Область техники, к которой относится изобретение
Изобретение относится к устройству подовой плиты, духовке, вафельному формованному изделию и способу изготовления вафельного формованного изделия.
Многие рыхлые выпечные изделия имеют два отличительных признака:
1. Слишком закрытая и гладкая поверхность, вызванная образованием корки в процессе выпекания.
2. Пористая внутренняя структура, объясняемая рыхлостью при повышении газов и водяного пара реагента.
Примерами этого являются выпечные изделия из хлеба, мучные кондитерские изделия и кондитерские изделия, при этом при образовании выпеченной пленки и желатинизации крахмала паром и горячим воздухом часто образуется гладкая и блестящая поверхностная корка, имеющая совершенно другие свойства, отличные от свойств мягкого пористого мякиша внутри.
Дополнительными примерами с существенными структурными отличиями между поверхностью и внутренней частью являются вафельные выпечные изделия, выпеченные под давлением, такие как плоские вафли, полые вафли и вафельные контейнеры. В данном случае в непосредственном контакте с горячей формой для выпечки начальное выпекание происходит сразу во время наполнения формы для выпечки, и образуется пленка, имеющая слишком закрытый внешний вид, а внутренняя часть вафли имеет особенно открытую и пористую структуру в результате интенсивного разрыхления паром, что основано на особенно высоком содержании воды составов для выпекания вафель по сравнению с другими выпечными изделиями, содержание воды составляет от 55% до 66% от выпеченной массы вафли. Такая не очень плотная внутренняя структура с большими порами также влечет за собой очень низкую плотность плоских вафель, полых вафель, вафельных контейнеров, которая составляет только около 0,15 г/см3.
Если в процессе дополнительной обработки рыхлых выпечных изделий их необходимо разделить разделительными резами, открытая пористая структура становится полностью видимой в площади реза. Естественно, это имеет больше отрицательных технологических свойств, чем закрытая внешняя пленка, таких как, возможно, сильно увеличенное растрескивание или отслаивание или быстрое поглощение жидких или пастообразных компонентов, если эти компоненты комбинируются с открытым резаным краем выпечных изделий. Кроме того, имеется включение воздуха, так что при нанесении теплой глазури образующийся пузырь лопается в результате теплового расширения, после чего остается неприглядная дырка в покрытии. Следовательно, основная защитная функция таких покрытий по уменьшению попадания атмосферного кислорода и/или влаги значительно снижается.
В частности, изобретение относится к процессу новой технологии выпекания для изготовления пустотелых вафельных ракушек в модифицированных формах для выпечки полых и плоских вафель. По завершении процесса выпекания выпеченные пустотелые вафельные полусферы можно отделить простым механическим процессом. Больше нет необходимости в способах, которые использовались до сих пор, таких как горизонтальное отрезание, стачивание, дробление, состругивание или вертикальное выбивание или отпиливание. В то же время технологически неприглядные широкие пористые края с открытыми порами устранятся в новом процессе.
Изготовление выпечных вафель, например, плоских вафельных листов, пустотелых вафельных листов, вафельных стаканчиков или вафельных рожков в закрытых металлических формах для выпечки с отверстиями для отвода пара, известно в течение многих лет в известном уровне техники. Все эти изделия имеют два отличительных признака совместно в каждом случае.
1. Слишком закрытая пленка, образующаяся во время выпекания, на всех внешних поверхностях.
2. Слишком однородная толщина вафли приблизительно от около 0,5 мм до около 5 мм, последняя при непрерывной центральной части, которая обычно толщиной 0,5-2 мм, расширяется гравировками.
Ad. 1. Закрытая пленка на внешних сторонах или открытый край с большими порами.
Полученные изделия во время выпекания вафель имеют более плотную гладкую закрытую выпеченную пленку на всех сторонах, даже на узких краях, самое большее с небольшими отверстиями, которые обозначают отверстия для отвода пара. Таким образом, все эти изделия имеют выпеченный и, следовательно, визуально слишком закрытый край.
В дополнение, способы изготовления вафельных пралине установились в течение ряда лет, при этом после выпекания полых вафельных листов соединение для выпечки между пустыми формами для выпечки, остающихся в виде вафельных полусфер, ликвидируется либо горизонтальным отрезанием, стачиванием, дроблением, состругиванием, либо вертикальным выбиванием или отпиливанием. Полученные таким образом вафельные полусферы в зоне отделения имеют открытый край с большими порами, окружающий все поперечное сечение вафли без закрытой пленки, образующейся во время выпекания. С одной стороны такие открытые края имеют неприглядный внешний вид, с другой стороны, естественно, они имеют больше отрицательных технологических свойств, чем закрытая внешняя пленка. Следовательно, например, по существу возникает повышенное растрескивание или отслаивание или быстрое поглощение жидких или пастообразных компонентов, если эти компоненты комбинируются с открытым резаным краем выпечных изделий. Кроме того, имеется включение воздуха, так что при нанесении теплой глазури образующийся пузырь лопается в результате теплового расширения, после чего остается неприглядная дырка в покрытии. Основная защитная функция таких покрытий по уменьшению попадания атмосферного кислорода и/ил влаги значительно снижается.
По экономическим соображениям этот второй способ открытых краев широко используется, поскольку отдельное выпекание пустотелых вафельных ракушек с закрытыми краями требует большого количества отдельных форм для выпечки по сравнению с выпеканием на полых вафельных листах, что приводит к более высоким вложениям и занимаемой площади.
Ad. 2. Однородная толщина с центральной частью от 1 до 2 мм, полная толщина до 5 мм сверх гофрирования.
Толщина вафельного листа также устанавливает размер открытого края. Известным уровнем техники является однородная толщина. Согласно известному уровню техники соединение для выпечки обычной толщины считается по существу необходимым для удаления высоких долей воды от 55% до 65 в виде пара. Под соединением для выпечки понимается вафельный материал, который расположен в вафельном листе между пустотелыми вафельными полусферами.
Устройство, в частности, духовки для изготовления хрустящих хрупких плоских и полых вафель, можно заимствовать из известного уровня техники. В таких духовках открываемые и закрываемые вафельницы направляются через нагретую пекарную камеру духовки. Хрупкая хрустящая консистенция выпечных изделий следует из того, что массы для выпекания или бездрожжевое жидкое тесто, имеющие высокую долю воды около 50-70%, выпекаются под высоким давлением. В этом случае вода из массы для выпекания улетучивается очень быстро в виде пара и оставляет пористую хрупкую структуру. Предусматривается фиксирующее приспособление, чтобы иметь возможность осуществить процесс выпекания под высоким давлением. Вафельницу можно фиксировать этим приспособлением, чтобы внутри постепенно создавалось положительное давление. Желательный профиль выпекания можно получить только благодаря положительному давлению.
Достаточное свободное пространство должно быть между верхней и нижней плитой, чтобы пар мог улетучиваться из вафельницы сбоку. Пар внутри вафельного формованного изделия направляется наружу согласно известному уровню техники. Слой вафельного формованного изделия рядом с нагретой площадью пода почти не подвергается диффузии пара во время выпекания. В результате образуется по существу закрытая и гладкая поверхность в зоне контакта между подовой плитой и вафельным формованным изделием. Эта поверхность имеет небольшие поры по сравнению с пористой внутренней структурой с большими порами, например, с центральной части вафли и, в результате, с одной стороны, является визуально более привлекательной, а с другой стороны, более устойчивой к попаданию влаги или других перемещающихся веществ.
Во время изготовления хрупких хрустящих вафель имеется очень чувствительное соотношение между составом массы для выпекания, температурой выпекания, временем выпекания и, в частности, толщиной вафельного листа. Чем тоньше вафельный лист, тем быстрее он выпекается. Если вафельные листы подвергнуть чрезмерному выпеканию, это приводит к нежелательному коричневому цвету и избыточно хрупкой сухой консистенции вафли. Поскольку весь вафельный лист направляется через пекарную камеру в одной вафельнице, нет возможности подвергать разные зоны выпекания разным температурам. По этой причине согласно технической информации вафельные листы изготавливаются исключительно очень большой постоянной толщины. Это значит, по крайней мере, что толщина центральной части вафельного листа приблизительно постоянная по всей поверхности. В обычных вафельных листах можно предусмотреть рельефную структуру, в частности, гравирование вафли.
Обычно вафельные формованные изделия разрезаются в процессе отделения вслед за процессом выпекания и, возможно, предварительно наполняются кремами, такими как, например, шоколадные кремы. При разрезании вафельных листов, вафельный лист открывается в зоне разреза, чтобы пористые поверхности с большими порами были обращены наружу. Эта поверхность имеет вышеупомянутые недостатки. В частности, влага может проникать через поры, что затем приводит к тому, что вафля теряет свою хрупкую хрустящую текстуру и требует продолжительного жевания или становится мягкой.
В настоящее время задачей изобретения является создание выпечного изделия, которое имеет по существу закрытую гладкую поверхность. В частности, задачей изобретения является создание выпечного изделия, в котором пористая поверхность, имеющая большие поры, сведена к минимуму. Дополнительной целью изобретения является эффективное изготовление такого изделия. Это включает в себя тот факт, что выпечное изделие может быть изготовлено в обычных духовках для изготовления хрупких хрустящих вафель. Кроме того, это значит, что отходы, например, соединение для выпечки, подлежащее отделению, сведены к минимуму, и что можно достичь высокой пропускной способности во время производства. Предпочтительно, это содержит тот факт, что несколько выпечных изделий можно изготовить одновременно в одной вафельнице для выпечки. Задача согласно изобретению решается комбинацией признаков независимых пунктов формулы.
Устройство подовой плиты согласно изобретению, в частности, вафельниц согласно изобретению, содержащее две подовые плиты для изготовления вафельных формованных изделий, выпеченных под давлением, таких как, в частности, хрупких плоских вафель и полых вафель из бездрожжевого жидкого теста для вафель, предпочтительно содержит первую подовую плиту, имеющую первую площадь пода, и вторую подовую плиту, имеющую вторую площадь пода, двигательное приспособление, с помощью которого первая подовая плита присоединяется ко второй подовой плите открываемым и закрываемым образом, фиксирующее приспособление для фиксирования первой подовой плиты ко второй подовой плите в закрытом положении, при этом в закрытом положении форма для выпечки образуется первой площадью пода и второй площадью пода, что по существу соответствует негативной форме вафельного формованного изделия, и при этом форма для выпечки содержит пространство для изделия с толщиной изделия, которое окружено участком зазора с толщиной зазора, при этом толщина зазора меньше толщины изделия, при этом, по меньшей мере, один канал, имеющий толщину, предусмотрен для удаления пара, который проникает в зазор, при этом толщина канала больше толщины зазора. Предпочтительно, множество пространств для изделий предусмотрено в устройстве подовых плит.
Дополнительные признаки согласно изобретению могут заключаться в том, что канал продолжается от пространства для изделия до наружной стороны подовой плиты или двух подовых плит и, следовательно, открывает пространство для изделия наружу, что предусмотрено два или более пространств для изделия и что канал продолжается от одного пространства для изделия к другому пространству для изделия и, следовательно, соединяет два пространства для изделия друг с другом, что канал проникает в участок для зазора по первой площади пода и/или по второй площади пода, что канал предусмотрен в виде линейной гравировки в одной или в двух площадях пода, при этом линейная гравировка пересекает, по меньшей мере, один участок зазора, что участок зазора имеет толщину, которая составляет менее 50% от толщины изделия, предпочтительно менее 30% от толщины изделия, и/или что толщина зазора равна нулю, по меньшей мере, по частям, что участок зазора продолжается плоскостным между пространствами для изделий и/или между пространством для изделия и наружной стороной двух подовых плит, что два пространства для изделия соединены друг с другом через участок зазора, что множество каналов открыто в пространство для изделия, что множество каналов соединены в участке зазора, что множество каналов, распределенных по существу равномерно по окружности пространства для изделия, открываются в пространство для изделия, что каналы пролегают наклонно по отношению друг к другу, чтобы выпеченное вафельное формованное изделие имело устойчивую структуру, и/или что по существу закрытый гребень, стягивающий пространство для изделия, предусмотрен в пространстве для изделия, чтобы выпеченное вафельное формованное изделие имело заданную линию отрыва для отделения выпечного изделия от соединения для выпечки.
Вафельное формованное изделие, в частности выпечное промежуточное изделие, содержащее массу для выпечки, выпекаемую под давлением, предпочтительно, и/или, возможно, содержащую 55-70% воды в невыпеченном состоянии, содержащее выпечное изделие, имеющее толщину, которое окружено соединением для выпечки, предпочтительно согласно изобретению выполнено таким образом, что соединение для выпечки содержит, по меньшей мере, одно ребро, которое продолжается до края выпечного изделия.
