Способ сборки узла врезки и центратор относится к способу и устройству для точной сборки и центрирования цилиндрических элементов узла врезки без снижения давления газа и зажимным устройствам для этих целей и может быть применено при подготовке к врезкам без снижения давления газа с использованием таких устройств. Основным условием успешного результата врезки без снижения давления газа с помощью устройства для врезки без снижения давления газа является точная сборка элементов узла врезки и необходимая соосность этих элементов с осью вращения вала устройства для врезки без снижения давления газа. Изобретение предназначено для случаев установки резьбовых пробок с применением шаровых кранов и шлюзовых камер, имеющих соединение с корпусом устройства для врезки без снижения давления газа.
Известно «Устройство для сборки и сварки кольцевых стыков» (авторское свидетельство SU 1815099, опубликовано 15.05.1993). Изобретение относится к устройствам для сборки и обеспечения защиты внутренней поверхности металла сварного шва и околошовной зоны при сварке в среде защитных газов стыковых соединений трубопроводов, где внутрь свариваемых труб вводят устройство и устанавливают средней частью на стыке труб. После чего, во внутреннюю часть направляющего полого стержня подают защитный газ, который через отверстия поступает в полость. Под действием давления газа фланцы вместе с промежуточными фланцами перемещаются к неподвижным фланцам, сжимая пружины, выдавливая уплотнители, и плотно прижимают их к внутренней поверхности труб, центрируя их. Основным принципом этого изобретения, является центрирование внутренней поверхности труб кольцеобразными уплотнителями. Недостатком данного устройства является сложность изготовления и применение газа под давлением. Наиболее близким аналогом представленного изобретения является изобретение «Разжимная оправка» (патент №2168398, опубликован 10.06.2001, Бюл. №16). Изобретение относится к области станкостроения и металлообработки и может быть использовано в токарных и шлифовальных станках для закрепления и центрирования деталей типа "втулка", где для обеспечения высокой точности центрирования и силы зажима детали в разжимной оправке установлены пружинные элементы и корпус, на одном конце которого выполнен установочный хвостовик, на другом - резьба с установленной зажимной гайкой. Недостатком данного устройства, является сложность изготовления и применение механизма вращения, например шпинделя токарного станка.
Задачей, на решение которой направлено заявленное изобретение, является создание способа сборки узла врезки и центратора для этого, обеспечивающего высокую точность сборки и соосность всех собираемых элементов врезки с осью вращения вала устройства для врезки без снижения давления газа, что необходимо для успешной установки пробки в фитинг.
Технический результат состоит в том, что при использовании способа сборки узла врезки и центратора обеспечивается высокая точность сборки элементов узла врезки и необходимая соосность собираемых элементов, результатом чего является не только успешная вырезка отверстия в теле распределительного газопровода, но и безусловная посадка пробки, имеющей наружную резьбу, в аналогичную внутреннюю резьбу фитинга.
