Изобретение касается обрабатывающего элемента, в частности для применения с частью дентального имплантата, введенной в челюстную кость пациента. Оно касается также обрабатывающей системы, имеющей такого рода обрабатывающий элемент, а также способа очистки части дентального имплантата.
Для компенсации потери зуба в рамках реконструктивной терапии применяются дентальные имплантаты. Обычно они вставляются в челюстную кость вместо удаленного или выпавшего зуба, чтобы там после фазы заживления, составляющей примерно от четырех до двенадцати недель, удерживать протезную часть или коронку, служащую искусственным зубом. Для этого такого рода дентальный имплантат обычно выполнен в виде металлического корпуса надлежащей формы, который вставляется в челюстную кость путем ввертывания в предусмотренном месте. При этом дентальный имплантат на апикальном конце имеет, как правило, чаще всего самонарезающую винтовую резьбу, с помощью которой дентальный имплантат вставляется в соответственно препарированное основание имплантата.
Между тем, ввиду сравнительно высокого количества инсертированных в человеческий организм имплантатов, в частности в дентальной области, а также их сравнительно долгого срока использования, был констатирован постоянный рост возникновения воспаленных состояний периимплантарной ткани, ассоциированных с биопленкой. На твердой поверхности имплантата, охваченной тканью и лимфой, образуется биопленка, которая населяется бактериями, которые в итоге могут приводить к хроническим и повторяющимся инфекциям. Эта картина заболевания называется периимплантитом. В частности, в дентальной области, аналогичным образом, как при пародонтите, комбинация низкого уровня гигиены рта, прилипания биопленки к обычно микрошероховатой поверхности стержневой части и других факторов является причиной полной картины периимплантита, который отличается возрастающей нагрузкой и разрушением твердой и мягкой ткани. При этом те области, в которых отходит твердая и/или мягкая ткань, как правило, покрываются биопленкой.
Как при лечении, так и в отсутствие лечения прогрессирование периимплантарного воспаления может приводить к потере имплантата и к ухудшению ткани организма или костной ткани в области места ввода. Поэтому желательно как можно раньше после констатации такого рода воспаления принимать надлежащие ответные меры. Они могут включать в себя от оптимизации гигиены рта до терапевтических вмешательств в виде хирургических мер, т.е. извлечение пораженного имплантата и повторную установку заменяющего имплантата. В частности, последняя из названных мер является, однако, очень неблагоприятной для ткани в целом и часто сопровождается сильным разрушением ткани вокруг места инсерции. Поэтому крайне желательны альтернативные действенные меры для преодоления существующего или начинающегося периимплантита.
Поэтому в основе изобретения лежит задача, предложить обрабатывающий элемент для преодоления или локализации начинающегося периимплантита, который применим уже до собственно терапевтических мероприятий и, возможно, позволяет совсем избежать их. Кроме того, должна быть предложена обрабатывающая система, имеющая такого рода обрабатывающий элемент, и способ, с помощью которого возможно особенно успешное применение этого обрабатывающего элемента.
В отношении обрабатывающего элемента эта задача в соответствии с изобретением решается с помощью признаков п. 1 формулы изобретения.
Предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
Изобретение исходит из того рассуждения, что можно избегать или по меньшей мере сокращать объем терапевтических мер для действенной и эффективной обработки воспалительных явлений именно вокруг инсертированного дентального имплантата, когда уже заранее последовательно подавляется заселение имплантата и окружающей его области бактериями. Это должно, в частности, осуществляться уже тогда, когда еще не требуются никакие терапевтические меры. Такого рода последовательное подавление поражения бактериями должно преследовать две основные отправные точки, а именно, с одной стороны, наиболее далеко идущее и надежное убивание бактерий, а с другой стороны, надежное и всеобъемлющее очищение материала имплантата, с помощью которого в значительной степени удаляются возможно прилипающие органические остатки или тому подобное, которые могли бы благоприятствовать повторному заселению бактериями.
Как совершенно неожиданно выяснилось, обе эти цели могут преследоваться с помощью одного общего подхода, при котором к пораженной области пространства целенаправленно и локализованно подводится надлежащая очищающая жидкость, например, при использовании выбранной надлежащим образом биоцидной жидкости или тому подобного. Поэтому основная часть обрабатывающего элемента снабжена некоторым количеством средопроводящих каналов для очищающей жидкости.
Предпочтительно эти каналы при этом проложены и размещены таким образом, что обеспечена возможность точной подачи в подлежащую очистке область в инсертированной части дентального имплантата. Для этого предпочтительно указанный или каждый средопроводящий канал имеет выпускное отверстие, которое при основной части, установленной на часть дентального имплантата, размещено от этой части дентального имплантата на расстоянии не больше 10 мм, предпочтительно не больше 5 мм, особенно предпочтительно не больше 3 мм. В альтернативном или дополнительном предпочтительном усовершенствовании указанный или указанные средопроводящие каналы расположены в виде интегрированной конструкции непосредственно в или на основной части.
Кроме того, как неожиданно выяснилось, особенно высокое очищающее действие на инсертированной части имплантата может достигаться, когда несколько разных очищающих жидкостей комбинируются друг с другом или вводятся последовательно друг за другом. Чтобы обеспечить такую возможность целенаправленно и в соответствии с потребностью, предусмотренные в или на основной части обрабатывающего элемента средопроводящие каналы предпочтительно образуют систему каналов, имеющую по меньшей мере два отдельных канала, в которые, независимо друг от друга, может подаваться жидкость. В другом предпочтительном варианте осуществления предусмотрен, кроме того, по меньшей мере один обратный канал для возврата или отсоса использованной очищающей жидкости из области места инсерции.
В особенно предпочтительном дополнении, кроме того, предусмотрено целенаправленное использование электрического тока в качестве среды для уничтожения бактерий и/или для очищения пораженной части имплантата. В частности, при подаче на часть имплантата электрического тока достижимо надежное удаление возможно прилипающего органического материала. Чтобы обеспечить такую возможность, избегая терапевтических вмешательств, то есть, в частности, без хирургического удаления инсертированного имплантата, предусмотрена подача электрического тока непосредственно в пораженную часть имплантата в еще инсертированном состоянии, т.е. без предварительного удаления из костной ткани.
Для этого предоставляется предпочтительный обрабатывающий элемент, который по конструктивным условиям предусмотрен для установки на инсертированную часть дентального имплантата и соответственно этому имеет соединительные средства, надлежащим образом адаптированные к инсертированной части имплантата. Причем этот обрабатывающий элемент предпочтительно предназначен для того, чтобы можно было целенаправленно локализованно вызывать протекание тока, предусмотренное в целях очищения инсертированной части имплантата, в непосредственно смежной с ней области пространства. В частности, при этом в качестве принципа конструкции обрабатывающего элемента предусмотрено создание средств для осуществления протекания тока, с помощью которых в инсертированную часть имплантата может подаваться электрический ток, и его инсертированная область, в частности область, вставленная в костную ткань, снабженная резьбой, может использоваться в качестве электрода. Кроме того, для формирования противоположного полюса или противоположного электрода в непосредственном соседстве предусмотрено собственно размещение контактной поверхности или точки электрического контакта. При этом названные компоненты должны размещаться и при необходимости соединяться с источником тока таким образом, чтобы электрический ток, подаваемый в целях обработки и очищения, мог течь сквозь пораженную бактериями зону поверхности инсертированной части имплантата и оттуда практически непосредственно, то есть, в частности, без «обходных путей» через другую ткань организма или тому подобное, к контактной поверхности или, соответственно, к точке контакта.
Для этого обрабатывающий элемент предпочтительно включает в себя выбранные и размещенные надлежащим образом проводящие элементы, которые, со своей стороны, обладают возможностью подключения к выбранному надлежащим образом источнику тока и напряжения. При этом конструктивными условиями, в частности, предусмотрено создание электрически проводящего соединения через один из проводящих элементов к инсертированной части имплантата, так чтобы желаемое протекание тока могло осуществляться через инсертированную часть имплантата, и она могла образовывать один из электродов.
Предусмотренный в качестве противоположного электрода, образующий другую контактную поверхность для протекания тока, второй проводящий элемент должен при этом предпочтительно размещаться пространственно в непосредственной близости к инсертированной части имплантата. Стремятся к тому, чтобы протекание тока осуществлялось через контактную область инсертированной части имплантата к окружающей костной или мягкой ткани и оттуда по возможности непосредственно к контактной поверхности, без необходимости протекания тока через слишком большие области ткани организма. Для этого второй проводящий элемент предпочтительно выполнен геометрически таким образом, чтобы возникала практически локализованная в области, близкой к месту инсерции, «электрически активная» зона, например, в форме игольчатого или проволочного образования. В альтернативном или дополнительном предпочтительном усовершенствовании в или на основной части обрабатывающего элемента расположен второй проводящий элемент, например, в форме корпуса электрода, в интегрированном исполнении.
Проводящие элементы могут быть при этом выполнены в виде «традиционных» электродов как выбранные и геометрически конфигурированные надлежащим образом электроды, например, на основе металла, в форме металлических проволок или тому подобного. В этом случае электрод, образующий второй проводящий элемент, предпочтительно оснащен электрической изоляцией, например, в виде покрытой полимерным материалом проволоки, при этом для образования контакта или контактной поверхности, например, с одной стороны может быть предусмотрена чисто металлическая, не изолированная таким же образом область. Но альтернативно можно также выполнить по меньшей мере один из проводящих элементов, предпочтительно второй проводящий элемент, на основе использования электрической проводимости жидкостей, например, водного раствора солей или тому подобных. В такого рода случаях данный проводящий элемент может быть также образован некоторым количеством каналов, проведенных надлежащим образом в или на обрабатывающем элементе, в которые в случае применения подается выбранная надлежащим образом электрически проводящая жидкость, которая тогда, со своей стороны, снова надлежащим образом, например, через размещенные надлежащим образом электроды, электрически соединяется с источником тока или напряжения. Контакт или контактная поверхность для протекания электрического тока образуется в этом случае концевой выходной поверхностью данного канала, через которую направляемая в канале жидкость может вступать в электрический контакт с областью вокруг канала. Причем эта выходная поверхность в вышеназванном смысле надлежащим образом должна была бы быть размещена в ближайшей области вокруг инсертированной части имплантата.
Дентальные имплантаты могут быть выполнены в виде так называемых цельных имплантатов, которые имеют по существу неразъемную конструкцию их основной части. Но чтобы обеспечить возможность облегченного ввода в рот пациента и, в частности, особенно всеобъемлющую подготовку собственно протеза при установке на имплантат уже до работы с пациентом, например, в зуботехнической лаборатории, дентальные имплантаты могут быть также выполнены из нескольких частей. В частности, при этом может быть предусмотрена конструкция, обычно состоящая из двух частей, при этом система дентального имплантата включает в себя первую часть имплантата, предусмотренную для ввода в челюстную кость, также называемую собственно имплантатом, или стержневой частью, и дополнительно к ней сопряженную, также называемую надстроечной частью или абатментом, вторую часть имплантата, на которую, в свою очередь, может устанавливаться элемент искусственного зуба, предусмотренный в виде протеза или тому подобного. Первая часть имплантата, или стержневая часть, на своей наружной стороне обычно снабжена резьбой, которая может быть выполнена в виде самонарезающей или же не самонарезающей резьбы. Обычно при этом область, которая должна врастать в кость или костную ткань, снабжается поверхностной шероховатостью или покрытием.
При этом надстроечная часть или абатмент обычно привертывается с помощью надлежащим образом выбранного соединительного винта к стержневой части. При этом при вводе резьба соединительного винта ввертывается в предусмотренную внутреннюю резьбу в стержневой части. При этом головка соединительного винта при ввертывании через торцевое углубление надстроечной части прижимает ее к стержневой части. В особенно предпочтительном варианте осуществления обрабатывающий элемент предусмотрен для применения в дентальном имплантате такого рода, состоящем из двух или нескольких частей. Для этого его соединительная система целесообразным образом включает в себя соединительный винт для ввода в канал для винта стержневой части системы дентального имплантата, выполненной из двух или нескольких частей. В этом варианте осуществления обрабатывающий элемент может, таким образом, называться «обрабатывающим абатментом», который вместо собственно предусмотренного абатмента системы дентального имплантата, состоящей из нескольких частей, устанавливается на ее стержневую часть и соединяется с ней.
