ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к адгезивному материалу, как правило термоплавкому адгезиву, который применяют для сборки компонентов в абсорбирующее изделие, такое как подгузник (т.е. к конструкционному адгезиву). В частности, настоящее изобретение относится к таким абсорбирующим изделиям, собранным с применением конструкционного адгезива, который в сущности свободен от агента, усиливающего клейкость.
УРОВЕНЬ ТЕХНИКИ
Потребители, например лица, осуществляющие уход, применяют одноразовые абсорбирующие изделия для того, чтобы облегчить себе жизнь. Одноразовые абсорбирующие изделия, такие как изделия для взрослых, страдающих недержанием, подгузники и трусики для приучения к горшку, обычно производят путем объединения нескольких компонентов. Эти компоненты, как правило, включают проницаемый для жидкости верхний лист, непроницаемый для жидкости нижний лист, прикрепленный к верхнему листу, и абсорбирующую сердцевину, расположенную между верхним листом и нижним листом. Когда одноразовое изделие надето, проницаемый для жидкости верхний лист располагается рядом с телом пользователя. Верхний лист позволяет прохождение жидкостей организма в абсорбирующую сердцевину. Непроницаемый для жидкости нижний лист помогает предотвратить утечку жидкостей, удерживаемых в абсорбирующей сердцевине. Абсорбирующая сердцевина обычно сконструирована таким образом, чтобы иметь предпочтительные физические свойства, например, высокую абсорбирующую способность и высокую скорость абсорбции для того, чтобы жидкости организма могли транспортироваться от кожи пользователя в одноразовое абсорбирующее изделие.
Часто один или более компонентов одноразового абсорбирующего изделия скреплены вместе адгезивом. Например, адгезивы применялись для скрепления вместе отдельных слоев абсорбирующего изделия, таких как верхний лист и нижний лист. Адгезивы также применялись для скрепления с изделием дискретных компонентов, таких как крепежные элементы и резинки или манжеты для ног. Адгезив часто называют конструкционным адгезивом, поскольку его применение способствует конструированию абсорбирующего изделия из отдельных компонентов.
Во многих случаях в качестве конструкционного адгезива применяют термоплавкий адгезив. Обычные термоплавкие адгезивы получают путем объединения полимера и компонентов-добавок в сущности в однородную термопластичную смесь. Типичные добавки могут включать, например, агенты, усиливающие клейкость, пластификаторы и/или воски. Хотя такие составы в целом выполняют свою функцию, они могут быть дорогостоящими, и их эксплуатационные свойства можно улучшить. Например, агенты, усиливающие клейкость, которые могут составлять до 65% в рецептуре адгезива, могут быть дорогими и сложными для приобретения. Таким образом, существует постоянная потребность в улучшенных конструкционных адгезивах, которые обеспечивают лучшие характеристики и меньшие затраты.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к одноразовым абсорбирующим изделиям, собранным из набора компонентов с применением адгезива, состоящего в сущности из композиции на основе аморфного полиолефина, содержащей более 40% 1-бутена и второй аморфный полимер, содержащий по меньшей мере один бутеновый мономер, причем полимер характеризуется молекулярным весом (MWn) по меньшей мере 1000, при этом полимер является совместимым с полиолефином.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - горизонтальная проекция примера абсорбирующего изделия в плоском нестянутом состоянии.
ПОДРОБНОЕ ОПИСАНИЕ
Используемые в настоящем описании следующие термины должны подразумеваться в значениях, определенных ниже:
Термин «одноразовый» в отношении абсорбирующих изделий означает, что абсорбирующие изделия обычно не предназначены для стирки или иного восстановления, или для повторного использования в качестве абсорбирующих изделий (т.е. они предназначены для утилизации после одного использования и, предпочтительно, могут быть переработаны, превращены в компост или иным образом утилизированы экологически безопасным способом).
Термин «абсорбирующее изделие» относится к устройствам, которые абсорбируют и удерживают выделения организма, и более конкретно относится к устройствам, которые размещаются на теле или вблизи тела пользователя для абсорбции и удержания различных продуктов выделения, выделяемых телом. Примеры абсорбирующих изделий включают подгузники, трусики для приучения к горшку, надеваемые подгузники по типу трусов (т.е. подгузник, имеющий предварительно сформированные отверстия для талии и отверстия для ног, такой как показанный в патенте США №6120487), подгузники, которые можно повторно закреплять, или подгузники по типу трусов, шорты и нижнее белье для взрослых, страдающих недержанием, держатели и подкладки для подгузников, предметы женской гигиены, такие как ежедневные прокладки, абсорбирующие вкладыши и т.п.
Термины «проксимальный» и «дистальный», соответственно, относятся к расположению элемента относительно близко к или далеко от продольной или поперечной центральной линии структуры (например, проксимальная кромка протяженного в продольном направлении элемента расположена ближе к продольной центральной линии, чем дистальная кромка того же элемента располагается относительно той же продольной центральной линии).
Термины «обращенный к телу» и «обращенный к предмету одежды», соответственно, относятся к относительному положению элемента, или поверхности элемента, или группы элементов. Термин «обращенный к телу» подразумевает, что элемент или поверхность находится ближе к пользователю во время ношения, чем какой-либо другой элемент или поверхность. Термин «обращенный к предмету одежды» подразумевает, что элемент или поверхность более удалены от пользователя во время ношения, чем какой-либо другой элемент или поверхность (т.е. элемент или поверхность находится вблизи предмета одежды пользователя, который может быть надет на одноразовое абсорбирующее изделие).
Термин «продольный» относится к направлению, проходящему в сущности перпендикулярно от кромки талии к расположенной напротив кромки талии в изделии и в целом параллельному максимальному линейному размеру изделия. Направления в пределах 45 градусов относительно продольного направления считаются «продольными».
Термин «поперечный» относится к направлению, проходящему от продольной кромки к расположенной напротив продольной кромке изделия и в целом под прямым углом к продольному направлению. Направления в пределах 45 градусов относительно поперечного направления считаются «поперечными».
Термин «расположенный» относится к элементу, расположенному в конкретном месте или положении.
Термин «связаны» охватывает конфигурации, в которых элемент непосредственно прикреплен к другому элементу путем присоединения элемента непосредственно к другому элементу, и конфигурации, в которых элемент прикреплен к другому элементу опосредованно путем присоединения элемента к промежуточному элементу (элементам), которые, в свою очередь, прикреплены к другому элементу.
Термин «пленка» относится к листообразному материалу, у которого длина и ширина материала значительно превышают толщину материала. Как правило, пленки имеют толщину приблизительно 0,5 мм или менее.
Термины «проницаемый для воды» и «непроницаемый для воды» относятся к проницаемости материалов в условиях предполагаемого применения одноразовых абсорбирующих изделий. В частности, термин «проницаемый для воды» относится к слою или слоистой структуре, имеющей поры, отверстия и/или сообщающиеся полости, которые позволяют протекание через ее толщу жидкой воды, мочи или синтетической мочи в отсутствие приложенного давления. Напротив, термин «непроницаемый для воды» относится к слою или слоистой структуре, через толщу которой жидкая вода, моча или синтетическая моча не могут проникать в отсутствие приложенного давления (за исключением природных сил, таких как гравитация). Слой или слоистая структура, которая является непроницаемой для воды в соответствии с данным определением, может быть проницаемой для водяного пара, т.е. может быть «паропроницаемой».
Термины «растяжимость» и «растяжимый» означают, что ширину или длину компонента в расслабленном состоянии можно растянуть или увеличить.
Термины «эластичный», «эластомер» и «эластомерный» относятся к материалу, который в целом способен растягиваться до уровня растяжения по меньшей мере 50% без разрушения или разрыва и способен восстанавливаться в сущности до своих первоначальных размеров после снятия деформирующего усилия.
«Эластомерный материал» представляет собой материал, проявляющий эластичные свойства. Эластомерные материалы могут включать эластомерные пленки, сетки, нетканые материалы и другие листообразные конструкции.
Термины «по направлению наружу» и «по направлению внутрь», соответственно, относятся к положению элемента, расположенного относительно далеко или близко от продольной центральной линии подгузника в сравнении со вторым элементом. Например, если элемент А расположен по направлению наружу относительно элемента В, то элемент А расположен дальше от продольной центральной линии, чем элемент В.
Термин «трусы» относится к одноразовым абсорбирующим изделиям с предварительно сформированными отверстиями для талии и ног. Трусы можно надевать, помещая ноги пользователя в отверстия для ног и перемещая трусы в положение на нижней части торса пользователя. Трусы также обычно называют «закрытыми подгузниками», «предварительно закрепленными подгузниками», «надеваемыми подгузниками», «трусиками для приучения к горшку» и «трусами-подгузниками».
«Нетканая» ткань или полотно означает полотно, имеющее структуру из отдельных волокон или нитей, которые переслаиваются, но не упорядоченным или идентифицируемым образом, как в трикотажной ткани. Нетканые ткани или полотна были сформированы с помощью многих процессов, таких как, например, технология мелтблаун, технология спанбонд, процессы воздушной укладки и процессы получения скрепленных кардочесанных полотен. Базовый вес нетканых тканей обычно выражен в унциях материала на квадратный ярд (унция/ярд2) или граммах на квадратный метр (г/м2), а диаметр волокон обычно выражен в микрометрах. (Примечание: для перевода из унций/ярд2 в г/м2 умножьте значение в унциях/ярд2 на 33,91)
Термин «основа» используется в настоящем документе для описания материала, который преимущественно является двумерным (т.е. находится в плоскости XY), и толщина которого (в направлении Z) является относительно малой (т.е. 1/10 или менее) по сравнению с его длиной (в направлении X) и шириной (в направлении Y). Неограничивающие примеры основ включают полотно, слой или слои волокнистых материалов, нетканых материалов, а также пленки и фольгу, такие как, например, полимерные пленки или металлическая фольга. Эти материалы могут использоваться сами по себе или могут содержать два или большее количество слоев, нанесенных друг на друга. Само по себе, полотно может представлять собой основу или может представлять собой слоистую структуру из двух или большего количества основ.
