Изобретение относится к трубопроводному транспорту жидкостей и газов.
Устройство для присоединения отвода к действующему трубопроводу без снижения давления транспортируемой среды (далее устройство) может быть использовано для врезки вновь построенных трубопроводов к действующим сетям, где имеет место присоединение ответвлений к трубопроводу без снижения давления транспортируемой среды.
Известно подобное устройство для присоединения к газопроводу без снижения давления газа (см. патент на изобретение RU №2571989 С1, МПК F16L 41/00, дата опубликования 27.12.2015 г. Бюл. №36).
В устройстве для присоединения отвода к действующему трубопроводу без снижения давления транспортируемой среды, содержащем тройник с фланцем, приспособление для резки стенки действующего трубопровода с корпусом и режущим инструментом, корпус приспособления для резки снабжен фланцем, присоединенным к фланцу тройника посредством струбцин, и уплотнительным узлом для подвижных соединений, а режущий инструмент выполнен в виде фрезы, снабженной уплотнительной прокладкой, прижимаемой к внутренней поверхности фланца тройника и закрепленной на валу, при этом устройство снабжено подающим узлом для подачи фрезы, выполненным в виде винта с гайкой и с подающими ручками, упорной шайбой и стопорной втулкой, фиксируемыми на валу приспособления для резки посредством болтов, захватом, закрепленным в гнезде фрезы, предохранительной заглушкой с опрессовочным узлом, устанавливаемой на фланец тройника, и стойками, устанавливаемыми между фланцем тройника, и фланцем корпуса приспособления для резки при приваривании штока фрезы к фланцу тройника.
Недостатками данного устройства являются: конструктивная невозможность механизации процесса резки стенки трубопровода, а также невозможность изменения диаметра фланца тройника и соответственно вырезаемого отверстия в зависимости от текущей необходимости.
Задачей заявленного устройства является обеспечение возможности механизации процесса резки стенки трубопровода и возможность изменения размеров врезаемого отверстия при сохранении высокой надежности и безопасности при выполнении работ по присоединению отвода к действующему трубопроводу без снижения давления транспортируемой среды.
Для достижения этой задачи в предлагаемом устройстве для присоединения отвода к действующему трубопроводу содержится тройник с фланцем, приспособление для резки стенки действующего трубопровода с фланцем корпуса и режущим инструментом, уплотнительным узлом для подвижных соединений, режущий инструмент выполнен в виде фрезы, снабженной уплотнительной прокладкой, прижимаемой к внутренней поверхности фланца тройника, захватом, закрепленным в гнезде фрезы, предохранительной заглушкой с опрессовочным узлом, при этом корпус приспособления для резки снабжен фланцем, сопряженным со сменным переходным фланцем, соответствующим размеру фланца тройника, устройство снабжено конструкцией механизации процесса резки стенки трубопровода в виде пневматического привода, снабжено подающим узлом для подачи фрезы, выполненным в виде трубы, винта с гайкой, представляющим надежное соединение, исключающее проскальзывание при подаче фрезы. Это позволяет решить поставленную задачу - сделать возможным, изменяя размер переходного фланца, изменять размер фланца тройника и фрезы, сделать возможным выполнять врезки через запорную арматуру, сделать возможным замену ручного привода на механический путем установки на устройстве пневматического привода для механизации проводимых работ, при этом сохранить надежность и безопасность выполнения присоединения отвода к действующему трубопроводу без снижения давления транспортируемой среды.
Сущность изобретения поясняются чертежами.
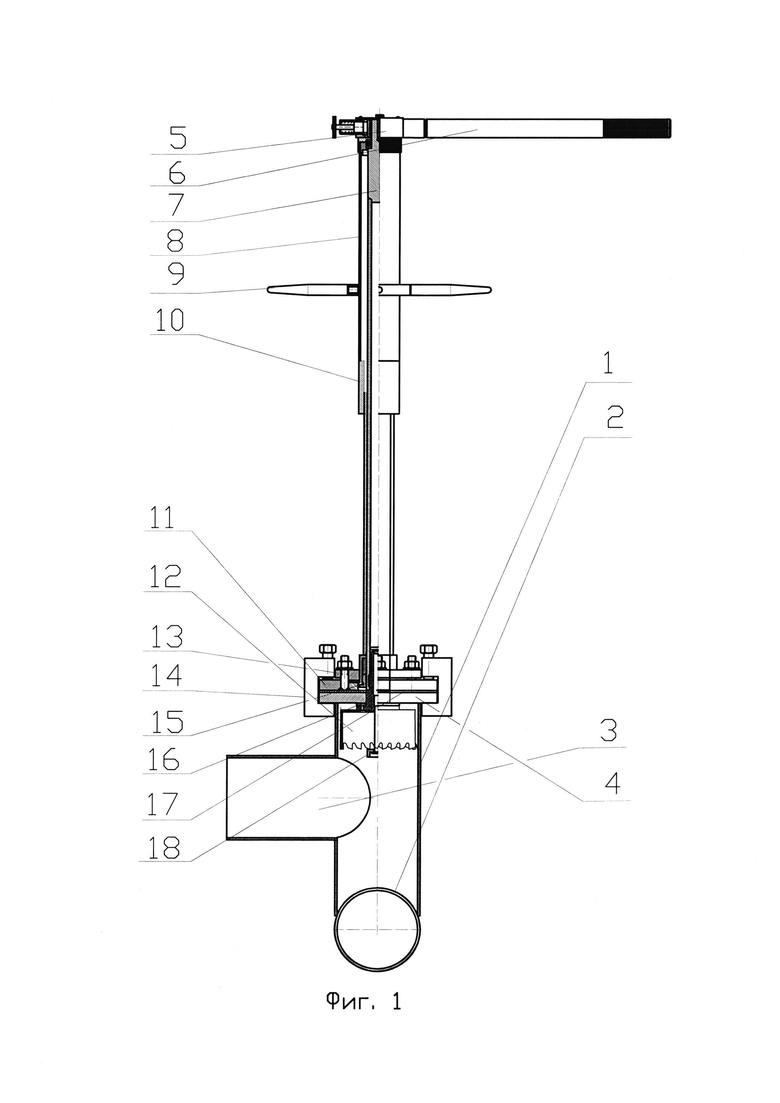
На фиг. 1 изображено заявленное устройство с ручным приводом.