Чтобы при конструкции такого рода создать особенно электрически надежный и действенный доступ или контакт с областью инсерции инсертированной стержневой части, то есть, в частности, ее металлической основной части, в другом предпочтительном варианте осуществления обрабатывающий элемент выполнен таким образом, что соединительный винт соединен электрически проводящим соединением с первым проводящим элементом.
Предпочтительно основная часть обрабатывающего элемента выполнена на своей контактной поверхности электрически изолированной относительно части дентального имплантата. Тем самым гарантируется, что подача тока или потенциала может осуществляться желаемым образом, а именно, при целенаправленном задействовании в подаче тока инсертированной области части дентального имплантата. При этом сама основная часть может быть выполнена на основе электрически изолирующего материала, например, в виде керамического корпуса или пластмассового корпуса, причем в этом случае электроды могут быть выполнены в виде размещенных надлежащим образом металлических компонентов или проведенных надлежащим образом жидкостных каналов. Альтернативно основная часть может быть также выполнена в виде металлического корпуса, например, из титана. В этом случае изоляционное действие относительно части дентального имплантата может достигаться путем установки надлежащего изоляторного элемента, в частности, самостоятельного компонента или же поверхностного покрытия.
Чтобы особенно способствовать желаемой подаче тока или потенциала в непосредственной пространственной близости к месту инсерции части имплантата, в предпочтительном усовершенствовании второй проводящий элемент обрабатывающего элемента опирается на основную часть с возможностью смещения в продольном направлении по существу параллельно ее центральной оси. В варианте осуществления в виде электрода он может быть при этом выполнен, в частности, в виде игольчатого элемента, например, в форме тонкой проволоки или тому подобного, который после монтажа обрабатывающего элемента на части дентального имплантата может смещаться в направлении области инсерции. В варианте осуществления в виде канала, направляющего проводящую жидкость, вместо этого может быть, например, предусмотрена тонкая трубка, канюля или тому подобное, которая тоже после монтажа обрабатывающего элемента на части дентального имплантата может смещаться в направлении области инсерции таким образом, чтобы ее выходная поверхность размещалась достаточно близко к требующей обработки области пространства инсертированной части имплантата.
В альтернативном или дополнительном предпочтительном усовершенствовании второй проводящий элемент установлен на основной части таким образом, что его расположенный на конце контакт, если смотреть в боковом направлении, может размещаться на расстоянии максимум 10 мм, предпочтительно максимум 5 мм, от центральной продольной оси части дентального имплантата, и в дополнительном или другом предпочтительном варианте осуществления, если смотреть в боковом направлении, на расстоянии по меньшей мере 1 мм, предпочтительно по меньшей мере 1,5 мм, от центральной продольной оси части дентального имплантата. При этом желаемое получение сравнительно высоких плотностей электрического тока может особенно предпочтительно достигаться непосредственно в месте инсерции части имплантата при одновременно сниженной токовой нагрузке остальной ткани организма.
Как уже излагалось, проводящие элементы в виде «традиционных» электродов могут быть выполнены в виде и геометрически конфигурированных надлежащим образом выбранных электродов, например, на основе металла. Но особенно предпочтительным считается альтернативный вариант осуществления на основе использования электрической проводимости жидкостей, так как при этом, с одной стороны, достижима сравнительно высокая гибкость при проведении канала и вместе с тем также при подаче тока и потенциала.
В отношении обрабатывающей системы для части дентального имплантата названная задача решается с помощью обрабатывающего элемента вышеназванного рода, проводящие элементы которого электрически соединены с источником тока или напряжения.
Как совершенно неожиданно выяснилось, при этом в особенно высокой степени действенной является подача на пораженный бактериями имплантат импульсов тока или напряжения, в частности, что касается удаления органических остатков, которые после уничтожения бактерий еще прилипают к материалу. Поэтому в особенно предпочтительном варианте осуществления источник тока или напряжения обрабатывающей системы предназначен, при необходимости для пульсирующей, подачи тока или напряжения на проводящие элементы. Особенно предпочтительным при этом является рабочее напряжение на электродах до 30 В.
Чтобы обеспечить возможность считающейся особенно предпочтительной комбинации электрической обработки инсертированной части дентального имплантата с обработкой, основанной на жидкости, к обрабатывающему элементу обрабатывающей системы предпочтительно подключена система для подвода очищающей жидкости или комбинации нескольких очищающих жидкостей. Особенно предпочтительно при этом в качестве очищающей жидкости предусмотрена вода, к которой примешана по меньшей мере одна кислота и/или по меньшей мере одна соль. При этом в качестве кислоты особенно предпочтительно предусмотрена фосфорная кислота, лимонная кислота, муравьиная кислота, уксусная кислота, молочная кислота, углекислота или их комбинация. Альтернативно или дополнительно особенно предпочтительно при этом в качестве соли предусмотрен йодид, хлорид, нитрат, карбонат или гидрогенкарбонат натрия, кальция, алюминия, магния, олова или калия, и/или хлорит, нитрат или йодид аммония или их комбинация.
В отношении способа очищения части дентального имплантата названная задача решается путем подачи на часть дентального имплантата электрического напряжения и путем промывания ее очищающей жидкостью. Предпочтительно электрическое напряжение при этом подается импульсами. При этом в альтернативном или дополнительном предпочтительном усовершенствовании в качестве очищающей жидкости применяется жидкость вышеназванного рода.
Преимущества, достигнутые с помощью изобретения, заключаются, в частности, в том, что благодаря исполнению обрабатывающего элемента с проводящими элементами, в частности и особенно предпочтительно в комбинации с проведенными надлежащим образом каналами для подвода очищающей жидкости, может осуществляться целенаправленная и локализованная подача надлежащих импульсов тока или напряжения на часть дентального имплантата, без необходимости извлечения ее для этого изо рта пациента или другого терапевтического вмешательства. При этом в виде профилактической или сдерживающей меры возможно раннее уничтожение колоний бактерий на инсертированной части имплантата, в котором используется неожиданно обнаруженная действенность электрических токов при убивании бактерий, а также при отведении органического материала, возможно, еще прилипающего к инсертированной части имплантата.
Один из примеров осуществления изобретения поясняется подробнее с помощью чертежа. На нем показано:
фиг. 1, 2: соответственно система дентального имплантата;
фиг. 3, 4: соответственно часть имплантата, или стержневая часть, системы дентального имплантата;
фиг. 5: обрабатывающий элемент для части дентального имплантата, введенной в челюстную кость пациента, на виде в перспективе;
фиг. 6, 7: соответственно один из вариантов обрабатывающего элемента в соответствии с фиг. 5 в продольном сечении;
фиг. 8, 9: соответственно другой вариант обрабатывающего элемента на виде в перспективе;
фиг. 10: обрабатывающий элемент в соответствии с фиг. 9 в продольном сечении, и
фиг. 11: схематично обрабатывающая система, предназначенная для применения обрабатывающего элемента.
Одинаковые части на всех фигурах снабжены одними и теми же ссылочными обозначениями.
Система 1 дентального имплантата в соответствии с фиг. 1 предусмотрена для применения в челюстных костях вместо удаленного или выпавшего зуба, чтобы удерживать там протезную часть или коронку, служащую искусственным зубом. При этом система 1 дентального имплантата выполнена из нескольких частей и включает в себя первую часть 2 имплантата, выполненную в виде так называемой стержневой части, и сопряженную с ней, предусмотренную для установки элемента искусственного зуба, также называемую надстроечной частью или абатментом, вторую 4 часть имплантата. При этом первая часть 2 имплантата, или стержневая часть, снабжена с наружной стороны наружной резьбой 6, которая, в частности, выполнена на апикальном конце 8 в виде самонарезающей винтовой резьбы. При этом первая часть 2 имплантата, или стержневая часть, может вставляться в челюстную кость путем ввертывания в предусмотренном месте.
Чтобы после надлежащей установки элемента искусственного зуба или протеза на надстроечной части, или второй части 4, имплантата обеспечить возможность ввода в стержневую часть, или первую часть 2 имплантата, при высокой механической прочности, на второй части 4 имплантата выполнен соединительный шип 10, который может вдвигаться в сопряженный, предусмотренный в первой части 2 имплантата приемный канал 12. При вдвигании соединительного шипа 10 в приемный канал 12 возникает механическое соединение частей 2, 4 имплантата друг с другом. При этом для высокой механической прочности соединительный шип 10 по своему наружному контуру адаптирован к внутреннему контуру приемного канала 12, при этом оба, если смотреть в продольном направлении, могут быть выполнены в конической форме (пример осуществления в соответствии с фиг. 2). Кроме того, как это, в частности, предусмотрено в примере осуществления в соответствии с фиг. 3, наружный контур соединительного шипа 10, и соответственно адаптированным образом внутренний контур приемного канала 12, в поперечном сечении может быть выполнен с многоосевой (в примере осуществления шестиосевой) симметрией, так что при сборке названных компонентов образуется вращательный стопор, и при этом может устанавливаться надежная вращательная ориентация надстроечной части относительно стержневой части. В примере осуществления в соответствии с фиг. 3, 4 для этой цели индикации или для выполнения вращательного стопора на конце соединительного шипа 10 расположен индикаторный элемент 14, имеющий, со своей стороны, поперечное сечение с многоосевой симметрией, который в смонтированном состоянии входит в зацепление в соответствующую, сопряженную концевую часть 16 канала в приемном канале 12.
Система дентального 1 имплантата в этом примере осуществления выполнена для винтового соединения частей 2, 4 имплантата друг с другом. Для этого соответственно предусмотрен соединительный винт 18, который входит в зацепление в винтовую резьбу 20, соответственно предусмотренную внутри первой части 2 имплантата. В отношении выбора материала части 2, 4 имплантата адаптированы надлежащим образом к цели применения и обычно изготовлены из керамического материала, такого как, например, оксид циркония или оксид алюминия или же из выбранного надлежащим образом металла, такого как, например, титан.
В большинстве случаев у систем дентальных имплантатов, в частности также у систем дентальных имплантатов описанного выше рода, состоящих из двух частей, существует проблема, что вследствие проникновения бактерий или зародышей в область ткани вблизи места инсерции, в частности в области наружной резьбы 6, введенной в челюсть, могут возникать воспаления или очаги воспаления. Такого рода воспаления, возникающие, в частности, также вследствие так называемого периимплантита, в частности, когда они развиваются в течение продолжительного периода времени и могут усиливаться, могут приводить к тяжелому повреждению ткани и кости в области места инсерции. Без надлежащих ответных мер эти повреждения могут приводить к тому, что вся система имплантата, то есть, в частности, также уже инсертированная стержневая часть, или вторая часть 4 имплантата, должна снова удаляться из кости и заменяться другим протезом. Этот вызванный периимплантитом, крайне нежелательный эффект может, таким образом, приводить к полной потере системы имплантата, так что могут потребоваться повторные хирургические меры, такие как, например, выскабливание пораженной области в челюстной кости и повторное снабжение системой имплантата. Кроме того, при такого рода извлечении может произойти потеря кости или другая потеря тканевой субстанции, которая в экстремальном случае может доводить до того, что повторное снабжение другим имплантатом будет уже совсем не возможно. Такого рода необходимость повторного снабжения, вызванная периимплантитом, может также возникать после сравнительно долгих периодов времени после первого вставления системы имплантата, например, до нескольких лет или даже десятилетий.