«Волокна, полученные по технологии спанбонд» или «волокна спанбонд» представляют собой волокна малого диаметра, которые, как правило, сформированы посредством экструзии расплавленного термопластичного материала в виде элементарных нитей из множества тонких капилляров в фильере, имеющей круговую или другую конфигурацию, причем диаметр экструдированных элементарных нитей затем быстро уменьшается, как описано, например, в патентах США №№4340563, 3692618, 3802817, 3338992, 3341394, 3502763, 3502538 и 3542615. Волокна спанбонд охлаждают, и они в целом не являются клейкими, когда их укладывают на принимающую поверхность. Волокна спанбонд обычно являются непрерывными и часто имеют средние диаметры больше чем приблизительно 7 микрометров и более конкретно приблизительно от 10 до 30 микрометров. Материал спанбонд, слой или основа из материала спанбонд содержит волокна, полученные по технологии спанбонд (или волокна спанбонд).
«Волокна мелтблаун» представляют собой волокна, сформированные посредством экструзии расплавленного материала, как правило, термопластичного по своей природе, через множество тонких обычно круглых капилляров головки в виде расплавленных нитей или элементарных нитей в сходящихся высокоскоростных потоках нагретого газа (например, воздуха), которые истончают элементарные нити расплавленного материала для уменьшения их диаметра, который может составлять до диаметра микроволокна. После этого волокна мелтблаун переносятся высокоскоростным потоком газа и откладываются на принимающей поверхности с формированием полотна из произвольно диспергированных волокон мелтблаун. Такой процесс раскрыт, например, в патенте США №3849241. Волокна мелтблаун представляют собой микроволокна, которые могут быть непрерывными или прерывающимися, обычно имеют диаметр менее 10 микрометров и обычно самоскрепляются при отложении на принимающей поверхности.
«Микроволокна» представляют собой волокна малого диаметра, имеющие средний диаметр не более приблизительно 100 микрометров, например, имеющие диаметр от приблизительно 0,5 микрометра до приблизительно 50 микрометров, более конкретно микроволокна также могут иметь средний диаметр от приблизительно 1 микрометра до приблизительно 20 микрометров. Микроволокна со средним диаметром приблизительно 3 микрометра или менее обычно называют ультратонкими микроволокнами. Описание примера процесса получения ультратонких микроволокон можно найти, например, в патенте США №5213881.
«Гомополимер» означает полимер, получаемый в результате полимеризации одного мономера, т.е. полимер, состоящий в сущности из одного типа повторяющихся звеньев.
«Сополимер (сополимеры)» относится к полимеру (полимерам), образованным путем полимеризации по меньшей мере двух разных мономеров. Например, термин «сополимер» включает продукт реакции сополимеризации мономера, такого как пропен или 2-бутен, предпочтительно 1-бутен, и α-олефина, такого как, например, этилен, 1-гексен или 1-октен.
«Пропеновый сополимер» или «пропиленовый сополимер» представляет собой сополимер из более чем 40 или 50 вес. % или большего количества пропена и по меньшей мере одного мономера, выбранного из группы, включающей этилен и С4С20-α-олефин.
«Бутеновый сополимер» представляет собой полимер из н-бутена (1 -бутена) или 2-бутена и по меньшей мере одного мономера, выбранного из группы С2-3- и C5-20-альфа-олефинов. Бутеновые сополимеры, как правило, содержат минимальное количество по меньшей мере приблизительно 40 или приблизительно 50 вес. % или большего количества бутенового мономера, такого как 1-бутен.
«Гетерофазный» полимер означает полимер, имеющий аморфную природу и по меньшей мере некоторое достаточное содержание кристаллов (содержание кристаллов по меньшей мере 5 вес. %, 10 вес. %, 20 вес. %, 40 вес. % или 50 вес. %), которые могут обеспечивать когезионную прочность в охлажденной массе адгезива. Содержимое кристаллов может присутствовать в форме стереорегулярных блоков или последовательностей.
Термин «аморфный» означает фактическое отсутствие кристалличности (т.е.) менее 5% и менее 1%.
Термин «последовательность или блок» означает часть полимера из повторяющегося мономера, который сходен по составу, кристалличности или другим особенностям.
Термин «время открытой выдержки с адгезивом» означает количество времени, проходящее между нанесением расплавленной термоплавкой адгезивной композиции на первую основу, и временем, когда полезная клейкость или смачивание адгезивом основы фактически прекращается вследствие отвердевания адгезивной композиции. Время открытой выдержки с адгезивом также называется «время действия».
Термин «в сущности» обычно означает такой же или однородный, но допускающий или имеющий незначительные отклонения от определенного свойства, определения и т.д. Например, небольшие измеримые или неизмеримые отклонения в измеряемом свойстве, описанном в данном документе, таком как вязкость, температура плавления и т.д., могут являться результатом человеческой ошибки или точности методики. Другие отклонения вызваны изначально присущими вариациями в процессе производства, термической историей состава и т.п. Тем не менее, следует отметить, что адгезивные композиции в сущности характеризуются рассматриваемым свойством.
Термин «большая доля» означает, что материал или мономер применяется в количестве, большем чем 50 вес. %. Термин «основной компонент» означает, что материал или мономер является более распространенным веществом или имеет более высокую концентрацию в смеси или полимере по сравнению с другими, но может не превышать 50 вес. %.
Переходная фраза «состоящий в сущности из» ограничивает объем притязаний определенными материалами, но включает материалы, которые не воздействуют существенно на основные и новые характеристики заявленных материалов. Эти характеристики включают время открытой выдержки с адгезивом, когезионную прочность (прочность на разрыв), прочность при отслаивании и вязкость. Значительные количества третьего полимера или количества агента, усиливающего клейкость, существенно воздействуют на основные и новые характеристики заявленных материалов.
Термин «пригодный для обработки в виде расплава термоплавкого материала» означает, что адгезивную композицию можно превратить в жидкость с использованием резервуара для расплава термоплавкого материала (т.е. системы, в которой композицию нагревают для того, чтобы она находилась в сущности в жидком виде) и транспортируют посредством насоса (например, шестеренного насоса или насоса вытесняющего действия) из резервуара к месту нанесения вблизи основы или другого материала; или к другому резервуару, системе или технологическому блоку (например, к отдельной системе, которая может включать дополнительный насос или насосы для доставки адгезива к месту нанесения). Резервуары для расплава термоплавкого материала, применяемые для того, чтобы в сущности превратить в жидкость термоплавкий адгезив, как правило, эксплуатируются при температуре в диапазоне от приблизительно 38°С до приблизительно 230°С. Обычно в месте нанесения в сущности разжиженная адгезивная композиция будет проходить через сопло или группу сопел, но может проходить через какой-либо другой механический элемент, такой как щель. Пригодную для обработки в виде расплава термоплавкого материала адгезивную композицию следует отличать от композиции, для которой требуется традиционный экструдер и соответствующие величины давления и температуры, характерные для экструдера, для разжижения, смешивания и/или транспортировки композиции. В то время как резервуар для расплава термоплавкого материала и насос в системе обработки термоплавкого материала могут работать при значениях вязкости адгезивной композиции в диапазоне от приблизительно 1000 сантипуаз до приблизительно 10000 сантипуаз, экструдер может работать и обрабатывать адгезивную композицию при значениях вязкости в диапазоне от приблизительно 10000 сантипуаз до значения вязкости в несколько сотен тысяч сантипуаз.
Если не указано иное, термины «структура из слоев» или «слоистая структура» означают структуру, в которой один слой, материал, компонент, полотно или основа скреплены адгезивом, по меньшей мере отчасти, с другим слоем, материалом, компонентом, полотном или основой. Как указано в других местах в данной заявке, слой, материал, компонент, полотно или основа могут быть загнуты на себя и скреплены адгезивом сами с собой с формированием «структуры из слоев» или «слоистой структуры».
Фиг. 1 представляет собой горизонтальную проекцию неограничивающего примера воплощения подгузника 20 согласно настоящему изобретению в плоском нестянутом состоянии (т.е. без вызванного эластичными частями стягивания). Обращенная к предмету одежды поверхность 120 подгузника 20 обращена к наблюдателю. Подгузник 20 включает продольную центральную линию 100 и поперечную центральную линию 110. Подгузник 20 может содержать основание 22. Подгузник 20 и основание 22, как показано, имеют переднюю область 36 талии, заднюю область 38 талии, расположенную напротив передней области 36 талии, и область 37 промежности, расположенную между передней областью 36 талии и задней областью 38 талии. Области 36 и 38 талии обычно содержат те части подгузника 20, которые, когда подгузник надет, охватывают талию пользователя. Области 36 и 38 талии могут включать эластичные элементы таким образом, чтобы они собирались в сборки у талии пользователя для обеспечения улучшенного прилегания и сдерживания протекания. Область 37 промежности представляет собой ту часть подгузника 20, которая, когда подгузник 20 надет, обычно расположена между ногами пользователя.
Наружная периферия основания 22 определяется продольными боковыми кромками 12 и концевыми кромками 14. Основание 22 может иметь находящиеся друг напротив друга продольные боковые кромки 12, которые ориентированы в целом параллельно продольной центральной линии 100. Тем не менее, для лучшего прилегания, продольные боковые кромки 12 могут быть изогнуты или расположены под углом для получения, например, подгузника в форме «песочных часов», если смотреть в горизонтальной проекции. Основание 22 может иметь находящиеся друг напротив друга концевые кромки 14, которые ориентированы в целом параллельно поперечной центральной линии 110.