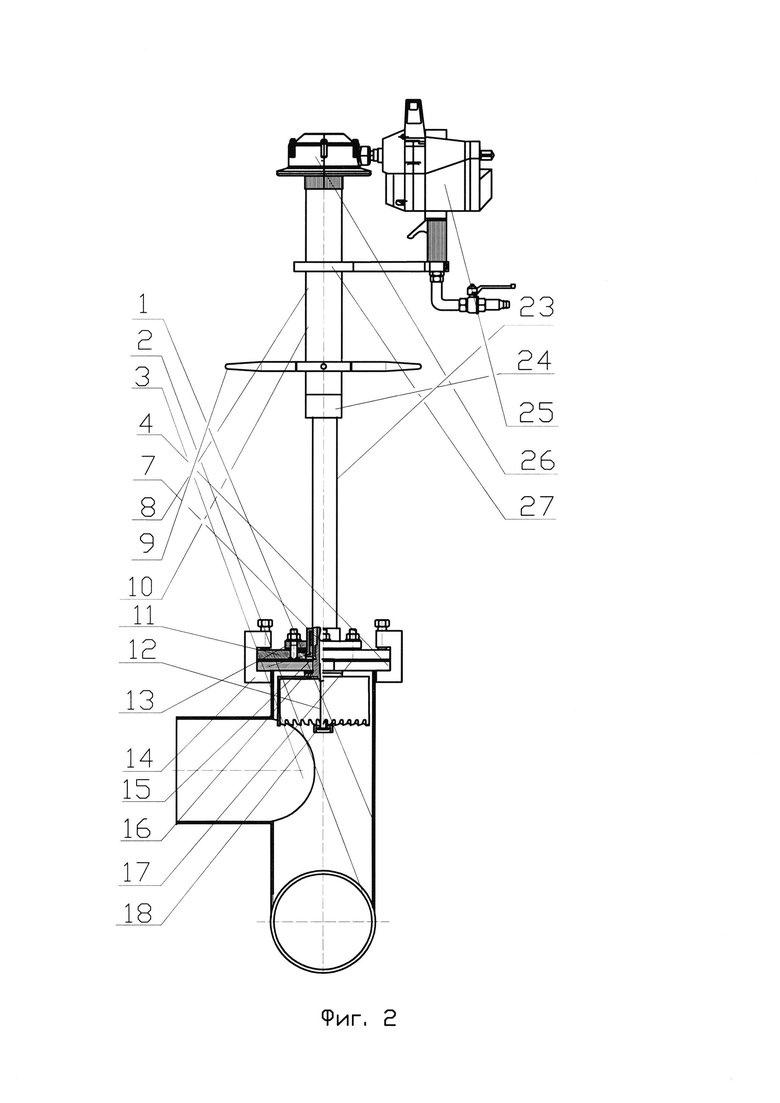
На фиг. 2 изображено заявленное устройство с пневматическим приводом.
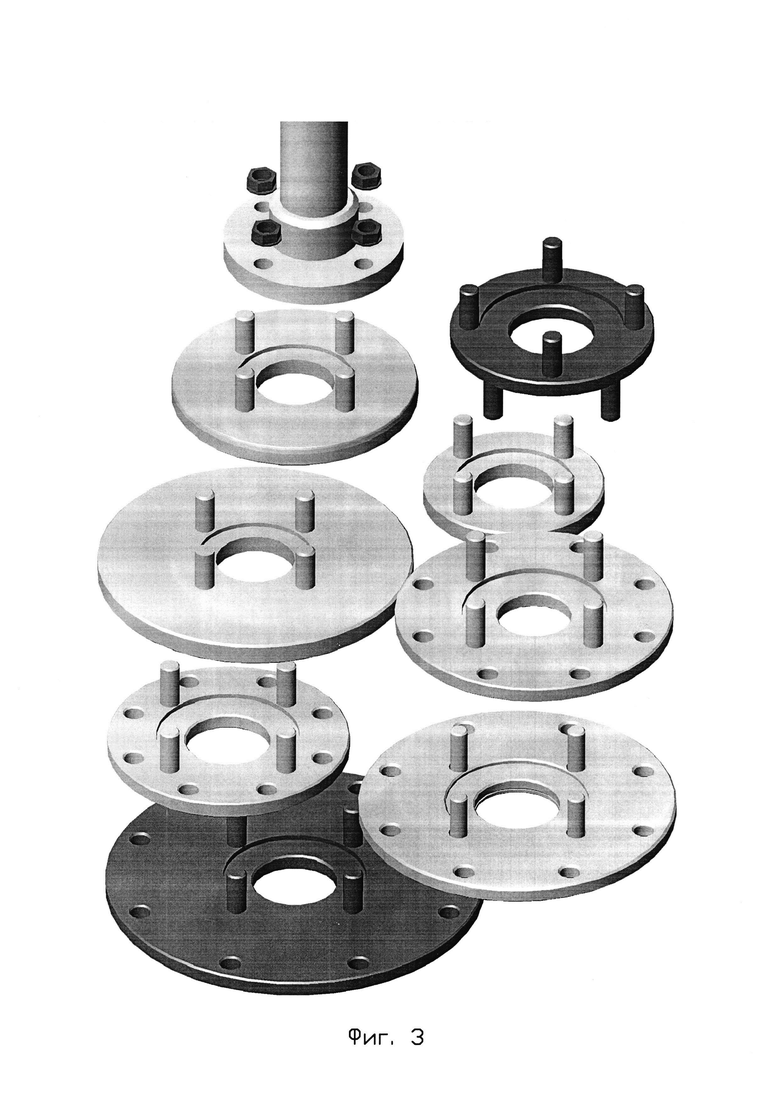
На фиг. 3 изображен комплект взаимозаменяемых переходных фланцев.
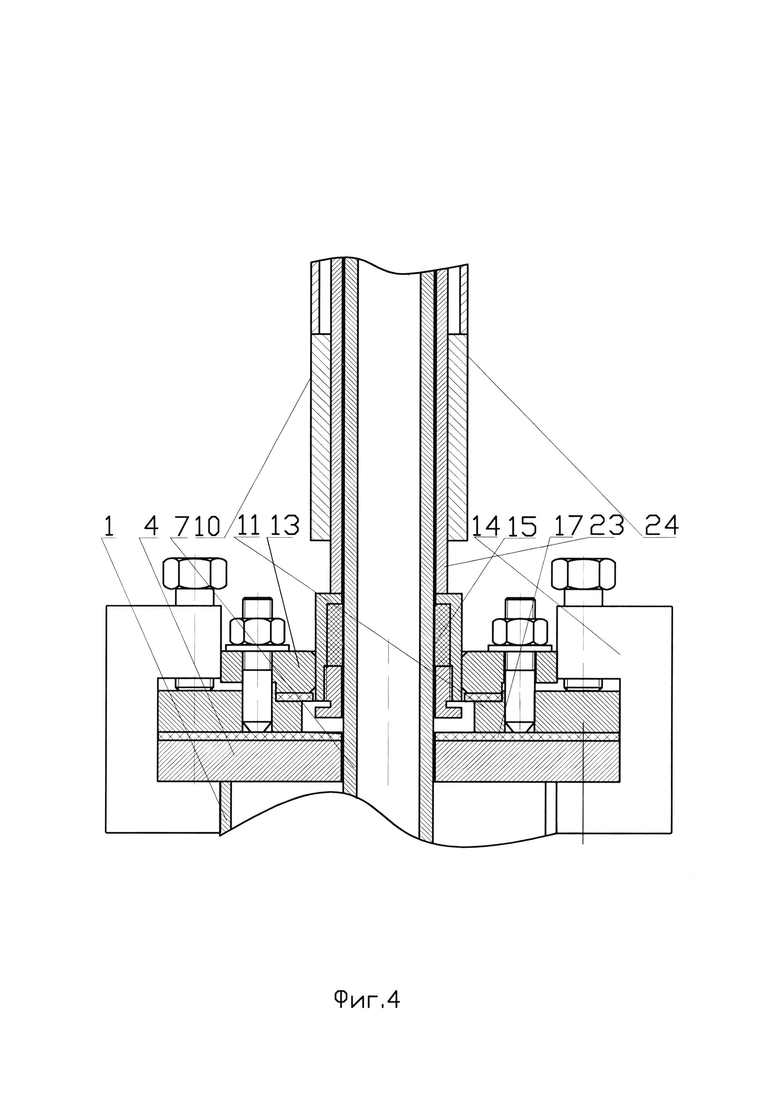
На фиг. 4 изображен подающий узел для подачи фрезы в зону резания.