Дополнительные предпочтительные признаки могут заключаться в том, что соединение для выпечки содержит соединительные ламели с толщиной, что толщина ламели, по меньшей мере, на 50% меньше ширины выпечного изделия, предпочтительно, по меньшей мере, на 70% меньше ширины выпечного изделия или, возможно, равна нулю, по меньшей мере, на некоторых участках, что ребро простирается по поверхности, или по поверхности соединительной ламели, что ребро продолжается от выпечного изделия до края вафельного изделия, что предусмотрено множество ребер, которые распределенные по существу равномерно по окружности выпечного изделия, открываются в выпечное изделие, что предусмотрена заданная линия отрыва, окружающая выпечное изделие, которая имеет меньшую толщину, чем выпечное изделие, что предусмотрено множество выпечных изделий, которые присоединены друг к другу соединением для выпечки, что предусмотрено, по меньшей мере, одно ребро, которое соединяет два выпечных изделия друг с другом, что выпечное изделие имеет толщину от около 0.5 мм до 5 мм, при этом непрерывная центральная часть имеет толщину от около 0.5 мм до 2 мм, и/или что зоны меньшей толщины, например, в частности, соединительная ламель и/или заданная линия отрыва, имеют более высокую степень выпекания, чем выпечное изделие и, в частности, чрезмерно выпекаются, и/или что зоны, имеющие более высокую степень выпекания, являются более хрупкими, чем выпечное изделие. Предпочтительно, вафельное формованное изделие содержит множество выпечных изделий.
Духовка согласно изобретению для изготовления предпочтительно хрупких хрустящих выпеченных вафельных формованных изделий может быть сконструирована таким образом, чтобы иметь пекарную камеру и бесконечную цепь вафельниц, которая циркулирует непрерывно в духовке и перемещается через пекарную камеру, которая расположена на замкнутой орбите, которая продолжается в двух плоскостях перемещения, установленных друг над другом, при этом цепь вафельниц содержит открываемые и закрываемые вафельницы, которые могут быть зафиксированы в закрытом положении, в которых расположены формы для выпечки, состоящие из верхних частей и нижних частей, которые открываются при открывании вафельниц и закрываются при закрывании вафельниц, при этом устройство для открывания вафельниц, станция разгрузки, станция загрузки, устройство для закрывания вафельниц и фиксирующее приспособление для фиксации вафельниц в закрытом состоянии установлены друг за другом в направлении перемещения вафельниц, при этом приспособление для выемки изделия, которое вынимает выпеченное вафельное формованное изделие из открытых вафельниц, предусмотрено в станции разгрузки, и что вафельница выполнена в виде устройства подовых плит согласно одному из предшествующих пунктов.
Согласно изобретению способ изготовления хрустящих хрупких выпечных изделий содержит, в частности, следующие этапы:
Дозирование масс для выпечки вафель, в частности, линейной заливкой или ориентированной по центру точечной заливкой в формы для выпечки устройства подовых плит согласно одному из предшествующих пунктов духовки, согласно одному из предшествующих пунктов,
Выпекание и извлечение из формы вафельного формованного изделия согласно одному из предшествующих пунктов, в частности, выдуванием и выниманием или выемкой вакуумными способами.
Отделение выпеченного изделия от соединения для выпечки по заданной линии отрыва, и/или, возможно, при отделении выпеченного изделия от соединения для выпечки вафельное формованное изделие подается в отделяющее приспособление, которое содержит отделяющую форму, которая контактирует с вафельным формованным изделием, по меньшей мере, в зоне заданной линии отрыва, и/или что затем выпеченные изделия отделяются одним из штампов, которые способствуют относительному перемещению между выпеченным изделием и соединением для выпечки.
Согласно предубеждению специалистов невозможно изготовить вафельный лист обычным процессом выпекания, в котором зоны выпеченного изделия толще, чем зоны между выпечными изделиями. Доминирующая техническая точка зрения заключается в том, что при более тонком соединении для выпечки, пар не может выходить достаточно быстро полностью из выпечных изделий.
Согласно способу по изобретению, в устройстве по изобретению изготавливается вафельное формованное изделие. Вафельным формованным изделием является промежуточное изделие для изготовления выпеченного изделия. Вафельное формованное изделие содержит, по меньшей мере, одно выпечное изделие, которое окружено соединением для выпечки. Можно предусмотреть множество выпечных изделий, которые окружены соединением для выпечки и, в частности, соединены соединением для выпечки.
Выпечное изделие имеет толщину. Соединение для выпечки содержит, по крайней мере, одно или множество ребер и, по меньшей мере, одну, предпочтительно, множество соединительных ламелей. Соединительные ламели имеют толщину, которая меньше толщины выпечного изделия. Таким образом, выпечное изделие окружено тонкими соединительными ламелями. В частности, поверхности выпечного изделия соединены в краевой зоне и простираются далее, как поверхность соединительных ламелей. В результате тонкой конструкции ламели, поверхность раздела с открытыми порами меньше во время отделения соединения для выпечки. При очень тонкой конфигурации соединительной ламели площадь поверхности раздела может быть равной почти нулю с тем результатом, что полностью закрытая поверхность находится в переходной зоне между соединительной ламелью и выпечным изделием.
Изготовление вафельного формованного изделия согласно изобретению делается возможным посредством устройства подовых плит согласно изобретению. Устройство подовых плит, которое, в частности, выполнено в виде вафельниц, содержащих две подовые плиты, содержит первую подовую плиту, имеющую первую площадь пода, и вторую плиту, имеющую вторую площадь пода. Обе подовые плиты соединены друг с другом двигательным приспособлением, чтобы первая подовая плита соединялась со второй подовой плитой открываемым и закрываемым образом. Устройство подовых плит дополнительно содержит фиксирующее приспособление для жесткого соединения первой подовой плиты со второй подовой плитой в закрытом положении. В частности, фиксирующее приспособление приспособлено для предотвращения открывания первой подовой плиты относительно второй подовой плиты в силу высокого давления выходящего пара.
При складывании вместе и закрывании подовых плит форма для выпечки образуется двумя площадями пода. Эта форма для выпечки по существу соответствует полости, которая наполняется массой для выпечки, т.е. бездрожжевым жидким тестом для выпечки вафель. Форма для выпечки по существу соответствует негативной форме вафельного формованного изделия, подлежащего формированию.
Форма для выпечки содержит множество участков:
С одной стороны, форма для выпечки содержит пространство для изделия с толщиной изделия. Это пространство для изделия по существу соответствует негативной форме выпечного изделия, подлежащего формированию. Толщина изделия является по существу постоянной по всему профилю пространства для изделия, чтобы формировалось равномерно выпеченное изделие. Однако возможны небольшие отклонения от толщины изделия.
Форма для выпечки дополнительно содержит участок зазора с толщиной зазора. Толщина зазора значительно меньше толщины изделия. Участок зазора окружает все пространство для изделия. В частности, участок зазора продолжается плоско вокруг пространства для изделия. В результате сильно уменьшенной толщины участка зазора по сравнению с пространством для изделия, следует предпринять меры предосторожности по удалению пара, выходящего во время выпекания.
С этой целью форма для выпечки содержит каналы для удаления пара. Эти каналы, в частности, выполнены в виде гравировок в одной или в обеих подовых плитах. Эти каналы пронизывают участок зазора. Это означает, что каналы продолжаются от пространства для изделия. В частности, каналы продолжаются до наружной стороны устройства подовых плит, чтобы пар мог улетучиваться наружу. Согласно дополнительной конфигурации изобретения каналы также могут быть выполнены в виде высверленных отверстий.
Если множество пространств для изделия предусмотрены в форме для выпечки, каналы также могут продолжаться от одного пространства для изделия к другому пространству для изделия и, следовательно, соединять два пространства для изделия. Однако предпочтительно, чтобы каждое пространство для изделия соединялось с каналом, который ведет наружу.
В результате конфигурации подовых плит и вафельного формованного изделия согласно изобретению предубеждение специалистов преодолевается тем, что вафельный лист должен иметь по существу постоянную толщину центральной части. Это, в частности, достигается тем, что более тонкие зоны между выпечными изделиями пронизываются каналами для удаления пара.
Однако каналы формы для выпечки способствуют дополнительному преимуществу изобретения. Таким образом, каналами формируется ребро в вафельном формованном изделии. Это ребро служит, с одной стороны, для удаления пара во время выпекания, а с другой стороны, в качестве элемента придающего жесткость готовому вафельному формованному изделию.
Вафельное формованное изделие вынимается из вафельниц после процесса выпекания. Предпочтительно вафельное формованное изделие должно оставаться цельным во время удаления и не ломаться. Как отмечено, ребра предусмотрены для повышения стабильности вафельного формованного изделия. Эти ребра предпочтительно расположены таким образом, чтобы не сформировались непреднамеренные заданные места отрыва. С этой целью ребра расположены, в частности, наклонно друг к другу, пересекая друг друга и/или образуя поперечные связи.
Предпочтительной формой вынимания является направленное захватывание выпеченного изделия вакуумным всасывание и его извлечение из пекарной камеры и размещение на транспортерной ленте известным образом.
Для эффективного удаления пара множество каналов можно открыть в пространство для изделия. В частности, множество каналов, равномерно распределенных по окружности, можно открыть в пространство для изделий. В результате давление или пар улетучиваются равномерно и/или равными частями в нескольких направлениях. Каналы могут соединяться в зоне участка зазора и пролегать наружу в виде более толстых трубопроводов. Эти более толстые трубопроводы, в свою очередь, являются причиной более толстых ребер. Все это дополнительно способствует повышению стабильности вафельного формованного изделия.
Участки зазоров с меньшей толщиной образуют соединительную ламель на вафельном формованном изделии. Эта ламель окружает выпечное изделие. Ребра простираются на соединительной ламели и/или на поверхности соединительной ламели. Соединительная ламель имеет толщину, которая по существу меньше толщины выпечного изделия. В результате соединительная ламель чрезмерно выпекается во время обычного процесса выпекания. По причине чрезмерного выпекания ламель становится более хрупкой и более нестабильной, чем выпечное изделие. Благодаря этой нестабильности соединительную ламель можно легче отделить от выпеченного изделия.
В силу перехода относительно толстого выпечного изделия на относительно тонкую ламель, в этой зоне образуется заданное место отрыва или заданная линия отрыва. По этой линии можно выполнить простое отделение выпечного изделия, подлежащего изготовлению, от соединения для выпечки.
Подовые плиты или пространство для изделия могут содержать стягивающий гребень в краевой зоне, который образует заданную линию отрыва в вафельном формованном изделии во время выпекания. Гребень предпочтительно закрыт по существу по окружности и определяет боковой край выпечного изделия, подлежащего изготовлению.
Каналы могут открываться в зону снаружи стягивающего гребня или пронизывать гребень. В обоих случаях каналы открываются в пространство для изделия по определению.
Чтобы отделить выпеченные изделия от соединения для выпечки согласно изобретению вафельное формованное изделие можно вынуть из вафельниц и подать к отделительному устройству на следующем этапе. Вафельное формованное изделие помещается в отделительное устройство. Затем выпеченное изделие отделяется от соединения для выпечки. Это осуществляется, например, относительным перемещением соединения для выпечки и изделия. С этой целью, например, вафельное формованное изделие можно поместить в форму, которая контактирует с вафельным формованным изделием, в частности, в зону заданных линий отрыва. Затем соединение для выпечки можно удалить штампом. Альтернативно этому сам штамп может переместить выпеченные изделия, чтобы отделить их от соединения для выпечки.
Изобретение, в частности, относится к способу выпекания выпечных изделий, таких как, например, полые вафельные полусферы, который, во-первых, устраняет визуально и технологически мешающие широкие края с большими порами, во-вторых, делает выпеченные изделия, такие как, например, полые вафельные полусферы, механически более простыми для отделения. Полученные данные, связанные с новым способом, далее разъясняются более подробно.
Обнаружено, что для выпекания вафельных формованных изделий, например, вафельных листов, т.е., быстрое удаление воды, содержащейся в массе для выпекания в течение обычного краткого периода выпекания около 2 минут, необходимо сделать все соединение для выпечки между выпечными изделиями, например, пустотелыми вафельными полусферами, или отделяющими перемычками на фигурах на плоских вафельных листах, толще или, по меньшей мере, такой же толщины, что и толщина выпечных изделий. В известном уровне техники принято, что это необходимо в любом случае для быстрого удаления пара.
Согласно изобретению такое соединение для выпечки можно сделать очень тонким, толщиной менее 0,1 мм. Однако это единственный случай, когда более толстые каналы, например, мосты, образованные по материалу, выгравированные линии или перемычки присутствуют в соединении для выпечки, отдельные из которых продолжаются до края выпечных изделий. Это достигается тем, что в первой фазе выпекания эти каналы, например, выгравированные линии уже достаточны в качестве наиболее толстых мест для удаления основного количества пара во время пика давления пара. Известно, что пик давления пара возникает от около 10 до 15 секунд после закрывания формы для выпечки вафельного листа и длится от около 20 до 30 секунд. В этой фазе большая часть пара, генерированного из доли воды массы для выпекания, улетучивается. Выпекание выпечных изделий, например, полых вафельных полусфер с очень хорошей формой и низкой остаточной влагой при таких тонких соединениях для выпечки на вафельном листе полностью противоречит с ожиданиями специалистов.