Основание 22 может содержать проницаемый для жидкости верхний лист 24 с продольными боковыми кромками 25, нижний лист 26 и абсорбирующую сердцевину 28 между верхним листом 24 и нижним листом 26. Абсорбирующая сердцевина 28 может иметь обращенную к телу поверхность и обращенную к предмету одежды поверхность. Верхний лист 24 может быть связан с сердцевиной 28 и/или нижним листом 26. Нижний лист 26 может быть связан с сердцевиной 28 и/или верхним листом 24. Следует понимать, что другие конструкции, элементы или основы могут быть расположены между сердцевиной 28 и верхним листом 24 и/или нижним листом 26. В определенных воплощениях основание 22 содержит основную конструкцию подгузника 20, причем другие элементы могут быть добавлены для формирования композитной конструкции подгузника. Хотя верхний лист 24, нижний лист 26 и абсорбирующая сердцевина 28 могут быть собраны в ряде хорошо известных конфигураций, предпочтительные конфигурации подгузника в целом описаны в патентах США №№3860003; 5151092; 5221274; 5554145; 5569234; 5580411 и 6004306.
Верхний лист 24 обычно представляет собой часть подгузника 20, которая может быть расположена по меньшей мере в частичном контакте с пользователем или в непосредственной близости от него. Подходящие верхние листы 24 могут быть изготовлены из широкого спектра материалов, таких как пористые пеноматериалы, сетчатые пеноматериалы, перфорированные пластиковые пленки или тканые или нетканые полотна из натуральных волокон (например, древесных или хлопковых волокон), синтетических волокон (например, полиэфирные или полипропиленовые волокна) или комбинации натуральных и синтетических волокон. Верхний лист 24 предпочтительно является податливым, мягким на ощупь и не раздражающим кожу пользователя. Обычно по меньшей мере часть верхнего листа 24 является проницаемой для жидкости, обеспечивая легкое проникновение жидкостей по толщине верхнего листа 24. Особенно предпочтительный верхний лист 24 доступен от ВВА Fiberweb из Брентвуда, штат Теннесси, по коду поставщика 055SLPV09U.
Любая часть верхнего листа 24 может быть покрыта лосьоном, известным из уровня техники. Примеры подходящих лосьонов включают описанные в патентах США №№5607760; 5609587; 5635191 и 5643588. Верхний лист 24 может быть полностью или частично собранным на резинку или может быть укорочен для того, чтобы обеспечить пустое пространство между верхним листом 24 и сердцевиной 28. Примеры конструкций, включающие собранные на резинку или укороченные верхние листы, описаны более подробно в патентах США №№4892536; 4990147; 5037416 и 5269775.
Абсорбирующая сердцевина 28 может содержать широкий спектр абсорбирующих жидкость материалов, обычно используемых в одноразовых подгузниках и других абсорбирующих изделиях. Примеры подходящих абсорбирующих материалов включают измельченную древесную пульпу, которая обычно называется крепированная целлюлозная вата, полученная воздушной набивкой; мелтблаун полимеры, в том числе коформ; целлюлозные волокна, которым химическим путем была придана жесткость, модифицированные или сшитые целлюлозные волокна; ткань, в том числе оберточные ткани и тканевые слоистые структуры; абсорбирующие пеноматериалы; абсорбирующие губки; сверхабсорбирующие полимеры; абсорбирующие гелеобразующие материалы или любой другой известный абсорбирующий материал или комбинации материалов. Эти материалы можно объединить с обеспечением сердцевины 28 в виде одного или более слоев (отдельные слои не показаны), которые могут включать взаимодействующие с жидкостью слои, такие как поглощающие слои, распределяющие слои и аккумулирующие слои. Абсорбирующая сердцевина 28 может содержать слой основы, абсорбирующий полимерный материал и волокнистый слой из адгезива (не показан). Такие абсорбирующие сердцевины 28 также могут включать слои (не показаны) для стабилизации других компонентов сердцевины. Такие слои включают покровный слой сердцевины и насыпной слой. Подходящим материалом для таких слоев является нетканый материал спанбонд/мелтблаун/спанбонд, имеющий базовый вес приблизительно от 10 до 15 г/м2 (слой мелтблаун имеет плотность <5 г/м2), который доступен от Avgol America, Inc. из Ноксвилла, штат Северная Каролина. Например, примеры абсорбирующих конструктивных элементов для применения в качестве абсорбирующей сердцевины 28 описаны в патентах США №№4610678; 4673402; 4834735; 4888231; 5137537; 5147345; 5342338; 5260345; 5387207; 5397316 и 5625222. Для уменьшения общего размера и/или толщины абсорбирующей сердцевины и, таким образом, для улучшения комфорта пользователя и уменьшения объема утилизируемых отходов, создаваемых загрязненным вкладышем, может быть предпочтительным конструирование абсорбирующей сердцевины с применением наименьших объемов материалов сердцевины, возможных в пределах ограничений по характеристикам. Для этой цели примеры подходящих материалов и конструктивных элементов для подходящей абсорбирующей сердцевины описаны в заявках на патент США с серийными номерами 12/141122 и 12/141124 и в патентах США №8017827 и №8496637, но не ограничиваются ими. В них в целом описываются конструкции абсорбирующей сердцевины, которые сводят к минимуму или устраняют потребность во включении материала «airfelt» или других форм целлюлозного волокна в сочетании с частицами сверхабсорбирующего полимера (ниже в данном документе «сердцевины, в сущности не содержащие материал «airfelt»»). Адгезивы согласно настоящему изобретению можно применять в пределах или около сердцевины для иммобилизации сердцевины, иммобилизации абсорбирующего материала или для скрепления основы сердцевины с абсорбирующим полимерным материалом, помимо прочих применений. Конструкция абсорбирующей сердцевины и адгезивы, применяемые в сердцевине, могут быть такими, как описано в патентах США №8319005 и №8187240 и в патентной публикации США №2012/0316530. В некоторых воплощениях адгезив может представлять собой волокнистую или сетеобразную структуру.
Нижний лист 26 обычно расположен таким образом, чтобы он мог составлять по меньшей мере часть обращенной к предмету одежды поверхности 120 подгузника 20. Нижний лист 26 может быть предназначен для препятствования протеканию продуктов выделения, абсорбируемых и содержащихся в подгузнике 20, из загрязненных изделий, которые могут контактировать с подгузником 20, таких как постельное белье и предметы нижнего белья. В определенных воплощениях нижний лист 26 является в сущности непроницаемым для воды. Подходящие материалы для нижнего листа 26 включают пленки, такие как пленки, изготавливаемые Tredegar Industries Inc. из Терре Хот, штат Индиана, и продаваемые под торговыми марками X15306, X10962 и X10964. Другие подходящие материалы для нижнего листа 26 могут включать «дышащие» материалы, которые обеспечивают выход испарений из подгузника 20, но, в то же время, препятствуют прохождению продуктов выделения через нижний лист 26. Примерные «дышащие» материалы могут включать материалы, такие как тканые полотна, нетканые полотна, композитные материалы, такие как покрытые пленкой нетканые полотна, и микропористые пленки, такие как производимые компанией Mitsui Toatsu Co., Япония, под торговой маркой ESPOIR NO и компанией EXXON Chemical Co., Бей-Сити, штат Техас, под торговой маркой EXXAIRE. Подходящие «дышащие» композитные материалы, содержащие смеси полимеров, доступны от компании Clopay Corporation, Цинциннати, штат Огайо, под торговой маркой HYTREL, смесь Р18-3097. Такие «дышащие» композитные материалы описаны более подробно в РСТ заявке № WO 95/16746 и патенте США №5865823. Другие «дышащие» нижние листы, включающие нетканые полотна и формованные перфорированные пленки, описаны в патенте США №5571096. Пример подходящего нижнего листа раскрыт в патенте США №6107537. Другие подходящие материалы и/или технологии производства можно применять для получения подходящего нижнего листа 26, в том числе, но без ограничения, поверхностную обработку, подбор и обработку конкретных пленок, подбор и обработку конкретных элементарных нитей и т.д.
Нижний лист 26 также может состоять из более чем одного слоя, как показано в разрезе на фиг. 1. Нижний лист 26 может содержать наружный покровный слой 26а и внутренний слой 26b. Наружный покровный слой 26а может иметь продольные боковые кромки 27а, и внутренний слой 26b может иметь продольные боковые кромки 27b. Наружный покровный слой 26а может быть изготовлен из мягкого нетканого материала. Внутренний слой 26b может быть изготовлен из в сущности непроницаемой для воды пленки. Наружный покровный слой 26а и внутренний слой 26b могут быть связаны вместе с помощью адгезива или любого другого подходящего материала или способа. Особенно подходящий наружный покровный слой 26а доступен от Corovin GmbH из Пайне, Германия, по коду поставщика А18АН0, и особенно подходящий внутренний слой 26b доступен от RKW Gronau GmbH из Гронау, Германия, по коду поставщика PGBR4WPR. Хотя в данном документе рассматривается ряд конфигураций нижнего листа, специалисту в данной области техники будет очевидно, что разнообразные другие изменения и модификации можно совершить без отклонения от сути и объема настоящего изобретения.
Подгузник 20 также может включать систему 50 крепления. Когда подгузник закреплен, система 50 крепления скрепляет переднюю область 36 талии и заднюю область 38 талии, формируя в результате обхват талии, который может охватывать пользователя в то время, когда подгузник 20 надет.Система 50 крепления может содержать крепежные элементы, такие как ушки в виде ленты-липучки, крепежные компоненты в виде крючков и петелек, взаимнозацепляющиеся компоненты крепления, такие как выступы и прорези, застежки, пуговицы, кнопки и/или гибридные крепежные компоненты, хотя, в сущности, также приемлемы любые другие известные крепежные механизмы. Некоторые примеры систем поверхностного крепления раскрыты в патентах США №№3848594; 4662875; 4846815; 4894060; 4946527; 5151092 и 5221274. Пример системы крепления с взаимнозацепляющимися элементами раскрыт в патенте США №6432098. Система 50 крепления также может обеспечивать средства для удерживания изделия в конфигурации для утилизации, как раскрыто в патенте США №4963140. Система 50 крепления также может включать первичную и вторичную системы крепления, как раскрыто в патенте США №4699622. Система 50 крепления может быть сконструирована для уменьшения смещения перекрывающихся частей или для улучшения прилегания, как раскрыто в патентах США №№5242436; 5499978; 5507736 и 5591152.
