Область техники, к которой относится изобретение
Настоящее изобретение относится к способу упаковывания и к упаковочной машине для изготовления открываемых сдвигом пачек табачных изделий с шарнирной крышкой.
Предшествующий уровень техники
Жесткие пачки сигарет с шарнирной крышкой в настоящее время являются самыми широко распространенными пачками сигарет на рынке, поскольку они имеют простую конструкцию, являются удобными и практичными для использования и обладают хорошей механической защитой для сигарет, содержащихся внутри.
Помимо вышеупомянутых жестких пачек сигарет с шарнирной крышкой были предложены пачки сигарет с жесткими открываемыми сдвигом (или сдвигаемыми) крышками, содержащие два контейнера, вложенные один внутрь другого отделяемым способом. Другими словами, пачка сигарет с жестким открываемым сдвигом отверстием содержит внутренний контейнер, который приспособлен чтобы вмещать обернутую группу сигарет в оберточном листе металлизированной бумаги и размещен внутри наружного контейнера так, что его можно сдвигать относительно самого наружного контейнера между закрытой конфигурацией, в которой внутренний контейнер вложен внутрь наружного контейнера, и открытой конфигурацией, в которой внутренний контейнер извлечен из наружного контейнера.
Также была предложена жесткая открываемая сдвигом пачка сигарет и с шарнирной крышкой, в которой внутренний контейнер (или в качестве альтернативы наружный контейнер) обеспечен шарнирной крышкой, для поворота между закрытым положением и открытым положением открытой верхней части внутреннего контейнера. У крышки имеется соединительная перемычка, которая на одном конце выполнена за одно целое с крышкой, а на противоположном конце выполнена за одно целое с наружным контейнером (или в качестве альтернативы с внутренним контейнером), чтобы управлять «автоматически» (т.е. без необходимости потребителю касаться крышки) поворотом крышки, перемещая внутренний контейнер относительно наружного контейнера.
В частности, в жесткой пачке сигарет открываемого сдвигом типа и с шарнирной крышкой соединительная перемычка, которая «автоматически» управляет вращением крышки, имеет верхнюю часть, приклеенную к верхней или задней стенке крышки, и нижнюю часть, которая выполнена за одно целое с задней стенкой наружного контейнера (т.е. бесшовное удлинение задней стенки наружного контейнера).
Было замечено, что известный обычный способ, используемый для изготовления пачек сигарет открываемого сдвигом типа и с шарнирной крышкой, не обеспечивает возможности достижения высокой производительности (т.е. большого количества пачек сигарет, изготовленных за единицу времени), особенно если необходимо поддерживать высококачественный стандарт. Следовательно, известные упаковочные машины, используемые для изготовления пачек сигарет открываемого сдвигом типа и с шарнирной крышкой, являются слишком медленными и подходят для изготовления только ограниченной партии для специальной серии изделий.
Кроме того, но не менее важно, известные упаковочные машины, используемые для изготовления пачек сигарет открываемого сдвигом типа и с шарнирной крышкой, являются не «гибкими», т.е. очень сложно изменить упаковочную машину, которая изготавливает определенный тип открываемой сдвигом пачки сигарет (с шарнирной крышкой или без нее), чтобы изготовить другой тип открываемой сдвигом пачки сигарет (с шарнирной крышкой или без нее).
Патентная заявка № US 2011041463 A1 описывает фасовочно-упаковочную машину для сигарет для изготовления жесткой пачки с шарнирной крышкой. Упаковочная машина обеспечена первой упаковочной секцией, которая приспособлена для сгибания первой заготовки вокруг группы сигарет, чтобы образовать наружный контейнер, обеспеченный шарнирной крышкой, и второй упаковочной секцией, которая приспособлена для сгибания второй заготовки вокруг наружного контейнера, чтобы образовать трубчатый ползунок, выполненный вокруг наружного контейнера, для перемещения в осевом направлении относительно самого наружного контейнера; трубчатый ползунок обеспечен элементом передачи, который имеет первый конец, выполненный за одно целое с крышкой, второй конец напротив первого конца и выполненный за одно целое с ползунком, и промежуточный участок, который способен деформироваться, и имеет U-образный изгиб, выполненный между наружным контейнером и ползунком.
В патентной заявке № US 2011041463 A1 элемент передачи сгибают к себе и приклеивают (в соответствии с первым концом, который предназначен для приклеивания к крышке) перед соединением второй заготовки с наружным контейнером; затем в передаточной станции вторую заготовку, обеспеченную элементом передачи, согнутым и приклеенным, соединяют с наружным контейнером, чтобы расположить первый конец передачи на задней стенке крышки наружного контейнера.
Раскрытие изобретения
Цель настоящего изобретения состоит в том, чтобы обеспечить упаковочную машину и способ упаковывания для изготовления пачки табачных изделий такого типа с шарнирной крышкой, которые лишены недостатков, описанных выше и, в частности, являются простыми и экономичными для изготовления.
