Область техники
В настоящем изобретении предлагаются способы изготовления абсорбирующих изделий, и в частности, устройства и способы для скрепления эластичных ламинатов, которые могут использоваться, как компоненты абсорбирующих изделий.
Уровень техники
Различные типы изделий, такие, как, например, подгузники или другие абсорбирующие изделия, могут изготавливаться на сборочных линиях путем добавления компонентов к движущемуся непрерывному полотну материала, и/или выполнения иных операций с таким полотном. Так, например, при некоторых технологических процессах продвигающиеся полотна материалов соединяют с другими продвигающимися полотнами материалов. В других примерах отдельные компоненты, изготавливаемые из продвигающихся полотен материалов, соединяют с продвигающимися полотнами материалов, которые затем в свою очередь соединяют с другими продвигающимися полотнами материалов. В некоторых случаях отдельные компоненты, изготавливаемые из движущегося полотна или из нескольких движущихся полотен, соединяют с другими отдельными компонентами, изготавливаемыми из другого движущегося полотна или других движущихся полотен. Полотна и компоненты, используемые для изготовления подгузника, могут включать: тыльные листы, верхние листы, ножные манжеты, поясные ленты, компоненты абсорбирующей сердцевины, передние и/или задние ушки, крепежные компоненты и различные типы эластичных полотен и компонентов, таких, как, например, эластичные элементы для ног, эластичные элементы барьерных ножных манжет, растяжимые боковые панели, а также поясные эластичные элементы. После того, как все требуемые компоненты собраны друг с другом, одно или более продвигающихся полотен с собранными с ними компонентами подвергают окончательной обрезке ножом, в результате чего полотно (полотна) разделяются на отдельные подгузники или другие абсорбирующие изделия.
В процессе сборки их друг с другом различные компоненты и/или продвигающиеся полотна материалов могут быть скреплены друг с другом различными способами. Так, например, продвигающиеся полотна и/или компоненты могут быть скреплены друг с другом для формирования боковых швов на подгузнике. При некоторых технологических процессах продвигающиеся полотна и/или компоненты могут быть скреплены друг с другом с использованием адгезивов и/или ультразвуковой сварки. При некоторых технологических процессах продвигающиеся полотна и/или компоненты могут быть скреплены друг с другом механически с приложением тепла и давления, с одновременным использованием адгезивов или без них. Еще в некоторых технологических процессах части продвигающихся полотен могут быть частично расплавлены горячим воздухом и затем сжаты друг с другом с помощью прессующего элемента, который может включать множество относительно малых дискретных структурированных элементов. В результате этого каждый из боковых швов, формируемых в таком процессе с использованием горячего воздуха, будет включать множество дискретных, относительно малых участков скрепления, расположенных вдоль длины каждого из боковых швов. Однако некоторые устройства и технологические процессы, используемые в настоящее время для формирования боковых швов, представляющих собой множества дискретных скреплений, могут иметь определенные недостатки. Так, например, небольшие количества материала расплавленных частей скрепляемых основ могут накапливаться на структурированных элементах прессующих элементов, в результате чего качество выполняемых скреплений будет постепенно ухудшаться, и будет требоваться относительно частая очистка таких элементов. Кроме того, некоторые воплощения подгузников могут включать эластичные пояски, которые, в свою очередь, включают эластичные нити, расположенные между основами, из которых сформирован эластичный поясок. При скреплении эластичных поясков друг с другом для формирования боковых швов следует учитывать тот факт, что материал основы может быть не склеен с эластичными нитями. В результате этого после окончательной обрезки изделия эластичные нити могут сократиться до исходной длины и выйти из выполненных боковых швов.
Соответственно существует потребность в способе и устройстве для скрепления друг с другом основ путем формирования швов под действием горячего воздуха, которые требовали бы менее частой очистки элементов оборудования и/или уменьшали бы вероятность сокращения эластичных нитей и их выхода из боковых швов.
Сущность изобретения
Настоящее изобретение относится к способам и устройствам для скрепления эластичных ламинатов друг с другом путем их сжатия между вращающимся барабаном и опорным валиком. Барабан включает сопло для текучей среды и прессующий элемент. Первый эластичный ламинат и второй эластичный ламинат продвигаются в направлении движения в машине и подаются на вращающийся барабан. Текучую среду нагревают до температуры, достаточной для частичного расплавления слоев основ первого и второго эластичных ламинатов. По мере вращения барабана прессующий элемент перемещается в радиальном направлении от оси барабана, при этом длина L структурированной поверхности прессующего элемента становится протяженной в поперечном направлении поперек множества эластичных элементов первого и/или второго эластичных ламинатов. После этого частично расплавленные части слоев основ первого и второго эластичных ламинатов и множество эластичных нитей скрепляют воедино путем их сжатия между структурированной поверхностью и опорным валиком.
В одном из воплощений предлагается способ изготовления одноразовых подгузников-трусов, при этом каждый подгузник-трусы включает базовую часть, имеющую первую концевую область и расположенную напротив нее вторую концевую область, отделенные друг от друга центральной областью, и имеющую продольную ось и латеральную ось, при этом базовая часть содержит: верхний лист, тыльный лист и абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом. Предлагаемый способ содержит этапы: продвижения непрерывного слоя первой основы в направлении движения в машине; продвижения непрерывного слоя второй основы в направлении движения в машине; растяжения множества эластичных нитей в направлении движения в машине; вклеивания растянутого множества эластичных нитей между слоем первой основы и слоем второй основы для получения непрерывного эластичного ламината; вращения барабана вокруг оси вращения, при этом барабан содержит сопло для текучей среды и прессующий элемент, при этом прессующий элемент содержит структурированную поверхность, имеющую длину L, протяженную в поперечном направлении; вращения опорного валика, расположенного в непосредственной близости к барабану; продвижения эластичного ламината на барабане, при этом слой первой основы находится между растянутым множеством эластичных нитей и барабаном, и при этом растянутое множество эластичных нитей находится между слоем первой основы и слоем второй основы; нагревания текучей среды до температуры, достаточной для частичного расплавления слоя первой основы и слоя второй основы; перемещения сопла для текучей среды в радиальном направлении от оси барабана; частичного расплавления части слоя первой основы и части слоя второй основы путем направления струи нагретой текучей среды на слой первой основы и слой второй основы; обратного перемещения сопла для текучей среды в радиальном направлении к оси барабана; перемещения прессующего элемента в радиальном направлении от оси барана таким образом, чтобы длина L структурированной поверхности является протяженной поперек множества растянутых эластичных нитей; и скрепления слоя первой основы, растянутого множества эластичных нитей и слоя второй основы воедино путем сжатия частично расплавленной части слоя первой основы, растянутого множества эластичных нитей и частично расплавленной части слоя второй основы между структурированной поверхностью и опорным валиком.
Еще в одном воплощении предлагается способ изготовления одноразовых подгузников-трусов, при этом каждый подгузник-трусы включает базовую часть, имеющую первую концевую область и расположенную напротив нее вторую концевую область, отделенные друг от друга центральной областью, и имеющую продольную ось и латеральную ось, при этом базовая часть содержит: верхний лист, тыльный лист и абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом. Предлагаемый способ содержит этапы: продвижения первого эластичного ламината в направлении движения в машине, при этом первый эластичный ламинат содержит множество эластичных нитей, протяженных между слоем первой основы и слоем второй основы; продвижения второго непрерывного эластичного ламината в направлении движения в машине, при этом второй эластичный ламинат содержит множество эластичных нитей, протяженных между слоем первой основы и слоем второй основы; вращения барабана вокруг оси вращения, при этом барабан содержит сопло для текучей среды и прессующий элемент, при этом прессующий элемент содержит структурированную поверхность, имеющую длину, протяженную в поперечном направлении; вращения опорного валика, расположенного в непосредственной близости к барабану; продвижения первого эластичного ламината и второго эластичного ламината на барабане, при этом первый эластичный ламинат находится между вторым эластичным ламинатом и барабаном; нагревания текучей среды до температуры, достаточной для частичного расплавления слоя первой основы и слоя второй основы первого эластичного ламината и второго эластичного ламината; перемещения сопла для текучей среды в радиальном направлении от оси барабана; частичного расплавления части слоя первой основы и части слоя второй основы первого эластичного ламината и второго эластичного ламината путем направления струи нагретой текучей среды на первый эластичный ламинат и второй эластичный ламинат; перемещения сопла для текучей среды обратно в радиальном направлении к оси барабана; перемещения прессующего элемента в радиальном направлении от оси барабана таким образом, чтобы длина L структурированной поверхности становится протяженной поперек множества эластичных нитей первого эластичного ламината или второго эластичного ламината; и сжатия частично расплавленной части слоя первой основы, растянутого множества эластичных нитей и частично расплавленной части слоя второй основы первого эластичного ламината и второго эластичного ламината между структурированной поверхностью и опорным валиком.
Еще в одном воплощении изобретения предлагается способ скрепления эластичных ламинатов, включающий этапы: продвижения непрерывного слоя первой основы в направлении движения в машине; продвижения непрерывного слоя второй основы в направлении движения в машине; расположения множества эластичных нитей между слоем первой основы и слоем второй основы для получения непрерывного эластичного ламината; продвижения эластичного ламината на барабане, при этом слой первой основы находится между множеством эластичных нитей и барабаном, и при этом множество эластичных нитей находится между слоем первой основы и слоем второй основы; нагревания текучей среды до температуры, достаточной для частичного расплавления слоя первой основы и слоя второй основы; частичного расплавления части слоя первой основы и части слоя второй основы путем направления струи нагретой текучей среды на слой первой основы и слой второй основы; расположения прессующего элемента в непосредственной близости к первому слою основы, при этом прессующий элемент содержит структурированную поверхность, имеющую длину L, протяженную в поперечном направлении, и при этом длина структурированной поверхности является протяженной поперек множества эластичных нитей; и сжатия частично расплавленной части слоя первой основы, множества эластичных нитей и частично расплавленной части слоя второй основы между структурированной поверхностью и опорным валиком.
Краткое описание чертежей
Фиг. 1. Аксонометрический вид подгузника-трусов.
Фиг. 2A. Вид подгузника-трусов, изображенного на фиг. 1, в расправленном состоянии, с местным разрезом.
Фиг. 2В. Вид сверху еще одного воплощения подгузника-трусов, в расправленном состоянии, с местным разрезом.
Фиг. 3А. Сечение подгузника-трусов, изображенного на фиг. 2А и 2В, по плоскости 3А-3А.
Фиг. 3В. Сечение подгузника-трусов, изображенного на фиг. 2А и 2В, по плоскости 3В-3В.
Фиг. 4. Схематический вид сбоку технологической линии для изготовления скрепленных подгузников-трусов.
Фиг. 5А. Вид непрерывного полотна базовых частей в сборе, которое оно имеет на участке Α-A технологической линии, изображенной на фиг. 4.
Фиг. 5В1. Вид отдельной базовой части, который она имеет на участке В1-В1 технологической линии, изображенной на фиг. 4.
Фиг. 5В2. Вид отдельной базовой части, который она имеет на участке В2-В2 технологической линии, изображенной на фиг. 4.
Фиг. 5С. Вид непрерывного полотна материала передней и задней панелей, продвигающегося на технологической линии, изображенной на фиг. 4, на участке С-С.
Фиг. 5D. Вид множества отдельных базовых частей, разнесенных друг от друга в направлении движения в машине и связанных друг с другом материалом передней и задней панелей, на участке D-D технологической линии, изображенной на фиг. 4.
Фиг. 5Е. Вид множества дискретных базовых частей, сложенных таким образом, что передняя и задняя панели приложены друг к другу, на участке Е-Е технологической линии, изображенной на фиг. 4.
Фиг. 5Е1. Увеличенный вид скрепленной области наложения, отмеченной на фиг. 5Е.
Фиг. 5Е2. Сечение области наложения на участке между двумя скреплениями, плоскостью 5Е2-5Е2, отмеченной на фиг. 5Е1.
Фиг. 5Е3А. Сечение первого воплощения скрепления, изображенного на фиг. 5Е1, плоскостью 5Е3-5Е3.
Фиг. 5Е3В. Сечение второго воплощения скрепления, изображенного на фиг. 5Е1, плоскостью 5Е3-5Е3.
Фиг. 5Е3С. Сечение третьего воплощения скрепления, изображенного на фиг. 5Е1, плоскостью 5Е3-5Е3.
Фиг. 5F. Вид двух отдельных абсорбирующих изделий, продвигающихся в направлении движения в машине, на участке F-F технологической линии, изображенной на фиг. 4.
Фиг. 6А. Схематический вид сбоку скрепляющего устройства для выполнения боковых швов на скрепляемых подгузниках-трусах.
Фиг. 6А1. Схематический вид сбоку скрепляющего устройства, показанного на фиг. 6А, отображающий дополнительные особенности его конструкции.
Фиг. 6В. Вид сверху узла выполнения швов, показанного на фиг. 6А.
Фиг. 6В1. Увеличенный местный вид сверху узла выполнения швов, показанного на фиг. 6В.
Фиг. 7. Одно из воплощений устройства для выполнения швов, в разобранном виде.
Фиг. 7А. Увеличенный аксонометрический вид прессующего элемента, используемого в устройстве, изображенном на фиг. 7.
Фиг. 7В. Вид сверху прессующего элемента, изображенного на фиг. 7А.
Фиг. 8. Вид сбоку одного из воплощений узла выполнения швов.
Фиг. 9. Аксонометрический вид воплощения узла выполнения швов в первом положении.
Фиг. 10. Аксонометрический вид воплощения узла выполнения швов во втором положении.
Фиг. 11. Схематический вид, отображающий различные положения узла выполнения швов относительно барабана.
Фиг. 12. Схематический вид второго воплощения скрепляющего устройства.
Фиг. 13. Схематический вид третьего воплощения скрепляющего устройства.
Подробное описание изобретения
Для лучшего понимания настоящего изобретения может быть полезным нижеследующее объяснение используемых в нем основных терминов.
Термин "абсорбирующее изделие" в контексте настоящего описания используется для обозначения товаров потребления, основной функцией которых является поглощение и удержание загрязненных сред и отходов жизнедеятельности. Термин "подгузник" в контексте настоящего описания используется для обозначения абсорбирующих изделий, обычно носимых малыми детьми и лицами, страдающими недержанием мочи, вокруг нижней части корпуса. Термин "одноразовый" в контексте настоящего описания используется для описания абсорбирующих изделий, в целом не предназначенных для стирки или иного восстановления в целях повторного использования, как абсорбирующих изделий (то есть, подразумевается, что такие изделия должны быть выброшены после первичного их использования, и могут быть отправлены на переработку, компостирование или удалены, как отходы, иным образом без причинения ущерба окружающей среде).
Термины "эластичный", "эластомер" и "эластомерный" относятся к материалам, обладающим упругими свойствами, а именно, к материалам, которые, находясь в исходном, не растянутом состоянии, под действием приложенной к ним силы могут растягиваться или удлиняться на величину, превышающую 10% их исходной длины, а после снятия приложенной к ним силы могут в сущности сократиться до исходной длины.
Термин "присоединен" в контексте настоящего описания включает конфигурации, в которых один элемент непосредственно присоединен к другому элементу путем непосредственного крепления первого элемента ко второму элементу, и конфигурации, в которых один элемент косвенно присоединен к другому элементу путем крепления первого элемента к одному или более промежуточным элементам, которые в свою очередь прикреплены ко второму элементу.
Термин "продольное направление" означает направление, проходящее от одного поясного края к противоположному поясному краю в сущности перпендикулярно им обоим, когда абсорбирующее изделие расправлено до плоского состояния, или, когда изделие сложено вдвое, от поясного края к линии промежности, то есть, к линии сложения. Направления в пределах 45° от продольного направления также считаются продольными. Термин "латеральное направление" означает направление, проходящее от одного протяженного в продольном направлении бокового края к противоположному боковому краю, в целом перпендикулярно продольному направлению. Направления в пределах 45° от латерального направления также считаются латеральными.
Термин "радиальное направление" означает направление, проходящее от центра барабана к его наружной боковой поверхности.
Термин "основа" в контексте настоящего описания используется для описания материала, который в целом является двумерным (и плоскость, в которой является протяженным данный материал, именуется плоскостью XY), то есть, толщина которого (размер в направлении Z) относительно мала, то есть, составляет 1/10 или менее от его длины (размера в направлении X) и ширины (размера в направлении Y). Не ограничивающие примеры основ включают полотно, слой или слои волокнистых материалов, нетканых материалов, пленок и фольги, в частности, полимерных пленок или металлической фольги. Данные материалы могут использоваться в отдельности или совместно, как два или более слоев, объединенных друг с другом в ламинат. В данном контексте полотно также рассматривается, как основа.
Термин "нетканый материал" в контексте настоящего описания означает материал, изготовленный из непрерывных (длинных) нитей (волокон) или прерывистых (коротких) нитей (волокон) с использованием таких технологических процессов, как спанбонд, выдувание из расплава, кардование и им подобные. Нетканые материалы не имеют структуры тканых или вязаных материалов.
Термин "направление движения в машине (MD)" в контексте настоящего описания используется для обозначения направления движения материала в технологическом процессе. Кроме того, относительно положение и перемещение материалов в технологическом процессе, именуемое как «до» или «после», подразумевает их положение относительно направления движения в машине.
Термин "поперечное направление (CD)" в контексте настоящего описания означает направление, в целом перпендикулярное направлению движения в машине.
Термин "подгузник-трусы" в контексте настоящего описания означает одноразовое абсорбирующее изделие, предназначенное для детей или взрослых пользователей и имеющее проем для талии с непрерывным периметром и проемы для ног с непрерывным периметром (такие изделия могут также именоваться, как "обучающие трусы", "скрепленный подгузник" и "натягиваемый через ноги подгузник"). Подгузник-трусы, как правило, имеет проем для талии с непрерывным (закрытым) периметром и по меньшей мере один проем для ноги с непрерывным (закрытым) периметром, при надевании его на носящего. Подгузник-трусы может быть сформирован различными способами, включая, но не ограничиваясь ими, скрепление друг с другом частей изделия с использованием элементов или способов, допускающих многократное и/или одноразовое скрепления (например, посредством швов, термического скрепления, сварки под давлением, с помощью адгезивов, посредством когезивного скрепления, механических элементов скрепления и иным образом). Скрепление частей подгузника с целью придания ему формы готового изделия может быть выполнено в любом месте обхвата изделия в поясной его области (например, за счет выполнения боковых швов или с помощью боковых элементов крепления, за счет выполнения швов или с помощью элементов крепления в передней поясной части, или за счет выполнения швов или с помощью элементов крепления в задней поясной части).
