другой, и размещенные между стенками 17 и 18. Между стенками 17 и 18 и боковыми стенками 19 образованы четыре продольных ребра, в то время как между стенками 17, 18 и 19 и нижней стенкой 15 образованы четыре поперечных ребра.
В варианте выполнения, показанным на прилагаемых фигурах, все ребра являются прямыми; в соответствии с альтернативными вариантами выполнения, которые не показаны, некоторые ребра (продольные и/или поперечные) могут быть скошенными или закругленными.
Как показано на Фиг. 3, задняя стенка 13 крышки 6 (в частности, верхнее ребро задней стенки 13 крышки 6, которое отделяет заднюю стенку 13 от верхней стенки 12) выполнена с возможностью соединения с задней стенкой 18 внешнего контейнера 4 посредством соединительного клапана 20, чтобы "автоматически" (то есть без необходимости, чтобы пользователь трогал крышку 6) управлять поворотом крышки посредством скольжения внутреннего контейнера 3 относительно внешнего контейнера 4. Другими словами, благодаря соединительному клапану 20, который механически соединяет заднюю стенку 13 крышки 6 с задней стенкой 18 внешнего контейнера 4, когда внутренний контейнер 3 скользит относительно внешнего контейнера 4 из закрытого состояния в открытое состояние, крышка 6 выталкивается внутренним контейнером 3 из закрытого положения в открытое положение «автоматическим» способом (то есть без необходимости, чтобы пользователь дотрагивался до крышки 6); подобным образом, когда внутренний контейнер 3 скользит относительно внешнего контейнера 4 из открытого состояния в закрытое состояние, крышка 6 выталкивается внутренним контейнером 3 из открытого положения в закрытое положение «автоматическим» способом (то есть без необходимости, чтобы пользователь дотрагивался до крышки 6). Таким образом, пользователю нужно только приложить необходимое усилие для скольжения внутреннего контейнера 3 относительно наружного контейнера 4 без необходимости прикасаться к крышке 6, поскольку его вращение контролируется "автоматически".
В варианте выполнения, показанным на прилагаемых фигурах, внешний контейнер 4 имеет сквозное отверстие 21, образованное с обеих сторон передней стенки 17 и боковой стенки 19, и через которое доступна передняя стенка 9 контейнера 3, чтобы обеспечить возможность приложить усилие к внутреннему контейнеру 3 с целью перемещения внутреннего контейнера 3 между закрытым состоянием и открытым состоянием.
Как показано на Фиг. 2, внешний контейнер 4 содержит уплотнительную вкладку 22, которая выполняет функцию предотвращения нежелательной потери табачной пыли через зазор, который остается между передним ребром верхней стенки 12 крышки 6 внутреннего контейнера 3 и соответствующим верхним ребром передней стенки 17 внешнего контейнера 4. Уплотнительная вкладка 22 шарнирно соединена с верхним ребром передней стенки 17 внешнего контейнера 4 и может перемещаться между рабочим положением (которое показано на Фиг. 1 и предполагается в закрытом состоянии, или когда внутренний контейнер 3 полностью вставлен во внешний контейнер 4) и исходным положением (которое показано на Фиг. 2 и предполагается в открытом состоянии, то есть когда внутренний контейнер 3 частично извлечен из внешнего контейнера 4). В рабочем положении уплотнительная вкладка 22 перпендикулярна к передней стенке 17 внешнего контейнера 4 и расположена ниже верхней стенки 12 крышки 6 внутреннего контейнера 3 так, чтобы предотвращать нежелательную потерю табачной пыли через "уплотнительный" зазор, который остается между передним ребром верхней стенки 12 крышки 6 внутреннего контейнера 3 и соответствующим верхним ребром передней стенки 17 внешнего контейнера 4. В исходном положении (как четко показано на Фиг. 2), уплотнительная вкладка 22 параллельна передней стенке 17 внешнего контейнера 4, тем самым не препятствуя относительному перемещению между внутренним контейнером 3 и внешним контейнером 4.
Как показано на Фиг. 4, внутренний контейнер 3 содержит движущий клапан 23, который составляет одно целое с передней стенкой 9 внутреннего контейнера 3 и выступает в направлении передней стенки 17 внешнего контейнера 4. Как показано на Фиг. 6, внешний контейнер 4 содержит движущий клапан 24, который механически соединен с уплотнительной вкладкой 22 и расположен между передней стенкой 17 внешнего контейнера 4 и передней стенкой 9 внутреннего контейнера 3 для зацепления (или подцепления) движущего клапана 23, когда внутренний контейнер 3 движется в направлении исходного положения так, чтобы вытянуть уплотнительную вкладку 22 в исходное положение, используя перемещение внутреннего контейнера 3. Другими словами, когда внутренний контейнер 3 движется в направлении закрытого состояния, перемещение внутреннего контейнера 3 заставляет движущий клапан 23, который составляет одно целое с передней стенкой 9 внутреннего контейнера 3, подцеплять движущий клапан 24, и затем толкать данный движущий клапан 24 вниз, и когда движущий клапан 23 толкает движущий клапан 24 вниз, движущий клапан 24, вследствие этого, вытягивает уплотнительную вкладку 22 в направлении рабочего положения.
Как показано на Фиг. 6, движущий клапан 24 имеет центральное сквозное отверстие 25, через которое проходит движущий клапан 23; то есть движущий клапан 23 входит через отверстие 25 движущего клапана 24, чтобы подцепить движущий клапан 24 и втянуть движущий клапан 24. В соответствии с предпочтительным вариантом выполнения, движущий клапан 24 соединен с уплотнительной вкладкой 22 посредством соединительного клапана 26, который с одной стороны шарнирно соединен с движущим клапаном 24 (то есть соединен с движущим клапаном 24 по линии сгиба, что позволяет относительное вращение), и противоположная сторона шарнирно соединена с уплотнительной вкладкой 22 (то есть соединена с уплотнительной вкладкой 22 по линии сгиба, что позволяет относительное вращение).
Как показано на Фиг. 4 и 7, движущий клапан 23 образован частью передней стенки 9 внутреннего контейнера 3, которая отделена от остальной части передней стенки 9 внутреннего контейнера 3 U-образным сквозным вырезом 27 и линией 28 сгиба, которая соединяет вместе два конца U-образного сквозного выреза 27. В соответствии с предпочтительным вариантом выполнения, показанным на Фиг. 7, внутренний контейнер 3 также содержит поднимающий клапан 29, который отделен от движущего клапана 23 линией 28 сгиба (то есть поднимающий клапан 29 и движущий клапан 23 вначале расположены бок о бок и отделены линией 28 сгиба). Поднимающий клапан 29 сгибается по линии 28 сгиба на 180°, чтобы оставаться на внутренней поверхности передней стенки 9 внутреннего контейнера 3. Функция поднимающего клапана 29 состоит в обеспечении подъема движущего клапана 23 относительно передней стенки 9 внутреннего контейнера 3 благодаря усилию пружинного возврата, возникающему внутри оберточного материала: когда поднимающий клапан 29 поворачивается вокруг линии 28 сгиба на 180°, движущий клапан 23 стремится (благодаря усилию пружинного возврата, возникающему внутри оберточного материала) выполнить аналогичное вращение вокруг линии 28 сгиба и вследствие этого, стремится подняться относительно передней стенки 9 внутреннего контейнера 3 (как показано на Фиг. 4).
Как показано на Фиг. 5, внутренний контейнер 3 содержит в себе отверстие 30, внутри которого образован соединительный клапан 20, и ребро которого, по меньшей мере, в некоторых областях, отступает на определенное расстояние от ребра соединительного клапана 20. Соединительный клапан 20 содержит верхний участок 31, верхнее ребро которого составляет одно целое с крышкой 6, и который наклоняется относительно задней стенки 10 внутреннего контейнера 3, чтобы следовать за поворотом крышки 6, при этом промежуточный участок 32, который соединен с верхним участком 31 вдоль предварительно согнутой линии сгиба, имеет центральное отверстие и всегда остается параллельным задней стенке 10 внутреннего контейнера 3, и нижний участок 33, который соединен с промежуточным участком 32 вдоль предварительно согнутой линии сгиба и согнут на 180° относительно промежуточного участка 32 на промежуточный участок 32 (придавая соединительному клапану 20 U-образную форму), чтобы образовать “крючок”. Нижний участок 33 имеет выступ 34 со стороны центрального отверстия промежуточного участка 32, и когда нижний участок 33 сгибается на 180° относительно промежуточного участка 32, выступ 34 проходит из отверстия 30 и частично скользит ниже задней стенки 10 внутреннего контейнера 3. При использовании, когда нижнее ребро 35 соединительного клапана 20 (образованное с соответствии с предварительно согнутой линией сгиба между промежуточным участком 32 и нижним участком 33) входит в контакт с нижним ребром 36 отверстия 30, скользящее перемещение соединительного клапана 20 относительно задней стенки 10 внутреннего контейнера 3 останавливается и, следовательно, поворот крышки 6 останавливается, другими словами, нижнее ребро 35 соединительного клапана 20 и нижнее ребро 36 отверстия 30 действуют в качестве “конца хода”, который устанавливает максимальное открытое положение крышки 6 (и вследствие этого, положение максимального извлечения внутреннего контейнера 3 из внешнего контейнера 4).
Как показано на Фиг. 6 и 8, внешний контейнер 4 дополнительно содержит соединительный клапан 37, который составляет одно целое с задней стенкой 18 внешнего контейнера 4, поднимается из верхней ребра задней стенки 18, и сгибается на (около) 180° относительно задней стенки 18 на саму на заднюю стенку 18, чтобы иметь вместе с задней стенкой 18 U-образную форму. Механическое соединение задней стенки 13 крышки 6 и задней стенки 18 внешнего контейнера 4 выполнено посредством соединения двух соединительных клапанов 20 и 37: соединительный клапан 20 расположен внутри U, образованного соединительным клапаном 37, и наоборот (то есть соединительный клапан 37 расположен внутри U, образованного соединительным клапаном 20); то есть конец свободного ребра соединительного клапана 20 лежит на точке перегиба U, образованного соединительным клапаном 37, и наоборот (то есть конец свободного ребра соединительного клапана 37 лежит на точке перегиба U, образованного соединительным клапаном 20). Как показано на Фиг. 8, соединительный клапан 37 предпочтительно имеет добавочное приспособление 37', которое выполняет функцию улучшения механического соединения между двумя соединительными клапанами 20 и 37; по сути, добавочное приспособление 37' вставлено в отверстие в центре промежуточного участка 32 соединительного клапана 20, облегчая механическое соединение между двумя соединительными клапанами 20 и 37.
Когда внутренний контейнер 3 находится в закрытом состоянии (показано на Фиг. 1), и затем крышка 6 находится в закрытом положении, нижнее ребро 35 соединительного клапана 20 находится на некотором расстоянии от нижнего ребра 36 отверстия 30. По мере того как внутренний контейнер 3 выступает из внешнего контейнера 4, и затем, по мере поворота крышки вокруг шарнира 7 из закрытого положения в открытое положение, соединительный клапан 20 остается одним целым с внешним контейнером 4 за счет эффекта возвращающего действия соединительного клапана 37, и затем соединительный клапан 20 скользит относительно внутреннего контейнера 3 в пределах отверстия 30. За счет скользящего эффекта соединительного клапана 20 в пределах отверстия 30, нижнее ребро 35 соединительного клапана 20 постепенно движется в направлении нижнего ребра 36 отверстия 30, пока не достигает крайнего, максимально открытого положения, или положения, в котором нижнее ребро 35 соединительного клапана 20 ложится на нижнее ребро 36 отверстия 30. После достижения упомянутого предельного или максимально открытого положения, соединительный клапан 20 больше не может скользить вниз относительно отверстия 30, поскольку нижнее ребро 35 соединительного клапана 20 находится в контакте с нижним ребром 36 отверстия 30; следовательно, невозможно дальше извлечь внутренний контейнер 3 из внешнего контейнера 4 и, вследствие этого, невозможно дальше открыть посредством поворота крышки 6 вокруг шарнира 7.
Другими словами, нижнее ребро 35 соединительного клапана 20 вместе с нижним ребром 36 отверстия 30, является “концом хода”, который устанавливает максимально открытое положение (то есть положение максимального извлечения внутреннего контейнера 3 из внешнего контейнера 4 и, вследствие этого, максимального поворота крышки 6 вокруг шарнира 7), дополнительно блокируя скольжение внутреннего контейнера 3 (и, вследствие этого, дополнительный поворот крышки 6 вокруг шарнира 7) при достижении им максимально открытого положения.
