Уровень техники
Нетканые изделия часто используются для чистки различных поверхностей, например, поверхностей, контактирующих с пищей, и им подобных.
Сущность изобретения
В настоящем документе, в общем, раскрыто чистящее изделие, содержащее цельный нетканый лист, содержащий по меньшей мере первый полууплотненный волокнистый слой, составляющий единое целое с цельным нетканым листом, и который формирует первую основную поверхность цельного нетканого листа. Эти и другие аспекты настоящего изобретения, включая способы изготовления и использования изделия, будут очевидны из подробного описания, приведенного ниже. При этом, ни при каких обстоятельствах настоящее описание сущности изобретения не следует понимать, как ограничивающее заявляемый предмет настоящего изобретения, независимо от того, представлен ли данный предмет изобретения в формуле изобретения первоначально поданной заявки, или он представлен в скорректированной формуле изобретения, или будет иным образом представлен в ходе экспертизы настоящей заявки.
Краткое описание чертежей
Фиг. 1. Вид сверху одного из воплощений чистящего изделия в соответствии с настоящим изобретением.
Фиг. 2. Схематический вид сбоку фрагмента чистящего изделия в соответствии с настоящим изобретением.
Фиг. 3. Схематический вид сбоку фрагмента чистящего изделия в соответствии с еще одним воплощением настоящего изобретения.
Фиг. 4. Схематический вид сбоку одного из воплощений чистящего тела в соответствии с настоящим изобретением.
Фиг. 5. Полученная с помощью оптического микроскопа фотография основной поверхности цельного нетканого листа в рабочем примере настоящего изобретения.
Фиг. 6. Полученная с помощью оптического микроскопа фотография чистящего изделия в рабочем примере, расположенного бок о бок с чистящим изделием в сравнительном примере.
Аналогичными номерами позиций на различных чертежах обозначены аналогичные элементы. Некоторые элементы могут присутствовать в виде множества из одного или более идентичных или эквивалентных элементов; в таких случаях номером позиции могут быть обозначены один или более представительных элементов данного типа, но при этом подразумевается, что такой номер позиции относится ко всем данным элементам. Фиг 1-4 выполнены не в масштабе и приведены с целью проиллюстрировать различные воплощения настоящего изобретения. В частности, размеры различных компонентов на чертежах показаны только иллюстративно, и на основании фиг. 1-4 не следует делать каких-либо выводов о соотношениях размеров различных компонентов. Хотя в настоящем описании могут использоваться такие термины, как "верх", "низ", "верхний", "нижний", "под", "над", "передний", "задний", "вверх" и "вниз", а также "первый" и "второй", следует понимать, что данные термины используются в их относительном смысле, если явно не указано иное. В контексте настоящего описания термин "вовнутрь" означает направление к воображаемой плоскости, расположенной в центре изделия и проходящей вдоль оси, в целом ориентированной в направлении, в котором изделие имеет самый короткий размер (то есть, в направлении толщины, а не в направлении длины или ширины изделия). Термин "наружу" означает направление в целом от такой плоскости. Если явно не указано иное, в контексте настоящего описания термин "в целом", используемый как наречие в отношении свойства или признака, означает, что данные свойство или признак соблюдаются в степени, приемлемой для сведущих в данной области техники, но не подразумевают точного или совершенного соответствия (то есть, данный термин допускает отклонение в пределах ± 20% от указанных количественных значений). Термин "в сущности", если явно не указано иное, означает высокую степень соответствия (в пределах ± 10% от указанных количественных значений), но опять же, не требует точного или совершенного соответствия. Следует также иметь в виду, что термины «одинаковый», «равный», «однородный», подразумевают обычные степени допустимого отклонения или ошибки измерения, соответствующие контексту их использования, но не требуют точного или совершенного соответствия.
Подробное описание изобретения
На фиг. 1 показан вид сверху одного из воплощений чистящего изделия 1. Под чистящим изделием в контексте настоящего изобретения понимается любое изделие, которое содержит, по меньшей мере на первой своей основной поверхности, набор 160 чистящих тел 162, которые в свою очередь имеют такую конфигурацию, что когда первая поверхность 104 изделия 1 приводится в контакт с какой-либо поверхностью (например, поверхностью, контактирующей с пищевыми продуктами), и первой поверхностью 104 проводят по данной поверхности, чистящие тела 162 могут смещать со своих мест объекты, присутствующие на данной поверхности (например, прилипшие к данной поверхности).
Чистящее изделие 1 содержит цельный нетканый лист 100, который содержит внутреннее пространство 102, первую основную поверхность 104 и вторую основную поверхность 108, как это лучше всего видно на фиг. 2 и 3. Нетканый лист 100 может быть сформирован из любого подходящего нетканого полотна, например, полотна аэродинамической укладки, кардованного полотна, полотна, полученного формованием волокон из расплава, прошивного полотна, полотна гидродинамической укладки, полотна из волокон, выдуваемых из расплава, и прочих видов полотен. Под «цельным листом» понимается, что состав листа 100 (в смысле процентного содержания в нем волокон различного состава) является в сущности постоянным по всей толщине листа 100, включая состав в окрестностях основных поверхностей 104 и 108 (отметим, что это не исключает возможных изменений плотности расположения волокон по толщине листа 100, как будет более подробно обсуждаться ниже). По определению, термин «цельный» не относится к листам, которые сформированы путем ламинирования или иного скрепления нетканых листов друг с другом, даже если такие листы имеют аналогичный или идентичный состав.
Цельный нетканый лист в соответствии с настоящим изобретением содержит по меньшей мере некоторые нетканые волокна, скрепленные между собой волокно к волокну скреплением плавления. А именно, цельный нетканый лист 100 содержит по меньшей мере некоторые скрепления волокно к волокну плавлением по всему внутреннему пространству 102 листа 100, а также в полууплотненном волокнистом слое 140, который будет более подробно описан ниже. В некоторых воплощениях по меньшей мере некоторые волокна листа 100 могут быть штапельными волокнами, которые в контексте настоящего описания определяются как волокна, порезанные на отрезки измеримой (например, заданной) длины. В данном смысле штапельные волокна отличаются от волокон, являющихся в сущности непрерывными (например, от волокон, получаемых выдуванием из расплава). Штапельные волокна, как правило, формируют и отверждают, а затем нарезают по длине и встраивают в нетканое полотно (что отличается от процессов, при которых волокна сразу собираются в полотно, как, например, в процессах формования волокон из расплава или выдувания волокон из расплава). При этом могут использоваться любые подходящие штапельные волокна, выбранные, например, из синтетических волокон или волокон, естественным образом встречающихся в природе. Подходящие синтетические волокна могут включать органические термопластические полимерные материалы, подвергнутые процессам экструдирования, формования волокон из расплава, формования из раствора и другим процессам. Неограничивающие примеры таких материалов могут включать, например, полиамиды, такие, как поликапролактам (нейлон 6) и полигексаметилен адипамид (нейлон 6,6), полиолефины, такие, как полипропилен и полиэтилен, полимеры сложных эфиров, такие, как полиэтилен терефталат, акриловые волокна, например, сформированные из акрилонитрила, и так далее. Прочие подходящие волокна включают волока естественного происхождения, например, волокна, изготовленные из хлопка, целлюлозы, шелка, джута, бамбука, сизаля, шерсти, конопли, свиной щетины, целлюлозы и так далее. При необходимости могут использоваться волокна из керамических или металлических материалов. Любые такие волокна могут быть получены из первичного сырья, или могут быть получены путем утилизации вторичного сырья, например, тряпья, отходов производства ковров, волокон, тканей и так далее. Могут также использоваться смеси волокон любых подходящих типов или составов. В некоторых воплощениях по меньшей мере некоторые волокна листа 100 могут быть первыми штапельными волокнами 110, имеющими первую точку плавления, которая выше, чем вторая точка плавления вторых штапельных волокон (если таковые имеются, как будет более подробно описано ниже). Такие первые штапельные волокна 110 могут, в частности, придавать листу 100 жесткость, прочность, приподнятость, упругость и прочие свойства, и могут быть выбраны из любых перечисленных выше волокон. В некоторых воплощениях первые штапельные волокна 110 могут содержать полиэтилентерефталат (ПЭТ), и данный термин используется в настоящем описании в широком смысле и охватывает любые смеси, сополимеры и другие типы полимеров, включающие полиэтилен-терефталатные единицы.
В некоторых воплощениях по меньшей мере некоторые волокна листа 100 могут быть вторыми волокнами 112, которые являются связующими волокнами. В контексте настоящего описания связующим волокном является любое волокно (например, штапельное волокно), которое содержит по меньшей мере один основной компонент, который имеет вторую точку плавления, которая ниже, чем первая точка плавления первых штапельных волокон 110. Такие волокна, будучи нагреты и затем охлаждены, как будет описано ниже, могут обеспечивать скрепление между связующими волокнами и первыми штапельными волокнами в точках их взаимного контакта в результате плавления волокон (при этом, конечно, может происходить и скрепление связующих волокон между собой в результате плавления). В некоторых воплощениях такие связующие волокна могут быть двухкомпонентными волокнами (в соответствии с общей практикой использования данного термина, его значение не ограничивается волокнами, имеющими только два компонента, а включает и многокомпонентные волокна с любым требуемым числом компонентов). Такие двухкомпонентные волокна включают по меньшей мере один компонент, имеющий вторую точку плавления, которая ниже первой точки плавления первых штапельных волокон, и, кроме того, включает по меньшей мере один дополнительный компонент, имеющий третью точку плавления, которая выше, чем вторая точка плавления двухкомпонентных волокон. Часто такой компонент двухкомпонентного волокна, имеющий более высокую точку плавления, может присутствовать в виде сердцевины волокна, а компонент с более низкой точкой плавления может присутствовать, как оболочка волокна (хотя могут использоваться и любые другие подходящие конфигурации, например, с расположением компонентов бок о бок). Третья точка плавления может быть (но не обязательно должна быть) близкой по значению к первой точке плавления описанных выше первых штапельных волокон. В различных воплощениях имеющий более высокую точку плавления компонент таких двухкомпонентных волокон может быть выбран, например, из полимеров сложных эфиров (таких, как, например, полиэтилен терефталат), полифениленсульфидов, полиамидов (таких, как, например, нейлон), полиимидов, полиэфиримидов или полнолефинов (таких, как, например, полипропилен). Имеющий более низкую точку плавления компонент двухкомпонентных волокон может быть выбран в соответствии с потребностями приложения. Во многих воплощениях такой компонент может иметь химический состав, в целом аналогичный химическому составу компонента, имеющего более высокую точку плавления, но может иметь иную кристаллическую структуру, более высокое содержание аморфного полимера и т.п., благодаря чему он имеет более низкую точку плавления. В качестве альтернативы, имеющий более низкую точку плавления компонент двухкомпонентного волокна может иметь химический состав, отличный от химического состава компонента двухкомпонентного волокна, имеющего более высокую точку плавления. Такие отличия могут иметь самый различный характер, например, от включения в сополимерный материал мономерных единиц до использования совершенно иного полимерного материала.
В некоторых воплощениях вторые (связующие) волокна 112 могут быть однокомпонентными волокнами, имеющими более низкую точку плавления, чем первая точка плавления первых волокон 110. Сведущим в данной области техники будет понятно, что связующие волокна (однокомпонентные или двухкомпонентные) под воздействием достаточно высокой температуры будут размягчаться и по меньшей мере частично расплавляться. В результате их плавления, последующего охлаждения и отвердевания такие волокна могут скрепляться с волокнами 110 (и/или между собой), тем самым преобразуя всю массу волокон в по меньшей мере частично самонесущий лист (который может быть дополнительно усилен за счет использования связующего, как будет более подробно обсуждаться ниже). Однокомпонентные связующие волокна могут немного отличаться от двухкомпонентных связующих волокон тем, что в некоторых случаях в описанном выше процессе скрепления однокомпонентные связующие волокна могут частично, почти полностью или даже полностью расплавляться, теряя свою исходную форму, в то время как двухкомпонентные волокна обычно по меньшей мере частично сохраняют свою исходную форму благодаря наличию в них компонента с более высокой точкой плавления (например, в виде сердцевины волокна). Могут использоваться оба указанных типа волокон, как сами по себе, так и в различных комбинациях.