На фиг. 1 изображена система 50 крепления, содержащая зацепляющий элемент 52 и приемный элемент 54. Как показано, зацепляющий элемент 52 имеет зацепляющую поверхность 53, которая может содержать крючки, петли, адгезив, когезивный агент или другой крепежный элемент. Приемный элемент 54 может иметь поверхность, которая позволяет зацепление с зацепляющим элементом 52. Приемный элемент 54 может содержать крючки, петли, адгезив, когезивный агент или другие компоненты крепления, которые могут принимать зацепляющий элемент 52. Подходящие комбинации зацепляющего элемента 52 и приемного элемента 54 включают без ограничения комбинации крючки/петля, крючки/крючки, адгезив/полимерная пленка; когезивный агент/когезивный агент, адгезив/адгезив; выступ/прорезь и кнопка/отверстие для кнопки.
Подгузник 20 может включать барьерные манжеты 60 и/или уплотняющие манжеты 70. Уплотняющие манжеты 70 также могут быть названы внешними манжетами для ног, кольцами для ног, боковыми отворотами, манжетами для ног или эластичными манжетами. Барьерные манжеты 60 также можно называть вторыми манжетами, внутренними манжетами для ног или «стоячими» собранными на резинку отворотами.
Уплотняющая манжета 70 может быть в сущности неэластичной или может быть способной к эластичному растяжению для динамичного прилегания к ноге пользователя. Уплотняющая манжета 70 может быть сформирована одним или более эластичными элементами 72 (такими как эластичные полоски), функционально связанными с верхним листом 24, нижним листом 26 или любой другой подходящей основой, применяемой в создании подгузника 20. Подходящая конструкция уплотняющей манжеты дополнительно описана в патенте США №3860003.
Барьерная манжета 60 может иметь дистальную кромку 61 и проксимальную кромку 63, которая проходит в сущности параллельно продольной центральной линии 100. Барьерная манжета 60 может охватывать всю длину подгузника 20 в продольном направлении. Барьерная манжета 60 может быть сформирована отворотом 62 и эластичным элементом 64 (таким как эластичные полоски). Отворот 62 может представлять собой непрерывное продолжение любого из существующих материалов или элементов, которые формируют подгузник 20. В других воплощениях, таких как показанные на фиг. 1, барьерная манжета 60 может представлять собой дискретный элемент. В таких воплощениях барьерная манжета 60, содержащая отворот 62 и эластичный элемент 64, может быть сформирована, а затем связана с основанием 22 с помощью скрепляющего элемента 65.
Отворот 62 может содержать ряд основ, таких как перфорированные пластиковые пленки и тканые или нетканые полотна из натуральных волокон (например, древесных или хлопковых волокон), синтетических волокон (например, полиэфирных или полипропиленовых волокон) или комбинации натуральных и синтетических волокон. В определенных воплощениях отворот 62 может содержать нетканое полотно, такое как полотна спанбонд, полотна мелтблаун, кардочесанные полотна и их комбинации (например, композиты спанбонд-мелтблаун и варианты). Слоистые структуры из вышеупомянутых основ также можно применять для формирования отворота 62. Особенно предпочтительный отворот может содержать нетканый материал, доступный от ВВА Fiberweb из Брентвуда, штат Теннесси, по коду поставщика 30926. Особенно подходящий эластичный элемент доступен от Invista из Уичито, штат Канзас, по коду поставщика Т262Р. Дополнительное описание подгузников с барьерными манжетами и подходящую конструкцию таких барьерных манжет можно найти в патентах США №4808178 и №4909803. Эластичный элемент 64 обычно охватывает длину барьерной манжеты 60 в продольном направлении. В других воплощениях эластичный элемент 64 может охватывать по меньшей мере длину барьерной манжеты 60 в продольном направлении в пределах области 37 промежности. Предпочтительно, чтобы эластичный элемент 64 проявлял достаточную эластичность с тем, чтобы проксимальная кромка 63 барьерной манжеты 60 оставалась в контакте с пользователем в время нормального ношения, тем самым улучшая барьерные свойства барьерной манжеты 60. Эластичный элемент 64 может быть соединен с отворотом 62 на находящихся друг напротив друга продольных концах. В определенных воплощениях отворот 62 может быть загнут на себя с тем, чтобы охватывать эластичный элемент 64. Скрепляющий элемент 67 можно использовать для закрепления загнутой части отворота 62.
Барьерные манжеты 60 и/или уплотняющие манжеты 70 могут быть обработаны, полностью или частично, лосьоном, как описано выше в отношении верхних листов, или могут быть полностью или частично покрыты гидрофобным поверхностным покрытием, как подробно описано в заявке на патент США №11/055743, которая была подана 10 февраля 2005 года.
Подгузник 20 может включать передние язычки 40 и задние язычки 42. Передние и/или задние язычки 40, 42 могут представлять собой элементы, выполненные за одно целое с подгузником 20 (т.е. они не являются отдельными элементами, с которыми производят манипуляции, прикрепленными к подгузнику 20, а скорее сформированы из одного или более различных слоев подгузника и представляют собой их продолжения). В определенных воплощениях передние и/или задние язычки 40, 42 могут быть дискретными элементами, которые связаны с основанием 22, как показано на фиг. 1. Дискретные передние и/или задние язычки 40, 42 могут быть связаны с основанием 22 с помощью любого способа скрепления, известного в уровне техники, такого как скрепление адгезивом, скрепление давлением, термоскрепление и т.п. В других воплощениях передние и/или задние язычки 40, 42 могут содержать дискретный элемент, связанный с основанием 22, причем основание 22 имеет слой, элемент или основу, которая выполнена протяженной поверх переднего и/или заднего язычка 40, 42. Передние язычки 40 и задние язычки 42 могут быть растяжимыми, нерастяжимыми, эластичными или неэластичными. Передние язычки 40 и задние язычки 42 могут быть сформированы из нетканых полотен, тканых полотен, трикотажных тканей, полимерных и эластомерных пленок, перфорированных пленок, губок, пеноматериалов, сеток, а также их комбинаций и слоистых структур из них. В определенных воплощениях передние язычки 40 и задние язычки 42 могут быть сформированы из слоистой структуры из нетканого материала/эластомерного материала или из нетканого материала/эластомерного материала/нетканого материала. Подходящий эластичный задний язычок 42 может представлять собой слоистую структуру, содержащую эластомерную пленку (такую как доступная от Tredegar Corp из Ричмонда, штат Виргиния, по коду поставщика Х25007), расположенную между двумя слоями нетканого материала (такого как доступный от ВВА Fiberweb из Брентвуда, штат Теннесси, по коду поставщика FPN332). Хотя следующие воплощения направлены на устройство и конструкцию заднего язычка 42, эти воплощения в равной степени применимы к устройству и конструкции переднего язычка 40. Следует понимать, что любую комбинацию следующих воплощений можно применять для заднего язычка 42 и/или переднего язычка 40.
В альтернативных воплощениях подгузник 20 может быть предварительно сформирован производителем с получением трусов. Трусы могут быть предварительно сформированы с помощью любой подходящей технологии, в том числе, но без ограничения, путем скрепления частей изделия с помощью повторно скрепляемого и/или образующего неразъемное соединение скрепляющего элемента (например, шва, сварного шва, скрепления адгезивом, когезионного скрепления, крепежного элемента и т.д.). Например, подгузник 20 на фиг. 1 можно производить с зацепленной системой 50 крепления (т.е. зацепляющий элемент 52 связан с приемным элементом 54). В качестве дополнительного примера подгузник 20 на фиг. 1 может быть произведен с передними язычками 40, связанными с задними язычками 42 посредством скрепляющего элемента, как например, скрепления адгезивом, механического скрепления или некоторых других методик скрепления, известных в уровне техники. Подходящие трусы раскрыты в патентах США №№5246433; 5569234; 6120487; 6120489; 4940464; 5092861; 5897545 и 5957908.
Как отмечено выше, конструкционный адгезив, как правило, применяют для скрепления компонентов абсорбирующего изделия при сборке абсорбирующего изделия. Неограничивающие примеры такого скрепления с применением конструкционного адгезива включают, но не ограничиваются, следующим:
- покровный слой сердцевины с уплотнителем насыпного слоя;
- нижний лист 26 с сердцевиной 28;
- эластичный элемент 64 с нетканым материалом и/или пленкой с формированием барьерной манжеты 60 или уплотняющей манжеты 70.
- нетканый материал с паропроницаемой пленкой с формированием нижнего листа 26;
- барьерные манжеты с верхним листом 24; приемный элемент 54 с верхним листом 24;
- отворот 40, 42 с нижним листом 26.
- слой основы в сердцевине со слоем абсорбирующего полимерного материала в сердцевине.
Будет понятно, что многие из этих применений включают скрепление нетканого материала с другим материалом. В некоторых случаях нетканый материал связан с другим нетканым материалом. В других случаях нетканый материал может быть связан с пленкой.
Нетканые материалы согласно настоящему изобретению могут быть такими, как раскрытые в заявках на патент США №№61/837286, 8388594, 8226625, 8231595 и 8226626.
Адгезив
Адгезивная композиция содержит первый аморфный α-олефиновый сополимер и второй полимер. Аморфный полимер содержит аморфный или статистический полимер, содержащий бутен и один или более альфа-олефиновых мономеров, таких как этилен, пропен, пентен, октен и т.д. Второй полимер содержит аморфный материал, который может действовать как разбавитель, модификатор вязкости, удешевляющая добавка или пластификатор.
Адгезивный материал содержит первый полимер, содержащий полиолефиновый сополимер, содержащий в сущности аморфный или статистически полимеризованный полимерный материал, содержащий 1-бутен, и второй аморфный полимер, содержащий совместимый аморфный жидкий бутеновый полимер, такой как полиизобутиленовый полимер или аналогичный материал. Полиизобутиленовый полимер содержит значительную долю (более 50 мол. % и часто более 90 мол. %) изобутиленового мономера.
Первый аморфный полимер, как правило, содержит бутен (например) 1-бутен и может представлять собой сополимер или терполимер, который может содержать этилен, пропен или второй С4-40-олефиновый полимер. Эти в сущности аморфные полимеры с низкой степенью кристалличности характеризуются кристаллической природой менее чем на 10% и предпочтительно менее чем на 5%.