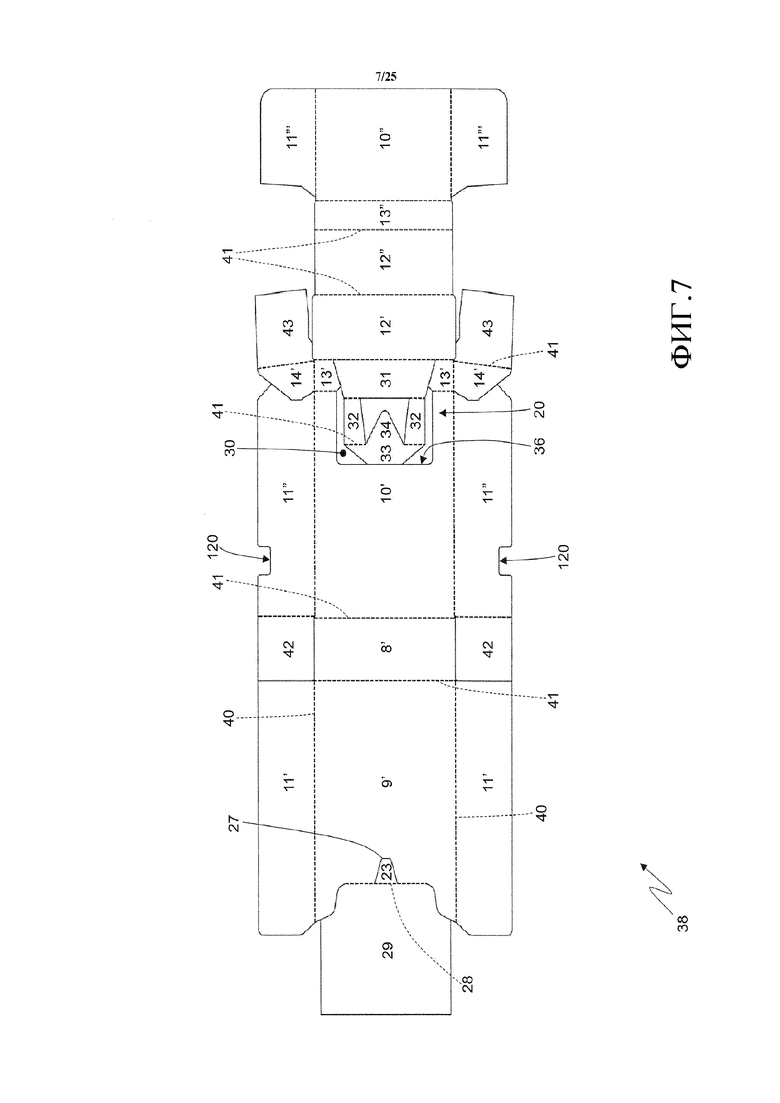
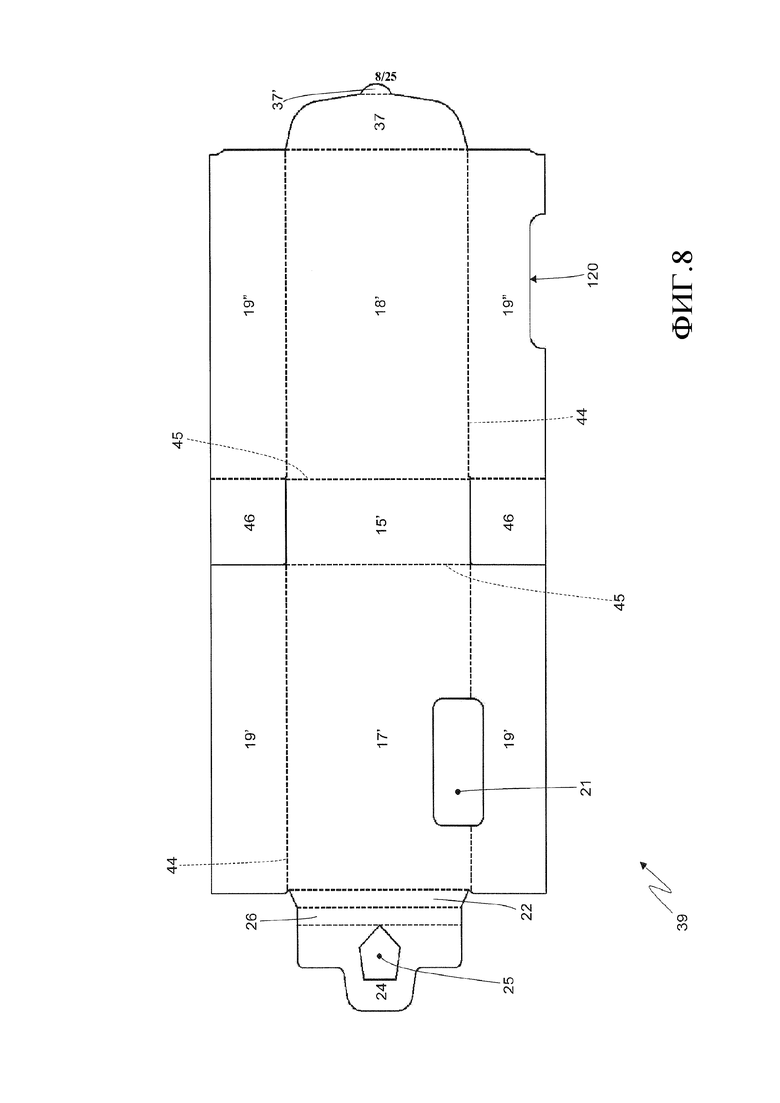
Контейнеры 3 и 4 сигаретной пачки 1, показанные на Фиг. 1-6, получают из соответствующих заготовок 38 и, соответственно, 39, показанных на Фиг. 7 и 8. Каждая из заготовок 38 и 39 содержит, среди прочего, несколько элементов, которые будут обозначены, где это возможно, акцентированными ссылками равными ссылочным позициям, как для соответствующих стенок соответствующего контейнера 3 и 4.
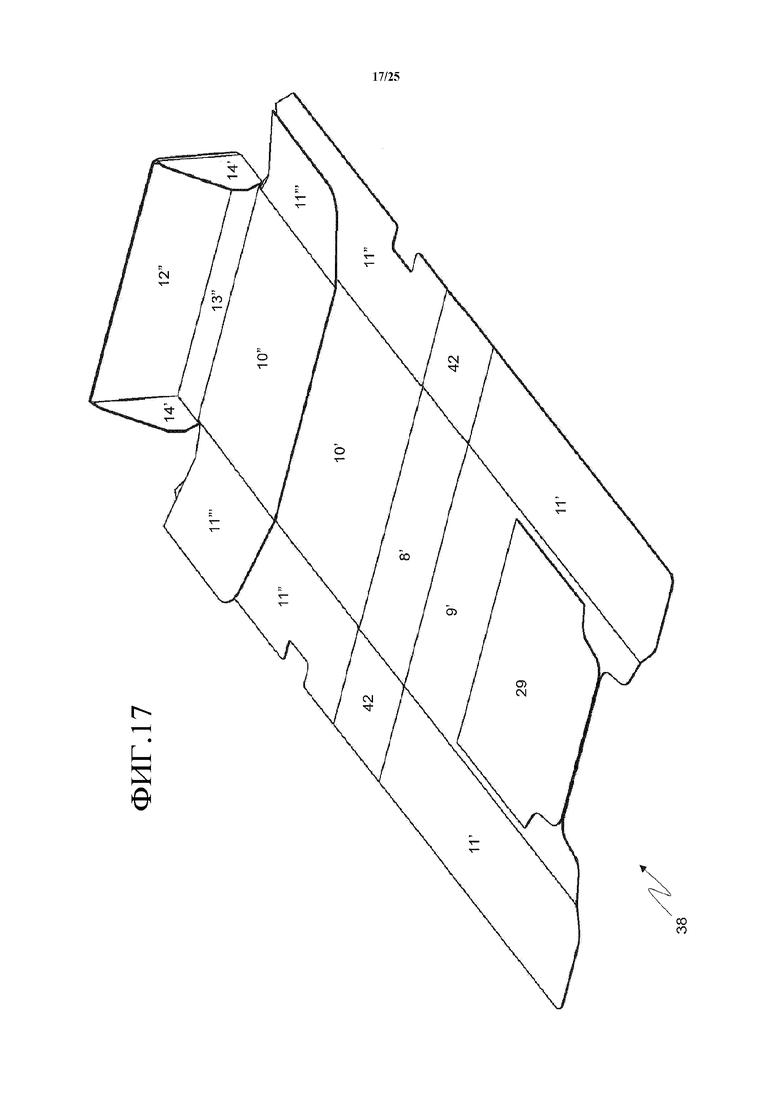
Со ссылкой на Фиг. 7, внутренняя заготовка 38 имеет две продольные линии сгиба и несколько поперечных линий сгиба 41, которые определяют между двумя продольными линиями 40 сгиба, по меньшей мере, одну панель 9', которая образует переднюю стенку 9 внутреннего контейнера 3, панель 8', которая образует нижнюю стенку 8 внутреннего контейнера 3, панель 10', которая образует заднюю стенку 10 внутреннего контейнера 3, панель 13', которая образует заднюю стенку 13 крышки 6, панель 12', которая образует верхнюю стенку 12 крышки 6, усиливающую панель 12'' для панели 12', усиливающую панель 13'' для панели 13', и усиливающую панель 10'' для панели 10'. В частности, панель 12'' приклеена к внутренней части панели 12', панель 13'' лежит на панели 13' и панель 10'' приклеена к внутренней части панели 10'.
Панель 9' имеет два крыла 11', которые образуют внешний участок боковых стенок 11 внутреннего контейнера 3, расположены на противоположных сторонах панели 9' и соединены с панелью 9' по продольным линиям 40 сгиба. Панель 10' имеет два крыла 11'', которые образуют внутренний участок боковых стенок 11 внутреннего контейнера 3, расположены на противоположных сторонах панели 10' и соединены с панелью 10' по продольным линиям 40 сгиба. Панель 13' имеет два крыла 14', которые образуют боковые стенки 14 крышки 6, расположены на противоположных сторонах панели 13' и соединены с панелью 13' по продольным линиям 40 сгиба. Панель 10'' имеет два усиливающих крыла 11''', которые приклеены к внутренней части соответствующих крыльев 11'', расположены на противоположных сторонах панели 10'' и соединены с панелью 10'' по продольным линиям 40 сгиба.
Каждое крыло 11'' имеет клапан 42, который соединен с крылом 11' по поперечной линии 41 сгиба, согнут на 90° относительно крыла 11'', и приклеен к внутренней поверхности панели 8'. Каждое крыло 14' имеет клапан 43 соединенный с крылом 14' по поперечной линии 41 сгиба, согнут на 90° относительно крыла 14' и приклеен к внутренней поверхности панели 12'.
Со ссылкой на Фиг. 8, внешняя заготовка 39 имеет две продольные линии 44 сгиба и несколько поперечных линий сгиба 45, которые определяют между двумя продольными линиями 44 сгиба панель 17', образующую переднюю стенку 17 внешнего контейнера 4, панель 15', образующую нижнюю стенку 15 внешнего контейнера 4, и панель 18', образующую заднюю стенку 18 внешнего контейнера 4.
Панель 17' имеет два крыла 19', которые образуют внешний участок боковых стенок 19 внешнего контейнера 4, расположены на противоположных сторонах панели 17' и соединены с панелью 17' по продольным линиям 44 сгиба. Панель 18' имеет два крыла 19'', которые образуют внутренний участок боковых стенок 19 внешнего контейнера 4, расположенных на противоположных сторонах панели 18', и соединенных с панелью 18' по продольным линиям 44 сгиба.
Каждое крыло 19'' имеет клапан 46, который соединен с крылом 19' по поперечной линии 45 сгиба, сгибается на 90° относительно крыла 19'' и приклеен к внутренней поверхности панели 15'.
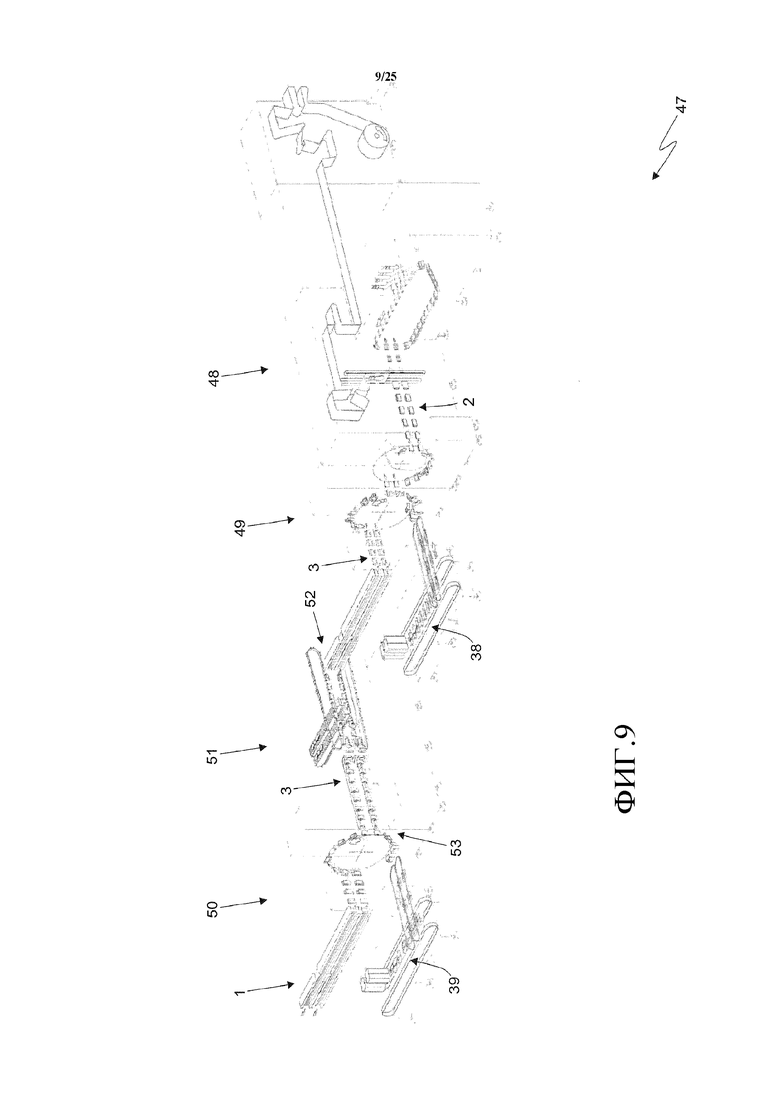
На Фиг. 9 показана упаковочная машина 47 для сигарет, которая изготавливает сигаретные пачки 1 описанного выше типа, показанные на Фиг. 1-3.