При этом зародыши или бактерии, наблюдаемые в связи с периимплантитом, могут, в принципе, заселять внутреннюю область стержневой части 2, но, как правило, прилипают прямо к поверхности стержневой части 2, интертированной в челюстную кость, в области контакта с окружающей тканью или костным материалом, то есть, в частности, в области наружной резьбы 6. В ее области поверхность стержневой части 2 может быть снабжена шероховатостью или тому подобным, чтобы особенно благоприятствовать врастанию в ткань или кость и помогать вживлению стержневой части 2 после инсерции. Именно в области такого рода шероховатости поверхности, собственно считающейся особенно благоприятной для системы имплантата, может, однако, происходить усиленное поселение зародышей или бактерий, причем эта шероховатость еще дополнительно затрудняет целенаправленное удаление имеющихся зародышей или бактерий.
Поэтому существует неотложная потребность в надлежащих ответных мерах, чтобы в случае начинающегося или уже наступившего периимплантита при сохранении уже вставленной системы импланта, то есть, в частности, уже инсертированной стержневой части 2, можно было действенно подавлять очаг воспаления и убивать проникшие зародыши, так чтобы в итоге в области вокруг наружной резьбы 6 снова могла образоваться здоровая ткань или здоровая костная субстанция. Для этого желательно, дополнительно к целенаправленному убиванию зародышей или бактерий в пострадавшей области, также еще надежно удалять остатки их материала и фрагменты из пострадавшей области пространства, так чтобы в итоге пострадавшая область снова могла заполняться здоровой тканью или костным материалом, и могло снова образовываться внутреннее соединение между наружной поверхностью стержневой части 2 и окружающей тканью или костным материалом. Кроме того, должна надежно удаляться образованная бактериям биопленка, включая органические остатки убитых бактерий.
Для этой цели, то есть для убивания зародышей или бактерий в области инсерции стержневой части 2 и, в частности, также для последующего вымывания, удаления и выноса остатков ткани и материала убитых бактерий, предусмотрен обрабатывающий элемент 30, 30', который показан на виде в перспективе на фиг. 5. При этом первый предпочтительный вариант обрабатывающей системы 30 показан в продольном сечении на фиг. 6, а второй предпочтительный вариант обрабатывающей системы 30' показан в продольном сечении на фиг. 7.
При этом обрабатывающий элемент 30, 30' в этом примере осуществления, вследствие исполнения самой системы 1 имплантата из двух частей, выполнен в виде обрабатывающего абатмента, и предусмотрен для выполнения названной обработки для изображенной, выполненной из двух частей системы 1 имплантата, при этом должна осуществляться временная установка обрабатывающего элемента 30, 30' на стержневую часть 2 вместо собственно абатмента или второй части 4 имплантата. Поэтому приведенные ниже рассуждения относятся к этому случаю системы 1 имплантата, состоящей из двух частей; но, разумеется, в аналогичном исполнении может быть также предусмотрено соответствующее применение для цельных имплантатов; для этого должно было бы быть только надлежащим образом выполнено механическое соединение обрабатывающего элемента 30, 30' с частью системы имплантата, остающейся в челюстной кости также во время обработки, например, с помощью надлежащей контактной поверхности, которой обрабатывающий элемент 30, 30' вместо протеза может устанавливаться на абатмент имплантата. Также альтернативно обрабатывающий элемент 30, 30' может устанавливаться сверху на собственно абатмент 4 системы 1 имплантата, так чтобы, например, могло быть предусмотрено применение, например, для подавления воспаления мягкой ткани (мукозита) путем убивания бактерий и очищения поверхности, без необходимости удаления для этого собственно абатмента.
В варианте осуществления системы 1 имплантата из двух частей, предусмотренном в этом примере осуществления, для проведения обработки, более подробно описанной ниже, сначала, при необходимости после удаления протеза, установленного на собственно абатмент или вторую часть 4 имплантата, разъединяется винтовое соединение между первой и второй частью 2, 4 имплантата, и вторая часть 4 имплантата снимается. Первая часть имплантата, или стержневая часть 2, остается при этом в челюстной кости. Затем обрабатывающий элемент 30, 30' устанавливается на стержневую часть 2 вместо собственно абатмента 4.
Изображенные на фиг. 6 и 7 варианты обрабатывающего элемента 30, 30' по существу одинаковы по конструкции, но отличаются друг от друга способом, которым должно производиться крепление на стержневой части 2 во время собственно обработки. В варианте в соответствии с фиг. 6 предусмотрено крепление с использованием винтового соединения, в отличие от чего в варианте в соответствии с фиг. 7 предусмотрено только насаживание на стержневую часть 2.
Таким образом, обрабатывающий элемент 30, изображенный на фиг. 6, после установки на стержневую часть 2 соединяется с ней с помощью винтового соединения, в отличие от чего обрабатывающий элемент 30', изображенный на фиг. 7, при установке на стержневую часть 2 вставляется в нее. Для этого обрабатывающий элемент 30, 30' в обоих вариантах имеет по существу плоскую контактную поверхность 32, которой он может устанавливаться на торцевую кромку 34 стержневой части 2. Контактная поверхность 32 при определенных обстоятельствах может также выполнять функцию уплотнительной поверхности и быть выполнена соответствующим образом; в частности, для этого она может быть выполнена конической.
Обрабатывающий элемент 30, 30' по своей конфигурации и принципиальному исполнению основан на двух основных концепциях изобретения, каждая из которых считается самостоятельным изобретением: с одной стороны, он выполнен для того, чтобы целенаправленно убивать зародыши или бактерии, имеющиеся в области инсерции стержневой части 2, путем целенаправленного подвода бактерицидного, но переносимого для человеческого организма, очищающего или дезинфицирующего средства. С другой стороны, он предназначен для того, чтобы удалять с наружной поверхности стержневой части 2, в частности в области наружной резьбы 6 на поверхности стержневой части, возможно, еще прилипающие остатки или фрагменты зародышей и/или бактерий путем импульсной подачи толчков тока, так чтобы затем они могли вымываться.
Поэтому в первом аспекте изобретения, считающемся самостоятельным изобретением как в отношении конфигурации системы, так и в отношении предусмотренных шагов способа обработки, обрабатывающий элемент 30, 30' как по структуре, так и по функции/концепции предназначен для того, чтобы целенаправленно запитывать обрабатывающую жидкость для убивания зародышей или бактерий и/или для очищения инсертированной части 2 имплантата в область инсерции стержневой части 2, в частности, область ее наружной резьбы 6. При этом в качестве обрабатывающей жидкости особенно предпочтительно предусмотрена вода, к которой примешана по меньшей мере одна кислота и/или по меньшей мере одна соль. При этом в качестве кислоты особенно предпочтительно предусмотрена фосфорная кислота, лимонная кислота, муравьиная кислота, уксусная кислота, молочная кислота, углекислота или их комбинация. Альтернативно или дополнительно особенно предпочтительно при этом в качестве соли предусмотрен йодид, хлорид, нитрат, карбонат или гидрогенкарбонат натрия, кальция, алюминия, магния, олова или калия, и/или хлорит, нитрат или йодид аммония или их комбинация. Запитывание очищающей жидкости должно при этом осуществляться близко к обрабатывающему элементу 30, 30' и вместе с тем в непосредственном соседстве с пострадавшей областью пространства, то есть областью инсерции стержневой части 2.
Во втором аспекте изобретения, также самостоятельном как в отношении конфигурации системы, так и в отношении предусмотренных шагов способа обработки, обрабатывающий элемент 30, 30' предназначен для того, чтобы надежно удалять убитые бактерии или зародыши или, соответственно, их остатки или фрагменты с наружной поверхности стержневой части 2, так чтобы они затем могли вымываться, и впоследствии здоровая ткань или костный материал мог прилегать к поверхности стержневой части 2, и она снова могла полностью врастать в здоровую ткань или костный материал. Для удаления бактерий или зародышей или, соответственно, их остатков или фрагментов с поверхности предусмотрено ее смачивание проводящей жидкостью при подаче импульсных толчков тока. Как, например, также совершенно неожиданно выяснилось, по-видимому, именно эта импульсная подача толчков тока особенно надежно осуществляет удаление бактерий или зародышей или, соответственно, их фрагментов или остатков с находящейся под ними поверхности, даже если она снабжена шероховатостью и особенно способствует собственно прилипанию органического материала благодаря структуре ее поверхности.
При этом в основе лежит тот неожиданный результат, что подача на саму стержневую часть 2 импульсных толчков тока в области ее наружной поверхности, то есть, в частности, в области наружной резьбы 6, приводит к выделению из поверхности фрагментов самого материала стержня, то есть, например, титана. В частности, при этом подача толчков тока, именно при выбранной надлежащим образом проводящей жидкости, имеющей, например, ионные или кислотные компоненты, приводит к образованию областей TiO2, которые затем могут выделяться из титановой поверхности. Вследствие этого выделения компонентов поверхности из стержневой части 2 прилипающие к поверхности компоненты или фрагменты зародышей или бактерий одновременно удаляются и без остатка устраняются, так что они не могут образовывать основу и питательную среду для повторного поселения зародышей в этих областях. Остается освобожденная от зародышей, бактерий и их компонентов или остатков, шероховатая и пористая поверхность стержневой части 2, которая хорошо может служить основой для будущей интеграции в возобновляющуюся костную ткань. Оставшаяся поверхность может быть при этом также образована слоем оксида титана, который также возникал бы при анодировании поверхности.
Дополнительное усиление этого желательного в смысле надежного очищения поверхности отделения компонентов поверхности от инсертированной стержневой части 2 достижимо путем предпочтительного особенно целесообразного осуществления способа при подаче тока. Она может производиться таким образом, чтобы вследствие протекания тока происходило электролитическое образование пузырей газа в области инсертированной поверхности. При этом стержневая часть 2 может включаться в качестве анода или же катода. В частности, при по меньшей мере временном включении стержневой части 2 в качестве катода образуются полученные электролизом газы водород, кислород, азот и/или двуокись углерода. Образовавшиеся при этом пузыри газа поднимаются в окружающей жидкости и тем самым создают эффекты захвата, при которых названные компоненты поверхности вместе с ними снимаются и отводятся в наружном направлении. Например, совершенно неожиданно наблюдалось, что при использовании раствора, содержащего положительные ионы, например, водного раствора соли, эти ионы при включении стержневой части 2 в качестве катода осаждаются на ней и при этом значительно усиливают образование пузырей. Например, присутствие ионов Na+ при включении стержневой части 2 в качестве катода приводит к значительному образованию пузырей, так как Na сразу приводит к окислению.
В третьем аспекте изобретения, также самостоятельном как в отношении конфигурации системы, так и в отношении предусмотренных шагов способа обработки, обрабатывающий элемент 30, 30' выполнен для комбинации названных аспектов, устроенной особенно просто и эффективно. При этом в основе лежит концепция, что как предусмотренный подвод очищающей жидкости, так и целенаправленное удаление остатков и фрагментов бактерий или зародышей может достигаться путем создания названных импульсов тока в одной общей системе, и, таким образом, особенно просто устроенными средствами.
С учетом этих расчетных целей обрабатывающий элемент 30, 30' имеет конструктивную компоновку, которую можно видеть на изображениях на виде в перспективе в соответствии с фиг. 5 и в продольном сечении в соответствии с фиг. 6 или, соответственно, фиг. 7. Там обрабатывающий элемент 30, 30' изображен в каждом случае в смонтированном на стержневой части 2 состоянии. Также при этом изображена кольцеобразно окружающая стержневую часть 2 в области ее наружной резьбы область 36 пространства в челюстной кости 38, которая поражена периимплантитом и соответственно этому страдает от бактерий.
Обрабатывающий элемент 30, 30' имеет выполненную по существу в виде корпуса цилиндрической боковой поверхности основную часть 40, которая своей торцевой поверхностью 42, образующей контактную поверхность 32, установлена на верхнюю торцевую поверхность или кромку 34 стержневой части 2. Для повышенной механической прочности на основной части 50, кроме того, выполнен соединительный шип 43, который по контуру и геометрическим параметрам адаптирован к приемному каналу 12 в стержневой части 2 и может вдвигаться в него, так чтобы при вдвинутом соединительном шипе была обеспечена возможность надежного размещения и временной фиксации.
