Данное изобретение относится к способу разделки двухпучковой отработавшей тепловыделяющей сборки (ОТВС) ядерного реактора, обеспечивающему возможность ее транспортировки к долговременному хранилищу.
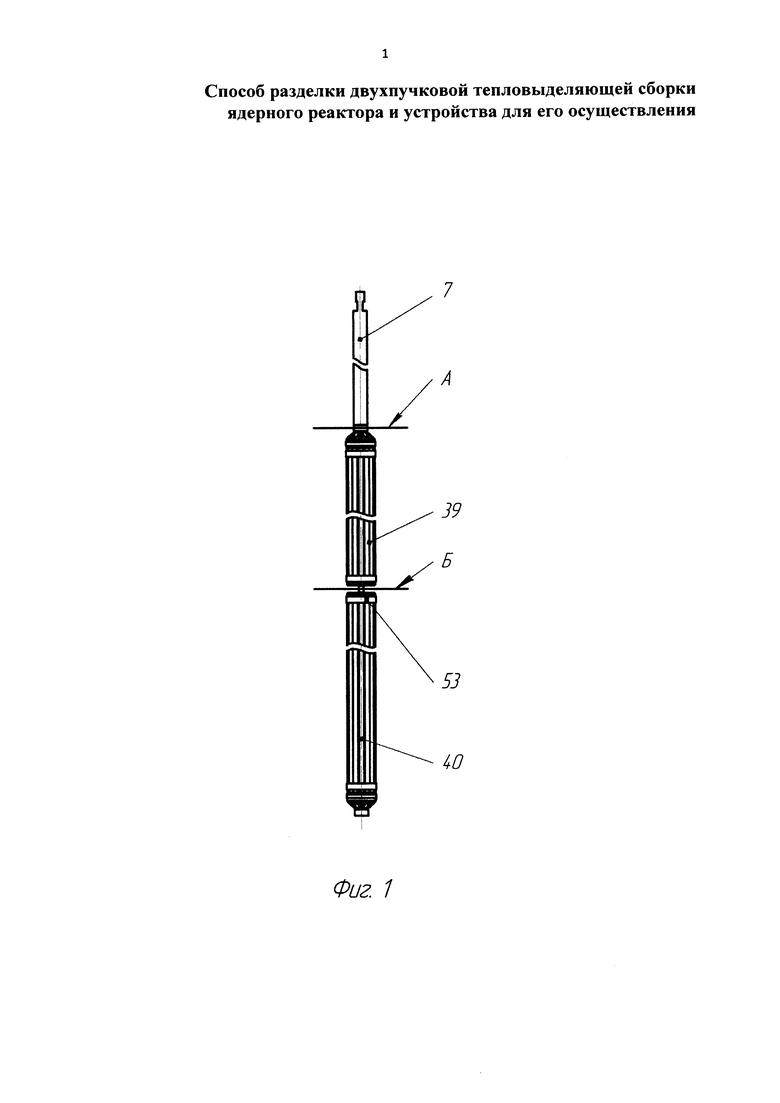
Разделка ОТВС заключается в отрезании подвески 7 и разделении верхнего 39 и нижнего 40 пучков твэлов (фиг. 1). Подвеска направляется в хранилище твердых радиоактивных отходов (ТРО), а пучки твэлов поступают на упаковку в защитные контейнеры для последующей транспортировки к долговременному хранилищу.
Известно изобретение «Способ разделки двухпучковой топливной сборки ядерного реактора для ее последующего хранения и камера разделки для осуществления способа» (Патент RU №2219605 С2, G21F 7/00, опубл. 20.08.2003).
По этому способу разделки ОТВС для отрезания подвески и разрезания перемычки между верхним и нижним пучками твэлов используется отрезной станок с фрезерной головкой.
Основным недостатком указанного способа разделки ОТВС является образование радиоактивной стружки, которая потоком, подаваемым на фрезу охлаждающей жидкости, разносится по столешнице защитной камеры, откладывается в труднодоступных местах и засоряет фильтры.
Эффективный сбор этой стружки имеющимися средствами затруднен.
В результате, в защитной камере при проведении работ по разделке ОТВС накапливаются отложения стружки и радиационная обстановка постоянно ухудшается.
Для выполнения профилактических или ремонтных работ с заходом персонала в защитную камеру требуется проведение дорогостоящей и трудоемкой операции по дезактивации оборудования. При этом с течением времени трудоемкость и сложность дезактивации постепенно нарастают.
Кроме того, отрезной станок и поворотно-зажимное устройство для фиксации ОТВС установлены на разных базах и не имеют жесткой связи между собой, что в процессе резания приводит к вибрации и не позволяет применить скоростные режимы резания с целью повышения производительности.
Известно также изобретение «Способ разделки отработавшей двухпучковой топливной сборки ядерного реактора для последующего его хранения и камера для его осуществления» (Патент RU №2226011 С2, G21A 7/06, G21F 9/34, опубл. 30.03.2004).
По этому способу для разделки ОТВС применяется также отрезной станок с режущей фрезерной головкой и ему присущи все недостатки, вышеизложенные относительно патента №2219605, опубл. 20.08.2003.
В основу изобретения положена задача разработки способа разделки двухпучковой тепловыделяющей сборки ядерного реактора без образования стружки и устройства для его реализации. Компоновка устройства должна позволять его применение в составе действующих комплексов оборудования отделений разделки ОТВС на Ленинградской, Курской и Смоленсмкой АЭС.
Указанная задача решается путем применения дистанционно управляемых кусачек для отрезания подвески и разрезания перемычки между верхним и нижним пучками твэлов.
