ОБЛАСТЬ ТЕХНИКИ
[0001] Предложенное изобретение относится к элементу подвески, используемому в качестве подвески автомобиля, и к способу его изготовления.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Подвеска автомобиля, соединяющая кузов машины с колесом в широком смысле классифицируется с разделением на подвеску со стороны передних колес и подвеску со стороны задних колес. В качестве подвески со стороны задних колес используется, например, подвеска балочно-торсионного типа, а в качестве подвески со стороны передних колес используется подвеска, выполненная прессованием с образованием формы в виде буквы I на виде сверху (см. патентную литературу 1).
Перечень цитируемых документов
Патентная литература
[0003] Патентная литература 1: JP 2010-69964 А.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая проблема
[0004] В настоящее время рынок для японских компаний, выпускающих автомобили, не ограничен только Японией, он также естественно распространяется на американские и азиатские страны и прочие. При таком положении дел спецификация автомобиля определяется в соответствии с техническими условиями каждой страны. Например, в азиатских странах вследствие того, что там автомобили продаются по низкой цене, существует спрос на автомобиль в низком ценовом диапазоне и, естественно, что подвеска также должна быть в низком ценовом диапазоне.
[0005] Однако уменьшение стоимости подвески просто за счет уменьшения толщины пластины и подобного компонента может привести в результате к уменьшению жесткости. Дополнительно, существует проблема, заключающаяся в том, что вследствие уменьшения толщины пластины может легко возникнуть деформация в сварной части подвески, что может отразиться на точности готового изделия.
[0006] Соответственно, для решения вышеуказанной проблемы предложено настоящее изобретение, цель которого, соответственно, заключается в создании элемента подвески и способа его изготовления, посредством которого может быть изготовлен элемент подвески с низкой стоимостью, без уменьшения его жесткости, а также с одновременным уменьшением деформации в соединительных участках.
Решение проблемы
[0007] В соответствии с настоящим изобретением для достижения вышеуказанной цели предложен способ изготовления элемента подвески, выполненного с парой боковых элементов и одним поперечным элементом. Боковые элементы проходят в продольном направлении транспортного средства и расположены с правой и с левой стороны при установке на транспортном средстве. Поперечный элемент соединяет вместе пару боковых элементов и содержит первый элемент и второй элемент, каждый из которых выполнен с пересекающим участком, проходящим в направлении, пересекающем направление, в котором проходят боковые элементы, а также выступающий участок, выступающий от пересекающего участка. Предложенный способ включает этап сборки, первый этап соединения и второй этап соединения. На этапе сборки поперечный элемент формируют посредством первого и второго элементов и обеспечивают сборку в состояние, в котором боковые элементы вставляют снаружи во внутреннее пространство, образованное первым и вторым элементами. На первом этапе соединения первый элемент и второй элемент соединяют вместе, а на втором этапе соединения боковые элементы и поперечный элемент, перекрывающие друг друга в вышеуказанном внутреннем пространстве, соединяют вместе.