Указанный технический результат достигается тем, что способ сборки узла врезки на начальном этапе предусматривает установку центратора в фитинг вкручиванием наружной резьбы центратора во внутреннюю резьбу фитинга с последующей сборкой элементов узла врезки путем последовательной установки этих элементов через центратор, затем предусмотрена сборка этих элементов крепежными деталями - болтами, шайбами и гайками без окончательной их затяжки. На заключительном этапе на верхнюю часть центратора надевают упорную гайку или упорный фланец, в зависимости от конструкции соединения шлюзовой камеры и устройства для врезки без снижения давления газа. При наличии резьбового соединения шлюзовой камеры с устройством для врезки без снижения давления газа, упорную гайку наворачивают на резьбовую часть шлюзовой камеры и затягивают ее. При наличии фланцевого соединения шлюзовой камеры с устройством для врезки без снижения давления газа, упорный фланец центратора соединяют с фланцем шлюзовой камеры при помощи крепежных деталей - болтов, шайб и гаек и затягивают с рабочим усилием. При затяжке с рабочим усилием упорной гайки или креплений упорного фланца центрирующая поверхность центратора плотно совмещается с центрирующей поверхностью упорной гайки или упорного фланца. В результате сборочные элементы узла врезки получают воображаемую ось вращения, совмещающую ось вращения пробки в фитинге в нижней части собираемой конструкции, в виде вкрученной резьбовой части центратора в резьбу фитинга и ось вращения вала устройства для врезки, в виде соединения центрирующих поверхностей центратора и упорной гайки или упорного фланца, жестко соединенных со шлюзовой камерой в верхней части этой воображаемой оси. После этого затягивают с рабочим усилием крепежные детали, соединяющие фитинг и шаровой кран со шлюзовой камерой. При этом собранные элементы устанавливаются без перекосов и смещений, так как центрирующие выступы на цилиндрическом корпусе центратора исключают их осевое смещение относительно