Упаковочная машина 47 содержит упаковочный узел 48, который изготавливает обернутые группы 2 сигарет, последующий упаковочный узел 49, который изготавливает внутренние контейнеры 3 посредством сгибания заготовок 38 вокруг соответствующих обернутых групп 2 сигарет, получаемых упаковочным узлом 48, упаковочный узел 50, который изготавливает внешние контейнеры 4 посредством сгибания заготовок 39 вокруг соответствующих внутренних контейнеров 3, получаемых упаковочным узлом 49, и транспортный узел 51, который на входе получает внутренние контейнеры 3 из упаковочного узла 49 в соответствии с загрузочной позицией 52, и на выходе подает внутренние контейнеры 3 в упаковочный узел 50 в соответствии с отгрузочной позицией 53.
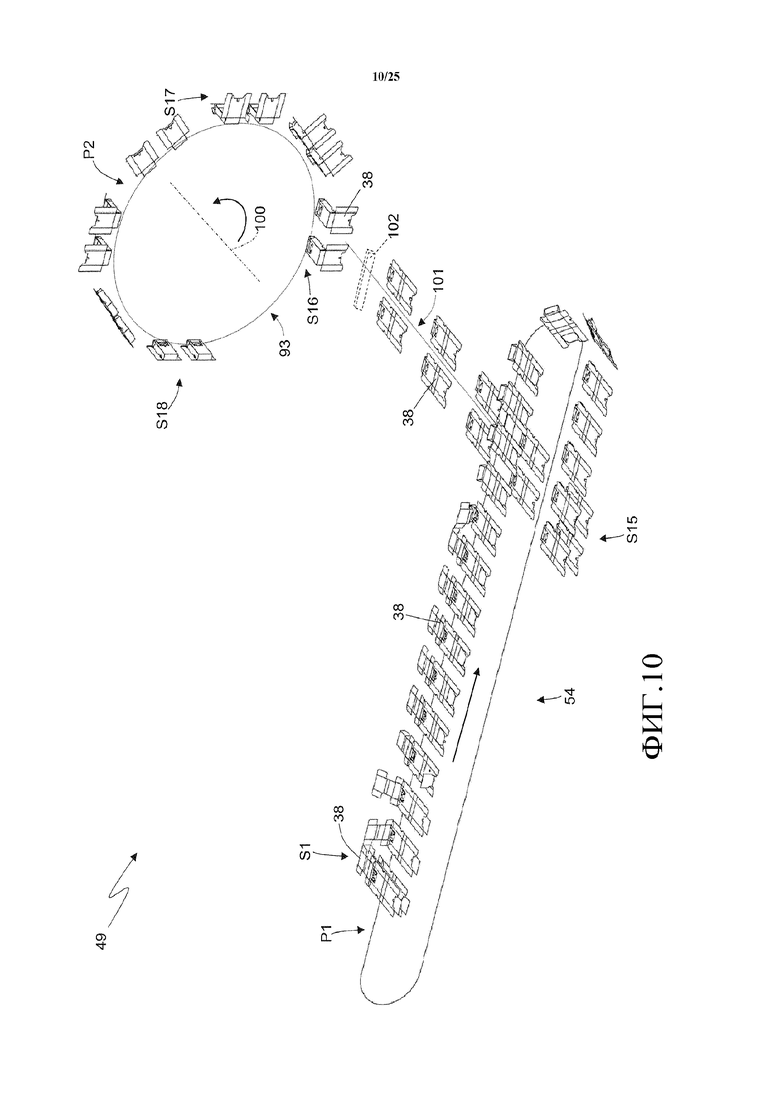
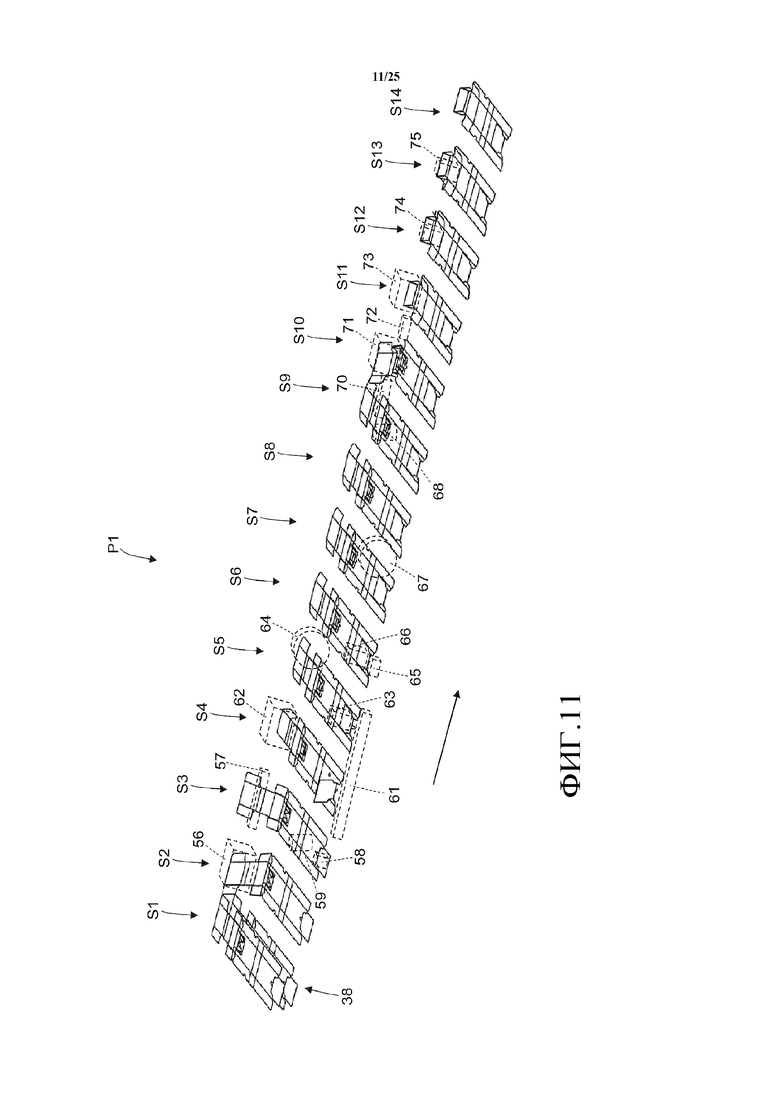
Как показано на Фиг. 10, упаковочный узел 49 содержит упаковочный конвейер 54, который снабжен несколькими упаковочными гнездами 55 (показанными на Фиг. 18), каждый из которых выполнен с возможностью вмещать внутреннюю заготовку 38 для последовательных операций подачи внутренней заготовки 38 (то есть с прерывистым перемещением, составленным из последовательности шагов перемещения, включающего в себя соответствующую последовательность шагов остановки) вдоль упаковочной линии P1, которая проходит между загрузочной позицией S1 и отгрузочной позицией S15 через последовательность рабочих позиций от S2 до S14 (показанных на Фиг. 11 и 12).
В соответствии с загрузочной позицией S1, обеспечен бункер (не показан), который вмещает стопку внутренних заготовок 38 и циклически подает внутренние заготовки 38 из нижнего выпускного отверстия в направлении упаковочных гнезд 55 упаковочного конвейера 54; в частности, каждая внутренняя заготовка 38, расположенная соосно с нижним выпускным отверстием бункера, подхватывается всасывающей захватывающей головкой, которая движется вертикально и лежит на нижележащем упаковочном гнезде 55 упаковочного конвейера 54, который останавливается и ожидает в загрузочной позиции S1 соосно с нижним выпускным отверстием.
Необходимо отметить, что упаковочный конвейер 54 подает каждую внутреннюю заготовку 38 вдоль упаковочной линии P1 всегда в поперечном направлении, то есть поперечные линии сгиба 41 всегда параллельны направлению подачи; другими словами, упаковочный конвейер 54 никогда не меняет ориентации каждой внутренней заготовки 38 относительно направления подачи, и тогда во всех точках упаковочной линии P1 каждая внутренняя заготовка 38 всегда имеет свои поперечные линии сгиба 41, параллельно направлению подачи (и, таким образом, ее собственные продольные линии 40 сгиба перпендикулярны направлению подачи). Всегда поддерживая постоянную ориентацию каждой внутренней заготовки 38 вдоль упаковочной линии P1 можно упростить обе операции сгибания и конструкцию упаковочного конвейера 54.
В соответствии с предпочтительным вариантом выполнения, показанным на Фиг. 18, упаковочный конвейер 54 образован конвейерной лентой, которая намотана с двух концов на ролики и поддерживает несколько упаковочных гнезд 55; соответственно, упаковочная линия P1 имеет U-образную форму и проходит между загрузочной позицией S1, расположенной вдоль прямого начального участка упаковочной линии P1, и отгрузочной позицией S15, расположенной вдоль прямого конечного участка упаковочной линии P1, который соединен с прямым начальным участком посредством промежуточного полукруглого участка.
Как показано на Фиг. 11, на рабочей позиции S2 обеспечено сгибающее устройство 56, имеющее подвижные части (то есть части, которые двигаются, чтобы выполнять операцию сгибания, в то время как внутренняя заготовка 38 остановлена в ожидании на рабочей позиции S2); сгибающее устройство 56 одновременно сгибает на 90° панель 12' относительно панели 13' и клапаны 43 относительно крыльев 14' по одной и той же поперечной линии 41 сгиба, придавая внутренней заготовке 38 L-образную форму. На рабочей позиции S3 обеспечено сгибающее устройство 57, имеющее фиксированные сгибающие профили (то есть сгибающие геликоидальные пружины, которые лишены подвижных частей и выполняют операцию сгибания, в то время как внутренняя заготовка 38 перемещается по упаковочной линии P1 и использует, таким образом, перемещение подачи внутренней заготовки 38); сгибающее устройство 57 одновременно сгибает на 90° панель 12' относительно панели 13' и клапаны 43 относительно крыльев 14' по той же поперечной линии 41 сгиба и в противоположном направлении аналогичного сгиба, выполняемого сгибающим устройством 56 на рабочей позиции S2, вновь придавая внутренней заготовке 38 плоскую форму. Два сгибающих устройства 56 и 57 выполняют две противоположные операции сгибания (то есть которые нейтрализуют друг друга) с целью перегиба (то есть ослабления с целью значительного уменьшения усилия пружинного возврата) внутренней заготовки 38 вдоль соответствующей поперечной линии 41 сгиба. Вследствие этого, функция двух сгибающих устройств 56 и 57 состоит не в выполнении фактического сгибания внутренней заготовки 38, а скорее в подготовке внутренней заготовки 38 для последующих операций сгибания (описанных ниже).
Вышеописанное сгибание внутренней заготовки 38 вдоль поперечной линии 41 сгиба, которая отделяет панель 12' от панели 13', и клапан 43 от крыльев 14', является очень полезным, позволяя надлежащее формирование крышки 6 описанной далее; то есть без данного сгибания внутренней заготовки 38, формирование крышки 6, описанной далее, может стать проблематичным, и этим обусловить значительное увеличение дефектных внутренних контейнеров 3 (из-за дефектов крышки 6), которые должны быть отбракованы.
Кроме того, на рабочей позиции S3 обеспечено сгибающее устройство 58, имеющее подвижные части (то есть части, которые перемещаются, чтобы выполнять операцию сгибания, в то время как внутренняя заготовка 38 остановлена в ожидании на рабочей позиции S3); сгибающее устройство 58 сгибает на 90°, движущий клапан 23 относительно панели 9' и по линии 28 сгиба, с целью перегиба движущего клапана 23 вдоль линии 28 сгиба.
Наконец, на рабочей позиции S3 обеспечено клеевое устройство 59 (обычно снабженное соплами, которые распределяют наносимый клей), которое наносит точки 69 клея (показанные на Фиг. 12) на панель 9'.
Между рабочей позицией S3 и рабочей позицией S5 обеспечено сгибающее устройство 61, имеющее фиксированные сгибающие профили (то есть сгибающие геликоидальные пружины, которые лишены подвижных частей и выполняют операцию сгибания, в то время как внутренняя заготовка 38 перемещается по упаковочной линии P1 и, таким образом, используется перемещение подачи внутренней заготовки 38); сгибающее устройство 61 сгибает на 180° поднимающий клапан 29 относительно панели 9' и по линии 28 сгиба. В частности, сгибающее устройство 61 сгибает на 90° поднимающий клапан 29 относительно панели 9' и по линии 28 сгиба между рабочей позицией S3 и рабочей позицией S4 (то есть на рабочей позиции S4 поднимающий клапан 29 сгибается на 90° относительно панели 9'), и затем сгибающее устройство 61 дополнительно сгибает на 90° (в общей сложности на 180°) поднимающий клапан 29 относительно панели 9' и по линии 28 сгиба между рабочей позицией S4 и рабочей позицией S5 (то есть на рабочей позиции S5 поднимающий клапан 29 сгибается на 180° относительно панели 9' и на саму панель 9', к которой приклеиваются в результате присутствия клея 60).