Аморфный полимер представляет собой сополимер на основе бутена (минимальное количество составляет по меньшей мере приблизительно 30, или 40, или 50, или 60 вес. % 1-бутена), который также можно назвать статистическим бутен-α-олефиновым сополимером. Бутеновый сополимер включает одно или более звеньев, т.е. мономерных звеньев, полученных из пропена, одно или более сомономерных звеньев, полученных из этилена или α-олефинов, включающих от 4 до приблизительно 20 атомов углерода.
Первый сополимер содержит от приблизительно 30 мол. % до приблизительно 75 мол. %, предпочтительно от приблизительно 40 мол. % до приблизительно 70 мол. %, от приблизительно 50 мол. % до приблизительно 65 мол. % звеньев, полученных из бутена. Помимо звеньев, полученных из бутена, данный сополимер содержит от приблизительно 70 мол. % до приблизительно 30 мол. %, от приблизительно 60 мол. % до приблизительно 40 мол. % звеньев, предпочтительно полученных из этилена, пропена или по меньшей мере одного С5-10-альфа-олефинового мономера.
В одном или более воплощениях звенья олефинового сомономера также можно получить из других мономеров, таких как этилен, 1-бутен, 1-гексан, 4-метил-1-пентен и/или 1-октен. Примеры альфа-олефинов выбраны из группы, состоящей из следующего: этилен, бутен-1, пентен-1,2-метилпентен-1,3-метилбутен-1, гексен-1,3-метилпентен-1,4-метилпентен-1,3,3-диметилбутен-1, гептен-1, гексен-1, метилгексен-1, диметилпентен-1, триметилбутен-1, этилпентен-1, октен-1, метилпентен-1, диметилгексен-1, триметилпентен-1, этилгексен-1, метилэтилпентен-1, диэтилбутен-1, пропилпентан-1, децен-1, метилнонен-1, нонен-1, диметилоктен-1, триметилгептен-1, этилоктен-1, метилэтилбутен-1, диэтилгексен-1, додецен-1 и гексадодецен-1.
В одном или более воплощениях аморфный сополимер содержит от приблизительно 30 мол. % до приблизительно 75 мол. %, предпочтительно от приблизительно 40 мол. % до приблизительно 00 мол. % звеньев, полученных из бутена, и от приблизительно 70 мол. % до приблизительно 30 мол. %, от приблизительно 60 мол. % до приблизительно 40 мол. %, от приблизительно 50 мол. % до приблизительно 65 мол. % звеньев, полученных из по меньшей мере одного альфа-олефинового мономера, выбранного из этилена, пропена, 1-гексена или 1-октена. Можно применять небольшие количества α-олефинового мономера (мономеров) в диапазоне приблизительно от 0,1 до 20 мол. %. Аморфный полимер характеризуется средневесовым молекулярным весом (Mw) от приблизительно 1000 до приблизительно 25000 или менее, предпочтительно приблизительно от 2000 до 20000.
В одном или более воплощениях первый сополимер содержит от приблизительно 30 мол. % до приблизительно 70 мол. %, предпочтительно от приблизительно 40 мол. % до приблизительно 60 мол. % звеньев, полученных из бутена, и от приблизительно 70 мол. % до приблизительно 30 мол. %, от приблизительно 60 мол. % до приблизительно 40 мол. % звеньев, полученных из пропена, в то время как можно использовать небольшие количества α-олефинового мономера(мономеров) в диапазоне приблизительно от 0,1 до 20 мол. %.
Аморфный полимер характеризуется средневесовым молекулярным весом (Mw) от приблизительно 1000 до приблизительно 50000 или менее, предпочтительно приблизительно от 55000 до 45000.
Аморфный сополимер характеризуется вязкостью менее 10000 мПа⋅с (1 сантипуаз [сП]=1 мПа⋅с), например, от приблизительно 2000 до 8000 мПа⋅с, при измерении в соответствии с ASTM D3236 при 190°С. Вязкость расплава определяли в соответствии с ASTM D-3236, которую также в данном документе называют «вязкостью» и/или «вязкостью по Брукфильду».
Некоторые примеры аморфного полиолефина включают полимеры Rextaс, производимые Huntsman, в том числе Rextaс Е-62, Е-65. См., например, Sustic, патент США №5723546 для описания полимеров, который специально включен в данный документ. Другие применимые аморфные полимеры реализуются как материалы Vestoplast® и Eastoflex®.
Адгезивный материал содержит второй полимер, который является совместимым с 1-бутеновым компонентом в первом сополимере. Такая совместимость обусловлена жидким аморфным материалом, содержащим по меньшей мере один изомер бутенового мономера (1-бутен, цис- и транс-2-бутен и изобутилен). В отличие от традиционных пластифицирующих масел, таких как белые масла, традиционно имеющие углеводородную природу, применимые материалы являются достаточно совместимыми и в результате дополнительно улучшают технологические характеристики, снижают вязкость, поддерживают скрепление адгезивом при улучшении когезивных свойств. Термины «совместимый или совместимость» смеси полимеров в том смысле, в котором данный термин используется в настоящем раскрытии, означает, что (1) материалы смешиваются в однородный горячий расплав, и (2) когезионная прочность смеси (от 70/30 до 50/50 по весу) аморфного 1-бутенового полимера и второго аморфного полимера поддерживается в конструктивных целях. Предпочтительные материалы включают совместимые удешевляющую добавку, разбавитель и модификатор вязкости, такой как полиизобутиленовый полимер. Полимер может содержать большую долю изобутиленовых звеньев или может быть представлен как:
[-С(СН3)2-СН2-]n;
где n=15-75. Предпочтительные материалы, такие как полиизобутилен, представляют собой вязкие жидкости с молекулярным весом приблизительно от 200 до 20000, приблизительно от 200 до 5000 или приблизительно от 500 до 3000. Предпочтительные жидкие материалы характеризуются вязкостью в универсальных секундах по Сейболту (SUS) при 100°C, составляющей приблизительно от 100 до 20000. Характерными особенностями полиизобутилена являются низкая газопроницаемость и высокая устойчивость к действию кислот, щелочей и растворов солей, а также высокие диэлектрические показатели. Они постепенно разлагаются под действием солнечного света и ультрафиолетовых лучей (добавление углеродной сажи замедляет этот процесс). В промышленности полиизобутилен получают посредством полимеризации мономера по ионному механизму (катализируемому АlСl3) при температурах от -80°С до -100°С; их обработку осуществляют с помощью стандартного оборудования в каучуковой промышленности. Полиизобутилен легко объединяется с природными или синтетическими каучуками, полиэтиленом, поливинилхлоридом и фенолформальдегидными смолами.
В некоторых воплощениях пластификаторы включают полипропилен, полибутен, гидрированный полиизопрен, гидрированный полибутадиен, полипиперилен, сополимеры пиперилена и изопрена и т.п., характеризующиеся средними значениями молекулярного веса от приблизительно 350 до приблизительно 10000. В других воплощениях пластификаторы включают глицериловые сложные эфиры обычных жирных кислот.
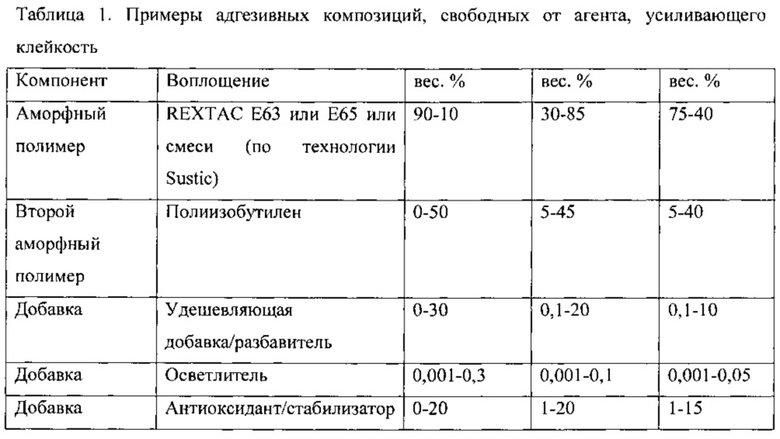
Как отмечено выше, воплощения предпочтительных композиций предусматриваются в сущности свободными от эффективного количества традиционного материала, усиливающего клейкость, который может придавать любое свойство из времени открытой выдержки с адгезивом, смачивания основы или приклеивания к адгезивному материалу. Уход от применения агента, усиливающего клейкость, снижает затраты и освобождает разработчика рецептур от применения дефицитных материалов. Кроме того, агент, усиливающий клейкость, может придавать нежелательный запах одноразовым изделиям, а также может действовать как носитель низкомолекулярных пластификаторов (подобных технологическим маслам, которые применяют в адгезивах на основе SBC), которые могут ослаблять полиэтиленовые материалы нижнего листа, применяемые в абсорбирующих изделиях. Целостность нижнего листа становится более важной вследствие уменьшения толщины полиэтиленовой пленки, применяемой в этих изделиях. Термин «традиционные смолы, усиливающие клейкость» означает те смолы, обычно доступные в областях разработки и промышленного применения адгезивов, которые используются в типичных термоплавких адгезивах. Примеры традиционных смол, усиливающих клейкость, включенные в данный диапазон, включают смолы на основе алифатических углеводородов, смолы на основе модифицированных ароматическими компонентами алифатических углеводородов, смолы на основе гидрированного поли-циклопентадиена, смолы на основе поли-циклопентадиена, живичные канифоли, эфиры смоляных кислот живичной канифоли, экстракционные канифоли, эфиры смоляных кислот экстракционной канифоли, канифоли на основе таллового масла, эфиры смоляных кислот канифоли на основе таллового масла, политерпен, модифицированный ароматическими компонентами политерпен, смолы на основе гидрированного поли-циклапентодиена, модифицированного терпен-фенольными, ароматическими компонентами, смолы на основе гидрированных алифатических соединений, смолы на основе гидрированных алифатически-ароматических соединений, гидрированный терпен и модифицированный терпен, а также гидрированные эфиры смоляных кислот канифоли. Часто в традиционных составах такие смолы применяются в количествах, которые находятся в диапазоне от приблизительно 5 до приблизительно 65 вес. %, часто приблизительно от 20 до 30 вес. %.