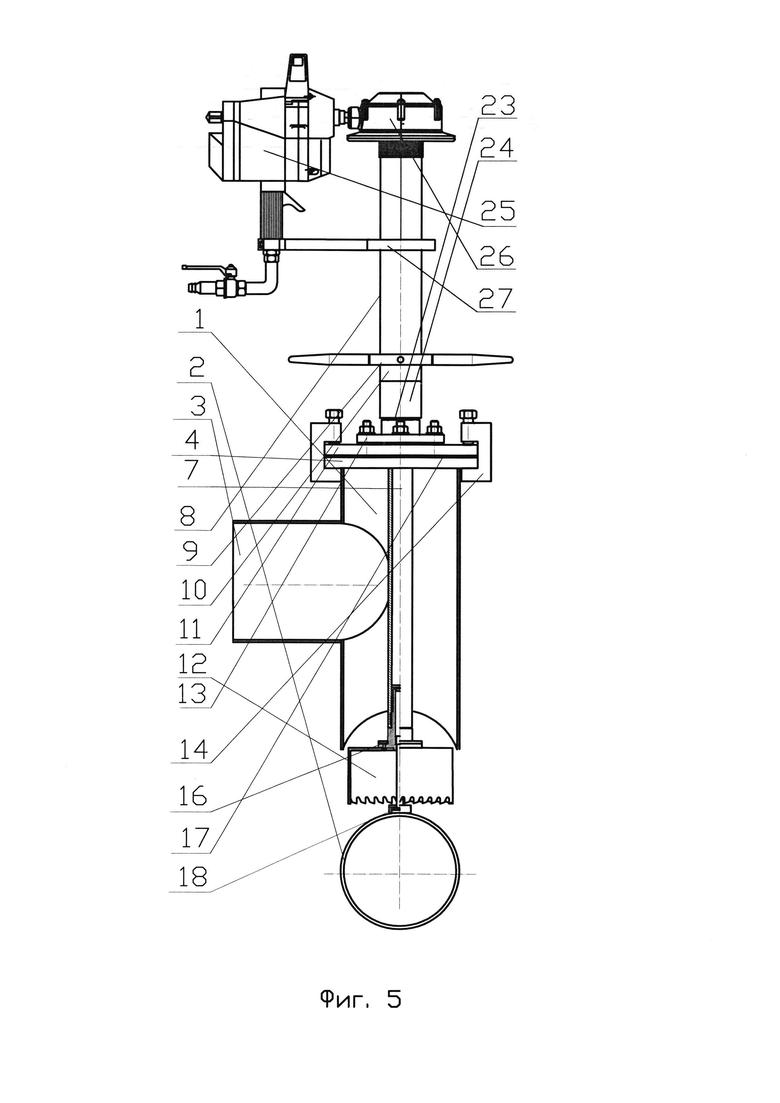
На фиг. 5 изображен этап установки захвата вырезаемого купона действующего трубопровода устройством.
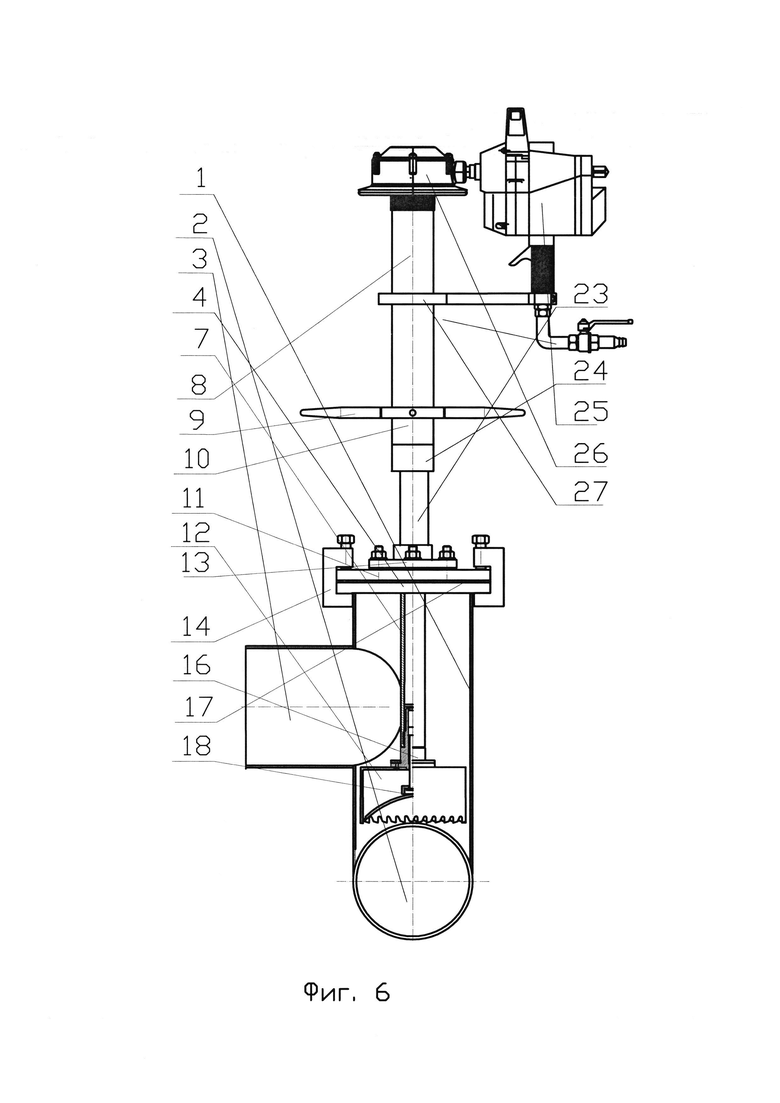
На фиг. 6 изображен этап сверления действующего трубопровода устройством.