Существует определенное количество ОТВС, в которых зазор между верхним 39 и нижним 40 пучками (фиг. 1) твэлов настолько мал, что в него для перекусывания перемычки невозможно ввести ножи кусачек достаточной прочности. В этом случае для разрезания перемычки между пучками твэлов необходимо применять отрезной станок с фрезерной головкой, снабженной тонкой фрезой.
Таким образом, для разделки ОТВС должна быть предусмотрена комбинированная технология - перекусывание перемычки дистанционно управляемыми кусачками, либо разрезание фрезерным станком в тех случаях, когда в зазор между верхним и нижним пучками твэлов невозможно ввести ножи кусачек.
Особенностью процесса разделки ОТВС является то, что отрезание подвески и разрезание перемычки между пучками твэлов осуществляется при размещении ОТВС в пенале кантователя шахты разделки и, в случае смещения ОТВС с оси пенала, она может быть прижата к внутренней поверхности пенала, что может привести к разрушению твэлов. В связи с этим при выполнении процесса резания должно быть обеспечено центрирование и удержание ОТВС на оси пенала.
Известны гидравлические кусачки фирмы Lukas, например модель Lukas S511, предназначенная, в частности, для перекусывания арматуры. Кусачки включают силовой гидроцилиндр, устройство передачи усилия на ножи, пару ножей с прямолинейной кромкой режущих лезвий, вращающихся на соединяющей их оси.
Существуют различные модификации кусачек, в одних лезвия ножей смыкаются режущими кромками, в других складываются внахлест.
Недостатком кусачек с прямыми кромками лезвий ножей является то, что сила резания сопровождается также силой, выталкивающей разрезаемый профиль в направлении от оси крепления ножей, что применительно к разрезанию перемычки между ПТ, как отмечалось выше, может привести к повреждению твэлов.
Известно также изобретение «Кусачки гидравлические» (патент RU №2422254, опубл. 27.06.2011). В этом устройстве ножи выполнены складывающимися внахлест, а режущие кромки выполнены в виде криволинейных участков, которые при перекусывании исключают возможность перемещения перекусываемого профиля в направлении от оси вращения ножей.
Основным недостатком кусачек этого типа, применительно к предлагаемому способу, является следующее:
- толщина пары ножей увеличена (равна сумме толщин каждого из ножей), что ограничивает возможность использования кусачек для перекусывания перемычки при малом зазоре между пучками твэлов;
- конструкция устройства не обеспечивает возможность дистанционного демонтажа ножей для заточки и обратную их установку с помощью копирующего манипулятора защитной камеры.
Предлагаемое техническое решение направлено на устранение вышеуказанных недостатков.
Поставленная задача решается следующим образом:
- ножи с прямолинейной режущей кромкой лезвий установлены в блоках, которым обеспечена возможность дистанционной замены с помощью копирующего манипулятора;
- обеспечено синхронное сближение ножей до смыкания режущих кромок при резке, что исключает смещение оси разделываемой ОТВС с оси пенала и, следовательно, возможность повреждения твэлов;
- обеспечено, при резке, движение ножей в одной плоскости, что исключает возникновение моментов изгибающих сил на лезвия ножей и повышает их стойкость.
При использовании предлагаемого изобретения могут проявиться, в частности, следующие технические результаты:
во-первых, предотвращение увеличения образования стружки при разделке ОТВС;
во-вторых, повышение производительности;
в-третьих, облегчение дезактивации;
в-четвертых, улучшение радиационной обстановки.
Сущность предлагаемого технического решения поясняется чертежами, представленными на фиг. 1…8:
- фиг. 1 - отработавшая тепловыделяющая сборка (ОТВС);
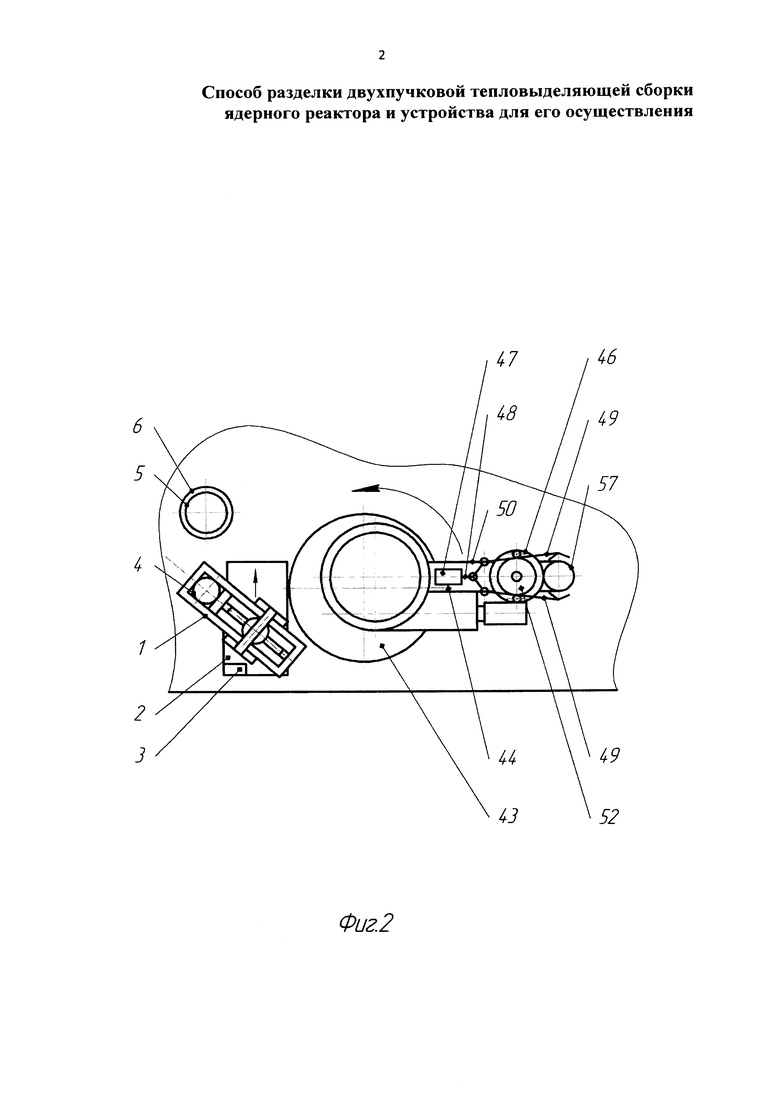
- фиг. 2 - план расположения в защитной камере разделки ОТВС, кусачек (в положении парковки) и отрезного станка (в положении парковки);
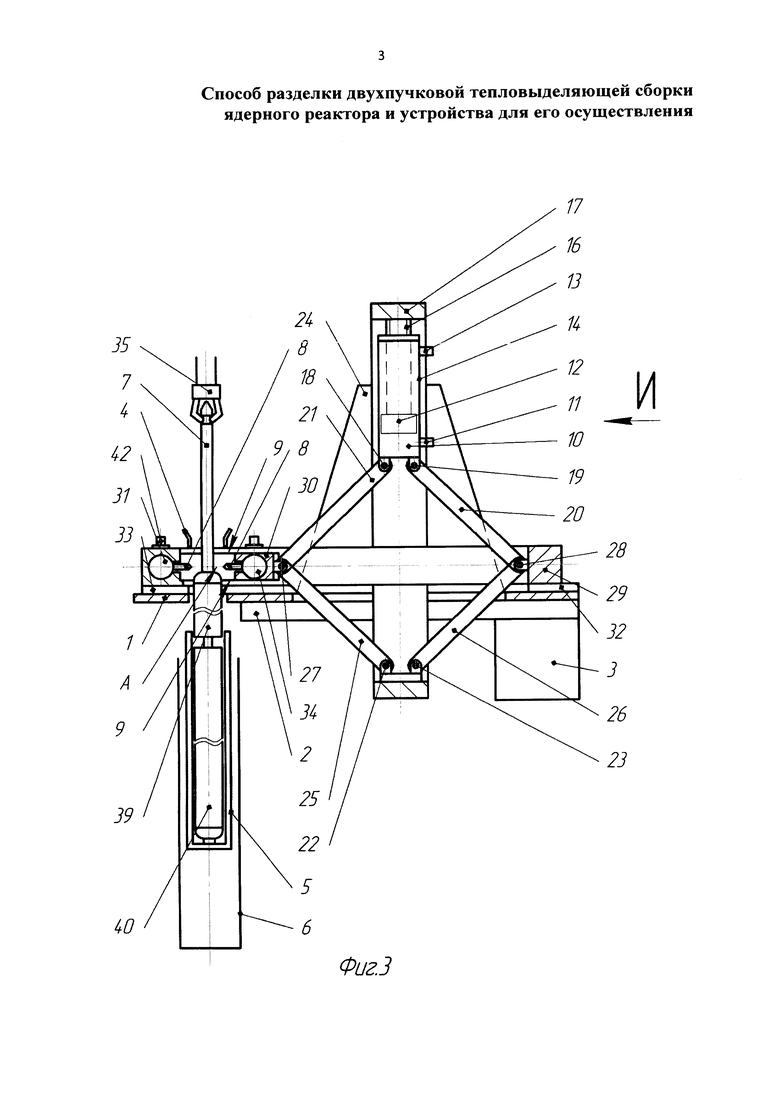
- фиг. 3 - кусачки в исходном положении для отрезания подвески;
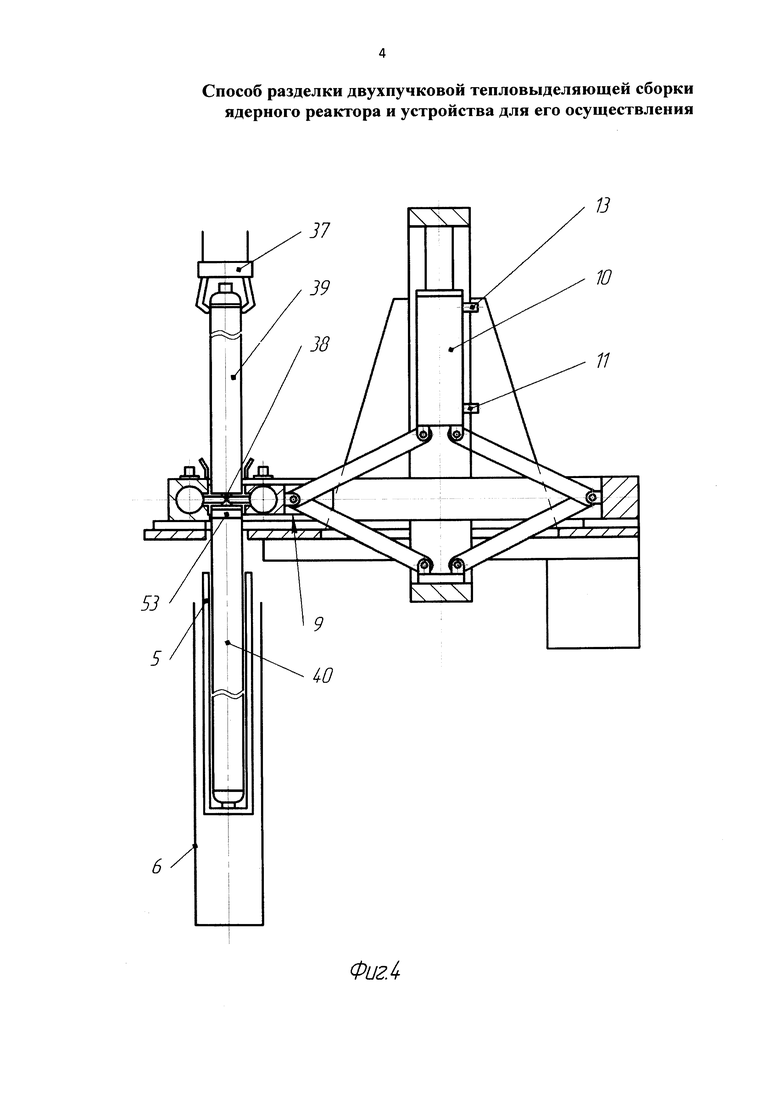
- фиг. 4 - кусачки в положении после перекусывания перемычки между верхним и нижним пучками твэлов;
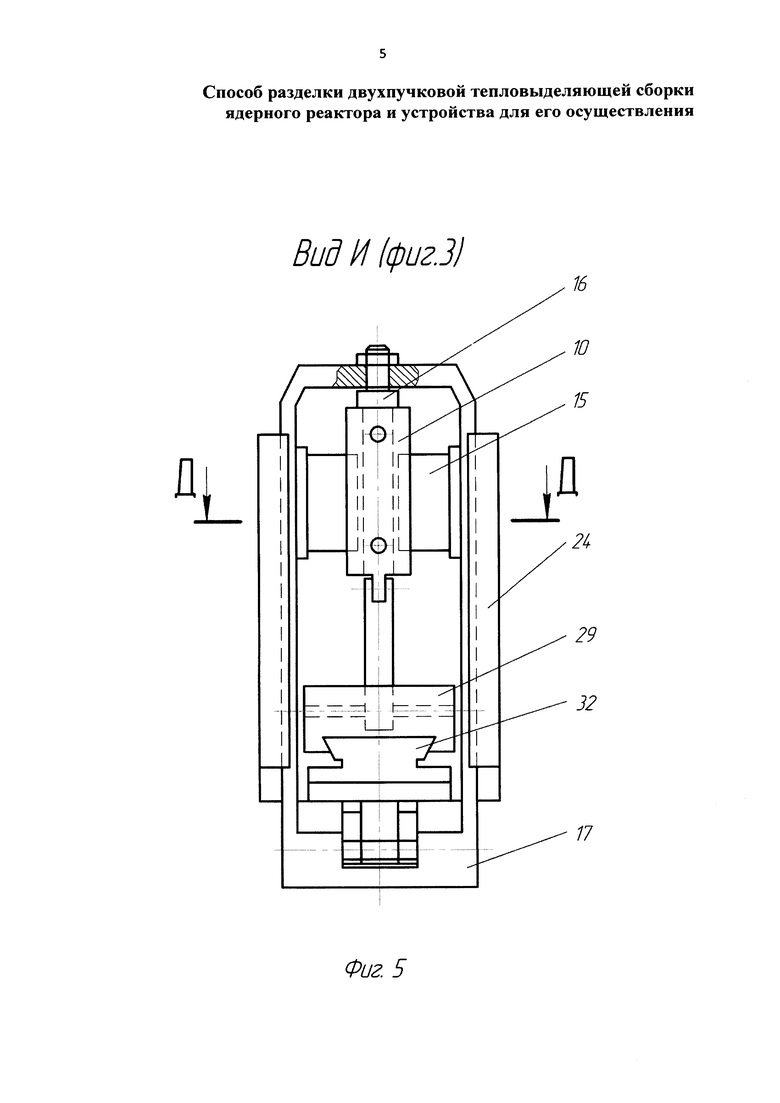
- фиг. 5 - вид И (фиг. 3);
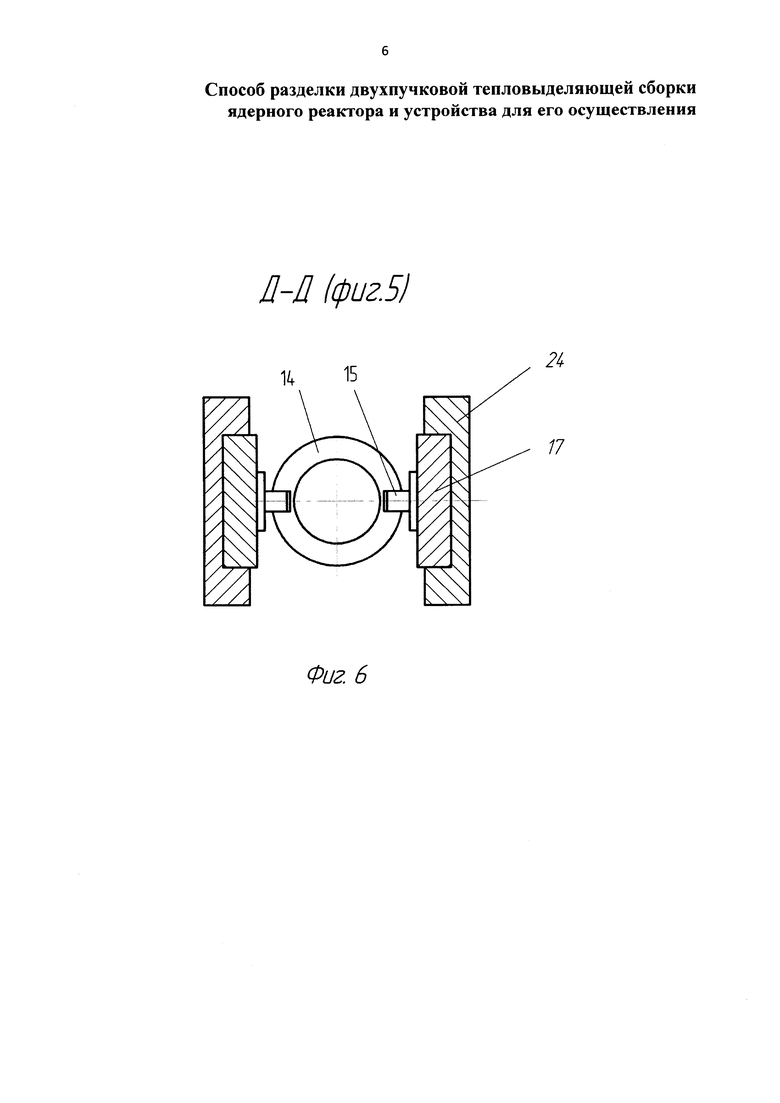
- фиг. 6 - сечение Д-Д (фиг. 5);
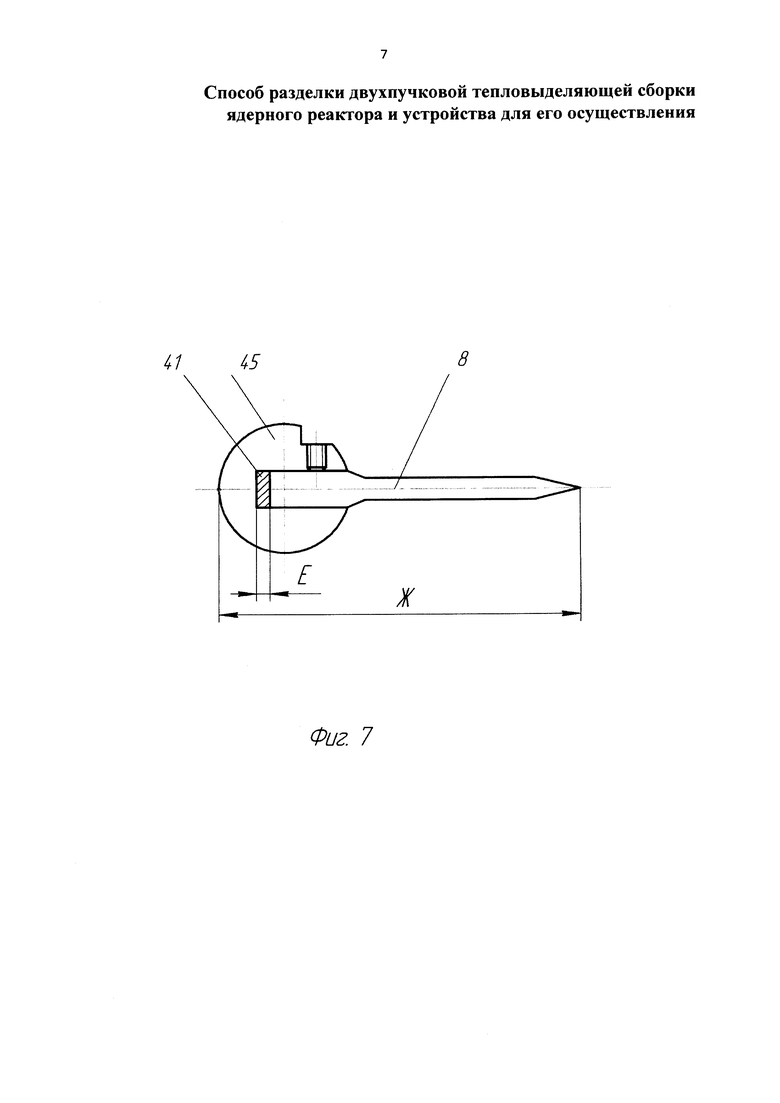
- фиг. 7 - ножевой блок;
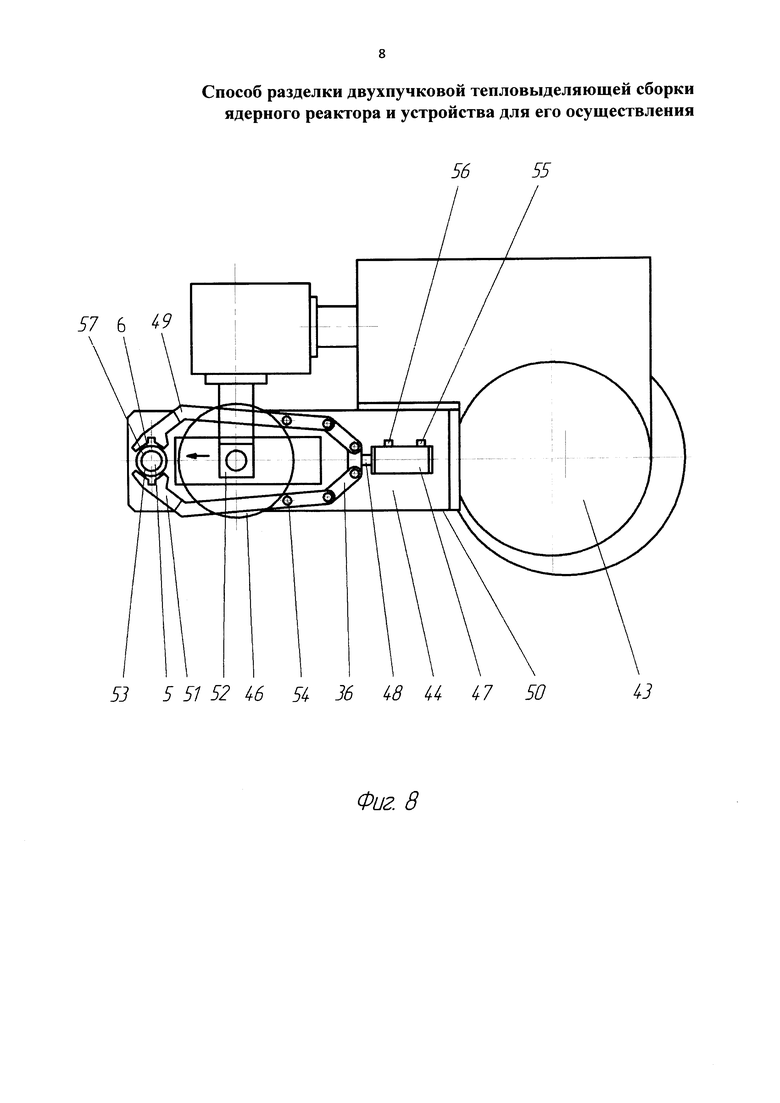
- фиг. 8 - зажимное устройство.