воображаемой оси вращения. В результате этого центратор, включающий резьбовую часть, центрирующие выступы, цилиндрический корпус, центрирующую поверхность, упорную гайку или упорный фланец, ручку выстраивает внутренние поверхности собираемых элементов узла врезки на воображаемой оси соответствующей оси вращения вала устройства для врезки без снижения давления газа. Так достигается требуемый результат поставленной задачи. При этом центратор, включающий упорную гайку, резьбовую часть центратора, цилиндрический корпус, центрирующие выступы, центрирующую поверхность упорную гайку и центрирующую поверхность, ручку, центрирующую поверхность упорного фланца, упорный фланец, предназначен для обеспечения высокой точности сборки элементов узла врезки и необходимую соосность всех собираемых элементов врезки соответствующую оси вращения вала устройства для врезки без снижения давления газа. Центратор отличается от аналогов простотой конструкции, наличием центрирующей поверхности, центрирующих выступов выполненных на цилиндрическом корпусе, упорной гайкой или упорным фланцем, имеющих центрирующие поверхности, отсутствием применения в его конструкции давления газа или механизма вращения.
Сущность способа сборки узла врезки поясняется чертежами:
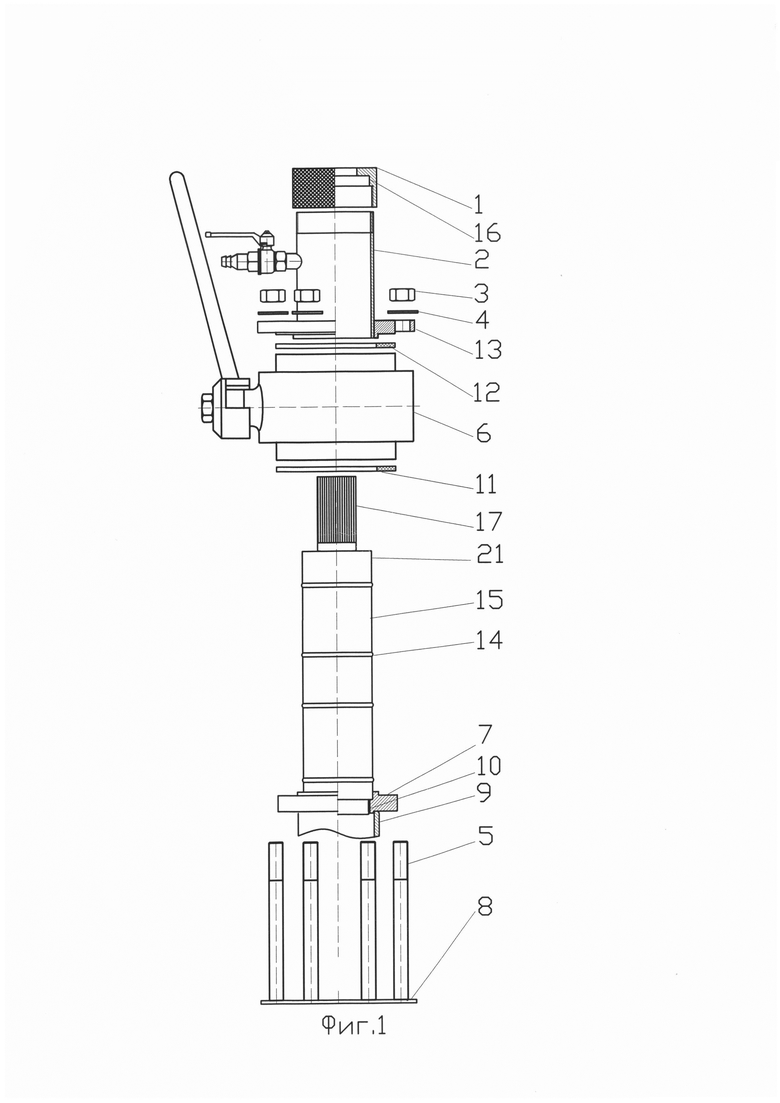
на фиг. 1 изображен порядок сборки узла врезки в случае резьбового соединения шлюзовой камеры и устройства для врезки;
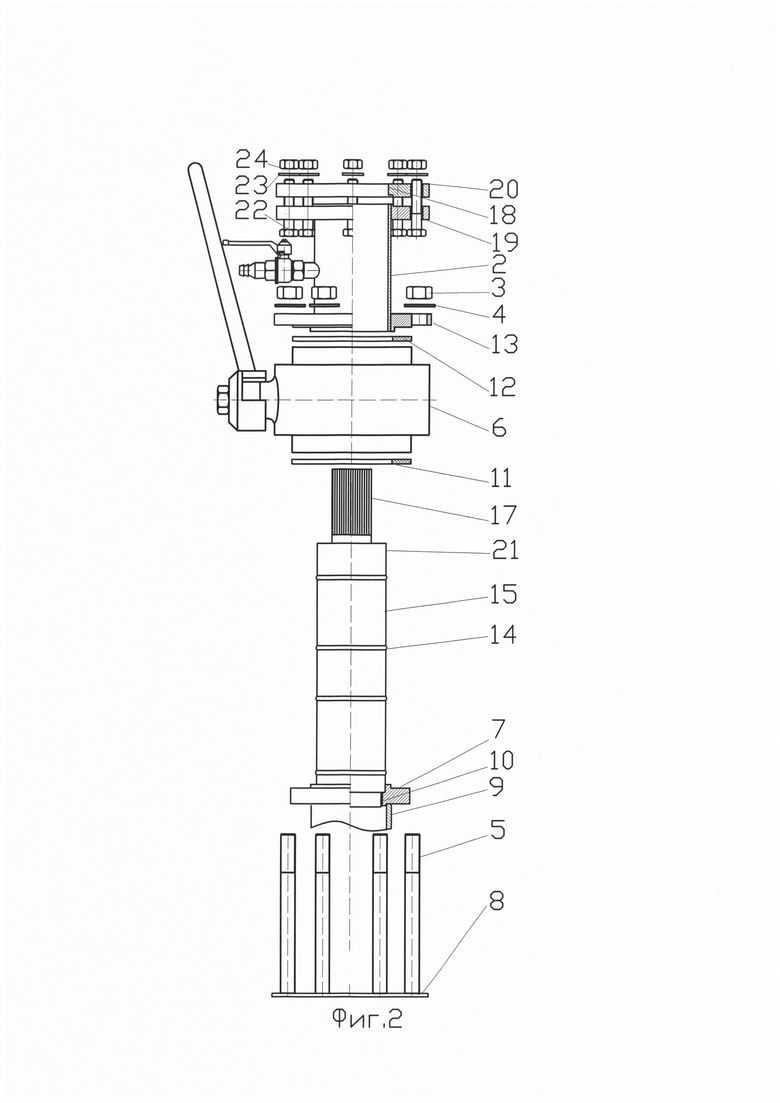
на фиг. 2 изображен порядок сборки узла врезки в случае фланцевого соединения шлюзовой камеры и устройства для врезки;
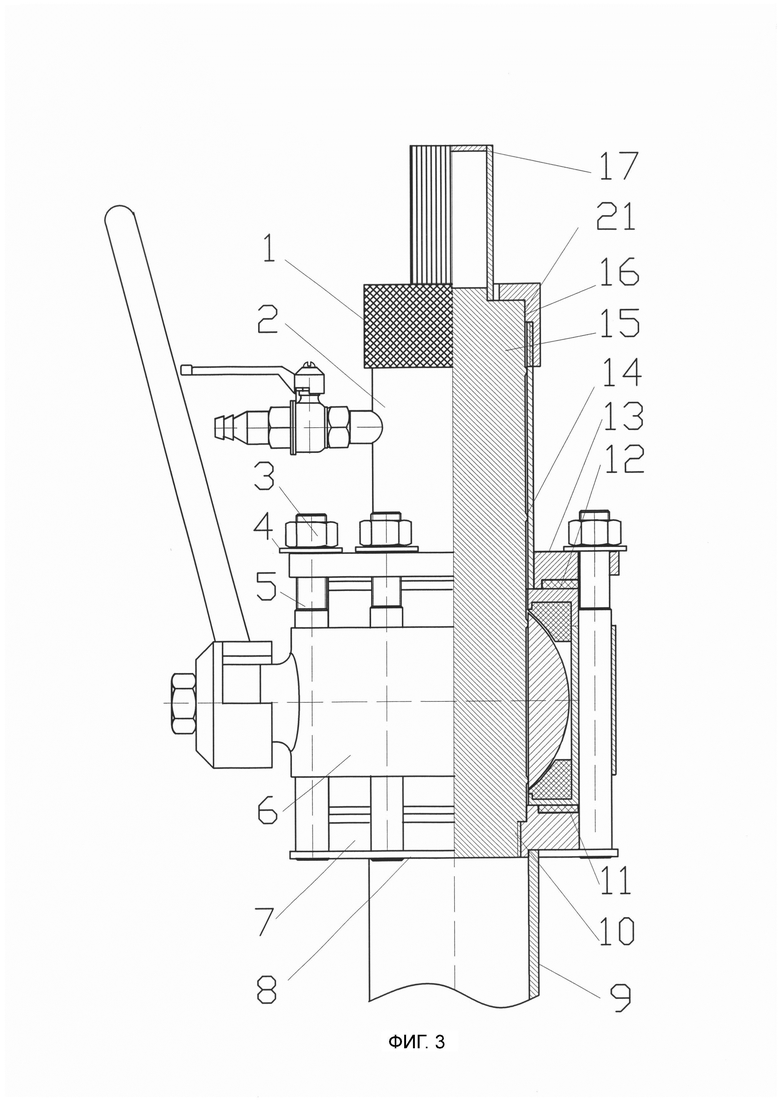
на фиг. 3 изображено окончание сборки узла врезки, в случае резьбового соединения шлюзовой камеры и устройства для врезки;
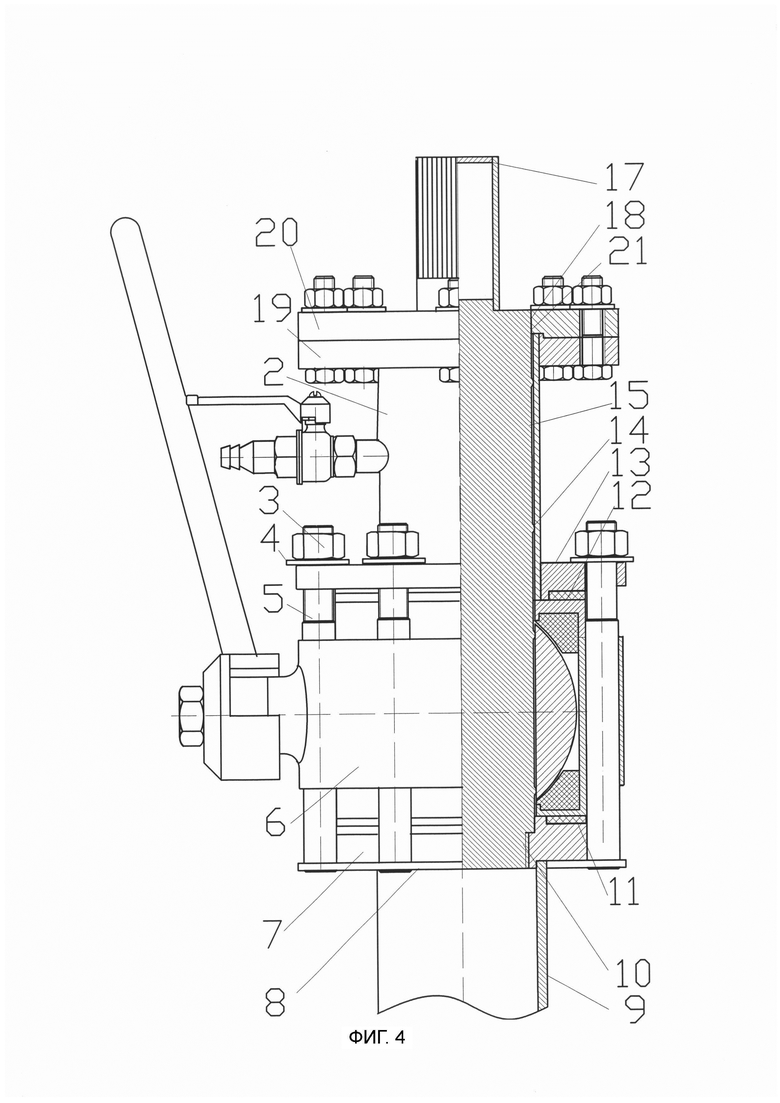
на фиг. 4 изображено окончание сборки узла врезки, в случае фланцевого соединения шлюзовой камеры и устройства для врезки;
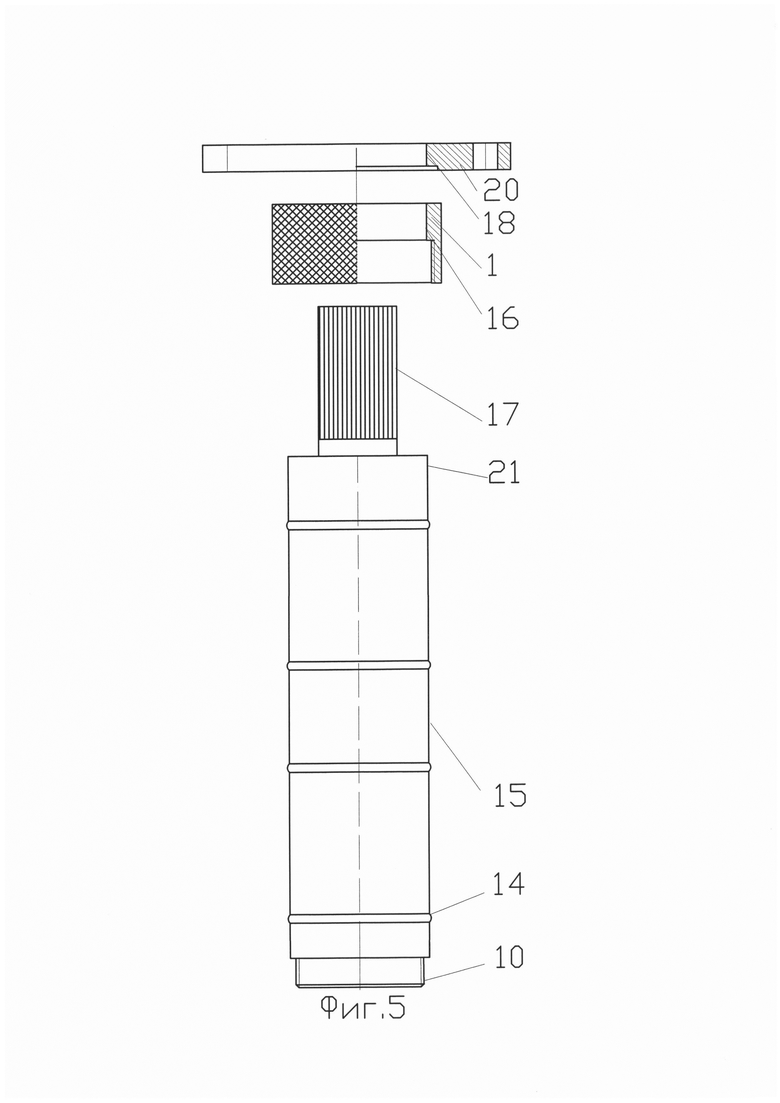
на фиг. 5 изображен центратор и его основные элементы.