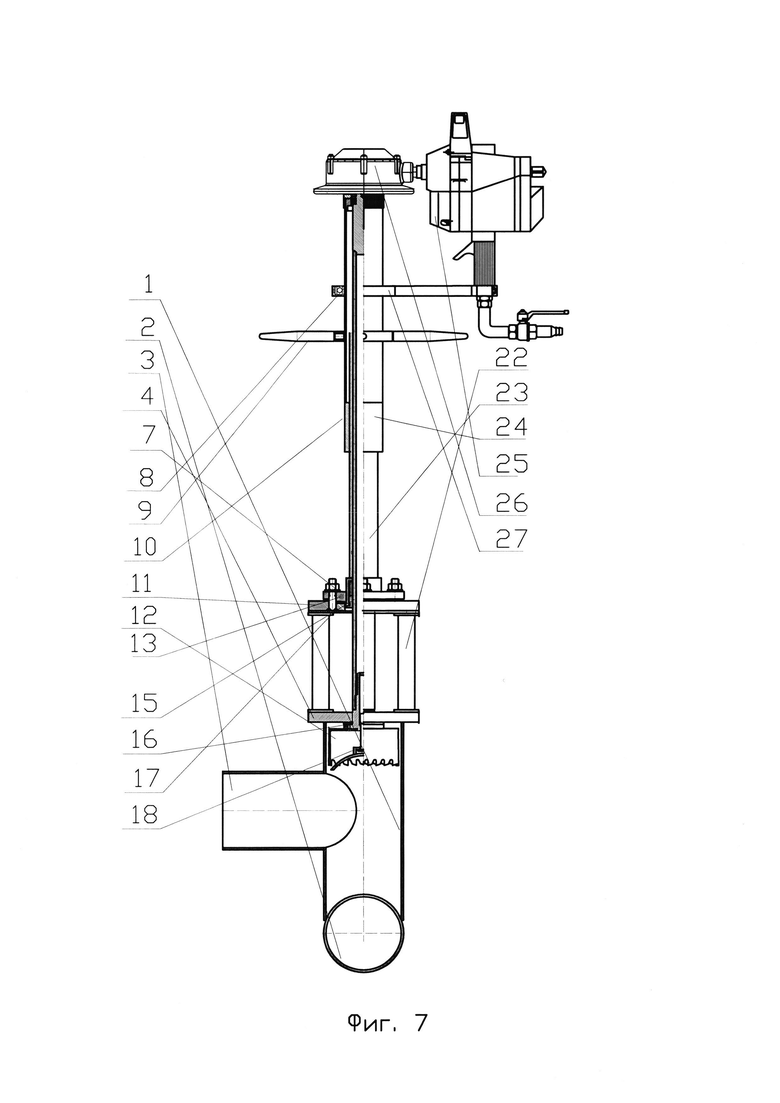
На фиг. 7 изображен этап установки запорных элементов после окончания врезки.
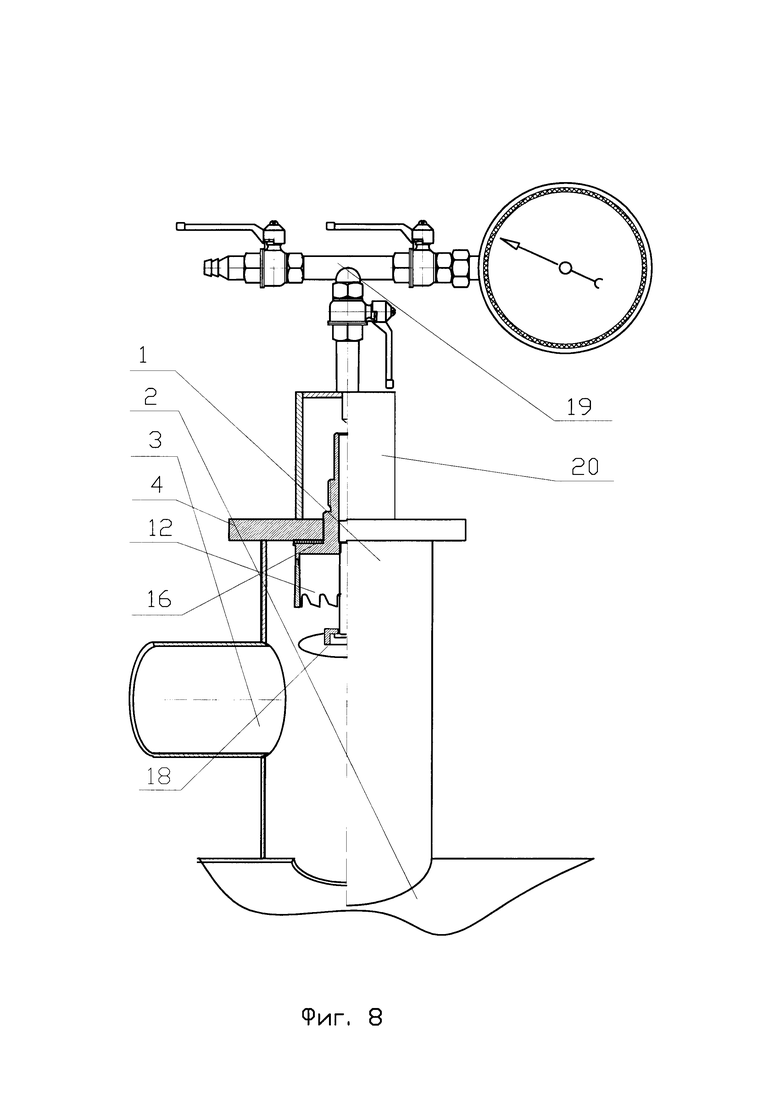
На фиг. 8 изображен этап испытания на герметичность соединения на фланце тройника узла врезки.
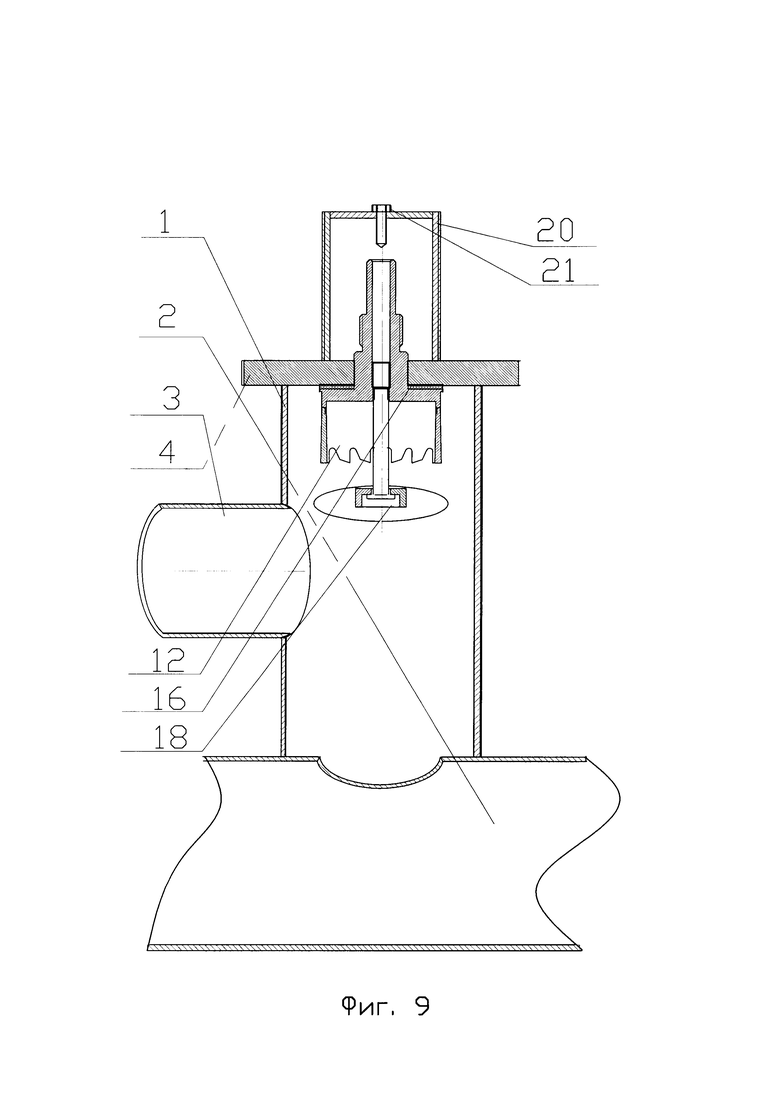
На фиг. 9 изображен этап установки пробки на фланце тройника узла врезки.