Во внутреннем пространстве основной части 40 и коаксиально с ним предусмотрен центральный внутренний канал 44. Обрабатывающий элемент 30 в варианте в соответствии с фиг. 6 предназначен для использования винтового соединения во время предусмотренной фазы обработки, и соответственно этому в этом варианте во внутреннем канале 44 установлен соединительный винт 46. Соединительный винт 46 своей резьбой 48 входит в зацепление в предусмотренную внутри стержневой части 2 винтовую резьбу 20. Иначе, чем соединительный винт 18, предусмотренный для соединения собственно абатмента 4 со стержневой частью 2, соединительный винт 46 не рассчитан на высокую механическую нагрузочную способность и долговечность созданного винтового соединения; более того, в основе соединительного винта 46 лежат другие критерии расчета. При этом в частности, учтен поясненный ниже процесс обработки, при котором соединительный винт 46 и вместе с ним стержневая часть 2 должны служить электродом для импульсов тока. Соответственно этому соединительный винт 46 изготовлен из электрически проводящего материала, в частности из металла, такого как, например, титан.
В варианте в соответствии с фиг. 7, в остальном по существу одинаковом по конструкции, обрабатывающий элемент 30', в отличие от этого, предназначен для вставного соединения со стержневой частью 2. Для этого в этом варианте во внутреннем канале 44 установлен электрический контактирующий элемент 49 и предпочтительно опирается с возможностью смещения в его продольном направлении. В расчете электрического контактирующего элемента 49 и его пространственной конфигурации также учтен поясненный ниже процесс обработки, при котором электрический контактирующий элемент 49 и вместе с ним стержневая часть 2 должны служить электродом для импульсов тока. Следовательно, в этом варианте электрический контактирующий элемент 49 изготовлен из обладающего надлежащей электрической проводимостью материала, в частности из металла, такого как, например, титан, и оперт и установлен во внутреннем канале 44 таким образом, что в полностью вдвинутом во внутренний канал 44 состоянии он наталкивается своим острием 50 иглы на дно 52 или на другую область внутреннего канала 44 и при этом создает надежный электрический контакт со стержневой частью 2. Альтернативно электрический контактирующий элемент 49 в своей концевой области может быть также выполнен в виде разводного пружинящего элемента, который создает надежное электрическое контактирование с боковыми внутренними поверхностями внутреннего канала 44.
Обрабатывающий элемент 30, 30' предназначен для подвода в область 36 пространства очищающей жидкости, которая, в частности, может также осуществлять убивание зародышей или бактерий. Для этого основная часть 40 снабжена некоторым количеством средопроводящих каналов 56, которое с входной стороны соединено с системой снабжения или питания обрабатывающей жидкостью. Причем в этом примере осуществления средопроводящие каналы 56 образованы пазами 59, выполненными в кольцевом корпусе 58, окружающем основную часть 40. Причем этот кольцевой корпус 58 надвинут на основную часть 40, так что пазы 59 во внутреннем направлении закрыты наружной боковой поверхностью основной части 40 и при этом образуют систему из средопроводящих каналов 56. Альтернативно средопроводящие каналы могли бы быть также, конечно, выполнены иным образом прямо в основной части 40.
В непосредственной близости к области контакта торцевой поверхности 42 основной части 40 с торцевой кромкой 34 стержневой части 2 образованная средопроводящими каналами 56 система каналов имеет некоторое количество выпускных отверстий 60, из которых для простоты изображения на фиг. 6, 7 показаны соответственно только два. При этом каждый средопроводящий канал 56 в этом примере осуществления снабжен выпускным отверстием 60. Но по поперечному сечению и количеству эти выпускные отверстия 60 могут быть также адаптированы к индивидуальным задачам. Например, могло бы быть предусмотрено одно единственное выпускное отверстие, которое, например, образует проходящий по всему периметру кольцевой зазор между торцевой поверхностью 42 и торцевой кромкой 34. Альтернативно может быть также предусмотрено множество выпускных отверстий 60, которые, в частности, если смотреть в окружном направлении основной части 40, могут быть расположены вокруг по ее периметру. Альтернативно может быть также предусмотрен только один единственный средопроводящий канал 56 с сопряженным отдельным выпускным отверстием 60, которое предпочтительно может размещаться индивидуально и при этом может быть выполнено для локализованного выпуска обрабатывающей жидкости в ограниченную область пространства.
Система каналов, образованная средопроводящим каналом или каналами 56, своими выпускными отверстиями 60 впадает непосредственно рядом с торцевой поверхностью 42 и при этом непосредственно над областью 36 пространства, так что вытекающая из выпускных отверстий 60 среда более или менее прямо попадает в находящуюся под ними область 36 пространства. С помощью этого варианта осуществления основной части 40, считающегося самостоятельным изобретением, обрабатывающий элемент 30, 30' образует при этом систему каналов, с помощью которой обрабатывающая жидкость целенаправленно и действенно может вводиться прямо в область 36 пространства, нуждающуюся в обработке.
Дополнительно обрабатывающий элемент 30, 30' выполнен также специфическим образом как электрическая система. При этом в качестве принципа расчета, в частности, предусмотрено, обеспечить возможность импульсной подачи в среду, направляемой в средопроводящих каналах 56, в частности, направляемого в них раствора поваренной соли, толчков тока. При этом обрабатывающий элемент 30, 30' предназначен для того, чтобы можно было целенаправленно локализованно создавать протекание тока, предусмотренное в целях очищения инсертированной части 2 имплантата, в нуждающейся в обработке области 36 пространства. При этом обрабатывающий элемент 30, 30' построен по тому принципу расчета, что электрический ток может подаваться на инсертированную часть 2 имплантата, и она может использоваться в качестве электрода. Для этого обрабатывающий элемент 30, 30' включает в себя первый проводящий элемент, образующий цепь электрического тока и электрически соединенный с помощью соединительного винта 46 или, соответственно, электрического контактирующего элемента 49 с частью 2 имплантата, который, со своей стороны, может подключаться к выбранному надлежащим образом источнику тока или напряжения.
Для образования противоположного полюса или противоположного электрода предусмотрено использование электрической проводимости очищающей жидкости, направляемой в средопроводящих каналах 56. Для этого внутреннее пространство средопроводящих каналов 56, со своей стороны, электрически соединено с другим полюсом источника тока или напряжения. При этом выпускные отверстия 60 средопроводящих каналов 56 в электрическом отношении образуют контакт 64 или точку электрического контакта, через которую осуществляется протекание тока в часть 2 имплантата или от части 2 имплантата. Благодаря этому использованию выпускных отверстий 60, размещенных в непосредственном соседстве от области 36 пространства, нуждающейся в обработке, в качестве электрического контакта 64, достигнуто, что подаваемый в целях обработки и очищения электрический ток может течь сквозь пораженную бактериями зону поверхности инсертированной части 2 имплантата и оттуда практически непосредственно, то есть, в частности, без «обходных путей» через следующую ткань организма или тому подобное, к контактной поверхности 64 или, соответственно, к точке контакта. При этом средопроводящие каналы 56, включая направляемую в них, электрически проводящую очищающую жидкость и соответствующие элементы подключения, образуют в этом примере осуществления вторую цепь электрического тока к проводящему элементу 66, образующему расположенный на конце контакт 64.
Но альтернативно второй проводящий элемент 66 мог бы также быть выполнен в виде «традиционного» электрода, то есть, в частности, в виде электрически проводящего игольчатого элемента из металла. Он мог бы, в частности, быть оперт на основную часть 40 с возможностью смещения в продольном направлении по существу параллельно ее центральной оси. Для образования этого электрода или же при необходимости дополнительно предусмотренного третьего электрода, который, например, может быть предусмотрен для локального создания электрического поля, например, для усиления поля, при необходимости может быть также предусмотрен выполненный в надлежащей форме другой металлический корпус 68. При этом обрабатывающий элемент 30, 30' может быть также выполнен без средопроводящих каналов, при этом противоположный электрод и вместе с тем вторая цепь тока может быть образована исключительно этим металлическим корпусом 68. В этом случае контакт 64 образуется концевой свободной поверхностью данного корпуса электрода.
Благодаря размещению выпускных отверстий 60 и/или концевой контактной поверхности 69 металлического корпуса 68, кроме того, гарантировано, что образованная ими контактная поверхность 64 второго проводящего элемента 66, если смотреть в боковом направлении, размещена на расстоянии минимум 1 мм и максимум 10 мм от центральной продольной оси части 2 дентального имплантата.
Основная часть 40 обрабатывающего элемента 30, 30' могла бы быть выполнена из изолирующего материала, такого как, например, керамика или полимерный материал. Однако в этом примере осуществления она изготовлена из металла, а именно, из титана. Чтобы при этом обеспечить надежную электрическую изоляцию компонентов друг относительно друга, на своей торцевой поверхности 42, образующей контактную поверхность с частью 2 дентального имплантата, она снабжена изолирующим покрытием 70 и, таким образом, выполнена электрически изолированно. Кроме того, кольцевой корпус 58 выполнен из изолирующего материала, такого как, например, керамика.
В одном из альтернативных, не изображенных подробно вариантов осуществления может быть также предусмотрено не уплотняющее соединение при установке основной части 40 на торцевую поверхность 34 стержневой части 2. Это обеспечивает возможность проникновения предусмотренной обрабатывающей или очищающей жидкости во внутреннее пространство стержневой части 2 во время фазы обработки, так что при необходимости она тоже может подвергаться очищению.
В одном из альтернативных вариантов осуществления обрабатывающий элемент 30'', как это показано на виде в перспективе на фиг. 8, снабжен другой системой каналов, которая, например, может быть предусмотрена в виде возвратного канала для очищающей жидкости, в качестве отдельного подвода для введения смеси сред, или же в качестве отсасывающего канала. Для этого в этом варианте осуществления кольцевой корпус 58 окружен другим кольцевым корпусом 71, в котором для образования других средопроводящих каналов 72 с внутренней стороны тоже выполнены пазы 74.
В поясненных выше вариантах осуществления средопроводящие каналы 56 и/или проводящие элементы 60, 66 выполнены в по существу интегрированной конструкции и проведены внутри основной части 40 или, соответственно, соединенных с ней кольцевых корпусов 58, 71. Но альтернативно или дополнительно также некоторые или все из средопроводящих каналов 56 и/или проводящих элементов 60, 66 могут быть расположены на основной части 40 снаружи и соединены с ней с помощью надлежащих систем крепления. Этот вариант осуществления показан в примере осуществления на виде в перспективе на фиг. 9, а в продольном сечении на фиг. 10. Дополнительно к уже поясненным компонентам показанный там обрабатывающий элемент 30''' снабжен расположенными на кольцевом корпусе 58 снаружи, обладающими возможностью смещения в продольном направлении канальными элементами 80. Они могут быть выполнены аналогично средопроводящим каналам 56 в виде канюль или тому подобного и заполняться очищающей жидкостью и дополнительно служить проводящим элементом 66. Но альтернативно они могут быть также выполнены металлическими в виде электродов и надлежащим образом электрически соединяться с источником тока или напряжения. Дополнительно в примере осуществления в соответствии с фиг. 9 показан еще один вариант, в котором дополнительно к средопроводящим каналам, образованным расположенными снаружи канальными элементами 80, предусмотрены также еще образованные пазами 59 в кольцевом корпусе 58, интегрированные средопроводящие каналы 56.
Обрабатывающий элемент 30, 30', 30'', 30''' применяется предпочтительно в обрабатывающей системе 90, которая показана на фиг. 10. Обрабатывающая система 90 предусмотрена для инсертированной части дентального имплантата, или стержневой части 2, и включает в себя обрабатывающий элемент 30, 30', 30'', 30''' и дополнительно к нему соединительный элемент 92 между обрабатывающим элементом и шланговым пакетом 94, вставное соединение 96 между шланговым пакетом и расположенным вне рта пациента блоком 98 снабжения и управления. Этот блок 98 снабжения и управления включает в себя электрическое снабжение, которое может подавать напряжение и/или заставлять течь ток между электродом в стержневой части 2 и другим электродом, который может находиться в обрабатывающем элементе 30, 30', 30'', 30''', вставных соединениях 96, шланговом пакете 94 и/или блоке 98 снабжения и управления. Этот электрод может иметь электрически проводящее место контакта со средами/электролитами.