На чертежах позициями обозначено:
1 - упорная гайка;
2 - шлюзовая камера;
3 - гайки;
4 - шайбы;
5 - болты;
6 - шаровой кран;
7 - фитинг;
8 - стяжное полукольцо;
9 - тройник врезки;
10 - резьбовая часть центратора;
11 - уплотнительная прокладка;
12 - уплотнительная прокладка;
13 - фланец шлюзовой камеры;
14 - центрирующий выступ;
15 - цилиндрический корпус центратора;
16 - центрирующая поверхность упорной гайки;
17 - ручка центратора;
18 - центрирующая поверхность упорного фланца;
19 - фланец шлюзовой камеры;
20 - упорный фланец;
21 - центрирующая поверхность центратора;
22 - болт;
23 - шайба;
24 - гайка.
ОСУЩЕСТВЛЕНИЕ СПОСОБА СБОРКИ УЗЛА ВРЕЗКИ
Осуществление способа сборки узла врезки начинается с вворачивания резьбовой части центратора 10 с наружной резьбой в резьбовую часть фитинга 7, имеющую внутреннюю резьбу, с помощью ручки центратора 17, при этом наружная резьба резьбовой части центратора 10 соответствует внутренней резьбе фитинга 7. После этого на цилиндрический корпус центратора 15 последовательно надевают уплотнительную прокладку 11, шаровой кран 6, уплотнительную прокладку 12, шлюзовую камеру 2.
Производят сборку креплений фитинга, шарового крана и шлюзовой камеры при помощи болтов 5, прикрепленных к стяжным полукольцам 8 с помощью сварки, шайб 4 и гаек 3 без затяжки их с рабочим усилием. Затем на резьбовую часть шлюзовой камеры 2 наворачивают упорную гайку 1 и затягивают ее с рабочим усилием, при этом центрирующая поверхность упорной гайки 16 взаимодействует с центрирующей поверхностью центратора 21. В результате этого центратор фиксируется неподвижно на оси вращения вала устройства для врезки без снижения давления газа. После этого выполняют затяжку креплений - гаек 3 и болтов 5 с рабочим усилием, соединяющих фитинг 7, уплотняющую прокладку 11, шаровой кран 6, уплотнительную прокладку 12 и шлюзовую камеру 2. При этом центрирующие выступы 14 на цилиндрическом корпусе центратора 15 препятствуют осевому смещению элементов узла врезки. Аналогично производят сборку узла врезки, где соединение шлюзовой камеры 2 с устройством для врезки является фланцевым. Вместо упорной гайки 1 на центратор надевают упорный фланец 20. Соединение упорного фланца и фланца шлюзовой камеры производят с помощью крепления его болтами 22, шайбами 23 и гайками 