В настоящем изобретении предлагаются способы и устройства для изготовления абсорбирующих изделий, и в частности, способы и устройства для скрепления эластичных ламинатов друг с другом при сборке абсорбирующих изделий. Как будет более подробно описано ниже, способы и устройства в соответствии с настоящим изобретением предусматривают скрепление эластичных ламинатов друг с другом путем их пропускания между вращающимся барабаном и опорным валиком. Барабан включает сопло для текучей среды и прессующий элемент, при этом прессующий элемент включает структурированную поверхность, имеющую длину, протяженную в поперечном направлении. Первый эластичный ламинат и второй эластичный ламинат могут продвигаться в направлении движения в машине и подаваться на вращающийся барабан. Каждый из эластичных ламинатов может включать множество эластичных нитей, протяженных между слоем первой основы и слоем второй основы. Первый эластичный ламинат может быть расположен между вторым эластичным ламинатом и барабаном. Текучую среду нагревают до температуры, достаточной для частичного расплавления слоя первой основы и слоя второй основы первого и второго эластичных ламинатов. По мере вращения барабана сопло для текучей среды перемещается в радиальном направлении от оси барабана и направляет струю нагретой текучей среды на первый и второй эластичные ламинаты для частичного расплавления части слоя первой основы и части слоя второй основы каждого из эластичных ламинатов. После этого сопло для текучей среды втягивается обратно в радиальном направлении, то есть к оси барабана, а прессующий элемент смещается в радиальном направлении от оси барабана, при этом длина L структурированной поверхности становится протяженной в поперечном направлении поперек множества эластичных нитей первого эластичного ламината или второго эластичного ламината. После этого частично расплавленная часть слоя первой основы, растянутое множество эластичных нитей и частично расплавленная часть слоя второй основы первого и второго эластичных ламинатов скрепляются друг с другом за счет их сжатия между структурированной поверхностью и опорным валиком. Как будет более подробно описано ниже в контексте сборки подгузников-трусов, эластичными ламинатами могут быть передний и задний пояски, и при этом способы и устройства, предлагаемые в настоящем изобретении, могут соответственно использоваться для скрепления переднего и заднего поясков друг с другом путем их пропускания между барабаном и опорным валиком и формирования тем самым боковых швов подгузника.
Прессующий элемент в соответствии с настоящим изобретением может не иметь множества отдельных структурированных поверхностей. Вместо этого может использоваться одна структурированная поверхность, имеющая длину L, протяженную в поперечном направлении. Такая структурированная поверхность может использоваться для формирования одного непрерывного скрепления, протяженного на длину L в поперечном направлении, поперек эластичного ламината. В некоторых воплощениях непрерывной эластичный ламинат имеет максимальную ширину W в поперечном направлении, и длина L структурированной поверхности составляет по меньшей мере 30% W. Как упоминалось выше, эластичный ламинат может включать эластичные нити, расположенные между первым и вторым слоями основы, протяженные в направлении движения в машине и разнесенные друг от друга, в поперечном направлении. При такой конфигурации эластичная поверхность прессующего элемента является протяженной поперек множества эластичных нитей. При прижатии эластичного ламината к структурированной поверхности частично расплавленные части слоев первой и второй основ скрепляются друг с другом, а также с эластичными нитями. Как будет более подробно описано ниже, скрепление слоев основы с эластичными нитями обеспечивает удержание эластичных нитей в области скрепления, в частности, в областях формирования боковых швов подгузника. Кроме того, поскольку прессующий элемент в соответствии с настоящим изобретением может не включать множества дискретных и относительно малых структурированных поверхностей, уменьшается вероятность того, что расплавленный материал будет собираться и/или накапливаться на прессующем элементе. Поэтому прессующий элемент в соответствии с настоящим изобретением может требовать менее частой очистки и/или замены.
Как упоминалось выше, способы и устройства в соответствии с настоящим изобретением могут использоваться для взаимного скрепления основ различных типов и в различных конфигурациях, некоторые из которых могут использоваться при изготовлении различных типов абсорбирующих изделий. Для создания более полного контекста последующего обсуждения различных воплощении изобретения ниже приводится общее описание абсорбирующих изделий в форме подгузников, включающих компоненты, которые могут быть скреплены с использованием способов и с помощью устройств, предлагаемых в настоящем изобретении.
На фиг. 1 и 2А показан пример подгузника-трусов 100, который может быть собран и сложен с помощью устройств и в соответствии со способами, предлагаемыми в настоящем изобретении. В частности, на фиг. 1 показан аксонометрический вид подгузника-трусов 100 в скрепленном виде, а на фиг. 2А подгузник-трусы 100 показан в расправленном виде, при этом сторона подгузника, обращенная от носящего, обращена к смотрящему на чертеж. Подгузник-трусы 100, изображенный на фиг. 1 и 2А, включает базовую часть 102 и кольцеобразный эластичный поясок 104. Как будет более подробно обсуждаться ниже, для формирования кольцеобразного эластичного пояска 104 скрепляют друг с другом первый эластичный поясок 106 и второй эластичный поясок 108.
Как показано на фиг. 2А, базовая часть 102 включает первую поясную область 116, вторую поясную область 118, и область 120 промежности, расположенную между первой и второй поясными областями. Первая поясная область 116 может быть передней поясной областью, а вторая поясная область 118 может быть задней поясной областью. В некоторых воплощениях длина передней поясной области, задней поясной области и области промежности может соответствовать по 1/3 длины абсорбирующего изделия 100. Подгузник-трусы 100 может также включать протяженный в латеральном направлении передний поясной край 121 в передней поясной области 116 и расположенный напротив него (в продольном направлении) и протяженный в латеральном направлении задний поясной край 122 в задней поясной области 118. Для удобства дальнейшего обсуждения на фиг. 2А показано, что подгузник-трусы 100 и базовая часть 102 имеют продольную ось 124 и латеральную ось 126. В некоторых воплощениях продольная ось 124 может быть протяженной через передний поясной край 121 и через задний поясной край 122. Латеральная ось 126 может быть протяженной через первый продольный (правый боковой) край 128 и через среднюю точку второго продольного (правого бокового) края 130 базовой части 102.
Как показано на фиг. 1 и 2А, подгузник-трусы 100 может включать внутреннюю, обращенную к телу поверхность 132 и наружную, обращенную к одежде поверхность 134. Базовая часть 102 может включать тыльный лист 136 и верхний лист 138. Базовая часть 102 может также включать абсорбирующий узел 140, включающий абсорбирующую сердцевину 142, расположенную между частью верхнего листа 138 и тыльного листа 136. Как будет более подробно описано ниже, подгузник-трусы 100 может также включать прочие элементы, такие, как, например, эластичные элементы для ног и/или ножные манжеты, обеспечивающие более плотную посадку изделия вокруг ног носящего.
Как показано на фиг. 2А, периферия базовой части 102 может быть образована первым продольным боковым краем 128, вторым продольным боковым краем 130, первым протяженным в латеральном направлении концевым краем 144, расположенным в первой поясной области 116, и вторым протяженным в латеральном направлении концевым краем 146, расположенным во второй поясной области 118. Оба боковых края: 128 и 130 - являются протяженными в продольном направлении между первым концевым краем 144 и вторым концевым краем 146. Как показано на фиг. 2А, протяженные в латеральном направлении концевые края 144 и 146 расположены внутри в продольном направлении по отношению к протяженному в латеральном направлении переднему поясному краю 121 в передней поясной области 116 и протяженному в латеральном направлении заднему поясному краю 122 в задней поясной области 118 соответственно. Когда подгузник-трусы 100 надет на нижнюю часть корпуса носящего, передний поясной край 121 и задний поясной край 122 базовой части 102 могут в совокупности охватывать часть талии носящего. Одновременно с этим, боковые края 128 и 130 базовой части могут охватывать по меньшей мере часть боковых поверхностей ног носящего. При этом область 120 промежности может быть в целом расположена между ног носящего, и абсорбирующая сердцевина 142 будет протяженной из передней поясной области 116 через область 120 промежности в заднюю поясную область 118.
При этом подразумевается также, что часть подгузника 100 или весь подгузник 100 могут быть также изготовлены растяжимыми в латеральном направлении. Дополнительная растяжимость может способствовать лучшему прилеганию подгузника 100 к телу носящего во время совершения им движений. За счет дополнительной растяжимости у подгузника 100, базовая часть 102 которого имеет определенный размер в нерастянутом состоянии изделия, могут быть растянуты передняя поясная область 116, задняя поясная область 118 или обе данные области, и такой подгузник может быть надет на пользователей, имеющих различные размеры тела, то есть, подгузник может быть индивидуально подогнан под любого конкретного пользователя. В результате такого растяжения одной или обеих поясных областей абсорбирующему изделию может быть придана форма, в целом напоминающая форму песочных часов, поскольку область промежности является растяжимой в меньшей степени, чем одна или обе поясные области, и абсорбирующее изделие будет иметь вид хорошо подогнанного под пользователя при его ношении.
Как упоминалось выше, подгузник-трусы 100 может включать тыльный лист 136. Тыльный лист 136 может также образовывать наружную поверхность 134 базовой части 102. Тыльный лист 136 может быть непроницаемым для жидкостей (например, менструальных выделений, мочи и/или жидких фекалий), и может быть изготовлен из тонкой пластической пленки, хотя могут также использоваться и другие, гибкие и непроницаемые для жидкостей материалы. Тыльный лист 136 может препятствовать загрязнению выделениями организма, содержащимися в абсорбирующей сердцевине, предметов, которых может касаться подгузник 100, например, постельного белья, пижамы и нижнего белья. Тыльный лист 136 может также содержать тканые или нетканые материалы, полимерные пленки, например, термопластические пленки из полиэтилена или полипропилена, и/или многослойные или композитные материалы, содержащие пленку и нетканый материал (например, имеющие внутренний слой из пленки и наружный слой из нетканого материала). Тыльный лист может также содержать эластомерную пленку. Примером подходящего материала для изготовления тыльного листа 136 является полиэтиленовая пленка, имеющая толщину от примерно 0,012 мм (0,5×10-3 дюйма) до примерно 0,051 мм (2,0×10-3 дюйма). Примерами подходящих полиэтиленовых пленок являются пленки BR-120 и BR-121 производства Clopay Corporation (Цинциннати, штат Огайо, США) и ХР-39385 производства Tredegar Film Products (Тер-От, штат Индиана, США). Тыльный лист 136 может также иметь рельефную и/или матовую поверхность для придания ему внешнего вида, близкого в виду ткани. Кроме того, тыльный лист 136 может пропускать пары из абсорбирующей сердцевины (быть «дышащим»), не пропуская при этом жидкостей. Размер тыльного листа 136 может определяться размером абсорбирующей сердцевины 142 и/или конфигурацией или размером подгузника 100.
Как упоминалось выше, подгузник-трусы 100 может также содержать верхний лист 138. Верхний лист 138 может также образовывать всю внутреннюю поверхность 132 или часть внутренней поверхности 132 базовой части 102. Верхний лист 138 предпочтительно является легко деформируемым, мягким на ощупь и не раздражающим кожи носящего. Од может быть упругорастяжимым в одном или двух направлениях. Кроме того, верхний лист 138 предпочтительно является проницаемым для жидкостей, то есть, жидкие среды (например, менструальные выделения, моча и/или жидкие фекалии) должны проходить через всю его толщину. Верхний лист 138 может быть изготовлен из большого разнообразия материалов, в частности из тканых и нетканых материалов; перфорированных или гидроформованных термопластических пленок; перфорированных нетканых материалов; пористых пен; сетчатых пен; сетчатых термопластических пленок; и термопластических сеток. Тканые и нетканые материалы могут содержать натуральные волокна, например, древесные или хлопковые волокна; синтетические волокна, например, полиэфирные, полипропиленовые или полиэтиленовые волокна; или их комбинации. Если верхний лист 138 включает волокна, то это могут быть волокна спанбонд, кардованные, гидродинамической укладки, выдуваемые из расплава, гидроспутанные или изготовленные с использованием прочих технологических процессов, известных в данной области техники.
Верхний лист 138 может быть изготовлен из нетканых материалов с высокой рыхлостью, перфорированных пленок и перфорированных нетканых материалов. Перфорированные пленки, используемые для изготовления верхних листов, могут быть проницаемыми для текучих выделений организма, но в сущности не абсорбирующими, и предпочтительно они должны препятствовать обратному прохождению через них жидкостей, что может вызвать намокание кожи носящего. Примеры подходящих перфорированных пленок могут включать перфорированные пленки, описанные в патентах США 5,628,097; 5,916,661; 6,545,197 и 6,107,539.
Как упоминалось выше, подгузник-трусы 100 может также включать абсорбирующий узел 140, присоединенный к базовой части 102. Как показано на фиг. 2А, абсорбирующий узел 140 может иметь протяженный в латеральном направлении передний край 148 в передней поясной области 116 и расположенный напротив него в продольном направлении, протяженный в латеральном направлении задний край 150 в задней поясной области 118. Абсорбирующий узел 140 может иметь протяженный в продольном направлении правый боковой край 152 и расположенный напротив него в латеральном направлении, протяженный в продольном направлении левый боковой край 154, так что оба боковых края 152 и 154 абсорбирующего узла будут протяженными между передним краем 148 и задним краем 150. Абсорбирующий узел 140 может включать одну или более абсорбирующих сердцевин 142 или один или более слоев абсорбирующей сердцевины. Абсорбирующая сердцевина 142 может быть по меньшей мере частично расположена между верхним листом 138 и тыльным листом 136, и может быть изготовлена различных размеров и форм, соответствующих размерам и формам подгузника. Примеры конструкций абсорбирующей сердцевины, которые могут использоваться в настоящем изобретении, описаны в патентах США 4,610,678; 4,673,402; 4,888,231 и 4,834,735.
Некоторые воплощения абсорбирующей сердцевины могут содержать уменьшенные количества целлюлозных материалов (вспушенной целлюлозы). Такие сердцевины могут, например, содержать менее чем примерно 40%, 30%, 20%, 10%, 5% или даже 1% целлюлозного материала (вспушенной целлюлозы). Такая сердцевина может содержать преимущественно абсорбирующий гелеобразующий материал в количестве, составляющем по меньшей мере примерно 60%, 70%, 80%, 85%, 90%, 95%, или даже почти до 100%, а остальную часть сердцевины может составлять микроволокнистый клей. Примеры таких сердцевин, микроволокнистых клеев и абсорбирующих гелеобразующих материалов описаны в патентах США 5,599,335; 5,562,646; 5,669,894 и 6,790,798, а также в патентных публикациях США 2004/0158212 и 2004/0097895.
Как упоминалось выше, подгузник 100 может также включать эластифицированные ножные манжеты 156. При этом следует иметь в виду, что ножные манжеты 156 иногда именуются также ножными полосами, боковыми клапанами, барьерными манжетами, эластичными манжетами или уплотнительными манжетами. Эластифицированные ножные манжеты 156 могут иметь различные конфигурации, уменьшающие вероятность протекания текучих выделений организма в областях ног. Примеры подходящих конструкций ножных манжет 156 описаны в патентах США 3,860,003; 4,909,803; 4,695,278; 4,795,454; 4,704,115; 4,909,803; а также в патентной публикации США No. 2009/0312730А1.
Как упоминалось выше, подгузники-трусы могут изготавливаться имеющими кольцеобразный эластичный поясок 104, то есть, упаковываться и поставляться потребителям в конфигурации, в которой передняя поясная область 116 и задняя поясная область 118 соединены друг с другом, и в таком виде подгузник готов для надевания на носящего. То есть, подгузники-трусы могут иметь проем 110 для талии с непрерывным периметром и проемы 112 для ног с непрерывным периметром, как показано на фиг. 1.
Как упоминалось выше, кольцеобразный эластичный поясок 104 формируется из первого эластичного пояска 106 и связанного с ним второго эластичного пояска 108. Как показано на фиг. 2А, первый эластичный поясок 106 имеет расположенные друг напротив друга первую и вторую концевые области 106а, 106b соответственно, и центральную область 106 с, а второй эластичный поясок 108 имеет первую и вторую концевые области 108а, 108b соответственно, и центральную область 108с.
Центральная область 106 с первого эластичного пояска 106 связана с первой поясной областью 116 базовой части 102, а центральная область 108с второго эластичного пояска 108 связана со второй поясной областью 118 базовой части 102. Как показано на фиг. 1, первая концевая область 106а первого эластичного пояска 106 связана с первой концевой областью 108а второго эластичного пояска 108 первым боковым швом 178, а вторая концевая область 106b первого эластичного пояска 106 связана со второй концевой областью 108b второго эластичного пояска 108 вторым боковым швом 180, в результате чего формируется кольцеобразный эластичный поясок 104, а также проем 110 для талии и проемы 112 для ног.
Как показано на фиг. 2А, 3А и 3В, первый эластичный поясок 106 имеет также наружный латеральный край 107а и внутренний латеральный край 107b, а второй эластичный поясок 108 имеет наружный латеральный край 109а и внутренний латеральный край 109b. Наружные латеральные края 107а, 107b могут образовывать протяженный в латеральном направлении передний поясной край 120 и протяженный в латеральном направлении задний поясной край 122. Каждый из эластичных поясков: первый и второй - может включать наружный, обращенный к одежде слой 162 и внутренний, обращенный к носящему слой 164. При этом подразумевается, что первый эластичный поясок 106 и второй эластичный поясок 108 могут содержать одни и те же материалы, и/или могут иметь одинаковую конструкцию. В некоторых воплощениях первый эластичный поясок 106 и второй эластичный поясок 108 могут содержать разные материалы, и/или могут иметь различную конструкцию. При этом подразумевается также, что первый эластичный поясок 106 и второй эластичный поясок 108 могут быть выполнены из широкого разнообразия материалов. Так, например, первый и второй пояски могут быть выполнены из таких материалов, как пластические пленки; перфорированные пластические пленки; тканые и нетканые полотна из натуральных волокон (например, древесных или хлопковых волокон), синтетических волокон (например, полиолефиновых, полиамидных, полиэфирных, полиэтиленовых или полипропиленовых волокон) или комбинаций натуральных и/или синтетических волокон; тканые или нетканые полотна с покрытиями. В некоторых воплощениях первый и второй эластичные пояски включают нетканое полотно из синтетических волокон, и могут включать растяжимый нетканый материал. В других воплощениях первый и второй эластичные пояски могут включать внутренний гидрофобный нерастяжимый нетканый материал и наружный гидрофобный нерастяжимый нетканый материал.
Каждый их эластичных поясков: первый поясок 106 и второй поясок 108 - может включать эластичный материал пояска, расположенный между наружным слоем 162 и внутренним слоем 164. Эластичный материал пояска может включать один или более эластичных элементов, таких, как нити, ленты или панели, протяженные вдоль длины эластичных поясков. Как показано на фиг. 2А, 3А и 3В эластичный материал пояска может включать множество эластичных нитей 168, которые в настоящем описании могут именоваться также наружными поясными элементами 170 и внутренними поясными элементами 172. Как показано на фиг. 2А, эластичные нити 168 являются непрерывно протяженными в латеральном направлении между расположенными друг напротив друга первой и второй концевыми областями 106а, 106b первого эластичного пояска 106 и между расположенными друг напротив друга первой и второй концевыми областями 108а, 108b второго эластичного пояска 108. В некоторых воплощениях некоторые из эластичных нитей 168 могут иметь разрывы в некоторых областях, например, в тех областях, где первый эластичный поясок 106 и второй эластичный поясок 108 накладываются на абсорбирующий узел 140. В некоторых воплощениях эластичные нити 168 могут быть расположены с одинаковыми интервалами друг от друга в продольном направлении. В других воплощениях эластичные нити 168 могут быть расположены с различными интервалами друг от друга в продольном направлении. Эластичный материал пояска, будучи в растянутом состоянии, может быть уложен и закреплен между нерастянутым наружным слоем и нерастянутым внутренним слоем. После снятия с него растягивающих усилий эластичный материал пояска сократится до исходного, нерастянутого состояния и стянет наружный слой и внутренний слой. Эластичный материал пояска может обеспечивать требуемую степень стягивающего усилия в области кольцеобразного эластичного пояска 104.