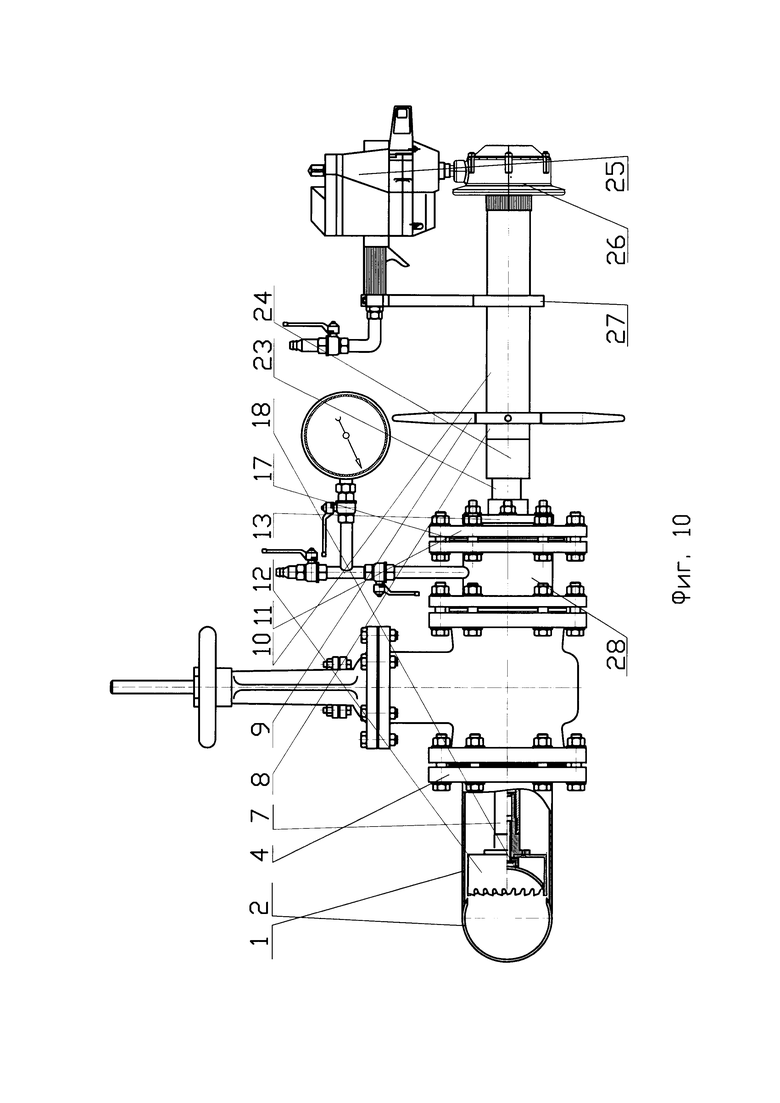
На фиг. 10 изображен способ врезки устройством через запорную арматуру.
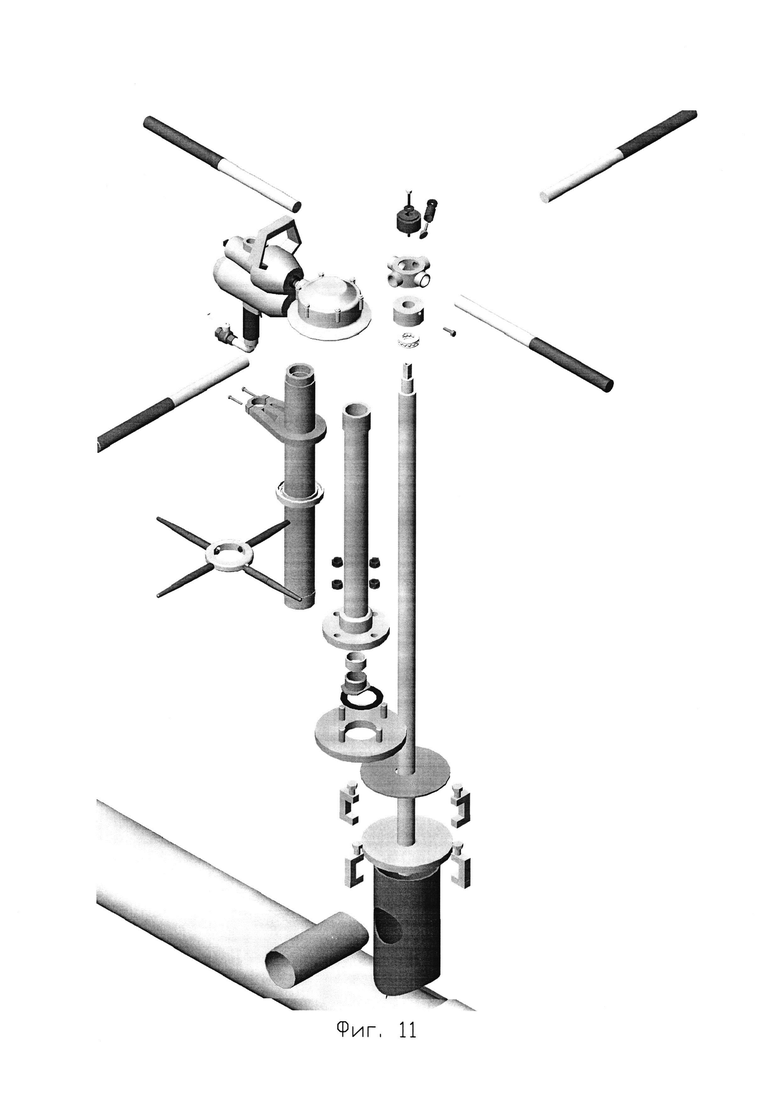
На фиг. 11 изображено заявленное устройство в разобранном виде.
Перечень узлов и деталей с цифровым обозначением:
1 – тройник,
2 - действующий трубопровод,
3 - присоединяемый трубопровод,
4 – фланец,
5 – трещотка,
6 - вращательные ручки,
7 – вал,
8 - труба подачи,
9 - подающие ручки,
10 - подающий узел,
11 - переходной фланец,
12 – фреза,
13 - фланец корпуса приспособления,
14 – струбцины,
15 - уплотнительный узел,
16 - уплотнительная прокладка,
17 - уплотнительная прокладка,
18 – захват,
19 - опрессовочный узел,
20 - предохранительная заглушка,
21 – пробка,
22 – стойки,
23 - винт подающего узла 10,
24 - гайка подающего узла 10,
25 - пневматический привод,
26 – редуктор,
27 - подшипниковый узел с креплением пневматического привода,
28 - переходной карман с краном и штуцером.