Тонкое соединение для выпечки по существу чрезмерно выпекается в результате небольшого количества местного материала, что можно также идентифицировать с сильным поджариванием. Такое чрезмерное выпекание связано с хрупкостью. Это обстоятельство по существу упрощает отделение обычно толстых выпечных изделий, например, полых вафельных полусфер или плоских вафельных фигур от соединения для выпечки или по линиям раздела после извлечения их формы. Регулированное небольшое механическое противодавление по контурам уже достаточно для чистого отделения.
В зависимости от поперечного сечения каналов или ребер после выпекания в целом, извлечение из форм листов силой тяжести тем не менее возможно. Предпочтительно, однако, чтобы извлечение из формы также осуществлялось вакуумным способом.
Согласно предпочтительному варианту готовые к отделению выпечные изделия имеют только тонкую нечетко выраженную линию открытого края. Полые вафельные полусферы, изготавливаемые таким образом, можно использовать в качестве отдельных контейнеров.
Предварительно формованные плоские вафельные части с визуально очень закрытым краем после отделения частей или отделения соединений для выпечки также изготавливаются таким же способом.
Ниже описывается способ согласно изобретению со ссылкой на два варианта:
Первый пример способа: полые вафельные полусферы с закрытым краем
а. Приготовление форм для выпечки полых вафель для автоматических машин для выпекания полых вафельных листов, в которых так называемое соединение для выпечки между одной, двумя или более форм для полых вафель, присоединенных на подовой плите, значительно тоньше, чем обычно, предпочтительно тоньше более, чем на 70%. Участок зазора для соединения для выпечки может быть выполнен таким тонким, чтобы отверстия уже появились в соединении для выпечки после процесса выпекания. Условие для формы для выпечки полых вафель согласно изобретению заключается в том, что отдельные каналы или выгравированные линии имеются в соединении для выпечки, которые продолжаются до края пространства для изделия или форм для выпечки полых вафель, и, следовательно, выполняет функцию удаления максимального давления пара в первой части процесса выпекания. Возможно для механической стабилизации соединения для выпечки для простого извлечения из формы готовых вафельных листов, предусмотрены другие, возможно более глубокие каналы или выгравированные линии и ребра или перемычки с таким свойством, что они полностью не продолжаются до пространства для изделия или до форм с пустыми вафельными полусферами.
b. Нет ограничений относительно масс для выпечки. Используются все обычные массы для выпечки полых вафель.
c. Масса для выпечки дозируется для полых вафельных формованных изделий с небольшими частями, таких, как, возможно, пралине известным способом в линейной форме. Нанесение на центр купола отдельных рядов полых форм, является предпочтительным, чтобы достигнуть хорошего формования. Если необходимо выпекать несколько больших полых вафельных структур, дозирование предпочтительно осуществляется по центру на соответствующие полые вафельные формы.
d. Условия выпекания на автоматических машинах для выпечки вафель по существу не отличается от условий выпекания на известных подовых плитах для выпекания полых вафель, так что специалист может легко установить температуру выпекания и время выпекания согласно своему опыту, и эти условия сравнимы с обычными условиями.
e. Извлечение из форм выпеченных полых вафельных полусфер и соединения для выпечки осуществляется согласно одному из известных способов, либо силой тяжести и обычным выниманием листов, либо, однако, вакуумным отсосом.
f. Извлеченные из формы листы изделия вводятся в принимающие носители для дополнительных этапов процесса, которые соответствуют контурам листов и содержащимся в них полым вафельным полусферам. В этом случае полые вафельные полусферы фиксируются с однозначной ориентацией либо полой стороной вверх (предпочтительно), либо выпуклой стороной вверх. При прижимании к противоположной плите, которая точно имитирует контуры полых вафельных полусфер, выполняется чистое отделение соединения для выпечки, которое впоследствии удаляется одним из известных способов, соскабливанием, удалением под вакуумом, продуванием, при этом полые вафельные полусферы, возможно, удерживаются в принимающем носителе под вакуумом.
g. Последующие этапы процесса могут содержать: покрытие, нанесение крема или шоколадной пленки, дозирование масс или покрывание массами. Кроме того, введение компонентов небольшого размера, например, орехов, сухофруктов и также штампованных или выпеченных частей, таких как хрустящее или рассыпчатое печенье. Затем полое вафельное изделие соединяется известным способом со вторым полым вафельным изделием, обработанным подобным образом, или плоская открытая сторона наполненной полой вафельной полусферы покрывается вносимыми подходящими плоскими вафельными частями или начисто обрабатывается нанесением покрытия или украшений, и затем направляется на охлаждение и упаковку.
Второй пример способа: плоские вафельные части с закрытым краем.
Плоские вафельные части заданной формы с сильно закрытыми краями приготавливаются подобно описанному процессу выпекания полых вафельных сфер с сильно закрытыми краями.
В этом случае имеется возможность просто выполнить контуры края толщиной в диапазоне нескольких десятых долей мм, 0,1 мм, в форме для выпечки плоских вафель. Однако в этом случае необходимо, чтобы каналы, например, мосты, образованные по материалу, выгравированные линии, ребра или перемычки, соединялись или простирались через эти контуры края. Конечный результат подобен разделяемым пазлам.
Если нужные фигуры не могут быть представлены в виде закрытой структуры на подовой плите для плоских вафель, предусмотрено подобно ситуации в полых вафельных полусферах создать тонкое соединение для выпечки между ними с каналами, выгравированными линиями или перемычками.
а. Приготовление форм для выпечки для автоматических машин по выпечке плоских вафельных листов, в которых разделительные линии для последующего отделения частей заданной формы выполняются по существу тоньше, или, дополнительно, предусматриваются тонкие зоны так называемого соединения для выпечки, которое тоньше более, чем на 50%, предпочтительно, более, чем на 70%. Зазор для соединения для выпечки может быть выполнен таким тонким, чтобы отверстия уже появились в разделительных линиях или в соединении для выпечки после процесса выпекания. Условие для формы для выпечки полых вафель согласно изобретению заключается в том, что отдельные каналы или выгравированные линии имеются в разделительных линиях или в соединении для выпечки, которые продолжаются до края отделяемых плоских вафельных частей, и, следовательно, выполняют функцию удаления пика давления пара в первой части процесса выпекания. Возможно для механической стабилизации соединения для выпечки для простого извлечения из формы готовой вафельной структуры, предусмотрены другие, возможно более глубокие каналы, ребра, выгравированные линии и/или перемычки с таким свойством, что они полностью не продолжаются до отделяемых плоских вафельных частей.
b. Нет ограничений относительно масс для выпечки. Используются все обычные массы для выпечки плоских вафель.
c. Масса для выпечки дозируется известным способом в линейной форме.
d. Условия выпекания на автоматических машинах для выпечки вафель по существу не отличается от условий выпекания на известных подовых плитах для выпекания плоских вафель, так что специалист может легко установить температуру выпекания и время выпекания согласно своему опыту, и эти условия сравнимы с обычными условиями.
e. Извлечение из форм выпеченных плоских вафельных листов осуществляется согласно одному из известных способов, либо силой тяжести при помощи выдувания и обычным выниманием листов, либо, однако, вакуумным отсосом.
f. Извлеченные из формы листы изделия вводятся в принимающие носители для дополнительных этапов процесса, которые соответствуют контурам листов и содержащимся разделительным линиям или соединениям для выпечки. При прижимании к противоположной плите, которая точно имитирует контуры, выполняется чистое отделение плоских вафельных частей, которые впоследствии удаляются для дополнительной обработки, возможно, вакуумным способом или, возможно удерживаются так, что можно удалить остатки соединения для выпечки или разделительные линии.
g. Последующие этапы процесса могут содержать: покрытие, дозирование крема или других масс и т.п. Затем плоское вафельное изделие соединяется известным способом со вторым подобным образом сформированным плоским вафельным изделием или начисто обрабатывается нанесением покрытий или украшений и т.д., и затем направляется на охлаждение и упаковку.
Примерная схема основного процесса:
Приготовление устройства или формы для выпечки полых или плоских вафель, что после выпекания приводит к изготовлению листов изделия, имеющих разделительные линии и/или места с тонким соединением для выпечки. Разделительные линии или тонкое соединение для выпечки связаны каналами или выгравированными линиями для удаления пара.
В дополнение, ребра или перемычки можно прикрепить для укрепления соединения для выпечки. Выпекание происходит в обычной автоматической духовке для выпечки вафель. Дополнительные сложные этапы процесса, например, открывание подовых плит во время процесса выпекания для удаления пара, можно опустить.
Затем:
Дозирование масс для выпечки вафель линейной заливкой, для больших полых вафельных полусфер также ориентированной по центру точечной заливкой в каждую вафельную полусферу.
Затем:
Выпекание и извлечение из формы вафельных листов, которые легко отделены, сформированы, заданы разделительными линиями и/или местами с тонким соединением для выпечки, которые после отделения имеют только тонкий визуально едва заметный открытый край. Извлечение из формы осуществляется обычным выдуванием и выниманием, предпочтительно, однако, вакуумным отсосом.
Затем:
Полученные листы, возможно, удерживаются в приемниках, предварительно отформованных соответствующим образом. При соединении с противоположной плитой, которая точно воспроизводит нужные контуры, осуществляется чистое отделение предварительно отформованных полых или плоских вафельных частей.
Затем:
Непосредственно следует регулируемый переход к дополнительным этапам, например, возможно, покрытию, дозированию, распределению, укладке и т.д.
Далее изобретение дополнительно разъясняется со ссылкой на конкретные примерные варианты.
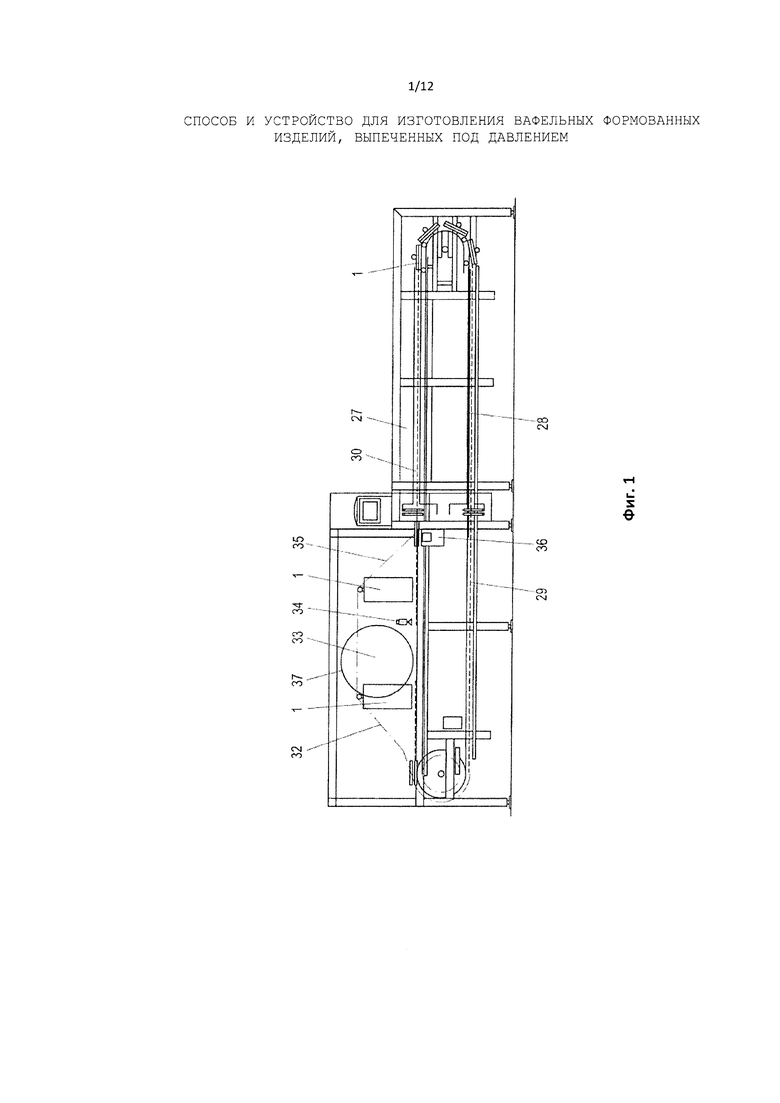
На Фиг. 1 показан схематичный вид духовки согласно изобретению, которая, в частности, выполнена в виде автоматической духовки для выпечки вафельных листов для промышленного изготовления выпечных изделий. Духовка содержит пекарную камеру 27, которая может быть нагрета или нагревается обычным способом. Кроме того, предусмотрена бесконечная цепь 28 вафельниц, которая, в частности, перемещается через пекарную камеру 27. Цепь 28 вафельниц расположена на замкнутой орбите, которая предпочтительно продолжается в двух расположенных друг над другом плоскостях 29 и 30 транспортирования. Цепь 28 содержит вафельницы 1. Вафельницы выполнены открываемыми и закрываемыми и, в частности, могут быть зафиксированы в закрытом положении. На схеме Фиг. 1 показано только несколько выбранных вафельниц 1 для ясности. Обычно вафельницы 1 перемещаются в сцепленном состоянии друг за другом по всей цепи 28 вафельниц. Духовка содержит устройство 32 для открывания и закрывания вафельниц 1. Это устройство 32 выполнено в виде рычажного регулятора, который входит в зацепление с блоком управления пары вафельниц, чтобы, например, отделить верхнюю половую плиту от нижней подовой плиты и, следовательно, открыть вафельницу. Кроме того, духовка содержит загрузочную станцию 34. В этой загрузочной станции 34 бездрожжевое жидкое тесто вводится в вафельницы 1. Это можно осуществить, например, поперечно перемещающимся блоком загрузки, отверстия которого открываются через регулярные периоды времени. При подаче бездрожжевого жидкого теста через этот блок загрузки бездрожжевое жидкое тесто наносится на одну из подовых плит через заданные промежутки. Устройство 35 для закрывания вафельниц 1 предусмотрено после станции загрузки. Это устройство 35 для закрывания также может быть выполнено в виде рычажного регулятора.