При этом подразумевается, что базовая часть 102 и эластичные пояски 106, 108 могут иметь и другие конфигурации, отличные от конфигурации, изображенной на фиг. 2А. Так, например, на фиг. 2В показан подгузник-трусы 100 в расправленном состоянии, имеющий те же компоненты, что и подгузник-трусы, изображенный на фиг. 2А и описанный выше, но отличающийся тем, что первый протяженный в латеральном направлении концевой край 144 базовой части 102 выровнен и совпадает с наружным латеральным краем 107а первого эластичного пояска 106, а второй протяженный в латеральном направлении концевой край 146 выровнен и совпадает с наружным латеральным краем 109а второго пояска 108.
Как упоминалось выше, устройства и способы в соответствии с настоящим изобретением могут использоваться для сборки друг с другом различных компонентов предварительно скрепленного, допускающего многоразовое застегивание подгузника-трусов. 100 Так, например, на фиг. 4 схематически показан вид сбоку технологической линии 300 для изготовления подгузников-трусов 100. Ниже приводится описание принципа работы технологической линии 300 в контексте различных компонентов подгузников-трусов 100, описанных выше и изображенных на фиг. 1 и 2А. И хотя нижеследующее описание способов строится на примере подгузника 100, изображенного на фиг. 1 и 2А, при этом подразумевается, что способами, предлагаемыми в настоящем изобретении, могут изготавливаться самые различные воплощения подгузников-трусов, в частности, абсорбирующие изделия, описанные в патенте США 7,569,039 и в патентных публикациях США 2005/0107764 А1, 2012/0061016 А1, и 2012/0061015 А1, все из которых включены в настоящую заявку посредством ссылки.
Как будет более подробно описано ниже, на технологической линии 300, изображенной на фиг. 4, обеспечивается продвижение базовых частей 102 в направлении движения в машине (MD) таким образом, что латеральная ось каждой из базовых частей 102 расположена параллельно направлению движения в машине, и при этом отдельные базовые части 102 разнесены друг от друга в направлении движения в машине. После этого противоположные поясные области 116, 118 разнесенных друг от друга базовых частей 102 связывают друг с другом непрерывными полотнами ламинатов 406, 408 первого и второго эластичных поясков, также продвигающимися на технологической линии. После этого базовые части 102 складываются по латеральной оси, так, чтобы ламинаты 406, 408 первого и второго эластичных поясков были приложены друг к другу, и выполняется скрепление ламинатов первого и второго эластичных поясков друг с другом посредством скреплений 336. Как будет более подробно описано ниже, ламинаты первого и второго эластичных поясков могут быть скреплены друг с другом парами скреплений 336а, 336b, повторяющимся образом выполняемыми на полотне и разнесенными друг от друга в направлении движения в машине. Каждое из скреплений 336а, 336b может представлять собой отдельное место скрепления, и они являются протяженными параллельно друг другу и на одинаковое расстояние в поперечном направлении, то есть, в направлении ширины ламинатов первого и второго эластичных поясков. После этого ламинаты 406, 408 первого и второго эластичных поясков перерезаются в поперечном направлении между соседними скреплениями 336а, 336b, в результате чего образуются отдельные подгузники 100, подобные изображенным на фиг. 1.
Как показано на фиг. 4, для формирования материала 402 поясков, как непрерывного эластичного ламината, соединяют друг с другом непрерывный слой первой основы, в форме непрерывного полотна материала 162 наружного слоя пояска, непрерывный слой второй основы, в форме непрерывного полотна материала 164 внутреннего слоя пояска, и эластичные нити 168. В частности, непрерывные полотна материала 162 наружного слоя пояска, материала 164 внутреннего слоя пояска, наружные эластичные нити 170 и внутренние эластичные нити 172 продвигают в направлении движения в машине и соединяют друг с другом в зазоре между валиками 502, в результате чего формируется непрерывное полотно материала 402 пояска. Перед входом в зазор между валиками 502 наружные эластичные нити 170 и внутренние эластичные нити 172 растягивают в направлении движения в машине (MD). В дополнение к этому, перед входом в зазор между валиками 502 на эластичные нити 170, 172, а также на одно или оба из непрерывных полотен материала 162 наружного слоя пояска и материала 164 внутреннего слоя пояска может наноситься адгезив 504. Кроме того, адгезив 504 может наноситься прерывистым образом вдоль длины внутренних эластичных нитей 172 и/или прерывистым образом вдоль длины одного или обоих непрерывных полотен материала 162 наружного слоя пояска и материала 164 внутреннего слоя пояска, перед входом в зазор между валиками 502. Соответственно, внутренние эластичные нити 172 могут быть прерывистым образом скреплены с одним или обоими из непрерывных полотен материала 162 наружного слоя пояска и материала 164 внутреннего слоя пояска вдоль направления движения в машине (MD). Соответственно, материал 402 пояска может включать нескрепленные области, чередующиеся со скрепленными областями и разнесенные друг от друга в направлении движения в машине (MD), и при этом в нескрепленных областях внутренние эластичные нити 172 не прикреплены ни к материалу 162 наружного слоя пояска, ни к материалу 164 внутреннего слоя пояска. В скрепленных областях внутренние эластичные нити 172 прикреплены к материалу 162 наружного слоя пояска и/или к материалу 164 внутреннего слоя пояска. И хотя на фиг. 4 показано воплощение, в котором материал 402 пояска сформирован путем соединения непрерывных полотен материала 162 наружного слоя пояска и материала 164 внутреннего слоя пояска с эластичными нитями 168, подразумевается, что 402 может быть сформирован и другими способами, в частности, способами, описанными в патенте США 8,440,043 и в патентных заявках США 13/434,984; 13/435,036; 13/435,063; 13/435,247 и 13/435,503 (все поданы 30 марта 2012 гола).
Как показано на фиг. 4, после выхода из зазора между валиками 502 непрерывное полотно материала 402 пояска подается в направлении движения в машине (MD) на резак 506, который разрезает материал 402 пояска на две непрерывные основы, именуемые, как основа 406 первого пояска и основа 408 второго пояска. При этом могут использоваться резаки 506 различных принципов работы. Так, например, в некоторых воплощениях в качестве резака 506 может использоваться нож продольной резки или гильотинный нож, разделяющие материал 402 пояска на две непрерывные основы, выполняя в нем прямолинейный и/или криволинейный продольный разрез. В качестве резака 506 может также использоваться перфоратор, выполняющий перфорацию в материале пояска, то есть, образующий в нем линию ослабленной прочности, по которой материал пояска может быть разделен на отдельные отрезки на дельнейшем этапе сборки изделия. После резака 506 основы 406, 408 первого и второго поясков проходят через разделитель 508, который отделяет основы первого и второго поясков друг от друга в поперечном направлении CD, как показано на фиг. 5С. При этом по мере их продвижения в направлении движения в машине (MD) эластичные нити 170, 172 и, соответственно, непрерывные основы 406, 408 первого и второго поясков поддерживаются в растянутом состоянии. При этом подразумеваются, что могут использоваться разделители 508 различных конструкций. Так, например, в некоторых воплощениях разделитель 508 может включать поворотные стержни, расположенные под углов 45° или каким-либо другим углом по отношению к направлению движения в машине. В других воплощениях разделитель 508 может включать расположенные с некоторым развалом валики. Прочие воплощения могут включать разделители в виде поворотного стола, например, направляющую систему для полотен FIFE-500 Web Guiding System производства Maxcess-FIFE Corporation. Разделитель может также включать приборы и прочие дополнительные элементы для прецизионного управления положением краев полотна. Как будет более подробно описано ниже, основы 406, 408 первого и второго поясков после прохождения через разделитель 508 попадают в зазор 316 между транспортирующим устройством 308 и валиком 318.
Как показано на фиг. 4 и 5А, непрерывное полотно 302 из базовых частей в сборе перемещается в направлении движения в машине (MD) на транспортирующее устройство 308 и нарезается на отдельные базовые части 102 режущим валиком 306. Непрерывное полотно из базовых частей в сборе может включать абсорбирующие узлы 140, уложенные между материалом 138 верхнего листа, материалом 136 тыльного листа, а также ножные манжеты, барьерные манжеты и прочие элементы. На фиг. 5А выполнен также местный разрез абсорбирующего узла, чтобы нагляднее показать фрагмент материала 138 верхнего листа и абсорбирующий узел 140.
После того, как непрерывное полотно 302 нарезается на отдельные базовые части 102 режущим валиком 306, транспортирующее устройство 308 поворачивает и далее перемещает отдельные базовые части 102 в направлении движения в машине (MD) в ориентации, показанной на фиг. 5В1, при которой продольная ось 124 базовой части 102 в целом параллельна направлению движения в машине (MD). И хотя на фиг. 5В1 показано, что базовая часть 102 перемещается в положении, при котором второй протяженный в латеральном направлении концевой край 146 является краем, идущим спереди, а первый протяженный в латеральном направлении концевой край 144 является краем, идущим сзади, в других воплощениях базовая часть 102 может далее перемещаться и в других ориентациях. Так, например, базовая часть 102 может быть ориентирована таким образом, что второй протяженный в латеральном направлении концевой край 146 будет краем, идущим сзади, а первый протяженный в латеральном направлении концевой край 144 будет краем, идущим спереди. Одновременно с изменением ориентации базовой части 102, транспортирующее устройство 308 вращается вокруг своей оси. Транспортирующее устройство 308 может также изменять скорость перемещения базовой части 102 в направлении движения в машине (MD). При этом подразумевается, что для реализации способов, предлагаемых в настоящем изобретении, могут использоваться различные типы транспортирующих устройств, в частности, устройства, описанные в патенте США 7,587,966 и в патентных заявках США 13/447,585; 13/447,568; 13/447,544 и 13/447,531. На фиг. 5В2 показана ориентация базовой части 102 на транспортирующем устройстве 308 при ее перемещении в направлении движения в машине. А именно, на фиг. 5В2 базовая часть 102 имеет положение, при котором латеральная ось 126 базовой части 102 в целом параллельна направлению движения в машине (MD), а второй продольный боковой край 130 является краем, идущим спереди, в то время как первый продольный боковой край 128 является краем, идущим сзади.
Как будет более подробно описано ниже со ссылками на фиг. 4, 5С, 5D, 5Е и 5F, после этого базовые части 102 сходят с транспортирующего устройства 308 и соединяются с движущимися непрерывными ламинатами 406, 408 поясков, которые затем разрезаются для формирования первого и второго эластичных поясков 106, 108 на подгузниках 100.
Как показано на фиг. 4 и 5С, с транспортирующего устройства 308 базовые части 102 переходят в зазор 316 между транспортирующим устройством 308 и валиком 318, и в данном зазоре базовые части 102 соединяются с движущимися непрерывным материалом 406 основы переднего пояска и материалом 408 основы заднего пояска. Каждый из материалов: ламинат 406 переднего пояска и ламинат 408 заднего пояска - имеет поверхность 312, обращенную к носящему и противоположную, обращенную к одежде поверхность 314. Обращенная к носящему поверхность 312 ламината 406 первого пояска может быть присоединена к обращенной к одежде поверхности 134 базовой части 102 вдоль первой поясной области 116, а обращенная к носящему поверхность 312 ламината 408 второго пояска может быть присоединена к обращенной к одежде поверхности 134 базовой части 102 вдоль второй поясной области 118. Как показано на фиг. 4, на обращенную к носящему поверхность 312 ламинатов 406, 408 первого и второго поясков может быть прерывистым образом нанесен адгезив 320 до соединения их с отдельными базовыми частями 102 в зазоре 316 между валиком 318 и транспортирующим устройством 308.
Как показано на фиг. 4 и 5D, из множества отдельных базовых частей 102, разнесенных друг от друга в направлении движения в машине (MD), но связанных друг с другом ламинатом 408 второго пояска и ламинатом 406 первого пояска, образуется непрерывное полотно абсорбирующих изделий 400. Как показано на фиг. 4, непрерывное полотно 400 абсорбирующих изделий перемещается из зазора 316 на складывающее устройство 332. На складывающем устройстве 332 каждая базовая часть 102 складывается в поперечном направлении (CD) вдоль латеральной оси 126, в результате чего первая поясная область 116, а именно ее внутренняя, обращенная к телу поверхность 132 прикладывается к внутренней, обращенной к телу поверхности 132 второй поясной области 118. Кроме того, в результате сложения базовой части обращенная к носящему поверхность 312 ламината 408 второго пояска, протяженная между соседними базовыми частями 102, располагается вплотную к обращенной к носящему поверхности 312 ламината 406 первого пояска, протяженной между данной парой базовых частей 102. Как показано на фиг. 4, 5D и 5Е, далее сложенные отдельные базовые части 102, связанные с ламинатами 406, 408 первого и второго поясков, перемещаются со складывающего устройства 332 на скрепляющее устройство 334. Скрепляющее устройство 334 осуществляет скрепление области 362 наложения путем формирования отдельных скреплений 336а, 336b. Область 362 наложения включает часть ламината 408 второго пояска, протяженную между соседними базовыми частями 102, и часть ламината 406 первого пояска, протяженную между данными базовыми частями 102. Как показано на фиг. 4 и 5F, непрерывное полотно из абсорбирующих изделий подается со скрепляющего устройства 334 на режущий валик 338, на котором ламинат 406 первого пояска и ламинат 408 второго пояска разрезаются в поперечном направлении между соседними скреплениями 336а, 336b, в результате чего формируются отдельные абсорбирующие изделия 100. В результате этого скрепление 336а по положению может соответствовать первому боковому шву 178 и образовывать данный шов на абсорбирующем изделии 100, а скрепление 336b по положению может соответствовать второму боковому шву 180 и образовывать данный шов на следующем за ним абсорбирующем изделии.
И хотя абсорбирующее изделие описывается, как имеющее ламинаты первого и второго поясков, подразумевается, что абсорбирующее изделие может иметь только один ламинат. Кроме того, подразумевается, что базовая часть и ламинат пояска абсорбирующего изделия могут образовывать одну непрерывную основу, то есть, область наложения может формироваться из одной и той же основы. В данном случае скрепляющее устройство 334 может осуществлять скрепление непрерывной основы в области наложения и формирование в данной области одного или более дискретных скреплений.
Как упоминалось выше и как показано на фиг. 4, технологическая линия может включать скрепляющее устройство 334, выполняющее скрепления 336а, 336b. Как будет более подробно описано ниже, скрепляющее устройство 334 может включать прессующий элемент 380, имеющий структурированную поверхность 423, предназначенную для скрепления ламинатов первого и второго эластичных поясков друг с другом путем выполнения скреплений 336. В некоторых воплощениях прессующий элемент 380 может включать две структурированные поверхности 423а, 423b, из которых первая структурированная поверхность 423а предназначена для формирования первого скрепления 336а, а вторая структурированная поверхность 423b предназначена для формирования второго скрепления 336b. При этом подразумевается, что структурированные поверхности в соответствии с настоящим изобретением могут использоваться с различными типами скрепляющих устройств. Так, например, на фиг. 6А показан схематический вид одного из воплощений скрепляющего устройства 334, которое может использоваться в способах и устройствах, предлагаемых в настоящем изобретении. Как показано на фиг. 6А, скрепляющее устройство 334 может включать барабан 364 и опорный валик 368, расположенный в непосредственной близости к барабану 364. Опорный валик 368 включает наружную боковую поверхность 370 и может вращаться вокруг оси 372 вращения. Барабан 364 также имеет наружную боковую поверхность 376 и может вращаться вокруг оси 374 вращения. Барабан 364 может также включать одно или более отверстий 366, выполненных в его наружной боковой поверхности 376. Кроме того, внутри в радиальном направлении по отношению к наружной боковой поверхности 376 и отверстиям 366 барабана расположено множество узлов 348 выполнения швов. Как будет более подробно описано ниже, и как показано на фиг. 6В, каждый из узлов 348 выполнения швов может включать сопло 378 для текучей среды и прессующий элемент 380. И хотя барабан 364, показанный на фиг. 6А, включает шесть узлов 348 выполнения швов, подразумевается, что барабан 364 может иметь конфигурации, при которых он включает больше или меньше, чем шесть узлов 348 выполнения швов.
При работе устройства барабан 364 вращается вокруг оси 374 вращения, а опорный валик 368 может вращаться вокруг оси 372 вращения, и направления их вращения показаны стрелками на фиг. 6А. Непрерывное полотно абсорбирующих изделий 400 перемещается в направлении MD движения в машине и подается на наружную боковую поверхность 376 таким образом, что при этом ламинат 406 первого пояска располагается между ламинатом 408 второго пояска и наружной боковой поверхностью 376. При вращении барабана 364 сопла 378 для текучей среды узла 348 выполнения швов перемещаются в радиальном направлении от оси барабана, к отверстиям 366 в наружной боковой поверхности 376, как показано на фиг. 6В. Кроме того, текучая среда нагревается до температуры, достаточной по меньшей мере для частичного расплавления области 362 наложения. Сопла направляют струи горячей текучей среды через отверстие 366 барабана на область 362 наложения первой и второй основ 406, 408, в результате чего область 362 наложения частично расплавляется. При дальнейшем вращении барабана 364 сопла для текучей среды втягиваются в радиальном направлении к оси барабана и выходят из отверстия 366 барабана, а прессующий элемент 380 перемещается в радиальном направлении от оси барабана через отверстие 366 барабана. После этого структурированная поверхность 423 прессующего элемента 380 прижимает частично расплавленную область 362 наложения к наружной боковой поверхности 370 опорного валика 368, в результате чего формируются одно или более дискретных скреплений 336 между ламинатами 406, 408 первого и второго поясков. При дальнейшем вращении барабана 364 прессующий элемент 380 втягивается в радиальном направлении к оси барабана и выходит из отверстия 366 барабана.
Как упоминалось выше, каждый из узлов 348 выполнения швов внутри барабана может включать сопло 378 для текучей среды и прессующий элемент 380. На фиг. 7 показано воплощение узла 348 выполнения швов в разобранном виде. Как показано на фиг. 7, узел 348 выполнения швов включает базовый элемент 340, который жестко связан с барабаном и вращается вместе с барабаном. Базовый элемент 340 имеет в сущности квадратную форму и имеет, в частности, верхнюю поверхность 382 базового элемента и нижнюю поверхность 383 базового элемента. Базовый элемент 340 включает отверстие 350 базового элемента, протяженное через верхнюю и нижнюю поверхности 382, 383 базового элемента таким образом, что сопло 384 и прессующий элемент 380 могут проходить через отверстие 350 базового элемента. Кроме того, нижняя поверхность 383 жестко связана с кронштейном 352 базового элемента. Как будет более подробно описано ниже, один конец кронштейна 352 базового элемента скреплен с нижней поверхностью 383 базового элемента, а второй конец кронштейна 352 базового элемента функционально связан с первой тягой 354.