Штапельные волокна 110 и/или связующие штапельные волокна 112 могут быть извитыми или не извитыми. Использование извитых волокон может дополнительно увеличивать приподнятость и/или упругость нетканого листа 100. Извитые волокна предлагаются различными поставщиками; или же, любые подходящие волокна могут быть сделаны извитыми с помощью пресса для гофрирования, шестеренчатой машины или им подобных устройств. Если волокна являются извитыми, то количество изгибов в волокне может составлять, например, от 2 до 12 на сантиметр. В различных воплощениях извитые волокна могут иметь показатель извитости (измеряемый способами, описанными в патентной заявке США 2007/0298697 (Charmoille), включаемой в настоящую заявку с данной целью посредством ссылки), составляющий, например, от примерно 35% до примерно 70%. Штапельные волокна (извитые или прямые), которые могут использоваться при реализации настоящего изобретения, могут иметь любую подходящую длину, например, от 0,5 до 15 см. Штапельные волокна, которые могут использоваться при реализации настоящего изобретения, могут иметь любой подходящий показатель денье, например, от примерно 1 до примерно 200. В некоторых воплощениях штапельные волокна (как 110, так и 112) могут быть от примерно 6 до примерно 20 денье. Любые такие волокна могут иметь любую требуемую форму поперечного сечения (например, круглую, треугольную, квадратную, много дольную, полую, с каналами и так далее). В некоторых воплощениях штапельные волокна (110 и 112) могут быть гидрофобными, скорее, чем гидрофильными волокнами. Сведущим в данной области техники будет понятно, что многие традиционно используемые волокна (например, многие волокна из полимеров сложных эфиров, полиолефинов, полиамидов и так далее) являются по своей природе гидрофобными, за исключением случаев, когда специально подобран соответствующий состав волокна или его поверхность обработана соответствующим образом.
Цельный нетканый лист 100 включает по меньшей мере одно связующее 120, распределенное по толщине листа 100 (то есть, от первой основной поверхности 104 до второй основной поверхности 108, включая самую внутреннюю область внутреннего пространства 102 листа 100) в форме глобул, по меньшей мере некоторые из которых скрепляют по меньшей мере некоторые из волокон листа с другими волокнами листа. В контексте настоящего описания термин «глобула» означает сгустки связующего 120, имеющие любую форму и любые пропорции размеров, и при этом необходимо отметить, что глобулы не обязательно должны иметь сферическую форму, или даже форму, близкую к сферической. На фиг. 2 и 4 показаны примеры многочисленных глобул связующего 120. И, хотя некоторые глобулы могут быть протяженными вдоль волокон на значительную длину, и/или могут находиться в контакте с другими глобулами (образуя по меньшей мере фрагменты сетки из глобул связующего), такое расположение глобул связующего в соответствии с настоящим изобретением, при котором они распределены по всему листу 100, как описано в настоящем документе, следует отличать от расположения, при котором все промежуточные пространства между волокнами нетканого листа полностью заполнены связующим.
Глобулы 120 могут быть сформированы способом введения прекурсора связующего в нетканый лист 100 с последующим преобразованием прекурсора связующего в связующее 120. При этом может использоваться любой подходящий прекурсор связующего (отметим, что в данной области техники такие материалы часто именуют «связующими», хотя, строго говоря, многие из них поставляются в форме прекурсора связующего, впоследствии преобразуемого в настоящее связующее). По меньшей мере в некоторых воплощениях такой прекурсор связующего может обеспечиваться в форме текучего материала (например, смолы), который вводят в лист 100 и затем преобразуют в связующее под действием тепла (например, способом стимулирования формирования перекрестных связей или удаления воды и/или растворителя, или способом, основанным на комбинации таких механизмов). В некоторых воплощениях такой прекурсор связующего может обеспечиваться в виде текучего материала (например, типа «термоклей»), который вводят в лист 100 и затем охлаждают для преобразования его в связующее. Неограничивающий список подходящих прекурсоров связующего включает, например, акриловую смолу, фенольную смолу, нитриловую смолу, этилен винил ацетатную смолу, полимочевинную или мочевино-формальдегидную смолу, изоцианатную смолу, стирол-бутадиеновую смолу, стирол-акриловые смолы, винил акриловую смолу, аминопластовую смолу, меламиновую смолу, полиизопреновую смолу, эпоксидную смолу, этилен-ненасыщенную смолу и их комбинации. Сведущему в данной области техники будет понятно, что упомянутые смолы включают как термоотверждаемые, так и термопластические смолы. В некоторых воплощениях такой прекурсор связующего удобно наносить в виде смеси на водной основе (например, в виде латекса), и он может дополнительно включать вещество, способствующее формированию перекрестных связей в полимеризующейся смоле. Неограничивающие примеры подходящих прекурсоров связующего включают, например, Rovene 5900 от Mallard Creek Polymers (Северная Каролина, США), Rhoplex TR-407 производства Dow Company (штат Нью-Джерси, США) и Aprapole SAF17 производства АР Resinas (Мехико, Мексика). Связующие и прекурсоры связующих различных типов подробно описаны в патенте США 6,312,484 (Chou) и в патентной заявке США 2012/0064324 (Arellano); оба данных документа с данной целью включены в настоящее описание целиком посредством ссылки (отметим, что патент США 6,312,484 (Chou) скорее предусматривает включение таких связующих в состав суспензии, наносимой в виде покрытия на поверхность нетканого полотна, нежели введение связующего в полотно на всю его толщину).
Как будет очевидно из настоящего описания, во многих воплощениях основной функцией связующего 120 может быть, скорее, усиление прочности листа 100, нежели удержание абразивных частиц на листе 100 или внутри него. А именно, в некоторых воплощениях связующее 120 может не включать каких-либо абразивных частиц (например, никаких из наиболее часто используемых неорганических абразивных частиц, таких, как оксид алюминия и ему подобные). Однако в других воплощениях связующее 120 при необходимости может включать частицы абразива (например, любые из абразивных частиц, список которых будет приведен ниже). В соответствии с потребностями приложения, в связующем 120 могут присутствовать любые наполнители, добавки, вещества, облегчающие обработку и прочие вещества.
Полууплотненный волокнистый слой
В воплощении, показанном на фиг. 2 и 3, цельный нетканый лист 100 содержит первый полууплотненный волокнистый слой 140. Под «полууплотненным» понимается, что в данном слое 140 присутствуют волокна (например, волокна 110 и 112) с более высокой плотностью расположения в пространстве (где под плотностью расположения в пространстве подразумевается отношение объема волокон к объему пространства, которое занимает образованная ими конструкция) по сравнению с тем, как они расположены во внутреннем пространстве 102 листа 100. Пример такого расположения показан на фиг. 2. По меньшей мере в некоторых воплощениях связующее 120 также может присутствовать в слое 140 в большем количестве на единицу объема, чем во внутреннем пространстве 102 листа 100, как это показано, опять же, на фиг. 2. Характеристика «полууплотненный» используется в отношении слоя 140 для того, чтобы подчеркнуть, что слой 140 по меньшей мере частично сохраняет свою волокнистую природу и не уплотнен настолько, что он становится сплошной (или даже в значительной мере сплошной) оболочкой. Это показано на фиг. 5, которая представляет собой экспериментально полученный вид сверху слоя 140 в одном из воплощений нетканого листа 100 (в показательном рабочем примере), и который подтверждает, что слой 140 остается в сущности волокнистым и в высокой степени пористым по своей природе. Тем самым слой 140 отличается, например, от сплошной оболочки.
Поэтому следует понимать, что полууплотненный волокнистый слой 140 не обязательно значительно отличается по своей природе от внутреннего пространства 102 листа 100; скорее, волокна и связующее расположены в слое 140 с немного большей плотностью, чем во внутреннем пространстве 102. Тем не менее, наличие полууплотненного волокнистого слоя 140 обеспечивает значительные преимущества, как будет обсуждаться ниже. В некоторых случаях такая более высокая плотность расположения может быть описана в терминах «сплошности» (данный термин подробно объясняется, например, в колонке 3 на строках 17-24, а также со строки 50 колонки 11 по строку 3 колонки 12 патента США 8,162,153 (Fox), и для этой цели упомянутые части текста включены в настоящее описание посредством ссылки) слоя 140 по сравнению со сплошностью внутреннего пространства 102 листа 100. В различных воплощениях слой 140 может иметь сплошность, которая по меньшей мере примерно на 10, 20 или 30% выше, чем сплошность внутреннего пространства 102 нетканого листа 100. В дополнительных воплощениях слой 140 может иметь сплошность, которая не более, чем примерно на 120, 80, 60 или 40% выше, чем сплошность внутреннего пространства 102 нетканого листа 100. В некоторых случаях слой 140 может быть настолько тонким, что это затруднит измерение его сплошности способом, описанным в патенте США 8,162,152. В таких случаях сплошность может быть оценена, например, с помощью оптических измерений, методом рентгеновской микротомографии и подобными способами.
Полууплотненный волокнистый слой 140 составляет единое целое с цельным листом 100 (под этим подразумевается, что по меньшей мере некоторые участки волокон, образующих слой 140, являются участками волокон, имеющих другие участки, протяженные во внутреннее пространство 102 листа 100) и содержат обращенную наружу основную поверхность, которая формирует первую основную поверхность 104 листа 100. Слой 140 часто может быть протяженным от основной поверхности 104 только на очень короткое расстояние (часто менее, чем, примерно на 200 мкм) в сторону внутреннего пространства листа 100. В некоторых воплощениях полууплотненный волокнистый слой 140 может быть протяженным в сторону внутреннего пространства листа 100 на расстояние, составляющее не более, чем 10, 5, 2, 1 или 0,5% суммарной толщины листа 100 (суммарная толщина листа 100 измеряется, как кратчайшее расстояние между первой и второй основными поверхностями 104 и 108). В абсолютном выражении уплотненный волокнистый слой 140 может быть протяженным в сторону внутреннего пространства листа 100 на расстояние, составляющее не более, чем примерно 400, 200, 100, 40 или 20 мкм. Внутренняя граница полууплотненного волокнистого слоя 140 в некоторых случаях может быть легко заметной, в частности, в воплощении на фиг. 2 она обозначена номером позиции 142. С другой стороны, хотя граница перехода между полууплотненным волокнистым слоем 140 в одних случаях может быть относительно четко заметной (как это имеет место в воплощении, показанном на фиг. 2), в других случаях такой переход может быть более постепенным.
Чистящие тела
Первая основная поверхность 104 нетканого листа 100 содержит набор 160 пространственно разнесенных чистящих тел 162, как это показано на примере воплощения, изображенного на фиг. 1. Под набором чистящих тел подразумевается, что чистящие тела 162 в совокупности занимают менее, чем примерно 50% площади основной поверхности 104, в результате чего между чистящими телами 162 имеются открытые участки поверхности 104 (которые могут быть, например, сформированы обращенными наружу участками волокон листа 100). В различных воплощениях чистящие тела 162 могут в совокупности занимать менее, чем примерно 40, 30, 20 или 10% площади основной поверхности 104. В других воплощениях чистящие тела 162 могут в совокупности занимать более, чем примерно 5, 10, 20 или 30% площади основной поверхности 104. В различных воплощениях набор 160 может иметь такую конфигурацию, что чистящие тела 162 будут расположены в виде отдельных островков (пример такого расположения показан на фиг. 1), не касающихся друг друга, или в виде не пересекающихся друг с другом полос, или в виде решетки из пересекающихся друг с другом полос, или иным образом. Может использоваться любая подходящая структура их расположения, произвольная или правильная, повторяющаяся или не повторяющаяся, и так далее. Отдельные чистящие тела 162 могут иметь любую требуемую форму (например, круглых или в целом круглых точек, квадратов, фигур неправильной формы и так далее), а также любое требуемое отношение длины к ширине (отметим при этом, что термин «полоса» не ограничивается фигурами, протяженными вдоль прямой линии, а включает также фигуры, протяженные вдоль линий, имеющих скругленную форму).