Фиксирующее приспособление 36, расположенное дальше по ходу упомянутого устройства, предусмотрено для фиксации вафельниц. Кроме того, духовка содержит разгрузочную станцию 33. Устройство 37 для вынимания изделий предусмотрено в разгрузочной станции 33, посредством которого готовые вафельные формованные изделия можно вынуть из вафельниц 1. В этой разгрузочной станции вафельные листы вынимаются из вафельниц. Устройство 37 для вынимания изделий показано схематично в виде круга. Средство отрицательного давления можно предусмотреть на барабане или на вращающейся раме, посредством которой можно вынуть вафельные листы. В противоположность мягким вафлям, во время вынимания хрустящих хрупких вафель, например, которые изготавливаются способом согласно изобретению, следует быть осторожным, чтобы не сломать вафельное формованное изделие, т.е., вафельный лист во время вынимания.
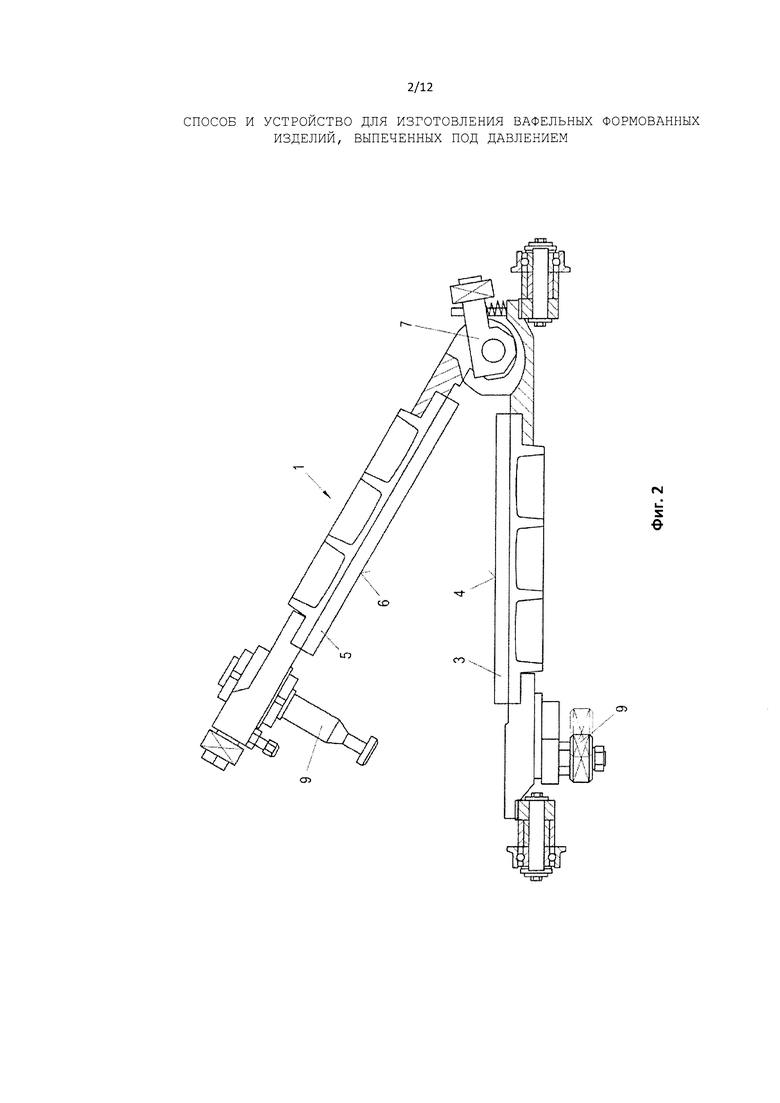
На Фиг. 2 показан схематичный вид устройства подовых плит согласно изобретению, которое выполнено в виде вафельниц 1. Устройство подовых плит содержит первую подовую плиту 3, имеющую первую площадь 4 пода, и вторую подовую плиту 5, имеющую вторую площадь 6 пода. Подовые плиты соединяются друг с другом открываемым и закрываемым образом двигательным приспособлением 7. В данном случае двигательное приспособление выполнено в виде, в частности, шарнирного соединения. Подовые плиты 3, 5 можно шарнирно соединить друг с другом для образования самого устройства подовых плит, или присоединить к опоре, которая выполняет функцию шарнира. С этой целью предусматривается рама, которую можно открывать шарнирно. Подовые плиты 3, 5 предусмотрены на этой раме известным образом.
Кроме того, устройство подовых плит содержит фиксирующее приспособление 9. Это фиксирующее приспособление 9 способствует фиксации подовых плит 3, 5 относительно друг друга в закрытом положении. Чтобы изготовить хрустящие хрупкие вафли, которые выпекаются под давлением, совершенно необходимо предусмотреть фиксирующее приспособление. Это, в частности, необходимо, чтобы давление между двумя подовыми плитами 3, 5 создавалось постепенно. В данном варианте фиксирующее приспособление 9 содержит грибовидный штифт, который жестко присоединен к одной из подовых плит. Соответственно, другая плита имеет гнездо для грибовидного штифта. Если штифт вставлен в гнездо, извлечение штифта можно предотвратить фиксирующим элементом. Эта фиксация предпочтительно выполняется рычажным регулятором.
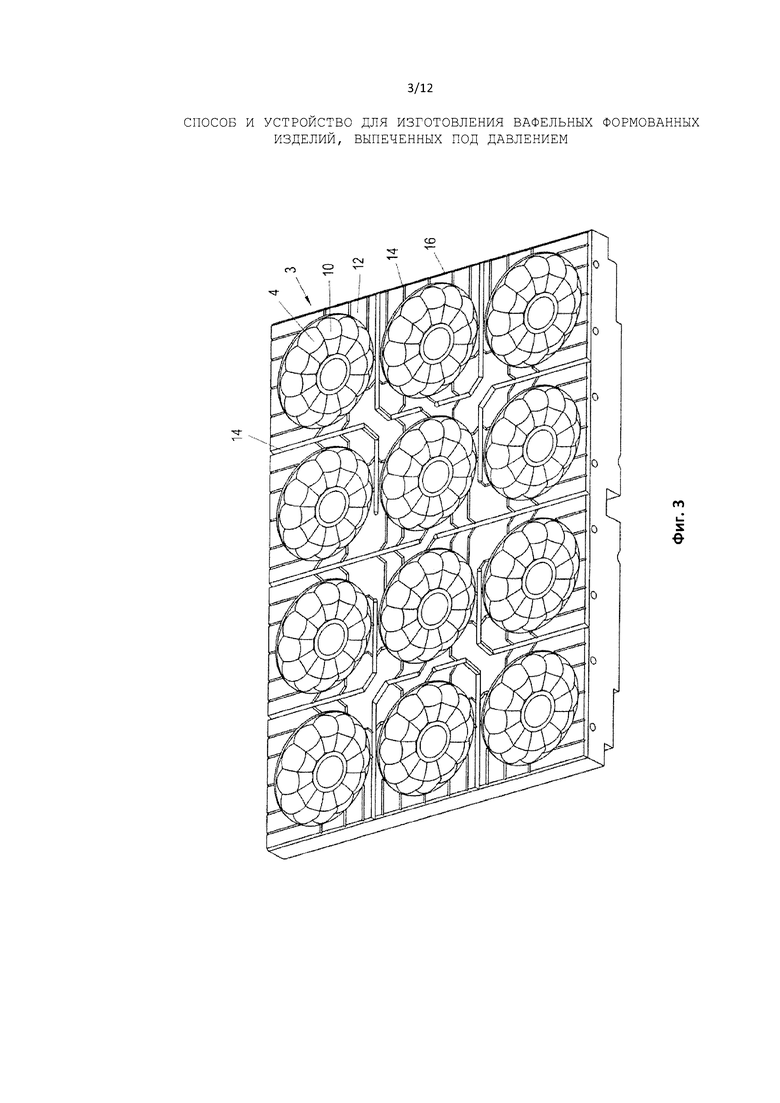
На Фиг. 3 показан вариант подовой плиты согласно изобретению. Эта плита соответствует, например, нижней или верхней плите устройства подовых плит.
Для ясности установлено, что изображенная плита является первой подовой плитой 3, имеющей первую площадь 4 пода. Площадь 4 пода соответствует той поверхности подовой плиты 3, которая обращена ко второй подовой плите 5 в закрытом положении. Первая подовая плита 3 образует форму 8 для выпечки со второй подовой плитой 5 в закрытом положении. Чтобы сделать еще яснее, в данном виде на Фиг. 3, вторая подовая плита 5 не показана. Форма 8 для выпечки образована первой подовой плитой, которая, по меньшей мере, содержит пространство 10 для изделия. В данном виде предусмотрено три на четыре, т.е., двенадцать пространств для изделия. В зоне пространства для изделия подовая плита имеет желобообразное углубление. Желобообразное углубление, по меньшей мере, частично наполнено массой для выпечки во время изготовления вафельного формованного изделия.
Дополнительно, пара подовых плит и, в частности, форма 8 для выпечки, содержит участок 12 зазора. Этот участок 12 зазора окружает пространство 10 зазора. Каналы 14 предусмотрены в участке 12 зазора. Каналы используются, в частности, для удаления пара во время процесса выпекания. Пар специально направляется на наружную сторону 16 подовой плиты 3, где пар улетучивается из устройства подовых плит. В этом случае каналы продолжаются от пространства 10 для изделия через участок 12 зазора наружу. Возможно, каналы 14 открываются в пространство 10 для изделия или продолжаются до края пространства для изделия. Предпочтительно, каналы пролегают через участок 12 зазора. Это означает, например, что канал открывает пространство для изделия наружу. В настоящем варианте каналы 14 выполнены в виде гравировок подовой плиты или первой площади 4 пода. Например, каналы 14 выполнены в виде гравировок подовой плиты в участке 12 зазора. Однако согласно дополнительному варианту можно также выполнить в виде высверленных отверстий внутри подовой плиты.
Возможно, что несколько каналов соединены и открыты в канал, который открыт наружу.
Согласно другому не показанному варианту, один канал открыт в два пространства 10 для изделия и, следовательно, соединяет пространства 10 для изделия друг с другом. В показанном варианте пар удаляется из пространства 10 для изделия по нескольким каналам 14. С этой целью несколько каналов 14 открываются в пространство 10 для изделия. Предпочтительно, каналы 14, распределенные равномерно по окружности пространства 10 для изделия, открываются в пространство для изделия. Таким образом, достигается равномерное удаление пара.