24 с рабочим усилием. В этом случае центрирующая поверхность упорного фланца 18 взаимодействует с центрирующей поверхностью центратора 21. В результате этого центратор также фиксируется неподвижно на оси вращения вала устройства для врезки без снижения давления газа. После этого также выполняют затяжку креплений - болтов 5, шайб 4, гаек 3 с рабочим усилием, соединяющих фитинг 7, уплотнительную прокладку 11, шаровой кран 6, уплотнительную прокладку 12 и шлюзовую камеру 2. При этом центрирующие выступы 14 на цилиндрическом корпусе центратора 15 препятствуют осевому смещению элементов узла врезки - уплотнительной прокладки 11, шарового крана 6, уплотнительной прокладки 12, шлюзовой камеры 2 относительно оси вращения вала устройства для врезки без снижения давления газа и вворачиваемой при посадке в фитинг 7 пробки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отключения бокового отвода | 2018 |
|
RU2716799C1 |
| УСТРОЙСТВО ДЛЯ ПРИСОЕДИНЕНИЯ К ДЕЙСТВУЮЩЕМУ ТРУБОПРОВОДУ БЕЗ СНИЖЕНИЯ ДАВЛЕНИЯ ТРАНСПОРТИРУЕМОЙ СРЕДЫ | 2014 |
|
RU2571989C1 |
| СПОСОБ УСТАНОВКИ КОНДЕНСАТОСБОРНИКА БЕЗ СНИЖЕНИЯ ДАВЛЕНИЯ В ГАЗОВОЙ СЕТИ | 2017 |
|
RU2744221C2 |
| ФИТИНГ МАНОМЕТРИЧЕСКИЙ С ЗАПОРНЫМ МЕХАНИЗМОМ | 2013 |
|
RU2539405C1 |
| УСТРОЙСТВО И СПОСОБ ГЕРМЕТИЗАЦИИ КАМЕРЫ ВЫСОКОГО ДАВЛЕНИЯ БАЛЛИСТИЧЕСКОЙ УСТАНОВКИ | 2010 |
|
RU2465568C2 |
| ЗАТВОР КОНЦЕВОЙ БАЙОНЕТНЫЙ | 2009 |
|
RU2418218C1 |
| Устройство для герметизации трубопровода при ремонте и замене шарового крана | 2023 |
|
RU2812289C1 |
| УСТРОЙСТВО ДЛЯ ПРИСОЕДИНЕНИЯ К ДЕЙСТВУЮЩЕМУ ТРУБОПРОВОДУ БЕЗ СНИЖЕНИЯ ДАВЛЕНИЯ ТРАНСПОРТИРУЕМОЙ СРЕДЫ | 2016 |
|
RU2650917C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЗАКРЫВАЮЩЕЙ СИСТЕМЫ ДЛЯ ГАЗОПРОВОДОВ, НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ | 2017 |
|
RU2675429C2 |
| ЗАКРЫВАЮЩАЯ СИСТЕМА ДЛЯ ТРУБОПРОВОДОВ, НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ | 2016 |
|
RU2661420C2 |
Способ сборки узла врезки относится к способу для точной сборки и центрирования цилиндрических элементов узла врезки без снижения давления газа и зажимным устройствам для этих целей и может быть применено при подготовке к врезкам без снижения давления газа с использованием таких устройств. Способ сборки узла врезки включает вворачивание резьбовой части центратора в