[0008] В соответствии с одним вариантом выполнения изобретения для достижения вышеуказанной цели предложен элемент подвески, содержащий пару боковых элементов и поперечный элемент. Боковые элементы проходят в продольном направлении транспортного средства и расположены с правой и с левой стороны при установке на транспортном средстве. Поперечный элемент соединяет вместе пару боковых элементов и содержит первый элемент и второй элемент, каждый из которых проходит в боковом направлении транспортного средства и выполнен с изогнутой частью. Первый элемент и второй элемент содержат: пересекающие участки, проходящие в направлении, пересекающем направление, в котором проходят боковые элементы; выступающие участки, выступающие относительно пересекающих участков; внутреннее пространство, окруженное первым и вторым элементами; установочные участки, через которые боковые элементы вставлены снаружи во внутреннее пространство и расположены в нем; и соединительные участки, в которых боковые элементы и поперечный элемент соединены вместе с перекрытием друг друга в вышеуказанном внутреннем пространстве.
[0009] В соответствии с предложенным способом изготовления подвески на этапе сборки боковые элементы вставляют снаружи во внутреннее пространство, образованное первым и вторым элементами, на первом этапе соединения первый элемент и второй элемент соединяют вместе, а на втором этапе соединения боковые элементы и поперечный элемент, перекрывающие друг друга в вышеуказанном внутреннем пространстве, соединяют вместе. Таким образом, даже несмотря на то, что внутреннее пространство образовано первым и вторым элементами внутри поперечного элемента, посредством простого способа введения боковых элементов во внутреннее пространство поперечного элемента и приваривания к нему боковых элементов может быть предотвращено уменьшение жесткости поперечного элемента при одновременном предотвращении деформации, возникающей в результате сварки. Поскольку конструкция, в которой боковые элементы вставлены во внутреннее пространство, образованное внутри поперечного элемента, является очень простой, то отпадает необходимость в прессовании первого и второго элементов, составляющих поперечный элемент, с образованием сложной формы, для получения элемента подвески с большой жесткостью, соответственно, обеспечивается возможность снижения стоимости. В соответствии с предложенным изобретением элемент подвески выполнен так, что первый и второй элементы содержат установочные участки, через которые вставляют боковые элементы, и соединительные участки, в которых боковые элементы и поперечный элемент, перекрывающие друг друга, соединены вместе. Соответственно, подобным образом, даже несмотря на то, что внутреннее пространство образовано внутри поперечного элемента, боковые элементы могут быть вставлены во внутреннее пространство поперечного элемента и присоединены к нему с возможностью тем самым предотвращения уменьшения жесткости поперечного элемента при одновременном предотвращении деформации, возникающей в результате сварки. Поскольку конструкция, в которой боковые элементы вставлены во внутреннее пространство, образованное первым и вторым элементами, является очень простой, то отпадает необходимость в прессовании первого и второго элементов, составляющих поперечный элемент, с образованием сложной формы, для получения элемента подвески с большой жесткостью, соответственно, можно быть обеспечено уменьшение стоимости.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
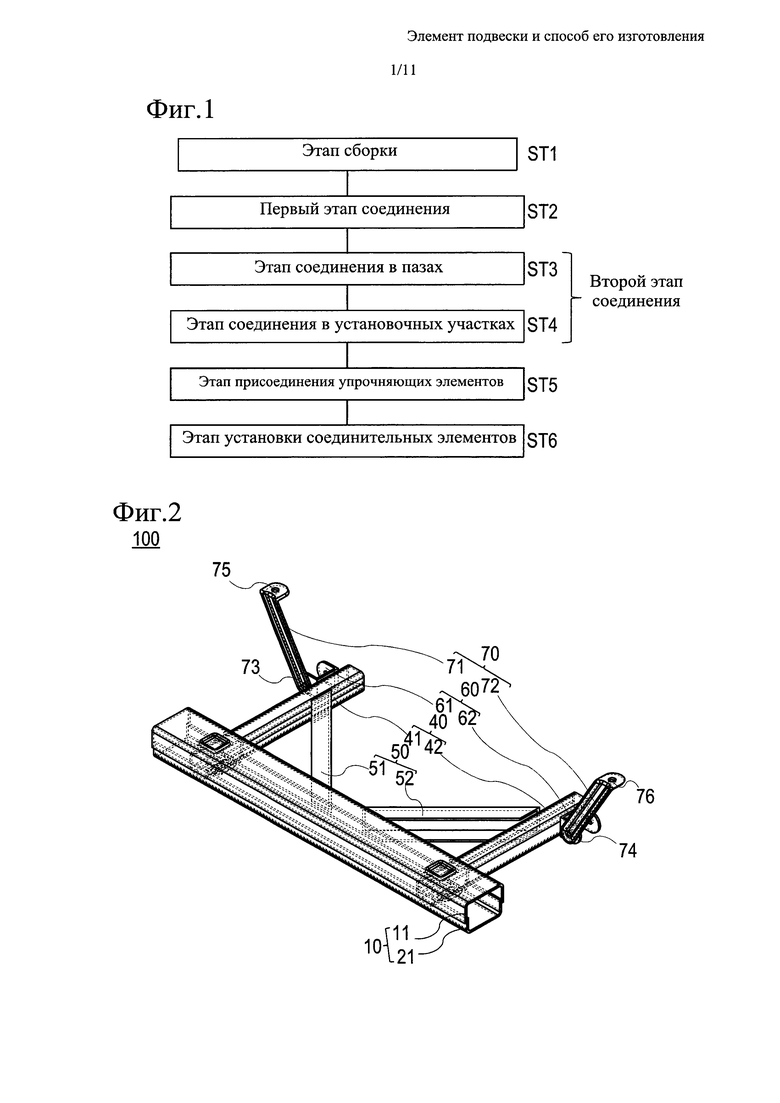
[0010] На Фиг. 1 представлена блок-схема, иллюстрирующая способ изготовления элемента подвески в соответствии с одним вариантом выполнения предложенного изобретения.
На Фиг. 2 представлен схематический вид в аксонометрии элемента подвески.
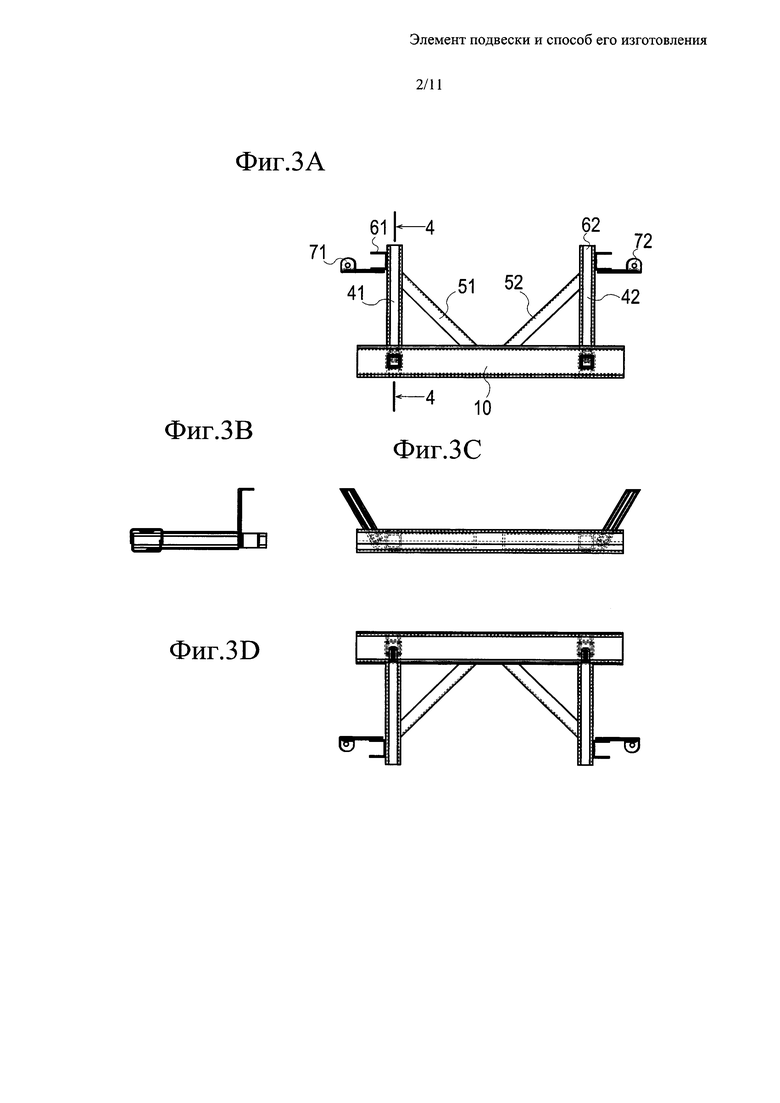
На Фиг. 3А-3D представлены соответственно вид сверху, вид сбоку, вид спереди и вид снизу элемента подвески.