В дополнительных воплощениях композиции, раскрытые в данном документе, могут необязательно содержать антиоксидант или стабилизатор. В раскрытых в данном документе адгезивных композициях можно применять любой антиоксидант, известный специалисту в данной области. Неограничивающие примеры подходящих антиоксидантов включают антиоксиданты на основе аминов, таких как алкил-дифениламины, фенил-нафтиламин, алкил- или аралкил-замещенный фенил-нафтиламин, алкилированные пара-фенилендиамины, тетраметил-диаминодифениламин и т.п.; и стерически затрудненные фенольные соединения, такие как 2,6-ди-трет-бутил-4-метилфенол; 1,3,5-триметил-2,4,6-трис(3’,5’-ди-трет-бутил-4’-гидроксибензил)бензол; тетракис[(метилен(3,5-ди-трет-бутил-4-гидроксигидроциннамат)]метан (например, IRGANOXTMI 010 от Ciba Geigy, Нью-Йорк); октадецил-3,5-ди-трет-бутил-4-гидроксициннамат (например, IRGANOXTMI076, коммерчески доступный от Ciba Geigy) и их комбинации. В случае применения антиоксиданта его количество в композиции может составлять приблизительно от количества более 0 до приблизительно 1 вес. %, от приблизительно 0,05 до приблизительно 0,75 вес. % или от приблизительно 0,1 до приблизительно 0,5 вес. % от общего веса композиции.
В дополнительных воплощениях композиции, раскрытые в данном документе, необязательно могут содержать УФ-стабилизатор, который может предотвращать или снижать разложение композиции под действием излучения. В раскрытых в данном документе адгезивных композициях можно применять любой УФ-стабилизатор, известный специалисту в данной области. Неограничивающие примеры подходящих УФ-стабилизаторов включают бензофеноны, бензотриазолы, ариловые сложные эфиры, оксанилиды, сложные эфиры акриловой кислоты, формамидин с углеродной сажей, затрудненные амины, никелевые гасители, затрудненные амины, фенольные антиоксиданты, соли металлов, цинковые соединения и их комбинации. В случае применения УФ-стабилизатора его количество в композиции может составлять приблизительно от количества более 0 до приблизительно 1 вес. %, от приблизительно 0,05 до приблизительно 0,75 вес. % или от приблизительно 0,1 до приблизительно 0,5 вес. % от общего веса композиции.
В дополнительных воплощениях композиции, раскрытые в данном документе, могут необязательно содержать осветлитель, краситель или пигмент. В раскрытых в данном документе адгезивных композициях можно применять любой краситель или пигмент, известный специалисту в данной области. Неограничивающие примеры подходящих осветлителей, красителей или пигментов включают флуоресцентные материалы и пигменты, такие как триазин-стильбен, кумарин, имидазол, диазол, диоксид титана и углеродная сажа, фталоцианиновые пигменты и другие органические пигменты, такие как IRGAZINB, CROMOPHTALB, MONASTRALB, CINQUASIAB, IRGALITEB, ORASOLB, все из которых доступны от Ciba Specialty Chemicals из Тарритауна, Нью-Йорк. В случае применения осветлителя, красителя или пигмента его количество в композиции может составлять приблизительно от количества более 0 до приблизительно 10 вес. %, от приблизительно 0,01 до приблизительно 5 вес. % или от приблизительно 0,1 до приблизительно 2 вес. % от общего веса композиции.
Раскрытые в данном документе композиции также могут необязательно содержать душистое вещество, такое как отдушка или другое ароматное вещество. Такие душистые вещества могут удерживаться подкладкой, или они могут содержаться в средствах для высвобождения, таких как микрокапсулы, которые могут, например, высвобождать душистое вещество после удаления препятствующего высвобождению покровного материала с композиции или надавливания на композицию.
В дополнительных воплощениях композиции, раскрытые в данном документе, могут необязательно содержать наполнитель. В раскрытых в данном документе адгезивных композициях можно применять любой наполнитель, известный специалисту в данной области. Неограничивающие примеры подходящих наполнителей включают песок, тальк, доломит, карбонат кальция, глину, диоксид кремния, слюду, волластонит, полевой шпат, силикат алюминия, окись алюминия, гидроокись алюминия, стеклянные бусины, стеклянные микросферы, керамические микросферы, микросферы из термопластичного материала, барит, древесную муку и их комбинации. В случае применения наполнителя его количество в композиции может составлять приблизительно от количества более 0 до приблизительно 60 вес. %, от приблизительно 1 до приблизительно 50 вес. % или от приблизительно 5 до приблизительно 40 вес. %.
Термоплавкие адгезивные композиции характеризуются реологическими свойствами в расплаве и термической стабильностью, подходящими для применения с традиционным оборудованием для нанесения термоплавкого адгезива. Смешанные компоненты термоплавких адгезивных композиций характеризуются низкой вязкостью расплава при температуре нанесения, что тем самым облегчает течение композиций через аппарат для нанесения покрытия, например головку или сопло для нанесения покрытия, не прибегая к включению растворителей или удешевляющей добавки на основе масла в композицию. Значения вязкости расплава термоплавких адгезивных композиций составляют от 1500 сП до 3500 сП или приблизительно от 2000 сП до 3000 сП, измеренные в миллипаскаль-секундах или сантипуазах (сП) с помощью вискозиметра Brookfield thermosel RVT с использованием ротора номер 27 при 176,66°С (50 об/мин, 350°F). Термоплавкие адгезивные композиции характеризуются температурой размягчения (стандартный метод испытаний в соответствии с ASTM D 3461-97 для метода определения температуры размягчения с использованием аппарата Меттлера), составляющей приблизительно от 80°С до 140°С, в некоторых воплощениях приблизительно от 115°С до 130°С.
Другой аспект относится к способам производства, где используются термоплавкие адгезивные композиции. Способ включает нанесение расплавленных композиций на основу с последующим контактом адгезивной композиции со второй основой не позднее периода от 0,1 секунды до 5 секунд после нанесения адгезивной композиции на первую основу, причем приведение в контакт приводит в результате к скреплению адгезивом между основами.
Конструкционный адгезив можно наносить с использованием широкого спектра известных способов нанесения, включающих без ограничения щелевую экструзию, методы распыления, в том числе распыление через спиральные форсунки, и нанесение в виде капель. Конкретные примеры включают без ограничения следующее:
- нанесение конструкционного адгезива распылением спиральной форсункой или нанесение покрытия через устройство со щелевой головкой для скрепления верхнего листа с нижележащим слоем нетканого материала;
- нанесение конструкционного адгезива посредством нанесения покрытия через устройство со щелевой головкой для скрепления поглощающего слоя или распределяющего слоя с покровным слоем сердцевины;
- нанесение капель конструкционного адгезива, находящихся между нетканым материалом, содержащим манжету, и нижним листом;
- нанесение конструкционного адгезива распылением спиральной форсункой или нанесение покрытия через устройство со щелевой головкой для скрепления верхнего листа с нижним листом для того, чтобы герметизировать продольные кромки абсорбирующего изделия;
- нанесение конструкционного адгезива с использованием нанесения покрытия через устройство со щелевой головкой для скрепления зоны перекрытия (т.е. приемного элемента) с нижним листом;
- нанесение конструкционного с использованием нанесения покрытия через устройство со щелевой головкой для скрепления покровного слоя сердцевины с насыпным слоем;
- нанесение конструкционного адгезива распылением спиральной форсункой для скрепления сердцевины с нижним листом.
- нанесение конструкционного адгезива распылением спиральной форсункой для скрепления нетканого материала, содержащего манжету, с нетканым материалом, содержащим нижний лист.
Адгезив можно наносить в количестве от приблизительно 1 до приблизительно 100, или от приблизительно 4 до приблизительно 90, или от приблизительно 7 до приблизительно 70 грамм на квадратный метр (г/м2) полученного в результате скрепленного материала. Материал можно наносить в количестве от приблизительно 0,1 до приблизительно 20, или от приблизительно 0,2 до приблизительно 10, или от приблизительно 0,3 до приблизительно 15 грамм на квадратный метр (г/м2) полученного в результате скрепленного материала. Адгезивный материал можно применять при скорости добавления от 0,5 до 2 г/м2, от 0,6 до 1,7 г/м2 или от 0,7 до 1,5 г/м2 для абсорбирующих изделий.
Примеры
Ряд термоплавких адгезивных композиций получали путем смешивания первого аморфного сополимера, второго совместимого сополимера и антиоксиданта в условиях смешивания при повышенных температурах с формированием полностью гомогенизированного расплава. Температуры смешивания варьировали от приблизительно 135 до приблизительно 200°С, предпочтительно от приблизительно 150 до приблизительно 175°С, что требуется для получения однородности. Традиционный смеситель с подогреваемыми лопастями мешалки (WiseStir®) использовали для обеспечения полной гомогенизации в подогреваемом контейнере до конечной адгезивной композиции.
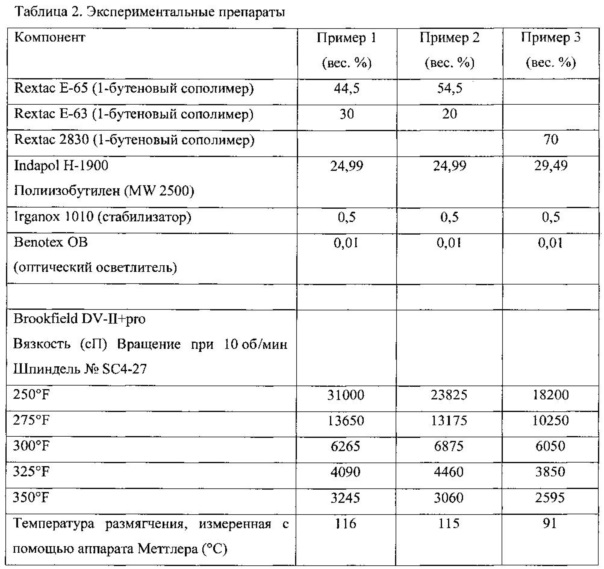
Примеры 1-3
Термоплавкие адгезивные композиции составляли путем смешивания в расплаве, как описано ниже, причем конкретные компоненты и количества компонентов изложены в следующей таблице 2.