Это напряжение или этот ток может подаваться в виде постоянного напряжения/тока, в обоих направлениях полярности, или в виде переменного напряжения на оба электрода. Если речь идет о переменном напряжении, оно может представлять собой синус, треугольник, прямоугольник или их любое возможное наложение с различными частотами. Кроме того, на это переменное напряжение может быть наложено постоянное напряжение. Существует также возможность применения пульсирующего постоянного напряжения. Для создания электрического поля может быть установлен третий, электрически изолированный электрод предпочтительно в обрабатывающем элементе 30, 30', 30'', 30'''.
Кроме того, блок 98 снабжения и управления включает в себя резервуар для по меньшей мере двух жидкостей или электролитов. Они могут с помощью насосов или с помощью одного или нескольких клапанов или клапанных узлов одновременно (смешивая) или поочередно через шланговый пакет 94 нагнетаться в обрабатывающий элемент 30, 30', 30''. В одном из особенно предпочтительных случаев блок 98 снабжения и управления включает в себя также отсос, чтобы можно было снова отсасывать жидкости или электролиты, подведенные с помощью обрабатывающего элемента 30, 30', 30'', 30''', после их использования. Кроме того, в одном из особенно предпочтительных вариантов осуществления блок 98 снабжения и управления включает в себя подготовку СО2 для воды и других жидкостей/электролитов. Для оптимизации процесса в блок 98 снабжения и управления может быть также интегрировано темперирование сред.
Шланговый пакет 94 и вставные соединения 96 рассчитаны так, что они могут обеспечивать протекание тока и поток среды. При полном оснащении это были бы, в частности, три электрических провода и два канала для жидкости/электролита.
Материал электрода может быть таким же, как и материал стержневой части 2. Так как стержневые части 2 предпочтительно изготовлены из титана или титанового сплава, предпочтительно выполнить другой/другие электроды из другого металла. Титан и подобные титану металлы при подаче анодного тока чаще всего образуют защитный оксидный слой, который выполняет функцию изолятора. Чтобы при подаче катодного тока на стержневую часть 2 не ограничивать протекание тока таким оксидным слоем, предпочтительно использовать в качестве противоположного электрода металл, не образующий или почти не образующий оксидный слой. В одном из особенно предпочтительных случаев этот электрод не коррозирует ни при контакте со средами/электролитами, ни при подаче напряжения или тока. Предпочтительно этот электрод выполнен из золота, платины, палладия.
Если также внутренняя область инсертированного имплантата/стержневой части 2 загрязнена и, следовательно, должна очищаться, существует возможность отдельной или совместной промывки средой и подачи тока в эту внутреннюю область.
Проводящие элементы могут быть также выполнены в форме гибкой или жесткой мембраны, которая не дает проходить жидкостям, а только имеющимся в электролите ионам. При таком варианте осуществления предпочтительно одна из цепей тока впадает во внутреннюю область стержневой части 2 и ведет дальше, мимо контактных поверхностей 32, в этом случае совсем не уплотняющих или только частично уплотняющих, до наружной поверхности стержневой части 2.
Обрабатывающая жидкость, предусмотренная для осуществления способа, в особенно предпочтительном варианте осуществления выбрана надлежащим образом и имеет состав с учетом вышеназванных аспектов. При этом выбор и составление основных компонентов обрабатывающей жидкости произведен, в частности, с учетом заложенного принципа действия, т.е. создания электрического тока в области пространства поверхности, нуждающейся в обработке, при этом, в частности, гарантировано, что для этой цели в обрабатывающей жидкости имеется достаточно высокая электрическая проводимость. Это должно, в частности, гарантироваться достаточно высокой выбранной плотностью ионов в обрабатывающей жидкости. Для этого в качестве основного компонента обрабатывающей жидкости предусмотрена соль металла, предпочтительно в водном растворе. Она поставляет ионы для передачи тока, и, кроме того, возникающие после соответствующей электродной реакции продукты разложения обладают также еще надлежащими биохимическими действиями. Путем целенаправленного выбора достаточно высокой электрической проводимости при проведении способа очищения на инсертированном имплантате должно гарантироваться, чтобы протекание тока осуществлялось через обрабатывающую жидкость и вместе с тем через части и компоненты, нуждающиеся в обработке, но не через ткань организма пациента, так что опасность для пациента нежелательного протекания тока через мягкие ткани, кости, кровь и/или другие материалы организма может сводиться к минимуму. При этом электрическая проводимость обрабатывающей жидкости должна быть по возможности кратной электрической проводимости крови, костей, мягких тканей, жировых тканей или других материалов организма.
Следовательно, при выборе и составлении основных компонентов обрабатывающей жидкости учитываются, в частности, следующие значения проводимости (при этом электрическая проводимость σ указывается в общепринятых единицах мСм/см):
кожа: 0,03-0,1 мСм/см;
кости: 0,06-0,2 мСм/см;
жировые ткани: 0,20-1,0 мСм/см;
мышечные ткани: 0,80-2,5 мСм/см;
кровь: приблизительно 6,7 мСм/см;
другие жидкости организма: приблизительно 15 мСм/см.
Поэтому для надлежащего снижения потенциала опасности для пациента и ограничения протекания тока желаемыми областями электрическая проводимость должна равняться по меньшей мере двукратной, предпочтительно пятикратной, особенно предпочтительно десятикратной проводимости прочих жидкостей организма. Поэтому электрическая проводимость обрабатывающей жидкости должна иметь значение, равное по меньшей мере 30 мСм/см, предпочтительно 75 мСм/см и особенно предпочтительно по меньшей мере 150 мСм/см. По сравнению с кровью это означает, что электрическая проводимость обрабатывающей жидкости равна предпочтительным образом по меньшей мере примерно пятикратной, предпочтительно по меньшей мере примерно десятикратной и особенно предпочтительно по меньшей мере примерно двадцатикратной проводимости крови. Измерения показали, что при применении выбранной таким образом обрабатывающей жидкости электрическое напряжение, действию которого подвергаются ткани организма, кровь, жидкости организма и прочее, ниже 6 В, предпочтительно ниже 3 В, особенно предпочтительно ниже 1,5 В. При этом, благодаря низким напряжениям, могут надежно исключаться повреждения для пациента. Для поддержания такой проводимости, в частности, концентрация ионов в обрабатывающей жидкости и в образующих ее основных компонентах может выбираться достаточно высокой; для этого могут применяться щелочи, кислоты, соли и/или другие ионообразующие вещества или соединения веществ.
При выборе и составлении основных компонентов обрабатывающей жидкости в особой мере учтено, что очищающее или удаляющее биопленку действие электролитической обработки загрязненной поверхности имплантата основано на комбинации нескольких причин, которые должны использоваться, по возможности дополняя друг друга. С одной стороны, при протекании тока через электролит предпочтительно в области электродов могут образовываться газы или пузыри газов, которые обладают (механическим) действием снятия биопленки. Возникновение этих газов осуществляется непосредственно на поверхности имплантата, служащей электродом, и, таким образом, между этой поверхностью и биопленкой. Возникающие при этом пузыри газа скоростью своего роста и своим максимальным размером влияют на процесс удаления.
В качестве второй причины очищающего имплантат или удаляющего биопленку действия электролитического процесса можно назвать разлагающее, разрушающее или растворяющее воздействие веществ или соединений веществ, возникающих при электролизе, на собственно прилипание биопленки к поверхности имплантата, то есть на механизм приклеивания или прикрепления.
Третья причина очищающего или удаляющего действия электролитического процесса основана на эффектах съема материала имплантата, при этом компоненты или частицы собственно имплантата выделяются из него в области его поверхности.
Четвертая причина очищающего или удаляющего действия электролитического процесса основана на образовании оксидного слоя металлических имплантатов, которые допускают это. При этом атомы металла металлического основного материала проникают в возможно, уже имеющийся оксидный слой, обусловленный подаваемым электрическим напряжением, и реагируют с веществами электролита (чаще всего кислород => образование оксида металла). У металлов, которые не образуют оксидного слоя или, соответственно, механически прочного оксидного слоя, могут также возникать неоксидные соединения веществ (чаще всего соли), которые затем переходят в раствор.
Предусмотренные для образования обрабатывающей жидкости основные компоненты надлежащим образом выбраны и скомбинированы друг с другом с учетом этих эффектов. Кроме того, в качестве основополагающей цели расчета учтено, что не должны возникать никакие токсичные или иным образом угрожающие пациенту или неприятные для него эффекты, так чтобы обрабатывающая жидкость была также пригодна для применения на инсертированном дентальном имплантате, то есть во рту пациента. Причем в этом примере осуществления в качестве основных компонентов предусмотрена по меньшей мере одна соль, с одной стороны, и одна кислота, с другой стороны, предпочтительно разведенные водой, выбор и состав которых ориентируется, в частности, на названные критерии. При этом в качестве кислоты особенно предпочтительно предусмотрена фосфорная кислота, лимонная кислота, яблочная кислота, уксусная кислота, молочная кислота, углекислота или их комбинация. Альтернативно или дополнительно в качестве соли при этом особенно предпочтительно предусмотрен йодид, хлорид, нитрат, карбонат или гидрогенкарбонат натрия, кальция, алюминия, магния или калия, и/или хлорит, нитрат или йодид аммония или их комбинация.
Кроме того, при этом учтено, что предусмотренный электролитический процесс может выполняться, на выбор, с включением стержневой части в качестве анода или в качестве катода. Следовательно, ниже осуществляется разделение на анодную реакцию и катодную реакцию.
При анодной реакции, то есть при включении стержневой части 2 в качестве анода, на аноде имеющиеся в обрабатывающей жидкости анионы обычно окисляются при отщеплении электронов. При этом может происходить непосредственная реакция с материалом, в частности образование оксидного слоя и/или соли с материалом имплантата. Костные имплантаты и соответственно этому также стержневая часть 2 чаще всего состоят из титана, циркония, тантала или из сплавов этих металлов. Кроме того, в сплавы добавляются и другие металлы. Эти металлы или металлические сплавы чаще всего имеют высокую степень образования оксидных слоев. Это образование оксидных слоев оказывает на поверхность пассивирующее действие. Следствием этого является прекращение или по меньшей мере очень сильное сокращение анодной реакции этих металлов или металлических сплавов. Так как в биопленке чаще всего находятся соединения веществ, содержащие кислород, прекращение этого пассивирования чаще всего невозможно. Если стержневая часть включается в качестве анода, то удаляющий очищающий эффект при этом чаще всего ограничен образованием оксидного слоя. При более высоких рабочих напряжениях, равных, например, больше 10 В, в широких исследованиях, правда, удалось выявить, что процесс снятия материала возможен, но что он связан с сильным выделением тепла. Это выделение тепла может приводить к нежелательному некрозу кости. Кроме того, происходящее при этом снятие материала также нежелательным образом изменяет свойства первоначальной поверхности имплантата.
Как исключение для этого, неожиданно оказалось, что у основного материала стержневой части 2, у которого в качестве компонента сплава имеется алюминий (например, у титана 5-го класса, который содержит примерно 6% долю алюминия и 4% долю ванадия), возможна также подача анодного тока на стержневую часть 2 без слишком сильного препятствования образования оксидного слоя этому процессу. Благодаря этому, в зависимости от состава обрабатывающей жидкости, газ хлора или йода или же СО2 может получаться прямо на поверхности стержневой части 2 и при этом непосредственно использоваться для желательного удаления биопленки. Для такого рода осуществления способа обрабатывающий элемент 30 особенно предпочтительно снабжен проводящим покрытием поверхности, например, из DLC (англ. diamond-like carbon, АПУ, алмазоподобный углерод), металла, проводящего полимерного материала или электрически проводящей керамики.