Под «чистящим телом» подразумевается, что такое тело 162 включает по меньшей мере один компонент, имеющий твердость, достаточную для выполнения им чистящей функции. Такой компонент может быть сформирован из любого подходящего материала, имеющего твердость, составляющую по меньшей мере 3 по шкале Мооса, и такие материалы для удобства именуются далее в настоящем описании «абразивными материалами» (хотя шкала Мооса была изначально разработана для минералов, сведущим в данной области техники будет понятно, что она основана на довольно простом испытании на устойчивость к царапанию и может использоваться в отношении любого исследуемого материала). В некоторых воплощениях такой компонент может быть, например, добавкой 172 в форме частиц, соединенной (например, смешанной) со смолой-прекурсором, используемой для формирования тела 162, или диспергируемой поверх смолы-прекурсора после нанесения смолы на основную поверхность 104. В некоторых воплощениях такой добавкой в форме частиц может быть любой из хорошо известных неорганических материалов (абразивных частиц), имеющих твердость по шкале Мооса в диапазоне от 8 до 10 (например, оксид алюминия, карбид кремния, циркониевый корунд, оксид церия, кубический нитрид бора, алмаз, гранат, любой подходящий керамический материал, а также комбинации перечисленных материалов). В других воплощениях такая добавка в форме частиц может включать любой органический полимерный материал, имеющий достаточно высокую твердость (по меньшей мере 3 по шкале Мооса). Подходящие материалы могут включать, например, частицы меламин-формальдегидной смолы, фенольной смолы, полиметил метакрилата, полистирола, поликарбоната, некоторых полиэфиров и полиамидов, и им подобных материалов.
В некоторых воплощениях чистящее тело 162 может быть изготовлено из материала (например, отвержденной смолы-прекурсора), достаточно твердого для того, чтобы он мог приемлемо выполнять чистящие функции без введения в него добавок в форме частиц. Так, например, достаточную твердость могут иметь некоторые фенольные смолы, как будет отмечаться далее в описании рабочих примеров. Кроме того, как будет понятно сведущим в данной области техники, подходящими могут быть и многие другие полимерные смолы. В целом, для формирования чистящего тела 162 могут использоваться любые из прекурсоров связующего, упомянутых выше, при условии, что получаемое из них связующее имеет достаточную твердость само по себе, или может адекватным образом удерживать добавки в форме частиц, которые в свою очередь могут обеспечивать чистящую функцию. Подобно тому, как это было описано выше для прекурсоров связующего, смола-прекурсор, используемая для формирования чистящих тел 162, в зависимости от потребностей приложения может быть термоотверждаемым материалом или термопластическим материалом (и может включать любые наполнители, добавки, вещества, облегчающие обработку, и любые другие необходимые вещества в соответствии с потребностями приложения). Подходящие смолы-прекурсоры включают, например, материалы, описанные в примерах 21-31 патента США 5,227,229 (McMahan McCoy), и материалы, описанные в примере 1 патента США 7,393,371 (O'Gary), и для данной цели оба упомянутых патента включены в настоящее описание посредством ссылки.
Как показано на фиг. 2, по меньшей мере в некоторых воплощениях чистящее тело 162 может содержать обращенную наружу часть 166, которая выступает наружу за пределы первой основной поверхности 104 листа 100. Понятно, что поскольку первая основная поверхность 104 формируется в основном участками волокон листа 100 (и местами - частями глобул связующего), первая основная поверхность 104 не имеет вида сплошной и идеально ровной поверхности. Фактически первая основная поверхность 104 (как и вторая основная поверхность 108, которая будет более подробно описана ниже), формируется совокупностью участков волокон и/или частей глобул связующего. Поэтому в целях настоящего описания первая основная поверхность 104 может быть определена, как воображаемая плоскость, на которой будет покоиться нижняя плоская поверхность груза весом 2 грамма и площадью основания 0,5 см, помещенного на первую сторону (то есть, на верхнюю сторону по отношению к направлению силы тяжести) листа 100 (между чистящими телами 162, если таковые имеются), когда лист 100 находится на плоской поверхности. Такой вес будет достаточен, чтобы прижать отдельные участки волокон, значительно выступающие наружу по сравнению с прочими волокнами листа 100, не сжимая при этом лист 100 в значительной степени. Пример определения таким образом положения воображаемой плоскости 106, обозначающей расположение первой основной поверхности 104, показан на фиг. 2. Положение второй основной поверхности 108 может быть определено аналогичным образом. В различных воплощениях обращенная наружу часть 166 чистящего тела 162 может выступать наружу по меньшей мере примерно на 0,05, 0,1, 0,2, 0,4 или 0,8 мм за пределы первой основной поверхности 104 нетканого листа 100. В различных воплощениях обращенная наружу часть 166 чистящего тела 162 может выступать наружу не более, чем примерно на 2,0, 1,4, 1,2, 1,0, 0,8 или 0,6 мм за пределы первой основной поверхности 104 нетканого листа 100. Данные расстояния могут быть измерены, как расстояния от описанной выше воображаемой плоскости 106 до самой удаленной точки наружной поверхности 168 чистящего тела 162, вдоль оси, перпендикулярной основной плоскости листа 100.
Как это показано также на примере воплощения, изображенного на фиг. 2, чистящее тело 162 может содержать выступающую вовнутрь часть 164, проникающую, по меньшей мере частично, в первый полууплотненный волокнистый слой 140 нетканого листа 100. Благодаря такому проникновению может обеспечиваться прочное крепление чистящего тела 162 к листу 100, и будет предотвращаться слишком легкий отрыв чистящего тела 162 от листа 100 под действием сдвиговых сил, которые могут возникать в процессах чистки поверхностей. При этом обращенные вовнутрь части 164 чистящих тел 162, как правило, не проникают глубоко во внутреннее пространство 102 листа 100. В различных воплощениях протяженные вовнутрь части 164 чистящих тел 162 являются протяженными вовнутрь от первой основной поверхности 104 на расстояние, составляющее менее, чем примерно 10, 4, 2 или 1% от суммарной толщины нетканого листа 100.
Преимущества, обеспечиваемые полууплотненным волокнистым слоем
Из представленных выше отличительных особенностей и функциональных свойств изделия 1 можно понять преимущества, придаваемые ему полууплотненным волокнистым слоем 140. Пористый характер поверхности 104 и слоя 140 позволяет материалу, формирующему чистящее тело 162 (например, исходной смоле) по меньшей мере частично проникнуть в промежутки между волокнами (и/или глобулами связующего) слоя 140, в результате чего тело 162 будет более надежно закреплено на своем месте на листе 100, чем если бы слой 140 был настолько сильно уплотнен, что он принял бы форму сплошной оболочки. Кроме того, это обеспечивает более надежное закрепление чистящего тела 162 на своем месте, чем если бы слой 140 был столь же пористым, как и внутреннее пространство 102 листа 100. Более того, расположение в слое 140 волокон и/или глобул связующего с большей плотностью, чем во внутреннем пространстве 102 листа 100, может ограничивать степень проникновения материала, формирующего чистящее тело 162, в лист 100. Это может гарантировать, что часть 166 чистящего тела 162 всегда будет оставаться выступающей наружу (и не будет слишком глубоко утопать в лист 100), что будет обеспечивать более эффективное чистящее действие изделия.
А именно, было определено, что хотя разница в плотности, с которой волокна (и, в некоторых воплощениях, глобулы связующего) расположены в слое 140 и во внутреннем пространстве 102, может казаться не очень большой (например, при визуальном рассмотрении под микроскопом или при анализе метом рентгеновской микротомографии), данная незначительная разница критически влияет на ту степень, с которой чистящие тела 162 выступают наружу из листа 100 и не проваливаются вовнутрь нее. Это оказывает очень значительное влияние на эффективность функционирования чистящих тел. Это показано на фиг. 6, которая представляет собой полученную с помощью оптического микроскопа фотографию чистящего изделия в рабочем примере (слева), содержащего набор 160 чистящих тел 162 на нетканом листе, содержащем полууплотненный волокнистый слой 140, и чистящего изделия в сравнительном примере (справа), содержащего аналогичный набор чистящих тел на нетканом листе, не содержащем полууплотненного волокнистого слоя. Чистящие тела в рабочем примере имеют обращенные наружу части, выступающие наружу от нетканого листа и четко определимые, в то время как чистящие тела в сравнительном примере выступают незначительно или вовсе не выступают, и довольно плохо различимы. Было определено, что чистящее изделие в рабочем примере обеспечивало очень эффективную чистку, в то время как изделие в сравнительном примере работало хуже, как это подробно обсуждается в разделе «Примеры».
Кроме того, в полуколичественных испытаниях было отмечено, что наличие полууплотненного волокнистого слоя 140 (несмотря на то, что он не является сплошной оболочкой или хотя бы в основном сплошной оболочкой) в некоторых случаях может ограничивать проникновение (например, при чистке поверхностей) остатков пищи во внутреннее пространство 102 листа 100, и тем самым обеспечивает легкость удаления остатков пищи с листа 100. Естественно, что это может увеличивать срок службы чистящего изделия 1. Кроме того, необходимо отметить, что использование полууплотненного волокнистого слоя в соответствии с настоящим изобретением может обеспечивать описанные выше преимущества, сохраняя прочие преимущества, которыми не обладает, например, нетканый лист, значительно уплотненный по всей его толщине. В частности, наличие полууплотненного волокнистого слоя 140 позволяет нетканому листу сохранить исключительно высокую гибкость и упругость - свойства, которые могли бы сильно ухудшиться или вообще исчезнуть при уплотнении нетканого листа по всей его толщине.
Было определено, что по меньшей мере в некоторых воплощениях по меньшей мере некоторые части по меньшей мере некоторых чистящих тел 162 могут иметь наружную поверхность, которая в целом повторяет топографию, сформированную участками волокон, образующих первую основную поверхность 104 нетканого листа 100. Данное явление схематически показано на фиг. 4, где видно, что некоторые части чистящего тела 162 имеют волнообразную топографию наружной поверхности 168, которая в целом повторяет топографию, которую приняли участки отдельных волокон (например, участки 116), лежащие под соответствующими частями тела 162. Такая изменчивая топография наружной поверхности 168 (в противоположность в целом ровной и гладкой поверхности) может обеспечивать шероховатость поверхности, что будет дополнительно усиливать чистящее действие тела 162. При этом подразумевается, что любое из тел 162 может иметь поверхность, форма и расположение участков которой меняются в широких пределах, в частности, любое тело 162 может иметь одну часть, выступающую далеко за пределы первой основной поверхности 104 листа 100 (как было описано выше), и другую часть, которая не выступает так далеко наружу и в целом повторяет топографию лежащих под ней участков волокон. При этом следует понимать, что наличие у чистящего тела наружной поверхности, которая в целом повторяет топографию, образованную отдельными волокнами и участками волокон листа, следует отличать от более крупномасштабной структуры, которая может быть придана чистящим телам, как часть всей поверхности изделия, поверх более тонкой структуры, обеспечиваемой участками волокон, образующих основную поверхность основы изделия.