В соответствии с настоящим изобретением обеспечены способ упаковывания и упаковочная машина для изготовления пачки табачных изделий открывающегося сдвигом типа и с шарнирной крышкой, как заявлено в прилагаемой формуле изобретения.
Краткое описание чертежей
Настоящее изобретение теперь будет описано в отношении прилагаемых чертежей, которые иллюстрируют неограничивающий вариант осуществления, на которых:
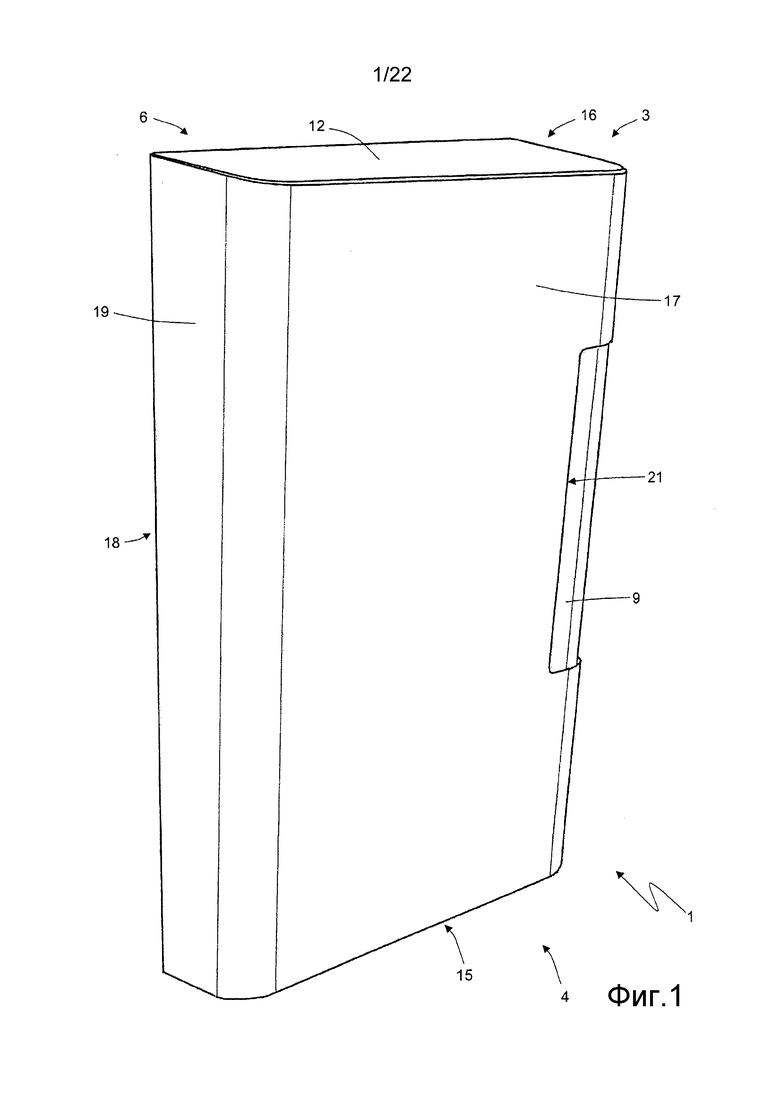
фиг.1 - вид спереди в перспективе и в закрытой конфигурации открывающейся сдвигом пачки сигарет жесткого типа и с шарнирной крышкой;
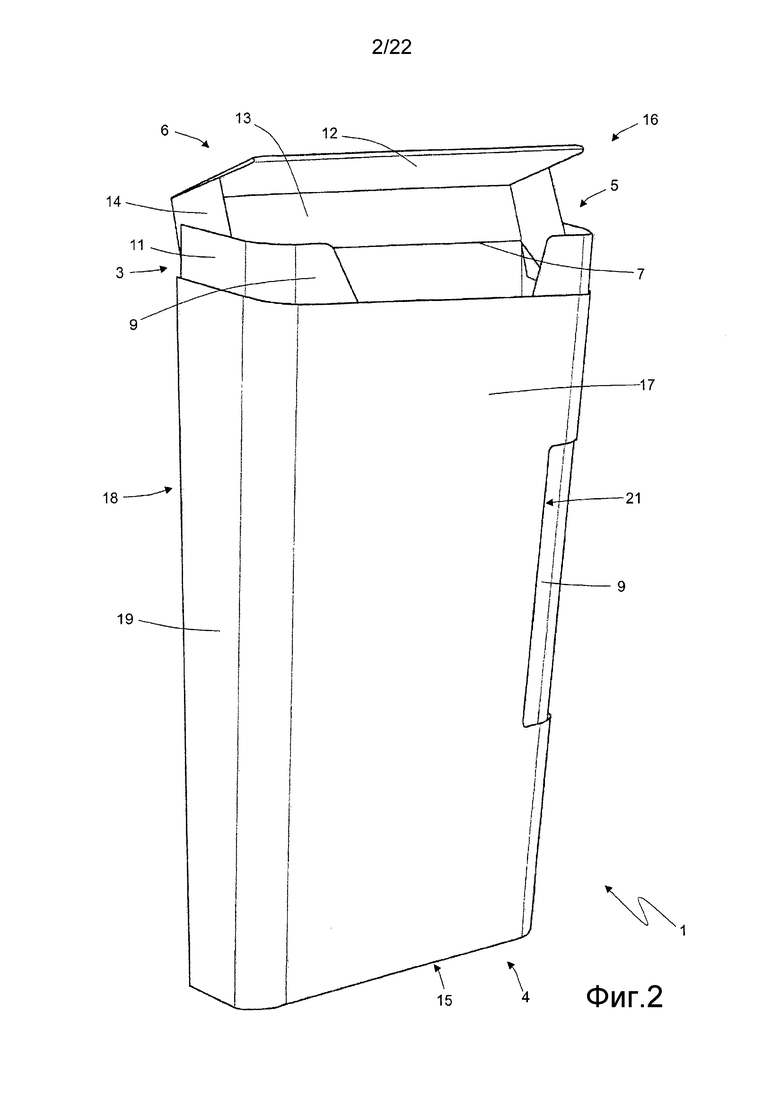
фиг.2 - вид спереди в перспективе и в открытой конфигурации пачки сигарет согласно фиг.1;
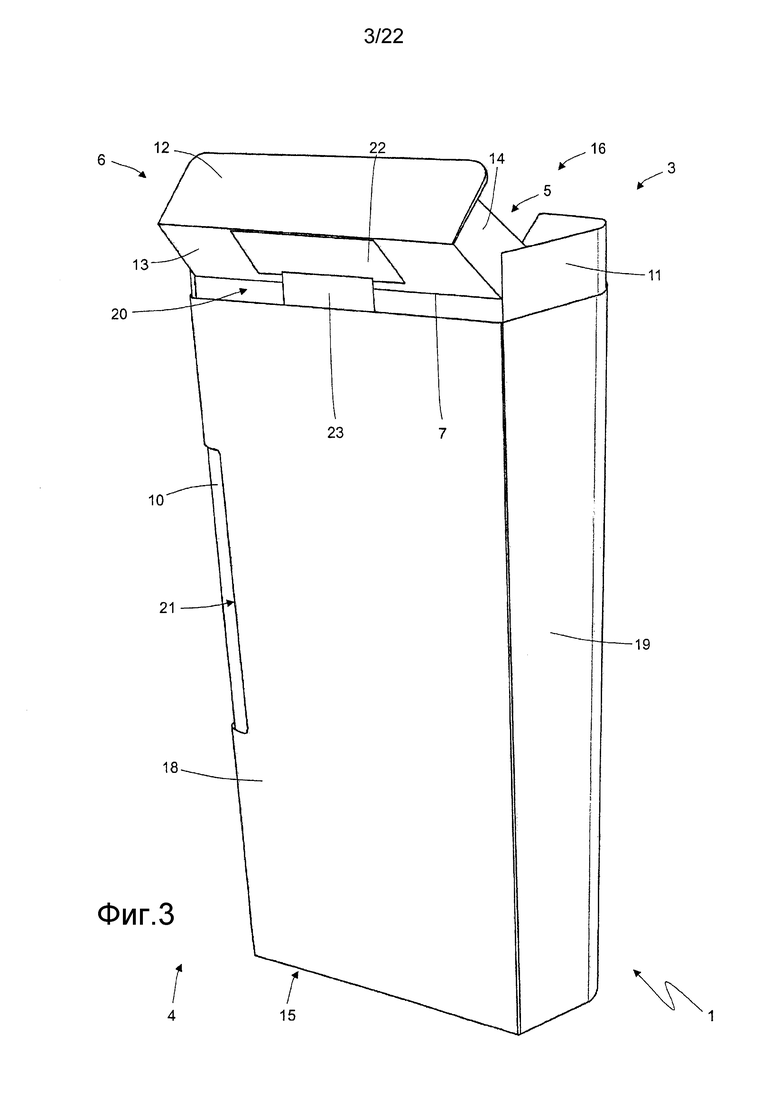
фиг.3 - вид сзади в перспективе и в открытой конфигурации пачки сигарет согласно фиг.1;
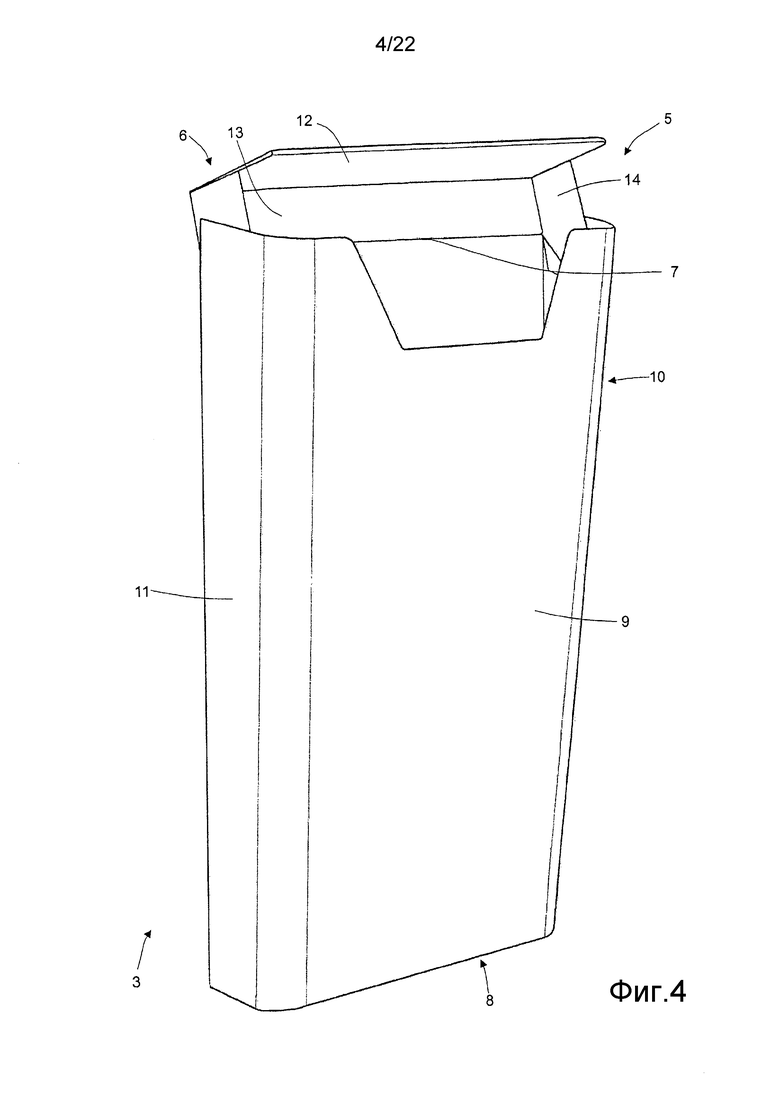
фиг.4 - вид спереди в перспективе внутреннего контейнера пачки сигарет согласно фиг.1;
фиг.5 - вид сзади в перспективе внутреннего контейнера согласно фиг.4;
фиг.6 - вид сверху внутренней заготовки, используемой для изготовления внутреннего контейнера согласно фиг.4;
фиг.7 - вид сверху наружной заготовки, используемой для изготовления наружного контейнера пачки сигарет согласно фиг.1;
фиг.8 - схематическое изображение в перспективе упаковочной машины, которая изготавливает пачку сигарет согласно фиг.1 и выполнена в соответствии с настоящим изобретением;
фиг.9 - схематическое изображение в перспективе первой упаковочной секции упаковочной машины согласно фиг.8;
фиг.10 - схематическое изображение в перспективе первого упаковочного конвейера первой упаковочной секции согласно фиг.9;
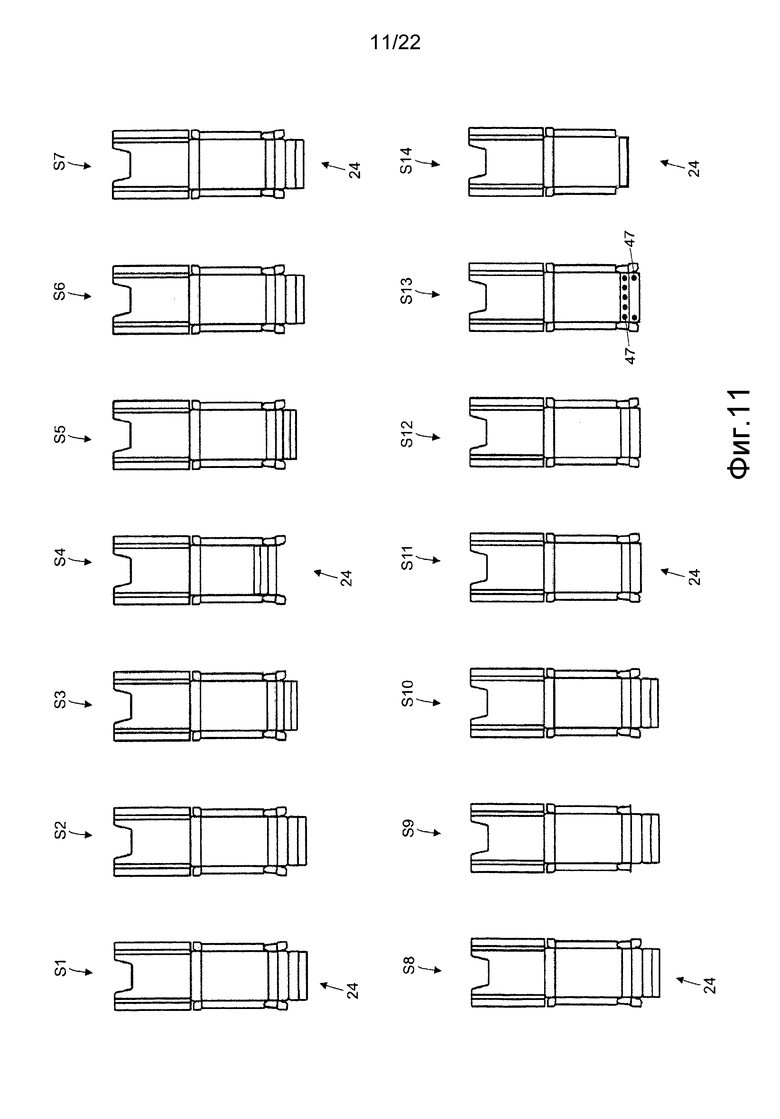
фиг.11 - вид сверху последовательности предварительного сгибания внутренней заготовки согласно фиг.6, осуществляемого в первом упаковочном конвейере согласно фиг.10;
фиг.12 и 13 - два различных вида схематический и в перспективе двух гибочных корпусов того же гибочного устройства, соединенного с первым упаковочным конвейером;
- фиг.14 - вид в перспективе и с удаленными для ясности частями первого упаковочного конвейера согласно фиг.10;
фиг.15 - схематический вид в перспективе второго упаковочного конвейера первой упаковочной секции согласно фиг.9;
фиг.16 - схематический вид в перспективе второй упаковочной секции упаковочной машины согласно фиг.8;
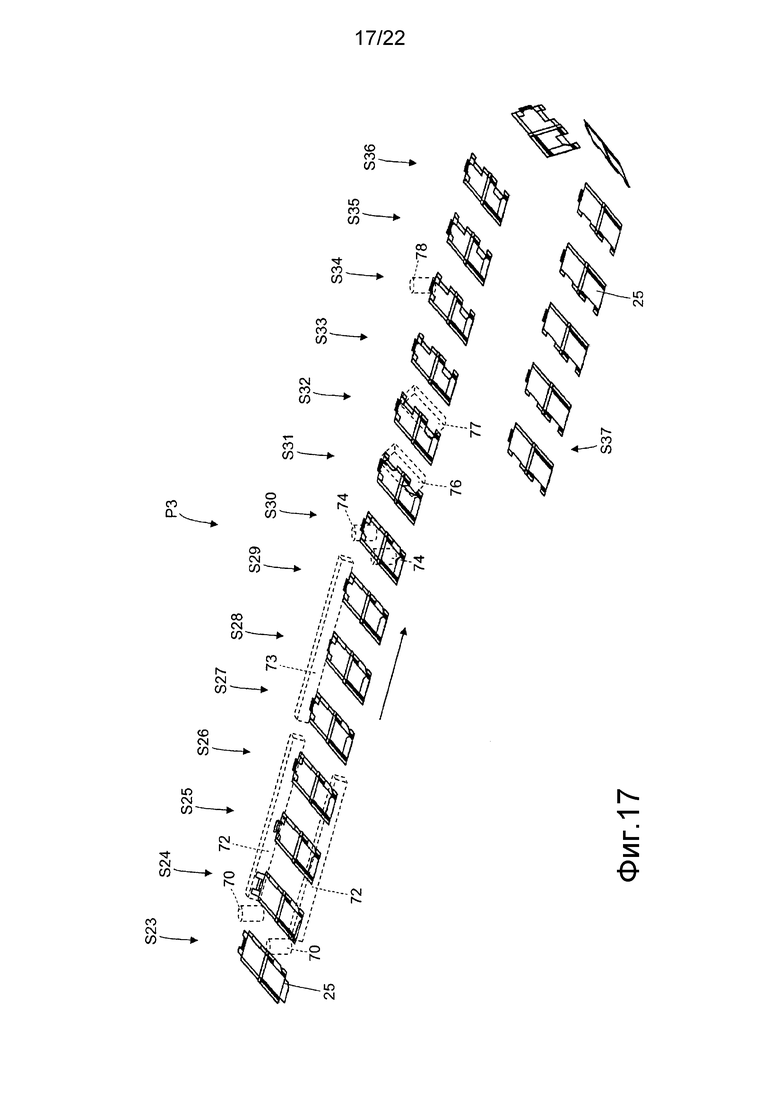
фиг.17 - схематический вид в перспективе первого упаковочного конвейера второй упаковочной секции согласно фиг.16;
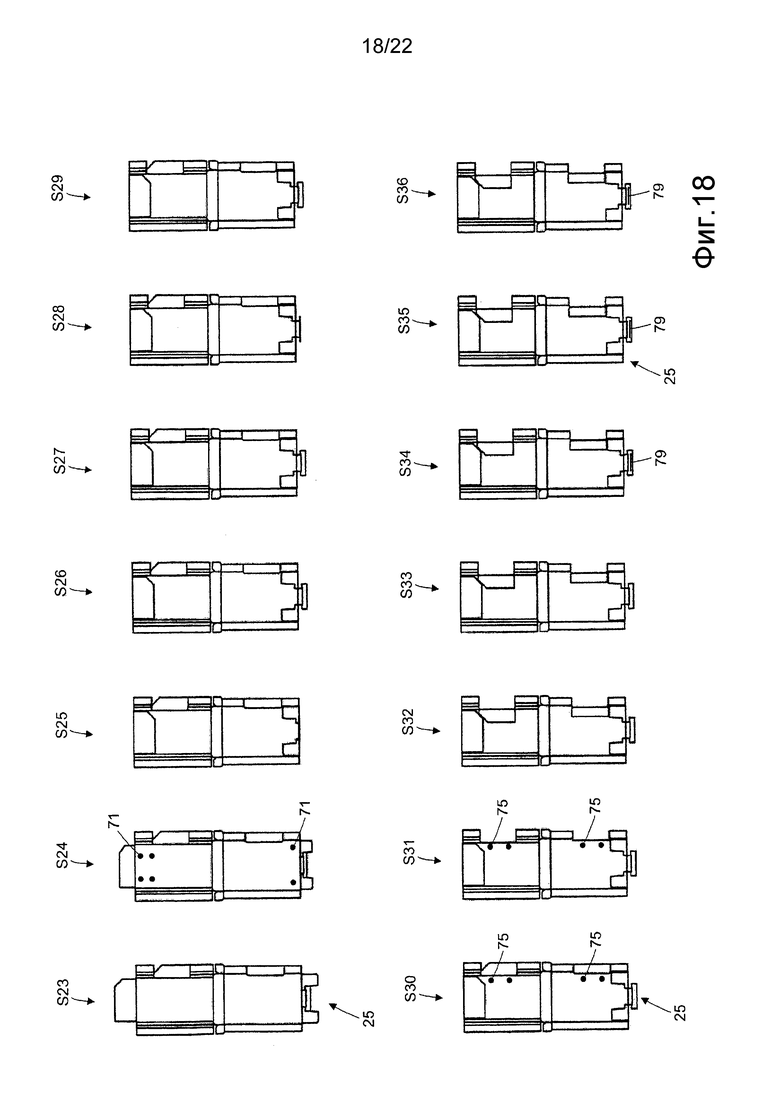
фиг.18 - вид сверху последовательности предварительного сгибания наружной заготовки согласно фиг.7, осуществляемого в первом упаковочном конвейере согласно фиг.17;
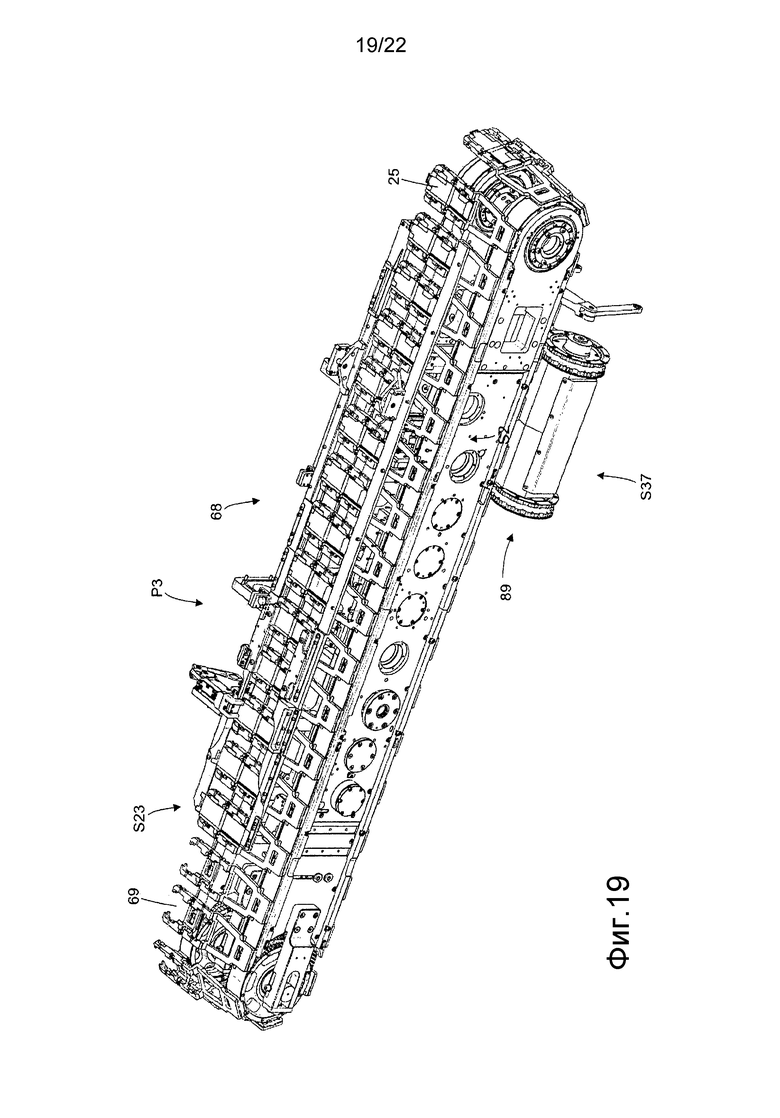
фиг.19 - вид в перспективе и с удаленными для ясности частями первого упаковочного конвейера согласно фиг. 17;
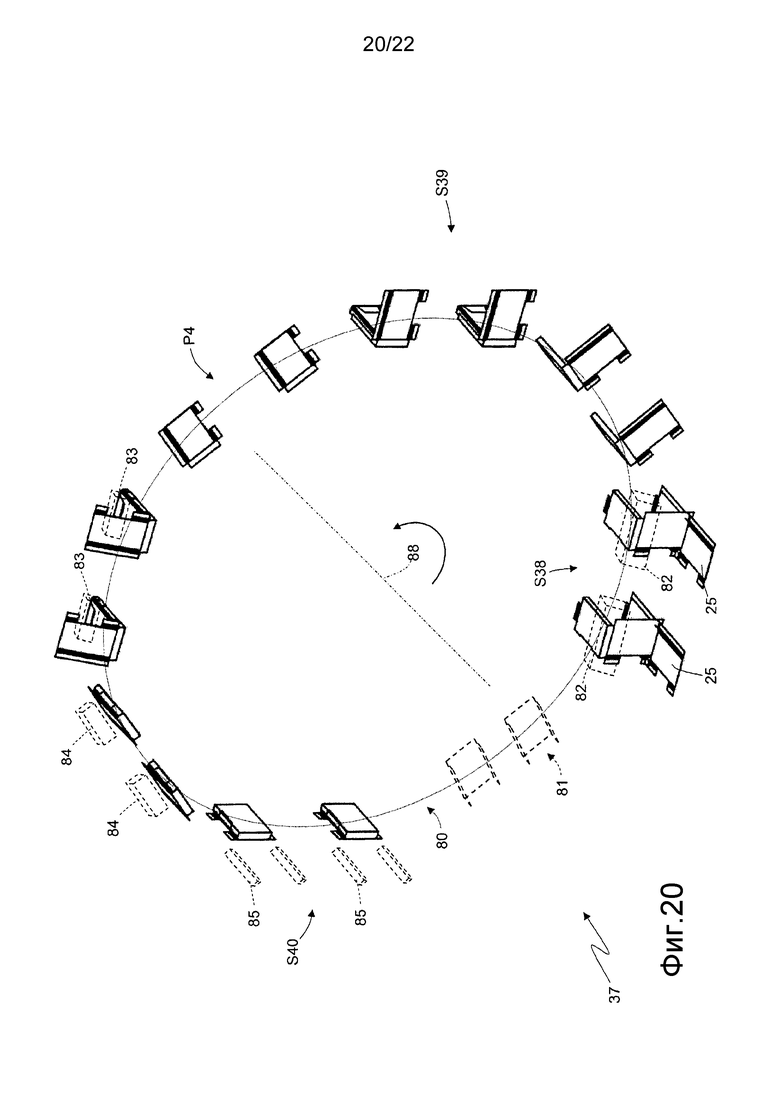
фиг.20 - схематический вид в перспективе второго упаковочного конвейера второй упаковочной секции согласно фиг.16;
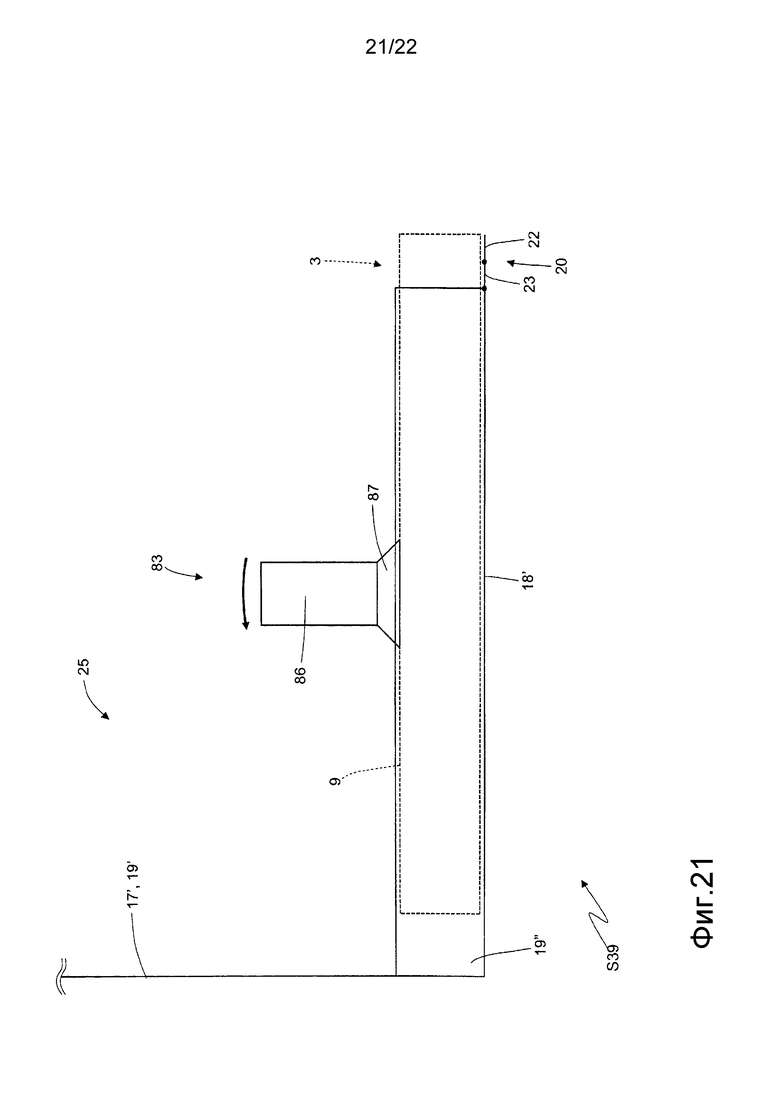
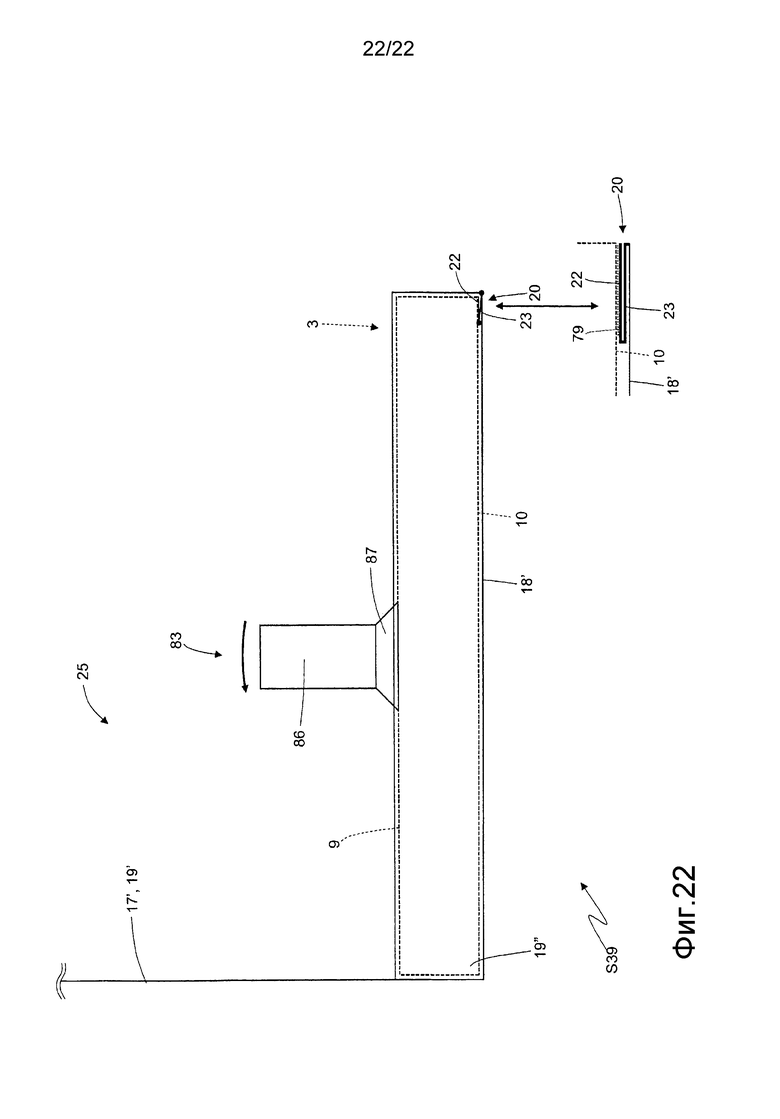
фиг.21 и 22 - два вида - схематический и сбоку - этапа последовательности сгибания наружной заготовки согласно фиг.7 во втором упаковочном конвейере согласно фиг.20.
Предпочтительные варианты осуществления изобретения
На фиг.1, 2 и 3 ссылочной позицией 1 обозначена, в целом, жесткая, открываемая сдвигом пачка сигарет путем смещения (линейного перемещения).
Пачка 1 сигарет, показанная на фиг.1, содержит обернутую группу 2 сигарет (видимую схематично на фиг.8), т.е. группу сигарет, обернутых в лист металлизованной оберточной бумаги. Кроме того, пачка 1 сигарет содержит внутренний контейнер 3 жесткого типа, внутри которого непосредственно размещена обернутая группа 2, и наружный контейнер 4 жесткого типа, который вмещает сдвигаемым способом внутренний контейнер 3, для обеспечения возможности внутреннему контейнеру 3 самому сдвигаться относительно наружного контейнера 4, чтобы перемещаться с поступательным движением между закрытой конфигурацией (показанной на фиг.1), в которой внутренний контейнер 3 полностью вложен в наружный контейнер 4, и открытой конфигурацией (показанной на фиг.2 и 3), в которой внутренний контейнер 3 частично извлечен из наружного контейнера 4 и обеспечивает возможность доступа к обернутой группе 2 сигарет.
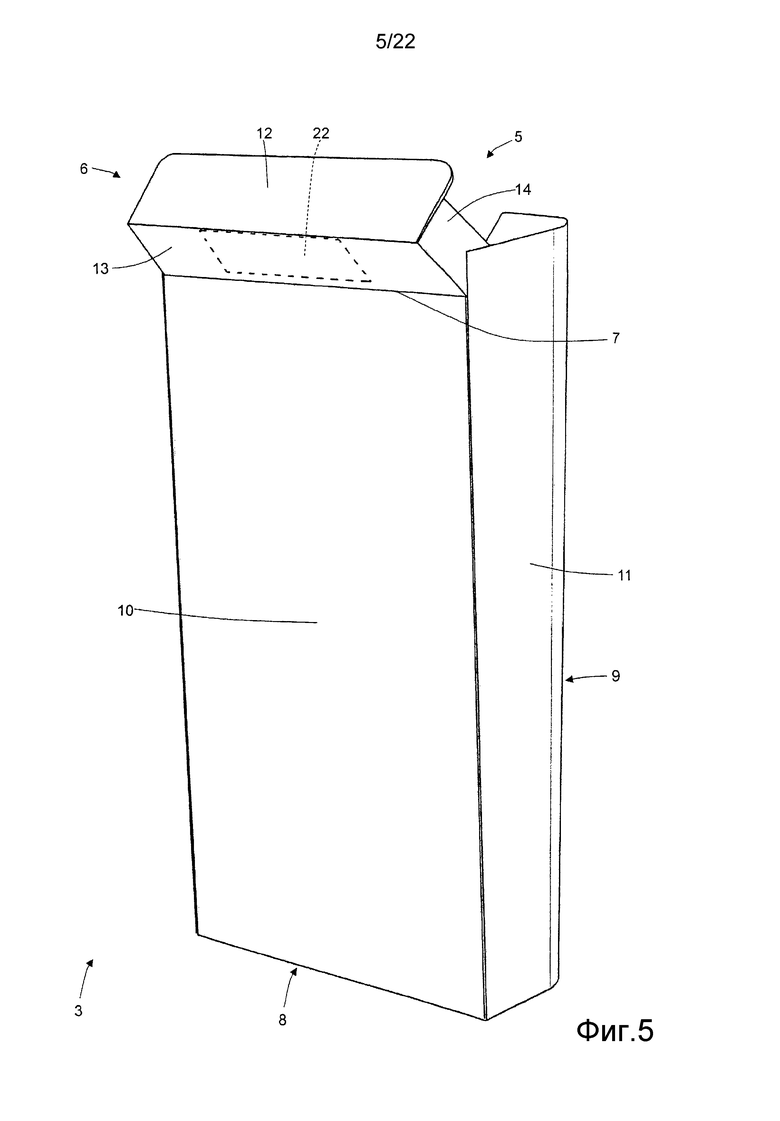
Внутренний контейнер 3 имеет форму параллелепипеда с прямоугольным поперечным сечением, является чашеобразным и имеет открытую верхнюю часть 5. Внутренний контейнер 3 содержит крышку 6, которая имеет чашеобразную форму и подвешена к внутреннему контейнеру 3 вдоль шарнира 7, чтобы поворачиваться относительно самого внутреннего контейнера 3, между открытым положением (показанным на фиг.2 и 3) и закрытым положением (показанным на фиг.1) открытой верхней части 5.