Устройство для присоединения отвода к действующему трубопроводу без снижения давления транспортируемой среды имеет следующее расположения узлов и деталей и взаимную конструкционную связь между ними: тройник 1 соединяют с фланцем 4, устанавливают на действующий трубопровод 2 для присоединения действующего трубопровода 2 и присоединяемого трубопровода 3. Присоединяемый трубопровод 3 соединяют с тройником 1 встык, соединение предназначено для присоединения присоединяемого трубопровода 3 с тройником 1.
Действующий трубопровод 2 - это источник транспортируемой среды, питающий присоединяемый трубопровод 3 через присоединенный к нему и к присоединяемому трубопроводу 3 тройник 1. Фланец 4 устанавливают на тройник 1 для соединения тройника 1 с фланцем 4 и переходного фланца 11 с фланцем корпуса приспособления 13. Трещотку 5 устанавливают на верхний конец вала 7 для его вращения в определенном направлении. Вращательные ручки 6 вворачивают в трещотку 5 для вращения вала 7 с помощью трещотки 5. Подающие ручки 9 устанавливают в подающем узле 10 для передачи усилия при вертикальном перемещении подающего узла 10 и вала 7.
Подающий узел 10 устанавливают во фланец корпуса приспособления 13, наворачивая гайку 24 на винт 23 для вертикального перемещения вала 7 и фрезы 12 при сверлении отверстия в действующем трубопроводе 2 и после этого при затяжке и уплотнении соединения фрезы 12 с уплотнительной прокладкой 16 и обратной стороной фланца 4. Фрезу 12 вворачивают в отверстие на нижнем торце вала 7 для получения отверстия в действующем трубопроводе 2. Фланец корпуса приспособления 13 устанавливают на фланец 4, закрепляют между собой струбцинами 14, во фланец корпуса приспособления 13 вставляют вал 7, при этом во фланце корпуса приспособления 13 установлен уплотнительный узел 15 и выше наворачивают подающий узел 10. Струбцины 14 устанавливают для соединения фланца 4, уплотнительной прокладки 17 с фланцем корпуса приспособления 13 для прочного соединения этих деталей и исключения протечки среды из этого соединения. Уплотнительный узел 15 расположен во фланце корпуса приспособления 13 для исключения протечек среды при вращении вала 7 путем уплотнения соединения с помощью сальниковой набивки. Уплотнительная прокладка 16 находится на тыльной стороне фрезы 12 для уплотнения соединения фрезы 12 и обратной стороны фланца 4 в месте прохождения вала 7. Уплотнительная прокладка 17 расположена между фланцем 4 и фланцем корпуса приспособления 13, ее закрепляют с помощью струбцин 14 для исключения протечки среды в этом соединении.
Захват 18 вворачивают в отверстие во внутренней полости фрезы 12, одной стороной приваривают к центру вырезаемого купона на действующем трубопроводе 2 для исключения падения вырезанного фрезой 12 купона внутрь действующего трубопровода 2. Опрессовочный узел 19 устанавливают в специальное отверстие предохранительной заглушки 20 для контроля сварного соединения фланца 4 и предохранительной заглушки 20. Пробку 21 вворачивают в отверстие предохранительной заглушки 20 и обваривают после контроля сварного соединения фланца 4 и предохранительной заглушки 20. Стойки 22 устанавливают между фланцем 4 и корпусом приспособления 13 для обеспечения рабочей зоны при сварке шейки фрезы 12 и фланца 4 по окончании сверления отверстия в действующем трубопроводе 2. Винт 23 подающего узла 10 вворачивают в гайку 24 подающего узла 10, и он служит для опускания вала 7 и фрезы 12 в зону резания отверстия в действующем трубопроводе 2. Гайка 24 подающего узла 10 установлена в корпусе приспособления 10 для вворачивания и выворачивания винта 23 подающего узла 10. Для механизации процесса врезки предусмотрена возможность замены ручного привода на пневматический. В пневматическом приводе 25 в качестве двигателя привода используется пневматическая дрель ИП 10016. Редуктор 26 передает вращение пневматической дрели валу 7, а затем фрезе 12. Подшипниковый узел 27 с креплением пневматического привода 25 обеспечивает прочное соединение пневматической дрели с неподвижным кронштейном привода с одной стороны и при помощи шарикоподшипника позволяет вращать трубу 8, создавая подачу фрезы 12 независимо от вращения пневматического привода 25.
Сборку устройства производят следующим образом.
Трещотку 5 устанавливают на верхнем конце вала 7, она позволяет вращать вал 7 только в определенном направлении. Для изменения направления вращения переворачивают ручку клина в корпусе трещотки 5. В корпус трещотки устанавливают вращательные ручки 6. Для облегчения усилия вращения и увеличения надежности этого механизма корпус трещотки 5 устанавливают на валу 7 с помощью упорного шарикоподшипника. При необходимости использования механического привода вместо трещотки 5 устанавливают на верхнем конце вала 7 редуктор 26, к нему присоединяют пневматический привод 25, на трубу 8 устанавливают подшипниковый узел с креплением пневматического привода 27. Во фланце корпуса приспособления 13 устанавливают подающий узел 10 с подающими ручками 9, винтом 23 и гайкой 24. Вал 7 устанавливают во фланце корпуса приспособления 13, при этом на вал 7 надевают гайку уплотняющего узла 15, затем запрессовывают упорный шарикоподшипник и закрывают его крышкой. Производят уплотнение соединения вала 7 фланца корпуса приспособления 13 с помощью уплотняющей набивки и затягивают гайку уплотняющего узла 15. Фланец 4 и тройник 1 присоединяют на сварке и проводят испытания в условиях центральной механической мастерской как единого изделия.