При этом подразумевается, что открытые латеральные края чистящих тел 162 (например, край 167, показанный на фиг. 2) могут обеспечивать эффективное удаление остатков пищи с очищаемой поверхности. Это объясняется тем, что такие открытые латеральные края могут оказывать срезающее действие на объект, в который они упираются, которым может быть, например, остаток пищи, прилипший к поверхности. Ввиду этого можно понять и преимущества расположения чистящих тел в виде набора пространственно разнесенных тел по сравнению с их расположением в виде сплошного слоя. Кроме того, по меньшей мере в некоторых воплощениях для усиления чистящего действия изделия может быть задано минимальное расстояние между любым из латеральных краев чистящего тела и ближайшего к нему латерального края соседнего чистящего тела. В различных воплощениях такое минимальное расстояние может составлять, например, по меньшей мере примерно 1, 2, 3 или 4 мм. Кроме того, описанный выше характер закрепления чистящих тел 162 на нетканом листе 100 может уменьшать вероятность смещения чистящего тела 162 (целиком) с листа 100 во время операции чистки поверхности. А именно, данный характер закрепления чистящих тел будет способствовать тому, что обращенная вовнутрь часть 164 чистящего тела 162 будет оставаться прочно закрепленной на листе 100, в то время как обращенная наружу часть 166 чистящего изделия 162 будет постепенно изнашиваться с каждой операцией чистки поверхности. Это может способствовать увеличению срока службы чистящего изделия 1. Кроме того, такое постепенное истирание обращенной наружу части 166 может служить индикатором износа, в особенности, если чистящим телам 162 придан внешний вид, контрастирующий с внешним видом волокон и/или связующего нетканого листа 100 (например, за счет цвета, оттенка, текстуры, глянца и так далее). То есть, при таком решении чистящие тела 162 сами по себе могут служить индикаторами износа, и изделие не будет требовать отдельного дополнительного компонента, который должен быть включен в него в качестве индикатора износа.
В некоторых воплощениях полууплотненный слой может присутствовать только на одной основной поверхности нетканого листа 100 (и в таких воплощениях чистящие тела могут иметься только на данной основной поверхности). Как это показано для примера на фиг. 3, в других воплощениях цельный нетканый лист 100 может содержать второй полууплотненный волокнистый слой, составляющий единое целое с листом 100 и содержит обращенную наружу основную поверхность, которая образует вторую основную поверхность 108 листа 100. (Для удобства описания глобулы связующего на фиг. 3 не показаны.) Кроме того, вторая основная поверхность 108 нетканого листа 100 может содержать второй набор 182 пространственно разнесенных чистящих тел 184. (Такое чистящее изделие 1 может иметь две чистящие поверхности, и благодаря этому может использоваться любой стороной.) Каждое из по меньшей мере некоторых чистящих тел 184 может содержать обращенную вовнутрь часть, которая по меньшей мере частично проникает вовнутрь второго полууплотненного волокнистого слоя 180 листа 100, и обращенную наружу часть, которая выступает наружу за пределы второй основной поверхности 108 листа 100. Данный второй полууплотненный волокнистый слой 180, а также связанный с ним второй набор 182 чистящих тел 184, могут содержать любые из элементов, свойств и/или признаков, описанных выше в отношении соответствующих компонентов на первой основной поверхности (первый слой 140, первый набор 160 и чистящие тела 162). Не будем повторять описание данных элементов, свойств и/или признаков, однако их следует рассматривать, как включенные в настоящее место описания посредством ссылки.
Второй полууплотненный волокнистый слой 180 может быть аналогичен или в сущности идентичен по своим характеристикам (таким, как пористость, сплошность и прочие) первому полууплотненному волокнистому слою 140. Или же, два данных полууплотненных слоя могут отличаться друг от друга по своим свойствам. Подобным образом, второй набор 182 и его чистящие тела 184 могут быть аналогичны соответственно первому набору 160 и его чистящим телам 162, или отличаться от них любым требуемым образом. В некоторых воплощениях второй набор и его чистящие тела могут быть в сущности идентичны первому набору 160 и его вторым телам 162 соответственно (например, могут отличаться лишь в пределах допустимых отклонений, неизбежных при используемом технологическом процессе их изготовления). В других воплощениях тела 182 могут быть, например, расположены с общей площадью покрытия и/или с промежутками, отличными от соответствующих параметров расположения тел 162, могут выступать наружу на иное расстояние, и/или могут включать более и/или менее агрессивный чистящий материал по сравнению с чистящими телами 162. (Такое чистящее изделие может иметь различные функциональные свойства двух его основных поверхностей.) В некоторых воплощениях второй набор 182 чистящих тел 184 на второй стороне листа 100 может обеспечивать надежный захват рукой второй стороны листа при чистке поверхностей первой ее стороной (и наоборот).
Цельный лист 100 (в его окончательно сформированном виде в составе чистящего изделия 1) может иметь любую подходящую толщину (измеряемую между первой и второй основными поверхностями 104 и 108). В различных воплощениях лист 100 может иметь толщину, составляющую примерно 2, 4, 6, 8, 10, 12, 14 или 16 мм. То есть, подразумевается, что листы такой толщины отличаются, например, от тонких листов наждачной бумаги и им подобных изделий. В некоторых воплощениях основные края (например, края 190a-190d, отмеченные на фиг. 1) листа 100 могут быть обработанными, например, прихваченными или защипанными друг с другом в процессе изготовления изделия 1, и затем скрепленными друг с другом механическими средствами, ультразвуковым скреплением и прочими способами. Изделие 1 может иметь любое подходящее количество основных краев (например, 3, 4, 5 или более) и может иметь любую форму, хотя чаще всего наиболее удобной может быть прямоугольная форма, показанная на фиг. 1. В некоторых воплощениях чистящее изделие 1 может использоваться сразу после изготовления листа (например, в виде двухстороннего чистящего изделия, показанного на фиг. 3). В других воплощениях ко второй основной поверхности 108 изделия 1 могут быть присоединены, например, ламинированы, один или более слоев, например, слои губки, зачищающие и полирующие слои и прочие, с образованием многослойной конструкции. Однако даже в таких воплощениях справедливы приведенные выше требования о том, что нетканый лист 100 должен быть цельным листом.
При этом подразумевается, что в окончательно сформированном цельном нетканом листе 100 его волокна удерживаются друг с другом не только за счет скреплений плавлением (например, скреплений между связующими волокнами 112 и волокнами 110), но также они удерживаются друг с другом глобулами 120 связующего. Это происходит благодаря тому, что связующее 120 распределено по всему нетканому листу, включая его внутреннее пространство, в противоположность конструкциям, при которых связующее нанесено на поверхность листа, и его проникновение во внутреннее пространство листа незначительно или совсем отсутствует. Поэтому подразумевается, что по меньшей мере в некоторых воплощениях (например, когда связующее 120 является термоотверждаемым связующим), даже если нетканый лист 100 подвергается воздействию температуры, достаточно высокой для ослабления скреплений волокно к волокну плавлением, это не позволит волокнам чрезмерно разжаться, удлиниться или развернуться, чтобы лист принял более объемную, открытую и рыхлую форму (поскольку волокна все еще остаются скрепленными между собой посредством связующего). И, даже если связующее 120 является термопластическими связующим, в некоторых случаях точка плавления такого связующего может быть, например, выше, чем точка плавления волокон листа 100; и в результате этого, когда такой лист будет нагрет, он, скорее всего расплавится (и уменьшится в размерах), а не увеличится в объеме. Поэтому по меньшей мере в некоторых воплощениях (по меньшей мере в воплощениях, в которых могут использоваться как связующие, которые являются термопластическими, так и связующие, которые являются термоотверждаемыми) цельный нетканый лист 100 не является листом, который может увеличиваться в объеме, и не является листом, который был увеличен в объеме.
Способы использования
Как упоминалось выше, чистящее изделие 1 имеет такую конфигурацию, что, когда первую поверхность 104 изделия 1 приводят в контакт с очищаемой поверхностью и проводят ею по данной поверхности, чистящие тела 162 могут удалять объекты (например, остатки пищи), присутствующие на данной поверхности (например, прилипшие к ней). В некоторых воплощениях чистящее изделие 1 может быть изделием, приводимым в движение и управляемым вручную, что означает, что пользователь берется за данное изделие рукой и, держа его в руке, проводит им по очищаемой поверхности. В некоторых воплощениях чистящее изделие 1 может быть одноразовым/сменным изделием, устанавливаемым на многократно используемую ручку или иное приспособление. В некоторых воплощениях чистящее изделие 1 может быть установлено на устройство, имеющее источник энергии, и данное устройство служит для приведения чистящего устройства 1 в движение по поверхности (и/или для приведения чистящего устройства 1 во вращение) любым подходящим способом.
В некоторых воплощениях изделие 1 может использоваться для очистки поверхностей, контактирующих с пищей. Следует отметить, что в контексте настоящего описания термин "поверхность, контактирующая с пищей" не ограничивается только лишь поверхностями, специально предназначенными для непосредственного контакта с пищей (такими, как, например, столовая посуда, столовые приборы, кастрюли и сковороды, и так далее). Скорее подразумевается, что чистящее изделие 1 может также использоваться для чистки таких поверхностей, как нагревательные плиты, прилавки, поверхности печей, и, в общем любых поверхностей, на которые могут попасть остатки пищи. Кроме того, в контексте настоящего описания значение термина "пища" не ограничено употребляемыми в пищу конечными продуктами процесса приготовления пищи, а включает любой материал, используемый для приготовления пищи (например, сырьевые продукты, масла для жарки и прочие), а также любые материалы, оставшиеся после приготовления пищи (например, нагар на плите и ему подобные). Если чистящее изделие 1 предназначено для использования на поверхностях, которые при их чистке могут иметь относительно высокую температуру (например, для чистки поверхностей решеток для жарки, противней, сковородок и им подобных), то волокна нетканого листа 100 (например, волокна 110 и 112), связующее 120 и чистящие тела 162 могут быть выбраны таким образом, чтобы они имели повышенную устойчивость к воздействию таких температур.
Способы изготовления
Цельный нетканый лист 100 может быть изготовлен с использованием любого подходящего технологического процесса формирования нетканого полотна, при условии, что впоследствии в полученном нетканом листе может быть сформирован полууплотненный волокнистый слой в соответствии с настоящим изобретением. Потенциально подходящие процессы формирования нетканого полотна включают аэродинамическую укладку, гидродинамическую укладку, кардование, формование из расплава, выдувание из расплава, прошивку и так далее. В некоторых воплощениях нетканое полотно может быть изготовлено из штапельных волокон способом аэродинамической укладки (в частности, на аппарате Rando Webber, доступным от Rando Machine Corporation (Мэйсдон, штат Нью-Йорк, США)).
Волокна, собранные друг с другом в процессе формирования полотна, могут быть обработаны любым подходящим образом для скрепления по меньшей мере некоторых волокон с другими волокнами полотна. В некоторых воплощениях такие волокна могут включать по меньшей мере некоторое количество связующих волокон (в частности, двухкомпонентных или многокомпонентных), и в данном случае собранные друг с другом волокна могут быть подвергнуты нагреванию, например, путем пропускания собранных волокон через печь или прокатки по нагретому цилиндру, или путем продувки через собранные волокна горячего воздуха, и затем подвергнуты охлаждению, в результате чего по меньшей мере некоторые волокна скрепляются между собой. В таких случаях для выполнения операции скрепления может быть целесообразным нагрев волокон до температуры, близкой к упомянутой выше второй точке плавления связующих волокон, или превышающей вторую точку плавления связующих волокон, но менее, чем до упомянутой выше первой точки плавления первых штапельных волокон. В других случаях (в частности, в тех случаях, когда большинство волокон или все волокна имеют близкие точки плавления), также может быть выполнено скрепление волокон друг с другом плавлением, при условии, что процесс нагревания/охлаждения является достаточно контролируемым, и обеспечивается достаточное количество скреплений волокон между собой без значительного расплавления волокон и/или разрушения волокнистой структуры нетканого полотна. После операции скрепления волокна (которые сразу после их сбора практически или совсем не скреплены друг с другом) могут иметь достаточное количество скреплений между собой, что придает нетканому полотну достаточную механическую прочность и целостность, в результате чего оно может использоваться, как самонесущий волокнистый нетканый лист.