Как показано более ясно на фиг.4 и 5, внутренний контейнер 3 имеет нижнюю стенку 8 напротив открытой верхней части 5, переднюю стенку 9 и заднюю стенку 10, параллельные и противостоящие друг другу, и две боковые стенки 11, параллельные друг другу и размещенные между стенками 9 и 10. Между стенками 9 и 10 и боковыми стенками 11 определены четыре продольных ребра, в то время как между стенками 9, 10 и 11 и нижней стенкой 8 определены четыре поперечных ребра.
Крышка 6 имеет чашеобразную форму и имеет верхнюю стенку 12 (которая когда крышка 6 находится в закрытом положении, противостоит и параллельна нижней стенке 8 внутреннего контейнера 3), заднюю стенку 13, которая соединена с задней стенкой 10 внутреннего контейнера 3 посредством шарнира 7, и две боковые стенки 14, параллельные друг другу. Важно отметить, что боковые стенки 14 крышки 6 выполнены внутри боковых стенок 11 внутреннего контейнера 3, как ясно показано на фиг.4 и 5.
Как показано на фиг.1, 2, 3 и 6, наружный контейнер 4 чашеобразной формы имеет форму параллелепипеда с прямоугольным поперечным сечением и имеет нижнюю стенку 15, противостоящую открытой верхней части 16, переднюю стенку 17 и заднюю стенку 18, противостоящие и параллельные друг другу, и две боковые стенки 19, параллельные друг другу и размещенные между стенками 17 и 18. Между стенками 17 и 18 и боковыми стенками 19 определены четыре продольных ребра, в то время как между стенками 17, 18 и 19 и нижней стенкой 15 определены четыре поперечных ребра.
В варианте осуществления, показанном на прилагаемых чертежах, все поперечные ребра прямые, задние продольные ребра (т.е. выполненные на противоположных сторонах задних стенок 10 и 18) рямые, а передние продольные ребра (т.е. выполненные на противоположных сторонах передних стенок 9 и 17) закруглены. В соответствии с альтернативным вариантом осуществления, не показанным, передние продольные ребра скошены вместо того, чтобы быть закругленными, или все ребра (поэтому включающие в себя передние продольные ребра) прямые.
Как показано на фиг.3, задняя стенка 13 крышки 6 (или в альтернативном варианте осуществления, не показанном, верхняя стенка 12 крышки 6) является соединяемой с задней стенкой 18 наружного контейнера 4 посредством соединительной перемычки 20, чтобы «автоматически» управлять (т.е. без необходимости потребителю касаться крышки 6) поворотом крышки 6 посредством сдвига внутреннего контейнера 3 относительно наружного контейнера 4. Другими словами, благодаря соединительной перемычке 20, которая механически соединяет заднюю стенку 13 крышки 6 с задней стенкой 18 наружного контейнера 4, когда внутренний контейнер 3 сдвигается относительно наружного контейнера 4 из закрытой конфигурации в открытую конфигурацию, крышка 6 выдвигается внутренним контейнером 3 из закрытого положения в открытое положение «автоматическим» способом (т.е. без необходимости потребителю касаться крышки 6); точно так же, когда внутренний контейнер 3 сдвигается относительно наружного контейнера 4 из открытой конфигурации в закрытую конфигурацию, крышка 6 выдвигается внутренним контейнером 3 из открытого положения в закрытое положение «автоматическим» способом (т.е. без необходимости потребителя касаться крышки 6). Таким образом, потребитель только должен применить необходимый толчок, чтобы выдвинуть внутренний контейнер 3 относительно наружного контейнера 4, не имея необходимости касаться крышки 6, поскольку ее поворот управляется «автоматически».
В варианте осуществления, показанном на прилагаемых чертежах, наружный контейнер 4 имеет сквозное окно 21, которое образовано по обеим сторонам передней стенки 17, боковой стенки 19 и задней стенки 18, и через которое основная боковая стенка 11 внутреннего контейнера 3 является доступной, чтобы обеспечивать возможность применения толчка к внутреннему контейнеру 3, чтобы перемещать внутренний контейнер 3 между закрытой конфигурацией и открытой конфигурацией.
Как показано на фиг.3, соединительная перемычка 20 содержит верхний участок 22, который приклеен (т.е. прочно соединен) к задней стенке 13 крышки 6, и нижний участок 23, который соединен с верхним участком 22 вдоль предварительно согнутой первой линии сгиба, и соединен с верхним ребром задней стенки 18 наружного контейнера 4 вдоль предварительно согнутой второй линии сгиба. Другими словами, соединительная перемычка 20 является бесшовным продолжением задней стенки 18 наружного контейнера 4. В дополнение к выполнению соединительной функции между задней стенкой 13 крышки 6 и задней стенкой 18 наружного контейнера 4 соединительная перемычка 20 также выполняет функцию ограничения хода, поскольку она ограничивает сдвиг внутреннего контейнера 3 относительно наружного контейнера 4; а именно соединительная перемычка 20 определяет максимально открытое положение (т.е. максимальное извлечение внутреннего контейнера 3 из наружного контейнера 4 и поэтому максимальный поворот крышки 6 относительно шарнира 7), дополнительно блокируя сдвиг внутреннего контейнера 3 (и поэтому дополнительный поворот крышки 6 относительно шарнира 7), после достижения его максимально открытого положения.