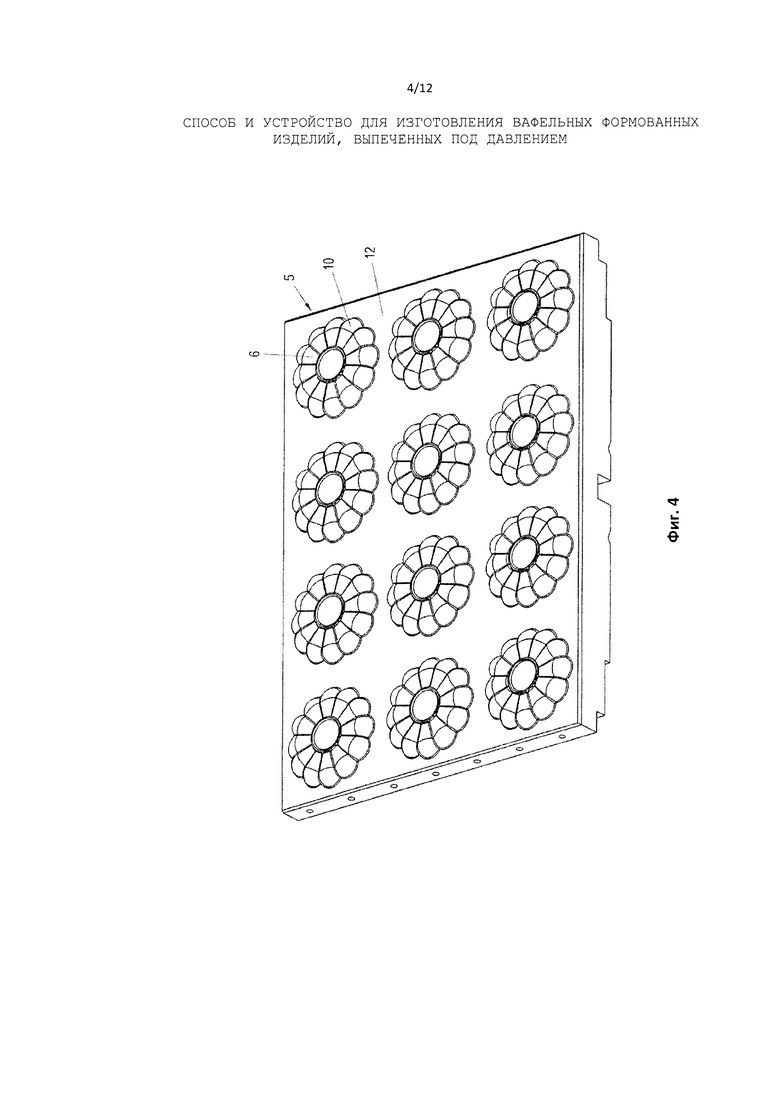
На Фиг. 4 показана возможная противоположная плита, в частности, вторая подовая плита 5 к первой подовой плите 3 на Фиг. 3. Вторая подовая плита 5 имеет вторую площадь 6 пода.
В закрытом положении форма 8 для выпечки образована первой подовой плитой 3 и первой площадью 4 пода, и второй подовой плитой 5 и второй площадью 6 пода. Чтобы сделать еще яснее, первая подовая плита 3 и первая площадь 4 пода скрыты и не показаны. Снова предусмотрена форма 8 для выпечки, которая содержит пространство 10 для изделия и участок 12 зазора. В настоящем варианте вторая площадь 6 пода второй подовой плиты 5 выполнена по существу гладкой в участке зазора и не имеет гравировки или канала. Однако канал 14 образован первой подовой плитой 3, содержащей канал. Соответственно, канал пролегает в первой подовой плите 3 при соединении первой подовой плиты на Фиг. 3 со второй подовой плитой на Фиг. 4.
Согласно варианту изобретения, который, однако, не показан, каналы 14 можно предусмотреть в двух подовых плитах, т.е., в первой подовой плите 3 и второй подовой плите 5. Согласно изобретению эти каналы можно выполнить в виде гравировки в площади пода, либо в виде высверленного отверстия. В настоящем варианте Фиг. 4 вторая подовая плита 5 в пространстве 10 для изделия содержит горбообразные в виде арки поверхности изделия.
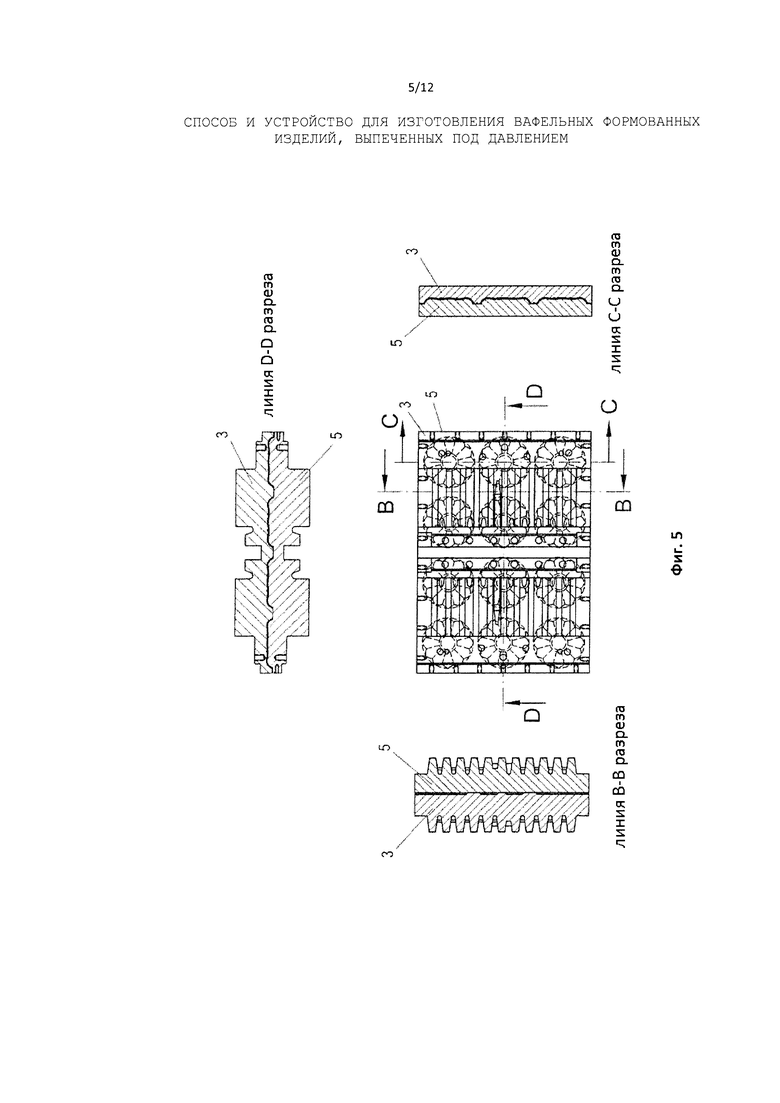
На Фиг. 5 показан схематичный вид сверху варианта устройства подовых плит согласно изобретению, а также три разреза, пролегающих по линиям пересечения В-В, С-С, D-D.
Данное в разрезе и схематично изображенное устройство подовых плит по существу соответствует устройству подовых плит, показанное на Фиг. 3 и Фиг. 4.
Предусмотрена первая подовая плита 3 и вторая подовая плита 5. Виды в разрезе дополнительно обсуждаются на следующих фигурах.
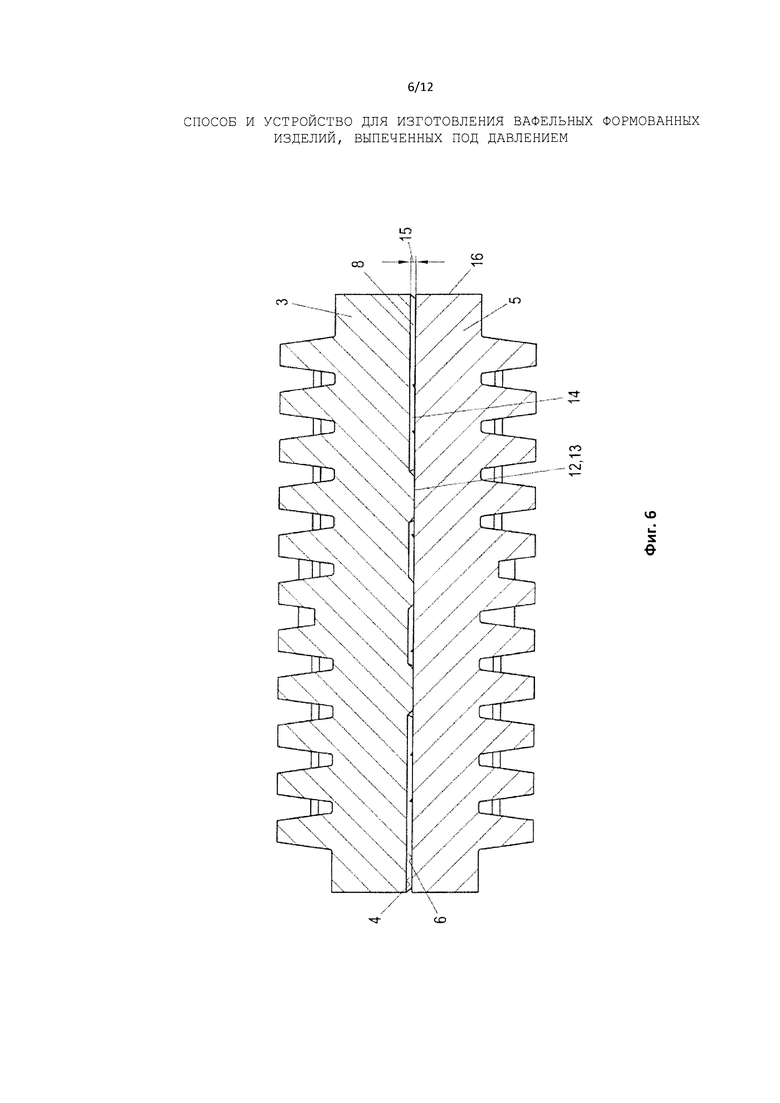
На Фиг. 6 показан разрез В-В из Фиг. 5. С этой целью первая подовая плита 3 и вторая подовая плита 5 показаны в разрезе. Форма 8 для выпечки предусмотрена между двумя подовыми плитами 3, 5. Подовая плита 3 имеет площадь пода 4. Вторая подовая плита 5 имеет вторую площадь 6 пода. В сложенном положении площади пода 4, 6 направлены друг к другу и вместе образуют форму 8 для выпечки. На схематичном виде в разрезе Фиг. 6 разрез в целом пролегает через участок 12 зазора. Пространство 10 для изделия не показано в разрезе. Участок 12 зазора имеет толщину 13 зазора. В настоящем виде толщина зазора по существу равна нулю. Следовательно, первая площадь 4 пода размещается непосредственно на второй площади 6 пода. Однако в результате постепенного изменения давления во время выпекания вафельного формованного изделия, удаление можно осуществить упругой деформацией подовых плит. В этом случае толщина 13 зазора больше нуля.
В принципе, расстояние между первой площадью 4 пода и второй площадью 6 пода обозначается как толщина. В изделии толщина соответствует расстоянию между поверхностью вафельного формованного изделия, которое образовано первой площадью пода, и второй поверхностью вафельного формованного изделия, которая образована второй площадью пода. Кроме того, в участке 12 зазора предусмотрены каналы 14. Каналы 14 имеют толщину 15. Толщина 15 каналов здесь больше толщины 13 зазора. Каналы 14 предпочтительно направлены к наружной стороне подовых плит. В результате пространство для изделия и канал 14 открыты наружу.
Виды в разрезе на Фиг. 5-8 устройства подовых плит показаны упрощенно. В частности, все элементы за исключением пары подовых плит скрыты.
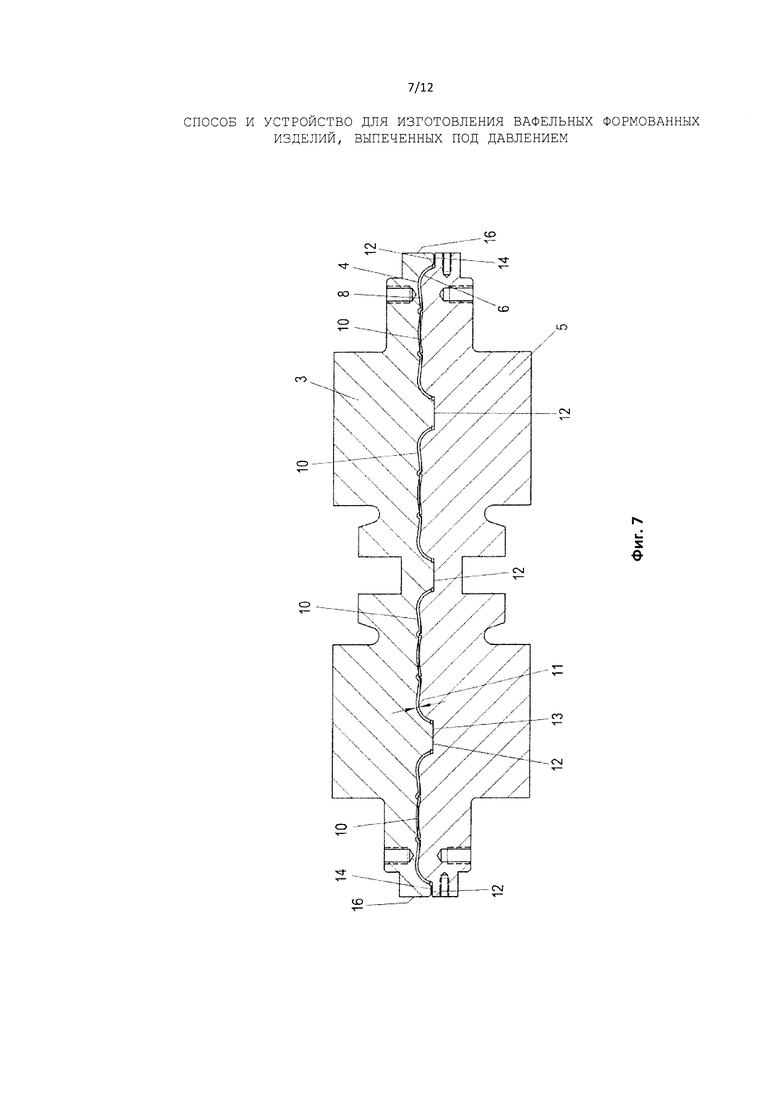
На фиг. 7 показан схематичный вид в разрезе по линии D-D разреза. Разрез пролегает через первую подовую плиту 3 и вторую подовую плиту 5. Форма 8 для выпечки образуется между подовыми плитами 3, 5 и их площадями 4 и 6 пода.