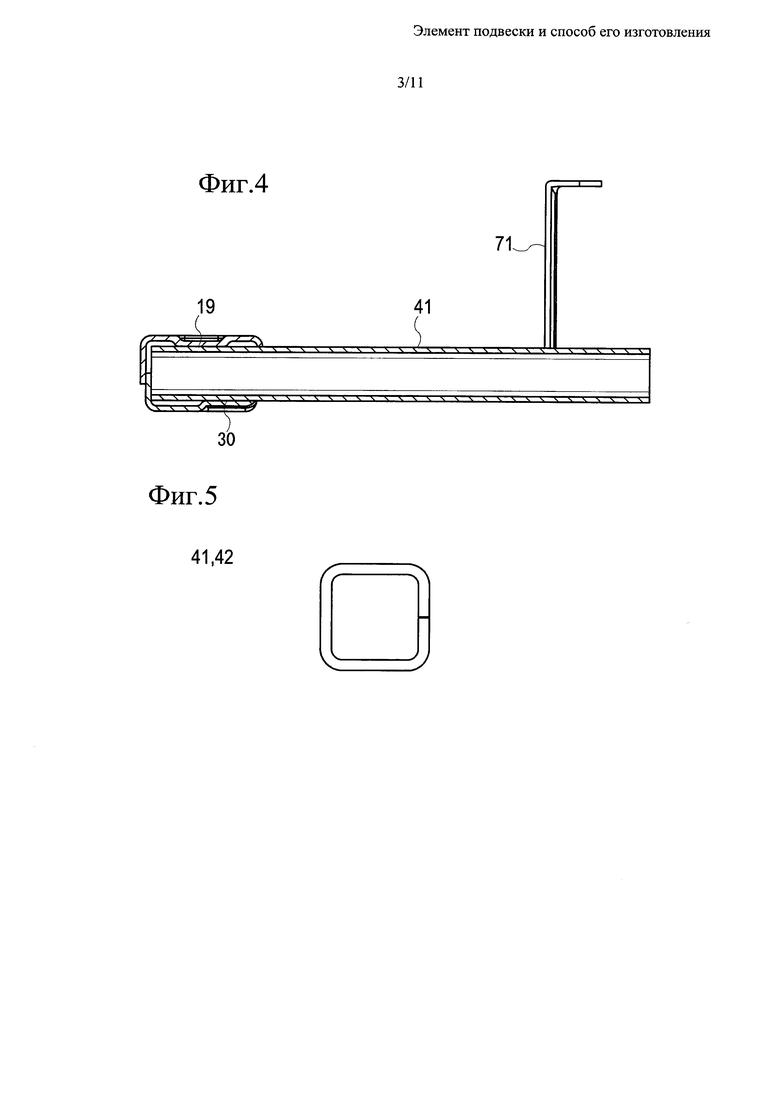
На Фиг. 4 представлен разрез по линии 4-4, показанной на Фиг. 3А.
На Фиг. 5 представлен вид спереди бокового элемента.
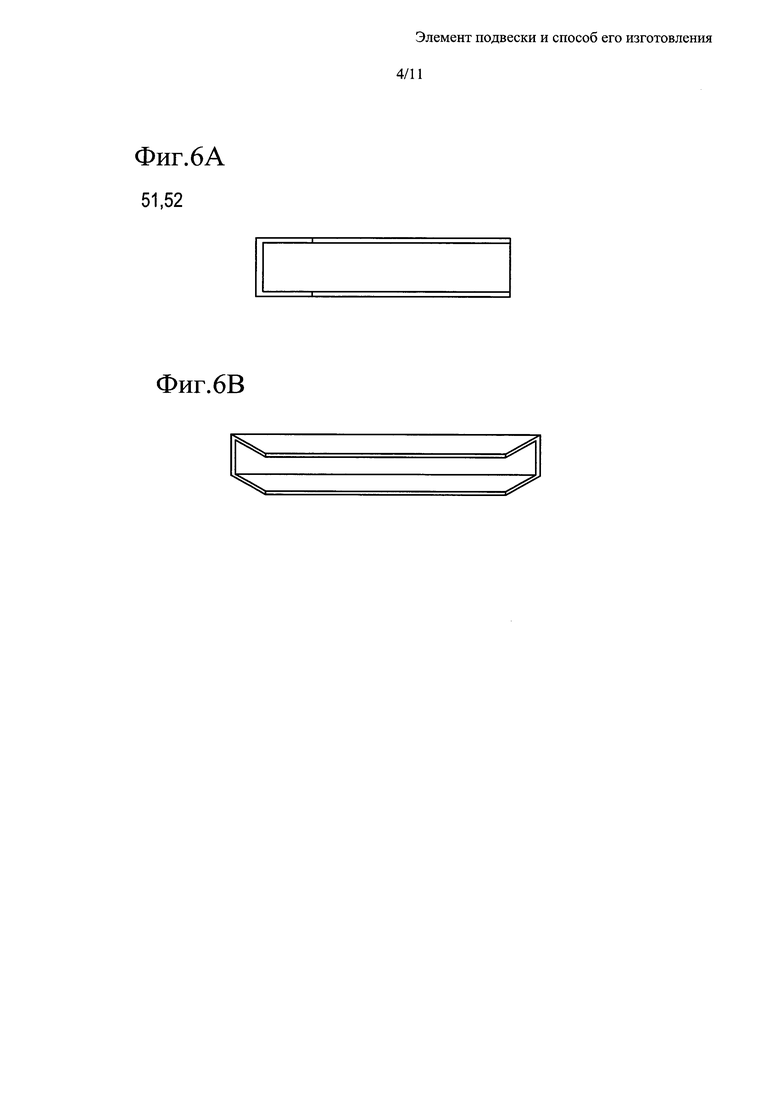
На Фиг. 6А и 6В представлены соответственно вид спереди и вид в аксонометрии упрочняющего элемента.