Такой нетканый лист может быть затем подвергнут последующей обработке для формирования полууплотненного волокнистого слоя по меньшей мере на одной из основных поверхностей листа; и кроме того, по всей толщине листа может быть распределено связующее. И, хотя данные этапы могут выполняться в любом порядке, было определено, что наиболее целесообразным является сначала формирование полууплотненного волокнистого слоя, а затем - распределение связующего, по причинам, которые будут обсуждаться ниже. При этом для формирования полууплотненного волокнистого слоя может использоваться любой подходящий технологический процесс. Было определено, что одним из удобных способов формирования такого слоя является процесс горячего каландрования, при котором нетканый лист пропускают через зазор между двумя каландровочными валиками, по меньшей мере один из которых является нагреваемым валиком. При правильном подборе параметров технологического процесса (температура валиков, ширина зазора, скорость технологической линии и так далее), в сочетании с подходящим составом нетканого листа такой процесс каландрования может обеспечить формирование полууплотненного волокнистого слоя, как будет подробно описано в разделе «Примеры» ниже.
Сведущим в данной области техники будет понятно, что частичное уплотнение самого наружного слоя нетканого листа для формирования (перманентного) полууплотненного волокнистого слоя под действием тепла и давления в процессе каландрования может происходить в результате небольшого смещения волокон (и глобул связующего, если таковые имеются) немного ближе друг к другу, вследствие механического сжатия листа и/или из-за частичной агломерации волокон (и глобул связующего, если таковые имеются), то есть, образования волокон и/или глобул связующего увеличенных размеров. В некоторых воплощениях частичное уплотнение слоя 140 (и, если это предусмотрено конструкцией изделия, второго слоя 180) может сопровождаться значительным уменьшением суммарной толщины полотна 100. В различных воплощениях такой процесс формирования одного или двух полууплотненных слоев может приводить к уменьшению суммарной толщины полотна 100 по меньшей мере примерно на 40, 50, 60 или 70%. В некоторых воплощениях частичное уплотнение слоя 140 (и второго слоя 180, если таковой имеется) может приводить к уменьшению суммарной толщины полотна 100 не более, чем примерно на 50, 40, 30, 20 или 10%. Из настоящего описания сведущим в данной области техники будет понятно, что обычный процесс каландрования нетканого полотна без должного внимания к свойствам полотна и параметрам технологического процесса может и не обеспечить формирования полууплотненного волокнистого слоя, составляющего единое целое с остальной частью полотна, в соответствии с настоящим изобретением. Скорее наоборот, многие процессы каландрования могут значительно уменьшать суммарную толщину нетканого листа, не обеспечивая при этом требуемого увеличения плотности расположения волокон у поверхности полотна (а некоторые могут ни приводить к формированию полууплотненного волокнистого слоя, ни вызывать значительного уменьшения суммарной толщины полотна).
Для формирования набора глобул связующего, распределенного по всей толщине нетканого листа (включая все внутреннее пространство листа), в нетканый лист могут быть введены один или более прекурсоров связующего, из которых затем может быть сформировано связующее, обеспечивающее дополнительное скрепление волокон между собой и соответственно, дополнительное усиление механической прочности листа. Такие прекурсоры связующего могут содержать любую подходящую композицию текучей консистенции (из описанных выше), и они могут быть введены в нетканый лист любым подходящим способом. Удобным носителем прекурсора связующего является жидкость (например, раствор или латекс на водной основе), и такая жидкость может быть нанесена на основную поверхность нетканого листа любым подходящим способом нанесения покрытия (например, валиком, распылением и прочими способами). В других воплощениях в нетканый лист может быть введен прекурсор связующего в форме частиц. В зависимости от конкретного типа связующего, его прекурсор может быть затем преобразован в связующее такими способами, как, например, нагревание, в результате чего в прекурсоре связующего происходит образование перекрестных связей между активными группами или полимеризация активных групп, удаление из него воды или растворителя, фотоактивация фотоактивируемых групп в прекурсоре связующего и другие.
Было определено, что, если сначала в нетканом листе сформировать полууплотненный слой, а затем ввести в нетканый лист прекурсор связующего с той его стороны, которая несет полууплотненный слой, то повышенная плотность расположения волокон в данном слое может обеспечивать более эффективное задержание в нем прекурсора связующего. Благодаря этому после преобразования прекурсора связующего в связующее полууплотненный слой может иметь более высокую плотность расположения связующего по сравнению с плотностью его расположения во внутреннем пространстве нетканого листа, в дополнение к повышенной плотности расположения волокон в данном слое. Это может дополнительно усиливать степень закрепления чистящих тел на полууплотненном слое при сохранении общей гибкости нетканого листа. Если в нетканом листе выполнены полууплотненные слои на обеих его сторонах, то может иметь смысл введение в лист прекурсора связующего с обеих его основных поверхностей, а не только с одной его основной поверхности.
Чистящие тела могут быть сформированы на первой основной поверхности нетканого листа (а при необходимости и на второй основной поверхности) любыми подходящими способами. Удобным способом их формирования является использование смолы-прекурсора, наносимой на основную поверхность нетканого листа и затем преобразуемой в чистящие тела. При этом может использоваться любая подходящая смола-прекурсор, например, в форме раствора в органическом растворителе, эмульсии на основе растворителя, эмульсии на водной основе, термоклея и т.п., и она может быть нанесена любым подходящим способом, позволяющим получить набор пространственно разнесенных чистящих тел. В частности, может использоваться такой метод нанесения покрытия, как трафаретная печать. Нанесенная смола-прекурсор может быть затем преобразована в чистящее тело, например, путем нагревания, фотоотверждения или иным способом, в зависимости от конкретного типа смолы-прекурсора.
Нетканый лист, несущий набор чистящих тел по меньшей мере на одной своей основной поверхности, может быть затем преобразован в законченное чистящее изделие. Так, например, основные его края могут быть обрезаны, и кроме того, могут быть извиты, прошиты и так далее, как упоминалось выше. Таким образом могут быть получены чистящие изделия любых требуемых размеров, формы и толщины. Если чистящие тела выполнены только на одной основной поверхности, то на другую сторону может быть нанесено обычное абразивное покрытие в соответствии с потребностью приложения, как будет описано, в частности, подразделе «Альтернативный рабочий пример».
Список возможных воплощений
Воплощение 1 представляет собой чистящее изделие, содержащее: цельный нетканый лист, содержащий внутреннее пространство, первую основную поверхность и вторую основную поверхность, при этом цельный нетканый лист содержит: по меньшей мере некоторые нетканые волокна, скрепленные между собой волокно к волокну скреплением плавления; и по меньшей мере некоторые нетканые волокна, скрепленные между собой связующим, распределенным по всему цельному нетканому листу в форме глобул; при этом цельный нетканый лист содержит первый полууплотненный волокнистый слой, составляющий одно целое с цельным нетканым листом и содержащий обращенную наружу основную поверхность, которая образует первую основную поверхность цельного нетканого листа; и при этом первая основная поверхность цельного нетканого листа содержит первый набор пространственно разнесенных чистящих тел, при этом каждое из по меньшей мере некоторых чистящих тел упомянутого первого набора содержит обращенную вовнутрь часть, которая по меньшей мере частично проникает в первый полууплотненный волокнистый слой цельного нетканого листа, и обращенную наружу часть, которая выступает наружу за пределы первой основной поверхности цельного нетканого листа.
Воплощение 2 представляет собой чистящее изделие согласно воплощению 1, в котором волокна нетканого листа включают первые штапельные волокна, имеющие первую точку плавления, и вторые штапельные волокна, которые включают по меньшей мере один компонент, имеющий вторую точку плавления, которая ниже, чем первая точка плавления первых штапельных волокон, при этом по меньшей мере некоторые из вторых штапельных волокон скреплены с первыми штапельными волокнами в точках контакта между первыми и вторыми штапельными волокнами скреплением плавления. Воплощение 3 представляет собой чистящее изделие согласно любому из воплощений 1-2, в котором по меньшей мере некоторые из волокон нетканого листа являются извитыми штапельными волокнами. Воплощение 4 представляет собой чистящее изделие согласно любому из воплощений 2-3, в котором по меньшей мере некоторые из первых штапельных волокон являются полиэфирными волокнами. Воплощение 5 представляет собой чистящее изделие согласно любому из воплощений 2-4, в котором по меньшей мере некоторые из вторых штапельных волокон выбраны из группы, состоящей из двухкомпонентных связующих волокон, однокомпонентных связующих волокон и их смесей. Воплощение 6 представляет собой чистящее изделие согласно любому из воплощений 1-5, при условии, что по меньшей мере в сущности все из нетканых волокон листа являются гидрофобными волокнами.
Воплощение 7 представляет собой чистящее изделие согласно любому из воплощений 1-6, в котором упомянутое по меньшей мере одно связующее является термоотвержденным связующим, полученным из термоотверждаемого прекурсора связующего. Воплощение 8 представляет собой чистящее изделие согласно любому из воплощений 1-7, в котором упомянутое по меньшей мере одно связующее получено из прекурсора связующего, используемого в виде латекса на водной основе. Воплощение 9 представляет собой чистящее изделие согласно любому из воплощений 1-8, при условии, что связующее не является водорастворимым связующим.
Воплощение 10 представляет собой чистящее изделие согласно любому из воплощений 1-9, в котором упомянутое по меньшей мере одно связующее включает абразивные частицы. Воплощение 11 представляет собой чистящее изделие согласно любому из воплощений 1-9, при условии, что упомянутое по меньшей мере одно связующее не включает абразивных частиц. Воплощение 12 представляет собой чистящее изделие согласно любому из воплощений 1-11, в котором каждое из по меньшей мере некоторых чистящих тел содержит органическую полимерную смолу. Воплощение 13 представляет собой чистящее изделие согласно воплощению 12, в котором упомянутая органическая полимерная смола является фенольной смолой. Воплощение 14 представляет собой чистящее изделие согласно любому из воплощений 1-13, в котором каждое из по меньшей мере некоторых чистящих тел включает абразивные частицы. Воплощение 15 представляет собой чистящее изделие согласно любому из воплощений 1-13, при условии, что чистящие тела не включают абразивных частиц. Воплощение 16 представляет собой чистящее изделие согласно любому из воплощений 1-15, в котором обращенные вовнутрь части чистящих тел в среднем являются протяженными вовнутрь от первой основной поверхности чистящего изделия на расстояние, составляющее менее, чем примерно 10% от суммарной толщины цельного нетканого листа. Воплощение 17 представляет собой чистящее изделие согласно любому из воплощений 1-16, в котором каждое из по меньшей мере некоторых чистящих тел упомянутого первого набора содержит обращенную наружу часть, которая выступает наружу по меньшей мере на 0,2 мм за пределы первой основной поверхности цельного нетканого листа. Воплощение 18 представляет собой чистящее изделие согласно любому из воплощений 1-17, в котором каждое из по меньшей мере некоторых чистящих тел имеет обращенную наружу поверхность, которая в целом повторяет топографию, образованную участками волокон, которые образуют первую основную поверхность цельного нетканого листа. Воплощение 19 представляет собой чистящее изделие согласно любому из воплощений 1-18, в котором первый полууплотненный волокнистый слой имеет сплошность, которая по меньшей мере примерно на 20% выше, чем сплошность внутреннего пространства листа.
Воплощение 20 представляет собой чистящее изделие согласно любому из воплощений 1-19, дополнительно содержащее второй полууплотненный волокнистый слой, составляющий одно целое с цельным нетканым листом и содержащий обращенную наружу основную поверхность, которая образует вторую основную поверхность цельного нетканого листа, и при этом вторая основная поверхность цельного нетканого листа содержит второй набор пространственно разнесенных чистящих тел, при этом каждое из по меньшей мере некоторых чистящих тел второго набора содержит обращенную вовнутрь часть, которая по меньшей мере частично проникает во второй полууплотненный волокнистый слой цельного нетканого листа, и обращенную наружу часть, которая выступает наружу за пределы второй основной поверхности цельного нетканого листа. Воплощение 21 представляет собой чистящее изделие согласно любому из воплощений 1-20, в котором суммарная толщина цельного нетканого листа составляет по меньшей мере примерно 4 мм. Воплощение 22 представляет собой чистящее изделие согласно любому из воплощений 1-21, в котором цельный нетканый лист является листом, выполненным способом аэродинамической укладки. Воплощение 23 представляет собой чистящее изделие согласно любому из воплощений 1-22, при условии, что цельный нетканый лист не является листом, возвращающимся к исходному объему, или листом, возвращенным к исходному объему.