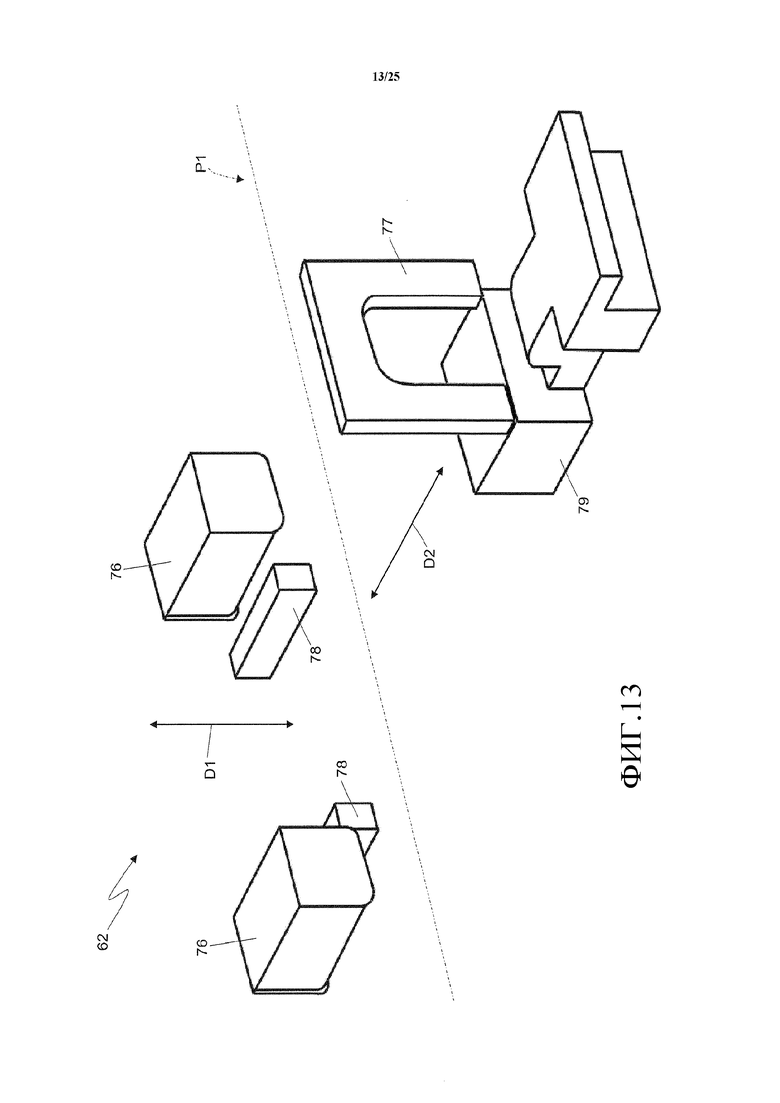
В рабочей позиции S4 обеспечено сгибающее устройство 62, имеющее подвижные части (то есть части, которые перемещаются, чтобы выполнять операцию сгибания, в то время как внутренняя заготовка 38 остановлена в ожидании на рабочей позиции S4), при этом сгибающее устройство 62 одновременно сгибает на 90° крылья 11''' усиления относительно панели 10'' и по соответствующим продольным линиям 40 сгиба и сгибает на 180° нижний участок 33 клапана 20 относительно промежуточного соединяющего участка 32 по поперечной линии 41 сгиба и на промежуточный участок 32. Необходимо отметить, что по ходу после сгибающего устройства 62, крылья 11''' усиления остаются свободными, чтобы вернуться в свое исходное положение; на практике крылья 11''' усиления не возвращаются в исходное положение идеально копланарно с панелью 10'', но принимают слегка наклонное положение относительно панели 10'' (как показано на Фиг. 11).
В рабочей позиции S5 обеспечено прижимное устройство 63, имеющее подвижные части (то есть части, которые перемещаются для выполнения операции прижатия, в то время как внутренняя заготовка 38 остановлена в ожидании на рабочей позиции S5), которое локально разглаживает внутреннюю заготовку 38 посредством нажатия на поднимающий клапан 29, чтобы прижать сгиб клапана 29 вновь на поднимающую панель 9'.
Между рабочей позицией S5 и рабочей позицией S6 расположено вращающееся прижимное устройство 64 (то есть состоящее из вращающегося барабана, который посредством вращения “наворачивает” внешнюю поверхность на внутреннюю заготовку 38, в то время как внутренняя заготовка 38 перемещается по упаковочной линии P1), которое локально разглаживает внутреннюю заготовку 38 посредством нажатия на нижний участок 33 соединительного клапана 20, чтобы прижать сгиб нижнего участка 33 вновь на промежуточный участок 32.
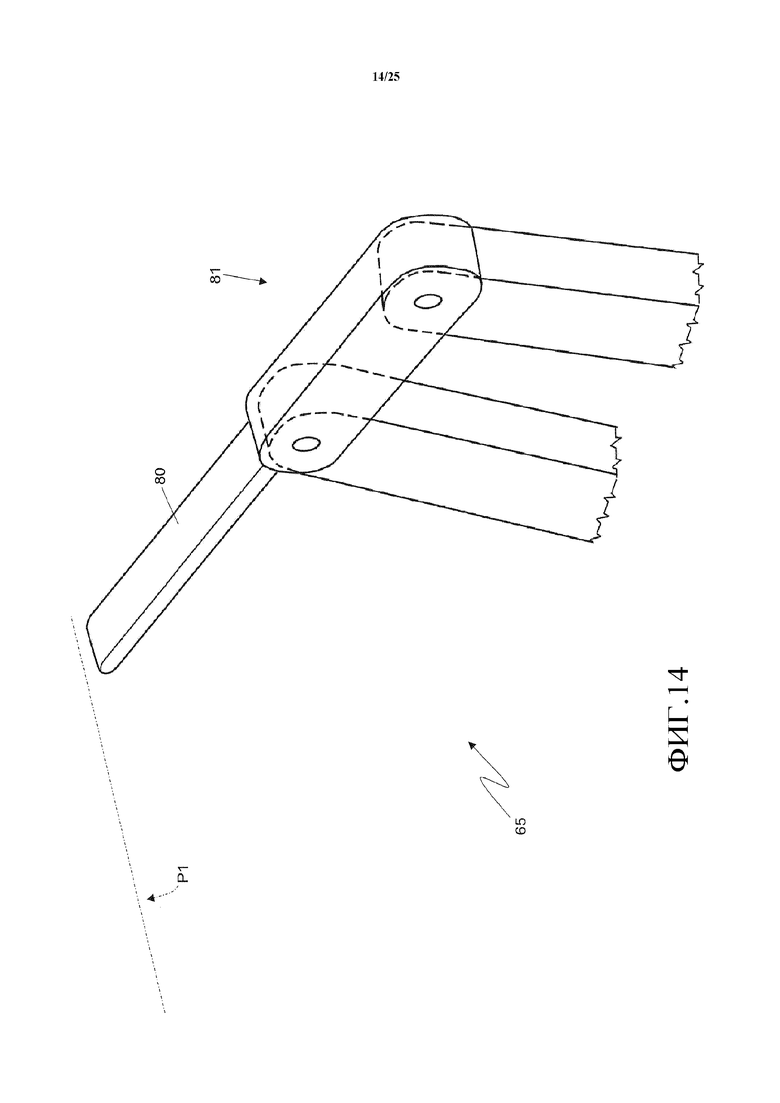
На рабочей позиции S6 обеспечено сгибающее устройство 65, имеющее подвижные части (то есть части, которые перемещаются, чтобы выполнять операцию сгибания, в то время как внутренняя заготовка 38 остановлена в ожидании на рабочей позиции S6), при этом сгибающее устройство 65 сгибает на 90° движущий клапан 23 относительно панели 9', по линии 28 сгиба и на саму панель 9'.
На рабочей позиции S6 обеспечено прижимное устройство 66, имеющее подвижные части (то есть части, которые перемещаются для выполнения операции прижатия, в то время как внутренняя заготовка 38 остановлена в ожидании на рабочей позиции S6), которое локально разглаживает внутреннюю заготовку 38 посредством нажатия на поднимающий клапан 29 для прижатия обеих сгибов поднимающего клапана 29 вновь к внутренней стенке панели 9', и сгибов движущего клапана 23 к внешней стенке панели 9'.
Между рабочей позицией S7 и рабочей позицией S8 расположено вращающееся прижимное устройство 67 (то есть состоящее из вращающегося барабана, который посредством вращения “наворачивает” внешнюю поверхность на внутреннюю заготовку 38, в то время как внутренняя заготовка 38 перемещается по упаковочной линии P1), которое локально разглаживает внутреннюю заготовку 38 посредством нажатия на поднимающий клапан 29 и на движущий клапан 23, чтобы прижать сгиб поднимающего клапана 29 и движущего клапана 23 вновь к панели 9'.
На рабочей позиции S9 обеспечено клеевое устройство 68 (обычно снабженное соплами, которые распределяют наносимый клей), которое наносит точки 69 клея (показанные на Фиг. 12) на панель 12', на клапаны 43 и на крылья 11''.
Средство сгибания сгибает внутреннюю заготовку 38 так, чтобы сформировать откидную крышку 6. Вышеупомянутое средство сгибания накладывает, по меньшей мере, одну усиливающую панель, по меньшей мере, на первую панель 10' во время формирования крышки 6. В частности, в варианте выполнения, обеспеченном для внутренней заготовки 38, первое сгибающее средство накладывает, по меньшей мере, усиливающую панель 10'', по меньшей мере, на первую панель 10' во время формирования крышки 6. Кроме того, упомянутое средство сгибания образует крышку 6, оставляя плоскими другие части заготовки 38, отличающиеся от нее.
Упомянутое средство сгибания предпочтительно содержит несколько сгибающих устройств 70, 71, 72, 73, как описано далее в данном документе более подробно.
Между рабочей позицией S9 и рабочей позицией S10 обеспечено сгибающее устройство 70, имеющее фиксированные сгибающие профили (то есть сгибающие геликоидальные пружины, которые лишены подвижных частей и выполняют операцию сгибания, в то время как внутренняя заготовка 38 перемещается по упаковочной линии P1 и таким образом используется перемещение подачи внутренней заготовки 38); сгибающее устройство 70 сгибает на 90° панель 12'' относительно панели 12' и по соответствующей поперечной линии 41 сгиба.
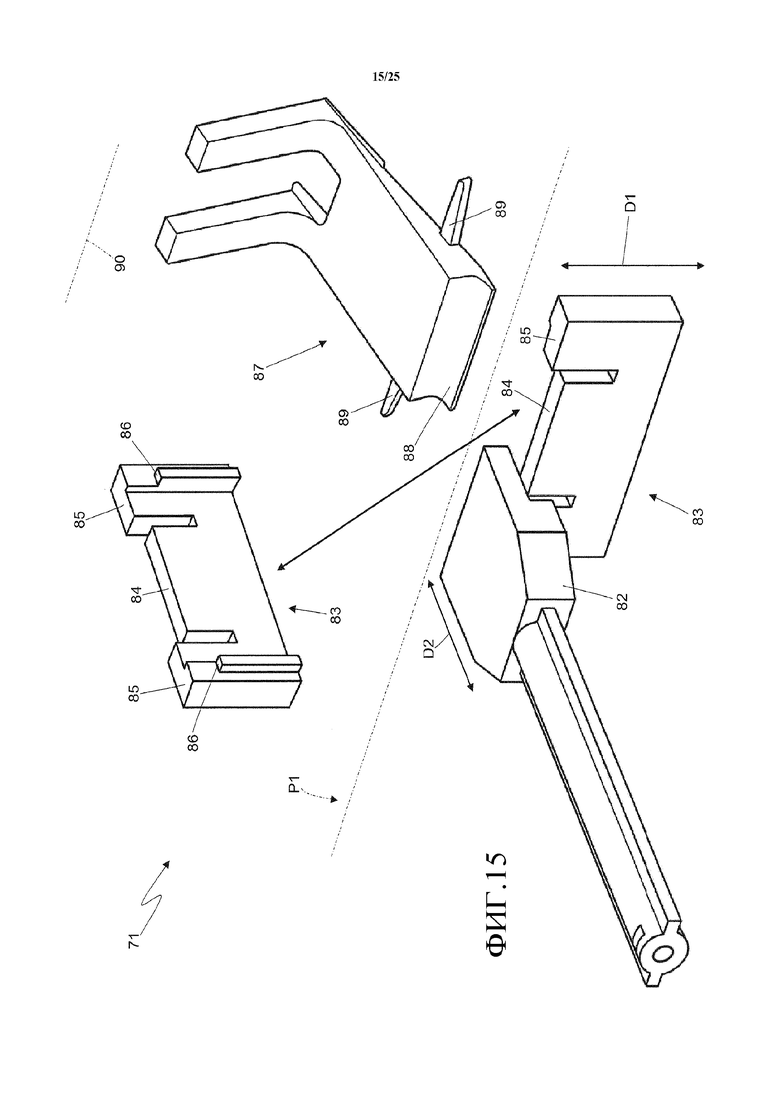
На рабочей позиции S10 обеспечено сгибающее устройство 71, имеющее подвижные части (то есть части, которые перемещаются для выполнения операции прижатия, в то время как внутренняя заготовка 38 остановлена в ожидании на рабочей позиции S10). Сгибающее устройство 71 сначала сгибает клапаны 43 на 90° относительно крыльев 14' и по соответствующим поперечным линиям 41 сгиба, и затем одновременно (то есть совместно) сгибает крылья 14' на 90° относительно панели 13' и по соответствующим продольным линиям 40 сгиба, сгибает панель 12' на 90° относительно панели 13' и по соответствующей поперечной линии 41 сгиба (таким образом, клапаны 43 остаются на панели 12', к которой приклеиваются в результате присутствия клея 69), сгибает панель 12'' на 90° относительно панели 12' и по соответствующей поперечной линии 41 сгиба, и сгибает панель 13'' на 90° относительно панели 12'' и по соответствующей поперечной линии 41 сгиба.