Как показано на фиг. 7, узел 348 выполнения швов включает также толкатель 358 и первый и второй наборы кулачковых роликов 388, 390, которые могут вращаться на осях, связанных с толкателем 358. Толкатель 358 имеет в сущности Т-образную форму, и в частности, имеет первую часть 360 толкателя, вторую часть 362 толкателя и верхнюю поверхность 363 толкателя. Первая часть 360 толкателя функционально связана с первой тягой 354 и первым набором кулачковых валиков 388 одной и той же осью, проходящей через толкатель 358. Второй набор кулачковых валиков 390 функционально связан со вторым плечом 360 толкателя осью, которая находится в радиальном направлении снаружи по отношению к первому набору кулачковых роликов 388. Кроме того, с толкателем 358 функционально связан набор вторых тяг 356. Набор вторых тяг 356 функционально связывает базовый элемент 340 с первой частью 360 толкателя осями, расположенными снаружи в радиальном направлении по отношению ко второму набору кулачковых роликов 390.
Как показано на фиг. 6А1 и 6В, при вращении барабана 364 первый и второй набор кулачковых роликов 388, 390 катятся по неподвижной кулачковой дорожке. Неподвижная кулачковая дорожка 392 окружает ось 374 вращения и имеет внутреннюю боковую поверхность 395 и радиус R, измеряемый, как расстояние от внутренней боковой поверхности 395 неподвижной кулачковой дорожки 392 до оси 374 вращения, как показано на фиг. 6А1. В различных воплощениях неподвижная кулачковая дорожка 392 может включать различные криволинейные и/или прямолинейные участки, в результате чего в различных местах внутренняя боковая поверхность 395 неподвижной кулачковой дорожки 392 может иметь то больший, то меньший радиус. По мере вращения барабана первый и второй наборы 388, 390 кулачковых валиков катятся по неподвижной кулачковой дорожке 392. При этом в местах, в которых радиус R неподвижной кулачковой дорожки 392 увеличивается или уменьшается, первая, вторая и третья тяги 354, 356, 385 поворачиваются. В местах, в которых кулачковая дорожка 392 имеет относительно больший радиус R, толкатель 385, проходя через отверстие в базовом элементе, сдвигается в радиальном направлении от оси барабана. И, наоборот, в местах, где кулачковая дорожка 392 имеет относительно меньший радиус R, толкатель 385, проходя через отверстие в базовом элементе, сдвигается в радиальном направлении к оси барабана. При этом подразумевается, что кулачковая дорожка 392 может иметь и другие размеры и формы.
Как показано на фиг. 7, узел 348 выполнения швов может также включать два нагревательных устройства 384. Как будет более подробно описано ниже, каждое нагревательное устройство 384 представляет собой источник текучей среды под давлением, подающий нагретую текучую среду под давлением, например, воздух, к соплу 378. В некоторых воплощениях выход текучей среды из нагревательного устройства 384 и ее подачу на сопло 378 для текучей среды может регулировать клапан. Каждое из нагревательных устройств 384 функционально связано с базовым элементом 340 через набор третьих тяг 385. Каждая из третьих тяг 385 одним концом функционально связана с нагревательным устройством 384, и вторым концом - со второй частью 365 толкателя.
Как показано на фиг. 7 и как было описано выше, узел выполнения швов может также включать сопло 378 для текучей среды. Каждое сопло 378 для текучей среды может включать одно или более отверстий 424 для текучей среды, через которые нагретая текучая среда под давлением выпускается из сопла 378 для текучей среды. Каждое нагревательное устройство 384 жестко связано с отдельным соплом 378 для текучей среды. Как показано на фиг. 7, отверстия 424 для текучей среды могут быть круглыми и могут быть расположены в ряд вдоль сопла 378 для текучей среды. Нагретая текучая среда может включать атмосферный воздух или другие газы. При этом подразумевается, что текучая среда может быть нагрета до любой температуры и может иметь любое повышенное давление. Так, например, в некоторых воплощениях текучая среда может быть нагрета до температуры, которая находится в диапазоне между нижней точкой плавления ламинатов первого и второго поясков минус 30°С до нижней точки плавления ламинатов первого и второго поясков плюс 100°С. В некоторых воплощениях давление текучей среды может составлять от 0.1×105 Н/м2 до 1×106 Н/м2. В некоторых воплощениях нагретая текучая среда может быть направлена по меньшей мере на один из ламинатов: первого или второго пояска - в течение периода времени, составляющего от 10 до 1000 миллисекунд или более. Могут также использоваться более короткие или более длинные периоды времени подачи текучей среды.
Как показано на фиг. 7 и 8, узел 348 выполнения швов может дополнительно включать упругий элемент 394. Упругий элемент 394 может в сущности иметь U-образную форму, и может иметь верхнюю поверхность 410 упругого элемента, нижнюю поверхность 411 упругого элемента и боковое отверстие 412 упругого элемента. Как показано на фиг. 7, нижняя поверхностью 411 упругого элемента прикреплена к верхней поверхности 363 толкателя. Упругий элемент 394 может быть протяженным вдоль всей верхней поверхности 363 363 толкателя. Как будет более подробно описано ниже, боковое отверстие 412 упругого элемента позволяет упругому элементу 394 выгибаться, когда прессующий элемент 380 прижимает частично расплавленную область наложения к наружной боковой поверхности опорного валика.
Как упоминалось выше, узел 348 выполнения швов может также включать прессующий элемент 380, прижимающий по меньшей мере частично расплавленную область наложения к наружной боковой поверхности опорного валика, как показано на фиг. 7, 7А и 7В. Прессующий элемент 380 может быть в сущности прямоугольной формы, и может иметь верхнюю грань 420 прессующего элемента, нижнюю грань 421 прессующего элемента и длину 387 прессующего элемента. Прессующий элемент 380 может включать один или более выступов 422, протяженных наружу от верхней поверхности 420 прессующего элемента и образующих структурированные поверхности 423. Нижняя поверхность 421 прессующего элемента жестко связана с верхней поверхностью 410 упругого элемента. Прессующий элемент 380 может быть протяженным вдоль всей верхней поверхности 410 упругого элемента.
Как показано на фиг. 7А и 7В, прессующий элемент может включать два выступа 422а, 422b, образующих две структурированные поверхности 423а, 423b соответственно, разнесенные друг от друга в направлении движения в машине (MD). Как будет более подробно обсуждаться ниже, первая структурированная поверхность 423а может быть предназначена для формирования первого скрепления 336а, а вторая структурированная поверхность 423b может быть предназначена для формирования второго скрепления 336b. Каждая из структурированных поверхностей 423а, 423b может иметь ширину W, протяженную в направлении движения в машине и длину L, протяженную в поперечном направлении CD. В некоторых воплощениях выступы могут иметь ширину W, составляющую от примерно 2 мм до примерною мм, или от примерно 4 мм до примерно 6 мм. Как показано на фиг. 7А и 7В, длина L структурированных поверхностей 423 может быть меньше, чем длина 387 верхней поверхности 410 прессующего элемента 380. При этом подразумевается, что в некоторых воплощениях длина L структурированных поверхностей 423 может быть такой же, как длина 387 верхней поверхности 410 прессующего элемента 380, или большей, чем длина 387 верхней поверхности 410 прессующего элемента 380. Несмотря на то, что структурированные поверхности, изображенные на фиг. 7А и 7В, имеют прямоугольную форму, подразумевается, что в других воплощениях структурированные поверхности 423 могут иметь разнообразные прочие формы. Так, например, структурированные поверхности 423 могут быть протяженными в поперечном направлении вдоль кривой линии, например, по дуге или змейкой. Кроме того, структурированные поверхности 423 могут иметь постоянную ширину W, или ширину, изменяющуюся по длине L. Структурированные поверхности 423а, 423b могут также иметь одинаковые или различные формы. При этом подразумевается, что прессующий элемент 380 может включать больше или меньше двух выступов 422. Выступы 422 могут быть протяженными наружу от верхней поверхности 420 прессующего элемента и могут иметь высоту Н. В некоторых воплощениях высота выступов может находиться в диапазоне от примерно 0,5 мм до примерно 5 мм. При этом также подразумевается, что высота H может быть постоянной или может изменяться вдоль ширины W и/или длины L. Структурированные поверхности прессующего элемента могут иметь гладкую поверхность, в результате чего скрепления будут гладкими. В некоторых воплощениях структурированные поверхности прессующего элемента могут иметь грубую поверхность, в результате чего скрепления будут также иметь грубую поверхность или текстуру.
Как будет более подробно описано ниже, узлы 348 выполнения швов по мере вращения барабана 346 могут находиться в первом и втором положениях, осуществляя скрепление ламинатов первого и второго эластичных поясков друг с другом в местах скреплений 336. Так, например, как показано на фиг. 8 и 9, когда узел 348 выполнения швов находится в первом положении, сопла 378 для текучей среды в результате перемещения в радиальном направлении от оси барабана расположены ближе к отверстию 366 барабана и наружной боковой поверхности 376 барабана, в то время как прессующий элемент 380, в результате перемещения в радиальном направлении к оси барабана, расположен дальше от отверстия 366 барабана и наружной боковой поверхности 376 барабана. В дополнение к этому, сопла 378 для текучей среды расположены в том же положении относительно наружной боковой поверхности барабана, в котором будут затем расположены и выступы 422 прессующего элемента 380, благодаря чему нагретая текучая среда направляется на те же места области наложения, которые будут сжаты прессующим элементом 380. Как показано на фиг. 10, когда узел 348 выполнения швов находится во втором положении, прессующий элемент 380 проходит через отверстие 366 барабана и выступает за пределы его наружной боковой поверхности, а нагревательные устройства 384 перемещаются в радиальном направлении к оси барабана и располагаются дальше от отверстия 366 барабана. Кроме того, сопла 378 для текучей среды расположены по обе стороны толкателя в непосредственной близости к наружной боковой поверхности 376 барабана.
На фиг. 11 схематически показано скрепляющее устройство 334 и различные положения узла 348 выполнения швов в процессе вращения барабана 364. Как показано на фиг. 11, отдельно взятый узел 348 выполнения швов может находиться в первом положении 430 в ходе вращения барабана 364 примерно на 180°. После этого каждый узел выполнения швов может находиться в переходном положении 432, в котором он совершает переход из первого положения во второе положение, в ходе вращения барабана 364 примерно на 60°. После этого каждый узел выполнения швов может находиться во втором положении 434 в ходе вращения вокруг 364 примерно на 60°. И наконец, каждый из узлов выполнения швов может находиться в положении 436 обратного перехода, в котором он совершает переход из второго положения в первое положение, в ходе вращения барабана 364 примерно на 60°. При этом подразумевается, что в каждом из упомянутых положений узел выполнения швов может находиться в ходе вращения барабана 364 на большее или меньшее число градусов, чем показано на фиг. 11.
Чтобы изложенные выше сведения были более понятными, ниже приводится более подробное описание одного из воплощений устройств и способов в соответствии с настоящим изобретением, которые могут использоваться для скрепления друг с другом эластичных основ. Как показано на фиг. 6А, непрерывное полотно из абсорбирующих изделий 400 продвигается в направлении движения в машине (MD) и подается на наружную боковую поверхность 376 барабана 364 по мере вращения барабана 364 вокруг оси 374 вращения. Ламинат 406 первого пояска расположен между ламинатом 408 и наружной боковой поверхностью 376 барабана. В частности, наружный слой 162 ламината 406 первого пояска может находиться в непосредственном контакте с наружной боковой поверхностью 376 барабана. Внутренний слой 164 ламината 406 первого пояска может находиться в непосредственном контакте с внутренним слоем 164 ламината 408 второго пояска. Наружная боковая поверхность 376 может двигаться со скоростью, равной скорости движения абсорбирующих изделий 400, в результате чего положение абсорбирующих изделий 400 относительно наружной боковой поверхности 376 будет оставаться постоянным до снятия абсорбирующих изделий 400 с барабана 364. Область 362 наложения ламинатов 406, 408 первого и второго поясков располагается на наружной боковой поверхности 376 барабана точно напротив отверстия 366 барабана. Как упоминалось выше, узел 348 выполнения швов, расположенный внутри барабана напротив отверстия 366, выполняет скрепление части области 362 наложения в ходе продвижения абсорбирующих изделий 400 на барабане 364.
В момент, когда абсорбирующие изделия принимаются барабаном 364, узел 348 выполнения швов находится в первом положении. Как показано на фиг. 6А и 6В, по мере вращения барабана 364 непрерывное полотно абсорбирующих изделий 400 оборачивается вокруг наружной боковой поверхности 376 барабана. В это же время струя нагретой текучей среды под давлением подается из нагревательных устройств 384 через сопла 378 для текучей среды и попадает на область 362 наложения ламинатов 406, 408 первого и второго поясков. При этом сопла 378 для текучей среды удерживаются на заданном расстоянии Y от наружного слоя 162 ламината 406 первого пояска, что позволяет обеспечить требуемое давление нагретой текучей среды на область наложения основ, как показано на фиг. 6В1. В некоторых воплощениях расстояние Y между наружным слоем 162 ламината 406 первого пояска и соплами 378 для текучей среды может поддерживаться в пределах 3 мм от заданного расстояния Y.
В конце фазы вращения барабана, в которой узел 348 выполнения швов находится в первом положении, область наложения по меньшей мере частично расплавляется, и по мере дальнейшего вращения барабана узел 348 выполнения швов переходит во второе положение. Как показано на фиг. 6А, 6А1, 6В и 6В1, по мере вращения барабана 364 первый и второй наборы кулачковых роликов 388, 390 катятся по неподвижной кулачковой дорожке 392. При этом отметим, что в процессе качения первого и второго набора роликов кулачковая дорожка 392 остается неподвижной. При перекатывании первого и второго наборов кулачковых роликов 388, 390 из участков неподвижной кулачковой дорожки 392, имеющих более короткий радиус R, к участкам неподвижной кулачковой дорожки 392, имеющим более длинный радиус R, первая, вторая и третья тяги 354, 356, 385 поворачиваются. Как показано на фиг. 6В, первая тяга 354 поворачивается относительно кронштейна 352 базового элемента и относительно толкателя 358, а второй набор тяг 356 поворачивается относительно толкателя и базового элемента 340. Одновременно с этим толкатель 358 перемещается в радиальном направлении от оси барабана и ближе к наружной боковой поверхности 376 барабана. Третьи тяги также поворачиваются относительно толкателя 358, в результате чего нагревательные устройства 384 перемещаются в радиальном направлении вовнутрь, от наружной боковой поверхности 376 барабана, а сопла 378 для текучей среды расходятся по окружности боковой поверхности барабана по обе стороны от прессующего элемента 380. Узел 348 выполнения швов продолжает перемещаться до тех пор, пока первый и второй наборы 388, 390 кулачковых роликов не станут катиться по участку неподвижной кулачковой дорожки 392, на котором ее радиус остается постоянным, и такой участок постоянного радиуса соответствует второму положению узла 348 выполнения швов. Узел 348 выполнения швов остается во втором положении, пока первый и второй наборы 388, 390 кулачковых роликов катятся по участку неподвижной кулачковой дорожки 392 с постоянным и более коротким радиусом.
Как показано на фиг. 6А и 6В, по мере дальнейшего вращения барабана 364 и нахождения узла 348 выполнения швов во втором положении, частично расплавленная область наложения приближается к опорному валику 368, расположенному в непосредственной близости к барабану 364. При прохождении абсорбирующих изделий 400 между опорным валиком 368 и барабаном 364 выступы 422а, 422b прессующего элемента 380, проходящие через отверстие 366 барабана, прижимают частично расплавленную область 362 наложения к наружной боковой поверхности 370 опорного валика 368. Структурированные поверхности 423а, 423b прессующего элемента 380 имеют такую конфигурацию, что они вступают в контакт с теми же местами области 362 наложения, которые были по меньшей мере частично расплавлены нагретой текучей средой, и за счет этого в области 362 наложения образуются отдельные области 336а, 336b скрепления, как показано на фиг. 5Е.
Для приложения требуемого усилия к области 362 наложения, сжимаемой между прессующим элементом 380 и опорным валиком 368, может использоваться упругий элемент 394. После их сжатия абсорбирующие изделия сходят с наружной боковой поверхности барабана. Барабан продолжает вращаться, и узел выполнения швов перемещается обратно в первое положение, для формирования следующей пары мест скрепления абсорбирующих изделий. В некоторых воплощениях прессующий элемент может прижимать частично расплавленную область наложения к наружной боковой поверхности опорного валика, создавая давление в диапазоне от примерно 1×105 Н/м2 до примерно 1×108 Н/м2. В некоторых воплощениях прессующий элемент 380 может сжимать первую и вторую основы в течение промежутка времени, составляющего от примерно 10 миллисекунд до примерно 1000 миллисекунд или более. Могут также использоваться более короткие или более длинные промежутки времени сжатия.
При этом в отношении способов, описываемых в настоящем изобретении, подразумевается, что прессующий элемент 380, используемый для скрепления друг с другом эластичных ламинатов, в частности, ламината 406 первого пояска и ламината 408 второго пояска, может иметь различные конфигурации. Так, например, на фиг. 5Ε и 5Е1 показано воплощение скреплений 336а, 336b, которые могут быть выполнены с помощью прессующего элемента 380, пример которого был описан выше и показан на фиг. 7А и 7В. Первая структурированная поверхность 423а может использоваться для формирования первого скрепления 336а, а вторая структурированная поверхность 423b может использоваться для формирования второго скрепления 336b. Как показано на фиг. 5Е1 и 5Е2, каждый из эластичных ламинатов 406, 408 включает множество эластичных нитей 168, расположенных между наружным слоем 162 и внутренним слоем 164. Как упоминалось выше, наружный и/или внутренний слой 162, 164 могут включать основы из нетканых материалов. Эластичные нити 168 могут быть протяженными в направлении движения в машине (MD) и могут быть разнесены друг от друга в поперечном направлении (CD). Кроме того, эластичные ламинаты 406, 408 могут иметь наружные края 107а, 109а соответственно, и внутренние края 107b, 109b соответственно, протяженные в направлении движения в машине. В данном смысле ламинат 406 первого пояска может иметь ширину W1, измеряемую, как расстояние между внутренними и наружным краями 107а, 107b в поперечном направлении (CD), а ламинат 408 второго пояска иметь ширину W2, измеряемую, как расстояние между внутренними и наружным краями 109а, 109b в поперечном направлении (CD). При этом подразумевается, что ширина W1 и W2 эластичных ламинатов 406, 408 может быть одинаковой или различной. Как упоминалось выше со ссылками на фиг. 7А и 7В, первая и/или вторая структурированные поверхности 423а, 423b могут иметь длину L в поперечном направлении CD. В результате этого скрепления 336а, 336b могут иметь соответствующую длину L в поперечном направлении CD, как показано на фиг. 5Е3А-5Е3С. При этом подразумевается, что длина L структурированных поверхностей 423 и получаемых с их помощью скреплений 336 может по-разному соотноситься с шириной W1 и W2 эластичных ламинатов 406, 408. Так, например, в некоторых воплощениях значение длины L может быть равным значениям ширины W1 и W2 эластичных ламинатов 406, 408. В некоторых воплощениях значение длины L может быть большим значений ширины W1 и W2 эластичных ламинатов 406, 408. Еще в некоторых воплощениях значение длины L может составлять более чем 30% значений ширины W1 и W2 эластичных ламинатов 406, 408, но менее чем 100% значений ширины W1 и W2 эластичных ламинатов 406, 408. В некоторых воплощениях длина L может быть такой, что скрепления 336 будут протяженными в поперечном направлении поперек некоторого количества эластичных нитей 168, а в некоторых воплощениях - поперек всех эластичных нитей 168 эластичных ламинатов 406, 408.