Линия пересечения D-D продолжается через один или более участков 12 зазора и через одно или более пространств 10 изделия. Кроме того, предусмотрены каналы 14, которые открывают пространство 10 для изделия наружу. Каналы 14 продолжаются через участок 12 зазора. В результате пространство 10 для изделия открывается наружу. В частности, каналы продолжаются до наружной стороны 16 пары подовых плит. Пространство 10 для изделия имеет толщину 11 изделия. Эта толщина 11 изделия по существу постоянная по всему пространству 10 для изделия. Участок 12 зазора имеет толщину 13 зазора, которая в настоящем виде по существу равна нулю. Согласно предпочтительному варианту изобретения толщина 13 зазора, по меньшей мере, на 50% меньше толщины 11 изделия. Особо предпочтительно уменьшение толщины зазора на 70% по сравнению с толщиной изделия. Возможно, толщина зазора может быть равна нулю, по меньшей мере, участками.
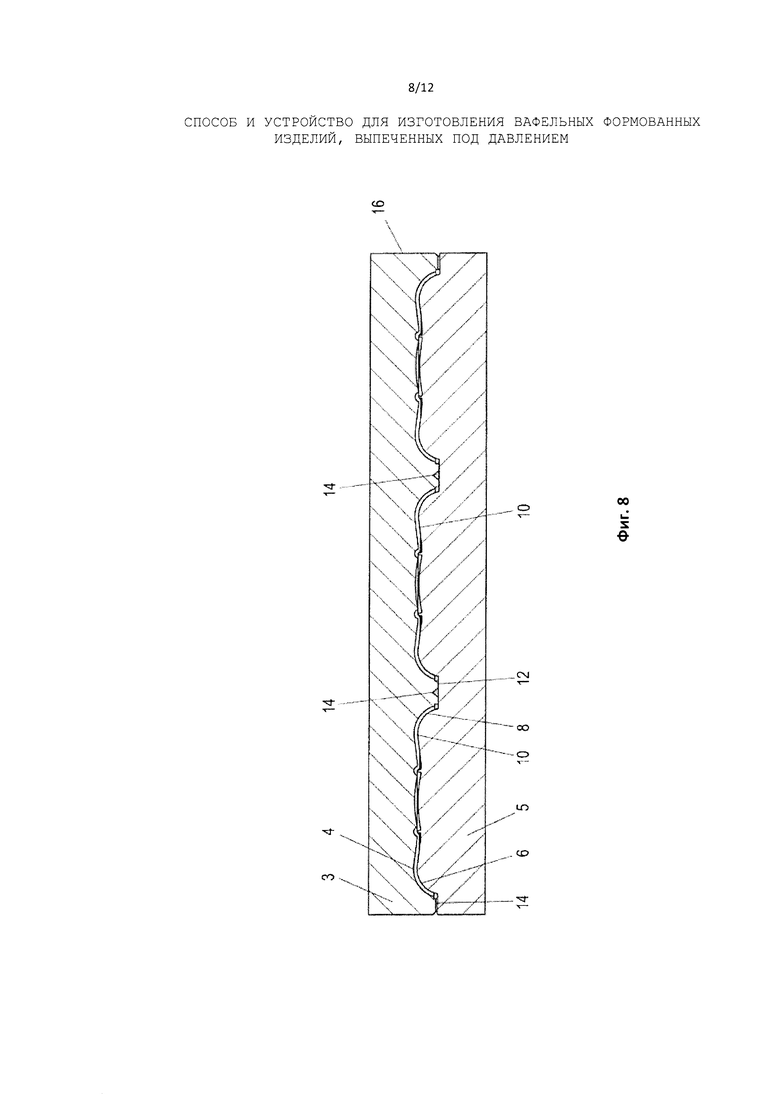
На фиг. 8 показан схематичный вид в разрезе участка по линии пересечения С-С из фиг. 5. На упрощенном виде в разрезе показана первая подовая плита 3 с первой площадью 4 пода и вторая подовая плита 5 со второй площадью 6 пода. Форма 8 для выпечки образуется сведением вместе первой и второй подовых плит, а также их площадей пода. Форма 8 для выпечки содержит одно или более пространств 10 для изделия и размещенные между ними участки 12 зазора. Участки 12 зазора пронизаны каналами 14. В зоне между двумя пространствами 10 для изделия соответственно один канал разрезается перпендикулярно к его продольному продолжению. В настоящем варианте фиг. 8 канал выполнен по существу в виде V-образной гравировки, которая простирается в первую подовую плиту 3. Однако согласно дополнительному варианту, каналы 14 также могут простираться в обе или только во вторую подовую плиту 5. Возможно, каналы 14 соединяют между собой два пространства 10 для изделия или простираются от пространства 10 для изделия на наружную сторону 16 двух подовых плит.
Чтобы изготовить вафельные формованные изделия согласно изобретению, в способе выпекания согласно изобретению, по меньшей мере, пространство 10 для изделия, но предпочтительно вся форма 8 для выпечки, заполняется массой для выпечки. Масса для выпечки по существу является от жидкой до вязкой массой и, следовательно, покрывает форму 8 для выпечки. В результате процесса выпекания и удаления пара образуется по существу хрустящее, хрупкое вафельное формованное изделие, имеющее пористый мякиш. Поверхности вафельного формованного изделия, которые опираются на первую площадь 4 пода или вторую площадь 6 пода, имеют по существу закрытую выпеченную оболочку. Выпеченное изделие формируется пространством 10 для изделия. По меньшей мере, одна, предпочтительно несколько, соединительных ламелей образованы участком 12 зазора. Одно или более ребер образуются каналами 14. Зоны формы 8 для выпечки, расположенные между пространствами 10 для изделия, образуют соединение для выпечки вафельного формованного изделия. Согласно настоящему способу это соединение для выпечки удаляется для образования готовых выпеченных изделий.
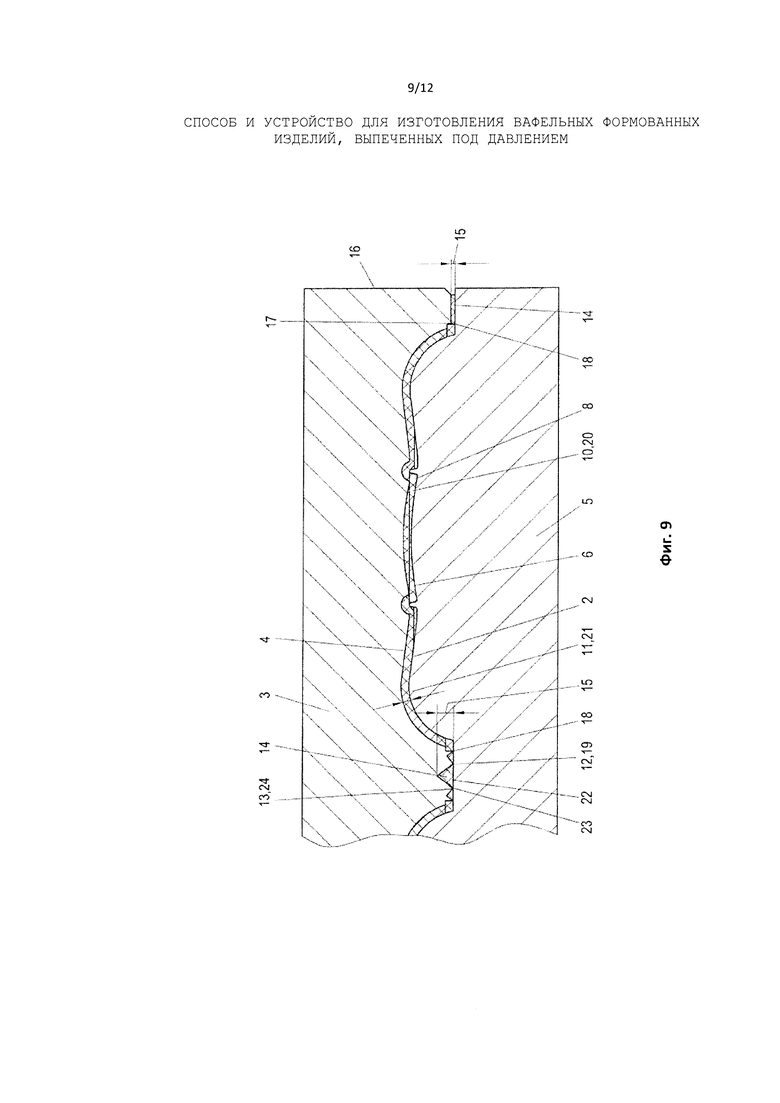
На фиг. 9 показана деталь пары подовых плит, наполненных массой для выпечки, которые, в частности, соответствуют паре подовых плит из фиг. 8. В частности, видом в разрезе на фиг. 9 является детальный вид в разрезе схемы на фиг. 8 с вафельным формованным изделием 2. Это вафельное формованное изделие 2 образовано первой подовой плитой 3 и второй подовой плитой 5. Первая площадь 4 пода и вторая площадь 6 пода вместе образуют форму 8 для выпечки, которая в настоящем виде полностью заполнена вафельным формованным изделием 2. Выпеченное изделие 20 расположено в пространстве 10 для изделия. Соединение 19 для выпечки образовано в участке 12 зазора.
Соединение 19 для выпечки содержит соединительные ламели 23 и ребра 22. Толщина 11 изделия по существу соответствует в настоящем виде толщине 21 выпеченного продукта. Толщина 13 зазора в настоящем виде по существу соответствует толщине 24 ламелей. В настоящем виде она равно почти нулю. Согласно предпочтительному варианту толщина ламелей равна приблизительно 0,1-0,8 мм. Толщина 15 канала может быть разной для разных каналов. Например, при соединении нескольких каналов 14 может потребоваться, чтобы отдельные каналы были выполнены толще, чем другие. В частности, необходимо, чтобы каналы имели большее поперечное сечение. Предпочтительно, толщина 15 канала больше толщины 13 зазора. Толщина 15 канала в этой зоне в любом случае по существу соответствует толщине ребра 22. В этой зоне переход между участком 12 зазора и пространством 10 для изделия предусмотрена заданная линия 18 отрыва. В настоящем варианте эта заданная линия отрыва разрезается и, таким образом, показана продолжающейся по существу проецируемым образом. Это достигается в зоне перехода между каналом и пространством для изделия, например, при этом во время изготовления гравировки для формирования канала 15 фрезерная головка останавливается на короткое время перед полным проникновением в край участка 12 зазора. Таким образом, образуется гребень 17. Этот гребень 17 подовой плиты образует заданную линию 18 отрыва в процессе выпекания согласно изобретению.
В зоне перехода между гладким участком зазора без канала предусмотрена заданная линия разрыва, делая ламели тоньше и более хрупкими, чем выпеченное изделие.
Толщина 11 изделия по существу постоянная по всему профилю выпеченного изделия 20 или профилю пространства 10 для изделия. В результате равномерного выпекания получается выпеченное изделие. С другой стороны - толщина участка 12 зазора, т.е. толщина 13 зазора меньше толщины 11 изделия.
