Изобретение относится к лазерам, в частности, к герметичной установке элементов конструкции систем охлаждения, используемых при изготовлении твердотельных квантовых генераторов, и может быть использовано при изготовлении лазерной техники, работающей в условиях жестких режимов эксплуатации, таких как ударные, вибрационные нагрузки, при воздействии предельных температур окружающей среды.
Хорошо известны способы герметизации активного элемента (АЭ) и трубки с помощью прижимов (например, п. РФ №2579188, МПК H01S 3/05, 3/042, опубл. 2016 г., п. Китая №204230622, МПК H01S 3/0941, 3/16, опубл. 2015 г.). Однако такие способы не отличаются высокой степенью герметичности.
Известен способ герметичной установки импульсной лампы накачки в твердотельном лазере (п. РФ №2222851, H01S 3/02, F16J 15/00, опубл. 2004 г.), который включает размещение уплотнительных пакетов, выполненных в виде последовательных слоев фторопласт-индий-фторопласт, между обоими концами импульсной лампы накачки и корпусом холодильника твердотельного лазера, предварительную пластическую деформацию уплотнительных пакетов с помощью их нагрева до 75-85°С и последующее их прессование, при котором сначала осуществляют плавное наращивание усилия прессования от 0 до 50 кг сжатым газом со скоростью 1-2 кг/мин и окончательное прессование с усилием 50 кг в течение не менее 30 мин. В данном способе достигается технический результат, заключающийся в обеспечении возможности использования в твердотельных лазерах как нейтральных, так и агрессивных охлаждающих жидкостей.
Данный способ обладает несложностью технологического процесса герметизации, однако не может применяться в конструкциях твердотельных лазеров для герметизации трубок системы охлаждения АЭ, выполненных из материала, оптически прозрачного для накачки, а также для герметизации активного элемента по следующим причинам: температура нагрева до 75-85°С не позволяет достичь нужной пластической деформации уплотнительных прокладок, и как следствие, необходимой степени герметизации, а усилие прессования 50 кг, выдерживаемое на данном уровне в течение всего цикла прессования и составляющее не менее 30 мин, слишком велико для герметизации активного элемента и трубки (выполненной из стекла или лейкосапфира), т.к. может привести к их поломке.
В настоящее время при изготовлении твердотельных лазеров для эксплуатации в лабораторных условиях в качестве охлаждающих жидкостей используются нейтральные жидкости, герметизация выполняется при помощи уплотнений, изготовленных из резины. Эффективно выравнивать температурные градиенты, возникающие в АЭ, позволяет прокачка теплоносителя в кольцевом канале охлаждения АЭ при использовании системы охлаждения с применением насоса. При использовании стационарной системы охлаждения АЭ (без прокачки теплоносителя), которая должна работать с высокой степенью надежности в жестких условиях эксплуатации, в твердотельных лазерах в качестве охлаждающей жидкости могут быть использованы агрессивные жидкости. В связи с этим актуальной становится задача герметизации АЭ и трубки, образующих кольцевой канал охлаждения АЭ, уплотнениями, выполненными из материалов, устойчивых к агрессивным охлаждающим средам, и методами, обеспечивающими высокую степень герметичности.
Задача, на решение которой направлено изобретение, - возможность использования в твердотельных лазерах любых охлаждающих жидкостей.
Технический результат, предлагаемый при использовании предлагаемого технического решения, - надежная герметизация блока охлаждения АЭ (БОАЭ) в твердотельном лазере.
Указанный технический результат достигается тем, что способ герметизации блока охлаждения активного элемента в твердотельном лазере включает два этапа: установку трубки для активного элемента и установку активного элемента в трубку. На первом этапе в корпус блока охлаждения устанавливают трубку с прижимами и уплотнениями, которые размещают между прижимами с обеих сторон трубки и корпусом блока охлаждения, прижимают указанные прижимы к корпусу, нагревают блок охлаждения до температуры 85-120°С не более 30 минут, после чего повторяют усилие прижатия прижимов трубки к корпусу, выдерживают блок охлаждения при указанной температуре не более 25 минут, повторяют усилие прижатия, охлаждают блок охлаждения и повторяют усилие прижатия. На втором этапе устанавливают активный элемент в трубку, прижимы и уплотнения активного элемента, которые размещают между прижимами трубки и активного элемента с обеих сторон активного элемента, прижимают прижимы активного элемента к прижимам трубки, нагревают блок охлаждения до температуры 85-100°С не более 30 минут, после чего повторяют усилие прижатия прижимов активного элемента к прижимам трубки, выдерживают блок охлаждения при указанной температуре не более 25 минут, повторяют усилие прижатия, охлаждают блок охлаждения и повторяют усилие прижатия. При этом все уплотнения выполнены в виде последовательных слоев фторопласт-индий-фторопласт.