Как упоминалось выше и как показано на фиг. 5Е3А-5Е3С, при выполнении операции скрепления, когда эластичные ламинаты 406, 408 сжаты друг с другом между структурированными поверхностями 423 и опорным валиком 368, частично расплавленные части 361 (показаны штриховкой) наружный слоев 162 и внутренних слоев 164 обоих ламинатов 406, 408 скрепляются друг с другом и эластичными нитями 168, и таким образом формируются скрепления 336. При этом подразумевается, что эластичные нити могут быть расположены внутри скреплений 336 различными способами. Так, например, на фиг. 5Е3А показано воплощение, в котором эластичные нити 168 ламинатов 406, 408 накладываются точно друг на друга в направлении толщины скреплений 336. В другом воплощении, показанном на фиг. 5Е3В, эластичные нити 168 эластичных ламинатов 406, 408 частично накладываются друг на друга в направлении толщины скреплений 336 и частично чередуются друг с другом в поперечном направлении. И еще в одном воплощении, показанном на фиг. 5Е3С, эластичные нити 168 ламинатов 406, 408 чередуются друг с другом в поперечном направлении (CD). В таком воплощении, в котором эластичные нити 168 чередуются друг с другом, как показано на фиг. 5Е3С, толщина скрепления 336 может быть значительно уменьшена.
Как упоминалось выше со ссылками на фиг. 4 и 5F, после формирования скреплений 336а, 336b абсорбирующие изделия 400 продолжают движение в направлении движения в машине и попадают на режущий валик 338, на котором ламинаты 406, 408 разрезаются в поперечном направлении (CD) между скреплениями 336а, 336b, в результате чего формируются первый боковой шов 178 на абсорбирующем изделии 100 и второй боковой шов на следующем за ним абсорбирующем изделии. Когда режущий валик 338 разрезает ламинаты 406, 408, обрезанные концы растянутых эластичных нитей 168 стягиваются до мест скреплений 336а, 336b. Однако вероятность того, что обрезанные концы растянутых эластичных нитей 168 пройдут через места скрепления 336а, 336b, будет мала, так как в скреплениях 336а, 336b эластичные нити 168 скреплены с частично расплавленными частями 361 наружных слоев 162 и внутренних слоев 164 обоих ламинатов 406, 408.
Кроме того, в процессе скрепления частота возникновения случаев прилипания расплавленного материала ламинатов 406, 408 в структурированным поверхностям 423 может быть уменьшена благодаря относительно большому размеру структурированных поверхностей. Кроме того, на структурированные поверхности 423 и опорный валик могут быть нанесены покрытия, препятствующие прилипанию по меньшей мере частично расплавленных областей наложения к поверхностям прессующего элемента и опорного валика. Прессующий элемент и опорный валик могут быть покрыты, например, плазменным напылением, политетрафторэтиленом или силиконом.
Как упоминалось выше, подразумевается, что структурированные поверхности в соответствии с настоящим изобретением могут использоваться с различными типами скрепляющих устройств, примеры которых описаны в патентных публикациях США 2013/0213547 А1 и 2013/0218116 А1; а также в патенте США 6,248,195. Так, например, на фиг. 12 показано воплощение, скрепляющего устройства 334, в котором область 362 наложения эластичных ламинатов 406, 408 частично расплавляется на нагревательном барабане 512. После этого ламинаты 406, 408 подаются в зазор 514 между опорным барабаном 516 и вращающимся скрепляющим барабаном 518, и расположенные на барабане 518 прессующие элементы 380, имеющие структурированные поверхности 423 сжимают и скрепляют друг с другом ламинаты 406, 408, в результате чего формируются скрепления 336, как было описано выше.
Как показано на фиг. 12, нагревательный барабан 512 может включать множество выпускных отверстий 520 для текучей среды, расположенных по периферии нагревательного барабана 512. В свою очередь, каждое из выпускных отверстий 520 для текучей среды может быть связано по текучей среде с камерой 522 для текучей среды, которая выполняет роль источника текучей среды под давлением для подачи ее в нагретом виде и под давлением к выпускным отверстиям 520. Может также использоваться нагревательное устройство 524 для нагревания текучей среды внутри камеры 522. В некоторых воплощениях клапаны могут регулировать выход текучей среды из камеры 522 для текучей среды и ее подачу к выпускным отверстиям 520. Скрепляющий барабан 518 может включать множество прессующих элементов 380, расположенных по его периферии. При работе такого устройства ламинаты 406, 408 подаются в направлении движения в машине (MD) на периферию вращающегося нагревательного барабана 512. Нагретая текучая среда подается на ламинаты 406, 408 через множество выпускных отверстий 520 для текучей среды, в результате чего по меньшей мере частично расплавляются области наложения ламинатов 406, 408 друг на друга. После их нагревания ламинаты 406, 408 подаются в зазор 514 между вращающимся опорным барабаном 516 и вращающимся скрепляющим барабаном 518, при этом прессующие элементы 380 сжимают по меньшей мере частично расплавленные области 362 наложения ламинатов, в результате чего формируются скрепления 336, скрепляющие ламинаты 406, 408 друг с другом.
Еще в некоторых воплощениях, пример одного из которых показан на фиг. 13, опорный барабан 516 может быть заменен скрепляющим барабаном 518. В таком воплощении ламинаты 406, 408 могут подаваться в зазор 526 между вращающимся нагревательным барабаном 512 и вращающимся скрепляющим барабаном 518, при этом прессующие элементы 380 сжимают по меньшей мере частично расплавленные области 362 наложения ламинатов, в результате чего формируются скрепления 336, скрепляющие ламинаты 406, 408 друг с другом.