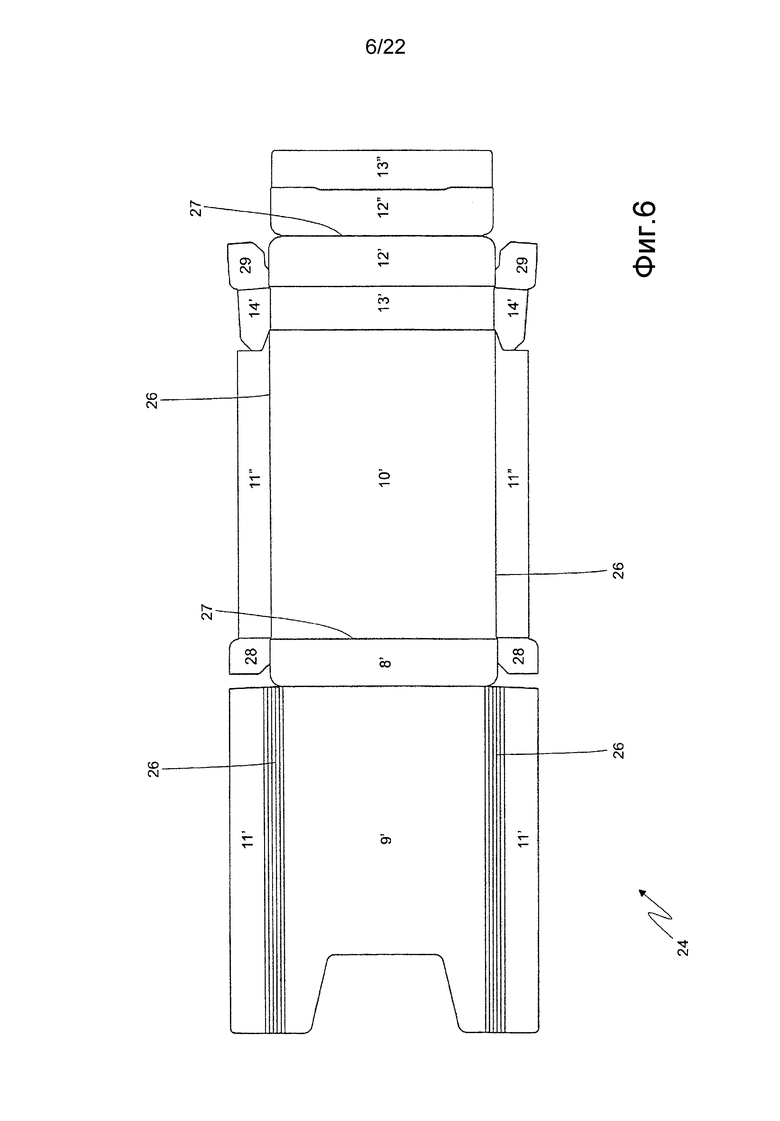
Контейнеры 3 и 4 пачки 1 сигарет, показанные на фиг.1-5, получают из соответствующих заготовок 24 и соответственно 25, показанных на фиг.6 и 7. Каждая из заготовок 24 и 25 содержит, среди прочего, множество элементов, которые будут отмечены, если это возможно, выделенными ссылочными позициями, одинаковыми со ссылочными позициями в отношении соответствующих стенок соответствующего контейнера 3 и 4.
Обращаясь теперь к фиг.6, внутренняя заготовка 24 имеет две продольные линии 26 сгиба и множество поперечных линий 27 сгиба, определяющих между двумя продольными линиями 26 сгиба по меньшей мере одну панель 9', которая образует переднюю стенку 9 внутреннего контейнера 3, панель 8', которая образует нижнюю стенку 8 внутреннего контейнера 3, панель 10', которая образует заднюю стенку 10 внутреннего контейнера 3, панель 13', которая образует заднюю стенку 13 крышки 6, панель 12', которая образует верхнюю стенку 12 крышки 6, усиливающую панель 12”, которую приклеивают к внутренней части панели 12', усиливающую панель 13”, которую приклеивают к внутренней части панели 13'.
Панель 9' имеет два крыла 11', которые образуют наружный участок соответствующих боковых стенок 11 внутреннего контейнера 3, выполнены на противоположных сторонах панели 9' и соединены с панелью 9' продольными линиями 26 сгиба. Между панелью 9' и каждым крылом 11' представлено множество продольных линий 26 сгиба, которые определяют соответствующее продольное переднее ребро закругленной формы. Панель 10' имеет два крыла 11”, которые образуют внутренний участок соответствующих боковых стенок 11 внутреннего контейнера 3, выполнены на противоположных сторонах панели 10' и соединены с панелью 10' продольными линиями 26 сгиба. Панель 13' имеет два крыла 14', которые образуют боковые стенки 14 крышки 6, выполнены на противоположных сторонах панели 13' и соединены с панелью 13' продольными линиями 26 сгиба.
Каждое крыло 11” имеет перемычку 28, которая соединена с крылом 11' поперечной линией 27 сгиба, согнутой на 90° относительно крыла 11”, и приклеена к внутренней поверхности панели 8'. Каждое крыло 14' имеет перемычку 29, которая соединена с крылом 14' поперечной линией 27 сгиба, согнутой на 90° относительно крыла 14', и приклеена к внутренней поверхности панели 12'.
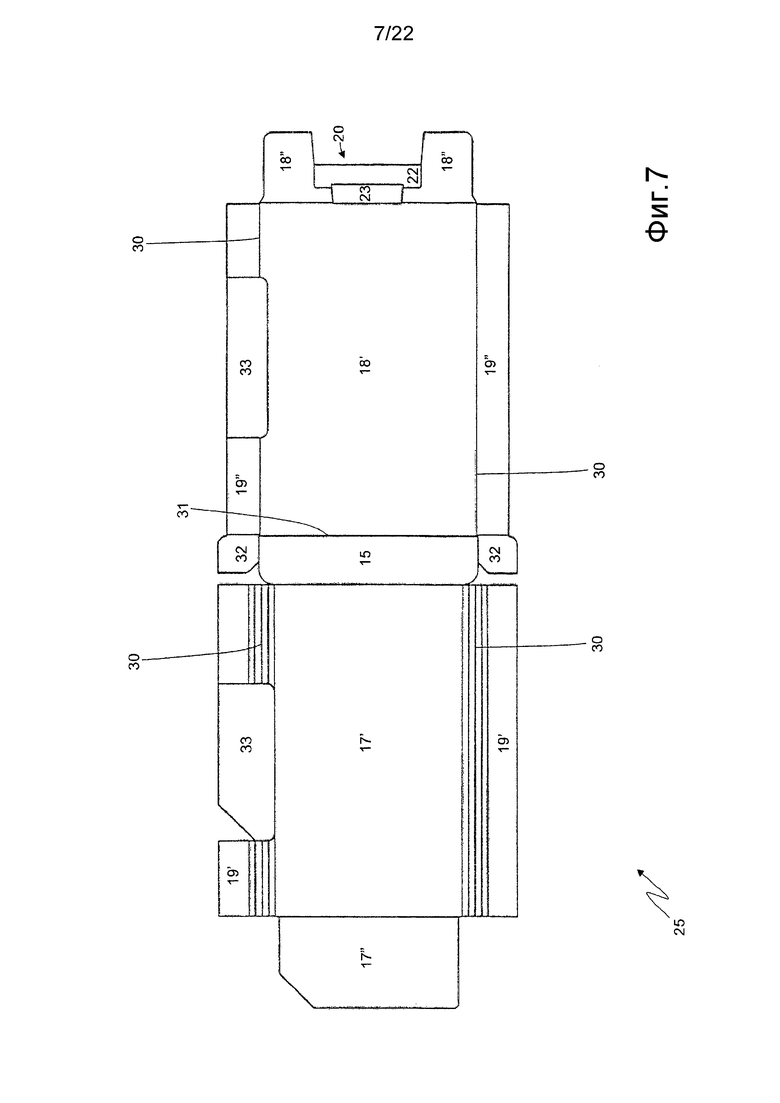
Обращаясь теперь к фиг.7, наружная заготовка 25 имеет две продольные линии 30 сгиба и множество поперечных линий 31 сгиба, которые определяют между двумя продольными линиями 30 сгиба усиливающую панель 17”, которая приклеена к внутренней части панели 17', которая образует переднюю стенку 17 наружного контейнера 4, панель 15', которая образует нижнюю стенку 15 наружного контейнера 4, панель 18', которая образует заднюю стенку 18 наружного контейнера 4, и усиливающую панель 18”, которая приклеена к внутренней части панели 18' и имеет U-образную форму, имеющую соединительную перемычку 20 в центре.
Панель 17' имеет два крыла 19', которые образуют наружный участок боковых стенок 19 наружного контейнера 4, выполнены на противоположных сторонах панели 17' и соединены с панелью 17' продольными линиями 30 сгиба. Между панелью 17' и каждым крылом 19' представлено множество продольных линий 30 сгиба, которые определяют соответствующее продольное переднее ребро закругленной формы. Панель 18' имеет два крыла 19”, которые образуют внутренний участок соответствующих боковых стенок 19 наружного контейнера 4, выполнены на противоположных сторонах панели 18' и соединены с панелью 18' продольными линиями 30 сгиба.
Каждое крыло 19” имеет перемычку 32, которая соединена с крылом 19' поперечной линией 31 сгиба, согнута на 90° относительно крыла 19” и приклеена к внутренней поверхности панели 15'.
В крыле 19' и в соответствующем крыле 19” образованы U-образные сквозные отверстия, которые предназначены для образования окна 21; соответственно упомянутым сквозным отверстиям выполнены две соответствующие усиливающие перемычки 33, которые согнуты по соответствующей продольной линии 30 сгиба на 180°, и соответственно к панели 17' и к панели 18' для приклеивания соответственно к внутренней части панели 17' и панели 18'.
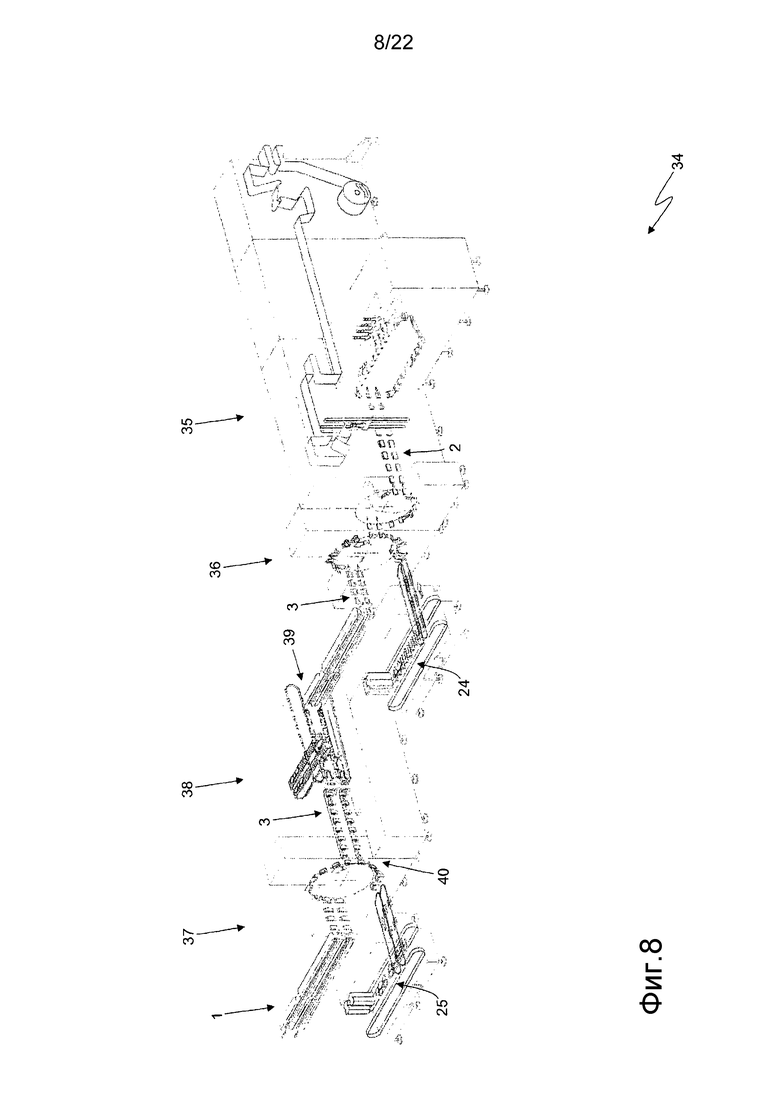
На фиг.8 показана фасовочно-упаковочная машина 34 для сигарет, которая изготавливает пачки 1 сигарет описанного выше типа, и показанные на фиг.1-3.
Упаковочная машина 34 содержит упаковочную секцию 35, которая изготавливает обернутые группы 2 сигарет, последующую упаковочную секцию 36, которая изготавливает внутренние контейнеры 3, сгибая внутренние заготовки 24 вокруг соответствующих обернутых групп 2 сигарет, принятых упаковочной секцией 35, упаковочную секцию 37, которая изготавливает внешние контейнеры 4, сгибая наружные заготовки 25 вокруг соответствующих внутренних контейнеров 3, принятых упаковочной секцией 36, и транспортер 38, который принимает на входе внутренние контейнеры 3 от упаковочной секции 36 в соответствии с загрузочной станцией 39 и подает на выход внутренние контейнеры 3 к упаковочной секции 37 в соответствии с разгрузочной станцией 40.