Особенно предпочтительным образом при этом выяснилось, что у основного материала титана класса IV или титана класса V стержневой части при добавлении СО2 в обрабатывающую жидкость, несмотря на образующийся оксидный слой, при подаче анодного тока возможно образование СО2, образование CI и/или образование I, которое обеспечивает возможность более продолжительного протекания тока.
Однако по вышеназванным причинам стержневая часть 2 при обработке обрабатывающей жидкостью предпочтительно включена в качестве катода. При этом положительно заряженные ионы (катионы) переходят на поверхность стержневой части 2. Это могут быть, в частности, ионы Н+, ионы металла или ионы углеводородов с длинной цепью, например, из ионных жидкостей. При этом соль, предусмотренная в качестве основного компонента обрабатывающей жидкости, выбрана, в частности, целенаправленно с учетом свойств катионов, которые должны способствовать или вообще обеспечивать возможность названного процесса. Для создания наиболее высокой возможной электрической проводимости предназначаются, в частности, малые ионы (ионы Н+ или катионы металла), которые, кроме того, в качестве дополнительного особенно благоприятного эффекта могут сравнительно легко проникать сквозь имеющуюся при известных условиях биопленку. Ионы Н+ восстанавливаются на катоде, образованном стержневой частью 2, с образованием элементарного водорода Н. Это вызывает образование пузырей. Другой катодной реакцией является осаждение элементарных металлов. Но большинство металлов осаждались бы в виде металлического осадка, покрывающего поверхность. Это был бы нежелательный эффект, так как это покрытие имело бы неблагоприятные адгезионные свойства и неблагоприятные химические (электрохимические и биохимические) свойства.
По вышеназванным причинам для катодной реакции на поверхности имплантата предпочтительно предусмотрены металлы, катионы которых не представляют собой биологический потенциал опасности для пациента, и которые в элементарном состоянии совершают наиболее сильную возможную реакцию с водой в электролите. Щелочные металлы, благородные металлы и/или алюминий реагируют непосредственно с электролитическим восстановлением на катоде с окружающей водой с образованием элементарного водорода и его катионов металла и ионов ОН. Это означает, что образуются пузыри водорода и гидроксид используемого иона металла. Путем комбинирования этих компонентов, таким образом, наряду с удаляющим действием образующегося водорода достигнуто, что гидроксид металла действует антибактериальным образом и оказывает разбавляющее или растворяющее влияние на биопленку или, соответственно, ее адгезионный механизм.
Во избежание непереносимостей тканями организма в качестве катионов металла, в частности, особенно предпочтительны содержащиеся в организме (например, ионы калия и/или натрия). Кроме того, пригодны также ионы кальция, магния и/или алюминия. Поэтому соль, предусмотренная в качестве основного компонента обрабатывающей жидкости, особенно предпочтительно представляет собой одну из солей этих металлов, в частности, так как эти катионы металла в любом случае могут предоставляться в распоряжение только в форме соли, например, растворенной в воде.
Эти соли металлов могут представлять собой соединения названных металлов с надлежащим солеобразователем, например, с серой, фосфором, азотом, фтором, хлором, йодом, бромом, углеводородом, кислородом, бором или другими неметаллами. При этом солеобразователь предпочтительно выбран надлежащим образом с учетом основного принципа «чем больше анион, тем ниже электрическая проводимость» и с учетом принципиально желаемой высокой электрической проводимости. В качестве аниона, кроме того, предпочтительно рассматриваются только вещества, которые не влияют ни на здоровье, ни на периимплантарную ткань. Кроме того, следует принимать во внимание, что неприятные запахи или вкусовые ассоциации нежелательны. По этим причинам анионы серы или анионы, которые содержат серу в комбинации с кислородом или другими элементами, считаются скорее неподходящими. Это относится также к ионам фтора, брома, азота и бора, при известных условиях также в комбинации с другими элементами.
В отличие от этого, фосфаты, ионы фосфатов и ионы гидрогенфосфатов чаще всего не обладают или почти не обладают вредным действием. Ионы хлора или ионы, которые содержат хлор, чаще всего обладают антибактериальным действием. Однако если ион хлора электролитически оксидируется и имеется в воде в элементарной форме, то при этом образуется соляная кислота и гипохлористые кислоты. Правда, в комбинации с полученным на катоде гидроксидом это приводило бы к нейтрализации. Однако исследования показали, что хлор, который возникает на электроде, противоположном имплантату (аноду), в большой мере улетучивается из электролита в виде газа. Если хлор при обработке не может отсасываться без остатка, могут происходить сильные химические ожоги в легком и/или слизистых оболочках. При этом следует взвесить, превышает ли польза для пациента угрожающую ему опасность.
В отношении фосфатов алюминия, калия, натрия, кальция или магния следует, кроме того, заметить, что растворимость в воде так низка, что достаточная электрическая проводимость электролита не обеспечена (эти фосфаты, впрочем, очень хорошо пригодны в качестве добавок к электролиту для буферизации значения pH). Хлориды четырех приведенных здесь металлов обладали бы, правда, достаточной растворимостью в воде и хорошим очищающим и убивающим действием на биопленку, но не могут считаться оптимумом. У нитратов и/или нитритов можно ожидать угрозы для пациента вследствие образования газов NOx. По этой причине нельзя рекомендовать применение нитритов или нитратов.
С учетом вышеназванных расчетных целей, в частности, для особенно хорошей переносимости пациентом, в предпочтительном варианте осуществления в качестве солеобразователя предусмотрен йод. Особенно предпочтительно при этом, что йодированные соли калия и натрия имеются также в человеческом организме от природы. При окислении ионов йода на аноде сначала образуется элементарный йод, который может растворяться в раствор йодида натрия/йодида калия. При этом образуется раствор йода-калия-йодида или, соответственно, раствор йода-натрия-йодида. Оба раствора являются сильными дезинфицирующими средствами, которые зарекомендовали себя в медицине.
Однако чистые растворы йодида натрия или калия или смесь из них двух в качестве возможного недостатка имеют образование гидроксида натрия и/или калия и, как следствие, связанное с этим повышение значения pH. В частности, в общем и целом проблематичным при уже описанном выше образовании гидроксида металла, можно бы, в частности, считать, что гидроксид металла повышает значение рН электролита. Повышенное таким образом значение pH и образующаяся щелочь или основа растворенного гидроксида металла могли бы иметь нежелательное влияние на окружающую ткань во рту пациента и, в частности, в костях. Также могли бы повреждаться окружающие зубы. Кроме того, образование гидроксидов могло бы приводить к тому, что, вследствие их очень низкой растворимости в воде, они оседали бы на стержневой части 2 или вообще на конструктивном элементе, нуждающемся в обработке, и при этом препятствовали бы дальнейшему протеканию тока и вместе с тем процессу в целом. Во всяком случае, при применении соли кальция в обрабатывающей жидкости образующийся гидроксид кальция, который является компонентом костного материала, мог бы интегрироваться в кость; таким образом, кальций является особенно предпочтительным компонентом соли. Для компенсации этих нежелательных влияний обрабатывающая жидкость в качестве другого основного компонента содержит кислоту как буфер или восстановитель рН.
Причем эта кислота, со своей стороны, целенаправленно выбрана в качестве расчетного критерия таким образом, что она по возможности не угрожает пациенту или периимплантарной ткани, а, с одной стороны, нейтрализует гидроксид (а также по возможности не позволяет значению рН подняться выше 7), причем с другой стороны, продукты реакции должны были бы служить собственной цели очищения корпуса имплантата и удаления биопленки. В качестве минеральных кислот для этого возможны предпочтительно фосфорные кислоты и/или фосфатные кислоты. Они должны были бы быть лимитированы по своей концентрации вследствие угрозы для здоровья и/или вследствие угрозы для костей/тканей максимальными значениями 30% или предпочтительно от 10 до 20%. Одной из особенно предпочтительных кислот, которая также считается минеральной кислотой и оказывает особенно положительный эффект на общую цель убивания и очищения, является, в отличие от этого, углекислота. Однако она в ее применимом количестве лимитирована сравнительно низкой способностью к растворению в воде.
Органические кислоты, в противоположность этому, подобно минеральным кислотам, отдают ионы Н+, снижающие значение рН и нейтрализующие гидроксид. Так как они, к тому же, не создают или во всяком случае создают незначительные повреждения в ткани или у пациента в целом, такого рода органические кислоты совсем особенно предпочтительны в качестве основного компонента обрабатывающей жидкости. Органическими кислотами являются, например, алкановые кислоты, фруктовые кислоты, карбоновые кислоты, а также гидроксильные карбоновые кислоты. Особенно подходящими кислотами оказались α-гидроксильные карбоновые кислоты. В частности, эти особенно предпочтительные кислоты молочная кислота, лимонная кислота и яблочная кислота не оказывают никаких вредных для здоровья эффектов на пациента в целом или на периимплатарную ткань. Именно у сильно пораженных биопленкой и загрязненных имплантатов, на которых также образовался зубной камень, уже сравнительно низкие дозировки уксусной кислоты имеют хороший очищающий результат. Другими кислотами, которые обладают очищением, а также убивающим бактерии эффектом, но не безопасны для здоровья, являются фумаровая кислота, глюконовая кислота, гликолевая кислота, салициловая кислота, миндальная кислота, винная кислота, щавелевая кислота и муравьиная кислота.
При нейтрализации иона гидроксида ОН- с соответствующим ионом кислоты Н+ дополнительно образуется соль металла применяемой кислоты соответствующего гидроксида металла. Предусмотренное применение кислоты при этом предпочтительно не только для буферизации значения рН, а, кроме того, еще способствует преобразованию сравнительно плохо растворимого в воде гидроксида в сравнительно хорошо растворимые в воде соли и, таким образом, препятствует выпадению нежелательного и мешающего процессу осадка на конструктивном элементе, нуждающемся в обработке. Названные соли применяются, в частности, в комбинации названных предпочтительных материалов, в частности, также в медицине. При нейтрализации гидроксида калия, натрия и/или кальция молочной кислотой образуется лактат калия (он обладает антимикробным действием широкого спектра), лактат натрия или, соответственно, лактат кальция. Если образующиеся гидроксиды, в отличие от этого, нейтрализуются лимонной кислотой, образуются цитраты калия, натрия или, соответственно, кальция. Именно для цитрата натрия это особенно предпочтительно, так как это препятствует свертыванию крови. Это особенно предпочтительно, так как во время этого процесса выходящая, свертывающаяся на поверхности имплантата кровь могла бы препятствовать перемещению ионов на поверхность имплантата и вместе с тем продолжению процесса обработки в целом.
При нейтрализации гидроксидов яблочной кислотой, в отличие от этого, образуются малаты данного катиона, которые тоже благоприятно воздействуют на процесс. При нейтрализации гидроксидов уксусной кислотой образуются ацетаты калия, натрия и/или кальция, которые тоже имеют благоприятное влияние на процесс.
Все лактаты, цитраты, малаты и/или ацетаты калия, натрия и/или кальция обладают регулирующим кислотность действием и переносимы таким образом, что по теперешним предписаниям ЕС для добавок к пищевым продуктам они не связаны никаким лимитированием количества при их применении.
При применении кислот в электролите в комбинации с йодидами и/или хлоридами натрия, калия, магния, алюминия и/или кальция при электролитическом применении неожиданно выяснилось, что прямое восстановление ионов Н+ оказывает на образование пузырей положительное влияние таким образом, что биопленка удаляется значительно быстрее и лучше. При этом с высокой скоростью образования возникает множество сравнительно небольших пузырьков, которые вследствие их сравнительно малого размера могут отделять биопленку целиком, а не только локально, от находящейся под ней поверхности. При этом биопленка предпочтительно снимается целиком или сравнительно большими, едиными кусками вместо множества более мелких фрагментов, что приводит к значительно улучшенному очищающему действию.
Вместо катионов металла могут также применяться катионы аммония. Однако при этом существует опасность, что при электролитическом процессе будут образовываться другие соединения аммония (например, аммиак). Он представляет собой угрозу для пациента и отличается также очень неприятным вкусом и запахом.