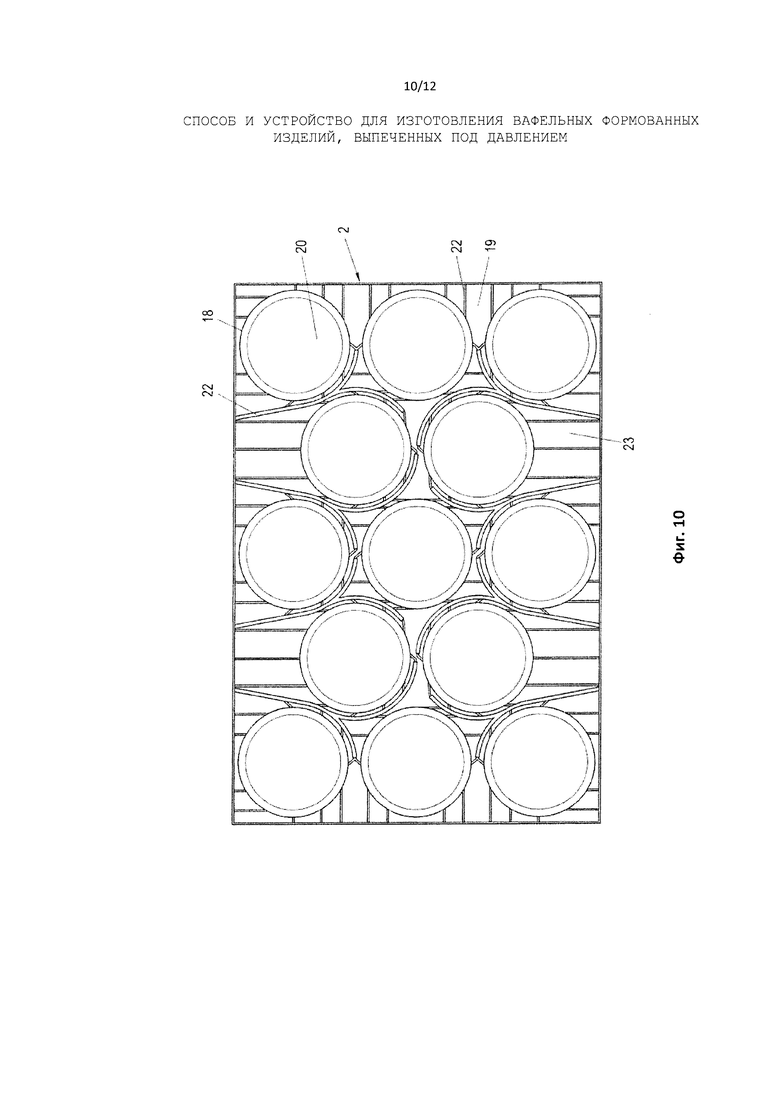
На Фиг. 10 показан примерный вариант вафельного формованного изделия 2 согласно изобретению. Этим изделием является выпечное промежуточное изделие для изготовления выпечного изделия 20. Несколько выпечных изделий 20 содержатся в вафельном формованном изделии 2. Выпечные изделия 20 окружены соединением 19 для выпечки. Как уже описывалось, соединение 19 для выпечки образовано той зоной подовых плит, которая обозначается как участок зазора. Соединение 19 для выпечки содержит ребра 22. Эти ребра 22 продолжаются, например, от края выпечного изделия 20 до края вафельного формованного изделия 2. Предпочтительно, предусмотрено множество ребер 22. Возможно, множество ребер по ходу соединения 19 для выпечки соединяются для образования более широкого или более толстого ребра. Ребра используются для удаления пара в процессе выпекания. В готовом вафельном формованном изделии ребра используются для укрепления вафельного формованного изделия. В частности, это облегчает выемку из вафельниц. С этой целью два, по меньшей мере, множество ребер расположены наклонно друг к другу. Это устраняет заданные точки отрыва, образуемые ребрами в соединении для выпечки. Согласно настоящему варианту ребра имеют треугольное поперечное сечение. Однако при наличии разных по форме каналов или гравировок подовых плит, ребра также могут иметь разные поперечные сечения, например, полукруглые, прямоугольные, паутинообразные, полосовые или щелевидные.
Соединительные ламели 23 расположены между выпечными изделиями 20 и возможно, соединяют их. Ребра 22, предпочтительно, простираются в области соединительных ламелей 23. Показанное выпечное изделие по существу выполнено в виде круглого чашеобразного изделия. При отрывании согласно изобретению по заданной линии 18 отрыва, выпечные изделия 20 имеют по существу закрытый край. Заданная линия 18 отрыва простирается в данном варианте по кругу, непосредственно примыкая к выпечному изделию 20.
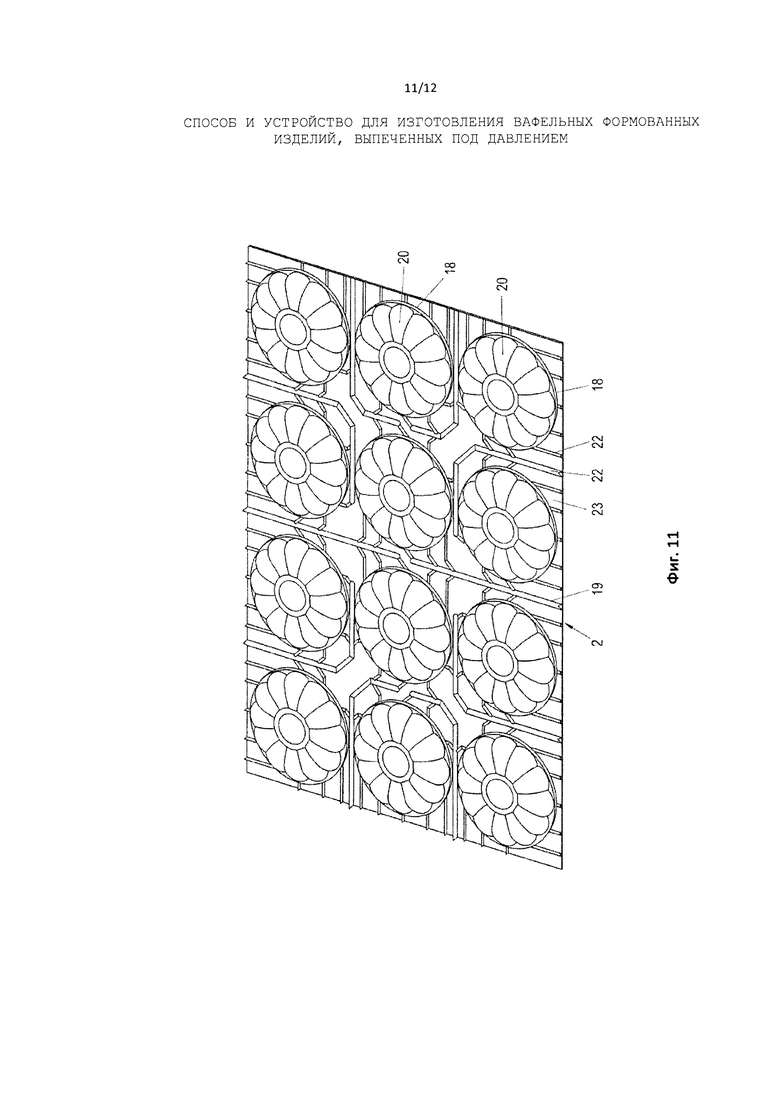
На Фиг. 11 показан другой вариант вафельного формованного изделия, которое можно изготовить, например, с использованием подовых плит, показанных на Фиг. 3-9. Вафельное формованное изделие 2 содержит соединение 19 для выпечки, которое содержит ребра 22. Возможно, или предпочтительно соединение 19 для выпечки содержит соединительные ламели 23. Выпечные изделия 20 взаимно соединяются соединением 19 для выпечки. Ребра 22 простираются от края выпечных изделий 20 (22 - неправильно) до наружного края вафельного формованного изделия 2.
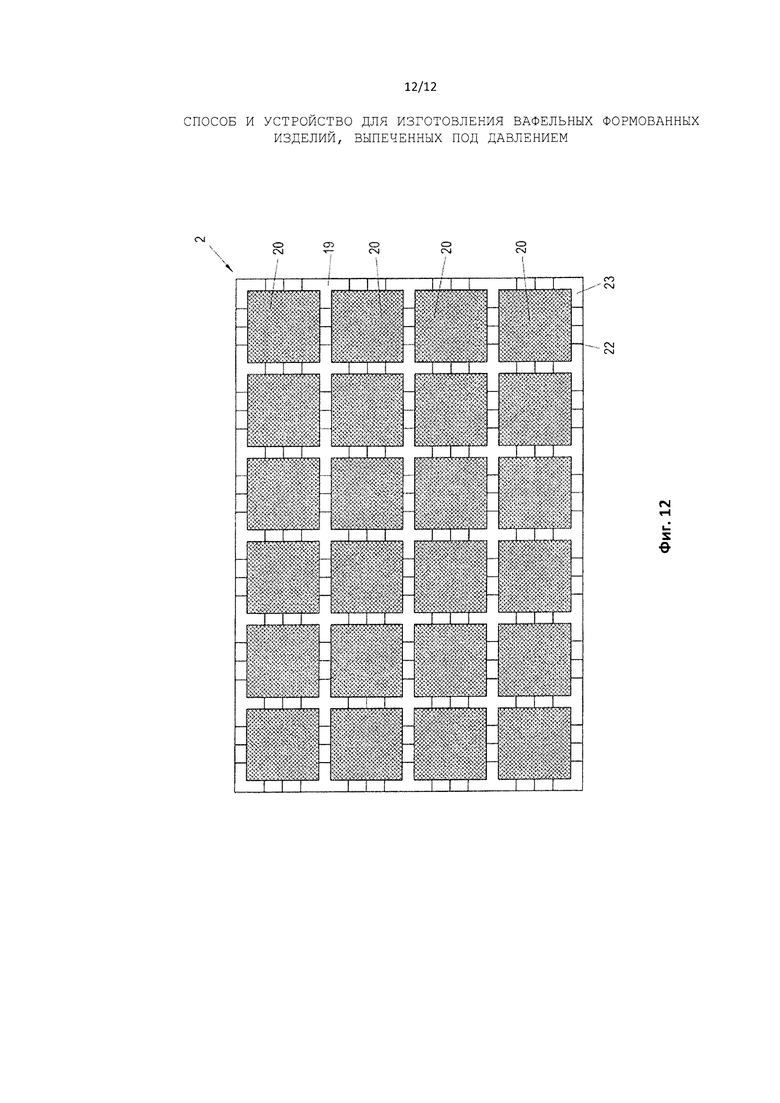
На Фиг. 12 показан другой вариант выпечного изделия согласно изобретению или вафельное формованное изделие согласно изобретению. В этом случае вафельное формованное изделие, в свою очередь, содержит множество выпечных изделий 20. Выпечные изделия 20 выполнены в виде плоских вафель. Эти плоские вафли имеют рельефную, в частности, решетчатую структуру поверхности, обычную для плоских вафель. Эта структура достигается решетчатой гравировкой подовых плит. Отдельные выпечные изделия взаимосвязаны через соединение 19 для выпечки. Соединение 19 для выпечки содержит, с одной стороны, ребра 22, и, возможно, или предпочтительно, соединительные ламели 23. Ребра 22 простираются, с одной стороны, от выпечного изделия до выпечного изделия, а с другой стороны, от выпечного изделия 20 до наружного края вафельного формованного изделия 2. Соответствующие подовые плиты имеют дополнительную гравировку и дополнительную форму для выпечки. Согласно изобретению толщина выпечного изделия 20 больше толщины соединительных ламелей.
Для вафель, имеющих рельефную структуру, это, главным образом, означает, что толщина центральной части выпечного изделия больше толщины соединительных ламелей. Толщина центральной части представляет толщину изделия, которая продолжается через выпечное изделие. По существу, это та толщина, которая остается, если бы рельефная структура вафель была удалена. Это, в основном, применимо ко всем вариантам изобретения, имеющим рельефную структуру поверхности, типичную для вафель. Однако такую рельефную структуру поверхности не следует приравнивать к структуре мякиша с открытыми порами разделительной поверхности. Наоборот, закрытая выпеченная оболочка выполнена извилистым рельефным образом.
В данном варианте ребра 22 толще соединительных ламелей. В результате, с одной стороны, повышается стабильность готового вафельного формованного изделия, а с другой стороны, становится возможным перемещение пара во время выпекания.
Согласно дополнительному варианту соединительные ламели можно выполнить очень тонкими, чтобы выпечные изделия 20 почти примыкали друг к другу. Таким образом, соединительные ламели выполнены в виде желобчатых сужений вафельного формованного изделия. Однако эти желобчатые сужения вафельного формованного изделия пронизаны ребрами 22, чтобы удалять пар во время выпекания. По этим желобчатым соединительным ламелям вафельное формованное изделие можно разделить на готовые выпечные изделия 20. Однако при желобчатой конфигурации ламелей почти не предусматривается соединение 19 для выпечки. Тем не менее эффект согласно изобретению заключается в том, что выпечные изделия по существу закрыты на краях, поскольку закрытая выпеченная пленка верхней стороны и закрытая выпеченная пленка нижней стороны по существу соединяются.