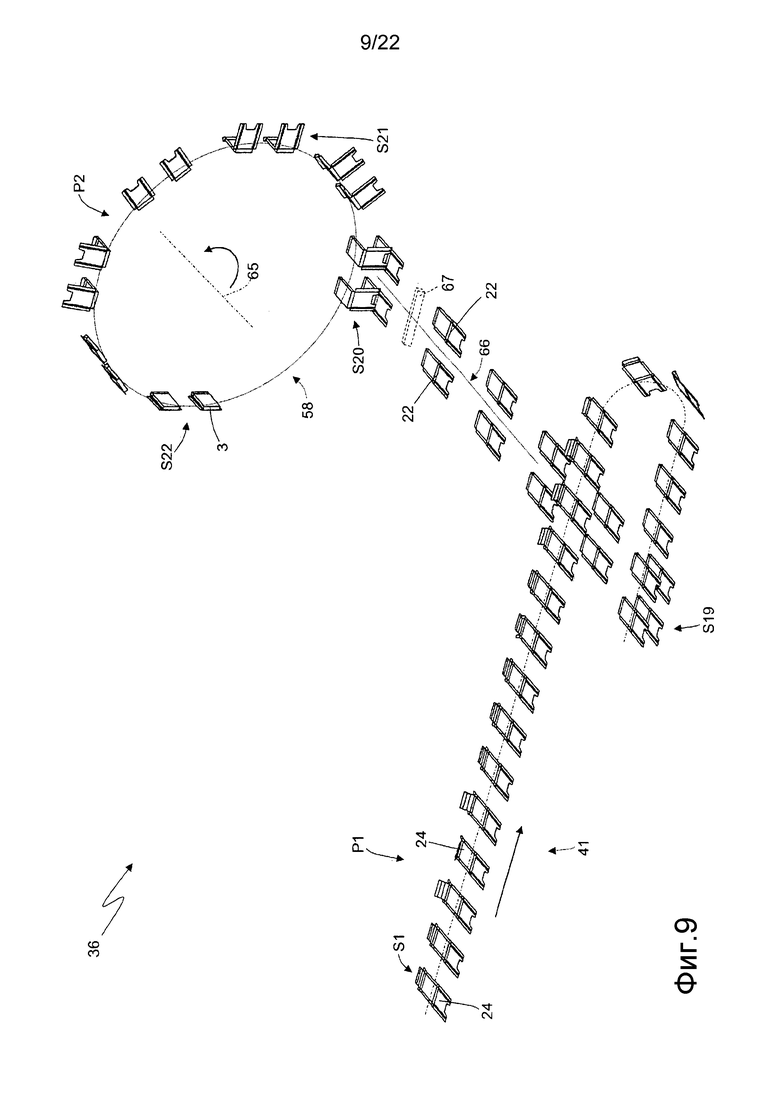
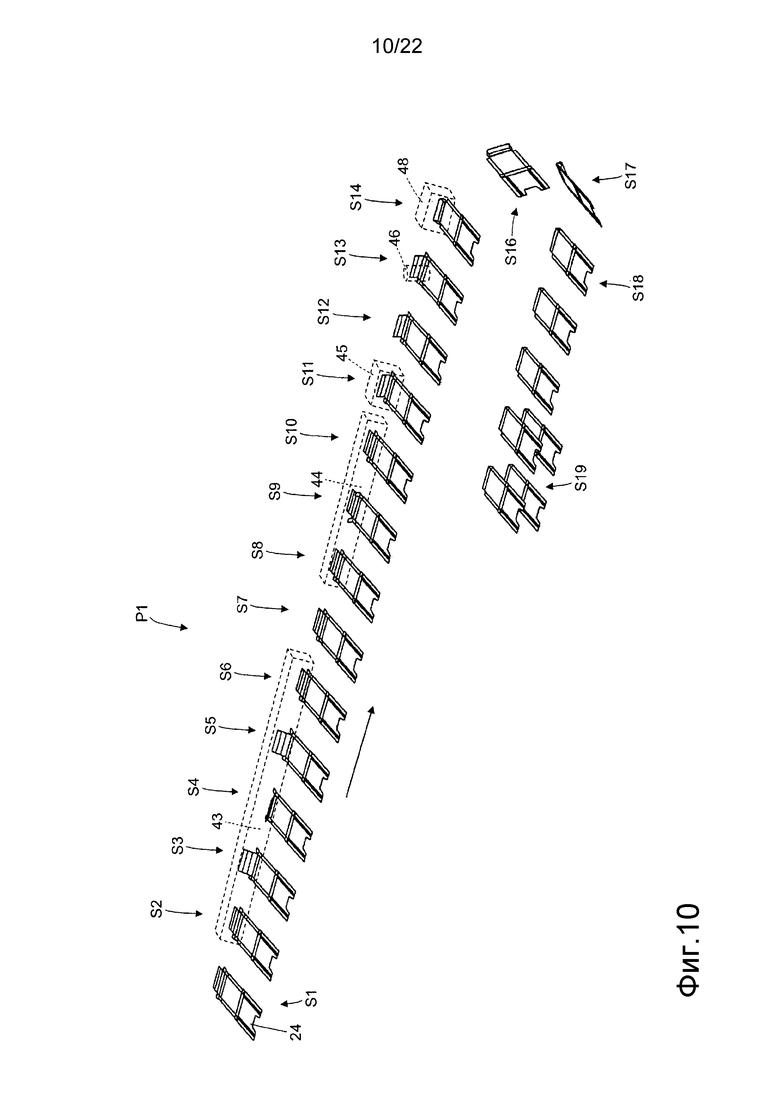
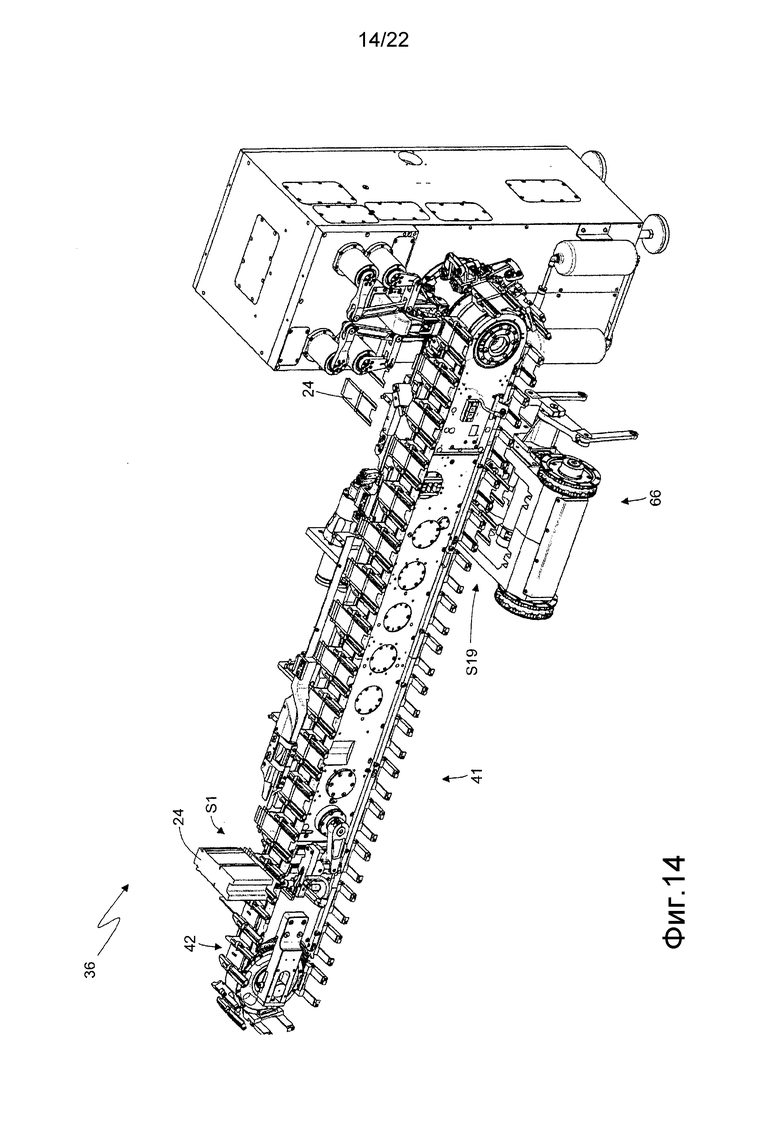
Как показано на фиг.9, упаковочная секция 36 содержит упаковочный конвейер 41, который обеспечен множеством упаковочных карманов 42 (показаны на фиг.14), каждый из которых приспособлен для вмещения внутренней заготовки 24, чтобы подавать внутреннюю заготовку 24 последовательными операциями (т.е. прерывистым движением, создаваемым последовательностью этапов движения, включенных в соответствующую последовательность этапов остановок) вдоль упаковочного пути Р1, который продолжается между загрузочной станцией S1 и разгрузочной станцией S19 через последовательность рабочих станций от S2 до S18 (показаны на фиг.10 и 11).
В соответствии с загрузочной станцией S1 обеспечен бункер (не показан), который вмещает стопу внутренних заготовок 24 и циклически подает внутренние заготовки 24 от нижнего выпускного отверстия к упаковочным карманам 42 упаковочного конвейера 41; в частности, каждая внутренняя заготовка 24, выполненная в соответствии с нижним выпускным отверстием бункера, подцепляется всасывающей захватной головкой, которая перемещается вертикально и подвешивается к расположенному внизу упаковочному карману 42 упаковочного конвейера 41, который останавливается и ожидает в загрузочной станции S1 на одной оси с нижним выпускным отверстием.
Важно отметить, что упаковочный конвейер 41 подает каждую внутреннюю заготовку 24 вдоль упаковочного пути Р1 всегда в поперечном направлении, т.е. всегда с поперечными линиями 27 сгиба, параллельными направлению подачи; другими словами, упаковочный конвейер 41 никогда не изменяет ориентацию каждой внутренней заготовки 24 относительно направления подачи, и затем во всех пунктах упаковочного пути Р1 каждая внутренняя заготовка 24 всегда имеет свои поперечные линии 27 сгиба, параллельные направлению подачи (и, таким образом, свои собственные продольные линии 26 сгиба, перпендикулярные направлению подачи). Неизменное поддерживание постоянной ориентации каждой внутренней заготовки 24 вдоль упаковочного пути Р1 обеспечивает возможность упрощения как операций по сгибанию, так и конструкции упаковочного конвейера 41.
В соответствии с предпочтительным вариантом осуществления показанным на фиг.14, упаковочный конвейер 41 представлен ленточным конвейером, который обернут вокруг двух консольных шкивов и поддерживает множество упаковочных карманов 42; соответственно упаковочный путь Р1 имеет U-образную форму и продолжается между загрузочной станцией S1, выполненной вдоль прямого начального участка упаковочного пути Р1, и разгрузочной станцией S19, выполненной вдоль прямого конечного участка упаковочного пути Р1, который соединен с прямым начальным участком посредством промежуточного полукруглого участка.
Как показано на фиг.10, между рабочей станцией S2 и рабочей станцией S6 обеспечено гибочное устройство 43, имеющее фиксированные гибочные профили (т.е. гибочные спирали, которые лишены подвижных частей и выполняют операцию по сгибанию, в то время как внутренняя заготовка 24 перемещается в упаковочном пути Р1, таким образом используя подающее движение внутренней заготовки 24); гибочное устройство 43 сгибает панель 12' больше, чем на 90° (приблизительно на 140°-160°), относительно панели 13' по соответствующей поперечной линии 27 сгиба в одном направлении и затем в противоположном направлении так, чтобы в конце гибочного устройства 43 внутренняя заготовка 24 снова стала плоской. Гибочное устройство 43 выполняет две противоположные операции по сгибанию (т.е. отменяющие друг друга), выполняющие функцию изгибания (т.е. ослабления, чтобы значительно уменьшить остаточное обратное усилие пружины) внутренней заготовки 24 вдоль соответствующей поперечной линии 27 сгиба. Поэтому функцией гибочного устройства 43 не является выполнение фактического сгибания внутренней заготовки 24, но оно подготавливает внутреннюю заготовку 24 к последующим операциям по сгибанию (описанным ниже).
Между рабочей станцией S8 и рабочей станцией S10 обеспечено гибочное устройство 44, имеющее фиксированные гибочные профили (т.е. гибочные спирали, которые лишены подвижных частей и выполняют операцию по сгибанию, в то время как внутренняя заготовка 24 перемещается в упаковочном пути Р1, таким образом используя подающее движение внутренней заготовки 24); гибочное устройство 44 сгибает перемычки 29 на 90° относительно крыльев 14' по соответствующей поперечной линии 27 сгиба в одном направлении и затем в противоположном направлении так, чтобы в конце гибочного устройства 44 заготовка 24 снова стала плоской. Гибочное устройство 44 выполняет две противоположные операции по сгибанию (т.е. которые отменяют друг друга), выполняющие функцию сгибания (т.е. ослабления, чтобы значительно уменьшить остаточное обратное усилие пружины) внутренней заготовки 24 вдоль соответствующей поперечной линии 27 сгиба. Поэтому функцией гибочного устройства 44 не является выполнение фактического сгибания внутренней заготовки 24, но оно подготавливает внутреннюю заготовку 24 к последующим операциям по сгибанию (описанным ниже).
Вышеописанное сгибание внутренней заготовки 24 по поперечной линии 27 сгиба, которая отделяет панель 12' относительно панели 13' и перемычки 29 от крыльев 14', является очень предпочтительным, чтобы обеспечивать возможность надлежащего образования крышки 6, описанной ниже; т.е. без этого сгибания внутренней заготовки 24 образование крышки 6, описанной ниже, может стать проблематичным, и затем определять значительное увеличение дефектных внутренних контейнеров 3 (из-за дефекта крышки 6), которые необходимо отбраковывать.
В рабочей станции S11 обеспечено гибочное устройство 45, имеющее фиксированные гибочные профили (т.е. гибочные спирали, которые лишены подвижных частей и выполняют операцию по сгибанию, в то время как внутренняя заготовка 24 перемещается в упаковочном пути Р1, таким образом используя подающее движение внутренней заготовки 24); гибочное устройство 45 сгибает панель 12” на 90° относительно панели 12' и по соответствующей поперечной линии 27 сгиба.
В рабочей станции S13 обеспечено заклеивающее устройство 46 (как правило, обеспеченное насадками, которые распыляют растительный клей), которое наносит точки 47 клея (показанные на фиг.11) на панель 12' и на панель 13'.
В рабочей станции S14 обеспечено гибочное устройство 48, имеющее подвижные части (т.е. части, которые перемещаются, чтобы выполнять операцию по сгибанию, в то время как внутренняя заготовка 24 останавливается, ожидая в рабочей станции S14); гибочное устройство 48 сгибает перемычки 29 на 90° относительно крыльев 14' и по соответствующей поперечной линии 27 сгиба сгибает крылья 14' на 90° относительно панели 13' и по соответствующим продольным линиям 26 сгиба сгибает панель 12' на 90° относительно панели 13' и по соответствующей поперечной линии 27 сгиба (подводя панель 12' к перемычкам 29, к которым ее приклеивают посредством действия клея 47).
Между рабочей станцией S14 и рабочей станцией S17 обеспечено гибочное устройство 54, имеющее подвижные части (т.е. части, которые перемещаются, чтобы выполнять операцию по сгибанию, в то время как внутренняя заготовка 24 проходит вдоль упаковочного пути Р1 через рабочую станцию от S14 до S17); гибочное устройство 54 сгибает дополнительно на 90° (в общей сложности на 180°) панель 12” относительно панели 12' и по соответствующей поперечной линии 27 сгиба (подводя панель 12” к панели 12'), и сгибает панель 13” на 90° относительно панели 12' и по соответствующей поперечной линии 27 сгиба (подводя панель 13” к панели 13', к которой ее приклеивают посредством действия клея 47).
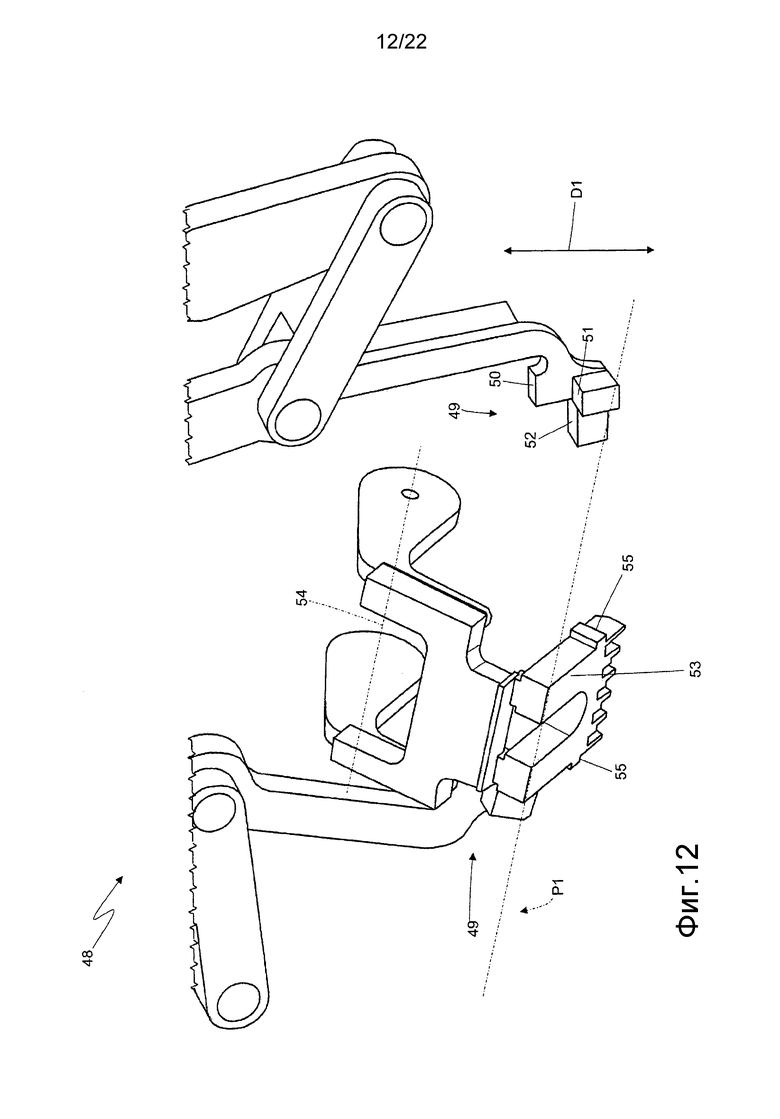
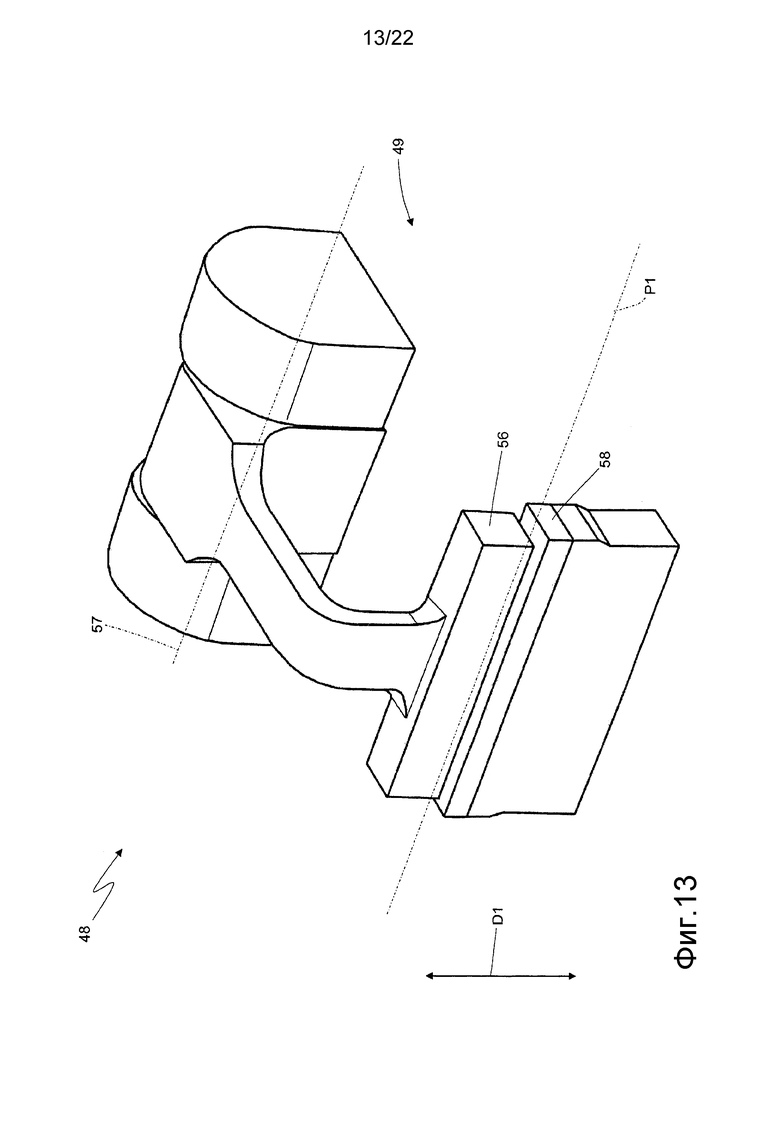
Как показано на фиг.12 и 13, гибочное устройство 48 содержит два гибочных сдвоенных корпуса 49 (показаны на фиг.12), которые выполнены на противоположных сторонах внутренней заготовки 24 и способны перемещаться близко к внутренней заготовке 24, вдоль вертикального рабочего направления D1, которое перпендикулярно упаковочному пути Р1; в частности, два гибочных корпуса 49 перемещаются соответствующими пятисторонними шарнирными элементами (частично показаны на фиг.12), управляемыми двумя кулачками. Каждый гибочный корпус 49 имеет верхний элемент 50, промежуточный элемент 51 и нижний элемент 52, которые выполнены в различных вертикальных положениях (т.е. вдоль вертикального рабочего направления D1), чтобы выполнять по очереди соответствующие сгибы (описано подробно ниже). Кроме того, гибочное устройство 48 содержит контрастный элемент 53 (показан на фиг.12), который установлен вращательным способом, чтобы вращаться вокруг оси A1 вращения, параллельной упаковочному пути Р1, и имеет два боковых добавочных приспособления 55.