Значения размеров и прочих величин, содержащиеся в данном документе, не следует рассматривать, как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
Все документы, на которые приводятся ссылки в настоящем описании, включая ссылки на иные патенты или патентные публикации, в том числе на патенты и патентные заявки, приоритет или польза которых признаются в настоящей заявке, включены в настоящую заявку целиком посредством ссылки, если явно не оговорено, что они включены частично или с ограничениями. Цитирование какого-либо документа не означает признание того, что цитируемый документ должен быть включен в уровень техники по отношению к изобретению, изложенному в настоящей заявке, или что цитируемое изобретение само по себе или в сочетании с другим документом, или другими документами, объясняет, предлагает или описывает идею настоящего изобретения. Кроме того, если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, включенном в настоящую заявку посредством ссылки, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то, что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение в них различных изменений, не нарушающих идею и не выходящих за пределы объема настоящего изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объеме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВА И СПОСОБЫ ДЛЯ СОЕДИНЕНИЯ ЗАГОТОВОК ТЕРМОКОМПРЕССИЕЙ | 2013 |
|
RU2573345C1 |
| Устройства и способы для соединения заготовок термокомпрессией | 2013 |
|
RU2606706C2 |
| Абсорбирующие изделия с текстурированными областями | 2013 |
|
RU2632290C2 |
| Абсорбирующие изделия с текстурированными областями, формирующими фоновые структуры и макроструктуры | 2013 |
|
RU2630892C2 |
| СПОСОБЫ И УСТРОЙСТВА ДЛЯ СТРУКТУРИРОВАННОГО НАНЕСЕНИЯ АДГЕЗИВНЫХ МАТЕРИАЛОВ НА ПЕРЕМЕЩАЮЩУЮСЯ ОСНОВУ | 2013 |
|
RU2597589C1 |
| Способы перемещения дискретных компонентов на полотно | 2013 |
|
RU2622828C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ СО СТЯГИВАЮЩЕЙСЯ ПОЯСНОЙ ТЕСЕМКОЙ | 2012 |
|
RU2572174C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ПРИСБОРЕННЫМИ ПОЯСНОЙ ТЕСЁМКОЙ И НОЖНОЙ МАНЖЕТОЙ | 2012 |
|
RU2575433C2 |
| Абсорбирующее изделие с поясной тесемкой | 2014 |
|
RU2660027C2 |
| Абсорбирующее изделие с поясной тесёмкой, выполненное с комбинированным стягиванием | 2012 |
|
RU2610104C2 |
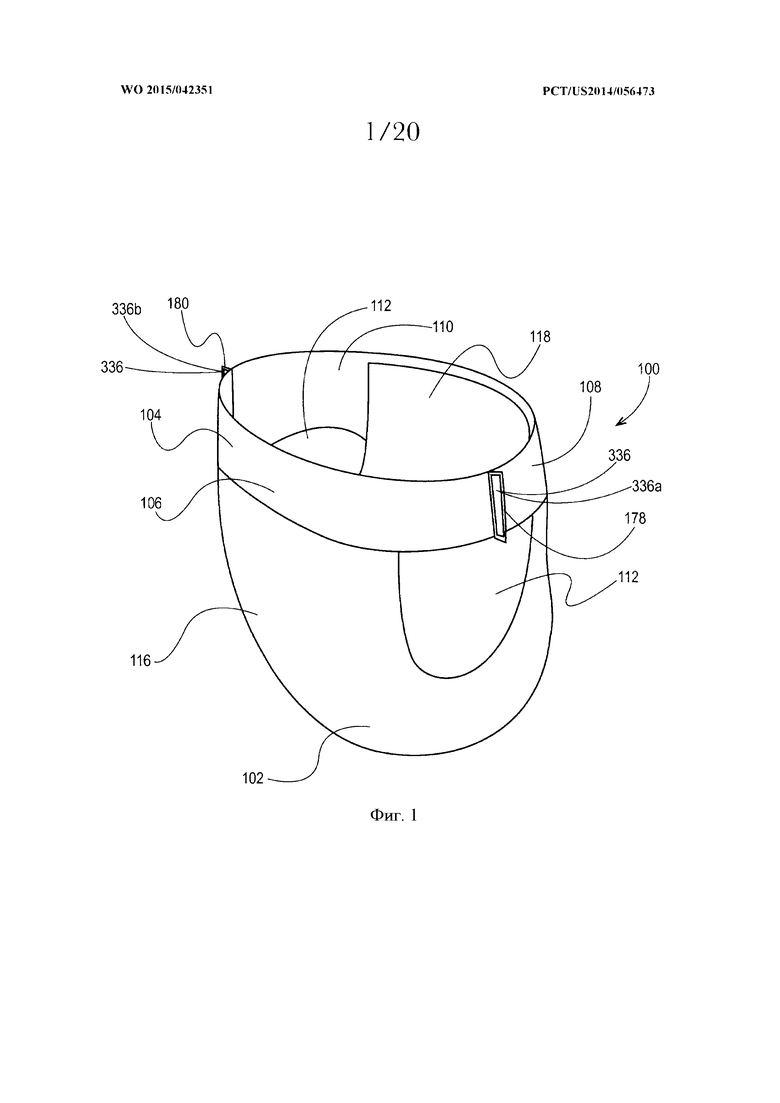
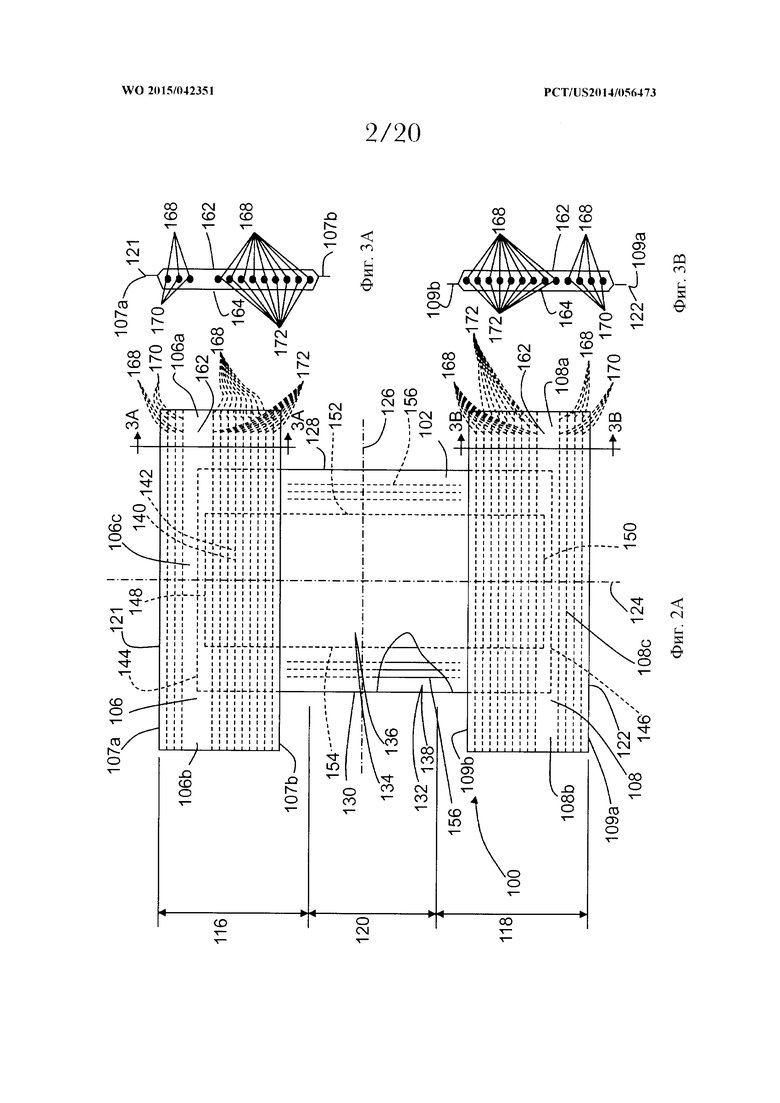
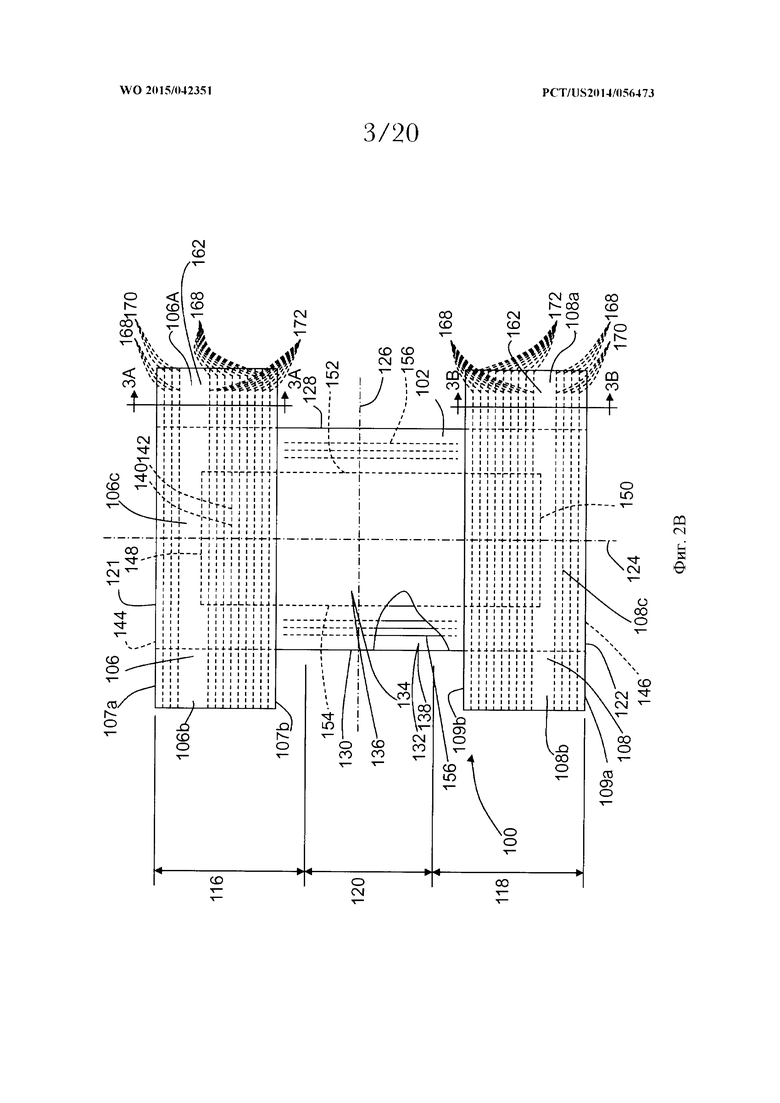
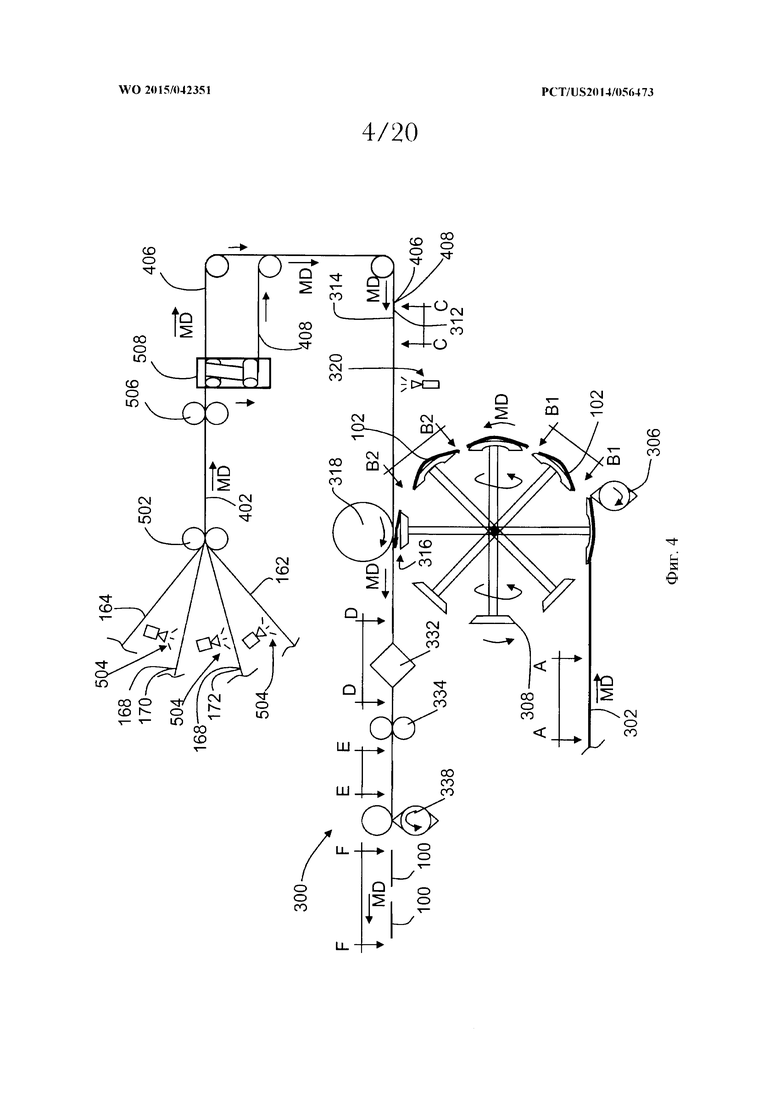
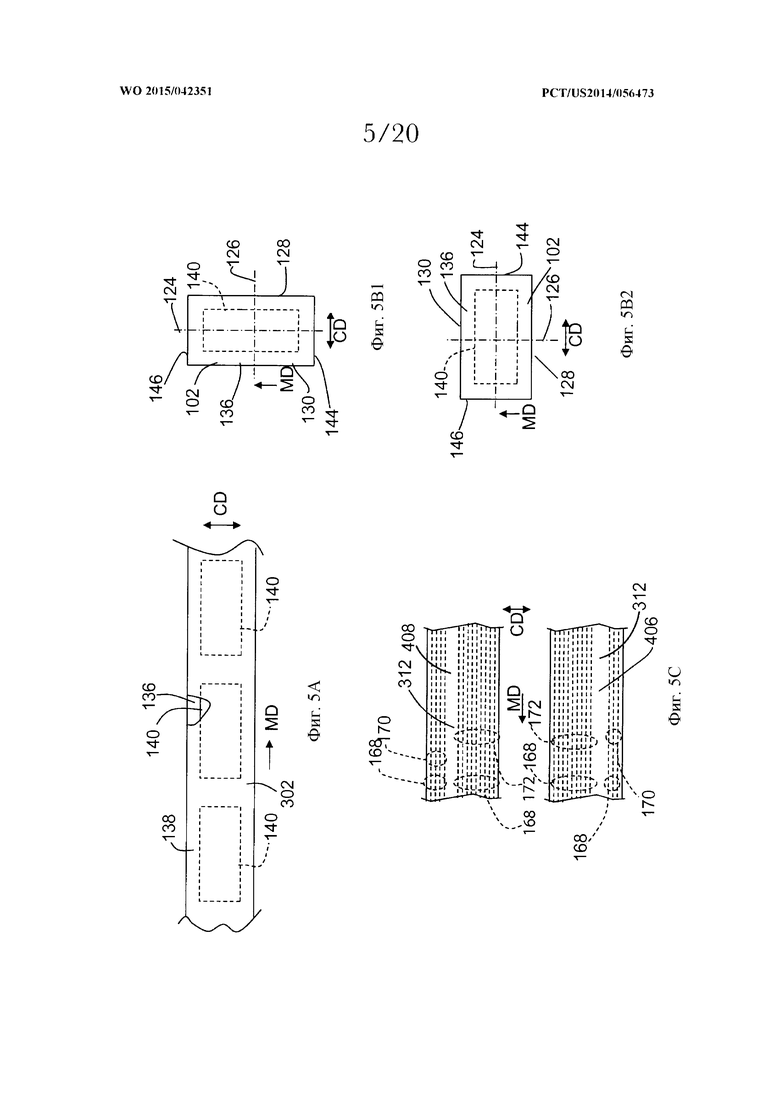
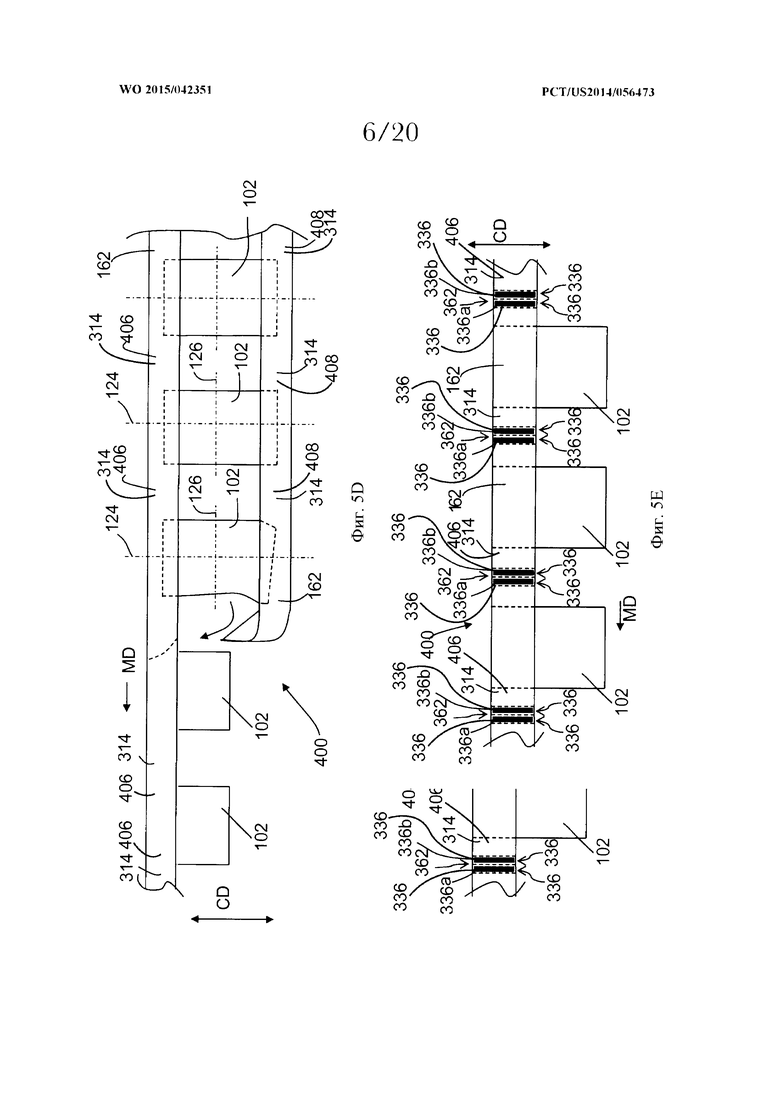
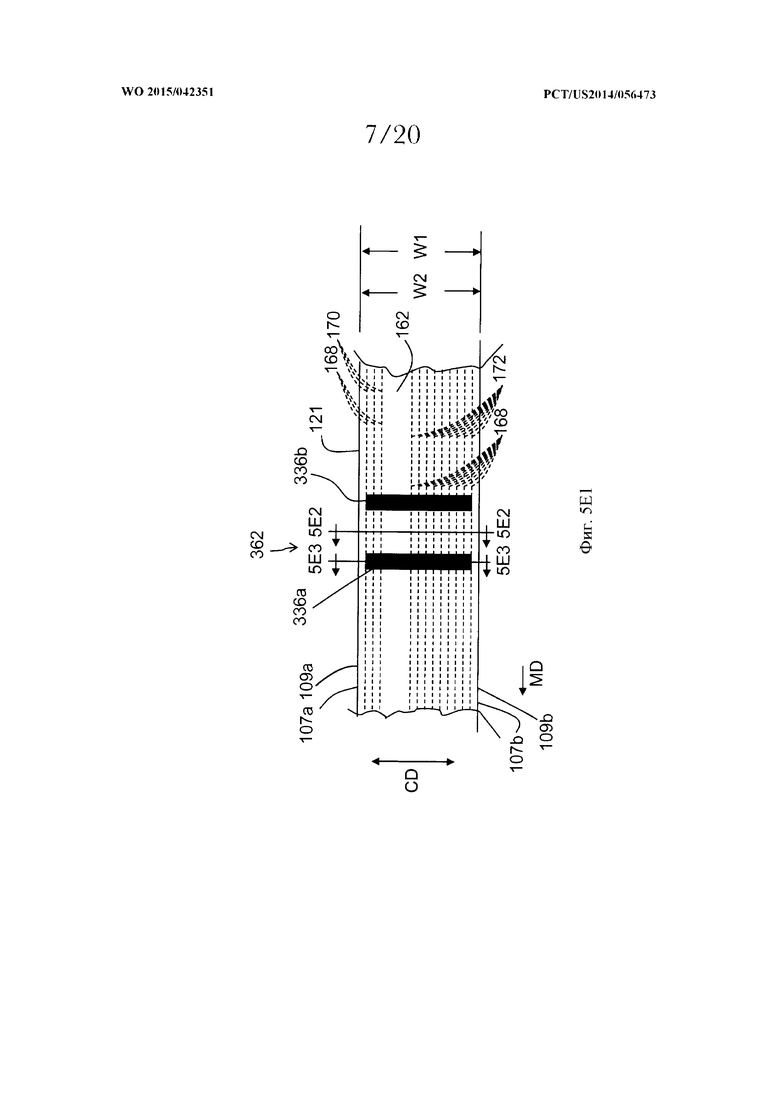
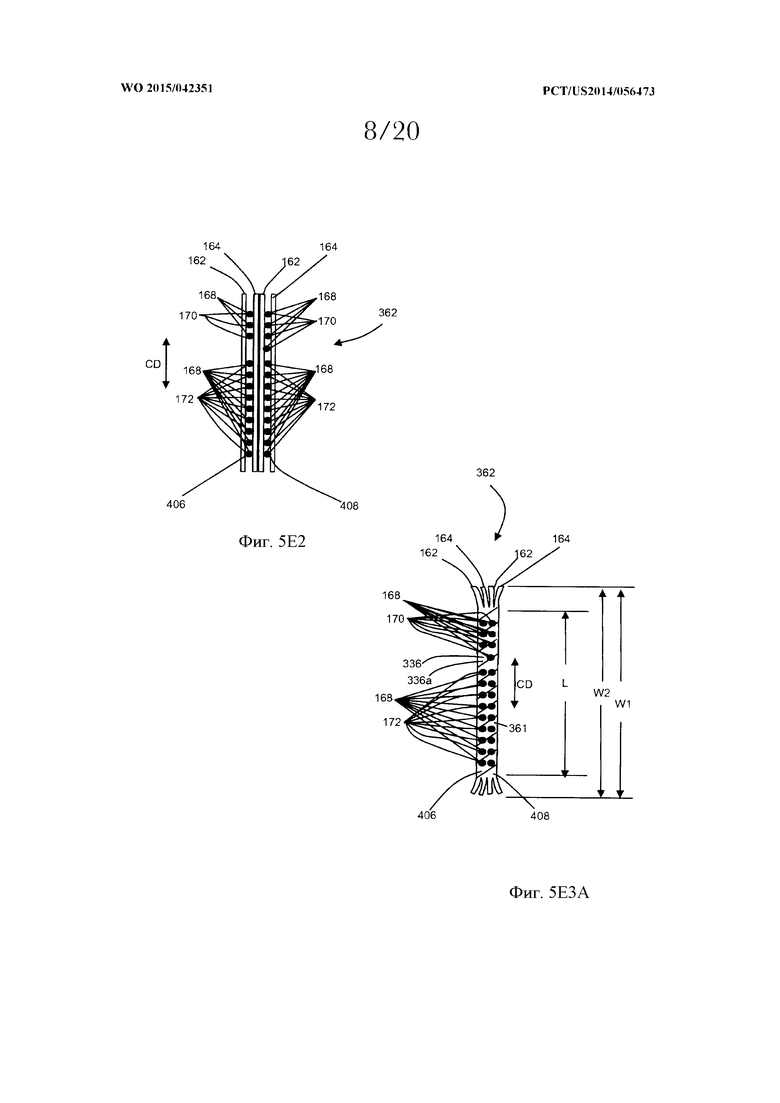
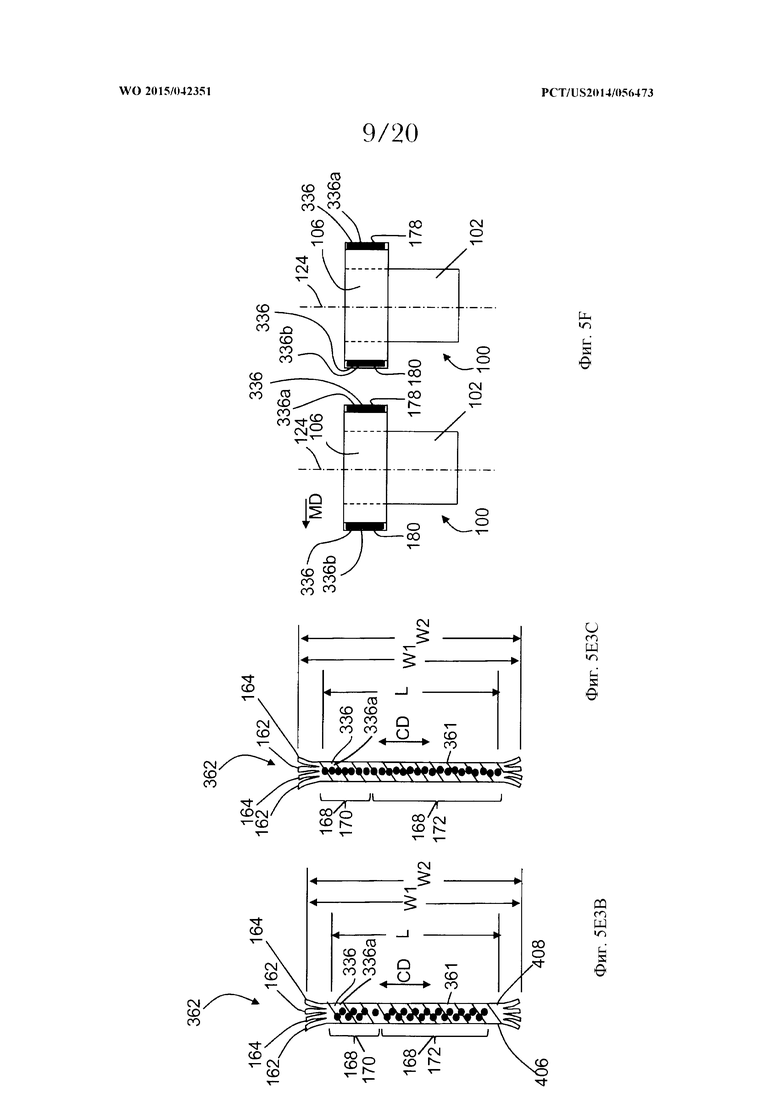
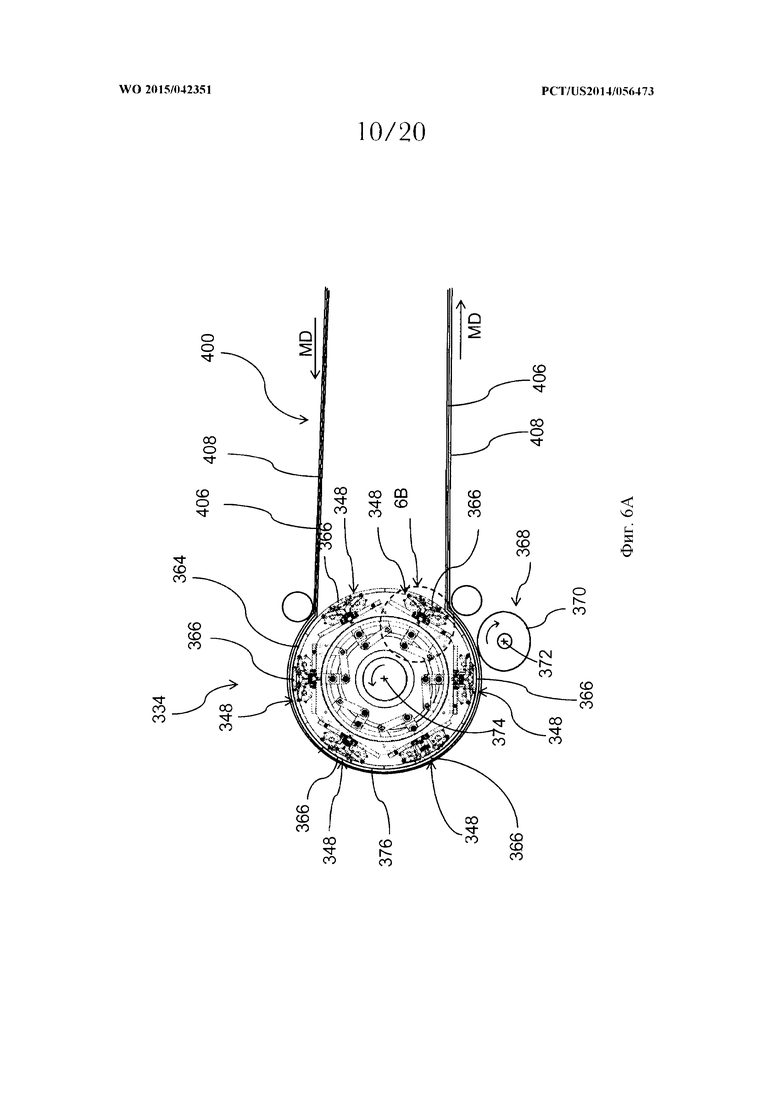
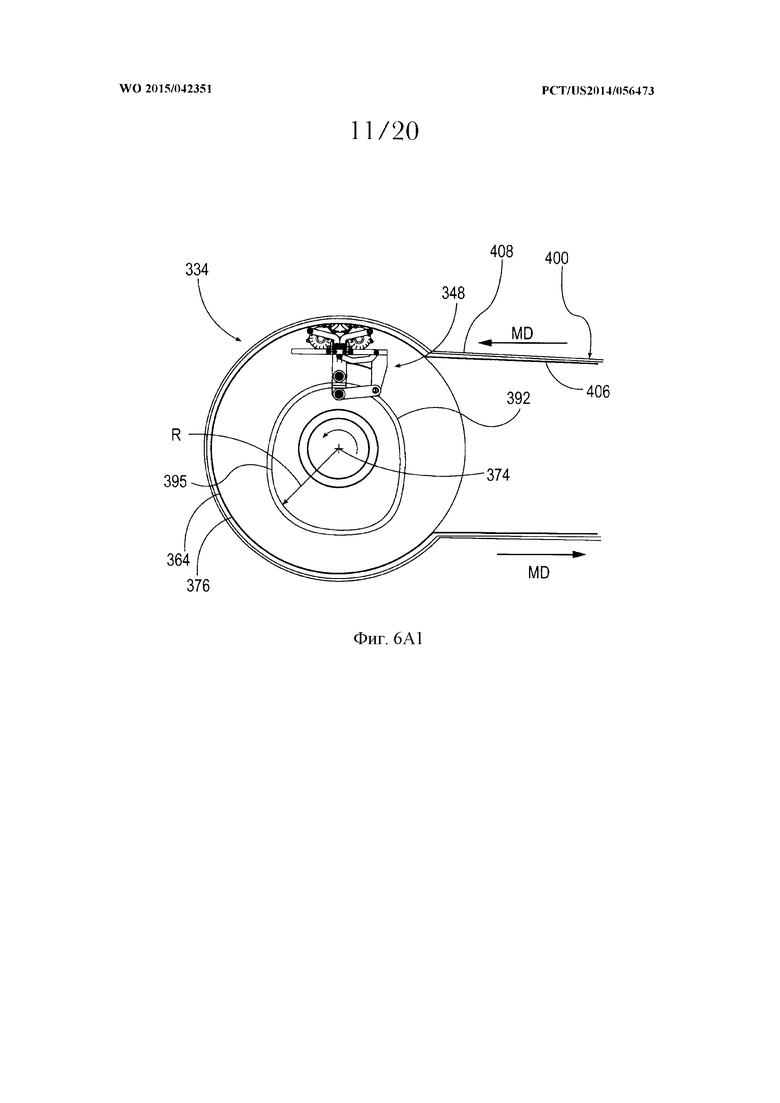
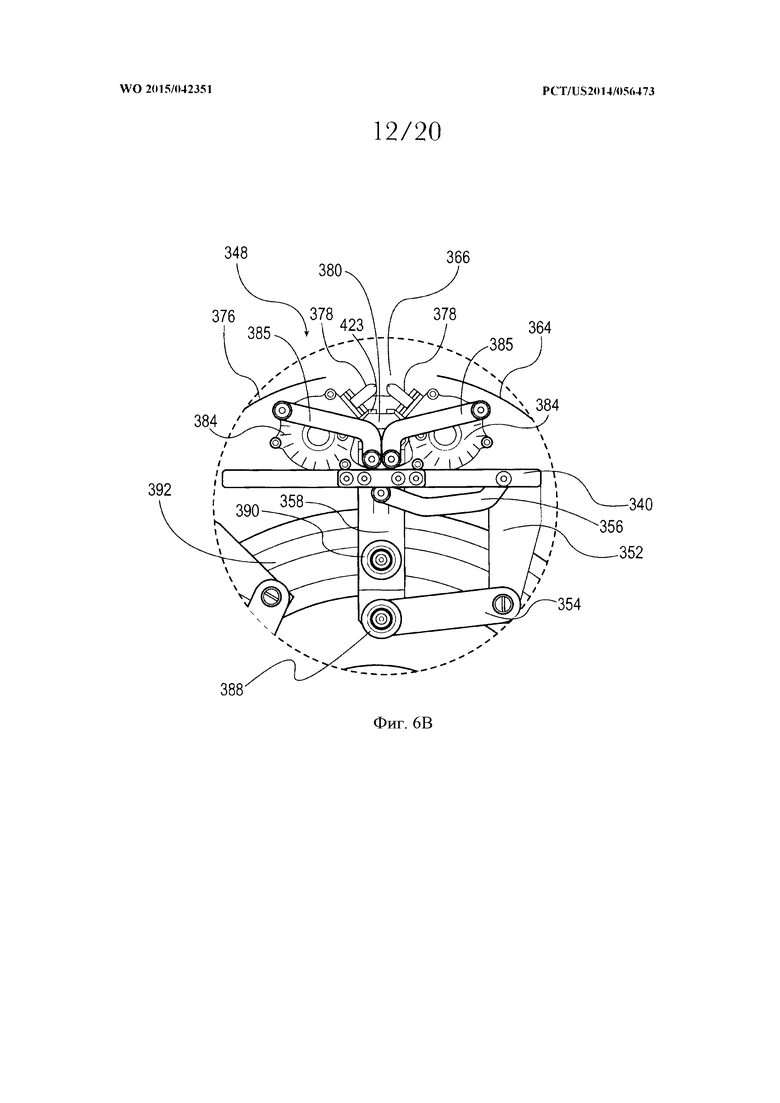
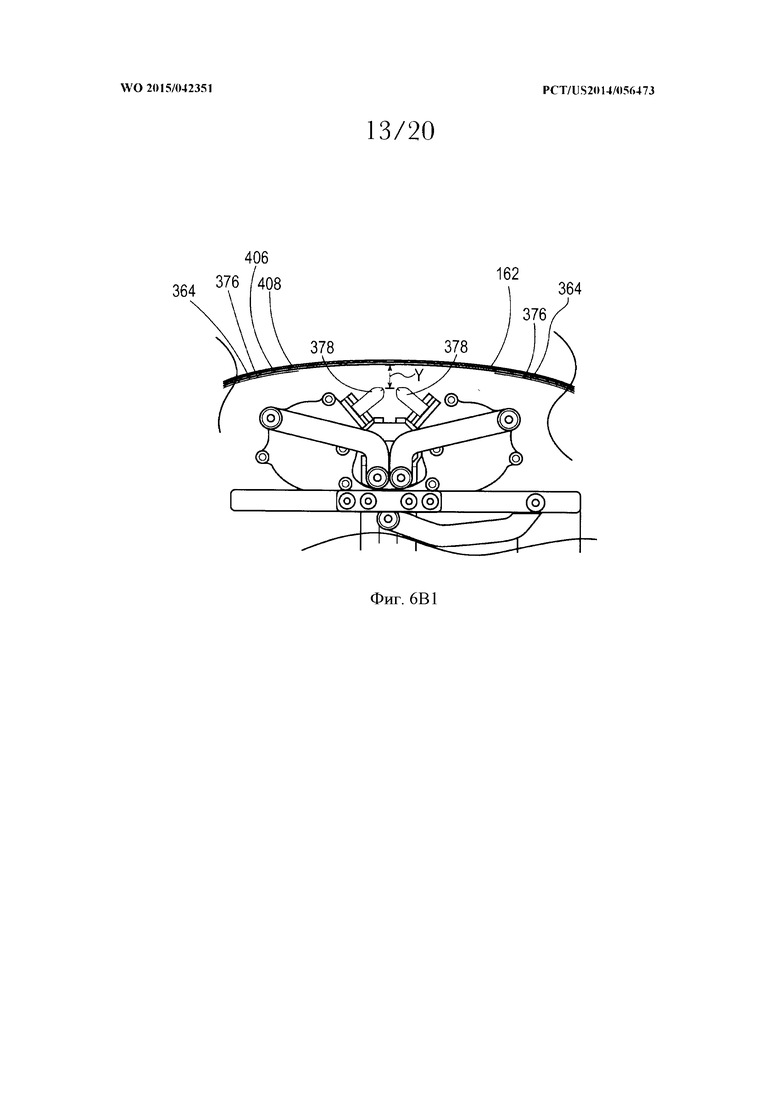
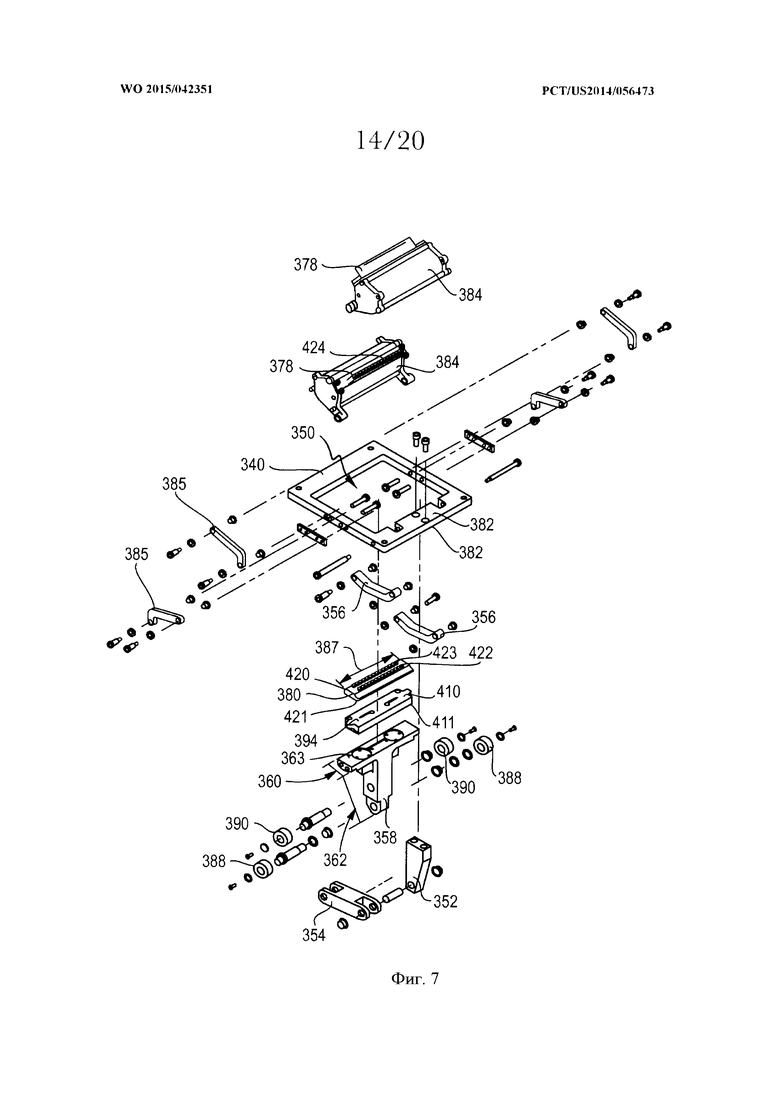
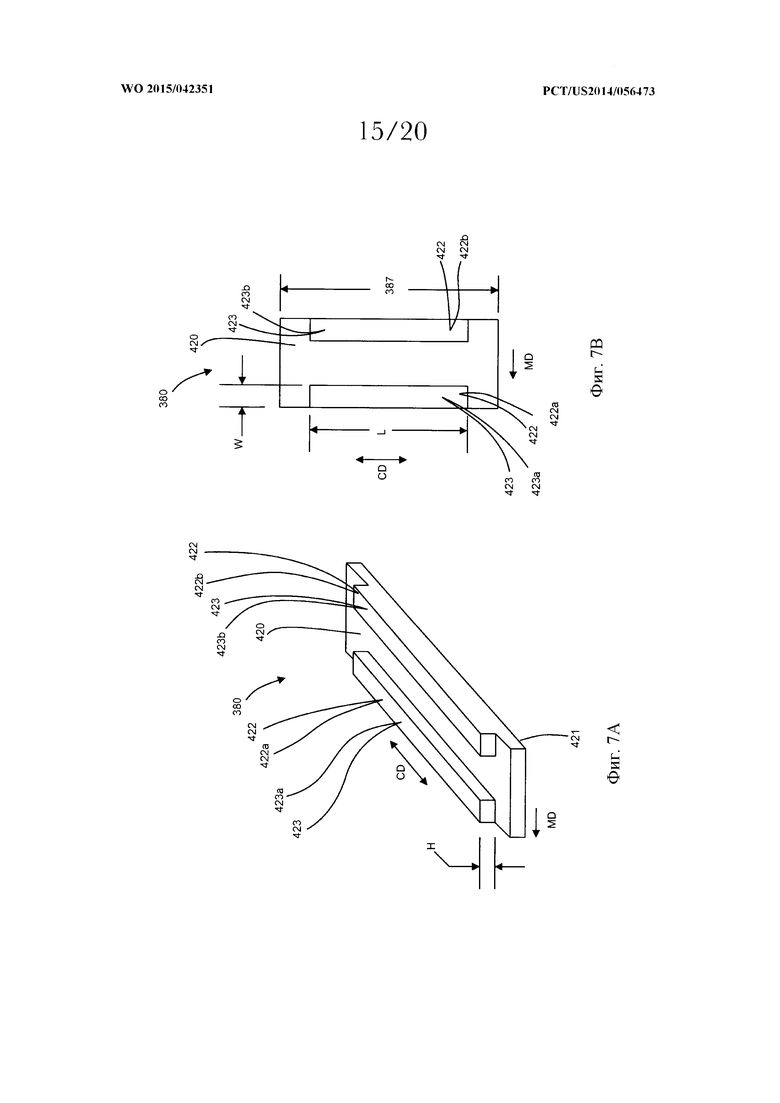
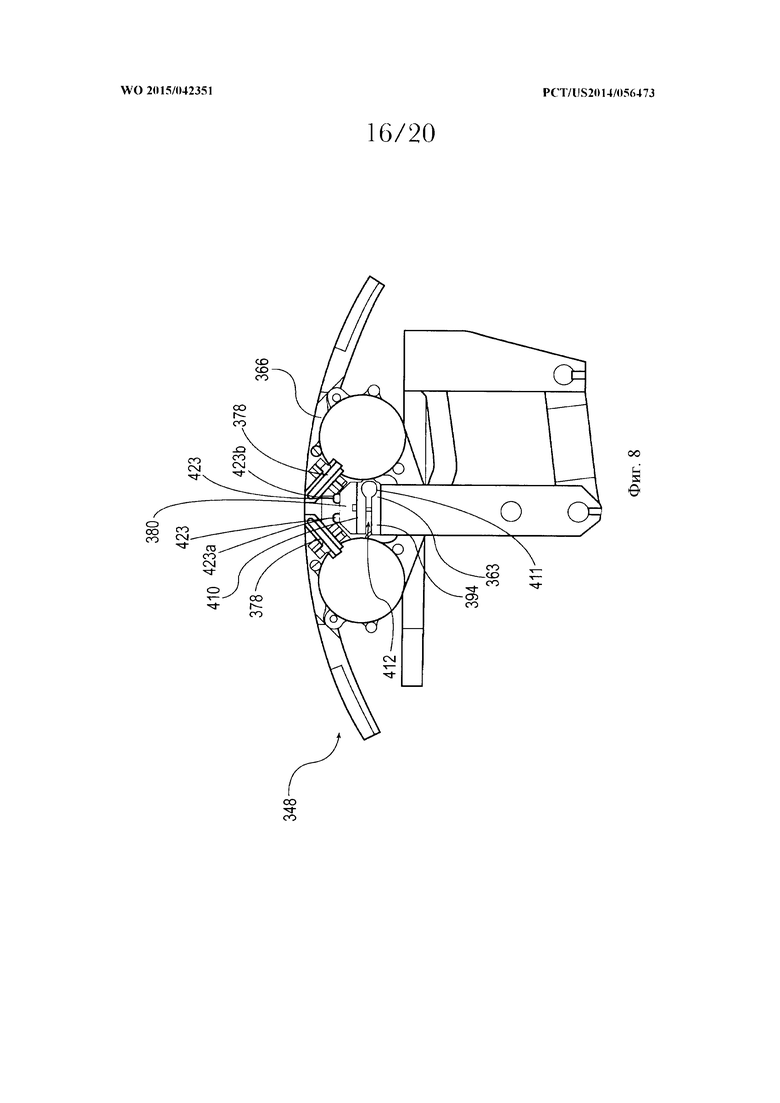
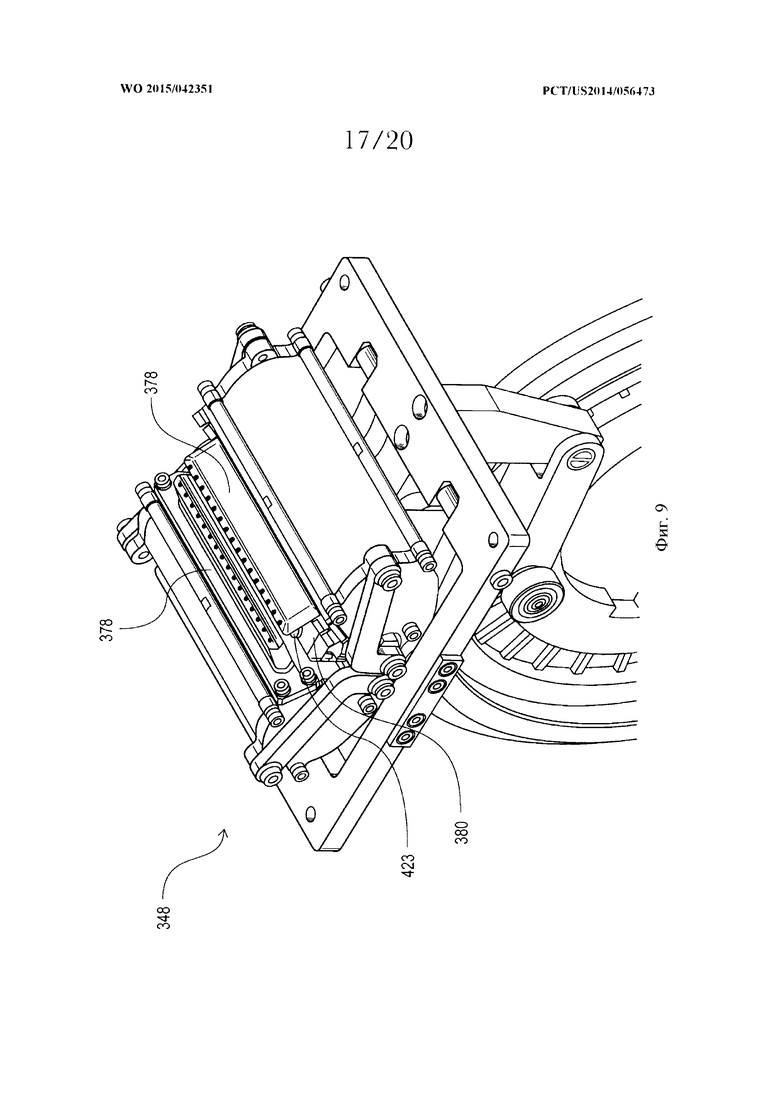
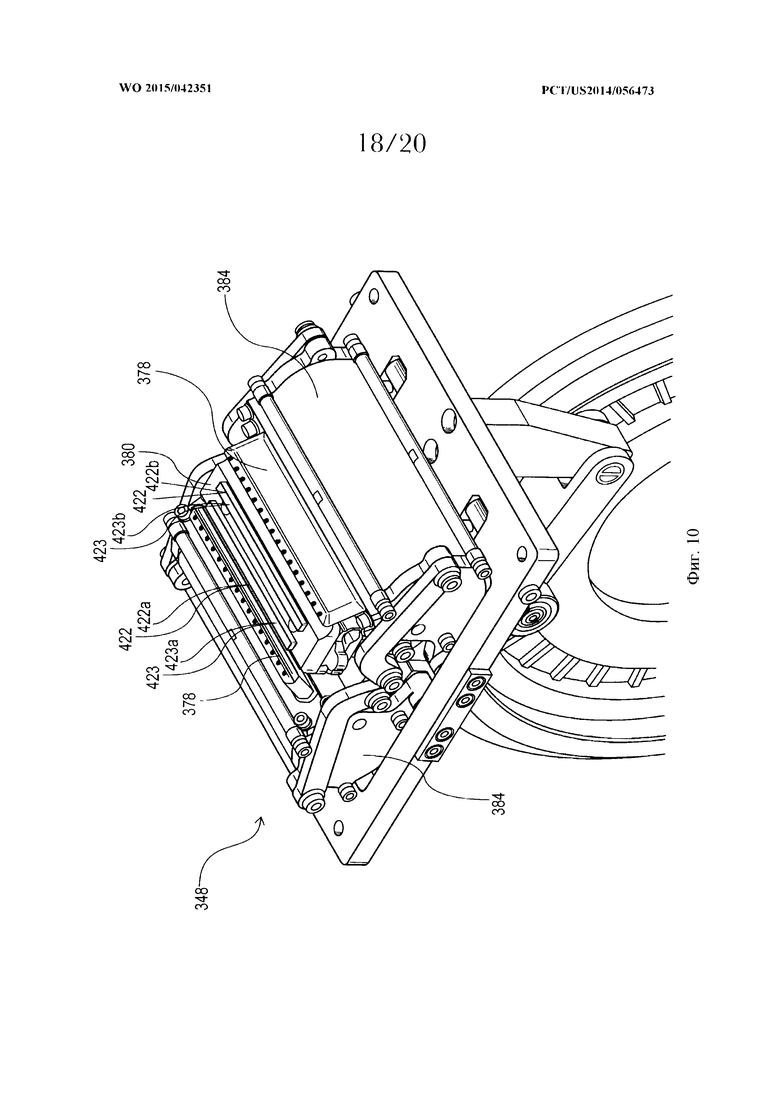
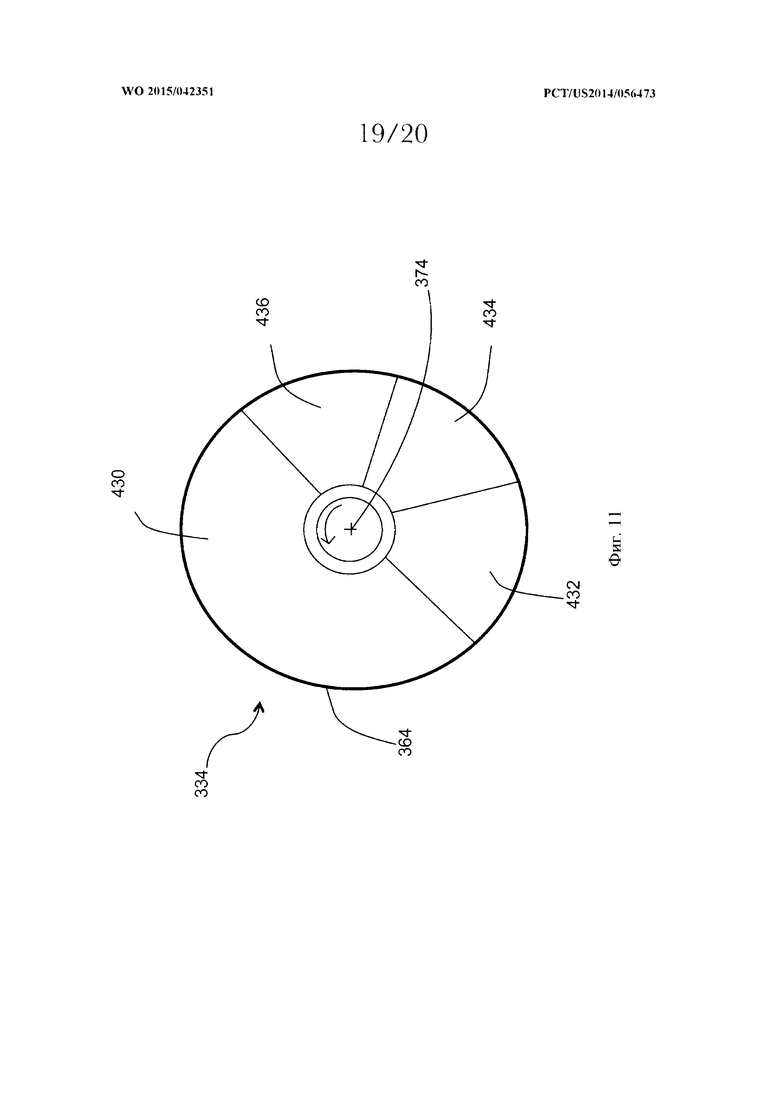
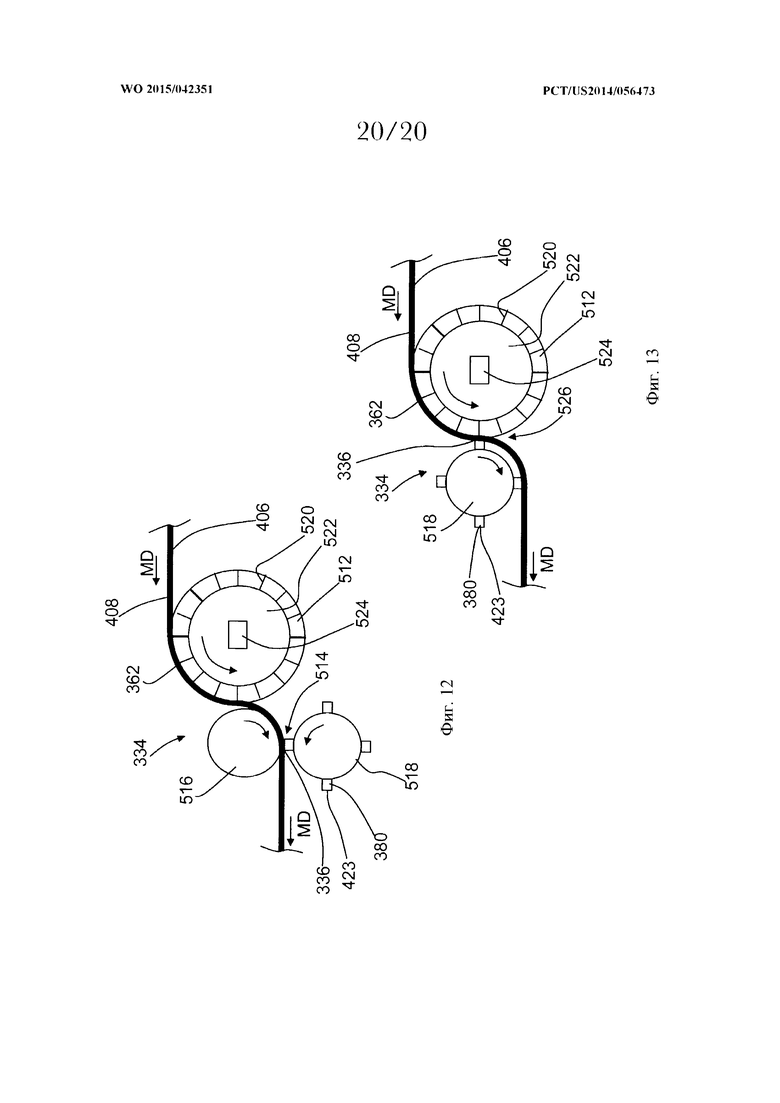
Настоящее изобретение относится к способам и устройствам для скрепления эластичных ламинатов друг с другом путем их сжатия между вращающимся барабаном и опорным валиком. Барабан включает сопло для текучей среды и прессующий элемент. В соответствии с предлагаемым способом, первый эластичный ламинат и второй эластичный ламинат продвигаются в направлении движения в машине и подаются на вращающийся барабан. Текучую среду нагревают до температуры, достаточной для частичного расплавления слоев основ первого и второго эластичных ламинатов. По мере вращения барабана прессующий элемент перемещается в радиальном направлении от оси барабана, в результате чего длина L структурированной поверхности становится протяженной в продольном направлении поперек множества эластичных нитей первого и/или второго эластичных ламинатов. После этого частично расплавленную часть слоев основ первого и второго эластичных ламинатов и множество эластичных нитей скрепляют воедино путем их сжатия между структурированной поверхностью и опорным валиком. 3 н. и 17 з.п. ф-лы, 31 ил. 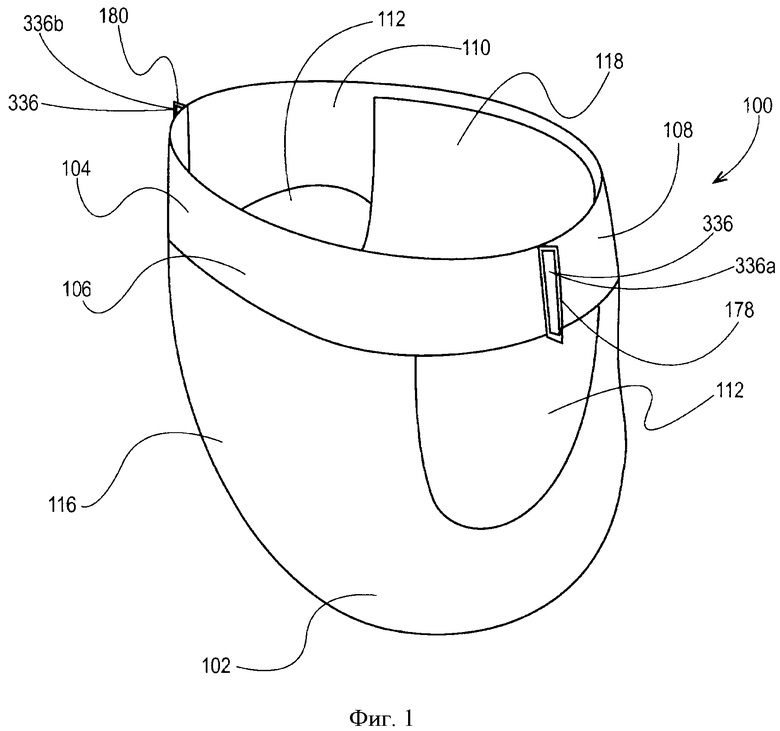
1. Способ изготовления подгузников-трусов, каждый из которых содержит базовую часть, имеющую первую концевую область и расположенную напротив нее вторую концевую область, отделенные друг от друга центральной областью, и имеющую продольную ось и латеральную ось, при этом базовая часть содержит: верхний лист, тыльный лист и абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом, при этом упомянутый способ содержит этапы, на которых:
продвигают непрерывный слой первой основы в направлении движения в машине;
продвигают непрерывный слой второй основы в направлении движения в машине;
растягивают множество эластичных нитей в направлении движения в машине;
вклеивают растянутое множество эластичных нитей между слоем первой основы и слоем второй основы с получением непрерывного эластичного ламината;
вращают барабан вокруг оси вращения, при этом барабан содержит сопло для текучей среды и прессующий элемент, при этом прессующий элемент содержит структурированную поверхность, имеющую длину L, протяженную в поперечном направлении;
вращают опорный валик, расположенный в непосредственной близости к барабану;
продвигают эластичный ламинат на барабане, при этом слой первой основы находится между растянутым множеством эластичных нитей и барабаном и при этом растянутое множество эластичных нитей находится между слоем первой основы и слоем второй основы;