Перед началом врезки производят подготовительные работы. Производят установку переходного фланца 11 на фланец корпуса приспособления 13, при этом размер переходного фланца 11 должен соответствовать размеру фланца 4, тройника 1, затем производят сборку фланца 4, тройника 1 и переходного фланца 11, между которыми устанавливают уплотнительную прокладку 17. Крепление этого соединения выполняют при помощи струбцин 14. После этого в отверстие в нижнем торце вала 7 вворачивают фрезу 12 с установленной на тыльной стороне уплотнительной прокладкой 16. В отверстие во внутренней полости фрезы 12 вворачивают захват 18. На действующем трубопроводе 2 производят разметку установки тройника 1, в центре размеченного для высверливания купона приваривают гайку захвата 18. Собранную воедино конструкцию устанавливают на действующий трубопровод 2 согласно предварительной разметке таким образом, чтобы ее центр был совмещен с осью действующего трубопровода 2, а кромки тройника 1 совпадали с кромками присоединяемого трубопровода 3. Соединяют тройник 1 с действующим трубопроводом 2 и присоединяемым трубопроводом 3 с помощью сварки. После проведения испытаний приступают к работам по врезке. Вращение вала 7 происходит путем вращения вручную вращательных ручек 6, которые предварительно вворачивают в корпус трещотки 5, вместе с валом вращается фреза 12. Трещотку 5 устанавливают на верхнем конце вала 7, она позволяет вращать вал 7 только в определенном направлении. Это обеспечивают переключением клина в корпусе трещотки 5 для изменения направления вращения. При необходимости вместо ручного привода используют пневматический. Для этого трещотку 5 с верхнего торца вала 7 снимают. Вместо нее устанавливают редуктор 26 и закрепляют его на торце вала 7. В специальную проточку на трубе 8 устанавливают подшипниковый узел с креплением пневматического привода 27. После этого устанавливают пневматическую дрель, для этого вал 7 вращения соединяют с редуктором 26 и закрепляют в подшипниковом узле 27. Для снижения усилия вращения и увеличения надежности этого механизма в верхнем торце трубы 8 и на шейке вала 7 устанавливают упорный шарикоподшипник. Подача инструмента при сверлении происходит следующим образом. Гайку 24 вывертывают по винту 23 с трубы 8 подающего узла 10 и устанавливают в крайнее верхнее положение до упора. Во время вращения вала 7, с помощью подающих ручек 9, винт 23 подающего узла 10 постепенно вкручивают по часовой стрелке, верхний торец трубы 8 подающего узла 10 давит на упорный шарикоподшипник, запрессованный на шейку вала 7, верхняя часть шарикоподшипника ограничена крышкой, которая принуждает вал 7 и установленную на нижнем торце фрезу 12 одновременно с вращением опускаться. В результате этого и происходит подача инструмента в зону сверления действующего трубопровода 2. При одновременном вращении вала 7 и вращении винта 23 с трубой 8 подающего узла 10 подающими ручками 9 происходит процесс сверления. На протяжении всей работы по врезке проводят измерение пройденного фрезой 12 расстояния по перемещению трубы 8 подающего узла 10 по винту 23, для того чтобы определить полное окончание врезки. После опускания вала 7 и достижения гайки 24 трубы 8 подающего узла 10 крайнего нижнего положения на винте 23 фланца корпуса приспособления 13 процесс сверления завершается.
Окончательные работы производятся следующим образом. После того как врезка будет окончена, трубу 8 выкручивают подающими ручками 9 на расстояние, соответствующее размеру стоек 22. Струбцины 14, соединяющие фланец корпуса приспособления 13 с переходным фланцем 11 и фланец 4 тройника 1, снимают, приспособление поднимают за подающие ручки 9, устанавливают стойки 22 между фланцем 4 и переходным фланцем 11. Вращением подающих ручек 9 в подающем узле 10 прижимают фрезу 12 с уплотнительной прокладкой 16 к внутренней поверхности фланца 4 тройника 1 до полного устранения протечек транспортируемой по действующему трубопроводу 2 среды. Затем приваривают шейку штока фрезы 12 к фланцу 4 тройника 1. Вращением подающих ручек 9 в подающем узле 10 освобождают стойки 22 и снимают их. После этого вывертывают вал 7 с переходным фланцем 11 и соединенным с ним фланцем корпуса приспособления 13 со штока фрезы 12. На фланец 4 тройника 1 в месте выхода штока фрезы 12 устанавливают предохранительную заглушку 20 и приваривают ее к фланцу 4. В отверстие заглушки 20 устанавливают опрессовочный узел 19, с его помощью проводят проверку герметичности соединения заглушки 20 и фланца 4 тройника 1. После этого снимают с предохранительной заглушки 20 опрессовочный узел 19, на это место вворачивают пробку 21. Соединение пробки 21 и предохранительной заглушки 20 обваривают. Место врезки трубопровода в действующую сеть привязывают к постоянным ориентирам, записывают их и позже вкладывают в исполнительную документацию действующего трубопровода.