Как показано на фиг.10 и 13, гибочное устройство 54 содержит ряд гибочных элементов 56 (только один из которых показан на фиг.13), каждый из которых установлен вращательным способом, чтобы вращаться относительно оси A2 вращения, параллельно упаковочному пути Р1 между рабочей станцией от S14 до S17, и соединен с соответствующей подкладкой 57, которая выполнена на противоположной стороне внутренней заготовки 24.
Гибочное устройство 48 содержит два двойных гибочных корпуса 49, которые жестко закреплены на рабочей станции S14, в связи с тем, что соответствующие шарнирно соединенные пятисторонние элементы подвешены к стационарной раме упаковочной машины 34. Вместо этого гибочное устройство 54 содержит шесть гибочных элементов 56 (и, конечно, шесть соответствующих подкладок 57), которые установлены на консольном шкиве упаковочного конвейера 41, чтобы вращаться за одно целое с консольным шкивом вокруг центральной оси A3, перпендикулярной упаковочному пути Р1. Таким образом, каждый гибочный элемент 56 (вместе с соответствующей подкладкой 57) зацепляет внутреннюю заготовку 24 в рабочей станции S14 и сопровождает непосредственно внутреннюю заготовку 24 к определенному сегменту упаковочного пути Р1 вплоть до рабочей станции S17.
В использовании, когда внутренняя заготовка 24 останавливается у рабочей станции S14, два гибочных корпуса 49 выполнены ниже внутренней заготовки 24 и затем перемещаются от нижней части вверх вдоль вертикального рабочего направления D1 с непрерывным движением так, что первоначально верхние элементы 50 двух гибочных корпусов 49 сгибают перемычки 29 на 90° относительно крыльев 14' и по соответствующей поперечной линии 27 сгиба, затем промежуточные элементы 51 двух гибочных корпусов 49 сгибают крылья 14' на 90° относительно панели 13' и по соответствующим продольным линиям 26 сгиба, и, наконец, нижние элементы 52 двух гибочных корпусов 49 сгибают панель 12' относительно панели 13' и по соответствующей поперечной линии 27 сгиба (подводя панель 12' к перемычкам 29, к которым приклеивают посредством действия клея 47). Важно отметить, что элементы 50, 51 и 52 двух гибочных корпусов 49 выполнены на различных высотах вдоль вертикального рабочего направления D1, и поэтому их действие распределено по времени, поскольку два гибочных корпуса 49 поднимаются от нижней части вверх вдоль вертикального рабочего направления D1.
Первоначально, когда внутренняя заготовка 24 останавливается у рабочей станции S14, контрастный элемент 53, вращающийся вокруг оси A1 вращения, располагается на панели 10', на панели 13' и на панели 12' так, что их собственные боковые добавочные приспособления 55 располагаются на крыльях 14'; таким образом, боковые добавочные приспособления 55 обеспечивают контраст для сгибания перемычек 29, выполненного верхними элементами 50 двух гибочных корпусов 49. Как только сгибание перемычек 29 завершено, контрастный элемент 53, вращающийся вокруг оси A1 вращения, перемещается немного назад, освобождая крылья 14' (т.е. удаляя боковые добавочные приспособления 55 от крыльев 14'), чтобы обеспечить возможность последующего сгибания крыльев 14', выполняемого промежуточными элементами 51 двух гибочных корпусов 49; на этом этапе контрастный элемент 53 все еще располагается на панели 13', чтобы обеспечивать контраст для обоих сгибаний крыльев 14', выполняемых промежуточными элементами 51 двух гибочных корпусов 49, и обоих для последующего сгибания панели 12' относительно панели 13', выполняемого нижними элементами 52 двух гибочных корпусов 49. Как только сгибание панели 12' относительно панели 13', выполняемое нижними элементами 52 двух гибочных корпусов 49, завершено, контрастный элемент 53, вращающийся вокруг оси A1 вращения, перемещается от внутренней заготовки 24.
В то время как контрастный элемент 53 перемещается от внутренней заготовки 24, гибочный элемент 56, вращающийся вокруг оси A2 вращения, располагается на внутренней заготовке 24, дополнительно определяя одновременное сгибание панели 12” на 90° относительно панели 12' (подводя панель 12” к панели 12') и сгибание панели 13” на 90° относительно панели 12” (подводя панель 13” к панели 13', к которой приклеивают посредством действия клея 47). В заключительном положении гибочный элемент 56 располагается на панели 13” (которая накладывается на панель 13') и зажимается вместе с нижележащей подкладкой 57 панелью 13” и 13'. Другими словами, в заключительном положении эти две панели 13” и 13' зажимаются (т.е. сжимаются) между гибочным элементом 56 и нижележащей подкладкой 57. Это сжатие не ограничивается в рабочей станции S14, а продолжается через рабочие станции S15 и S16, чтобы завершиться только в рабочей станции S17; таким образом, можно обеспечивать оптимальное склеивание между этими двумя панелями 13” и 13' клеем 47.
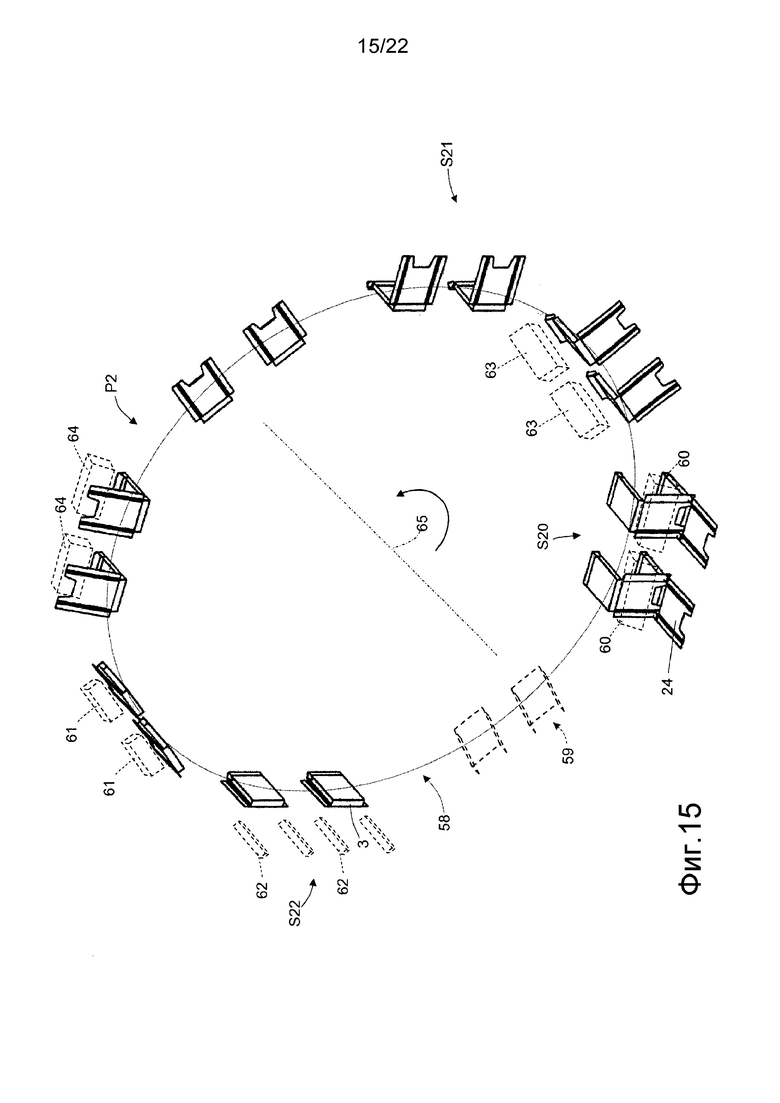
Как показано на фиг.9, упаковочная секция 36 содержит упаковочный конвейер 58, который обеспечен множеством упаковочных карманов 59 (показаны схематично на фиг.15), каждый из которых приспособлен, чтобы вмещать внутреннюю заготовку 24 и соответствующую обернутую группу 2 сигарет для подачи внутренней заготовки 24 и обернутой группы 2 сигарет вдоль упаковочного пути P2, который продолжается между загрузочной станцией S20 и разгрузочной станцией S22.
На загрузочной станции S20 частично предварительно согнутая внутренняя заготовка 24, прибывающая из упаковочного конвейера 41, подается в упаковочный карман 59, вызывая дополнительное сгибание самой внутренней заготовки 24. В соответствии со станцией подачи S21, выполненной между загрузочной станцией S20 и разгрузочной станцией S22, обернутая группа 2 сигарет подается в упаковывающем кармане 59, чтобы соединиться с ранее поданной внутренней заготовкой 24; в частности, в станции подачи S21 задняя стенка обернутой группы 2 сигарет располагается на панели 10' внутренней заготовки 24. На разгрузочной станции S22 внутренний контейнер 3 (образованный сгибанием внутренний заготовки 24 вокруг обернутой группы 2 сигарет) извлекается из упаковочного кармана 59 и отправляется к упаковочной секции 37.
Как показано на фиг.15, в загрузочной станции S20 выполнено гибочное устройство 60, которое сгибает перемычки 28 внутренней заготовки 24 на 90° относительно крыльев 11” и затем, вводя внутреннюю заготовку 24 в упаковочный карман 59, определяет сгибание панели 8' на 90° относительно панели 10' и сгибание двух крыльев 11” на 90° относительно панели 10'; другими словами, после сгибания перемычек 28 на 90° вход внутренней заготовки 24 в упаковочном кармане 59 определяет сгибание панели 8' на 90° и двух крыльев 11” на 90° относительно панели 10' и, таким образом, перемычки 28 располагаются на панели 8'.
Между станцией S21 подачи и разгрузочной станцией S22 выполнено гибочное устройство 96, которое сгибает панель 9' на 90° относительно панели 8' и по соответствующей поперечной линии 27 сгиба. Сгибание внутренней заготовки 24 завершается в разгрузочной станции S22 одновременно с извлечением внутреннего контейнера 3 из упаковочного кармана 59: во время извлечения внутреннего контейнера 3 из упаковочного кармана 59 гибочное устройство 62 сгибает крылья 11' на 90°, относительно панели 9', к крыльям 11” и по соответствующим продольным линиям 26 сгиба, завершая образование боковых стенок 11 внутреннего контейнера 3; предпочтительно заклеивающее устройство (не показано) непосредственно выполнено впереди по ходу гибочного устройства 62 для нанесения клея между крыльями 11' и 11” непосредственно перед сгибанием крыльев 11'. Позади по ходу разгрузочной станции S22 выполнен конвейер сушильной камеры (показан схематично на фиг.8), который передает внутренние контейнеры 3 к упаковочной секции 37.
В соответствии с предпочтительным вариантом осуществления, показанным на фиг.15, впереди по ходу станции S21 подачи выполнено открывающее устройство 63, которое, поворачивая крышку 6 каждой внутренней заготовки 24 относительно соответствующего шарнира 7, перемещает крышку 6 из закрытого положения в открытое положение так, чтобы в станции S21 подачи соответствующую обернутую группу 2 сигарет можно было более легко вводить во внутреннюю заготовку 24; в частности, в станции S21 подачи обернутую группу 2 сигарет можно вводить по существу с перемещением в осевом (т.е. продольном) направлении во внутреннюю заготовку 24. Следовательно, позади по ходу станции S21 подачи выполнено закрывающее устройство 64, которое, поворачивая крышку 6 каждой внутренней заготовки 24 относительно соответствующего шарнира 7, перемещает крышку 6 из открытого положения в закрытое положение, прежде чем продолжится сгибание внутренней заготовки 24.
В соответствии с предпочтительным вариантом осуществления, показанным на прилагаемых чертежах, упаковочный конвейер 58 составлен вращающимся колесом, которое вращается последовательными операциями вокруг центральной оси вращения 65, выполненной горизонтально. Следовательно, упаковочный путь P2, который продолжается от загрузочной станции S20 до загрузочной станции S22, имеет кольцеобразную форму.
Как показано на фиг.9, упаковочная секция 36 содержит передаточный конвейер 66, который передает предварительно согнутые внутренние заготовки 24 от разгрузочной станции S19 упаковочного конвейера 41 в загрузочную станцию S20 упаковочного конвейера 58. Вдоль передаточного конвейера 66 и впереди по ходу загрузочной станции S20 упаковочного конвейера 58 выполнено заклеивающее устройство 67, которое наносит клей между перемычками 28 и панелью 8' внутренней заготовки 24.
В соответствии с предпочтительным вариантом осуществлени, одна внутренняя заготовка 24 за один раз подается на упаковочный конвейер 41 в загрузочной станции S1 упаковочного пути Р1, и передаточный конвейер 66 передает две внутренние заготовки 24 за один раз от упаковочного конвейера 41 к упаковочному конвейеру 58; в этом варианте осуществления упаковочный конвейер 58 на каждом этапе обрабатывает две внутренние заготовки 24 за один раз. В соответствии с альтернативным вариантом осуществления, не показанным, две внутренние заготовки 24 за один раз подаются на упаковочный конвейер 41 в загрузочной станции S1 упаковочного пути Р1.