нагревают текучую среду до температуры, достаточной для частичного расплавления слоя первой основы и слоя второй основы;
перемещают сопло для текучей среды в радиальном направлении от оси барабана;
частично расплавляют часть слоя первой основы и часть слоя второй основы путем направления струи нагретой текучей среды на слой первой основы и слой второй основы;
перемещают сопло для текучей среды обратно в радиальном направлении к оси барабана;
перемещают прессующий элемент в радиальном направлении от оси барабана, при этом длина L структурированной поверхности является протяженной поперек множества растянутых эластичных нитей; и
скрепляют слой первой основы, растянутое множество эластичных нитей и слой второй основы воедино путем сжатия частично расплавленной части слоя первой основы, растянутого множества эластичных нитей и частично расплавленной части слоя второй основы между структурированной поверхностью и опорным валиком,
при этом структурированная поверхность прессующего элемента выполнена с возможностью образования единого сплошного скрепления, протяженного вдоль длины L в поперечном направлении эластичного ламината.
2. Способ по п. 1, характеризующийся тем, что непрерывный эластичный ламинат имеет ширину W1, протяженную в поперечном направлении, и при этом длина L структурированной поверхности составляет по меньшей мере 30% от W1.
3. Способ по п. 1, характеризующийся тем, что слои первой и второй основ содержат нетканые материалы.
4. Способ по п. 1, характеризующийся тем, что текучая среда является атмосферным воздухом.
5. Способ по п. 1, дополнительно содержащий этапы, на которых:
разрезают эластичный ламинат в направлении движения в машине для получения первого непрерывного эластичного ламината и второго непрерывного эластичного ламината; и
разводят первый непрерывный эластичный ламинат и второй непрерывный эластичный ламинат друг от друга в поперечном направлении.
6. Способ по п. 5, дополнительно содержащий этапы, на которых:
продвигают третью непрерывную основу в направлении движения в машине;
разрезают третью непрерывную основу на отдельные базовые части,
при этом каждая базовая часть продвигается таким образом, что ее продольная ось параллельна направлению движения в машине;
поворачивают каждую базовую часть таким образом, чтобы ее латеральная ось стала параллельной направлению движения в машине;
склеивают первую концевую область каждой базовой части с первым непрерывным эластичным ламинатом; и
склеивают вторую концевую область каждой базовой части со вторым непрерывным эластичным ламинатом.
7. Способ по п. 6, дополнительно содержащий этап, на котором:
складывают каждую базовую часть вдоль латеральной оси так, чтобы первый непрерывный эластичный ламинат был приложен ко второму непрерывному эластичному ламинату.
8. Способ по п. 7, характеризующийся тем, что этап скрепления дополнительно содержит этапы, на которых:
формируют скрепления между первым непрерывным эластичным ламинатом и вторым непрерывным эластичным ламинатом, расположенные повторяющимся образом и разнесенные друг от друга в направлении движения в машине; и
разрезают первый и второй непрерывные эластичные ламинаты между соседними скреплениями с обеспечением формирования боковых швов подгузника-трусов.
9. Способ по п. 8, характеризующийся тем, что первый непрерывный эластичный ламинат имеет ширину W1, протяженную в поперечном направлении, и при этом длина L структурированной поверхности больше чем 30% от W1.
10. Способ изготовления подгузников-трусов, каждый из которых содержит базовую часть, имеющую первую концевую область и расположенную напротив нее вторую концевую область, отделенные друг от друга центральной областью, и имеющую продольную ось и латеральную ось, при этом базовая часть содержит: верхний лист, тыльный лист и абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом, при этом способ содержит этапы, на которых:
продвигают первый непрерывный эластичный ламинат в направлении движения в машине, при этом первый эластичный ламинат содержит множество эластичных нитей, протяженных между слоем первой основы и слоем второй основы;
продвигают второй непрерывный эластичный ламинат в направлении движения в машине, при этом второй эластичный ламинат содержит множество эластичных нитей, протяженных между слоем первой основы и слоем второй основы;
вращают барабан вокруг оси вращения, при этом барабан содержит сопло для текучей среды и прессующий элемент, при этом прессующий элемент содержит структурированную поверхность, имеющую длину, протяженную в поперечном направлении;
вращают опорный валик, расположенный в непосредственной близости к барабану;
продвигают первый эластичный ламинат и второй эластичный ламинат на барабане, при этом первый эластичный ламинат находится между вторым эластичным ламинатом и барабаном;
нагревают текучую среду до температуры, достаточной для частичного расплавления слоя первой основы и слоя второй основы первого эластичного ламината и второго эластичного ламината;
перемещают сопло для текучей среды в радиальном направлении от оси барабана;
частично расплавляют часть слоя первой основы и часть слоя второй основы первого эластичного ламината и второго эластичного ламината путем направления струи нагретой текучей среды на первый эластичный ламинат и второй эластичный ламинат;
перемещают сопло для текучей среды обратно в радиальном направлении к оси барабана;
перемещают прессующий элемент в радиальном направлении от оси барана, при этом длина L структурированной поверхности является протяженной поперек множества эластичных нитей первого эластичного ламината или второго эластичного ламината; и