Процесс врезки устройством в действующий трубопровод через запорную арматуру отличается от вышеописанной врезки тем, что не используются тройник 1 с фланцем 4, стойки 22. Вместо них на действующий трубопровод 2 устанавливают патрубок с фланцем и запорной арматурой, к которой присоединяют устройство через переходной фланец 11. Переходной фланец 11 подбирают с размерами фланца применяемой запорной арматуры. Затем соединяют его с фланцем корпуса приспособления 13 и фланцем переходного кармана, который, в свою очередь, соединяется с фланцем применяемой запорной арматуры. Установленный штуцер с краном в переходном кармане позволяет произвести проверку герметичности сварных соединений, сделанных при присоединении патрубка с фланцем запорной арматуры перед прорезанием стенки действующего трубопровода 2. После окончания резки действующего трубопровода 2 фреза 12 с вырезанным купоном убираются в переходной карман. Запорную арматуру закрывают, устройство снимают и на его месте соединяют запорную арматуру с присоединяемым трубопроводом 3.
Технический результат изобретения заключается в значительном расширении функциональных возможностей устройства, повышении надежности и производительности в процессе выполнения работ при сохранении достаточной безопасности во время присоединения отвода к действующему трубопроводу без снижения давления транспортируемой среды. Предлагаемое устройство просто в эксплуатации, надежно в работе, так как содержит только простые механизмы. Конструкция устройства позволяет применение механического привода, что значительно снижает трудоемкость работ и повышает производительность, а также его применение безопасно - исключает искрообразование, так как применяется пневматический двигатель, применение сменяемых переходных фланцев разного размера позволяет при необходимости прорезать отверстия нужного размера в каждом конкретном случае, устройство снабжено подающим узлом для подачи фрезы, выполненным в виде трубы, винта с гайкой, представляющим надежное соединение, исключающее проскальзывание при подаче фрезы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРИСОЕДИНЕНИЯ К ДЕЙСТВУЮЩЕМУ ТРУБОПРОВОДУ БЕЗ СНИЖЕНИЯ ДАВЛЕНИЯ ТРАНСПОРТИРУЕМОЙ СРЕДЫ | 2014 |
|
RU2571989C1 |
| СПОСОБ УСТАНОВКИ КОНДЕНСАТОСБОРНИКА БЕЗ СНИЖЕНИЯ ДАВЛЕНИЯ В ГАЗОВОЙ СЕТИ | 2017 |
|
RU2744221C2 |
| ЗАГЛУШКА, УСТРОЙСТВО ДЛЯ МОНТАЖА ЕЕ НА ОБЪЕКТ И СПОСОБ МОНТАЖА ЗАГЛУШКИ | 1999 |
|
RU2173811C2 |
| СПОСОБ ВРЕЗКИ И ПЕРЕКРЫТИЯ ТРУБОПРОВОДА ПОД ДАВЛЕНИЕМ | 2019 |
|
RU2701811C1 |
| Способ сборки узла врезки и центратор | 2019 |
|
RU2725944C1 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА ТРУБОПРОВОДА | 2003 |
|
RU2251048C2 |
| Устройство для отключения бокового отвода | 2018 |
|
RU2716799C1 |
| СПОСОБ УСТРАНЕНИЯ УТЕЧЕК В ТРУБОПРОВОДАХ | 1948 |
|
SU81143A1 |
| ЗАКРЫВАЮЩАЯ СИСТЕМА ДЛЯ ТРУБОПРОВОДОВ, НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ | 2016 |
|
RU2661420C2 |
| Подводный переход сборно-разборного трубопровода из труб с раструбными соединениями | 2024 |
|
RU2841451C1 |
Изобретение относится к трубопроводному транспорту жидкостей и газов. Устройство для присоединения отвода к действующему трубопроводу без снижения давления транспортируемой среды содержит тройник (1) с фланцем (4), на котором установлен фланец корпуса приспособления (13). С ним сопряжен переходной фланец (11), соответствующий диаметру фланца (4) тройника (1). Для резки стенки трубопровода предусмотрена фреза (12). Фланец корпуса приспособления (13) с переходным фланцем (11) присоединяют к фланцу (4) тройника (1) через уплотнительную прокладку (17). Подача фрезы (12) осуществляют путем вращения подающих ручек (9) подающего узла (10). Вращение фрезы (12) осуществляют путем вращения вала (7), на котором она закреплена. При одновременном вращении вала (7) и подающего узла (10) происходит процесс сверления трубопровода. Техническим результатом изобретения является повышение надежности и безопасности при выполнении работ без снижения давления транспортируемой среды. 1 з.п. ф-лы, 11 ил.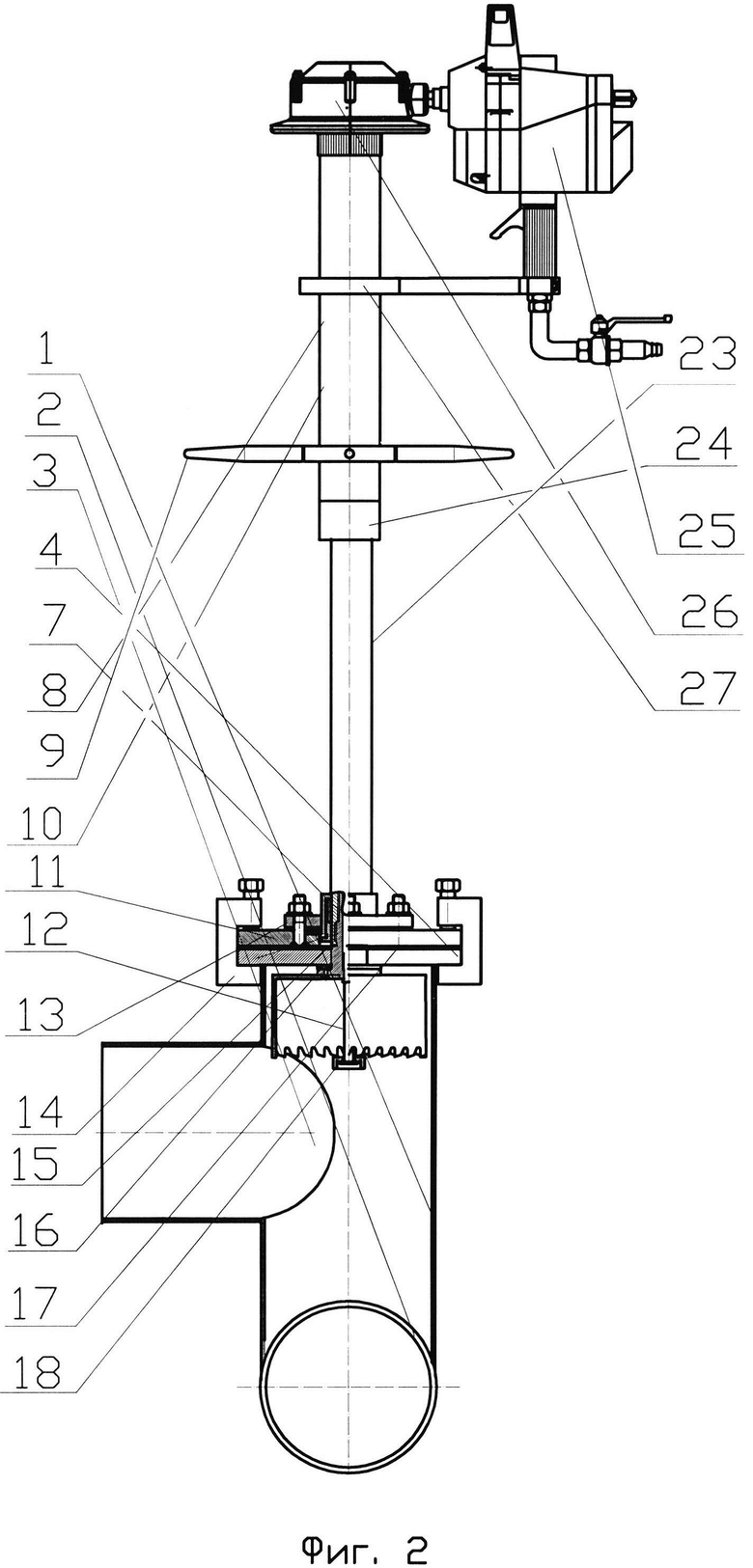
1. Устройство для присоединения отвода к действующему трубопроводу без снижения давления транспортируемой среды, содержащее тройник с фланцем, приспособление для резки стенки действующего трубопровода с фланцем корпуса и режущим инструментом, уплотнительным узлом для подвижных соединений, режущий инструмент выполнен в виде фрезы, снабженной уплотнительной прокладкой, прижимаемой к внутренней поверхности фланца тройника, захватом, закрепленным в гнезде фрезы, предохранительной заглушкой с опрессовочным узлом, отличающееся тем, что корпус приспособления для резки снабжен фланцем, сопряженным с переходным фланцем, соответствующим размеру фланца тройника, снабжено устройством механизации процесса резки стенки трубопровода в виде пневматического привода.
2. Устройство по п. 1, отличающееся тем, что снабжено подающим узлом для подачи фрезы, выполненным в виде трубы, винта с гайкой, представляющим надежное соединение, исключающее проскальзывание при подаче фрезы.
| УСТРОЙСТВО ДЛЯ ПРИСОЕДИНЕНИЯ К ДЕЙСТВУЮЩЕМУ ТРУБОПРОВОДУ БЕЗ СНИЖЕНИЯ ДАВЛЕНИЯ ТРАНСПОРТИРУЕМОЙ СРЕДЫ | 2014 |
|
RU2571989C1 |
| УСТРОЙСТВО ДЛЯ ПРИСОЕДИНЕНИЯ К ГАЗОПРОВОДУ БЕЗ СНИЖЕНИЯ ДАВЛЕНИЯ ГАЗА | 1997 |
|
RU2146346C1 |
| Реактивный двигатель (ракета) | 1936 |
|
SU51161A1 |
| WO 2008104753 A1, 04.09.2008 | |||
| Устройство для транспортировки пакета рельсов на сцепе двух железнодорожных платформ, оборудованных рольгангом | 2018 |
|
RU2692335C1 |