Сравнительный пример 1
Термоплавкие адгезивные композиции составляют путем смешивания в расплаве, как описано ниже, причем конкретные компоненты и количества компонентов изложены в следующей таблице 3. В каждом из сравнительных примеров 1 и 2 формировалась неоднородная композиция, которая характеризовалась недостаточной когезионной/адгезионной прочностью, чтобы эффективно ее измерить.


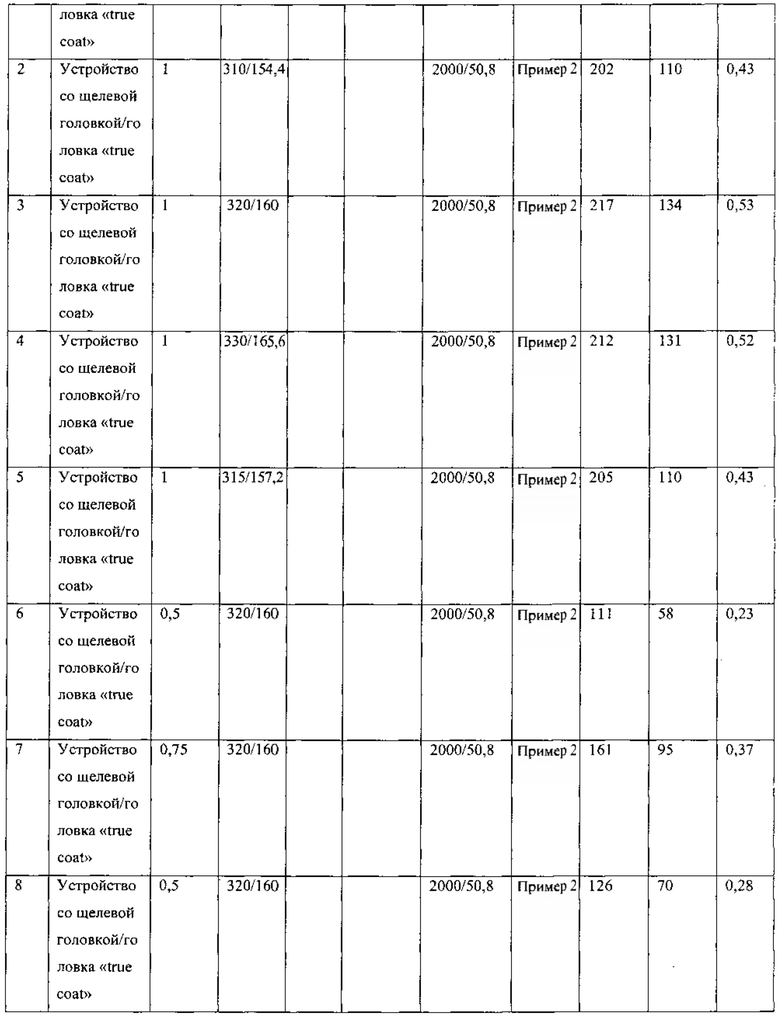
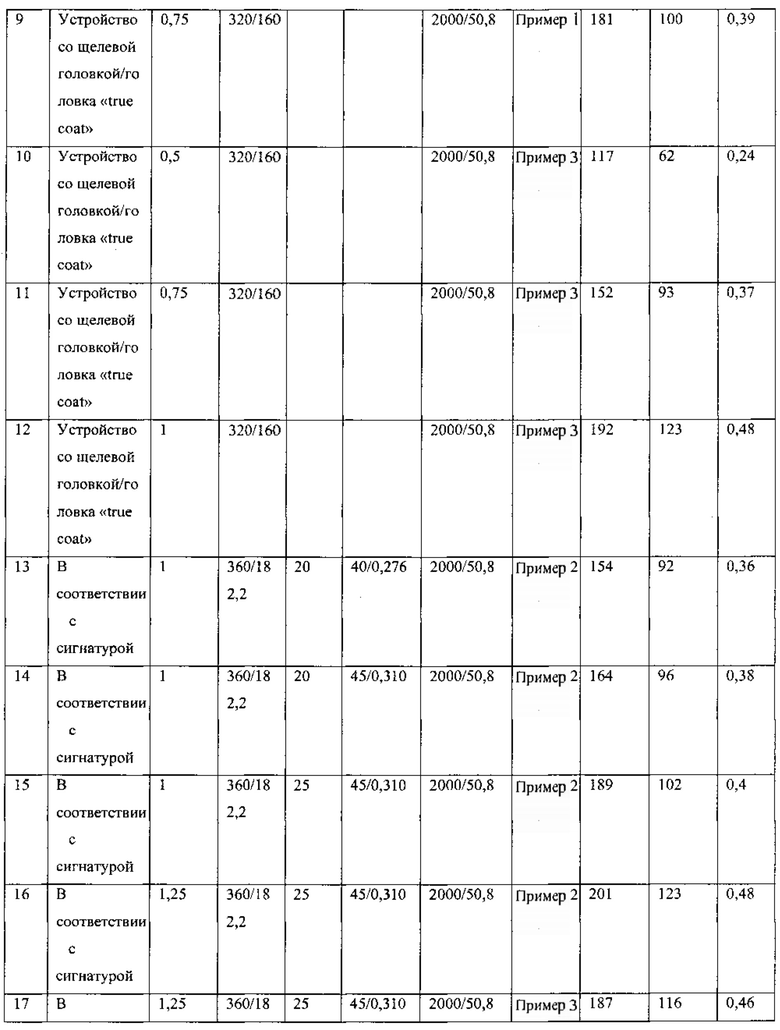
Все испытания показывают адгезию и хорошее скрепление. Данные из серий 2, 3, 4, 5, 9, 12, 15, 16, 17, 19 и 20 демонстрируют значения, все из которых превышали требования к успешному конструкционному адгезиву для абсорбирующих изделий.
Эти данные указывают, что материалы будут обеспечивать отличное скрепление конструкции в одноразовых абсорбирующих изделиях. Стоит отметить, что вязкость связана с сопротивлением течению материала в определенных условиях. Это характерное свойство определяет текучесть, степень смачивания и проникновение в основу расплавленного полимера. Она является показателем его технологических свойств и пригодности в качестве термоплавкого адгезивного материала.
Вязкость расплава обычно напрямую связана с молекулярным весом полимера и приведена в миллипаскаль-секундах (мП⋅с) или сантипуазах (сП) с использованием Brookfield DV-II + Pro (обороты: 10 об/мин; шпиндель №SC4-27) при указанной температуре.
Температуру размягчения, измеренную с помощью аппарата Меттлера в градусах по шкале Цельсия или в градусах по Фаренгейту, как правило, измеряют с использованием ASTM D3104. Аморфная природа полиолефиновых материалов приводит в результате к температуре плавления, которая не является точно определенной или четко выраженной. Скорее с ростом температуры аморфные полимеры постепенно меняются от твердого материала к мягкому, а затем к жидкому материалу. Часто не замечают явно выраженных температуры стеклования или температуры плавления. В этом протоколе температурного испытания, в котором обычно измеряется точная температура, при которой диск из образца полимера, нагреваемый со скоростью 2°С в минуту или 10°F в минуту, становится достаточно мягким для того, чтобы позволить испытывать объект, стальной шарик (вес в граммах) бросают через образец. Приведенные данные о температуре размягчения полимера в градусах по шкале Цельсия или градусах по Фаренгейту являются важными, поскольку она, как правило, указывает на теплостойкость полимера, подходящие температуры нанесения и температуры застывания.
Значения в испытании на отслаивание получали путем формирования слоистой структуры из нетканого материала SMS (11,6 г/м2) и микропористой полиэтиленовой пленки (0,5 мил/0,127 микрометра) с использованием условий ламинирования, которые описаны в таблице 4. Слоистую структуру разрезают на полоски шириной 1 дюйм/25,4 мм в направлении, поперечном направлению машинной обработки. Силу расслоения измеряли при разделении слоистой структуры при комнатной температуре с использованием устройства для испытания на отрыв ТМах при скорости 20 дюйм/с (50,8 см/с) с пиковой силой, усредняемой по 15 периодам.
Пункты формулы изобретения могут, соответственно, содержать, состоять из, или состоять в сущности из, или в сущности не содержать любого из раскрытых или перечисленных элементов. Настоящее изобретение, раскрытое с помощью примеров в настоящем документе, также может быть подходящим образом осуществлено на практике в отсутствие любого элемента, который не раскрыт специально в настоящем документе.
Размеры и значения, раскрытые в данном описании, не следует понимать как строго ограниченные указанными точными численными значениями. Наоборот, если не указано иначе, каждый такой размер следует подразумевать и как указанное значение, и как функционально эквивалентный диапазон, охватывающий данное значение. Например, размер, указанный как “40 мм”, следует понимать как “приблизительно 40 мм”.
Релевантные части всех документов, процитированных в разделе «Подробное описание изобретения», включены в настоящий документ посредством ссылки; цитирование любого документа не является допущением того, что он является прототипом настоящего изобретения. В том случае, если любое значение или определение какого-либо термина в данном документе противоречит любому значению или определению данного термина в документе, включенном по ссылке, значение или определение, присвоенное такому термину в данном документе, должно иметь главенствующее значение.
