Изобретение относится к лазерной технике и может быть использовано при изготовлении твердотельных оптических квантовых генераторов.
Известен способ герметичной установки импульсной лампы накачки в корпусе холодильника твердотельного лазера с помощью герметизирующих уплотнительных элементов (прокладок) (RU 2097887 С1, опубл. 27.11.1997, кл. Н 01 S 3/042).
Известен также способ герметичной установки импульсной лампы накачки в корпусе твердотельного лазера с помощью герметизирующих уплотнительных элементов, которые выполнены в виде колец из резины и фторопластовых прокладок (JP 3060659 В2, 5136485 А, 10.07.2000, кл. H 01 S 3/02).
К недостаткам известных способов можно отнести следующие.
Эксплуатация твердотельных лазеров предполагает периодическую замену ламп накачки. Если в качестве охлаждающей жидкости используется вода, то герметизация ламп накачки твердотельных лазеров осуществляется с помощью резиновых уплотнительных прокладок. При эксплуатации твердотельных лазеров в качестве охлаждающей жидкости могут быть использованы агрессивные жидкости. В связи с этим возникает необходимость герметизации ламп накачки материалами устойчивыми к агрессивным охлаждающим средам.
В изобретении достигается технический результат, заключающийся в обеспечении возможности использования в твердотельных лазерах как нейтральных, так и агрессивных охлаждающих жидкостей, плавного наращивания усилия прессования и поддержания его на одном уровне в условиях пластической деформации уплотнительных прокладок во время всего цикла герметичной установки лампы накачки.
Указанный технический результат достигается следующим образом.
Способ герметичной установки импульсной лампы накачки в твердотельном лазере включает размещение уплотнительных пакетов, выполненных в виде последовательных слоев фторопласт-индий-фторопласт, между обоими концами импульсной лампы накачки и корпусом холодильника твердотельного лазера. После чего проводят пластическую деформацию уплотнительных пакетов следующим образом. Уплотнительные пакеты нагревают до температуры 75-85oС. Затем плавно наращивают усилие прессования от 0 до 50 кг сжатым газом со скоростью 1 -2 кг/мин. Прессование проводят с усилием 50 кг в течение не менее 30 мин.
Изобретение поясняется чертежом, на котором представлена функциональная схема узла запрессовки лампы накачки.
На чертеже показаны пневмоцилиндр 1, шток 2, направляющие 3, рычаг 4, втулка 5 для прессования, уплотнительный пакет, содержащий уплотнительную индиевую прокладку 6, уплотнительные фторопластовые прокладки 7, 8, холодильник 9, лампа 10 накачки.
Способ герметичной установки импульсной лампы накачки в твердотельном лазере осуществляется следующим образом.
При замене ламп накачки в процессе эксплуатации твердотельных лазеров уплотнительные пакеты размещаются между обоими концами импульсной лампы 10 накачки и корпусом холодильника 9 твердотельного лазера.
При эксплуатации твердотельных лазеров в качестве охлаждающей жидкости используются как нейтральные (вода), так и агрессивные жидкости. В связи с этим возникает необходимость герметизации ламп накачки материалами, устойчивыми к агрессивным охлаждающим средам. Наиболее подходящим материалом для этой цели является индий, который обладает такими технологическими качествами, как высокая пластичность и способность смачивать стекло.
Для предотвращения прилипания индиевой прокладки 6 к втулке 5 введены две ограничительные прокладки 7, 8 из фторопласта. Использование фторопластовых прокладок 7, 8 повышает герметическую устойчивость всего уплотнительного пакета, поскольку фторопласт обладает достаточной текучестью. В целом, для герметизации лампы 10 используется уплотнительный пакет галетного типа, состоящий из прокладок 6, 7, 8.
Для реализации плотного контакта уплотнительного пакета с телом холодильника 9 и стеклянным корпусом лампы 10 осуществляют пластическую деформацию прокладок 6, 7, 8. Для этого вначале устройство нагревается в термошкафу, например, типа СНВС-4,5.5,5.4/ЭП1 до температуры 75-85oС, что соответствует температуре приблизительно в 2 раза ниже температуры плавления индия. Нагревание приводит к снижению усилия, при котором происходит эффективное прессование уплотнительного пакета
Затем к уплотнительному пакету прикладывается усилие прессования с использованием металлической втулки 5, которое плавно наращивается от 0 до 50 кг сжатым газом со скоростью 1-2 кг/мин.
По достижении усилия прессования 50 кг оно выдерживается на этом уровне в течение цикла прессования, составляющего не менее 30 мин.
Постоянное усилие прессования в условиях пластической деформации, приводящей к усадке уплотнительных прокладок, и затрудненного доступа к устройству в связи с размещением его в это время в термошкафу, обеспечивается за счет использования пневматического прессования.
Использование пневмоцилиндра 1 позволяет определять уровень усилия запрессовки и поддерживать его на одном нужном уровне в течение всего цикла прессования.