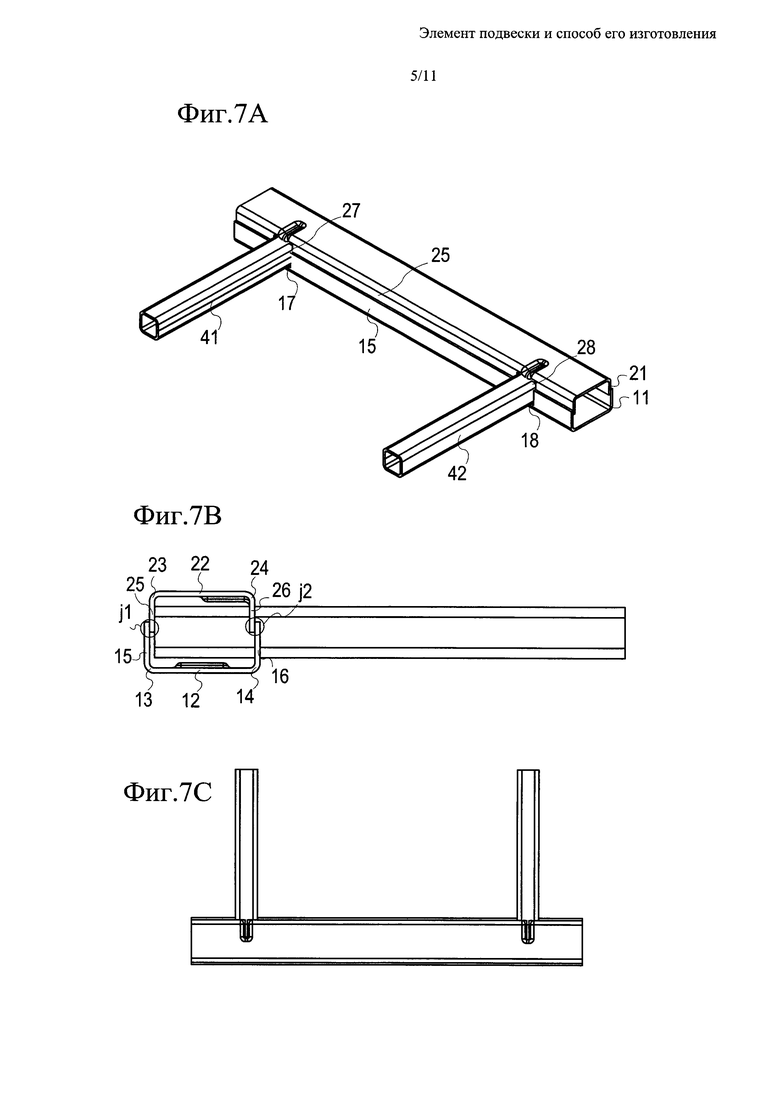
На Фиг. 7А-7С представлены соответственно вид в аксонометрии, вид сбоку и вид сверху, иллюстрирующие этап сборки.
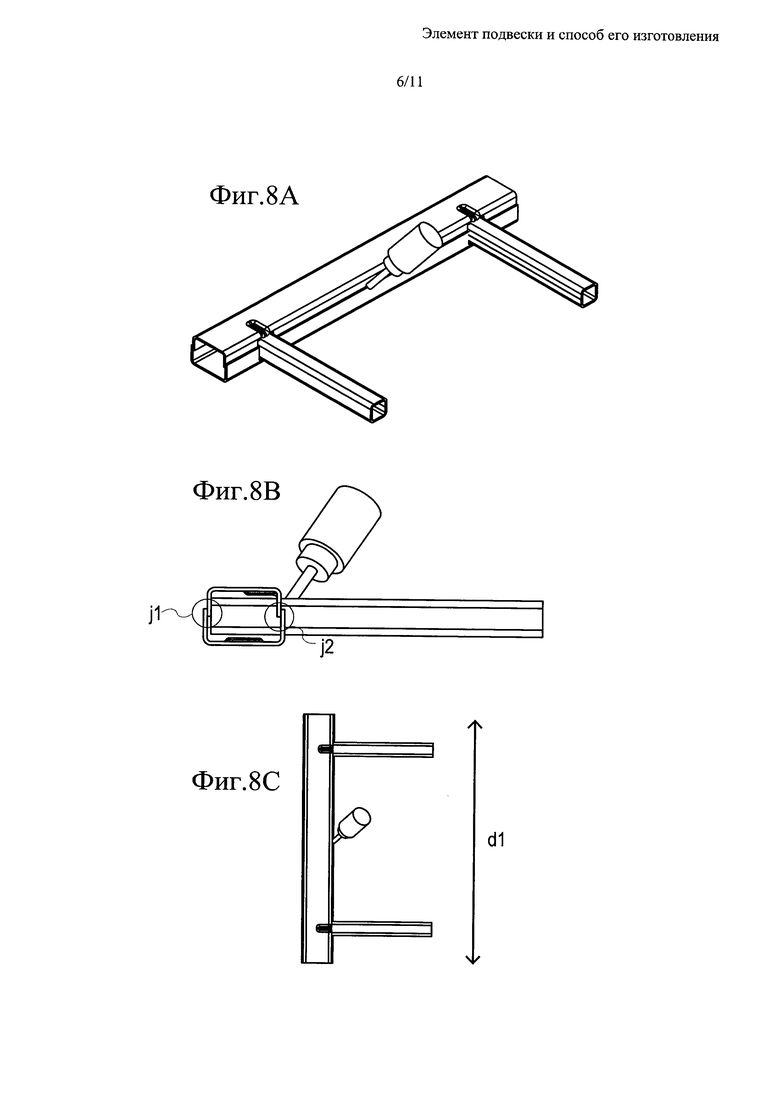
На Фиг. 8А-8С представлены соответственно вид в аксонометрии, вид сбоку и вид сверху, иллюстрирующие первый этап соединения.