Между рабочей позицией S10 и рабочей позицией S11 расположено сгибающее устройство 72, которое снабжено фиксированными сгибающими профилями (то есть сгибающими геликоидальными пружинами, которые лишены подвижных частей и выполняют операцию сгибания, в то время как внутренняя заготовка 38 перемещается по упаковочной линии P1, и, таким образом, используется перемещение подачи внутренней заготовки 38), сгибающее устройство 72 сгибает панель 13'' на 90° относительно панели 12'' по соответствующей поперечной линии 41 сгиба и в направлении, противоположном аналогичному сгибанию, выполняемому сгибающим устройством 71 на рабочей позиции 10. Два сгибающих устройства 71 и 72 выполняют две противоположные операции сгибания (то есть которые нейтрализуют друг друга) между двумя панелями 12'' и 13'', функция которых состоит в загибании (или в размягчении с целью значительного уменьшения усилия пружинного возврата) внутренней заготовки 38 вдоль соответствующей поперечной линии 41 сгиба.
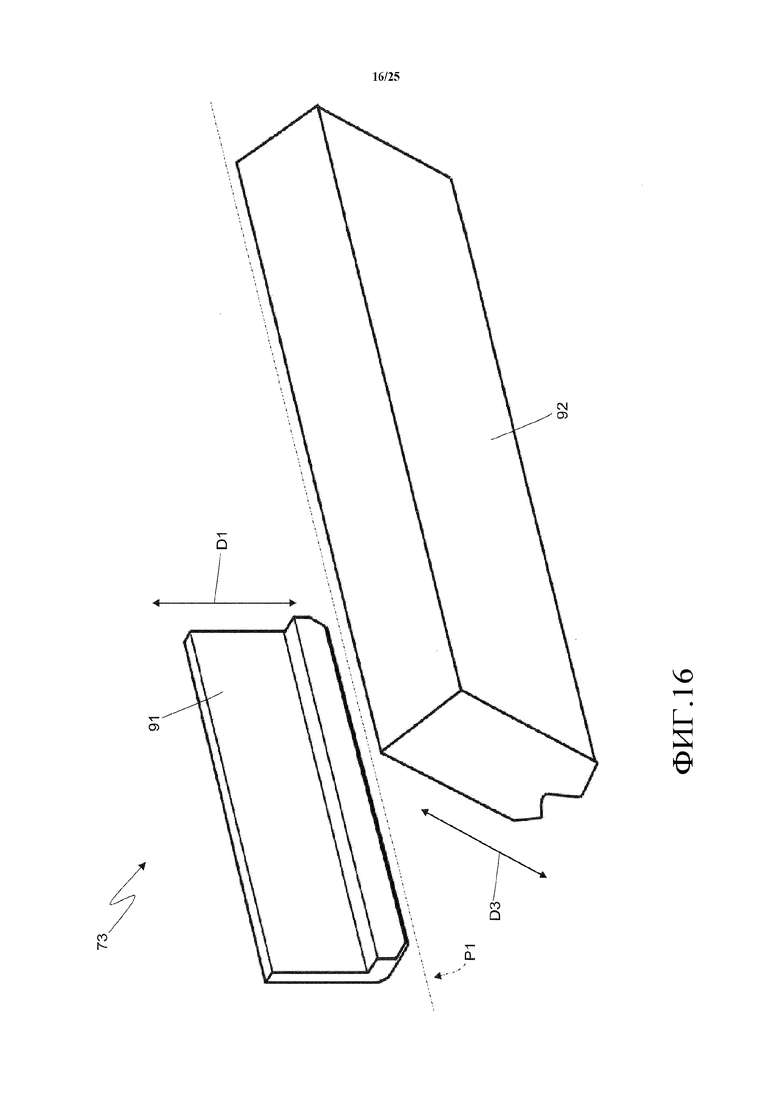
На рабочей позиции S11 обеспечено сгибающее устройство 73, имеющее подвижные части (то есть части, которые перемещаются, чтобы выполнять операцию сгибания, в то время как внутренняя заготовка 38 остановлена в ожидании на рабочей позиции S11), при этом сгибающее устройство 73 одновременно (то есть совместно) сгибает панель 12'' на 90° относительно панели 12' и по соответствующей поперечной линии 41 сгиба, (таким образом, панель 12'' лежит на панели 12', к которой она приклеивается благодаря присутствию клея 69), и сгибает панель 13'' на 90° относительно панели 12'' и по соответствующей поперечной линии 41 сгиба (таким образом, панель 13'' лежит на панели 13', панель 10'' лежит на панели 10', к которой она приклеивается благодаря присутствию клея 69, и крылья 11''' перекрываются крыльями 11'' без соприкосновения; в следующей рабочей позиции крылья 11''' приклеиваются к крыльям 11'' благодаря присутствию клея 69).
На рабочей позиции S12 обеспечено прижимное устройство 74, имеющее подвижные части (то есть части, которые перемещаются, чтобы выполнять операцию сгибания, в то время как внутренняя заготовка 38 остановлена в ожидании на рабочей позиции S12), которое локально разглаживает внутреннюю заготовку 38 посредством нажатия на панель 10'', чтобы прижать сгиб панели 10'' к панели 10'.
На рабочей позиции S13 обеспечено прижимное устройство 75, идентичное предшествующему прижимному устройству 74, которое снабжено подвижными частями (то есть частями, которые перемещаются, чтобы выполнять операцию сгибания, в то время как внутренняя заготовка 38 остановлена в ожидании на рабочей позиции S13), которое локально разглаживает внутреннюю заготовку 38 посредством нажатия на панель 10'', чтобы прижать сгиб панели 10'' к панели 10'.
Как показано на Фиг. 13, сгибающее устройство 62 содержит два боковых сгибающих корпуса 76 в форме параллелепипеда, и центральный U-образный сгибающий корпус 77, которые установлены на одной и той же каретке, чтобы циклически перемещаться вдоль вертикального рабочего направления D1, которое перпендикулярно упаковочной линии P1. Кроме того, сгибающее устройство 62 содержит два боковых противостоящих сгибающих корпуса 78 в форме параллелепипеда, и центральный сгибающий корпус 79, которые установлены на одной и той же каретке, чтобы циклически перемещаться вдоль горизонтального рабочего направления D2, которое перпендикулярно как упаковочной линии P1, так и вертикальному рабочему направлению D1. При использовании, два боковых сгибающих корпуса 76 перемещаются сверху вниз вдоль вертикального рабочего направления D2 для сгибания крыльев 11''' усиления на 90° относительно панели 10'' и по соответствующим продольным линиям 40 сгиба; на данном этапе два противостоящих корпуса 78 расположены ниже панели 10'' и с противоположных сторон панели 10'' вблизи продольных линий 40 сгиба, чтобы обеспечить противостояние для двух боковых сгибающих корпусов 76. Одновременно с действием двух боковых сгибающих корпусов 76, сгибающий корпус 77 перемещается вниз вдоль вертикального рабочего направления D2 для сгибания нижнего участка 33 соединительного клапана 20 на 90° относительно промежуточного участка 32 и по поперечной линии 41 сгиба; на данном этапе, центральный сгибающий корпус 79 расположен ниже панели 10' в соответствии соединительным клапаном 20, чтобы обеспечить противостояние для сгибающего корпуса 77. После того, как сгибающие корпуса 76 и 77 перемещаются вниз вдоль вертикального рабочего направления D2, противостоящие корпуса 78 и 79 перемещаются вместе вдоль горизонтального рабочего направления D2: два противостоящих корпуса 78 перемещаются вдоль горизонтального рабочего направления D2 для перемещения от траектории крыльев 11''' усиления и, таким образом, позволяют последующую подачу внутренней заготовки 38 вдоль упаковочной линии P1, в то время как центральный сгибающий корпус 79 перемещается в горизонтальном рабочем направлении D2 для сгибания дополнительно на 90° (то есть в общей сложности на 180°) нижнего участка 33 соединительного клапана 20 относительно промежуточного участка 32 и по поперечной линии 41 сгиба так, чтобы согнуть участок 33 на промежуточный нижний участок 32.
Как показано на Фиг. 14, сгибающее устройство 65 содержит сгибающий корпус 80, который выполняет сгибающее вращательно-поступательное перемещение перпендикулярно упаковочной линии P1 и поддерживается шарнирно сочлененным четырехугольником 81.
Как показано на Фиг. 15, сгибающее устройство 71 содержит сгибающий корпус 82, который в поперечном сечении имеет L-образную форму и выполнен с возможностью перемещаться в горизонтальном рабочем направлении D2 (которое перпендикулярно упаковочной линии P1). Кроме того, сгибающее устройство 71 содержит сгибающий корпус 83, который имеет центральный сгибающий элемент 84, два верхних боковых элемента 85, расположенных на противоположных сторонах центрального элемента 84, и два нижних боковых элемента 86, также расположенных на противоположных сторонах центрального элемента 84. Сгибающее устройство 71 выполнено с возможностью перемещаться в вертикальном рабочем направлении D1 (которое перпендикулярно как упаковочной линии P1, так и горизонтальному рабочему направлению D2); дополнительно, центральный элемент 84, два верхних боковых элемента 85 и два нижних боковых элемента 86 расположены в различных положениях вертикально (то есть вдоль рабочего направления D1), чтобы последовательно выполнять соответствующее сгибание внутренней заготовки 38, в то время как сгибающий корпус 83 перемещается вертикально (то есть вдоль рабочего направления D1), двигаясь непрерывно. Наконец, сгибающее устройство 71 содержит противостоящий корпус 87, который имеет мотыгообразный центральный элемент 88 и два боковых добавочных приспособления 89, расположенных на противоположных сторонах центрального элемента 88 и установленных, чтобы вращаться вокруг оси вращения 90 параллельно упаковочной линии P1.
При использовании, когда внутренняя заготовка 38 останавливается на рабочей позиции S10, противостоящий корпус 87 поворачивается вокруг оси вращения 90, чтобы расположить два боковых добавочных приспособления 89 выше крыльев 14' и вблизи клапанов 43, чтобы образовать противостояние для верхних боковых элементов 85 сгибающего корпуса 83, и затем сгибающий корпус 83 перемещается снизу вверх в вертикальном рабочем направлении D1 так, что два верхних боковых элемента 85 сгибают клапаны 43 на 90° относительно крыльев 14' и по соответствующим поперечным линиям 41 сгиба. Затем, противостоящий корпус 87 поворачивается обратно вокруг оси вращения 90, чтобы удалить два добавочных приспособления 89 из крыльев 14', и в то же время положить центральный элемент 88 на панель 13', чтобы образовать противостояние с центральным элементом 84 сгибающего корпуса 83, и затем сгибающий корпус 83 перемещается дальше вверх вдоль вертикального рабочего направления D2 так, что два нижних боковых элемента 86 сгибают крылья 14' на 90° относительно панели 13' и вокруг соответствующих продольных линий 40 сгиба, и в то же время центральный элемент 84 сгибает панель 12' на 90° относительно панели 13' и по соответствующей поперечной линии 41 сгиба (таким образом, клапаны 43 остаются на панели 12', к которой приклеиваются в результате присутствия клея 69). Наконец, сгибающий корпус 82 перемещается в горизонтальном рабочем направлении D2 и в направлении противостоящего корпуса 87 для сгибания панели 12'' на 90° и на противостоящий корпус 87 относительно панели 12', и для сгибания панели 13'' на 90° относительно панели 12'' по соответствующей поперечной линии 41 сгиба.
Как показано на Фиг. 16, сгибающее устройство 73 содержит сгибающий корпус 91, который может перемещаться в вертикальном рабочем направлении D1 (которое перпендикулярно упаковочной линии P1), и выравнивающий корпус 92, который может перемещаться в наклонном рабочем направлении D3 (которое не параллельно вертикальному рабочему направлению D1, ни горизонтальному рабочему направлению D2, ни упаковочной линии P1). При использовании, когда внутренняя заготовка 38 останавливается на рабочей позиции S11, сгибающий корпус 91 перемещается вниз вдоль вертикального рабочего направления D2 для сгибания панели 12'' на 90° относительно панели 12' и по соответствующей поперечной линии 41 сгиба (таким образом, панель 12'' лежит на панели 12', к которой она приклеивается благодаря присутствию клея 69), и чтобы одновременно сгибать панель 13'' на 90° относительно панели 12'' и по соответствующей поперечной линии 41 сгиба (таким образом, панель 13'' лежит на панели 13', панель 10'' лежит на панели 10', к которой она приклеивается благодаря присутствию клея 69, и крылья 11''' перекрывают крылья 11'' без соприкосновения; в следующей рабочей позиции крылья 11''' приклеиваются к крыльям 11'' благодаря присутствию клея 69). Затем, выравнивающий корпус 92 перемещается вниз в наклонном рабочем направлении D3, чтобы удерживать конец ребра панели 10''.
В соответствии с предпочтительным вариантом выполнения, лучше показанным на Фиг. 17, когда панель 12'' сгибается на 90° относительно панели 12' и одновременно панель 13'' сгибается на 90° относительно панели 12'' сгибающего корпуса 91, крылья 11''' поддерживаются слегка приподнятыми относительно нижележащих крыльев 11'' (в то время как панель 10'' полностью лежит нижележащую панель 10'), в частности, действие выравнивающего корпуса 92 удерживает крылья 11''' слегка приподнятыми относительно нижележащих крыльев 11'' посредством опирания и нажатия на конец ребра панели 10''. Таким образом, во время последующей подачи внутренней заготовки 38 на упаковочную линию P1 по ходу после рабочей позиции S11 и в направлении рабочей позиции S12, в то время как сгибающий корпус 91 перемещается снизу вверх в вертикальном рабочем направлении D1, выравнивающий корпус 92 может оставаться опущенным и удерживать конец ребра панели 10'', поддерживая панели 10'' и 13'' в правильном положении, обращенными к нижележащим соответствующим панелям 10' и 13', и сохраняя панель 12'' прижатой к нижележащей панели 12'.