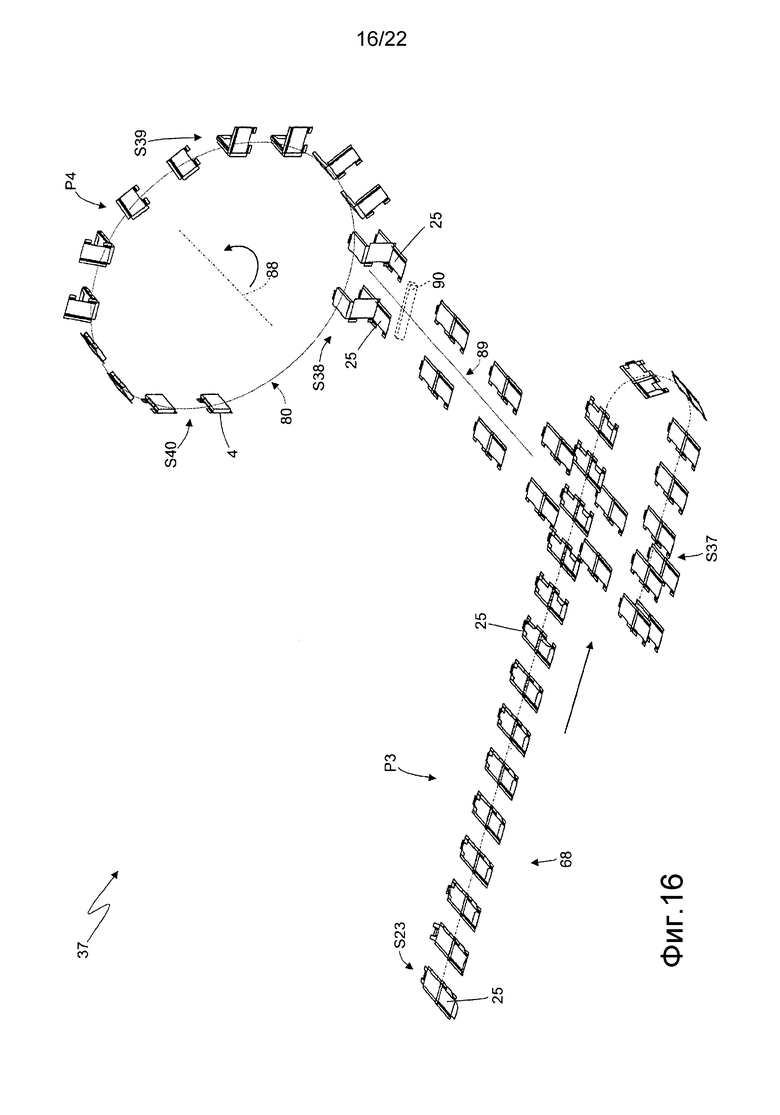
Как показано на фиг.16, упаковочная секция 37 содержит упаковочный конвейер 68, который обеспечен множеством упаковочных карманов 69 (показанных на фиг.19), каждый из которых приспособлен для вмещения наружной заготовки 25, чтобы подавать наружную заготовку 25 последовательными операциями (т.е. прерывистым движением, составленным последовательностью фаз движения, включенных в соответствующую последовательность фаз остановки) вдоль упаковочного пути P3, который продолжается между загрузочной станцией S23 и разгрузочной станцией S37 через последовательность рабочих станций от S24 до S36 (показаны на фиг.17 и 18).
На загрузочной станции S23 обеспечен бункер (не показан), который вмещает стопу наружных заготовок 25 и циклически подает наружные заготовки 25 от нижнего выпускного отверстия к упаковочным карманам 69 упаковочного конвейера 68; в частности, каждая наружная заготовка 25, выполненная у нижнего выпускного отверстия бункера, подцепляется всасывающей захватной головкой, которая перемещается вертикально, и располагается на расположенный снизу упаковочный карман 69 упаковочного конвейера 68, который останавливается, ожидая в загрузочной станции S23 на одной оси с нижним выпускным отверстием.
Важно отметить, что упаковочный конвейер 68 продвигает каждую наружную заготовку 25 вдоль упаковочного пути P3 всегда в поперечном направлении, или всегда с поперечными линиями 31 сгиба, параллельными направлению подачи; другими словами, упаковочный конвейер 68 никогда не изменяет ориентацию каждой наружной заготовки 25 относительно направления подачи, и поэтому во всех точках упаковочного пути P3 каждая наружная заготовка 25 всегда имеет свои поперечные линии 31 сгиба, параллельные направлению подачи (и, таким образом, свои собственные продольные линии 30 сгиба, перпендикулярные направлению подачи). Неизменное поддерживание постоянной ориентации каждой наружной заготовки 25 вдоль упаковочного пути P3 обеспечивает возможность упрощения как операций по сгибанию, так и конструкции упаковочного конвейера 68.
В соответствии с предпочтительным вариантом осуществления, показанным на фиг.19, упаковочный конвейер 68 составлен ленточным конвейером, который обернут вокруг двух консольных шкивов и поддерживает множество упаковочных карманов 69; соответственно упаковочный путь P3 имеет U-образную форму и продолжается между загрузочной станцией S23, выполненной вдоль начального участка прямолинейного упаковочного пути P3, и разгрузочной станцией S37, выполненной вдоль заключительного участка прямолинейного упаковочного пути P3, который соединен с начальным прямолинейным участком посредством промежуточного полукруглого участка.
Как показано на фиг.17, между загрузочной станцией S23 и рабочей станцией S24 обеспечено заклеивающее устройство 70 (как правило, обеспеченное гуммирующими насадками, распыляющими клей), которое наносит точки 71 клея (показаны на фиг. 18) на панель 17' и на панель 18'.
Между рабочей станцией S24 и рабочей станцией S26 обеспечено гибочное устройство 72, имеющее фиксированные гибочные профили (т.е. гибочные спирали, которые лишены подвижных частей и выполняют операцию по сгибанию, в то время как наружная заготовка 25 перемещается в упаковочном пути P3 и, таким образом, использует подающее перемещение наружной заготовки 25); гибочное устройство 72 сгибает панель 17” на 180° относительно панели 17' по соответствующей поперечной линии 31 сгиба и к панели 17' непосредственно (к которой приклеивается посредством действия клея 71), и гибочное устройство 72 сгибает панель 18” на 180° относительно панели 18' по соответствующей поперечной линии 31 сгиба к панели 18' непосредственно (к которой приклеивается посредством действия клея 71). Кроме того, гибочное устройство 72 сгибает нижний участок 23 соединительной перемычки 20 на 180° относительно панели 18' по соответствующей поперечной линии 31 сгиба в одном направлении и затем в противоположном направлении так, чтобы в конце гибочного устройства 72 нижний участок 23 соединительной перемычки 20 стал снова в одной плоскости с панелью 18'. Гибочное устройство 72 выполняет две противоположные операции по сгибанию (т.е. которые отменяют друг друга) на нижнем участке 23 соединительной перемычки 20, выполняя функцию сгибания (или ослабления, чтобы значительно уменьшить остаточное обратное усилие пружины) наружной заготовки 25 вдоль соответствующей поперечной линии 31 сгиба. Поэтому функция гибочного устройства 72 не выполняет фактическое сгибание нижнего участка 23 соединительной перемычки 20, а подготавливает нижний участок 23 соединительной перемычки 20 к последующим операциям по сгибанию (описаны ниже).
Между рабочей станцией S27 и рабочей станцией S29 обеспечено гибочное устройство 73, имеющее фиксированные гибочные профили (т.е. гибочные спирали, которые лишены подвижных частей и выполняют операцию по сгибанию, в то время как наружная заготовка 25 перемещается в упаковочном пути P3 и, таким образом, использует подающее перемещение наружной заготовки 25); гибочное устройство 73 сгибает верхний участок 22 на 90° соединительной перемычки 20 по соответствующей поперечной линии 31 сгиба относительно нижнего участка 23 соединительной перемычки 20 в одном направлении и затем в противоположном направлении так, чтобы в конце гибочного устройства 73 верхний участок 22 соединительной перемычки 20 стал снова в одной плоскости с нижним участком 23 соединительной перемычки 20. Гибочное устройство 73 выполняет две противоположные операции по сгибанию (т.е. которые отменяют друг друга), выполняя функцию сгибания (или ослабления, чтобы значительно уменьшить остаточное обратное усилие пружины) верхнего участка 22 соединительной перемычки 20 вдоль соответствующей поперечной линии 31 сгиба. Поэтому функцией гибочного устройства 73 не является выполнение эффективного сгибания верхнего участка 22 соединительной перемычки 20, а подготовка верхнего участка 22 соединительной перемычки 20 к последующим операциям по сгибанию (описаны ниже).
В рабочей станции S30 обеспечено заклеивающее устройство 74 (как правило, обеспеченное гуммирующими насадками, распыляющими клей), которое наносит точки 75 клея (показаны на фиг.18) на панель 17' и на панель 18'.
В рабочей станции S31 обеспечено гибочное устройство 76, имеющее подвижные части (т.е. части, которые перемещаются, чтобы выполнять операцию по сгибанию, в то время как наружная заготовка 25 остановлена, ожидая в рабочей станции S31); гибочное устройство 76 сгибает усиливающие перемычки 33 на 90° относительно соответствующих панелей 17' и 18' и по соответствующей продольной линии 30 сгиба.
В рабочей станции S32 обеспечено гибочное устройство 77, имеющее фиксированные гибочные профили (т.е. гибочные спирали, которые лишены подвижных частей и выполняют операцию по сгибанию, в то время как наружная заготовка 25 перемещается в упаковочном пути P3 и, таким образом, использует подающее перемещение наружной заготовки 25); гибочное устройство 77 сгибает усиливающие перемычки 33 дополнительно на 90° относительно соответствующих панелей 17' и 18' и по соответствующей продольной линии 30 сгиба, чтобы расположить усиливающие перемычки 33 на соответствующих панелях 17' и 18' (к которым усиливающие перемычки 33 приклеиваются посредством действия клея 75).
В рабочей станции S34 обеспечено заклеивающее устройство 78 (как правило, обеспеченное гуммирующей насадкой, распыляющей клей), которое наносит полоску клея 79 (показана на фиг.18) на верхний участок 22 соединительной перемычки 20. Клей 79 является «чувствительным к давлению клеем» и не сохнет, или даже после долгого времени с момента нанесения клей 79 поддерживает свои характеристики, другими словами, клей 79 является чувствительным к давлению клеем, который активизируется простым давлением без необходимости наличия растворителей, воды или высокой температуры. Благодаря использованию чувствительного к давлению клея 79, который не сохнет, клей 79 можно наносить на определенном расстоянии от пункта, где заготовка 25 по существу соединяется с внутренним контейнером 3; таким образом, заклеивающее устройство 78 можно выполнять в области, где наружная заготовка 25 является все еще по существу плоской, и соединительная перемычка 20 легкодоступна и, таким образом, ее можно приклеить. Следовательно, нанесение клея 79 на соединительную перемычку 20 является чрезвычайно простым и эффективным и выполняется заклеивающим устройством 78 просто и легко, чтобы изготавливать и собирать в упаковочной машине 34. Этот результат получается благодаря тому, что клей 79 вместо обычного клея, который высыхает (и поэтому его необходимо наносить непосредственно перед его использованием), является полуперманентным клеем, который не сохнет сразу, что обеспечивает возможность непосредственного доступа, и его можно применять в любом положении (никогда не сохнет, и поэтому, теоретически, его можно наносить на наружную заготовку 25 даже за несколько дней до того, как наружная заготовка 25 непосредственно будет согнута).
Как показано на фиг.16, упаковочная секция 37 содержит упаковочный конвейер 80, который обеспечен множеством упаковочных карманов 81 (показаны схематично на фиг.20), каждый из которых приспособлен для вмещения наружной заготовки 25 и соответствующего внутреннего контейнера 3 для подачи наружной заготовки 25 и внутреннего контейнера 3 вдоль упаковочного пути P4, который продолжается между загрузочной станцией S38 и разгрузочной станцией S40.
На загрузочной станции S38 частично предварительно согнутая наружная заготовка 25, прибывающая из упаковочного конвейера 68, подается в упаковочный карман 81, вызывая дальнейшее сгибание самой наружной заготовки 25. На станции S39 подачи, выполненной между загрузочной станцией S38 и разгрузочной станцией S40, внутренний контейнер 3 подается в упаковочный карман 81, чтобы соединиться с наружной заготовкой 25, ранее поданной; в частности на станции S39 подачи задняя стенка 10 контейнера 3 располагается на панели 18' наружной заготовки 25. На разгрузочной станции S40 наружный контейнер 4 (образованный сгибанием наружной заготовки 25 вокруг внутреннего контейнера 3) извлекается из упаковочного кармана 81 и отправляется к выходу упаковочной секции 37 (т.е. к выходу упаковочной машины 34).
Как показано на фиг.20, на загрузочной станции S38 выполнено гибочное устройство 82, которое сгибает перемычку 32 наружной заготовки 25 на 90° относительно крыльев 19”, и затем, вводя наружную заготовку 25 в упаковочный карман 81, определяет сгибание панели 15' на 90° относительно панели 18' и сгибание двух крыльев 19” на 90° относительно панели 18'; другими словами, после сгибания перемычек 32 на 90° вход наружной заготовки 25 в упаковочный карман 81 определяет сгибание на 90°, панели 15' и двух крыльев 19” на 90°, относительно панели 18', и, таким образом, перемычки 32 размещаются на панели 15'.
Между станцией S39 подачи и разгрузочной станцией S40 выполнено гибочное устройство 83, которое сгибает соединительную перемычку 20 наружной заготовки 25 на себя, придавая соединительной перемычке 20 непосредственно V-образную форму (схематично показана на фиг.22). Другими словами, до гибочного устройства 83 соединительная перемычка 20 является плоской (как показано на фиг.21), т.е. верхний участок 22 и нижний участок 23 соединительной перемычки 20 лежат в одной плоскости относительно друг друга и выполнены рядом и лежат в одной плоскости с панелью 18'; гибочное устройство 83 сгибает на себя соединительную перемычку 20, чтобы разместить нижний участок 23 соединительной перемычки 20 на панели 18' и разместить верхний участок 22 соединительной перемычки 20 на нижнем участке 23 соединительной перемычки 20 (как показано на фиг.22) . Позади по ходу гибочного устройства 83 обеспечено дополнительное гибочное устройство 84, которое сгибает панель 17' на 90° относительно панели 15' и по соответствующей поперечной линии 31 сгиба. Сгибание наружной заготовки 25 завершается в разгрузочной станции S40 одновременно с извлечением наружного контейнера 4 из упаковочного кармана 81: во время извлечения наружного контейнера 4 из упаковочного кармана 81 гибочное устройство 85 сгибает на 90° крылья 19' относительно панели 17' к крыльям 19” и по соответствующим продольным линиям 30 сгиба, завершая образование боковых стенок 19 наружного контейнера 4; предпочтительно заклеивающее устройство (не показано) выполнено непосредственно впереди по ходу гибочного устройства 85 для нанесения клея между крыльями 19' и 19” непосредственно перед сгибанием крыльев 19'. Позади по ходу разгрузочной станции S40 выполнен конвейер сушильной камеры (показан схематично на фиг.8), который передает пачки 1 сигарет (каждая из которых составлена наружным контейнером 4, содержащим внутренний контейнер 3) к выходу упаковочной машины 34.
Как показано на фиг.21, в станции S39 каждый внутренний контейнер 3 размещается на соединительной перемычке 20 (к которой приклеивается посредством действия клея 79), в то время как соединительная перемычка 20 полностью распрямлена (т.е. в положении, соответствующем условию частичного извлечения внутреннего контейнера 3 из наружного контейнера 4). Впоследствии, и как показано на фиг.22, каждый внутренний контейнер 3 перемещается относительно наружной заготовки 25, чтобы выполнить внутренний контейнер 3 в положении, соответствующем закрытому положению, в котором внутренний контейнер 3 вводят в наружный контейнер 4, определяя последующее сгибание соединительной перемычки 20. Смещение каждого внутреннего контейнера 3 относительно наружной заготовки 25 для определения сгибания соединительной перемычки 20 выполняется гибочным устройством 83, которое содержит приводной элемент 86 (показан на фиг.21 и 22), который располагается на передней стенке 9 внутреннего контейнера 3 и перемещается в двух направлениях, перпендикулярных одно другому (в частности, приводной элемент 86 способен перемещаться как перпендикулярно передней стенке 9 внутреннего контейнера 3, так и параллельно передней стенке 9 внутреннего контейнера 3), чтобы следовать за вращением нижнего участка 23 соединительной перемычки 20 на 180° относительно панели 18' и по соответствующей поперечной линии 31 сгиба. Приводной элемент 86 обеспечен всасывающей головкой 87, в которой всасывание может быть активизировано/дезактивизировано.