резьбовую часть фитинга, надевание на цилиндрический корпус центратора уплотнительных прокладок, шарового крана и шлюзовой камеры, сборку креплений фитинга, шарового крана и шлюзовой камеры при помощи болтов, прикрепленных к стяжным полукольцам с помощью сварки, шайб и гаек с затяжкой их с рабочим усилием. Затем на резьбовую часть шлюзовой камеры устанавливают упорную гайку с обеспечением контакта центрирующей поверхности упорной гайки с центрирующей поверхностью центратора и выполняют затяжку креплений, соединяющих фитинг, уплотняющие прокладки, шаровой кран и шлюзовую камеру. Техническим результатом является то, что при использовании способа сборки узла врезки обеспечивается высокая точность сборки элементов узла врезки и необходимая соосность собираемых элементов. 5 ил.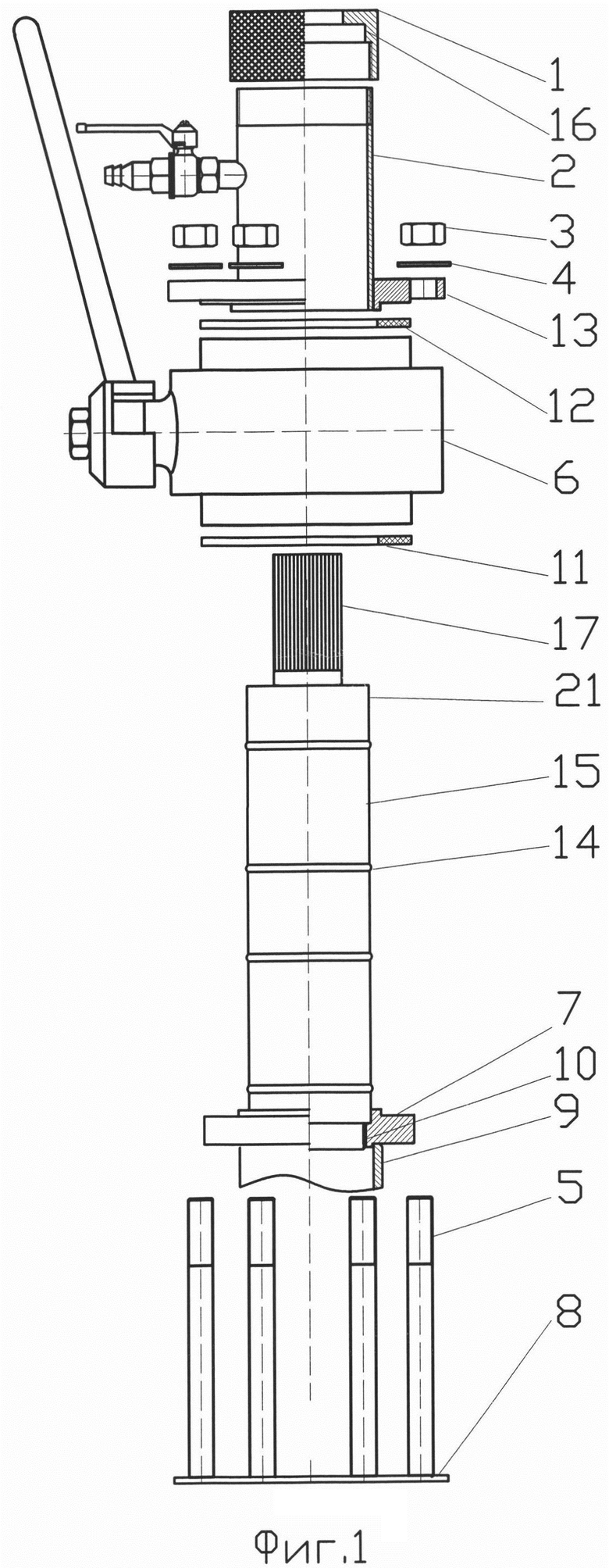
Способ сборки узла врезки, включающий вворачивание резьбовой части центратора в резьбовую часть фитинга, последовательное надевание на цилиндрический корпус центратора уплотнительных прокладок, шарового крана и шлюзовой камеры, сборку креплений фитинга, шарового крана и шлюзовой камеры при помощи болтов, прикрепленных к стяжным полукольцам с помощью сварки, шайб и гаек с затяжкой их с рабочим усилием, затем на резьбовую часть шлюзовой камеры устанавливают упорную гайку с обеспечением контакта центрирующей поверхности упорной гайки с центрирующей поверхностью центратора и выполняют затяжку креплений, соединяющих фитинг, уплотняющие прокладки, шаровой кран и шлюзовую камеру, причем посредством центрирующих выступов на цилиндрическом корпусе центратора препятствуют осевому смещению элементов узла врезки.
| РАЗЖИМНАЯ ОПРАВКА | 1999 |
|
RU2168398C1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР | 0 |
|
SU372048A1 |
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| Устройство врезки отвода в действующий трубопровод, сменный патрон для него и центратор самоцентрирующийся для установки устройства на трубопровод | 2017 |
|
RU2663316C2 |
| ЦЕНТРАТОР ГИДРОМЕХАНИЧЕСКИЙ | 2010 |
|
RU2432447C1 |
| Устройство для сборки и сварки кольцевых стыков труб | 1990 |
|
SU1815099A1 |
| Способ изготовления огнегасительного порошка для сухих огнетушителей | 1929 |
|
SU19058A1 |
| CN 201283489 Y, 05.08.2009 | |||
| CN 109877518 A, 14.06.2019. | |||