Преимущества способа герметизации ламп накачки в твердотельных лазерах состоит в том, что:
а) имеется возможность в условиях, когда узел холодильника с лампой накачки находится при заданной температуре в термошкафу, плавно наращивать усилие прессования, что позволяет избежать разрушения стеклянного корпуса лампы накачки;
б) имеется возможность в условиях пластической деформации уплотнительных прокладок поддерживать на одном уровне усилие прессования в течение всего производственного цикла;
в) имеется возможность использовать в твердотельных лазерах как нейтральных, так и агрессивных охлаждающих жидкостей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ БЛОКА ОХЛАЖДЕНИЯ АКТИВНОГО ЭЛЕМЕНТА В ТВЕРДОТЕЛЬНОМ ЛАЗЕРЕ | 2017 |
|
RU2655045C1 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ | 1985 |
|
SU1331034A1 |
| БЛОК ГЕНЕРАЦИИ ИЗЛУЧЕНИЯ МНОГОКАНАЛЬНОГО ЛАЗЕРА | 1996 |
|
RU2107976C1 |
| Способ управления решетками лазерных диодов в импульсном твердотельном лазере | 2022 |
|
RU2783735C1 |
| ТВЕРДОТЕЛЬНЫЙ ИМПУЛЬСНЫЙ ЛАЗЕР | 1995 |
|
RU2087063C1 |
| УСТРОЙСТВО ОТРАЖЕНИЯ ИЗЛУЧЕНИЯ ДЛЯ ТВЕРДОТЕЛЬНЫХ ЛАЗЕРОВ | 2020 |
|
RU2735133C1 |
| Способ и устройство охлаждения твердотельного лазерного активного элемента | 2024 |
|
RU2830423C1 |
| Квантрон | 1984 |
|
SU1282790A1 |
| УСТРОЙСТВО ОХЛАЖДЕНИЯ ЛАЗЕРА | 1996 |
|
RU2097887C1 |
| ТВЕРДОТЕЛЬНЫЙ ЛАЗЕР | 2014 |
|
RU2550372C1 |
Изобретение относится к лазерной технике и может быть использовано при изготовлении твердотельных оптических квантовых генераторов. В изобретении достигается технический результат, заключающийся в обеспечении возможности использования в твердотельных лазерах как нейтральных, так и агрессивных охлаждающих жидкостей, плавного наращивания усилия прессования и поддержания его на одном уровне в условиях пластической деформации уплотнительных прокладок во время всего цикла герметичной установки лампы накачивания. Согласно изобретению способ герметичной установки импульсной лампы накачки в твердотельном лазере включает размещение уплотнительных пакетов, выполненных в виде последовательных слоев фторопласт - индий - фторопласт, между обоими концами импульсной лампы накачки и корпусом холодильника твердотельного лазера, предварительную пластическую деформацию уплотнительных пакетов с помощью их нагрева до 75-85oС и последующее их прессование, при котором сначала осуществляют плавное наращивание усилия прессования от 0 до 50 кг сжатым газом со скоростью 1-2 кг/мин и окончательное прессование с усилием 50 кг в течение не менее 30 мин. 1 ил.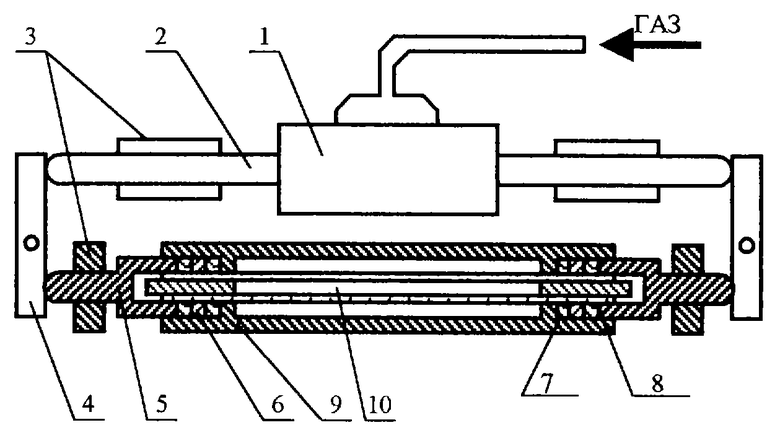
Способ герметичной установки импульсной лампы накачки в твердотельном лазере, включающий размещение уплотнительных пакетов, выполненных в виде последовательных слоев фторопласт-индий-фторопласт, между обеими концами импульсной лампы накачки и корпусом холодильника твердотельного лазера, предварительную пластическую деформацию уплотнительных пакетов с помощью их нагрева до температуры 75-85°С и последующее их прессование, при котором сначала осуществляют плавное наращивание усилия прессования от 0 до 50 кг сжатым газом со скоростью 1-2 кг/мин и окончательное прессование с усилием 50 кг в течение не менее 30 мин.
| УСТРОЙСТВО ОХЛАЖДЕНИЯ ЛАЗЕРА | 1996 |
|
RU2097887C1 |
| JP 5136485 А, 01.06.1993 | |||
| МОНОБЛОЧНЫЙ ДИФФУЗНЫЙ ОТРАЖАТЕЛЬ | 1990 |
|
SU1757416A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ УПЛОТНЯЮЩИХ ЭЛЕМЕНТОВ | 1984 |
|
RU2152549C1 |
| Уплотнения и уплотнительная техника, Справочник | |||
| - М.: Машиностроение, 1994 | |||
| DE 3715079 A1, 17.11.1988 | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |