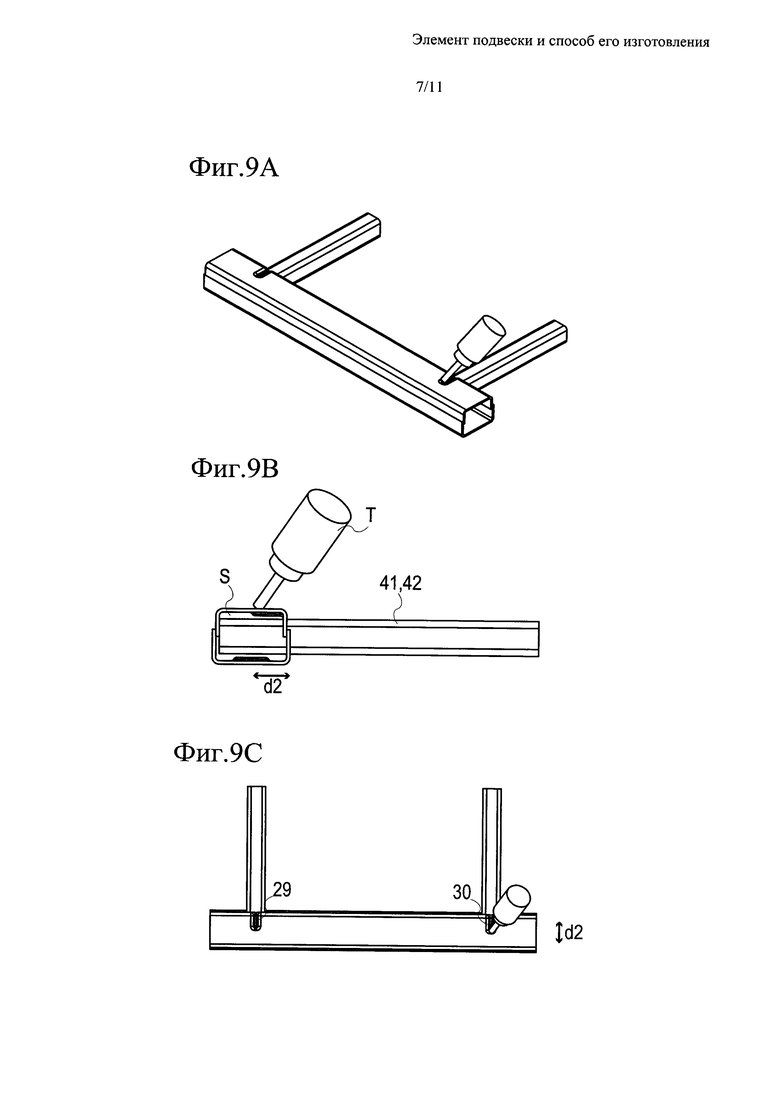
На Фиг. 9А-9С представлены соответственно вид в аксонометрии, вид сбоку и вид сверху, иллюстрирующие этап соединения в пазах.
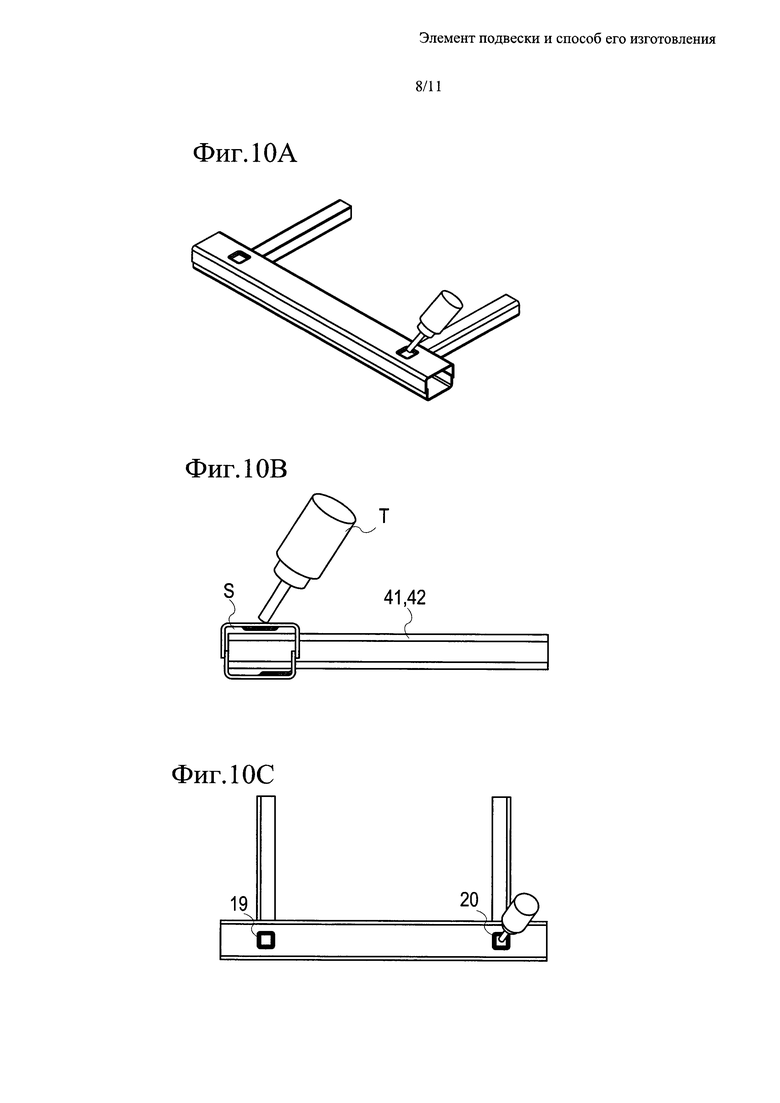
На Фиг. 10A-10С представлены соответственно вид в аксонометрии, вид сбоку и вид сверху, иллюстрирующие этап соединения в пазах.