Во время опытов наблюдалось, что биопленка иногда удаляется очень мелкими фрагментами или же более крупными едиными частями. Последнее является предпочтительным, так как при этом на сравнительно большой площади могут достигаться очень благоприятные результаты очищения. Кроме того, исследования показали, что отводу удаленной биопленки и/или ее фрагментов способствует образование пены на поверхности имплантата. Выяснилось, что предпочтительно, чтобы после применения электролита из описанных солей металла, кислот и воды, которые, в частности, отвечают за убивание и удаление, применялся второй электролит, который дополнительно отличается образованием пены в области катода. Такое образование пены может достигаться, когда к электролиту предпочтительно дополнительно добавляется вещество, которое имеет по меньшей мере три звена цепи СНг или по меньшей мере одно звено цепи СНг и по меньшей мере одно соединение углерода в виде кольца. При этом могут, например, применяться масло и/или хлоргексидин. Кроме того, могут также применяться ионные жидкости, которые предпочтительно содержат ионы I--, Cl-- и/или ОН--. Так как органическая доля катионов ионной жидкости при определенных обстоятельствах восстанавливается на поверхности имплантата и там становится незначительной, в одном из особенно предпочтительных вариантов осуществления можно связать факторы роста кости с этой долей катионов.
Если хлориды и йодиды смешиваются в правильном соотношении, можно избежать мешающего образования газа хлора. На аноде образуется:
2J+5Cl+6H2O→10HCl+2HIO3
Это означает, что на аноде образуются соляная кислота, а также йодноватая кислота. Они, несомненно, обладают сильным антибактериальным действием, а также нейтрализуются при встрече с образующимся на катоде гидроксидом.
Совсем особо предпочтительный состав обрабатывающей жидкости, который в лабораторном испытании проявил особенно благоприятное очищающее свойство, включает в себя водный раствор йодида натрия (NaI) или йодида калия (KI) в соотношении смеси, равном по меньшей мере 5, предпочтительно по меньшей мере 10, особенно предпочтительно по меньшей мере 20 г соли на 30 мл жидкости (т.е. воды, Н2О, при необходимости обогащенной СО2), восстановленный путем добавления молочной кислоты до значения рН, равного примерно 2,7-2,9.
При выполнении процесса предусмотрена средняя плотность тока на стержневой части 2 или, соответственно, на нуждающемся в обработке конструктивном элементе, равная по меньшей мере 50 мА/см2, предпочтительно по меньшей мере 100 мА/см2, особенно предпочтительно по меньшей мере 250 мА/см2, причем эта плотность тока относится к наружной поверхности стержневой части 2 (то есть без учета увеличивающих поверхность свойств, таких как, например, шероховатость или структура поверхности). Для удаления биопленки особенно предпочтительной оказалась средняя плотность тока, равная от 50 мА/см2 до 300 мА/см2, предпочтительно от 100 мА/см2 до 200 мА/см2. Для отвода фрагментов биопленки средняя плотность тока предпочтительно должна была бы повышаться до пределов от 300 мА/см2 до 5000 мА/см2 или особенно предпочтительно от 1000 мА/см2 до 2000 мА/см2.
С добавлением Н2О2 эффект образования пузырей на катоде сильно уменьшается или прекращается. Происходит очень сильное образование Н2О, которое может использоваться для промывания поверхности.
Список ссылочных обозначений
1 Система дентального имплантата
2 Первая часть имплантата/стержневая часть
4 Вторая часть имплантата
6 Наружная резьба
8 Апикальный конец
10 Соединительный шип
12 Приемный канал
14 Индикаторный элемент
16 Концевая часть канала
18 Соединительный винт
20 Винтовая резьба
30, 30', 30'', 30''' обрабатывающий элемент/обрабатывающий абатмент
32 Контактная поверхность
34 Торцевая кромка
36 Область пространства
40 Основная часть
42 Торцевая поверхность
43 Соединительный шип
44 Внутренний канал
45 Дистанционные элементы
46 Соединительный винт
48 Винтовая резьба
49 Электрический контактирующий элемент
50 Острие иглы
52 Дно
56 Канал/средопроводящий канал
58 Кольцевой корпус
59 Пазы
60 Выпускное отверстие
62 Проводящий элемент
64 Контакт
66 Проводящий элемент
68 Металлический корпус
69 Контактная поверхность
70 Изолирующее покрытие
71 Кольцевой корпус
72 Средопроводящий канал
74 Паз
90 Обрабатывающая система
92 Соединительный элемент
94 Шланговый пакет
96, 98 Блок снабжения и управления
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБРАБАТЫВАЮЩАЯ ЖИДКОСТЬ ДЛЯ ОЧИСТКИ ЧАСТИ ИМПЛАНТАТА | 2014 |
|
RU2667004C2 |
| ОБРАБАТЫВАЮЩАЯ СИСТЕМА ДЛЯ ОЧИСТКИ ЗАГРЯЗНЕННОЙ БИОПЛЕНКОЙ ЭЛЕМЕНТА, В ЧАСТНОСТИ КОМПОНЕНТА ИМПЛАНТАТА | 2014 |
|
RU2649813C2 |
| ДЕНТАЛЬНЫЙ ИМПЛАНТАТ | 2009 |
|
RU2485910C2 |
| ДЕНТАЛЬНЫЙ ИМПЛАНТАТ | 2021 |
|
RU2784773C1 |
| Дентальный имплантат | 2015 |
|
RU2624173C2 |
| Способ установки дентального внутрикостного имплантата и дентальный внутрикостный имплантат | 2016 |
|
RU2632775C1 |
| ДЕНТАЛЬНЫЙ ИМПЛАНТАТ | 2009 |
|
RU2405497C1 |
| ЗУБНОЙ ИМПЛАНТАТ И КОМПЛЕКТ ДЛЯ ДЕНТАЛЬНОЙ ИМПЛАНТАЦИИ | 2017 |
|
RU2661019C1 |
| Дентальный имплантат | 2020 |
|
RU2738555C1 |
| СИСТЕМА ЗУБНОГО ИМПЛАНТАТА | 2008 |
|
RU2472466C2 |
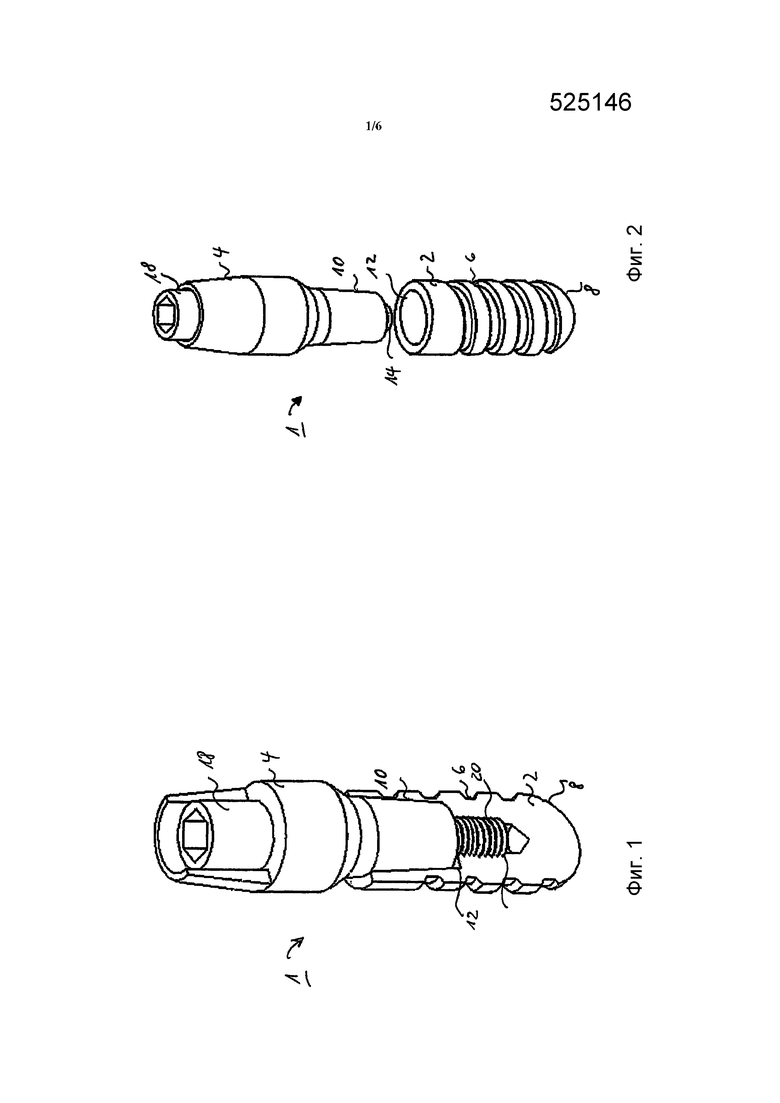
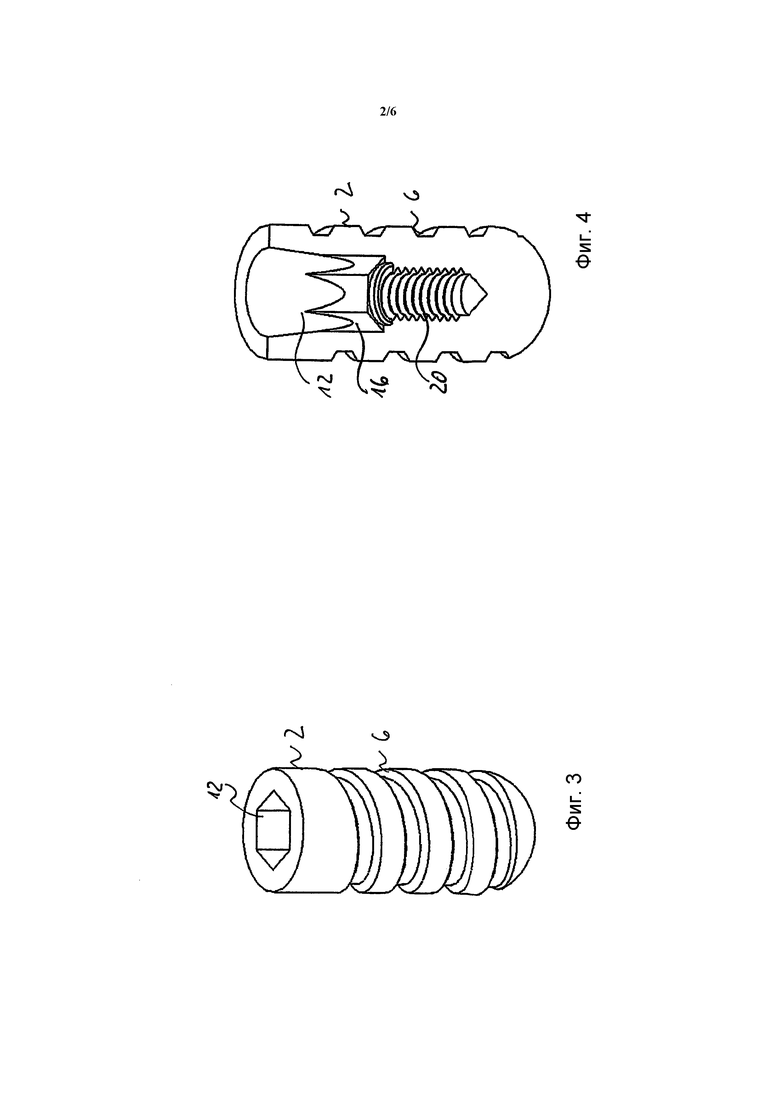

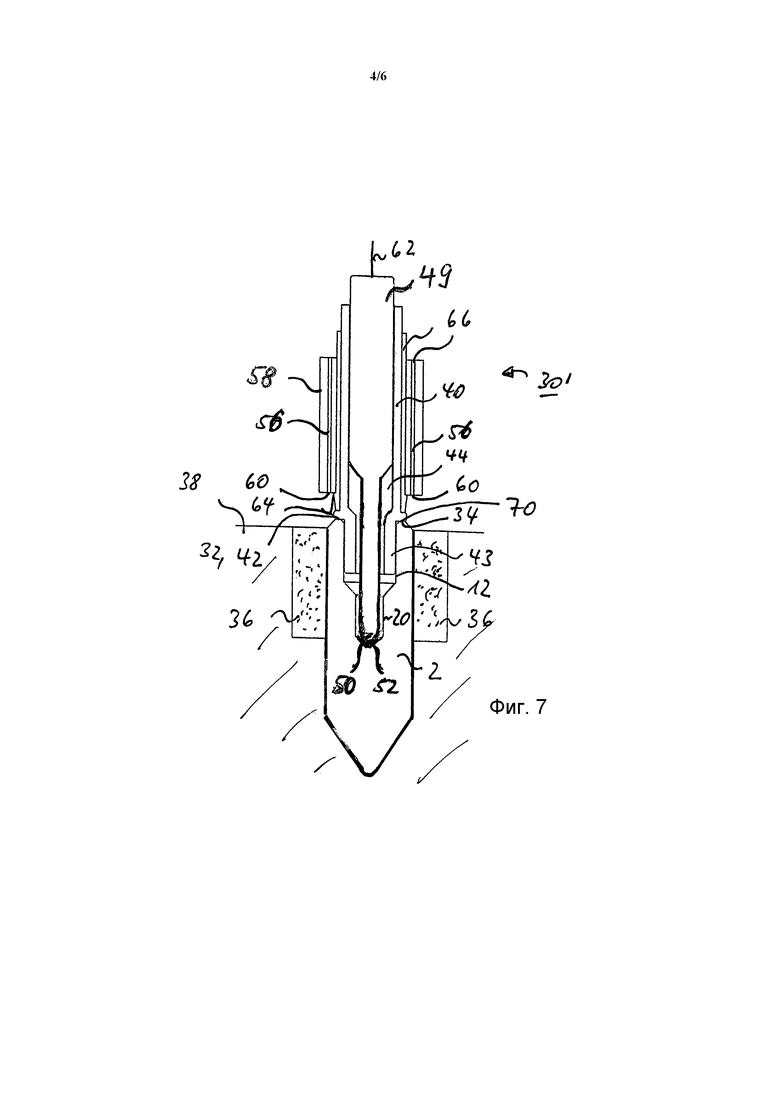