Воплощение 24 представляет собой способ очистки поверхности, контактирующей с пищей, содержащий этапы приведения первой основной поверхности чистящего изделия согласно любому из воплощений 2-13 вручную в контакт с контактирующей с пищей поверхностью и проведения чистящего изделия вручную по контактирующей с пищей поверхности при сохранении контакта первой основной поверхности чистящего изделия с контактирующей с пищей поверхностью.
Воплощение 25 представляет собой способ изготовления чистящего изделия, содержащий этапы: обеспечения цельного нетканого листа, содержащего внутреннее пространство, первую основную поверхность и вторую основную поверхность, при этом нетканый лист содержит по меньшей мере некоторые нетканые волокна, скрепленные между собой волокно к волокну скреплением плавления; формирования по меньшей мере первого полууплотненного волокнистого слоя, составляющего одно целое с цельным нетканым листом, и содержащего обращенную наружу основную поверхность, которая образует первую основную поверхность цельного нетканого листа; введения во весь цельный нетканый лист по меньшей мере одного прекурсора связующего; отверждения прекурсора связующего и преобразования его в глобулы связующего, распределенные по всему цельному нетканому листу, при этом по меньшей мере некоторые из глобул связующего скрепляют по меньшей мере некоторые из волокон цельного нетканого листа с другими волокнами цельного нетканого листа; формирования на первой основной поверхности нетканого листа первого набора пространственно разнесенных чистящих тел, при этом каждое из по меньшей мере некоторых чистящих тел упомянутого первого набора содержит обращенную вовнутрь часть, которая по меньшей мере частично проникает в первый полууплотненный слой нетканого листа, и обращенную наружу часть, которая выступает наружу за пределы первой основной поверхности нетканого листа.
Воплощение 26 представляет собой способ согласно воплощению 25, в котором формирование первого полууплотненного слоя производится до введения во весь нетканый цельный лист прекурсора связующего.
Примеры
Способы испытаний
Для испытания примеров изделий в соответствии с настоящим изобретением использовали следующие способы.
Испытание на срезание стандартного образца по Шиферу
Испытание на срезание стандартного образца по Шиферу проводили в целом аналогично тому, как описано в патенте США 5,626,512 (Palaikis), и результаты данного испытания представляли собой граммы материала, срезанного со стандартного образца (изготовленного из акрилового материала) за 5000 оборотов.
Испытание на износ
Испытание на износ проводили в целом аналогично тому, как описано в патенте США 5,227,229 (McMahan McCoy); с тем отличием, что используемым абразивным материалом была алмазная шлифовальная шкурка «3М Flexible Diamond Cloth» зернистостью M125 от 3М (Сент-Пол, штат Миннесота, США), и результаты данного испытания представляли собой граммы материала, удаленного с испытуемого чистящего изделия за 100 циклов шлифования.
Испытание на удаление пищевых загрязнений
Испытание на удаление пищевых загрязнений проводили с использованием металлической пластины с пригоревшей к ней композицией из смеси пищевых продуктов, в целом аналогично тому, как описано в патенте США 5,626,512 (Palaikis). При этом, однако, испытание проводили в ручную, а не с использованием механизированного поворотного стола, как это описано в патенте США 5,626,512 (Palaikis). Испытуемое чистящее изделие помещали на пригоревший слой пищевого загрязнения и рукой прилагали к нему небольшое давление. После этого чистящим изделием водили взад-вперед по области с пригоревшим пищевым загрязнением, в целом прямыми линиями, и каждое движение взад-вперед считалось одним циклом очистки. Записывали число циклов очистки, требовавшееся для удаления достаточного количества пищевого загрязнения, чтобы можно было отчетливо видеть находящуюся под ним металлическую пластину (если металлическая пластина не была видна после 40 циклов очистки, испытание прекращали). Каждый образец должны были протестировать по меньшей мере пять человек, и полученные результаты усредняли. Результаты представляли в виде числа циклов очистки, требовавшихся для полного удаления пищевого загрязнения с визуально различимой области металлической пластины.
Изготовление чистящих изделий
Формирование и скрепление полотна
В показательном рабочем примере изготавливали нетканое полотно аэродинамической укладки, содержащее смесь из 60% полиэфирных (ПЭТ) волокон 15 денье длиной 51 мм (тип Т295 от Stein Fibers Ltd., Шарлот, штат Северная Каролина, США), и 40% полиэфирных волокон 6 денье длиной 51 мм (тип LML21 «Tairilin Polyester Melty Fibers» от Consolidated Fibers, Шарлот, штат Северная Каролина, США). Полотно формировали с использованием обычной машины аэродинамической укладки, а именно, машины под торговым наименованием «Rando Webber» от Rando Machine Company (Мейсдон, штат Нью-Йорк, США), настроенной на получение полотна с номинальной плотностью 200 г/м2. Сформированные на аппарате «Rando Webber» волокна укладывались на пористую ленту и проходили через нагревательный блок, в котором через всю толщину собранных волокон продувался горячий воздух (была установлена температура воздуха 160°C(320°F)). Скорость ленты составляла 1,82 м/мин (6 футов/мин). Это обеспечивало достаточную степень скрепления волокон волокно к волокну скреплением плавления, в результате чего получалось самонесущее полотно, которое могло быть снято с ленты и подвергнуто дальнейшей обработке, как будет более подробно описано ниже. Готовое полотно имело оценочную толщину примерно 43 мм.
Формирование полууплотненных волокнистых слоев
После этого полученное полотно подвергали мягкому каландрованию на стальных валиках. Зазор между каландровочными валиками был установлен на уровне 50×10-3 дюйма (1,3 мм), прижимное усилие - на уровне 50 фунтов на дюйм ширины, а температура обоих валиков (верхнего и нижнего) - на уровне 154°C (309°F). Полотно пропускали через каландровочный зазор со скоростью 2,44 м/мин (8 футов/мин). Полученное каландрованное полотно имело оценочную толщину примерно 17 мм. В результате каландрования на верхней поверхности полотна формировался полууплотненный волокнистый слой (наличие которого подтверждали методом оптической микроскопии, в частности, с помощью конфокального микроскопа, а также методом рентгеновской микротомографии, при котором получали последовательность двухмерных срезов и собирали их воедино для получения трехмерной картины внутренней структуры каландрованного полотна и/или изготовленного из него чистящего изделия), и аналогичный полууплотненный волокнистый слой формировался на нижней поверхности полотна. В каждом из полученных полууплотненных волокнистых слоев волокна располагались с более высокой плотностью, чем во внутреннем пространстве полотна, что подтверждалось, например, рассмотрением поперечного среза образца каландрованного полотна. Каждый из полученных полууплотненных слоев сохранял свою волокнистую природу и напоминал слой, изображенный на фиг. 5, с тем отличием, что в нем не было связующего. При этом сохраняли некоторое количество некаландрованного полотна, имевшего исходную толщину, в качестве сравнительного примера. В таблице ниже приведено сопоставление каландрованного полотна (показательный рабочий пример) и некаландрованного полотна (сравнительный пример).

Внедрение связующего/вещества, повышающего плотность расположения волокон в пространстве
Смешивали прекурсор неабразивного связующего, по составу в целом аналогичный описанному в Примере 1 (абзац 0059) патентной заявки США 2012/0064324 (Arellano), и основное отличие заключалось в том, что приготовленная смесь включала способствующее образованию перекрестных связей вещество Cymel 303, от Cytec (Вудлэнд Парк, штат Нью-Джерси, США), и загуститель Methocel от Dow Chemical (Мидлэнд, штат Мичиган, США). Смесь готовили в количестве примерно 16 кг (в 20-литровом контейнере); вязкость смеси составляла примерно 500 сантипуаз.
Для внедрения прекурсора связующего в нетканое полотно использовали стандартное устройство для нанесения покрытия с двумя цилиндрами. Устройство для нанесения покрытия включало верхний опорный резиновый цилиндр и нижний гравированный цилиндр. Давление между двумя цилиндрами составляло 4,2 кг/см2 (60 фунтов/дюйм2). Скорость технологической линии составляла 4,6 м/мин (15,1 футов/мин). Прекурсор связующего вводили в полотно с нижней поверхности (проходившей по гравированному цилиндру), и при этом параметры процесса были подобраны таким образом, что прекурсор связующего проникал через всю толщину нетканого полотна (в результате чего резиновый цилиндр по меньшей мере местами выходил увлажненным прекурсором связующего, прошедшим через полотно). После этого полотно с введенным в него связующим пропускали через описанное выше нагревательное устройство (со скоростью 4,6 м/мин (15,1 фута/мин)), в котором через всю толщину пропитанного полотна протягивали горячий воздух (заданная температура составляла 182°C (360°F)) для высыхания и застывания связующего. В результате такого процесса прекурсор связующего проникал по всей толщине полотна (хотя, конечно, не заполнял все промежутки между волокнами полотна); а в результате нагревания прекурсор связующего застывал и превращался в связующее, обеспечивая дополнительное скрепление волокон между собой и усиливая механическую прочность полотна. В полотно в сравнительном примере (не каландрованное) вводили прекурсор и нагревали его для превращения прекурсора в связующее аналогичным образом.
В таблице ниже приведено сопоставление каландрованного, с введенным в него прекурсором связующего и высушенного полотна (показательный рабочий пример) и некаландрованного, с введенным в него прекурсором связующего и высушенного полотна (сравнительный пример).


Изготовленное таким образом полотно в показательном рабочем примере имело вид, аналогичный виду полотна на фиг. 5 (альтернативный рабочий пример). При рассмотрении данных полотен, например, с помощью оптического микроскопа, было отмечено, что повышенная плотность расположения волокон в полууплотненных волокнистых слоях приводила к удержанию большего количества связующего в данных полууплотненных слоях. В конечном итоге это приводило к более высокой плотности расположения связующего в полууплотненных волокнистых слоях, чем в более внутреннем пространстве полотна; и соответственно, можно было не без основания предположить, что наличие в данных слоях большего количества связующего обеспечивало дополнительное уплотнение расположения волокон в данных полууплотненных слоях по сравнению с более внутренним пространством листа, и связующее тем самым работало, как вещество, повышающее плотность расположения волокон в пространстве. В полотне сравнительного примера (некаландрованном) сколько-нибудь большего количества связующего в слоях, прилегающих к основным поверхностям полотна, замечено не было; или превышение количества связующего было не более, чем минимальным.
Формирование чистящих тел
Готовили смесь абразива со смолой-прекурсором, в целом аналогичную описанной в Примере 1 патента США 7,393,371 (O'Gary), с тем отличием, что в приготовленной смеси был использован абразив зернистостью 120/240, а не 100/150. Кроме того, смесь включала карбонат кальция (Omycarb от Omya Canada (Перт Онтарио, штат Калифорния, США)) и загуститель (Methocel от Dow Chemical (Мидлэнд, штат Мичиган, США)), и не включала гликоль эфира, бентонитовой глины и амидоаминового отвердителя. Ингредиенты помещали в 20-литровую емкость (для приготовления примерно 9 кг смеси) и перемешивали с помощью пневматической мешалки; полученная в результате этого суспензия смолы-прекурсора и абразива имела вязкость примерно 11000 сантипуаз.