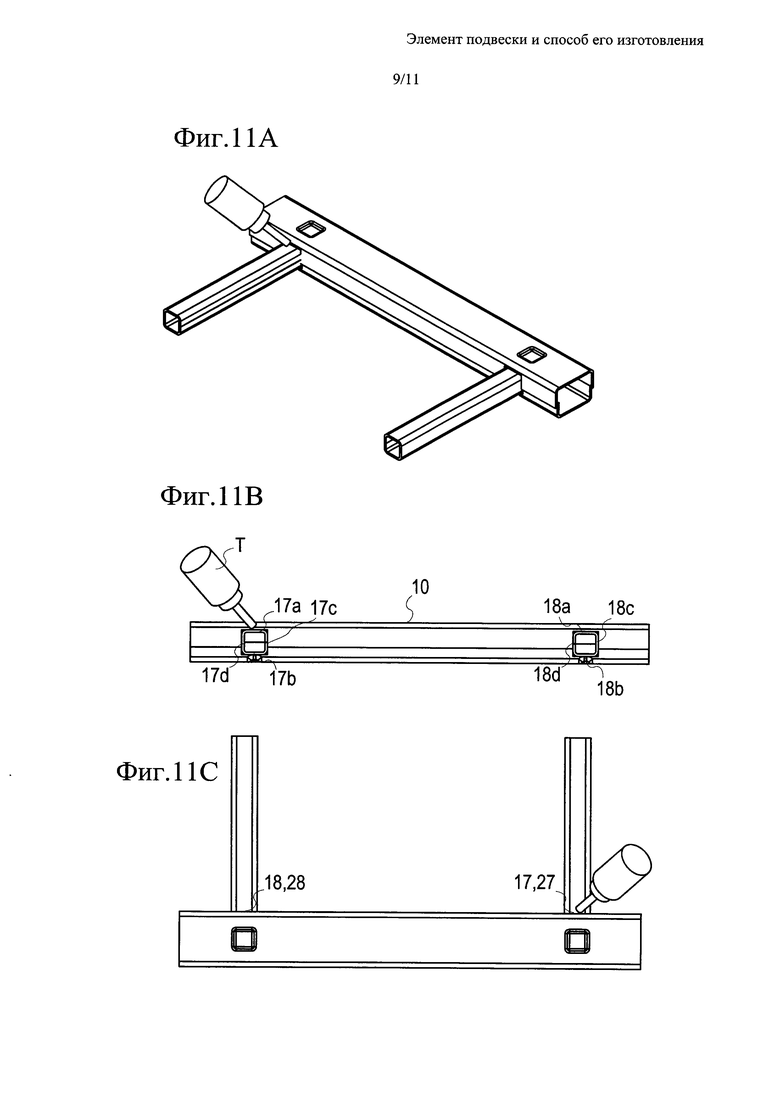
На Фиг. 11А-11С представлены соответственно виды в аксонометрии, спереди и сверху, иллюстрирующие этап соединения в установочных участках.
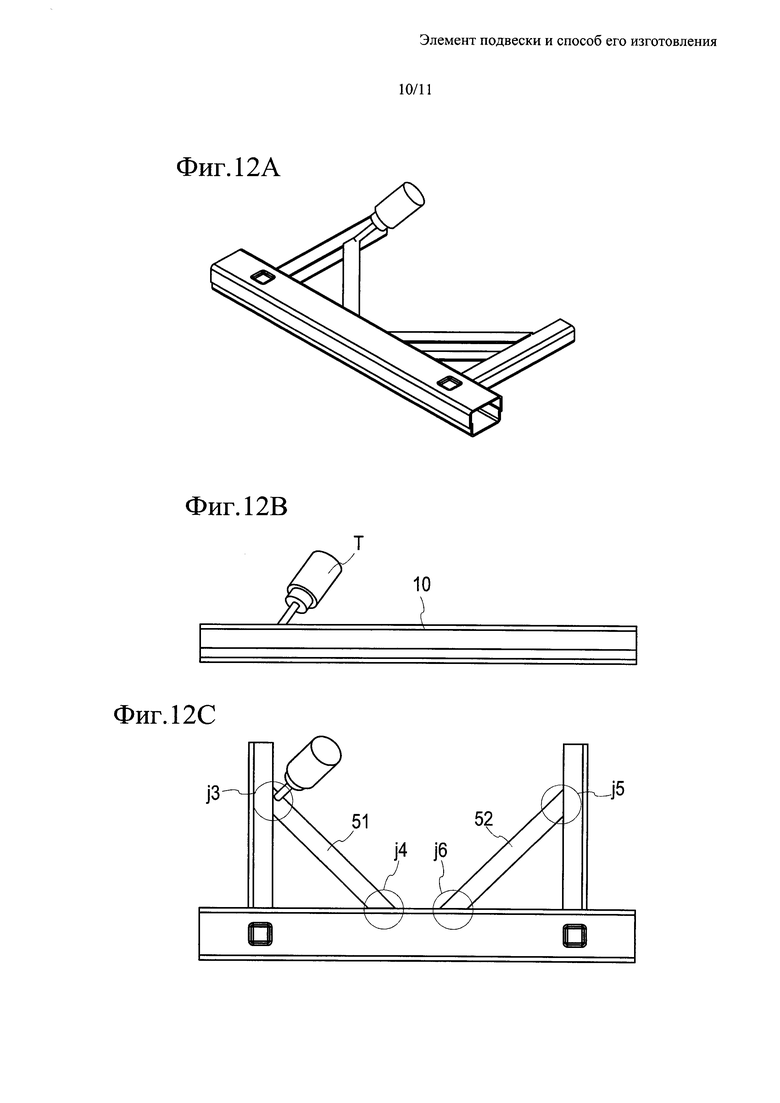
На Фиг. 12А-12С представлены соответственно виды в аксонометрии, спереди и сверху, иллюстрирующие этап присоединения упрочняющих элементов.
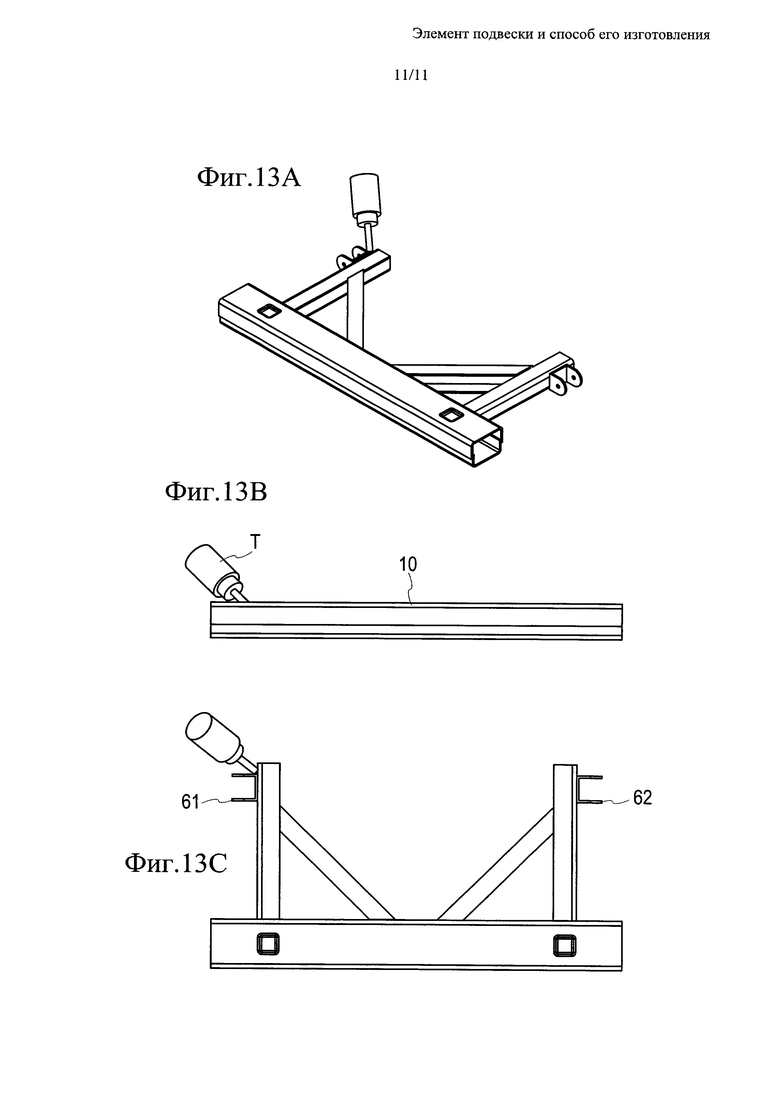
На Фиг. 13А-13С представлены соответственно виды в аксонометрии, спереди и сверху, иллюстрирующие этап установки соединительных элементов.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0011] Далее приведено описание варианта выполнения предложенного изобретения со ссылкой на прилагаемые чертежи.