НОМЕРА ПОЗИЦИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДОВАЯ ПЛИТА ДЛЯ ДУХОВОК | 2012 |
|
RU2593938C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЕЧНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2599832C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЕЧНОГО ИЗДЕЛИЯ, ИМЕЮЩЕГО ПО СУЩЕСТВУ УПЛОТНЕННУЮ ПОВЕРХНОСТЬ РАЗДЕЛА | 2014 |
|
RU2670493C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЧИСТКИ ПЛОЩАДЕЙ ПОДА | 2013 |
|
RU2615471C2 |
| ВАФЕЛЬНЫЙ ЛИСТ И НАГРЕВАЕМАЯ ФОРМА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2335906C2 |
| ДУХОВКА | 2015 |
|
RU2701311C2 |
| ДУХОВКА С КОНВЕКЦИОННЫМ ВЕНТИЛЯТОРОМ | 2016 |
|
RU2717652C2 |
| ХЛЕБОПЕКАРНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧЕНЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2331195C2 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ ХЛЕБОПЕКАРНЫХ ПЕЧЕЙ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЕЧНЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2297144C2 |
| УСТРОЙСТВО ДЛЯ ВЫПЕЧКИ | 2014 |
|
RU2640430C2 |
Изобретение относится к устройству подовой плиты, а именно вафельниц, духовке и способу изготовления вафельного формованного изделия. Вафельное формованное изделие (2), в частности выпечное промежуточное изделие, содержит массу для выпечки, выпекаемую под давлением и содержащую 55-70% воды в невыпеченном состоянии, содержащее выпечное изделие (20), имеющее толщину (21), которое окружено соединением (19) для выпечки, при этом соединение (19) для выпечки содержит, по меньшей мере, одно ребро (22), которое продолжается до края выпечного изделия (20). Устройство подовой плиты, а именно вафельниц, содержит две подовые плиты, двигательное приспособление, с помощью которого первая подовая плита присоединена ко второй подовой плите открываемым и закрываемым образом, и фиксирующее приспособление для фиксирования первой подовой плиты ко второй подовой плите в закрытом положении. В закрытом положении форма для выпечки образуется первой площадью пода и второй площадью пода. Форма для выпечки содержит пространство для изделия с толщиной изделия, которое окружено участком зазора с толщиной зазора, которая меньше толщины изделия. Кроме того, по меньшей мере, один канал предусмотрен для удаления пара, который проникает в участок зазора, при этом толщина канала больше толщины зазора. Изобретение позволяет получить выпечное изделие с гладкой закрытой поверхностью и, при этом, имеющее внутреннюю структуру со значительной пористостью, и которое может быть изготовлено в обычных духовках для вафель, в которых существенно минимизированы отходы, подлежащие отделению. 4 н. и 22 з.п. ф-лы, 12 ил.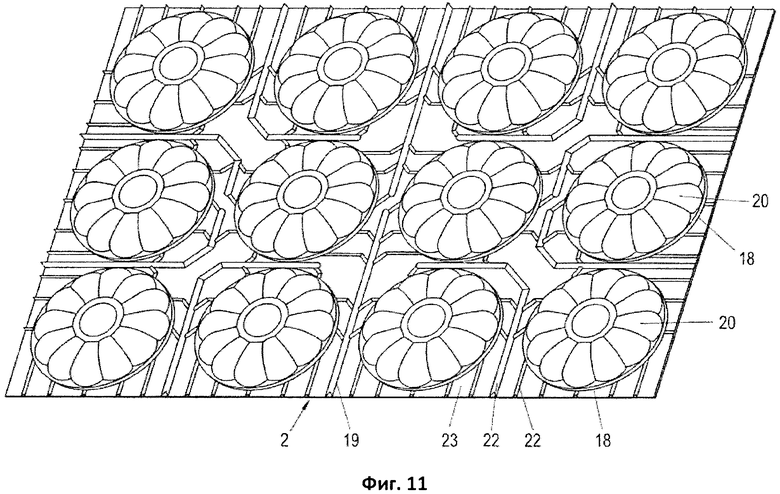
1. Устройство подовой плиты, а именно вафельниц (1), содержащее две подовые плиты для изготовления вафельных формованных изделий (2), выпеченных под давлением, таких как хрупких плоских вафель или полых вафель из бездрожжевого жидкого теста для вафель, содержащее:
- первую подовую плиту (3), имеющую первую площадь (4) пода,
- вторую подовую плиту (5), имеющую вторую площадь (6) пода,
- двигательное приспособление (7), с помощью которого первая подовая плита (3) присоединена ко второй подовой плите (5) открываемым и закрываемым образом,
- фиксирующее приспособление (9) для фиксирования первой подовой плиты (3) ко второй подовой плите (5) в закрытом положении,
при этом в закрытом положении форма (8) для выпечки образуется первой площадью (4) пода и второй площадью (6) пода, что по существу соответствует негативной форме вафельного формованного изделия (2),
причем форма (8) для выпечки содержит пространство (10) для изделия с толщиной (11) изделия,
которое окружено участком (12) зазора с толщиной (13) зазора, при этом толщина (13) зазора меньше толщины (11) изделия, отличающееся тем, что, по меньшей мере, один канал (14), имеющий толщину (15), предусмотрен для удаления пара, который проникает в участок (12) зазора, при этом толщина (15) канала больше толщины (13) зазора.
2. Устройство подовых плит по п. 1, отличающееся тем, что канал (14) продолжается от пространства (10) для изделия до наружной стороны (16) подовой плиты (3, 4) или двух подовых плит и, следовательно, открывает пространство (10) для изделия наружу.
3. Устройство подовых плит по п. 1 или 2, отличающееся тем, что предусмотрено два или более пространств (10) для изделия, и что канал (14) продолжается от одного пространства (10) для изделия к другому пространству (10) для изделия и, следовательно, соединяет два пространства (10) для изделия друг с другом.
4. Устройство подовых плит по п. 1, отличающееся тем, что канал (14) проникает в участок (12) зазора по первой площади (4) пода и/или по второй площади (6) пода.
5. Устройство подовых плит по п. 1, отличающееся тем, что канал (14) предусмотрен в виде линейной гравировки в одной или в двух площадях пода (4, 6), при этом линейная гравировка пересекает, по меньшей мере, один участок (12) зазора.
6. Устройство подовых плит по п. 1, отличающееся тем, что участок (12) зазора имеет толщину (13), которая составляет менее 50% от толщины (11) изделия, предпочтительно менее 30% от толщины (11) изделия, и/или что толщина (13) зазора равна нулю, по меньшей мере, участками.
7. Устройство подовых плит по п. 1, отличающееся тем, что участок (12) зазора продолжается плоскостным между пространствами (10) для изделий и/или между пространством (10) для изделия и наружной стороной (16) двух подовых плит.
8. Устройство подовых плит по п. 1, отличающееся тем, что два пространства (10) для изделия соединены друг с другом через участок (12) зазора.
9. Устройство подовых плит по п. 1, отличающееся тем, что множество каналов (14) открыты в пространство (10) для изделия.
10. Устройство подовых плит по п. 1, отличающееся тем, что множество каналов (14) соединено в участке (12) зазора.
11. Устройство подовых плит по п. 9 или 10, отличающееся тем, что множество каналов (14), распределенных по существу равномерно по окружности пространства для изделия, открыты в пространство (10) для изделия.
12. Устройство подовых плит по п. 1, отличающееся тем, что каналы (14) продолжаются наклонно по отношению друг к другу, чтобы выпеченное вафельное формованное изделие (2) имело устойчивую структуру.
13. Устройство подовых плит по п. 1, отличающееся тем, что по существу закрытый гребень (17), стягивающий пространство для изделия, предусмотрен в пространстве (10) для изделия, чтобы выпеченное вафельное формованное изделие (2) имело заданную линию (18) отрыва для отделения выпеченного изделия (20) от соединения (19) для выпечки.
14. Вафельное формованное изделие (2), в частности, выпечное промежуточное изделие, содержащее массу для выпечки, выпекаемую под давлением и содержащую 55-70% воды в невыпеченном состоянии, содержащее выпечное изделие (20), имеющее толщину (21), которое окружено соединением (19) для выпечки, отличающееся тем, что
соединение (19) для выпечки содержит, по меньшей мере, одно ребро (22), которое продолжается до края выпечного изделия (20), причем вафельное формованное изделие (2) изготовлено устройством подовых плит по любому из пп. 1-13.
15. Вафельное формованное изделие по п. 14, отличающееся тем, что соединение (19) для выпечки содержит соединительные ламели (23) толщиной (24), что толщина (24) ламели, по меньшей мере, на 50% меньше толщины (21) выпечного изделия, предпочтительно, по меньшей мере, на 70% меньше толщины (21) выпечного изделия или, возможно, равна нулю, по меньшей мере, на некоторых участках.
16. Вафельное формованное изделие по п. 15, отличающееся тем, что ребро (22) продолжается по поверхности соединительных ламелей (23).
17. Вафельное формованное изделие по п. 14, отличающееся тем, что ребро (22) продолжается от выпечного изделия (20) до края (24) вафельного изделия.
18. Вафельное формованное изделие по п. 14, отличающееся тем, что предусмотрено множество ребер (22), которые распределены по существу равномерно по окружности выпечного изделия (20), открываются в выпечное изделие (20).
19. Вафельное формованное изделие по п. 14, отличающееся тем, что предусмотрена заданная линия (18) отрыва, окружающая выпечное изделие (20), которая имеет меньшую толщину, чем выпечное изделие (20).
20. Вафельное формованное изделие по п. 14, отличающееся тем, что предусмотрено множество выпечных изделий (20), которые присоединены друг к другу соединением (19) для выпечки.
21. Вафельное формованное изделие по п. 14, отличающееся тем, что предусмотрено, по меньшей мере, одно ребро (22), которое соединяет два выпечных изделия (20) друг с другом.
22. Вафельное формованное изделие по п. 14, отличающееся тем, что выпечное изделие (20) имеет толщину (21) от около 0,5 мм до 5 мм, при этом непрерывная центральная зона (26) имеет толщину от около 0,5 мм до 2 мм.
23. Вафельное формованное изделие по п. 19, отличающееся тем, что зоны меньшей толщины, например, в частности, соединительные ламели (23) и/или заданная линия (18) отрыва, имеют более высокую степень выпекания, чем выпечное изделие (20) и, в частности, чрезмерно выпекаются, и что зоны, имеющие более высокую степень выпекания, являются более хрупкими, чем выпечное изделие (20).
24. Духовка для изготовления предпочтительно хрупких хрустящих выпеченных вафельных формованных изделий, при этом духовка имеет пекарную камеру (27) и бесконечную цепь (28) вафельниц, которая циркулирует непрерывно в духовке и перемещается через пекарную камеру (27), которая расположена на замкнутой орбите, которая продолжается в двух плоскостях перемещения, установленных друг над другом, при этом цепь (28) вафельниц содержит открываемые и закрываемые вафельницы (1), которые могут быть зафиксированы в закрытом положении, в которых расположены формы для выпечки, состоящие из верхних частей и нижних частей, которые открываются при открывании вафельниц (1) и закрываются при закрывании вафельниц (1), при этом устройство (32) для открывания вафельниц (1), станция (33) разгрузки,
станция (34) загрузки, устройство (35) для закрывания вафельниц (1) и фиксирующее приспособление(36) для фиксации вафельниц в закрытом состоянии установлены друг за другом в направлении перемещения вафельниц (1), при этом приспособление (37) для выемки изделия, которое вынимает выпеченное вафельное формованное изделие из открытых вафельниц (1), предусмотрено в станции (33) разгрузки, отличающаяся тем, что вафельница (1) выполнена в виде устройства подовых плит согласно одному из пп. 1-13.
25. Способ изготовления хрустящих хрупких выпечных изделий содержит следующие этапы:
a. Дозирование масс для выпечки вафель, в частности, линейной заливкой или ориентированной по центру точечной заливкой в формы для выпечки устройства подовой плиты согласно одному из предшествующих пунктов духовки, согласно одному из предшествующих пунктов.
b. Выпекание и извлечение из формы вафельного формованного изделия согласно одному из предшествующих пунктов, в частности, выдуванием и выниманием или вакуумным способом.
c. Отделение выпеченного изделия от соединения для выпечки по заданной линии отрыва.
26. Способ по п. 25, отличающийся тем, что для отделения выпечного изделия от соединения для выпечки вафельное формованное изделие
а. подается в отделяющее приспособление, которое содержит отделяющую форму, которая контактирует с вафельным формованным изделием, по меньшей мере, в зоне заданной линии отрыва;
b. и что затем выпеченные изделия отделяются одним из штампов, которые способствуют относительному перемещению между выпечным изделием и соединением для выпечки.
| WO 2011067733 A1, 09.06.2011 | |||
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Способ получения двуокиси углерода из дымовых газов | 2016 |
|
RU2624297C1 |
| Модификатор алюминиевых сплавов | 1985 |
|
SU1294856A1 |