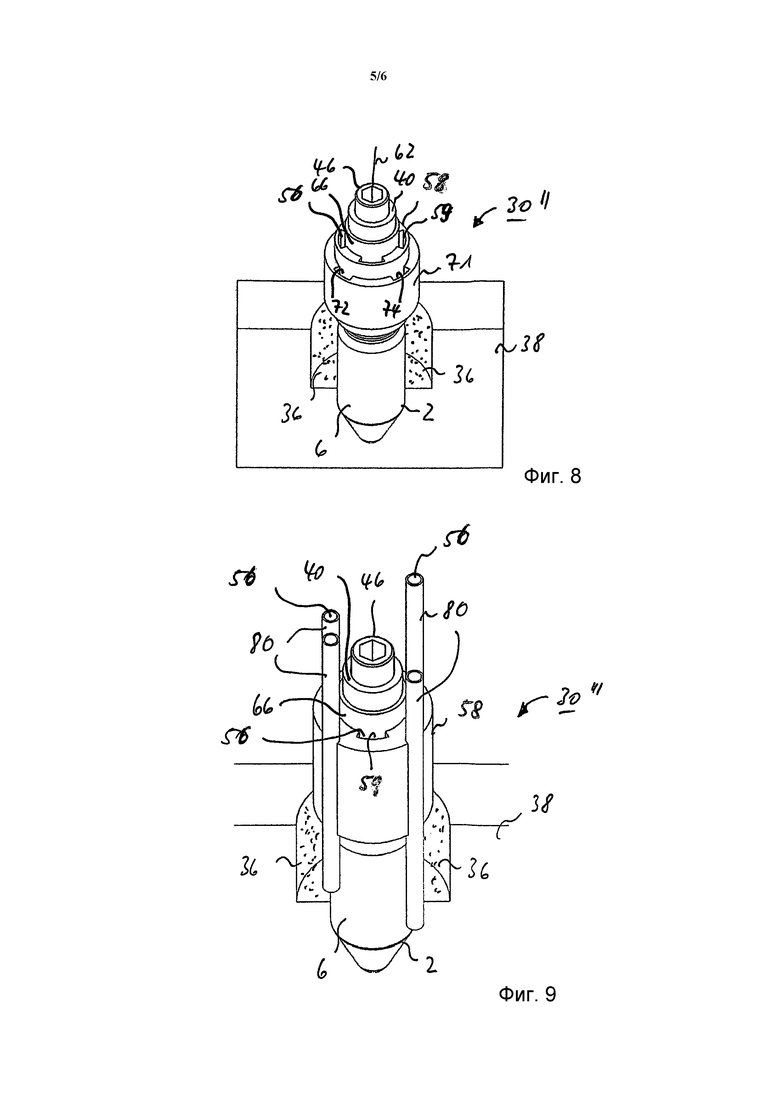

Группа изобретений включает обрабатывающий элемент и обрабатывающую систему относится к области медицины и предназначена для использования в стоматологии при имплантации зубов. Обрабатывающий элемент для применения с частью дентального имплантата, введенной в челюстную кость пациента, имеющий основную часть, которая для механического соединения с введенной в челюстную кость пациента частью дентального имплантата имеет согласованную с ней соединительную систему и снабжена по меньшей мере одним средопроводящим каналом для очищающей жидкости. Основная часть имеет первый проводящий элемент, образующий цепь электрического тока и соединяемый с введенной в челюстную кость пациента частью дентального имплантата, и электрически изолированный от первого проводящего элемента второй проводящий элемент, образующий цепь электрического тока с расположенным на конце контактом, причем контакт выполнен с возможностью размещения в области пространства вблизи введенной в челюстную кость пациента части дентального имплантата. Обрабатывающая система для введенной в челюстную кость пациента части дентального имплантата, имеющая обрабатывающий элемент по одному из пп. 1-8, проводящие элементы которого электрически соединены с источником тока или напряжения. Изобретения позволяют преодолеть или локализовать начинающийся переимплантит. 2 н. и 11 з.п. ф-лы, 11 ил.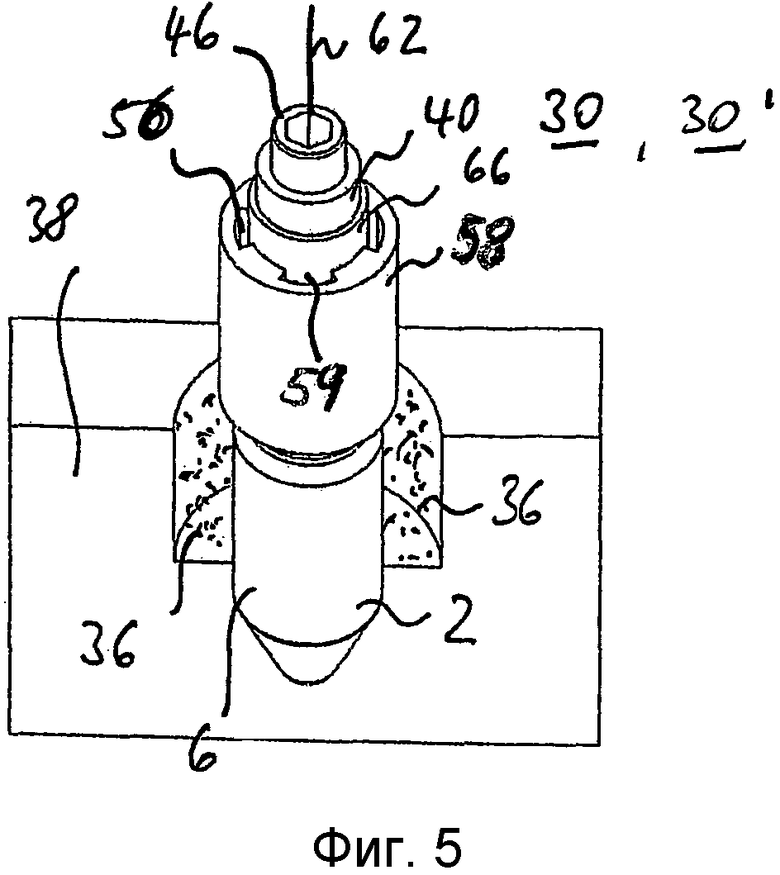
1. Обрабатывающий элемент (30, 30', 30'', 30''') для применения с частью (2) дентального имплантата, введенной в челюстную кость пациента, имеющий основную часть (40), которая для механического соединения с введенной в челюстную кость пациента частью (2) дентального имплантата имеет согласованную с ней соединительную систему и снабжена по меньшей мере одним средопроводящим каналом (56) для очищающей жидкости,
отличающийся тем, что
основная часть (40) имеет первый проводящий элемент (62), образующий цепь электрического тока и соединяемый с введенной в челюстную кость пациента частью (2) дентального имплантата, и электрически изолированный от первого проводящего элемента (62) второй проводящий элемент (66), образующий цепь электрического тока с расположенным на конце контактом (64), причем контакт (64) выполнен с возможностью размещения в области (36) пространства вблизи введенной в челюстную кость пациента части (2) дентального имплантата.
2. Обрабатывающий элемент (30, 30', 30'') по п. 1, у которого указанный или каждый средопроводящий канал (56) имеет выпускное отверстие (60), которое при основной части (40), установленной на введенную в челюстную кость пациента часть (2) дентального имплантата, имеет возможность размещения от введенной в челюстную кость пациента части (2) дентального имплантата на расстоянии не больше 10 мм.
3. Обрабатывающий элемент (30, 30', 30'') по п. 1 или 2, второй проводящий элемент (66) которого образован одним или несколькими из средопроводящих каналов (56).
4. Обрабатывающий элемент (30, 30', 30'') по п. 1 или 2, второй проводящий элемент (66) которого выполнен в виде электрода или канального элемента (80), который опирается на основную часть (40) с возможностью смещения в продольном направлении по существу параллельно центральной оси основной части (40).
5. Обрабатывающий элемент (30, 30', 30'') по п. 1 или 2, у которого второй проводящий элемент (66) установлен на основной части (40) таким образом, что его расположенный на конце контакт (64), если смотреть в боковом направлении, имеет возможность размещения на расстоянии минимум 1 мм и максимум 10 мм от центральной продольной оси введенной в челюстную кость пациента части (2) дентального имплантата.
6. Обрабатывающий элемент (30, 30', 30'') по п. 1 или 2, основная часть (40) которого выполнена электрически изолированно от введенной в челюстную кость пациента части (2) дентального имплантата.
7. Обрабатывающий элемент (30, 30', 30'') по п. 1 или 2, соединительная система которого включает в себя соединительный винт (46) для ввода в канал для винта в введенной в челюстную кость пациента части (2) системы (1) дентального имплантата, выполненной из двух или нескольких частей.
8. Обрабатывающий элемент (30, 30', 30'') по п. 7, у которого соединительный винт (46) соединен электрически проводящим соединением с первым проводящим элементом (62).
9. Обрабатывающая система (90) для введенной в челюстную кость пациента части (2) дентального имплантата, имеющая обрабатывающий элемент (30, 30', 30'') по одному из пп. 1-8, проводящие элементы (62, 66) которого электрически соединены с источником тока или напряжения.
10. Обрабатывающая система (90) по п. 9, источник тока или напряжения которой предназначен для, при необходимости пульсирующей, подачи тока или напряжения на электроды.
11. Обрабатывающая система (90) по п. 9 или 10, которая рассчитана на рабочее напряжение на электродах до 30 В.
12. Обрабатывающая система (90) по п. 9 или 10, к обрабатывающему элементу (30, 30', 30'') которой подключена система подвода очищающей жидкости.
13. Обрабатывающая система (90) по п. 12, у которой в качестве очищающей жидкости предусмотрена вода, к которой примешана по меньшей мере одна кислота и/или по меньшей мере одна соль.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