Тот факт, что сгибающее устройство 62 сгибает крылья 11''' усиления на 90° и затем, по ходу после сгибающего устройства 62 крылья 11''' усиления отпускаются, облегчает то, что крылья 11''' усиления остаются слегка приподнятыми относительно нижележащих крыльев 11''.
На рабочей позиции, расположенной по ходу после упаковочной линии P1, крылья 11''' прижимаются к крыльям 11'', чтобы завершить склеивание крыльев 11''' и крыльев 11'', благодаря присутствию клея 69, одновременно со сгибанием крыльев 11'' на 90° относительно панели 10' и по соответствующим продольным линиям 40 сгиба. Другими словами, крылья 11''' приклеиваются к крыльям 11'', когда крылья 11'' находятся в перпендикулярном положении к панели 10', и это не может произойти на рабочей позиции упаковочной линии P1, поскольку вдоль упаковочной линии P1 крылья 11'' всегда остаются копланарными с панелью 10'.
Как показано на Фиг. 10, упаковочный узел 49 содержит упаковочный конвейер 93, который снабжен несколькими упаковочными гнездами 94 (показанными схематично на Фиг. 19), каждый из которых выполнен с возможностью вмещать внутреннюю заготовку 38 и соответствующую обернутую группу 2 сигарет для подачи внутренней заготовки 38 и обернутой группы 2 сигарет вдоль упаковочной линии P2, которая проходит между загрузочной позицией S16 и отгрузочной позицией S18.
На загрузочной позиции S16, внутренняя заготовка 38, предварительно частично согнутая, и приходящая с упаковочного конвейера 54, подается в упаковочное гнездо 94, вызывая дополнительное сгибание внутренней заготовки 38. В соответствии с подающей позицией S17, расположенной между загрузочной позицией S16 и отгрузочной позицией S18, обернутая группа 2 сигарет подается внутрь упаковочного гнезда 94, чтобы быть соединенной с предварительно поданной внутренней заготовкой 38; в частности, задняя стенка обернутой группы 2 сигарет лежит на панели 10' внутренней заготовки 38. На отгрузочной позиции S18 внутренний контейнер 3 (сформированный посредством сгибания внутренней заготовки 38 вокруг обернутой группы 2 сигарет) извлекается из упаковочного гнезда 94 и проходит в направлении упаковочного узла 50. По ходу после отгрузочной позиции S18 расположен сушильный конвейер (схематично показан на Фиг. 9), который передает внутренние контейнеры 3 в упаковочный узел 50.
Дополнительное средство сгибания сгибает внутреннюю заготовку 38 вокруг первой панели 10', чтобы придать аналогичную чашеобразную форму вокруг первой панели 10’. Упомянутое средство сгибания предпочтительно состоит из сгибающего устройства 95, как описано ниже в данном документе более подробно. Вышеупомянутая подающая позиция S17 вследствие этого, расположена по ходу после сгибающего устройства 95. В частности, сгибающее устройство 95 расположено между устройствами 70, 71, 72, 73 и сгибающей подающей позицией S17.
Как показано на Фиг. 19, в загрузочной позиции S16 расположено сгибающее устройство 95, которое сгибает клапаны 42 внутренней заготовки 38 на 90° относительно крыльев 11'', и затем, посредством вставки внутренней заготовки 38 в упаковочное гнездо 94, определяет сгибание панели 8' на 90° относительно панели 10' и сгибание двух крыльев 11'' на 90° относительно панели 10'; другими словами, после сгибания клапанов 42 на 90°, вложение внутренней заготовки 38 в упаковочное гнездо 94 определяет сгибание панели 8' на 90° и двух крыльев 11'' на 90° относительно панели 10' и, таким образом, клапаны 42 остаются на панели 8'.
Между подающей позицией S17 и отгрузочной позицией S18 расположено сгибающее устройство 96, которое сгибает панель 9' на 90° относительно панели 8' и по соответствующей поперечной линии 41 сгиба. Сгибание внутренней заготовки 38 завершается в отгрузочной позиции S18 одновременно с извлечением внутреннего контейнера 3 из упаковочного гнезда 94: во время извлечения внутреннего контейнера 3 из упаковочного гнезда 94 сгибающее устройство 97 сгибает крылья 11' на 90° относительно панели 9' на крылья 11'' и по соответствующим продольным линиям 40 сгиба, завершая образование боковых стенок 11 внутреннего контейнера 3; предпочтительно, клеевое устройство (не показано) расположено непосредственно перед сгибающим устройством 97 для нанесения клея между крыльями 11' и 11'' непосредственно перед сгибанием крыльев 11'.
В соответствии с предпочтительным вариантом выполнения, показанным на Фиг. 19, по ходу перед подающей позицией S17 расположено открывающее устройство 98, которое посредством поворота сформированной крышки 6 каждой внутренней заготовки 38 вокруг соответствующего шарнира 7, перемещает крышку 6 из закрытого положения в открытое положение так, что в подающей позиции S17 соответствующая обернутая группа 2 сигарет может легче вставляться во внутреннюю заготовку 38, в частности, в подающей позиции S17 обернутая группа 2 сигарет может быть вставлена во внутреннюю заготовку 38, по существу, аксиальным перемещением. Соответственно, по ходу после подающей позиции S17 расположено закрывающее устройство 99, которое посредством поворота сформированной крышки 6 каждой внутренней заготовки 38, вокруг соответствующего шарнира 7 перемещает сформированную крышку 6 из открытого положения в закрытое положение, прежде чем продолжить сгибание внутренней заготовки 38.
Таким образом, сформирована первая крышка 6 контейнера 3. Во время упомянутого формирования, по меньшей мере, одна усиливающая панель, образованная панелью в соответствии с концом заготовки 38, и смежная с панелями, выполненными с возможностью сформировать крышку 6, накладывается (и, возможно, приклеивается) на панель 10’, образующую заднюю стенку 10 внутреннего контейнера 3. Дополнительные операции сгибания заготовки 38 придают ей чашеобразную форму. Наконец, открывание и закрывание сформированной крышки 6 позволяет вкладывание обернутой группы 2 сигарет поверх, по меньшей мере, уже частично образованной усиливающей панели 10'' задней стенки 10 внутреннего контейнера 3, в противном случае это не достижимо.
Открывающее устройство 98 предпочтительно расположено между сгибающим устройством 95 и подающей позицией S17.
В соответствии с предпочтительным вариантом выполнения, показанным на прилагаемых фигурах, упаковочный конвейер 93 образован вращающимся колесом, которое вращается последовательными шагами вокруг центральной оси вращения 100, расположенной горизонтально. Следовательно, упаковочная линия P2, которая проходит от загрузочной позиции S16 к отгрузочной позиции S18, имеет круговую форму.
Как показано на Фиг. 10, упаковочный узел 49 содержит передающий конвейер 101, который передает предварительно согнутые внутренние заготовки 38 от отгрузочной позиции S15 упаковочного конвейера 54 к загрузочной позиции S16 упаковочного конвейера 93. Вдоль передающего конвейера 101 и перед загрузочной позицией S16 упаковочного конвейера 93 расположено клеевое устройство 102, которое наносит клей между клапанами 42 и панелью 8' внутренней заготовки 38.
В соответствии с предпочтительным вариантом выполнения, одна внутренняя заготовка 38 за один раз подается на упаковочный конвейер 54 в загрузочную позицию S1 упаковочной линии P1, и передающий конвейер 101 за один раз передает две внутренние заготовки 38 с упаковочного конвейера 54 на упаковочный конвейер 93; в данном варианте выполнения, упаковочный конвейер 93 на каждом шаге обрабатывает две внутренние заготовки 38 за один раз. В соответствии с альтернативным вариантом выполнения, который не показан, две внутренние заготовки 38 за один раз подаются на упаковочный конвейер 54 в загрузочную позицию S1 упаковочной линии P1.
Как показано на Фиг. 20, упаковочный узел 50 содержит упаковочный конвейер 103, который снабжен несколькими упаковочными гнездами 104 (показанными на Фиг. 23), каждый из которых выполнен с возможностью вмещать внешнюю заготовку 39 для подачи внешней заготовки 39 последовательными шагами (то есть прерывистым перемещением, составленным из последовательности фаз перемещения, интеркалированных с соответствующей последовательностью фаз остановок) вдоль упаковочной линии P3, которая проходит между загрузочной позицией S19 и отгрузочной позицией S33 через последовательность рабочих позиций от S20 до S32 (показанных на Фиг. 21 и 22).
В загрузочной позиции S19, обеспечен бункер (не показан), который вмещает стопку внешних заготовок 39 и циклически подает внешние заготовки 39 из нижнего выпускного отверстия в направлении упаковочных гнезд 104 упаковочного конвейера 103; в частности, каждая внешняя заготовка 39 расположенная на нижнем выпускном отверстии бункера, подхватывается всасывающей захватывающей головкой, которая движется вертикально и лежит на нижележащем упаковочном гнезде 104 упаковочного конвейера 103, который остановлен в ожидании в загрузочной позиции S19 соосно с нижним выпуском.
Необходимо отметить, что упаковочный конвейер 103 продвигает каждую внешнюю заготовку 39 вдоль упаковочной линии P3 всегда в поперечном направлении, или всегда с поперечными линиями сгиба 45 параллельными направлению подачи, другими словами, упаковочный конвейер 103 никогда не меняет ориентации каждой внешней заготовки 39 относительно направления подачи, и вследствие этого, во всех положениях упаковочной линии P3 поперечные линии сгиба 45 каждой внешней заготовки 39 всегда параллельны направлению подачи (и таким образом, их собственные продольные линии 44 сгиба перпендикулярны направлению подачи). Поддержание постоянной ориентации каждой внешней заготовки 39 вдоль упаковочной линии P3 позволяет упростить обе операции сгибания и конструкцию упаковочного конвейера 103.
В соответствии с предпочтительным вариантом выполнения, показанным на Фиг. 23, упаковочный конвейер 103 образован конвейерной лентой, которая обернута вокруг двух концевых роликов и поддерживает несколько упаковочных гнезд 104; соответственно, упаковочная линия P3 имеет U-образную форму и проходит между загрузочной позицией S19, расположенной вдоль начального участка прямолинейной упаковочной линии P3, и отгрузочной позицией S33, расположенной вдоль последнего участка прямолинейной упаковочной линии P3, соединенного с начальным прямым участком посредством промежуточного полукруглого участка.
Как показано на Фиг. 21, на рабочей позиции S21 обеспечено сгибающее устройство 105, имеющее подвижные части (то есть части, которые перемещаются, чтобы выполнять операцию сгибания, в то время как внешняя заготовка 39 остановлена в ожидании на рабочей позиции S21); сгибающее устройство 105 одновременно сгибает на 90° добавочное приспособление 37' относительно соединительного клапана 37 и по соответствующей поперечной линии 45 сгиба, соединительный клапан 37 относительно панели 18' и по соответствующей поперечной линии 45 сгиба и уплотнительную вкладку 22 относительно панели 17' и по соответствующей поперечной линии 45 сгиба.
На рабочей позиции S22 обеспечено сгибающее устройство 106, имеющее фиксированные сгибающие профили (то есть сгибающие геликоидальные пружины, которые лишены подвижных частей и выполняют операцию сгибания, в то время как внешняя заготовка 39 перемещается по упаковочной линии P3 и таким образом используется перемещение подачи внешней заготовки 39), сгибающее устройство 106 сгибает соединительный клапан 37 дополнительно на 90° (в общей сложности на 180°) и одновременно относительно панели 18' и по соответствующей поперечной линии 45 сгиба, чтобы оставить соединительный клапан 37 на панели 18' (в то время как добавочное приспособление 37' сгибается на противоположной стороне клапана 37 относительно панели 18'), и уплотнительную вкладку 22 относительно панели 17' и по соответствующей поперечной линии 45 сгиба, чтобы оставить уплотнительную вкладку 22 на панели 17'.
Между рабочей позицией S23 и рабочей позицией S25 обеспечено сгибающее устройство 107, имеющее фиксированные сгибающие профили (то есть сгибающие геликоидальные пружины, которые лишены подвижных частей и выполняют операцию сгибания, в то время как внешняя заготовка 39 перемещается по упаковочной линии P3, и, таким образом, используется перемещение подачи внешней заготовки 39); сгибающее устройство 107 сгибает уплотнительную вкладку 22 на 180° относительно панели 17' в противоположном направлении относительно предшествовавших сгибов, выполненных сгибающими устройствами 105 и 106. Сгибающее устройство 107 и два сгибающих устройства 105 и 106 (при действии на уплотнительную вкладку 22) выполняют две операции сгибания в противоположных направлениях (то есть которые нейтрализуют друг друга) с целью перегиба (то есть ослабления с целью значительного уменьшения усилия пружинного возврата) внешней заготовки 39 вдоль соответствующей поперечной линии 45 сгиба. Вследствие этого, функция сгибающих устройств 105, 106 и 107 (при действии на уплотнительную вкладку 22) не в выполнении фактического сгибания внешней заготовки 39, а в подготовке внешней заготовки 39 для последующих операций сгибания (описанных ниже).