Оборудование для разделки ОТВС в защитной камере скомпоновано так, что перемещением платформы 2 из положения парковки ось приемного конуса 4 кусачек 1 может быть совмещена с осью пенала 5 шахты разделки 6 (фиг. 2).
После перевода кусачек в положение парковки, поворотом колонны станка 43 ось направляющего конуса 57 пневмозажимного устройства 50 также может быть совмещена с осью пенала 5 (фиг. 2).
Предлагаемые кусачки 1 (фиг. 3) содержат платформу 2, на направляющих 32 и 33 которой установлена подвижная горизонтальная рама 29. В направляющих 9 рамы установлен ползун 30. Рама и ползун посредством рычагов 20 и 21 и шарнирных пальцев 18 и 19, соответственно, связаны с корпусом гидроцилиндра 14, а посредством рычагов 25 и 26 и пальцев 22 и 23, соответственно, с подвижной вертикальной рамой 17, установленной в закрепленных на платформе 2 направляющих 24 и соединенной со штоком 16 гидроцилиндра 10 (фиг. 3 и 5). В ползуне 30 и в горизонтальной раме 29 установлены ножевые блоки, соответственно, 34 и 31 с ножами 8 (фиг. 3).
Таким образом, рычаги 20, 21, 25 и 26 образуют параллелограмм. При встречном движении пальцев 18, 19 и 22, 23 вдоль оси вертикальной рамы, обеспеченном направляющими 15 (фиг. 6), пальцы 27 и 28 (фиг. 3), а также связанные с ними горизонтальная рама 29 и ползун 30 осуществляют разнонаправленное движение вдоль оси горизонтальной рамы 29. При этом ножевые блоки и установленные в них ножи движутся навстречу друг другу до смыкания режущих кромок лезвий ножей.
При подаче жидкости в гидроцилиндр 10 (фиг. 3), через гибкий рукав в штуцер 11, поршень 12 и связанная с ним посредствам штока 16 рама 17 движутся вверх. Одновременно корпус 14 гидроцилиндра по направляющим 15 (фиг. 6) движется вниз. Соответственно сближаются пальцы 18, 19 и 22, 23, обеспечивая раздвижение пальцев 27 и 28, связанных с ними горизонтальной рамы и ползуна и тем самым сближение ножевых блоков и режущих кромок ножей, осуществляющих резание.
Ножевой блок (фиг. 7) представляет собой дистанционно заменяемое с помощью копирующего манипулятора устройство, включающее корпус 45, нож 8 и компенсатор 41, пригонка которого по размеру Е обеспечивает необходимый размер Ж после заточек ножей для получения требуемого зазора между режущими кромками в конце процесса резания (во избежание утыкания). Крепление ножевых блоков в горизонтальной раме 29 и ползуне 30 осуществляется с помощью дистанционно управляемых элементов (винтов) 42 (фиг. 3).
Пневмозажимное устройство 50 (фиг. 8) представляет собой закрепленную на колонне станка 43 платформу 44, на которой установлен шарнирно-рычажный механизм, включающий рычаги 36, связанные со штоком 48 пневмоцилиндра 47, и рычаги 49 снабженные губками 51. При подаче сжатого воздуха в пневмоцилиндр 47 через штуцер 55 шток 48 выдвигается и посредством рычагов 36 поворачивает рычаги 49 вокруг осей 54. В результате губки 51 сближаются и зажимают дистанционируюшую решетку 53 (фиг. 1 и 4) пучка твэлов установленного в пенал 5 кантователя в шахте 6 (фиг. 4). При подаче в пневмоцилиндр 47 сжатого воздуха через штуцер 56 губки 51 (фиг. 8) переводятся в исходное состояние.
Предложенный способ разделки ОТВС реализуется следующим образом.
Поданная в защитную камеру ОТВС подвешивается на захват 35 (фиг. 3) крана. После осмотра и измерения величины зазора между верхним и нижним пучками твэлов принимается решение по способу разделки - кусачками, либо отрезным станком в зависимости от величины зазора. Если величина зазора больше толщины ножей, можно использовать кусачки.