Хотя были показаны и описаны конкретные варианты осуществления настоящего изобретения, специалистам в данной области будет очевидно, что могут быть выполнены различные другие изменения и модификации без отклонения от сущности и объема настоящего изобретения. Таким образом, предполагается, что прилагаемая формула изобретения охватывает все такие изменения и модификации, входящие в объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абсорбирующее изделие с адгезивом, свободным от агента, усиливающего клейкость | 2015 |
|
RU2680499C2 |
| Термоплавкий адгезив | 2014 |
|
RU2678050C1 |
| Абсорбирующие изделия, содержащие каналообразующие области и индикатор влажности | 2014 |
|
RU2662136C1 |
| Абсорбирующее изделие, содержащее систему адгезивного скрепления абсорбирующей сердцевины и тыльного листа, включающую два адгезивных материала | 2015 |
|
RU2652306C1 |
| Абсорбирующие изделия с барьерными ножными манжетами | 2014 |
|
RU2626229C2 |
| Абсорбирующие конструктивные элементы и сердцевины с эффективной иммобилизацией абсорбирующего материала | 2014 |
|
RU2640983C1 |
| Абсорбирующие сердцевины, содержащие каналообразующие области и скрепления в виде с-образных оболочек | 2014 |
|
RU2638754C1 |
| Абсорбирующие изделия, содержащие карманы | 2013 |
|
RU2637983C2 |
| АБСОРБИРУЮЩИЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ КАНАЛЫ | 2013 |
|
RU2605066C1 |
| Абсорбирующие изделия, содержащие каналы | 2013 |
|
RU2637889C2 |

Группа изобретений относится к одноразовому абсорбирующему изделию и к способу сборки этого изделия. Одноразовое абсорбирующее изделие собрано из набора компонентов листов с применением адгезива. Последний состоит из композиции на основе аморфного полиолефина, содержащей более 40% 1-бутена и второго аморфного полимера, содержащего по меньшей мере один бутановый мономер, причем полимер характеризуется молекулярным весом (MWn) по меньшей мере 1000, при этом полимер является совместимым с полиолефином. Способ сборки одноразового абсорбирующего изделия заключается в том, что используют адгезивную композицию по изобретению и соединяют компоненты абсорбирующего изделия с применением адгезивной композиции. Технический результат, достигаемый при использовании группы изобретений, заключается в том, чтобы обеспечить высококачественное скрепление конструкции в одноразовых абсорбирующих изделиях. 2 н. и 29 з.п. ф-лы, 1 ил., 4 табл.
1. Одноразовое абсорбирующее изделие, имеющее продольную центральную линию (поз. 100) и поперечную центральную линию, переднюю область талии (поз. 36) с передней кромкой талии, заднюю область талии (поз. 38) с задней кромкой талии, область промежности, расположенную между указанными передней и задней областями талии, и две пространственно разнесенные продольные боковые кромки (поз. 27а), скрепляющие указанную переднюю кромку талии с указанной задней кромкой талии, и содержащее узел из компонентов, включающих:
a) верхний лист (поз. 24);
b) нижний лист (поз. 26), лежащий под указанным верхним листом;
c) абсорбирующую сердцевину (поз. 28), расположенную между указанным верхним листом и указанным нижним листом, при этом указанная абсорбирующая сердцевина содержит по меньшей мере одно из покровного слоя сердцевины, насыпного слоя, поглощающего слоя, распределяющего слоя и аккумулирующего элемента;
d) по меньшей мере один дополнительный компонент, выбранный из группы, состоящей из:
i) системы крепления (поз. 50) для скрепления указанной передней области талии с указанной задней областью талии, когда указанное абсорбирующее изделие надето;
ii) барьерных манжет (поз. 60), лежащих вблизи одной из указанных продольных боковых кромок и по направлению внутрь от них;
iii) уплотняющих манжет (поз. 70), лежащих между указанной продольной боковой кромкой и указанной барьерной манжетой;
iv) передних язычков (поз. 40), расположенных в указанной передней области талии;
v) задних язычков (поз. 42), расположенных в указанной задней области талии; и
vi) приемного элемента; и
e) термоплавкую адгезивную композицию, подходящую для скрепления по меньшей мере двух компонентов абсорбирующего изделия вместе, причем термоплавкая адгезивная композиция состоит в сущности из:
(i) композиции на основе аморфного полиолефина, содержащей более 40% 1-бутена; и
(ii) второго аморфного полимера, содержащего по меньшей мере один бутеновый мономер, причем полимер характеризуется молекулярным весом (MWn) по меньшей мере 1000, при этом полимер является совместимым с полиолефином.
2. Абсорбирующее изделие по п. 1, в котором указанный термоплавкий адгезив скрепляет указанный верхний лист с нижележащим слоем нетканого материала.
3. Абсорбирующее изделие по п. 1, в котором указанный термоплавкий адгезив скрепляет эластичный материал с нетканым материалом с формированием указанных барьерных манжет.
4. Абсорбирующее изделие по п. 1, в котором указанный термоплавкий адгезив скрепляет эластичный материал с указанным нижним листом.
5. Абсорбирующее изделие по п. 1, в котором указанный термоплавкий адгезив скрепляет поглощающий слой с покровным слоем сердцевины.
6. Абсорбирующее изделие по п. 1, в котором указанный термоплавкий адгезив скрепляет распределяющий слой с покровным слоем сердцевины.
7. Абсорбирующее изделие по п. 1, в котором указанный термоплавкий адгезив скрепляет верхний лист с нижним листом вблизи продольной кромки указанного абсорбирующего изделия.
8. Абсорбирующее изделие по п. 1, в котором указанный термоплавкий адгезив скрепляет приемный элемент (поз. 54) с нижним листом.
9. Абсорбирующее изделие по п. 1, в котором указанный термоплавкий адгезив скрепляет покровный слой сердцевины с насыпным слоем.
10. Абсорбирующее изделие по п. 1, в котором указанный термоплавкий адгезив скрепляет покровный слой сердцевины с нижним листом.
11. Абсорбирующее изделие по п. 1, в котором указанный термоплавкий адгезив скрепляет насыпной слой с нижним листом.
12. Абсорбирующее изделие по п. 1, в котором адгезив в сущности свободен от агента, усиливающего клейкость.
13. Абсорбирующее изделие по п. 1, в котором второй аморфный полимер содержит вязкую жидкость с молекулярным весом приблизительно от 200 до 20000 и вязкостью в универсальных секундах по Сейболту (SUS) при 100°С, составляющей приблизительно от 100 до 20000.
14. Абсорбирующее изделие по п. 1, в котором аморфный полиолефиновый полимер содержит менее 50 вес. % одного или более альфа-олефиновых С2 или С4-20 мономеров.
15. Абсорбирующее изделие по п. 1, в котором второй аморфный полимер содержит полиизобутилен с молекулярным весом от 1500 до 6000.
16. Абсорбирующее изделие по п. 15, в котором адгезив содержит приблизительно от 50 до 90 вес. % аморфного полимера и приблизительно от 10 до 50 вес. % полиизобутилена.
17. Абсорбирующее изделие по п. 1, в котором плотность адгезива составляет менее 0,9 г/см3.
18. Способ сборки абсорбирующего изделия, включающий этапы, на которых:
а) обеспечивают термоплавкую адгезивную композицию, причем указанный адгезив содержит:
(i) композицию на основе аморфного полиолефина, содержащую более 40% 1-бутена; и
(ii) второй аморфный полимер, содержащий по меньшей мере один бутеновый мономер, причем полимер характеризуется молекулярным весом (MWn) по меньшей мере 1000, причем полимер является совместимым с полиолефином и при этом термоплавкий адгезив в сущности свободен от агента, усиливающего клейкость;
b) обеспечивают множество компонентов абсорбирующего изделия; и
c) скрепляют по меньшей мере один из указанных компонентов абсорбирующего изделия с другим из указанных компонентов абсорбирующего изделия с применением указанного адгезива для того, чтобы собрать указанное абсорбирующее изделие.
19. Способ по п. 18, характеризующийся тем, что этап с) включает этап, на котором скрепляют верхний лист с нижележащим слоем нетканого материала.
20. Способ по п. 18, характеризующийся тем, что этап с) включает этап, на котором скрепляют эластичный материал с нетканым материалом и материалом нижнего листа.
21. Способ по п. 18, характеризующийся тем, что этап с) включает этап, на котором скрепляют поглощающий слой со слоем сердцевины.
22. Способ по п. 18, характеризующийся тем, что этап с) включает этап, на котором скрепляют распределяющий слой со слоем сердцевины.
23. Способ по п. 18, характеризующийся тем, что этап с) включает этап, на котором скрепляют верхний лист с нижним листом вблизи продольной кромки указанного абсорбирующего изделия.
24. Способ по п. 18, характеризующийся тем, что этап с) включает этап, на котором скрепляют приемный элемент с нижним листом.
25. Способ по п. 18, характеризующийся тем, что этап с) включает этап, на котором скрепляют покровный слой сердцевины с нижним листом.
26. Способ по п. 18, характеризующийся тем, что этап с) включает этап, на котором скрепляют покровный слой сердцевины с насыпным слоем.
27. Способ по п. 18, характеризующийся тем, что этап с) включает этап, на котором скрепляют сердцевину с нижним листом.
28. Способ по п. 18, характеризующийся тем, что этап с) включает этап, на котором скрепляют насыпной слой с нижним листом.
29. Способ по п. 18, характеризующийся тем, что аморфный полиолефиновый полимер содержит менее 50 вес. % одного или более альфа-олефиновых С2 или С4-20 мономеров.
30. Способ по п. 18, характеризующийся тем, что второй аморфный полимер содержит полиизобутилен с молекулярным весом от 1500 до 6000.
31. Способ по п. 18, характеризующийся тем, что адгезив содержит приблизительно от 50 до 90 вес. % аморфного полимера и приблизительно от 10 до 50 вес. % полиизобутилена.
| WO 2007026334 A2, 08.03.2007 | |||
| US 4761450 A, 02.08.1988 | |||
| WO 9849249 A1, 05.11.1998 | |||
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ С НЕТКАНЫМИ БОКОВЫМИ ЗОНАМИ | 2007 |
|
RU2472481C2 |
| Д.А | |||
| КАРАДАШОВ, А.П | |||
| ПЕТРОВА | |||
| Полимерные клеи, Москва, Химия, 1983, с.92-93. | |||