На рабочей позиции S26 обеспечено сгибающее устройство 108, имеющее подвижные части (то есть части, которые перемещаются, чтобы выполнять операцию сгибания, в то время как внутренняя заготовка 39 остановлена в ожидании на рабочей позиции S26); сгибающее устройство 108 сгибает соединительный клапан 26 на 90° относительно уплотнительной вкладки 22 и по соответствующей поперечной линии 45 сгиба.
На рабочей позиции S27 обеспечено сгибающее устройство 109, имеющее фиксированные сгибающие профили (то есть сгибающие геликоидальные пружины, которые лишены подвижных частей и выполняют операцию сгибания, в то время как внешняя заготовка 39 перемещается по упаковочной линии P3 и таким образом используется перемещение подачи внешней заготовки 39), сгибающее устройство 109 сгибает соединительный клапан 26 дополнительно на 90° (в общей сложности на 180°) относительно уплотнительной вкладки 22 и по соответствующей поперечной линии 45 сгиба, чтобы оставить соединительный клапан 26 на уплотнительной вкладке 22 (и, таким образом, уложить движущий клапан 24 на панель 17').
На рабочей позиции S29 расположено вращающееся прижимное устройство 110 (то есть состоящее из вращающегося барабана, который посредством вращения “наворачивает” внешнюю поверхность на внутреннюю заготовку 38, в то время как внутренняя заготовка 38 перемещается по упаковочной линии P3), которое локально разглаживает внешнюю заготовку 39 посредством нажатия на соединительный клапан 26, чтобы прижать сгиб соединительного клапана 26 вновь к уплотнительной вкладке 22.
Как показано на Фиг. 20, упаковочный узел 50 содержит упаковочный конвейер 111, снабженный несколькими упаковочными гнездами 112 (показанными схематично на Фиг. 24), каждый из которых выполнен с возможностью приспосабливать внешнюю заготовку 39 и соответствующий внутренний контейнер 3 для подачи внешней заготовки 39 и внутреннего контейнера 3 вдоль упаковочной линии P4, которая проходит между загрузочной позицией S34 и отгрузочной позицией S36.
В загрузочной позиции S34 внешняя заготовка 39, частично предварительно согнутая и приходящая с упаковочного конвейера 103, подается в упаковочное гнездо 112, вызывая дополнительное сгибание внешней заготовки 39. На подающей позиции S35, расположенной между загрузочной позицией S34 и отгрузочной позицией S36, внутренний контейнер 3 подается в упаковочное гнездо 112, чтобы быть соединенным с предварительно поданной внешней заготовкой 39; в частности, задняя стенка 10 внутреннего контейнера 3 лежит на панели 18' внешней заготовки 39. На отгрузочной позиции S36 внешний контейнер 4 (сформированный посредством сгибания внешней заготовки 39 вокруг внутреннего контейнера 3), почти полностью заполненный, извлекается из упаковочного гнезда 112 и идет дальше по упаковочной линии P5 и сушильной линии P6, расположенным последовательно, и затем через еще две рабочие позиции S37 и S38, расположенные по ходу после упаковочного конвейера 111. Сушильная линия P6 образована сушильным конвейером (схематично показанным на Фиг. 9), который передает внешние контейнеры 4 в направлении выхода упаковочной машины 47.
Как показано на Фиг. 24, в загрузочной позиции S34 расположено сгибающее устройство 113, которое сгибает клапаны 46 внешней заготовки 39 на 90° относительно крыльев 19'' и затем, посредством вставки внешней заготовки 39 в упаковочное гнездо 112, определяет сгибание панели 15' на 90° относительно панели 18', и сгибание двух крыльев 19'' на 90° относительно панели 18'; другими словами, после сгибания клапанов 46 на 90°, вложение внешней заготовки 39 в упаковочное гнездо 112 определяет сгибание панели 15’ и двух крыльев 19'' на 90° относительно панели 18' и, таким образом, клапаны 46 остаются на панели 15'.
Между подающей позицией S35 и отгрузочной позицией S36 расположено сгибающее устройство 114, которое сгибает панель 17' на 90° относительно панели 15' и по соответствующей поперечной линии 45 сгиба. Сгибание внешней заготовки 39 завершается на рабочей позиции S37 после извлечения внешнего контейнера 4 из упаковочного гнезда 112 (то есть по ходу после отгрузочной позиции S36); на рабочей позиции S37 сгибающее устройство 115 сгибает на 90° крылья 19' относительно панели 17' на крылья 19'' и вокруг соответствующих продольных линий 44 сгиба, завершая образование боковых стенок 19 внешнего контейнера 4; предпочтительно, клеевое устройство (не показано) расположено непосредственно перед сгибающим устройством 115 для нанесения клея между крыльями 19' и 19'' непосредственно перед сгибанием крыльев 19'.
В соответствии с предпочтительным вариантом выполнения, показанным на прилагаемых фигурах, упаковочный конвейер 111 образован вращающимся колесом, которое вращается последовательными шагами вокруг горизонтально расположенной центральной оси вращения 116. Соответственно, упаковочная линия P4, которая проходит от загрузочной позиции S34 к отгрузочной позиции S36 имеет круговую форму. Упаковочная линия P5 и последующая сушильная линия P6 являются прямолинейными и расположенными перпендикулярно друг другу.
Как показано на Фиг. 20, упаковочный узел 50 содержит передающий конвейер 117, который передает предварительно согнутые внешние заготовки 39 от отгрузочной позиции S33 упаковочного конвейера 103 к загрузочной позиции S34 упаковочного конвейера 111. Вдоль передающего конвейера 119 и перед загрузочной позицией S34 упаковочного конвейера 111 расположено клеевое устройство 118, которое наносит клей между клапанами 46 и панелью 15' внешней заготовки 39.
В соответствии с предпочтительным вариантом выполнения, внешняя заготовка 39 за один раз подается на упаковочный конвейер 103 в загрузочную позицию S19 упаковочной линии P3, и передающий конвейер 117 передает две внешние заготовки 39 за один раз с упаковочного конвейера 103 на упаковочный конвейер 111, при этом в данном варианте выполнения, упаковочный конвейер 111 обрабатывает на каждом шаге две внешние заготовки 39 за один раз. В соответствии с альтернативным вариантом выполнения, которых не показан, две внешние заготовки 39 за один раз подаются на упаковочный конвейер 103 на загрузочную позицию S19 упаковочной линии P3.
Как показано на Фиг. 20, на рабочей позиции S38 расположено сгибающее устройство 119 типа, описанного в патентной заявке Италии № BO 2011A000632. Во время сгибания внешней заготовки 39 вокруг внутреннего контейнера 3 уплотнительная вкладка 22 не сгибается, так чтобы оставить уплотнительную вкладку 22 в начальном положении, в котором уплотнительная вкладка 22 копланарна с передней стенкой 17 внешнего контейнера 4; другими словами, когда внешний контейнер 4 поступает на рабочую позицию S38, уплотнительная вкладка 22 копланарна с передней стенкой 17 внешнего контейнера 4. Сгибающее устройство 119 частично извлекает внутренний контейнер 3 из внешнего контейнера 4 посредством скользящего перемещения между внутренним контейнером 3 и внешним контейнером 4, сгибающее устройство 119 последовательно сгибает уплотнительную вкладку 22 на 90° вокруг соответствующей и поперечной линии 45 сгиба в направлении внутреннего контейнера 3, чтобы расположить уплотнительную вкладку 22 в рабочем положении под верхней стенкой 12 крышки 6 внутреннего контейнера 3, и, наконец, сгибающее устройство 119 полностью вкладывает внутренний контейнер 3 во внешний контейнер 4 посредством скользящего перемещения между внутренним контейнером 3 и внешним контейнером 4. Для более подробного описания работы сгибающего устройства 119 см. описание в патентной заявке Италии № BO 2011A000632.
В соответствии с предпочтительным вариантом выполнения, показанным на Фиг. 7 и 8, заготовки 38 и 39 показывают выравнивание через отверстия 120, которые расположены на боковой периферии заготовок 38 и 39 (то есть в соответствии с крыльями 11'' и 19'') и выполняют функцию обеспечения надлежащего продольного выравнивания заготовок 38 и 39, когда сами заготовки 38 и 39 вставлены в соответствующие упаковочные гнезда 55 и 104 упаковочных конвейеров 54 и 103. Другими словами, упаковочные гнезда 55 и 104 упаковочных конвейеров 54 и 103 имеют опорные корпуса, которые воспроизводят в негативной форме выравнивающие отверстия 120 и вставляются внутрь выравнивающих отверстий 120, когда заготовки 38 и 39 вставлены в соответствующие упаковочные гнезда 55 и 104; таким образом, обеспечивается правильное продольное выравнивание заготовок 38 и 39 внутри соответствующих упаковочных гнезд 55 и 104.
На Фиг. 25 показан вариант внешней заготовки 39, который относительно внешней заготовки 39, показанной на Фиг. 8, имеет различные формы и положение выравнивающих отверстий 120. Необходимо отметить, что выравнивающие отверстия 120 образованы в крыльях 11'' и 19'', которые составляют внутренний участок боковых стенок 11 и 19; в дальнейшем выравнивающие отверстия 120 не видны (то есть закрыты крыльями 11' и 19') во внутреннем контейнере 3 и во внешнем контейнере 4.
Сквозное отверстие 21 крыла 19' внешней заготовки 39, выполнено с возможностью, позволяющей пользователю приложить необходимое усилие для скольжения внутреннего контейнера 3 относительно внешнего контейнера 4 (Фиг. 2), которое не должно быть ограничено выравнивающим отверстием 120 соответствующего крыла 19'' внешней заготовки 39. Другими словами, выравнивющее отверстие 120, которое обращено к сквозному отверстию 21, должно иметь больший размер, чем сквозное отверстие 21, как показано на Фиг. 8 и 25.
Способ упаковки и соответствующая упаковочная машина 47, описанная выше, имеет много преимуществ, поскольку они позволяют изготавливать открываемые скольжением сигаретные пачки 1 с откидной крышкой с высокой производительностью (то есть с большим количеством сигаретных пачек 1, изготовленных за единицу времени), одновременно поддерживая высокий стандарт качества. Данный результат получен благодаря устройству упаковочных узлов 49, которые посредством завершения формирования крышки 6 в упаковочном конвейере 54 (то есть до соединения внутренней заготовки 38 с обернутой группой 2 сигарет) позволяет сформировать крышку 6 простым и эффективным способом и одновременно позволяет значительно упростить сгибание внутренней заготовки 38 вокруг обернутой группы 2 сигарет. В частности, формирование крышки 6 легче (и вследствие этого, проще и быстрее) вдоль прямой упаковочной линии (которой фактически является упаковочная линия P1 упаковочного конвейера 54), в то время как сгибание внутренней заготовки 38 вокруг обернутой группы 2 сигарет легче (и вследствие этого, проще и быстрее) вдоль круговой упаковочной линии (которой фактически является упаковочная линия P2 упаковочного конвейера 93). Так, благодаря устройству упаковочных узлов 49 все операции сгибания могут выполняться в наиболее выгодном положении, и, следовательно, могут выполняться быстро (т.е. с высокой производительностью процесса упаковки), обеспечивая при этом высокий стандарт качества.
Дополнительно, но не менее важно, способ упаковки и соответствующая упаковочная машина 47, описанные выше являются чрезвычайно “гибкими”, то есть позволяют быстро и просто менять тип выдвижных сигаретных пачек 1, изготавливаемых с откидной крышкой 6, содержащейся во внутренней заготовке 38 или содержащейся во внешней заготовке 39, или без откидной крышки. Среди прочего, высокая гибкость обеспечена тем фактом, что в каждом упаковочном узле 49 или 50 существует первый упаковочный конвейер 54 или 103, на котором выполняется предварительное сгибание внутренней заготовки 38 или внешней заготовки 39, и второй упаковочный конвейер 93 или 111, на котором завершается предварительное сгибание внутренней заготовки 38 или внешней заготовки 39; фактически, благодаря наличию первого упаковочного конвейера 54 или 103 относительно просто выполнить сгибание внутренней заготовки 38 или внешней заготовки 39, чтобы сформировать крышку, и когда крышка сформирована, окончательное сгибание внутренней заготовки 38 или внешней заготовки 39 является “обычным” (то есть аналогичным сгибанию стандартной заготовки), и вследствие этого, лишенным конкретных осложнений.
Наконец, важно отметить, что эти два упаковочных узла 49 и 50 очень похожи друг на друга: оба упаковочных узла 49 и 50 имеют одинаковую конструкцию, которая включает в себя первый упаковочный конвейер (упаковочные конвейеры 54 и 103), состоящий из конвейерной ленты и предназначенный для изготовления предварительно сложенной заготовки, второго упаковочного конвейера (упаковочные конвейеры 93 и 111), состоящего из колеса, и предназначенного для сгибания заготовок (уже частично согнутых) вокруг содержимого, и передающего конвейера (передающие конвейеры 101 и 117), который соединяет два упаковочных конвейера.
Кроме того, два вторых упаковочных конвейера (упаковочные конвейеры 93 и 111) из двух упаковочных узлов 49 и 50 выполняют почти все операции упаковки одинаковым способом и на одинаковых участках. Наконец, два упаковочных узла 49 и 50 смогут делить между собой большое количество компонентов, поскольку одинаковые и идентичные компоненты часто представлены в обоих упаковочных узлах 49 и 50 (в частности, два упаковочных узла 49 и 50 могут иметь, по меньшей мере, 70-80% общих компонентов); таким образом, возможно в очень значительной мере снизить стоимость изготовления, сборки и обслуживания упаковочной машины 47.