Рассмотрим вариант разделки ОТВС с использованием кусачек.
Кусачки 1 переводятся из положения парковки в рабочее положение путем перемещения платформы 2 приводом 3 (фиг. 2). При этом ось приемного конуса 4 кусачек совмещается с осью пенала 5 кантователя в шахте 6 (фиг. 3).
Одновременным движением вниз захвата 35 крана и пенала 5 (фиг. 3) место реза А подвески 7 устанавливается в плоскости движения режущих кромок лезвий ножей 8 (фиг. 3). При подаче рабочей жидкости в гидроцилиндр 10 через штуцер 11 поршень 12 поднимается вверх. При этом корпус 14 гидроцилиндра синхронно опускается вниз по направляющим 15 (фиг. 3).
Связанная со штоком 16 гидроцилиндра рама 17 по направляющим 24 поднимается вверх (фиг. 3). Соответственно, пальцы 18 и 19 рычагов 20 и 21 опускаются, а пальцы 22 и 23, связанные с рамой 17, поднимаются. Рычаги 21 и 25, а также 20 и 26 соответственно сближаются в направлении складывания. Возникают усилия на пальцах 27 и 28, которые передаются на связанные с ними раму 29 и ползун 30.
Рама 29, с закрепленным на ней ножевым блоком 31, перемещается вправо по направляющим 32 и 33. Ползун 30, с закрепленным в нем ножевым блоком 34, перемещается влево по направляющим 9 в раме 29.
В результате режущие кромки лезвий ножей сходятся и перерезают подвеску.
Отрезанная подвеска переносится краном в чехол для твердых радиоактивных отходов.
В гидроцилиндр подается давление через штуцер 13 (фиг. 3). Шарнирно рычажный механизм срабатывает в обратном порядке, и лезвия ножей переходят в исходное положение.
Для перекусывания перемычки 38 (фиг. 4) при разделении верхнего 39 и нижнего 40 пучков твэлов при использовании захвата 37 сцепленного с верхним ПТ, ОТВС, краном, устанавливается так, чтобы место перекусывания было в полости режущих кромок лезвий ножей 8 (фиг. 3). Подается рабочая жидкость в гидроцилиндр 10 через штуцер 11 и перемычка перекусывается так же, как это изложено выше при описывании перекусывания подвески.
Для заточки ножей ножевые блоки 31 и 34 копирующим манипулятором после их расфиксации, (разворота элементов 42) могут быть извлечены соответственно из рамы 29 и ползуна 30 (фиг. 3).
Ножевые блоки (фиг. 7) после дезактивации передаются в «чистую» зону и разбираются. После заточки лезвий ножей ножевые блоки собираются и настраиваются для обеспечения заданного размера Ж пригонкой размера Е компенсатора 41. Затем блоки передаются в защитную камеру, копирующим манипулятором устанавливаются на рабочие места и фиксируются элементами 42 (фиг. 3).
Разделка ОТВС с использованием отрезного станка 43, оснащенного пневмозажимным устройством 50 (фиг. 8), производится следующим образом.
При помощи кусачек (последовательность операций описана выше) выполняется отрезка подвески. Пенал кантователя опускает пучки твэлов в положение, при котором место реза А подвески (фиг. 1) располагается ниже уровня платформы 2 (фиг. 3). Платформа кусачек переводится в парковочное положение.
Отрезной станок 43 (фиг. 2) поворачивается на вертикальной оси в сторону шахты разделки 6 до совмещения оси направляющего конуса 57 зажимного устройства с осью пенала 5 кантователя.
Краном с захватом 37 (фиг. 4), сцепленным с верхним ПТ 39, пучки твэлов устанавливаются так, чтобы линия реза Б (фиг. 1) перемычки была в плоскости фрезы.
Подается сжатый воздух в пневмоцилиндр 47 через штуцер 55 (фиг. 8). Движение штока 48 пневмоцилиндра шарнирно-рычажным механизмом преобразуется в охватывающее движение рычагов с губками 51, которые, поворачиваясь на осях 54, зажимают верхнюю дистанционирующую решетку 53 нижнего пучка твэлов 40 (фиг. 4).
Вращением фрезы 46 при подаче фрезерной головки 52 осуществляется резка перемычки ОТВС (фиг. 8).