Для нанесения смолы-прекурсора на отдельные участки поверхностей нетканого полотна использовали стандартное устройство ротационной трафаретной печати. Устройство ротационной трафаретной печати содержало трафарет со сквозными отверстиями в виде прорезей, расположенных в виде определенной структуры. Отдельные сквозные отверстия имели размеры 1 мм в ширину и 15 мм в длину (вследствие расползания суспензии чистящие тела, полученные в результате прохождения суспензии через отверстия такого размера, в среднем имели размеры 2,5 мм в ширину и 16 мм в длину). Сетка с мелкими ячейками при печати не использовалась.
Все прорези можно рассматривать как результат наложения двух наборов прорезей со смещением и поворотом, а именно, все прорези первого набора были расположены параллельно друг другу и ориентированы в первом направлении, а все прорези первого набора были расположены параллельно друг другу и ориентированы во втором направлении, перпендикулярном первому направлению. (Пример такой структуры показан на фиг. 6.) В каждой из сеток расстояние между центрами ближайших отверстий составляло 20 мм. Изготовленное в показательном рабочем примере полотно пропускали через устройство трафаретной печати со скоростью 1,7 м/мин (5,6 фута/мин), и на его первую основную поверхность наносилась смола-прекурсор в виде структуры, описанной выше. После этого полотно пропускали через описанное выше нагревательное устройство (заданное значение температуры составляло 160°C (320°F)) со скоростью 1,7 м/мин (5,6 фута/мин), в результате чего смола-прекурсор отвердевала, и на первой поверхности полотна формировались чистящие тела. После этого полотно переворачивали на другую сторону и повторно пропускали через устройство трафаретной печати и нагревательное устройство для формирования аналогичным образом чистящих тел на второй поверхности полотна. В результате данных операций получали чистящее изделие в соответствии с показательным рабочим примером. Подобным образом формировали чистящие тела на полотне в сравнительном примере, то есть не каландрованном, но пропитанном прекурсором связующего (не абразивным).
Среднее измеренное падение давления воздуха, продуваемого через толщину чистящего изделия в показательном рабочем примере (с расходом 85 литров в минуту через область площадью примерно 102 см2, что соответствует фронтальной скорости примерно 13,8 см/с) составило примерно 0,42 мм водного столба. Это подтверждало, что полууплотненные волокнистые слои в целом оставались пористыми, а не образовывали сплошной оболочки, которая исключала бы или значительно затрудняла прохождение через них воздуха.
Испытания проводились в многочисленных вариациях и повторениях, которые в целом имели аналогичные результаты. На фиг. 6 показана полученная с помощью светового микроскопа фотография чистящего изделия в показательном рабочем примере, расположенного бок о бок с чистящим изделием в сравнительном примере. Данное изображение отчетливо показывает превосходство чистящих тел в изделиях в соответствии с воплощениями настоящего изобретения.
Испытание эффективности работы чистящих изделий
Были испытаны ряд образцов чистящего изделия в соответствии с показательным рабочим примером и сравнительным примером, а также имеющиеся в продаже чистящие изделия: «Medium Duty Scour Pad» (чистящий лист для средних загрязнений) от Sysco (Хьюстон, штат Техас, США), «Medium Duty Green Scouring Pad» (чистящий лист зеленого цвета для средних загрязнений) от Royal Corp.(Коутсвиль, штат Пенсильвания, США) и «General Purpose Scouring Pad 96» (чистящий лист №96 общего назначения) от 3М Company (Сент-Пол, штат Миннесота, США). Результаты испытаний приведены в таблице ниже.
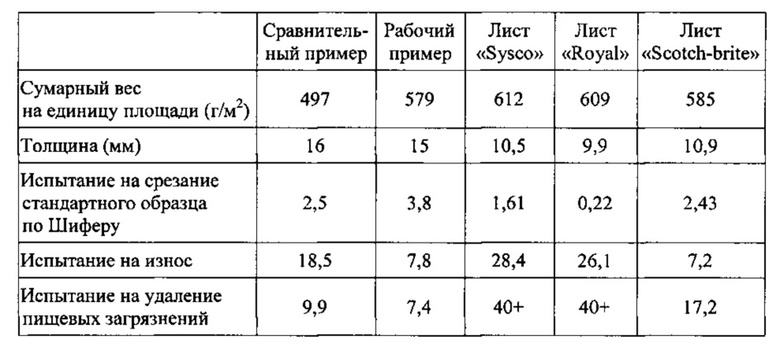
В данной таблице «суммарный вес» означает массу чистящего изделия, включая связующее и чистящие тела, приходящуюся на единицу его площади. Как упоминалось выше, испытание на срезание стандартного образца по Шиферу позволяет охарактеризовать способность чистящего изделия удалять материал со стандартного образца акрилового материала (более высокий результат означает, что чистящее изделие удаляет больше материала); испытание на износ позволяет охарактеризовать устойчивость чистящего изделия к износу при истирании чистящего изделия стандартным абразивным материалом (более низкий результат означает меньшую степень износа чистящего изделия). Испытание на удаление пищевых загрязнений позволяет охарактеризовать способность чистящего изделия удалять пригоревшее пищевое загрязнение с испытательной поверхности (более низкий результат означает, что для удаления пищевого загрязнения требуется меньшее число циклов очистки).
Альтернативный рабочий пример
В альтернативном рабочем примере чистящее изготавливали в целом аналогично показательному рабочему примеру, с тем основным отличием, что чистящие тела формировали только на одной основной поверхности полотна (далее для удобства именуемой «первой поверхностью»), а не на обеих основных поверхностях. Кроме того, в альтернативном рабочем примере на вторую поверхность полотна распылением наносили суспензию, содержащую абразив, как будет более подробно описано ниже. Для изготовления чистящего изделия в альтернативном рабочем примере проводили следующие операции.
Формирование и скрепление полотна
Нетканое полотно аэродинамической укладки изготавливали в целом аналогично показательному рабочему примеру, с тем отличием, что полотно содержало смесь из 70% полиэфирных (ПЭТ) волокон 15 денье длиной 51 мм (тип Т295 от Stein Fibers Ltd., Шарлот, штат Северная Каролина, США), и 30% полиэфирных волокон 4 денье длиной 51 мм (тип LML21 «Tairilin Polyester Melty Fibers» от Consolidated Fibers, Шарлот, штат Северная Каролина, США). Оборудование было настроено таким образом, чтобы получить полотно с номинальной плотностью 190 г/м2, и скорость движения ленты составляла 1,52 м/мин (5 футов/мин). Готовое полотно имело оценочную толщину примерно 50 мм (2 дюйма).
Формирование полууплотненного волокнистого слоя
После этого полученное полотно подвергали мягкому каландрованию на стальных валиках. При этом были установлены: зазор между каландровочными валиками, составлявший 15×10-3 дюйма (0,38 мм), давление сжатия 7 кг/см2, температура верхнего валика 146°C (294°F) и температура нижнего валика 75°C (168°F). Полотно пропускали через каландровочный зазор со скоростью 10,7 м/мин (35 футов/мин). Полученное каландрованное полотно имело оценочную толщину примерно 550×10-3 дюйма (14 мм). В результате каландрования на верхней поверхности полотна формировался полууплотненный волокнистый слой (наличие которого подтверждали методом оптической микроскопии, в частности, с помощью конфокального микроскопа, а также методом рентгеновской микротомографии); на нижней поверхности полотна полууплотненного слоя не было.
Введение связующего/вещества, повышающего плотность расположения волокон в пространстве
Прекурсор (неабразивного) связующего готовили в целом аналогично тому, как это делали в показательном рабочем примере, описанном выше. Для введения прекурсора связующего в нетканое полотно использовали устройство для нанесения покрытия с помощью двух валиков, аналогично тому, как это делали в показательном рабочем примере. После этого полотно с введенным в него прекурсором связующего пропускали через описанное выше нагревательное устройство, в результате чего прекурсор связующего застывал и превращался в связующее, обеспечивая дополнительное скрепление волокон друг с другом и усиливая механическую прочность полотна.
Формирование чистящих тел на одной поверхности полотна
Готовили смесь абразива с прекурсором связующего в целом аналогично тому, как это делали в показательном рабочем примере. Для нанесения смолы-прекурсора на отдельные участки поверхностей нетканого полотна использовали стандартное устройство ротационной трафаретной печати, при этом чистящие тела формировали в виде такой же структуры, как в показательном рабочем примере. После этого полотно пропускали через нагревательное устройство, в результате чего смола-прекурсор отвердевала, и на первой поверхности полотна формировались чистящие тела, подобно тому, как это имело место в показательном рабочем примере.
Распыление содержащей абразив суспензии на вторую поверхность полотна
Готовили смесь смолы-прекурсора с абразивом для формирования чистящих тел способом трафаретной печати, подобно тому, как это делали в показательном рабочем примере, с тем отличием, что в данном случае вязкость смеси делали меньшей, чтобы ее можно было распылять для нанесения покрытия. С помощью обычного распылительного устройства для нанесения покрытий наносили смолу-прекурсор на вторую поверхность полотна (противоположную поверхности, содержавшей чистящие тела), после чего нанесенное покрытие высушивали в печи обычными способами. В результате этого формировалась типичная волокнистая абразивная поверхность, аналогичная описанной в патенте США 2,958,593 (Hoover).
Масса на единицу площади готового изделия в данном альтернативном рабочем примере составила 610 г/м2. Среднее измеренное падение давления воздуха составило примерно 0,17 мм водного столба. Готовые изделия испытывали способами, описанными выше, и получили следующие результаты (испытания на срезание стандартного образца по Шиферу, на износ и удаление пищевых загрязнений проводили для стороны изделия, содержавшей чистящие тела).
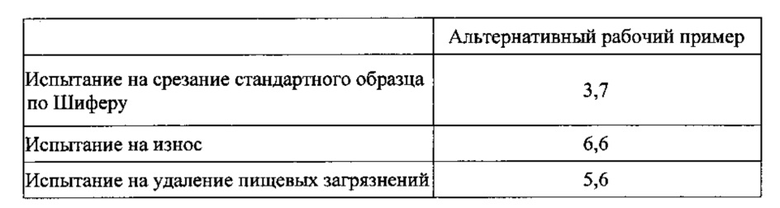
Описанные выше примеры приведены только для ясности понимания настоящего изобретения, и из них не следует делать выводов о каких-либо ограничениях. Испытания и их результаты, описанные в разделе «Примеры», следует понимать, как показательные, а не предсказательные, и возможно, что при использовании других способов испытаний будут получены иные результаты. Все количественные значения, приведенные в разделе «Примеры», следует понимать, как приблизительные, в смысле типичных допустимых отклонений, присущих использованным способам изготовления и испытания изделий.