В машине контейнер изготавливают сгибанием внутренней заготовки вокруг обернутой группы табачных изделий. Машина содержит первое сгибающее средство, которое сгибает внутреннюю заготовку, чтобы сформировать откидную крышку, подающую позицию, в которой частично согнутую внутреннюю заготовку соединяют с обернутой группой табачных изделий так, что задняя стенка обернутой группы табачных изделий лежит на панели внутренней заготовки, соответствующей задней стенке внутреннего контейнера, и второе сгибающее средство, расположенное по ходу после подающей позиции, которое сгибает внутреннюю заготовку вокруг обернутой группы табачных изделий для завершения изготовления контейнера. При этом в машине первое сгибающее средство накладывает, по меньшей мере, усиливающую восьмую панель, по меньшей мере, на первую панель во время формирования крышки. Машина также содержит открывающее устройство, расположенное по ходу перед подающей позицией, поворачивающее сформированную крышку из закрытого положения в открытое, и закрывающее устройство, расположенное между подающей позицией и вторым сгибающим средством, поворачивающее сформированную крышку из открытого положения в закрытое. Изобретениями также являются: другой вариант выполнения машины и варианты способа изготовления контейнера. Группа изобретений обеспечивает упрощение модификации устройства и повышение производительности. 4 н. и 9 з.п. ф-лы, 25 ил.
1. Упаковочная машина для изготовления внутреннего контейнера (3) посредством сгибания внутренней заготовки (38) вокруг обернутой группы (2) табачных изделий;
при этом внутренний контейнер (3) является чашеобразным, имеет один открытый верхний конец (5) и снабжен крышкой (6), которая шарнирно соединена с задней стенкой (10) внутреннего контейнера (3) вдоль шарнира (7), чтобы поворачиваться относительно внутреннего контейнера (3), между открытым положением и закрытым положением открытого верхнего конца (5); и
при этом внутренняя заготовка (38) имеет две продольные линии (40) сгиба и несколько поперечных линий (41) сгиба, которые определяют между двумя продольными линиями (40) сгиба, по меньшей мере, первую панель (10’), образующую заднюю стенку (10) внутреннего контейнера (3), вторую панель (9’), образующую переднюю стенку (9) внутреннего контейнера (3), третью панель (8’), образующую нижнюю стенку (8) внутреннего контейнера (3), четвертую панель (13’), образующую заднюю стенку (13) крышки (6), пятую панель (12’), образующую заднюю верхнюю стенку (12) крышки (6), шестую усиливающую панель (12”) для пятой панели (12’), седьмую усиливающую панель (13”) для четвертой панели (13’) и восьмую усиливающую панель (10”) для первой панели (10’);
при этом упаковочная машина (47) содержит:
первое сгибающее средство (70, 71, 72, 73), которое сгибает внутреннюю заготовку (38), чтобы сформировать откидную крышку (6);
подающую позицию (S17), которая присоединяет частично согнутую внутреннюю заготовку (38) к обернутой группе (2) табачных изделий так, что задняя стенка обернутой группы (2) табачных изделий лежит на первой панели (10’); и
второе сгибающее средство (96, 97), расположенное по ходу после подающей позиции (S17), и которое дополнительно сгибает внутреннюю заготовку (38) вокруг обернутой группы (2) табачных изделий, чтобы завершить изготовление внутреннего контейнера (3);
отличающаяся тем, что:
первое сгибающее средство (70, 71, 72, 73) накладывает, по меньшей мере, усиливающую восьмую панель (10”), по меньшей мере, на первую панель (10’) во время формирования крышки (6); и
при этом упаковочная машина (47) содержит:
открывающее устройство (98), которое расположено по ходу перед подающей позицией (S17), и поворачивает сформированную крышку (6) из закрытого положения в открытое положение; и
закрывающее устройство (99), которое расположено между подающей позицией (S17) и вторым сгибающим средством (96, 97), и поворачивает сформированную крышку (6) из открытого положения в закрытое положение.
2. Упаковочная машина (47) по п. 1, в которой:
обеспечено третье сгибающее средство (95), которое сгибает заготовку (38) вокруг первой внутренней панели (10’), чтобы придать внутренней заготовке (38) чашеобразную форму вокруг первой панели (10’); и
открывающее устройство (98) расположено между третьим сгибающим средством (95) и подающей позицией (S17).
3. Упаковочная машина (47) по п. 2, в которой подающая позиция (S17) расположена по ходу после третьего сгибающего средства (95).
4. Упаковочная машина (47) по п. 2, в которой третье сгибающее средство (95) расположено между первым сгибающим средством (70, 71, 72, 73) и подающей позицией (S17).
5. Упаковочная машина (47) по п. 1, в которой первое сгибающее средство (70, 71, 72, 73) образует крышку (6), оставляя плоскими другие части заготовки (38), отличающиеся от крышки (6).
6. Упаковочная машина (47) по п. 2, в которой:
первая панель (10’) имеет пару первых крыльев (11”), которые образуют соответствующие внутренние участки боковых стенок (11) внутреннего контейнера (3), расположены на противоположных сторонах первой панели (10’) и соединены с первой панелью (10’) по продольным линиям (40) сгиба; и
каждое первое крыло (11”) имеет клапан (42), который соединен с первым крылом (11”) по поперечной линии (41) сгиба;
третье сгибающее средство (95) сгибает клапаны (42) на 90° относительно первых крыльев (11”), сгибает третью панель (8’) на 90° относительно первой панели (10’) и сгибает два первых крыла (11”) на 90° относительно первой панели (10’).
7. Упаковочная машина (47) по п. 6, в которой третье сгибающее средство (95) сгибает клапаны (42) на 90° относительно первых крыльев (11”), и затем вставляет внутреннюю заготовку (38) в упаковочное гнездо (94), определяя сгибание третьей панели (8’) на 90° и двух первых крыльев (11”) относительно первой панели (10’).
8. Упаковочная машина (47) по п. 1, в которой второе сгибающее средство (96) сгибает на 90° вторую панель (9’) относительно третьей панели (8’).
9. Упаковочная машина (47) по п. 6, в которой:
вторая панель (9’) имеет пару вторых крыльев (11’), которые образуют соответствующие внешние участки боковых стенок (11) внутреннего контейнера (3), расположены на противоположных сторонах второй панели (9’) и соединены со второй панелью (9’) по продольным линиям (40) сгиба; и
второе сгибающее средство (97) сгибает вторые крылья (11’) на 90° относительно второй панели (9’) на первые крылья (11”) и по соответствующим продольным линиям (40) сгиба, завершая образование боковых стенок (11) внутреннего контейнера (3).
10. Упаковочная машина (47) по п. 1, в которой обернутая группа (2) табачных изделий вставляется в подающую позицию (S17), по существу, аксиальным перемещением внутрь внутренней заготовки (38).
11. Упаковочная машина для изготовления внутреннего контейнера (3) посредством сгибания внутренней заготовки (38) вокруг обернутой группы (2) табачных изделий;
при этом внутренний контейнер (3) является чашеобразным, имеет один открытый верхний конец (5) и снабжен крышкой (6), которая шарнирно соединена с задней стенкой (10) внутреннего контейнера (3) вдоль шарнира (7), чтобы поворачиваться относительно внутреннего контейнера (3) между открытым положением и закрытым положением;
при этом упаковочная машина (47) содержит:
первое сгибающее средство (70, 71, 72, 73), которое сгибает внутреннюю заготовку (38), чтобы сформировать откидную крышку (6), оставляя плоскими другие части заготовки (38), отличающиеся от крышки (6);
третье сгибающее средство (95), которое сгибает заготовку (38) вокруг первой внутренней панели (10’), соответствующей задней стенке (10) внутреннего контейнера (3), чтобы придать внутренней заготовке (38) чашеобразную форму вокруг первой панели (10’);
подающую позицию (S17), которая расположена по ходу после третьего сгибающего средства (95) и присоединяет обернутую группу (2) табачных изделий к частично согнутой внутренней заготовке (38) так, что задняя стенка обернутой группы (2) табачных изделий лежит на первой панели (10’) внутренней заготовки (38); и
второе сгибающее средство (96, 97), расположенное по ходу после подающей позиции (S17), и которое дополнительно сгибает внутреннюю заготовку (38) вокруг обернутой группы (2) табачных изделий, чтобы завершить изготовление внутреннего контейнера (3);
отличающаяся тем, что содержит:
открывающее устройство (98), которое расположено между третьим сгибающим средством (95) и подающей позицией (S17), и поворачивает крышку (6) внутренней заготовки (38) вокруг шарнира (7) для перемещения крышки (6) из закрытого положения в открытое положение; и
закрывающее устройство (99), которое расположено между подающей позицией (S17) и вторым сгибающим средством (96, 97), и поворачивает крышку (6) внутренней заготовки (38) вокруг шарнира (7) для перемещения крышки (6) из открытого положения в закрытое положение.
12. Способ упаковки для изготовления внутреннего контейнера
(3) посредством сгибания внутренней заготовки (38) вокруг обернутой группы (2) табачных изделий;
при этом внутренний контейнер (3) является чашеобразным, имеет один открытый верхний конец (5) и снабжен крышкой (6), которая шарнирно соединена с задней стенкой (10) внутреннего контейнера (3) вдоль шарнира (7), чтобы поворачиваться относительно внутреннего контейнера (3) между открытым положением и закрытым положением открытого верхнего конца (5);
при этом внутренняя заготовка (38) имеет две продольные линии (40) сгиба и несколько поперечных линий (41) сгиба, которые определяют между двумя продольными линиями (40) сгиба, по меньшей мере, первую панель (10’), образующую заднюю стенку (10) внутреннего контейнера (3), вторую панель (9’), образующую переднюю стенку (9) внутреннего контейнера (3), третью панель (8’), образующую нижнюю стенку (8) внутреннего контейнера (3), четвертую панель (13’), образующую заднюю стенку (13) крышки (6), пятую панель (12’), образующую заднюю верхнюю стенку (12) крышки (6), шестую усиливающую панель (12”) для пятой панели (12’), седьмую усиливающую панель (13”) для четвертой панели (13’) и восьмую усиливающую панель (10”) для первой панели (10’);
при этом способ включает стадии:
сгибания первым сгибающим средством (70, 71, 72, 73), внутренней заготовки (38), чтобы сформировать откидную крышку (6);
соединения в подающей позиции (S17) частично согнутой внутренней заготовки (38) с обернутой группой (2) табачных изделий так, что задняя стенка обернутой группы (2) табачных изделий лежит на первой панели (10’); и
дополнительного сгибания вторым сгибающим средством (96, 97), расположенным по ходу после подающей позиции (S17), внутренней заготовки (38) вокруг обернутой группы (2) табачных изделий, чтобы завершить изготовление внутреннего контейнера (3);
отличающийся тем, что дополнительно включает стадии:
наложения, по меньшей мере, восьмой усиливающей панели (10”), по меньшей мере, на первую панель (10’) во время формирования крышки (6), посредством первого сгибающего средства (70, 71, 72, 73);
поворачивания сформированной крышки (6) из закрытого положения в открытое положение посредством открывающего устройства (98), которое расположено по ходу перед подающей позицией (S17); и
поворачивания сформированной крышки (6) из открытого положения в закрытое положение посредством закрывающего устройства (99), которое расположено между подающей позицией (S17) и третьим сгибающим средством (96, 97).
13. Способ упаковки для изготовления внутреннего контейнера (3) посредством сгибания внутренней заготовки (38) вокруг обернутой группы (2) табачных изделий, при этом внутренний контейнер (3) является чашеобразным, имеет один открытый верхний конец (5) и снабжен крышкой (6), которая шарнирно соединена с задней стенкой (10) внутреннего контейнера (3) вдоль шарнира (7), чтобы поворачиваться относительно внутреннего контейнера (3) между открытым положением и закрытым положением,
при этом способ включает стадии:
сгибания посредством первого сгибающего средства (70, 71, 72, 73) внутренней заготовки (38), чтобы сформировать откидную крышку (6), оставляя плоскими другие части заготовки (38) отличающиеся от крышки (6);
сгибания посредством третьего сгибающего средства (95), внутренней заготовки (38) вокруг первой панели (10’), соответствующей задней стенке (10) внутреннего контейнера (3), чтобы придать внутренней заготовке (38) чашеобразную форму вокруг первой панели (10’);
соединения в подающей позиции (S17), расположенной по ходу после третьего сгибающего средства (95), обернутой группы (2) табачных изделий с частично согнутой внутренней заготовкой (38) так, что задняя стенка обернутой группы (2) табачных изделий лежит на первой панели (10’) внутренней заготовки (38); и
дополнительного сгибания посредством второго сгибающего средства (96, 97), расположенного по ходу после подающей позиции
(S17), внутренней заготовки (38) вокруг обернутой группы (2) табачных изделий, чтобы завершить изготовление внутреннего контейнера (3);
отличающийся тем, что дополнительно включает стадии:
поворачивания, посредством открывающего устройства (98), которое расположено между третьим сгибающим средством (95) и подающей позицией (S17), крышки (6) внутренней заготовки (38) вокруг шарнира (7) для перемещения крышки (6) из закрытого положения в открытое положение; и
поворачивания, посредством закрывающего устройства (99), которое расположено между подающей позицией (S17) и вторым сгибающим средством (96, 97), крышки (6) внутренней заготовки (38) вокруг шарнира (7) для перемещения крышки (6) из открытого положения в закрытое положение.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| US 5133170 A1, 28.07.1992 | |||
| EP 900646 A1, 10.03.1999 | |||
| Устройство для сгибания концевых частей внутренних оберток к машине для упаковки сигарет в пачки с откидной крышкой | 1977 |
|
SU625595A3 |