Реализация способа указанным выше образом обеспечила необходимую степень пластической деформации уплотнений. Это дало возможность достичь надежной герметизации блока охлаждения АЭ и, таким образом, решить задачу использования в твердотельных лазерах любых охлаждающих жидкостей.
При анализе уровня техники не обнаружено аналогов, характеризующихся признаками, тождественными всем существенным признакам данного изобретения. А также не выявлено факта известности влияния признаков, включенных в формулу, на технический результат заявляемого технического решения. Следовательно, заявленное изобретение соответствует условиям «новизна» и «изобретательский уровень».
Изобретение поясняется следующими чертежами.
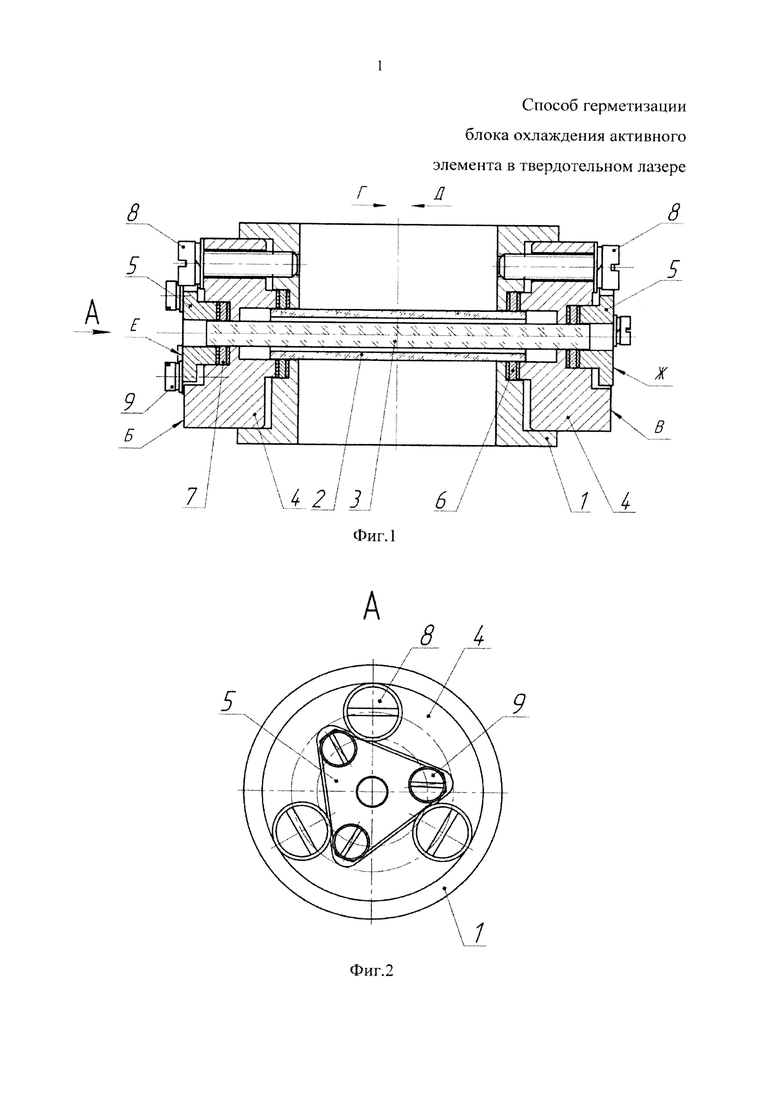
На фиг. 1 представлен общий вид.
На фиг. 2 - вид А.
На фиг. 1, 2 представлен корпус 1 БОАЭ квантового генератора твердотельного лазера, трубка 2, выполненная из материала, оптически прозрачного для излучения накачки (например, стекло, плавленый кварц, лейкосапфир и т.д.), активный элемент 3, прижимы 4 и 5, уплотнения 6, 7, винты 8 и 9. Прижимы 4 применены для герметизации трубки 2, а прижимы 4 и 5 - для герметизации АЭ 3 и центрирования его в корпусе БОАЭ относительно трубки 2. Все уплотнения 6, 7 выполнены в виде последовательных слоев фторопласт-индий-фторопласт (6 - уплотнения трубки, 7 - уплотнения АЭ).
Способ включает два этапа: установку трубки 2 для АЭ и установку самого АЭ 3 в трубку.