сжимают частично расплавленную часть слоя первой основы, растянутое множество эластичных нитей и частично расплавленную часть слоя второй основы первого эластичного ламината и второго эластичного ламината между структурированной поверхностью и опорным валиком, при этом структурированная поверхность прессующего элемента выполнена с возможностью образования единого сплошного скрепления, протяженного вдоль длины L в поперечном направлении эластичного ламината.
11. Способ по п. 10, характеризующийся тем, что первый эластичный ламинат имеет ширину W1, протяженную в поперечном направлении, и при этом длина L структурированной поверхности составляет по меньшей мере 30% от W1.
12. Способ по п. 10, характеризующийся тем, что этап, на котором скрепляют слой первой основы, растянутое множество эластичных нитей и слой второй основы, дополнительно содержит этап, на котором скрепляют как частично расплавленной части слоя первой основы, так и частично расплавленной части слоя второй основы с растянутым множеством эластичных нитей первого эластичного ламината и второго эластичного ламината.
13. Способ по п. 12, характеризующийся тем, что этап, на котором скрепляют слой первой основы, растянутое множество эластичных нитей и слой второй основы, дополнительно содержит этап, на котором скрепляют частично расплавленную часть слоя второй основы первого эластичного ламината с частично расплавленной частью слоя первой основы второго эластичного ламината.
14. Способ по п. 10, дополнительно содержащий этапы, на которых: продвигают третью непрерывную основу в направлении движения в машине; разрезают третью непрерывную основу на отдельные базовые части, при этом
каждая базовая часть продвигается таким образом, что ее продольная ось параллельна направлению движения в машине,
поворачивают каждую базовую часть таким образом, чтобы ее латеральная ось стала параллельной направлению движения в машине,
склеивают первую концевую область каждой базовой части с первым непрерывным эластичным ламинатом, и
склеивают вторую концевую область каждой базовой части со вторым непрерывным эластичным ламинатом.
15. Способ по п. 14, дополнительно содержащий этап, на котором:
складывают каждую базовую часть вдоль латеральной оси так, чтобы первый непрерывный эластичный ламинат был приложен ко второму непрерывному эластичному ламинату.
16. Способ по п. 15, характеризующийся тем, что этап скрепления дополнительно содержит этапы, на которых:
формируют скрепления между первым непрерывным эластичным ламинатом и вторым непрерывным эластичным ламинатом, расположенные повторяющимся образом и разнесенные друг от друга в направлении движения в машине; и
разрезают первый и второй непрерывные эластичные ламинаты между соседними скреплениями, в результате чего формируются боковые швы подгузника-трусов.
17. Способ скрепления эластичных ламинатов, содержащий этапы, на которых:
продвигают непрерывный слой первой основы в направлении движения в машине;
продвигают непрерывный слой второй основы в направлении движения в машине;
располагают множество эластичных нитей между слоем первой основы и слоем второй основы для получения непрерывного эластичного ламината;
продвигают эластичный ламинат на барабане, при этом слой первой основы находится между множеством эластичных нитей и барабаном и при этом множество эластичных нитей находится между слоем первой основы и слоем второй основы;
нагревают текучую среду до температуры, достаточной для частичного расплавления слоя первой основы и слоя второй основы;
частично расплавляют часть слоя первой основы и часть слоя второй основы путем направления струи нагретой текучей среды на слой первой основы и слой второй основы;
располагают прессующий элемент в непосредственной близости к первому слою основы, при этом прессующий элемент содержит структурированную поверхность, имеющую длину L, протяженную в поперечном направлении, и при этом длина структурированной поверхности является протяженной поперек множества эластичных нитей; и
сжимают частично расплавленную часть слоя первой основы, множество эластичных нитей и частично расплавленную часть слоя второй основы между структурированной поверхностью и опорным валиком, при этом структурированная поверхность прессующего элемента выполнена с возможностью образования единого сплошного скрепления, протяженного вдоль длины L в поперечном направлении эластичного ламината.
18. Способ по п. 17, характеризующийся тем, что эластичный ламинат имеет ширину W1, протяженную в поперечном направлении, и при этом длина L структурированной поверхности составляет по меньшей мере 30% от W1.
19. Способ по п. 17, характеризующийся тем, что этап, на котором сжимают частично расплавленную часть слоя первой основы, множество эластичных нитей и частично расплавленную часть слоя второй основы, дополнительно содержит этап, на котором скрепляют как частично расплавленную часть первого эластичного ламината, так и частично расплавленную часть второго эластичного ламината с множеством эластичных нитей.
20. Способ по п. 19, характеризующийся тем, что этап, на котором скрепляют как частично расплавленную часть первого эластичного ламината, так и частично расплавленную часть второго эластичного ламината с множеством эластичных нитей, дополнительно содержит этап скрепления частично расплавленной части первого эластичного ламината с частично расплавленной частью второго эластичного ламината.
| US 2013213547 A1, 22.08.2013 | |||
| WO 2013119484 A1, 15.08.2013 | |||
| WO 2011156299 A1, 15.12.2011 | |||
| US 2007131343 A1, 14.06.2007. |