При подаче в пневмоцилиндр 47 сжатого воздуха через штуцер 56 губки 51 (фиг. 8) переводятся в исходное состояние.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ РАЗДЕЛКИ ОТРАБОТАВШЕЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2208849C2 |
| СПОСОБ ЗАГРУЗКИ ОТРАБОТАВШЕЙ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА В АМПУЛУ ДЛЯ ПОСЛЕДУЮЩЕГО ЕЕ ХРАНЕНИЯ И АМПУЛА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2006 |
|
RU2328046C2 |
| КАМЕРА РАЗДЕЛКИ ДВУХПУЧКОВОЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1992 |
|
RU2031460C1 |
| АМПУЛА ДЛЯ ОТРАБОТАВШЕЙ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2012 |
|
RU2505871C1 |
| СПОСОБ РАЗДЕЛКИ ОТРАБОТАВШЕЙ ДВУХПУЧКОВОЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА ДЛЯ ПОСЛЕДУЮЩЕГО ХРАНЕНИЯ И КАМЕРА РАЗДЕЛКИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1999 |
|
RU2171508C2 |
| Способ и устройство для аварийного извлечения из пенала кантователя пучка твэлов | 2015 |
|
RU2623424C1 |
| СПОСОБ РАЗДЕЛКИ ДВУХПУЧКОВОЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА ДЛЯ ЕЁ ПОСЛЕДУЮЩЕГО ХРАНЕНИЯ И КАМЕРА РАЗДЕЛКИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2002 |
|
RU2219605C2 |
| УСТРОЙСТВО РАЗДЕЛКИ ДВУХПУЧКОВОЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1992 |
|
RU2069902C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧАСТИЧНО ПОВРЕЖДЕННОЙ ДВУХПУЧКОВОЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА, КАМЕРА ДЛЯ РАЗДЕЛКИ И ФАЛЬШТВЭЛ ДЛЯ ВОССТАНОВЛЕНИЯ ТОПЛИВНОЙ СБОРКИ | 1992 |
|
RU2072569C1 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ АМПУЛ | 2010 |
|
RU2444799C1 |
Группа изобретений относится к способу разделки двухпучковой отработавшей тепловыделяющей сборки (ОТВС) ядерного реактора. Способ разделки двухпучковой тепловыделяющей сборки ядерного реактора включает отрезку подвески и ее установку в транспортный контейнер для подвесок, разрезку перемычки, соединяющий два пучка твэлов, и установку их в транспортный контейнер. Измеряют зазор между пучками твэлов, отрезку подвески выполняют кусачками, а разрезку перемычки осуществляют кусачками либо отрезным станком, в зависимости от величины зазора между пучками твэлов в тепловыделяющей сборке. Имеется также камера разделки для способа разделки. Группа изобретений позволяет сократить образования стружки при разделке ОТВС, повысить производительность. 2 н. и 3 з.п. ф-лы, 8 ил.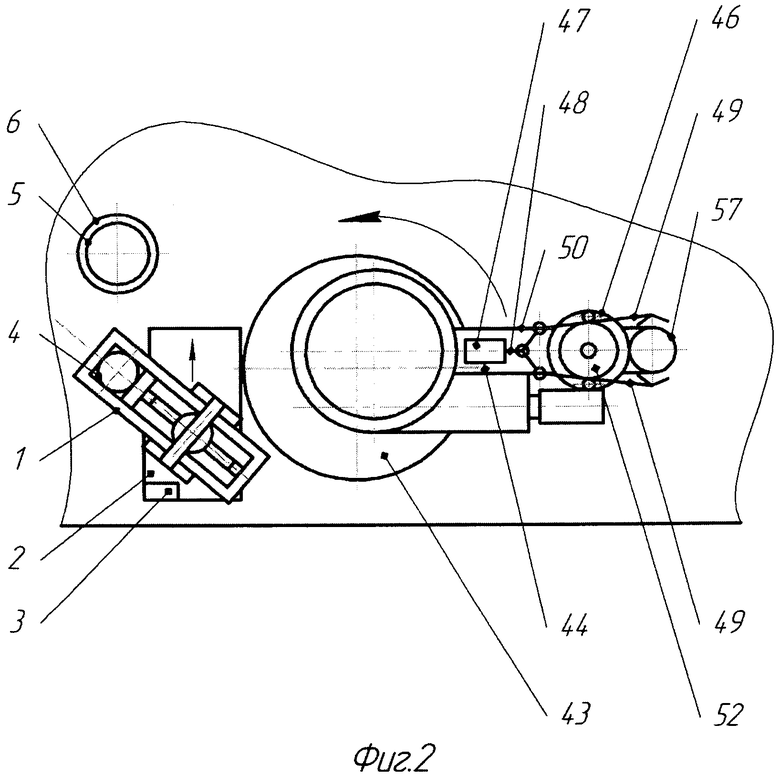
1 Способ разделки двухпучковой тепловыделяющей сборки ядерного реактора, включающий отрезку подвески и ее установку в транспортный контейнер для подвесок, разрезку перемычки, соединяющий два пучка твэлов и установку их в транспортный контейнер, отличающийся тем, что измеряют зазор между пучками твэлов, отрезку подвески выполняют кусачками, а разрезку перемычки осуществляют кусачками либо отрезным станком, в зависимости от величины зазора между пучками твэлов в тепловыделяющей сборке.
2. Камера разделки для способа разделки двухпучковой тепловыделяющей сборки ядерного реактора, содержащая отрезной станок, отличающаяся тем, что камера разделки снабжена кусачками, а отрезной станок дополнительно оснащен пневмозажимным устройством фиксации разрезаемой тепловыделяющей сборки.
3. Камера разделки по п. 2, отличающаяся тем, что она снабжена шарнирно-рычажным механизмом и направляющими, обеспечивающими синхронное движение ножевых блоков кусачек в одной плоскости до смыкания режущих кромок ножей.
4. Камера разделки по п. 2, отличающаяся тем, что снабжена дистанционно управляемыми элементами крепления ножевых блоков кусачек.
5. Камера разделки по п. 2, отличающаяся тем, что она снабжена набором вкладышей, компенсирующих потерю длины лезвия ножа, возникающую при заточках режущих кромок ножей кусачек.
| СПОСОБ РАЗДЕЛКИ ДВУХПУЧКОВОЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА ДЛЯ ЕЁ ПОСЛЕДУЮЩЕГО ХРАНЕНИЯ И КАМЕРА РАЗДЕЛКИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2002 |
|
RU2219605C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1998 |
|
RU2153713C1 |
| Устройство для разрезания облученных твэлов в составе тепловыделяющей сборки | 1989 |
|
SU1838836A3 |
| GB 1314803 A, 26.04.1973 | |||
| US 4664872 A1, 12.05.1987. | |||