Необходимо отметить, что приведенное ниже описание изобретения не ограничивает объем правовой охраны или значения терминов, приведенных в формуле изобретения. Помимо этого, соотношение размеров на чертежах изменено для удобства описания, поэтому оно может отличаться от фактического соотношения.
[0012] На Фиг. 1 представлена блок-схема, иллюстрирующая способ изготовления элемента подвески в соответствии с одним вариантом выполнения предложенного изобретения. На Фиг. 2 представлен схематический вид в аксонометрии элемента подвески. На Фиг. 3А-3D представлены вид сверху, вид сбоку, вид спереди и вид снизу элемента подвески. На Фиг. 4 представлен разрез по линии 4-4, показанной на Фиг. 3А.
[0013] На Фиг. 5 представлен вид спереди бокового элемента. На Фиг. 6А и 6В представлены вид спереди и вид в аксонометрии упрочняющего элемента. На Фиг. 7А-7С представлены вид в аксонометрии, вид сбоку и вид в плане, иллюстрирующие этап сборки. На Фиг. 8А-8С представлены вид в аксонометрии, вид сбоку и вид сверху, иллюстрирующие первый этап соединения. На Фиг. 9А-9С и Фиг. 10A-10С представлены виды в аксонометрии, виды сбоку и виды сверху, иллюстрирующие этап соединения в пазах. На Фиг. 11А-11С представлены вид в аксонометрии, вид спереди и вид сверху, иллюстрирующие этап соединения в установочных участках. На Фиг. 12А-12С представлены вид в аксонометрии, вид спереди и вид сверху, иллюстрирующие этап присоединения упрочняющих элементов. На Фиг. 13А-13С представлены вид в аксонометрии, вид спереди и вид сверху, иллюстрирующие этап установки соединительных элементов.
[0014] Элемент 100 подвески в соответствии с вариантом выполнения изобретения обеспечивает соединение переднего колеса транспортного средства с кузовом автомобиля с передним приводом от двигателя, расположенного спереди. Как показано на Фиг. 1, способ изготовления элемента 100 подвески, в общем, включает этап сборки (этап ST1), первый этап соединения (этап ST2), второй этап соединения, этап соединения в пазах (этап ST3) и этап соединения в установочных участках (этап ST4), этап соединения вспомогательных элементов (этап ST5) и этап установки соединительных элементов (этап ST6).
[0015] Сначала приведен описание элемента подвески, изготовленного способом в соответствии с вариантом выполнения предложенного изобретения. Элемент 100 содержит поперечный элемент 10, боковые элементы 40, упрочняющие элементы 50 и соединительные элементы 60 и 70.
[0016] Как показано на Фиг. 7В, поперечный элемент 10 содержит верхний элемент 11 (соответствующий первому элементу) и нижний элемент 21 (соответствующий второму элементу). Верхний элемент 11 содержит базовую часть 12 (соответствующую пересекающему участку), изогнутые части 13 и 14, выступающие участки 15 и 16, установочные участки 17 и 18 и пазовые участки 19 и 20. Нижний элемент 21 содержит базовую часть 22, изогнутые части 23 и 24, выступающие участки 25 и 26, установочные участи 27 и 28 и пазовые участки 29 и 30. Кроме того, внутреннее пространство S образовано верхним элементом 11 и нижним элементом 21.
[0017] Каждый из верхнего элемента 11 и нижнего элемента 21 образован путем изгибания листообразного элемента. Базовые части 12 и 22 и выступающие участки 15, 16, 25 и 26 формируют путем сгибания. Изогнутые части 13 и 14 являются областями, в которых базовая часть 12 переходит в выступающие участки 15 и 16. Таким же образом изогнутые части 23 и 24 являются областями, в которых базовая часть 22 переходит в выступающие участки 25 и 26. В этом варианте выполнения, при установке на транспортном средстве, выступающие участки 15 и 25 расположены на задней стороне транспортного средства, а выступающие участки 16 и 26 расположены на передней стороне транспортного средства. Базовые части 12 и 22 проходят в боковом направлении транспортного средства с пересечением направления, в котором проходят боковые элементы 40. Выступающие участки 15, 16, 25 и 26 выступают от базовых частей 12 и 22.
[0018] Установочные участки 17 и 18 представляют собой отверстия, образованные в выступающем участке 15, а установочные участки 27 и 28 представляют собой отверстия, образованные в выступающем участке 25. В установочные участки 17, 18, 27 и 28 вставляют боковые элементы 40. Формы установочных участков 17, 18, 27 и 28 выполнены в соответствии с формами сечений боковых элементов 40. В этом варианте выполнения каждый из боковых элементов 40 выполнен с сечением, имеющим полую прямоугольную форму, однако без ограничения этим. Среди краевых участков прямоугольных отверстий, образованных участками 17, 18, 27 и 28, краевые участки, проходящие прямолинейно в боковом направлении транспортного средства, обозначены номерами 17а, 17b, 18а и 18b позиции, а краевые участки, проходящие прямолинейно в вертикальном направлении транспортного средства, обозначены номерами 17с, 17d, 18с и 18d позиции (см. Фиг. 11В).