На первом этапе в корпус 1 блока охлаждения устанавливают трубку 2, прижимы 4 трубки и уплотнения 6 трубки с обеих сторон трубки, при этом, уплотнения размещаются между прижимами 4 и корпусом блока охлаждения. После этого БОАЭ помещают в технологическое приспособление, при помощи которого к поверхностям Б и В прижимов 4 к корпусу 1 через уплотнения 6 прикладывают одновременное усилие прижатия в направлениях Г и Д. Нагревают блок охлаждения до температуры 85-120°С не более 30 минут, после чего повторяют усилие прижатия прижимов 4 трубки к корпусу и выдерживают при этой температуре не более 25 минут. Повторяют усилия прижатия, охлаждают БОАЭ до комнатной температуры и повторяют усилие прижатия. Выполняют с двух сторон поочередную затяжку винтов 8 до резкого возрастания усилия.
На втором этапе устанавливают АЭ в трубку 2 симметрично относительно трубки 2. Устанавливают прижимы 5 АЭ и уплотнения 7 АЭ. Уплотнения 7 размещаются между прижимами 4 трубки и прижимами 5 АЭ с обеих сторон АЭ. После этого БОАЭ помещают в технологическое приспособление, при помощи которого к поверхностям Е и Ж прижимов 5 к прижимам 4 через уплотнения 7 прикладывают одновременное усилие прижатия в направлениях Г и Д. Проводят последующий нагрев блока охлаждения до температуры 85-100°С не более 30 минут, после чего повторяют усилие прижатия прижимов 5 активного элемента к прижимам 4 трубки и выдерживают при этой температуре не более 25 минут. Повторяют усилия прижатия, охлаждают БОАЭ до комнатной температуры и повторяют усилие прижатия. Устанавливают винты 9 и выполняют поочередную затяжку до возрастания усилия.
Предлагаемый способ герметизации реализован при создании квантрона, который был применен в твердотельном лазере с термостабилизацией диодной накачки и электрооптической модуляцией добротности с активным элементом в виде стержня из алюмо-иттриевого граната с неодимом YAG:Nd3+ (∅5×60 мм). При осуществлении способа герметизации БОАЭ были проведены испытания на герметичность при термоциклировании, при этом квантрон подвергали трехкратному циклическому воздействию температур, подобранных в соответствии с условиями эксплуатации изделия. Время выдержки в установленном режиме составило не менее 2 часов. Скорость понижения/повышения температуры была задана в диапазоне от 1 до 5°С/мин. После этого выдерживали квантрон в нормальных климатических условиях в течение времени, достаточного для установления теплового равновесия по всему объему, и проводили контроль герметичности. При контроле герметичности не допускалось наличие течи через уплотнительные соединения.
Таким образом, представленные данные свидетельствуют о выполнении при использовании способа по заявляемому изобретению следующей совокупности условий:
- процесс, воплощающий заявленный способ при его осуществлении, предназначен для использования в оптико-механической промышленности при изготовлении оптических усилительных головок, квантовых генераторов и т.п.;
- для заявляемого способа в том виде, в котором он охарактеризован в формуле изобретения, подтверждена возможность его осуществления.
Следовательно, заявляемый способ соответствует условию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| КВАНТРОН ТВЕРДОТЕЛЬНОГО ЛАЗЕРА С ДИОДНОЙ НАКАЧКОЙ | 2015 |