Сведущим в данной области техники будет очевидно, что описанные в настоящей заявке элементы, конструкции, отличительные особенности, детали, конфигурации и т.п., допускают различные изменения и/или могут использоваться в различных комбинациях в многочисленных возможных воплощениях настоящего изобретения. В соответствии с целесообразностью, настоящее изобретение может содержать любые из описанных или упомянутых элементов, и может также состоять или в сущности состоять из таких элементов. В контексте настоящего описания термин "состоящий в сущности из" не исключает наличия дополнительных материалов, которые не оказывают значительного влияния на требуемые свойства композиции или изделия, к которым он относится. В частности, любые из элементов, упоминаемые в настоящем описании как альтернативно возможные для использования, могут быть явно включены в формулу изобретения или исключены из формулы изобретения, в любых комбинациях, в соответствии с потребностью. Автором подразумевается, что в объем настоящего изобретения входят все такие вариации и комбинации, а не только те показательные решения, которые были выбраны в качестве примеров для настоящего описания. Таким образом, объем настоящего изобретения не должен быть ограничен конкретными конструкциями, описанными в качестве иллюстраций в настоящей заявке, а скорее он должен быть распространен по меньшей мере на конструкции, описанные в формуле изобретения, и на эквиваленты таких конструкций. В случае, если имеется противоречие или расхождение между содержанием настоящего описания и содержанием какого-либо документа, включенного в настоящее описание посредством ссылки, следует руководствоваться содержанием настоящего документа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абсорбирующий компонент для одноразовых абсорбирующих изделий, содержащий интегрированный слой приема | 2015 |
|
RU2670947C9 |
| Абсорбирующие изделия, содержащие структурированные нетканые материалы | 2013 |
|
RU2636370C2 |
| Упаковки для товаров | 2014 |
|
RU2625930C2 |
| Способы формирования абсорбирующих изделий с неткаными основами | 2014 |
|
RU2625227C2 |
| ПЕРФОРИРОВАННЫЙ ПОКРЫВАЮЩИЙ ЛИСТ ДЛЯ ПОГЛОЩАЮЩЕГО ИЗДЕЛИЯ И СПОСОБ ПРОИЗВОДСТВА ПОКРЫВАЮЩЕГО ЛИСТА | 1997 |
|
RU2197934C2 |
| Изделие(я) с мягким нетканым полотном | 2013 |
|
RU2607970C2 |
| Изделие(я) с мягким нетканым полотном | 2013 |
|
RU2629522C2 |
| Изделие(я) с мягким нетканым полотном | 2013 |
|
RU2609878C2 |
| ЭЛЕКТРОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ | 2013 |
|
RU2602117C2 |
| Нетканые основы | 2014 |
|
RU2637100C2 |

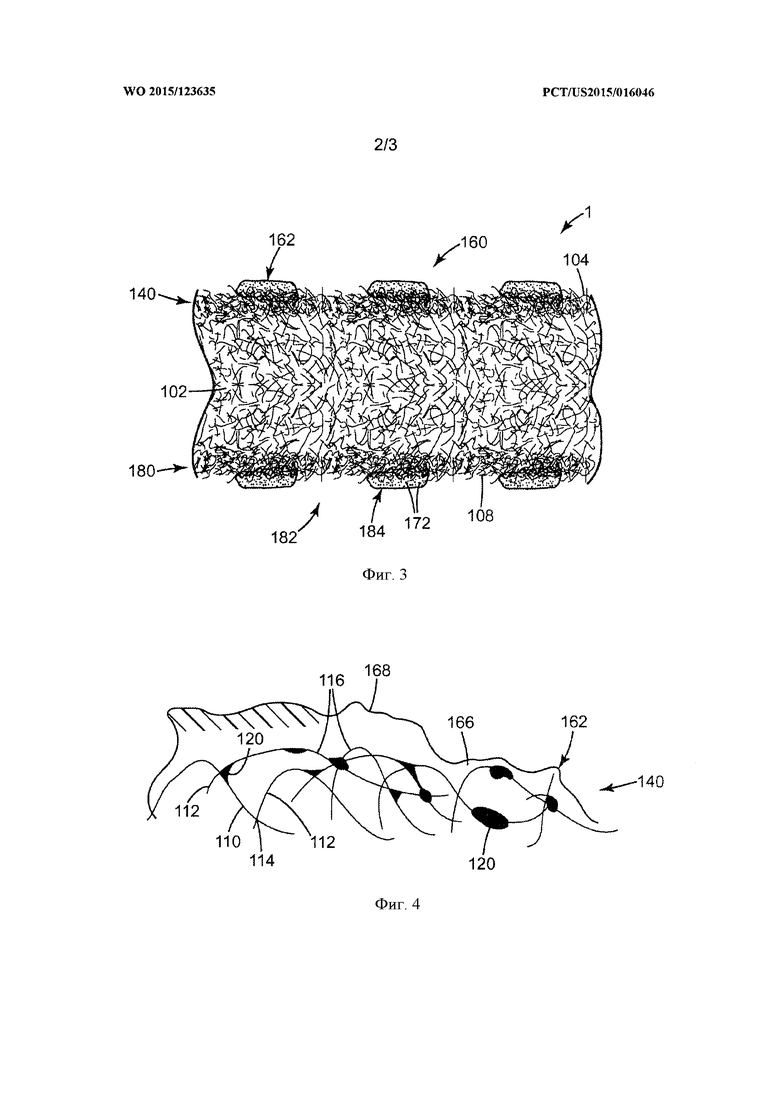

Предлагается чистящее изделие, включающее цельный нетканый лист с полууплотненным волокнистым слоем, составляющим одно целое с цельным нетканым листом и образующим основную поверхность нетканого листа. Предлагаются также способы изготовления и применения чистящего изделия. 3 н. и 23 з.п. ф-лы, 6 ил., 4 табл.
1. Чистящее изделие, содержащее:
цельный нетканый лист, содержащий внутреннее пространство, первую основную поверхность и вторую основную поверхность, при этом цельный нетканый лист содержит:
по меньшей мере некоторые нетканые волокна, скрепленные между собой волокно к волокну скреплением плавления;
и
по меньшей мере некоторые нетканые волокна, скрепленные между собой по меньшей мере одним связующим, распределенным по всему цельному нетканому листу в форме глобул;
при этом цельный нетканый лист содержит первый полууплотненный волокнистый слой, составляющий одно целое с цельным нетканым листом и содержащий обращенную наружу основную поверхность, которая образует первую основную поверхность цельного нетканого листа;
и при этом первая основная поверхность цельного нетканого листа содержит первый набор пространственно разнесенных чистящих тел, при этом каждое из по меньшей мере некоторых чистящих тел упомянутого первого набора содержит обращенную вовнутрь часть, выполненную по меньшей мере частично проникающей в первый полууплотненный волокнистый слой цельного нетканого листа и обращенную наружу часть, выполненную выступающей наружу за пределы первой основной поверхности цельного нетканого листа.
2. Чистящее изделие по п. 1, в котором волокна упомянутого нетканого листа включают первые штапельные волокна, имеющие первую точку плавления, и вторые штапельные волокна, содержащие по меньшей мере один компонент, имеющий вторую точку плавления, которая ниже, чем первая точка плавления первых штапельных волокон, при этом по меньшей мере некоторые из вторых штапельных волокон скреплены с первыми штапельными волокнами в точках контакта между первыми и вторыми штапельными волокнами скреплением плавления.
3. Чистящее изделие по п. 2, в котором по меньшей мере некоторые из волокон упомянутого нетканого листа являются извитыми штапельными волокнами.
4. Чистящее изделие по п. 2, в котором по меньшей мере некоторые из первых штапельных волокон являются полиэфирными волокнами.
5. Чистящее изделие по п. 2, в котором по меньшей мере некоторые из вторых штапельных волокон выбраны из группы, состоящей из двухкомпонентных связующих волокон, однокомпонентных связующих волокон и их смесей.
6. Чистящее изделие по п. 1, в котором по меньшей мере в сущности все из волокон упомянутого нетканого листа являются гидрофобными волокнами.
7. Чистящее изделие по п. 1, в котором упомянутое по меньшей мере одно связующее является термоотвержденным связующим, полученным из термоотверждаемого прекурсора связующего.
8. Чистящее изделие по п. 1, в котором упомянутое по меньшей мере одно связующее получено из прекурсора связующего, используемого в виде латекса на водной основе.
9. Чистящее изделие по п. 1, в котором упомянутое по меньшей мере одно связующее не является водорастворимым связующим.
10. Чистящее изделие по п. 1, в котором упомянутое по меньшей мере одно связующее содержит абразивные частицы.
11. Чистящее изделие по п. 1, в котором упомянутое по меньшей мере одно связующее не содержит абразивных частиц.
12. Чистящее изделие по п. 1, в котором каждое из по меньшей мере некоторых чистящих тел содержит органическую полимерную смолу.
13. Чистящее изделие по п. 12, в котором упомянутая органическая полимерная смола является фенольной смолой.
14. Чистящее изделие по п. 1, в котором каждое из по меньшей мере некоторых чистящих тел содержит абразивные частицы.
15. Чистящее изделие по п. 1, в котором чистящие тела не содержат абразивных частиц.
16. Чистящее изделие по п. 1, в котором обращенные вовнутрь части чистящих тел в среднем выполнены протяженными вовнутрь от первой основной поверхности чистящего изделия на расстояние, составляющее менее чем примерно 10% от суммарной толщины цельного нетканого листа.
17. Чистящее изделие по п. 1, в котором каждое из по меньшей мере некоторых чистящих тел упомянутого первого набора содержит обращенную наружу часть, выполненную выступающей наружу по меньшей мере на 0,2 мм за пределы первой основной поверхности цельного нетканого листа.
18. Чистящее изделие по п. 1, в котором каждое из по меньшей мере некоторых чистящих тел имеет обращенную наружу поверхность, в целом повторяющую топографию, образованную участками волокон, которые образуют первую основную поверхность цельного нетканого листа.
19. Чистящее изделие по п. 1, в котором первый полууплотненный волокнистый слой имеет сплошность, которая по меньшей мере примерно на 20% выше, чем сплошность внутреннего пространства листа.
20. Чистящее изделие по п. 1, дополнительно содержащее второй полууплотненный волокнистый слой, составляющий одно целое с цельным нетканым листом и содержащий обращенную наружу основную поверхность, которая образует вторую основную поверхность цельного нетканого листа, и при этом вторая основная поверхность цельного нетканого листа содержит второй набор пространственно разнесенных чистящих тел, при этом каждое из по меньшей мере некоторых чистящих тел второго набора содержит обращенную вовнутрь часть, выполненную по меньшей мере частично проникающей во второй полууплотненный волокнистый слой цельного нетканого листа и обращенную наружу часть, выполненную выступающей наружу за пределы второй основной поверхности цельного нетканого листа.
21. Чистящее изделие по п. 1, в котором суммарная толщина цельного нетканого листа составляет по меньшей мере примерно 4 мм.
22. Чистящее изделие по п. 1, в котором цельный нетканый лист является листом, выполненным способом аэродинамической укладки.
23. Чистящее изделие по п. 1, в котором цельный нетканый лист не является листом, возвращающимся к исходному объему, или листом, возвращенным к исходному объему.
24. Способ очистки поверхности, контактирующей с пищей, содержащий этапы приведения первой основной поверхности чистящего изделия по п. 1 вручную в контакт с контактирующей с пищей поверхностью и проведения чистящего изделия вручную по контактирующей с пищей поверхности при сохранении контакта первой основной поверхности чистящего изделия с контактирующей с пищей поверхностью.
25. Способ изготовления чистящего изделия, содержащий этапы:
обеспечения цельного нетканого листа, содержащего внутреннее пространство, первую основную поверхность и вторую основную поверхность, при этом упомянутый нетканый лист содержит по меньшей мере некоторые нетканые волокна, скрепленные между собой волокно к волокну скреплением плавления;
формирования по меньшей мере первого полууплотненного волокнистого слоя, составляющего единое целое с цельным нетканым листом и содержащего обращенную наружу основную поверхность, которая образует первую основную поверхность цельного нетканого листа;
введения во весь цельный нетканый лист по меньшей мере одного прекурсора связующего;
отверждения упомянутого по меньшей мере одного прекурсора связующего и преобразования его в глобулы связующего, распределенные по всему цельному нетканому листу, при этом по меньшей мере некоторые из глобул связующего скрепляют по меньшей мере некоторые из волокон цельного нетканого листа с другими волокнами цельного нетканого листа;
формирования на первой основной поверхности упомянутого нетканого листа первого набора пространственно разнесенных чистящих тел, при этом каждое из по меньшей мере некоторых чистящих тел упомянутого первого набора содержит обращенную вовнутрь часть, выполненную по меньшей мере частично проникающей в первый полууплотненный слой нетканого листа, и обращенную наружу часть, выполненную выступающей наружу за пределы первой основной поверхности нетканого листа.
26. Способ по п. 25, характеризующийся тем, что формирование первого полууплотненного слоя производится до введения во весь нетканый цельный лист упомянутого по меньшей мере одного прекурсора связующего.
| US 6312484 B1, 06.11.2001 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 5626512 A, 06.05.1997 | |||
| Экономайзер | 0 |
|
SU94A1 |