Когда упаковочный карман 81 доставляет наружную заготовку 25 и соответствующий внутренний контейнер 3 приходит в соответствие с гибочным устройством 83, приводной элемент 86 перемещается к внутреннему контейнеру 3, чтобы войти в соприкосновение с передней стенкой 9 самого внутреннего контейнера 3. Когда приводной элемент 86 вошел в соприкосновение с передней стенкой 9 внутреннего контейнера 3, активизируется всасывание посредством всасывающей головки 87, чтобы установить механическую связь (созданную силой всасывания) между всасывающей головкой 87 и передней стенкой 9 внутреннего контейнера 3.
Как только всасывание посредством всасывающей головки 87 активизировано, приводной элемент 86 перемещается, чтобы перемещать наряду с собой внутренний контейнер 3 относительно наружной заготовки 25, и затем определять сгибание соединительной перемычки 20; как упомянуто ранее, приводной элемент 86 способен перемещаться в двух направлениях, перпендикулярных друг относительно друга, чтобы следовать за поворотом нижнего участка 23 соединительной перемычки 20 на 180° относительно панели 18' и по соответствующей поперечной линии 31 сгиба; таким образом, соединительную перемычку 20 сгибают, не применяя механического напряжения к соединительной перемычке 20 и поэтому избегая любого вида поломки или нежелательной деформации механического соединения между верхним участком 22 соединительной перемычки 20 и задней стенкой 13 крышки 6, определенных клеем 79. Другими словами, усилие, которое передается через соединительную перемычку 20 во время смещения внутреннего контейнера 3 (т.е. во время сгибания самой соединительной перемычки 20), очень маленькое, если не нулевое (из-за предварительного сгибания, выполненного гибочным устройством 72 на нижнем участке 23 соединительной перемычки 20), и поэтому смещение внутреннего контейнера 3 можно выполнять очень быстро без какого-либо риска повреждения, даже легким способом - склеиванием между соединительной перемычкой 20 и задней стенкой 13 крышки 6.
В соответствии с предпочтительным вариантом осуществления, показанным на прилагаемых чертежах, упаковочный конвейер 80 составлен вращающимся колесом, которое вращается последовательными операциями вокруг горизонтально выполненной центральной оси вращения 88. Следовательно, упаковочный путь P4, который продолжается от загрузочной станции S38 до загрузочной станции S40, имеет кольцеобразную форму.
Как показано на фиг.16, упаковочная секция 37 содержит передаточный конвейер 89, который передает предварительно согнутые наружные заготовки 25 от разгрузочной станции S37 упаковочного конвейера 68 к загрузочной станции S38 упаковочного конвейера 80. Вдоль передаточного конвейера 89 и впереди по ходу загрузочной станции S38 упаковочного конвейера 80 выполнено заклеивающее устройство 90, которое наносит клей между перемычками 32 и панелью 15' наружной заготовки 25.
В соответствии с предпочтительным вариантом осуществления наружная заготовка 25 за один раз подается на упаковочный конвейер 68 в загрузочной станции S23 упаковочного пути P3, и передаточный конвейер 89 передает две наружные заготовки 25 за один раз от упаковочного конвейера 68 на упаковочный конвейер 80; в этом варианте осуществления упаковочный конвейер 80 обрабатывает на каждом этапе две наружные заготовки 25 за один раз. В соответствии с альтернативным вариантом осуществления, не показанным, две внешние заготовки 25 за один раз подаются на упаковочный конвейер 68 на загрузочной станции S23 упаковочного пути P3.
Способ упаковывания и соответствующая упаковочная машина 34, описанные выше, имеют множество преимуществ, поскольку они обеспечивают возможность изготовления открываемых сдвигом пачек 1 с шарнирной крышкой с высокой производительностью (т.е. с большим количеством пачек 1 сигарет, изготовленных за единицу времени), поддерживая высококачественный стандарт. Этот результат получен благодаря устройству упаковочных секций 36, которое, завершая образование крышки 6 в упаковочном конвейере 41 (т.е. перед соединением внутренней заготовки 24 с обернутой группой 2 сигарет) обеспечивает возможность образования крышки 6 простым и эффективным способом и одновременно обеспечивает возможность значительно упрощать сгибание внутренней заготовки 24 относительно обернутой группы 2 сигарет. В частности, образование крышки 6 происходит легче (и поэтому просто и быстро) вдоль прямого упаковочного пути (как, впрочем, упаковочного пути Р1 упаковочного конвейера 41), в то время как сгибание внутренней заготовки 24 относительно обернутой группы 2 сигарет легче (и поэтому просто и быстро) вдоль кольцеобразного упаковочного пути (как, впрочем, упаковочного пути P2 упаковочного конвейера 58). Так, благодаря устройству упаковочных секций 36 все операции по сгибанию можно выполнять в самой благоприятной обстановке, и поэтому можно выполнять быстро (т.е. с высокой производительностью процесса упаковывания), обеспечивая высококачественный стандарт.
Кроме того, но не менее важно, способ упаковывания и соответствующая упаковочная машина 34, описанные выше, «чрезвычайно гибкие», т.е. обеспечивают возможность быстро и просто изменять тип открываемых сдвигом пачек 1 сигарет, которые изготовлены (с шарнирной крышкой 6, содержащейся во внутренней заготовке 24, или содержащейся в наружной заготовке 25, или без шарнирной крышки). Среди прочего, высокая гибкость обеспечена тем, что в каждой упаковочной секции 36 или 37 имеется первый упаковочный конвейер 41 или 68, в котором выполняется предварительно согнутая внутренняя заготовка 24 или наружная заготовка 25, и второй упаковочный конвейер 58 или 80, в котором завершается предварительно согнутая внутренняя заготовка 24 или наружная заготовка 25; фактически, благодаря присутствию первого упаковочного конвейера 41 или 68 относительно просто выполнять предварительное сгибание внутренней заготовки 24 или наружной заготовки 25, чтобы образовать крышку, и как только крышка образована, завершающее сгибание внутренней заготовки 24 или наружной заготовки 25 происходит «обычно» (т.е. аналогично сгибанию стандартной заготовки) и поэтому лишено особых сложностей.
Важно заметить, что две упаковочные секции 36 и 37 очень похожи друг на друга: обе упаковочные секции 36 и 37 имеют одинаковую конструкцию, которая содержит первый упаковочный конвейер (упаковочные конвейеры 41 и 68), состоящий из ленточного конвейера и предназначенный, чтобы создавать предварительное сгибание заготовки, второй упаковочный конвейер (упаковочные конвейеры 58 и 80), состоящий из колеса и предназначенный для сгибания заготовки (уже частично согнутой) вокруг содержимого, и передаточный конвейер (передаточные конвейеры 66 и 89), который соединяет два упаковочных конвейера. Кроме того, два вторых упаковочных конвейера (упаковочные конвейеры 58 и 80) двух упаковочных секций 36 и 37 выполняют почти все упаковочные операции таким же способом и в таких же областях. Наконец, две упаковочные секции 36 и 37 могут разделять между собой большое количество компонентов, т.е. такой же идентичный компонент часто присутствует в обеих упаковочных секциях 36 и 37 (в частности, две упаковочные секции 36 и 37 могут иметь вместе по меньшей мере 70-80% компонентов); таким образом, можно распределять очень значительным способом изготовление, сборку и стоимость технического обслуживания упаковочной машины 34.
Наконец, важно заметить, что соединительная перемычка 20 всегда остается полностью распрямленной до станции S39 подачи, в которой внутренний контейнер 3 соединяют с наружной заготовкой 25, располагая заднюю стенку 13 крышки 6 внутреннего контейнера 3 на клейкий участок 22 соединительной перемычки 20, в то время как соединительная перемычка 20 полностью распрямлена; фактически, соединительная перемычка 20 сгибается на себя только постепенно, перемещаясь посредством гибочного устройства 83, внутреннего контейнера 3 относительно внешней заготовки 25 и в положение, соответствующее полностью закрытому положению пачки 1. Таким образом, наружная заготовка 25 более легко способна перемещаться к станции S39 подачи, поскольку вдоль пути к станции S39 подачи наружная заготовка 25 лишена согнутых частей и не закрыта в согнутой конфигурации точками клея; другими словами, предварительно согнутая форма наружной заготовки 25, которая передается на станцию S39 подачи, является устойчивой, и тогда передача наружной заготовки 25 к станции S39 подачи может иметь место без специальных предварительных мер. Это условие особенно предпочтительно в упаковочной секции 37, описанной выше, в которой путь передачи наружной заготовки 25 к станции S39 подачи является особенно длинным и имеет сложную форму (т.е. с несколькими сменами направления).
Способ и упаковочная машина содержат обернутую группу табачных изделий, получаемую посредством первой упаковочной секции, внутренний контейнер, вмещающий обернутую группу и имеющий шарнирную крышку, получаемый посредством второй упаковочной секции и сгибанием внутренней заготовки вокруг обернутой группы, и наружный контейнер, скользящим образом вмещающий внутренний контейнер и имеющий соединительную перемычку, которая на одном конце выполнена за одно целое с наружным контейнером, а на другом конце приклеена к крышке внутреннего контейнера. При этом наружный контейнер получают посредством третьей упаковочной секции, сгибая наружную заготовку вокруг внутреннего контейнера. Группа изобретений обеспечивает повышение производительности. 2 н. и 8 з.п. ф-лы, 22 ил.
1. Способ упаковывания для изготовления открываемой сдвигом пачки (1) табачных изделий с шарнирной крышкой (6), при этом способ упаковывания содержит этапы:
формирования обернутой группы (2) табачных изделий посредством первой упаковочной секции (35);
формирования посредством второй упаковочной секции (36) и сгибания внутренней заготовки (24) вокруг обернутой группы (2) табачных изделий внутреннего контейнера (3), вмещающего обернутую группу (2) табачных изделий и имеющего шарнирную крышку (6); и
формирования посредством третьей упаковочной секции (37) и сгибания наружной заготовки (25) вокруг внутреннего контейнера (3) наружного контейнера (4), который скользящим образом вмещает внутренний контейнер (3) и имеет соединительную перемычку (20), выполненную за одно целое на одном конце с наружным контейнером (4) и приклеиваемую на другом конце к крышке (6) внутреннего контейнера (3),
отличающийся тем, что этап формирования наружного контейнера (4) содержит дополнительные этапы:
нанесения клея (79) на участок (22) соединительной перемычки (20) посредством заклеивающего устройства (78), в то время как соединительная перемычка (20) полностью распрямлена;
соединения внутреннего контейнера (3) с наружной заготовкой (25) на станции (S39) подачи так, что стенка (13) крышки (6) внутреннего контейнера (3) располагается на промазанном клеем участке (22) соединительной перемычки (20), в то время как соединительная перемычка (20) полностью распрямлена; и
перемещения посредством гибочного устройства (83) внутреннего контейнера (3) относительно наружной заготовки (25) и в положение, соответствующее полностью закрытому положению пачки (1), в котором внутренний контейнер (3) полностью введен в наружный контейнер (4) так, чтобы согнуть на себя соединительную перемычку (20).
2. Способ упаковывания по п. 1, содержащий дополнительные
этапы:
начала сгибания наружной заготовки (25) впереди по ходу от станции (S39) подачи перед соединением внутреннего контейнера (3) с наружной заготовкой (25); и
завершения сгибания наружной заготовки (25) вокруг наружного контейнера (4) позади по ходу от гибочного устройства (83).
3. Способ упаковывания по п. 1, содержащий дополнительные этапы:
сгибания первой панели (15') наружной заготовки (25), соответствующей нижней стенке (15) наружного контейнера (4), на 90˚ относительно второй панели (18') наружной заготовки (25), соответствующей задней стенке наружного контейнера (4), впереди по ходу от станции (S39) подачи;
сгибания двух первых крыльев (19'') наружной заготовки (25), соответствующих соответственным боковым стенкам (19) наружного контейнера (4), на 90˚ относительно второй панели (18') наружной заготовки (25), впереди по ходу от станции (S39) подачи; и
размещения внутреннего контейнера (3) на второй панели (18') наружной заготовки (25) на станции (S39) подачи.
4. Способ упаковывания по п. 3, содержащий дополнительные этапы:
сгибания третьей панели (17') наружной заготовки (25), соответствующей передней стенке (17) наружного контейнера (4), на 90˚ относительно первой панели (15') наружной заготовки (25) и на переднюю стенку (9) внутреннего контейнера (3), позади по ходу от гибочного устройства (83); и
сгибания двух вторых крыльев (19') наружной заготовки (25), соответствующих соответственным боковым стенкам (19) наружного контейнера (4), на 90˚ относительно третьей панели (17') наружной заготовки (25) и на предварительно согнутые первые крылья (19''), позади по ходу от гибочного устройства (83).
5. Способ упаковывания по п. 1, в котором клей (79), наносимый на участок (22) соединительной перемычки (20), является невысыхающим, повторно приклеивающим клеем.
6. Способ упаковывания по п. 1, в котором гибочное устройство (83) сгибает на себя соединительную перемычку (20) наружной заготовки (25) в V-образную форму, в которой промазанный клеем верхний участок (22) соединительной перемычки (20) накладывается на нижний участок (23) соединительной перемычки (20), и нижний участок (23) соединительной перемычки (20) размещается на второй панели (18') наружной заготовки (25), соответствующей задней стенке (18) наружного контейнера (4).
7. Способ упаковывания по п. 6, в котором вплоть до гибочного устройства (83) соединительная перемычка (20) является плоской, то есть верхний участок (22) и нижний участок (23) соединительной перемычки (20) как лежат в одной плоскости рядом один относительно другого, так и лежат в одной плоскости со второй панелью (18') наружной заготовки (25).
8. Способ упаковывания по п. 1, в котором гибочное устройство (83) содержит приводной элемент (86), который располагается на передней стенке (9) внутреннего контейнера (3) и способен перемещаться в двух направлениях, перпендикулярных друг относительно друга, чтобы выполнять вращение нижнего участка (23) соединительной перемычки (20) относительно второй панели (18') наружной заготовки (25), соответствующей задней стенке (18) наружного контейнера (4), и по соответствующей поперечной линии (31) сгиба.
9. Способ упаковывания по п. 8, в котором приводной элемент (86) имеет всасывающую головку (87), в которой всасывание можно активизировать/дезактивизировать для образования механического напряжения между всасывающей головкой (87) и передней стенкой (9) внутреннего контейнера (3).
10. Упаковочная машина (34) для изготовления открываемой сдвигом пачки (1) табачных изделий с шарнирной крышкой (6), при этом упаковочная машина (34) содержит:
первую упаковочную секцию (35) для формирования обернутой группы (2) табачных изделий;
вторую упаковочную секцию (36) для формирования, сгибанием внутренней заготовки (24) вокруг обернутой группы (2) табачных изделий, внутреннего контейнера (3), вмещающего обернутую группу
(2) табачных изделий и имеющего шарнирную крышку (6); и
третью упаковочную секцию (37) для формирования, сгибанием наружной заготовки (25) вокруг внутреннего контейнера (3), наружного контейнера (4), который скользящим образом вмещает внутренний контейнер (3) и имеет соединительную перемычку (20), выполненную за одно целое на одном конце с наружным контейнером (4) и приклеенную на другом конце к крышке (6) внутреннего контейнера (3),
отличающаяся тем, что третья упаковочная секция (37) содержит:
заклеивающее устройство (78) для нанесения клея (79) на участок (22) соединительной перемычки (20), в то время как соединительная перемычка (20) полностью распрямлена;
станцию (S39) подачи для соединения внутреннего контейнера (3) с наружной заготовкой (25) так, что стенка (13) крышки (6) внутреннего контейнера (3) размещается на промазанном клеем участке (22) соединительной перемычки (20), в то время как соединительная перемычка (20) полностью распрямлена; и
гибочное устройство (83) для перемещения внутреннего контейнера (3) относительно наружной заготовки (25) и в положение, соответствующее полностью закрытому положению пачки (1), в котором внутренний контейнер (3) полностью введен во внешний контейнер (4), чтобы согнуть на себя соединительную перемычку (20).
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| US 3979047 A 07.09.1976 | |||
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА СИГАРЕТНЫХ ПАЧЕК С ШАРНИРНОЙ КРЫШКОЙ | 2001 |
|
RU2266849C2 |