|
RU2614081C1 |
| КВАНТРОН ТВЕРДОТЕЛЬНОГО ЛАЗЕРА С ТЕРМОСТАБИЛИЗАЦИЕЙ ДИОДНОЙ НАКАЧКИ | 2014 |
|
RU2579188C1 |
| КВАНТРОН ТВЕРДОТЕЛЬНОГО ЛАЗЕРА С ДИОДНОЙ НАКАЧКОЙ | 2015 |
|
RU2622237C1 |
| МАЛОГАБАРИТНЫЙ КВАНТРОН С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ | 2016 |
|
RU2623709C1 |
| КВАНТРОН С ДИОДНОЙ НАКАЧКОЙ | 2015 |
|
RU2614079C2 |
| УСТРОЙСТВО КОМПЕНСАЦИИ ТЕРМИЧЕСКОГО РАСШИРЕНИЯ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ АКТИВНОГО ЭЛЕМЕНТА ТВЕРДОТЕЛЬНОГО ЛАЗЕРА (ВАРИАНТЫ) | 2015 |
|
RU2607269C1 |
| УСТРОЙСТВО ОТРАЖЕНИЯ ИЗЛУЧЕНИЯ ДЛЯ ТВЕРДОТЕЛЬНЫХ ЛАЗЕРОВ | 2020 |
|
RU2735133C1 |
| УНИВЕРСАЛЬНЫЙ ИЗЛУЧАТЕЛЬ ТВЕРДОТЕЛЬНОГО ЛАЗЕРА | 2015 |
|
RU2592057C1 |
| УСТРОЙСТВО ОХЛАЖДЕНИЯ АКТИВНОГО ЭЛЕМЕНТА ТВЕРДОТЕЛЬНОГО ЛАЗЕРА | 2015 |
|
RU2596030C1 |
| МОЩНАЯ ОПТИЧЕСКАЯ УСИЛИТЕЛЬНАЯ ГОЛОВКА С ТОРЦЕВОЙ ДИОДНОЙ НАКАЧКОЙ АКТИВНОГО ЭЛЕМЕНТА В ВИДЕ ПЛАСТИНЫ | 2015 |
|
RU2599600C1 |
Изобретение относится к лазерной технике. Способ герметизации блока охлаждения активного элемента в твердотельном лазере включает два этапа: установку трубки для активного элемента и установку активного элемента в трубку, на первом этапе устанавливают трубку с прижимами и уплотнениями, на втором этапе устанавливают активный элемент в трубку, прижимы и уплотнения активного элемента. На каждом этапе осуществляют прижатие прижимов к корпусу и друг к другу, последовательно нагревая и охлаждая блок охлаждения. Технический результат заключается в обеспечении возможности надежной герметизации блока охлаждения. 2 ил.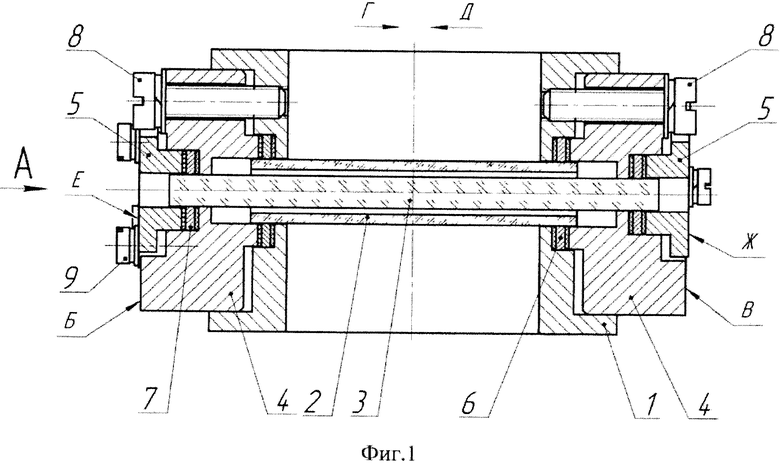
Способ герметизации блока охлаждения активного элемента в твердотельном лазере включает два этапа: установку трубки для активного элемента и установку активного элемента в трубку, на первом этапе в корпус блока охлаждения устанавливают трубку с прижимами и уплотнениями, которые размещают между прижимами с обеих сторон трубки и корпусом блока охлаждения, прижимают указанные прижимы к корпусу, нагревают блок охлаждения до температуры 85-120°C не более 30 минут, после чего повторяют усилие прижатия прижимов трубки к корпусу, выдерживают блок охлаждения при указанной температуре не более 25 минут, повторяют усилие прижатия, охлаждают блок охлаждения и повторяют усилие прижатия, на втором этапе устанавливают активный элемент в трубку, прижимы и уплотнения активного элемента, которые размещают между прижимами трубки и активного элемента с обеих сторон активного элемента, прижимают прижимы активного элемента к прижимам трубки, нагревают блок охлаждения до температуры 85-100°C не более 30 минут, после чего повторяют усилие прижатия прижимов активного элемента к прижимам трубки, выдерживают блок охлаждения при указанной температуре не более 25 минут, повторяют усилие прижатия, охлаждают блок охлаждения и повторяют усилие прижатия, при этом все уплотнения выполнены в виде последовательных слоев фторопласт-индий-фторопласт.
| СПОСОБ ГЕРМЕТИЧНОЙ УСТАНОВКИ ИМПУЛЬСНОЙ ЛАМПЫ НАКАЧКИ В ТВЕРДОТЕЛЬНОМ ЛАЗЕРЕ | 2003 |
|
RU2222851C1 |
| ОПТИЧЕСКАЯ УСИЛИТЕЛЬНАЯ ГОЛОВКА С КОНТРОТРАЖАТЕЛЕМ ДИОДНОЙ НАКАЧКИ | 2014 |
|
RU2575673C1 |
| US 20020108743 A1, 15.08.2002 | |||
| US 20110180238 A1, 28.07.2011. | |||