[0019] Как показано на Фиг. 10С и 11С, пазовые участки 19, 20, 29 и 30 выполнены для совместного соединения поперечного элемента 10 и бокового элемента 40. Участки 19 и 20 представляют собой по существу прямоугольные выемки, выполненные в базовой части верхнего элемента 11. Пазовые участки 29 и 30 (соответствующие удлиненным пазам) представляют собой выемки, проходящие от базовой части 22 в направлении изогнутой части 23 нижнего элемента 21 в продольном направлении, при установке на транспортном средстве. Пазовые участки 19, 20, 29 и 30 перекрываются с боковым элементом 40 и в соединении с ним соответствуют соединительным участкам.
[0020] Каждый из верхнего элемента 11 и нижнего элемента 21 выполнен с U-образным сечением. В результате контакта верхнего элемента 11 с нижним элементом 21, при расположении верхнего элемента 11 U-образной формы с отверстием, обращенным к отверстию нижнего элемента 21 с U-образной формой, в пределах верхнего элемента 11 и нижнего элемента 21 образовано внутреннее пространство. В выступающих участках 15, 16, 25 и 26 образованы установочные участки 17, 18, 27 и 28, через которые боковые элементы 40 вставляют во внутреннее пространство S. Другими словами, в элементе подвески боковые элементы 40 выступают наружу от поперечного элемента 10 из полого пространства S через установочные участки 17, 18, 27 и 28.
[0021] Боковой элемент 40 содержит боковые элементы 41 и 42. Боковой элемент 41 расположен на левой стороне, а боковой элемент 42 расположен на правой стороне, в установленном на транспортном средстве состоянии. Каждый из боковых элементов 41 и 42 выполнен путем многократного изгибания одного листа пластинчатого материала. Как проиллюстрировано на Фиг. 5, каждый из боковых элементов 41 и 42 выполнен с сечением, имеющим полую прямоугольную форму, однако данная форма не ограничивается этим.
[0022] Упрочняющие элементы 51 и 52 состоят из упрочняющего элемента 51 и упрочняющего элемента 52. Упрочняющий элемент 51 расположен на левой стороне, при установке на транспортном средстве, и соединен с боковым элементом 41 и поперечным элементом 10. Упрочняющий элемент 52 расположен на правой стороне, при установке на транспортном средстве, и соединен с боковым элементом 42 и поперечным элементом 10. Как проиллюстрировано на Фиг. 6А и 6В, каждый из упрочняющих элементов 51 и 52 выполнен с сечением, имеющим U-образную форму, однако данная форма не ограничивается этим, при этом сечение также может быть замкнутой полой формой.
[0023] Соединительные элементы содержат кронштейн 60. Кронштейн 60 включает кронштейн 61 и кронштейн 61. В сочетании с кронштейнами 70 кронштейны 61 и 62 с возможностью поворота прикрепляют болтами к звену подвески, которое обеспечивает соединение с компонентом колеса. Кронштейн 61 расположен на левой стороне, при установке на транспортном средстве, и соединен с боковым элементом 41. Кронштейн 62 расположен на правой стороне, при установке на транспортном средстве, и соединен с боковым элементом 42. Кронштейны 61 и 62 выполнены с частью, имеющей U-образную форму, и с частью, на которую установлено подвесное звено. Для звена подвески выполнена часть для введения болта. При введении болта через эту часть и закреплении его гайкой звено подвески и кронштейн 70 закрепляются с возможностью поворота.
[0024] Соединительные элементы также включают кронштейн 70. Кронштейн 70 включает кронштейн 71 и кронштейн 71. Кронштейны 71 и 72 являются компонентами, присоединяемыми к боковой направляющей кузова автомобиля. Кронштейны 71 и 72 содержат участки 73 и 74 для крепления к звену подвески и участки 75 и 76 для крепления к кузову автомобиля. Как изложено выше, участки 73 и 74 для крепления к звену являются отверстиями, используемыми для прикрепления болтами к кронштейну 60, что обеспечивает прикрепление к звену подвески, являющемуся связующей частью с колесом. Участки 75 и 76 для крепления к кузову автомобиля являются отверстиями, используемыми для прикрепления болтом и подобным ему креплением к боковой направляющей, расположенной на боковой стороне кузова автомобиля. Кронштейн 71 расположен на левой стороне, при установке на транспортном средстве, и прикреплен болтом к кронштейну 61. Кронштейн 72 расположен на правой стороне, при установке на транспортном средстве, и прикреплен болтом к кронштейну 62. На Фиг. 2 показано, что кронштейны 71 и 72 установлены на кронштейнах 61 и 62, однако в этом варианте выполнения кронштейны 71 и 72 не прикреплены болтом к кронштейнам 61 и 61, тем не менее, состояние, в котором кронштейны 71 и 72 установлены на кронштейнах 61 и 62, не ограничивается этим.
[0025] Далее приведено описание способа изготовления элемента подвески в соответствии с одним вариантом выполнения. Как изложено выше, способ изготовления элемента подвески в соответствии с этим вариантом выполнения включает этап сборки (этап ST1), первый этап соединения (этап ST2), второй этап соединения (этап ST3 и этап ST4), этап присоединения упрочняющих элементов (этап ST5) и этап установки соединительных элементов (этап ST6). Второй этап соединения включает этап соединения в пазах (этап ST3) и этап соединения в установочных участках (этап ST4).
[0026] На этапе сборки, как показано на Фиг. 7А-7С, верхний элемент 11 располагают так, что его выступающие участки 15 и 16 обращены вверх, а нижний элемент 21 размещают на нем так, что они в собранном состоянии образуют поперечный элемент 10, имеющий внутреннее пространство S (этап ST1). Затем через установочные участки 17 и 27 вставляют боковой элемент 41 и через установочные монтажные участки 18 и 28 вставляют боковой элемент 42. Необходимо отметить, что при сборке боковые элементы 41 и 42 также могут быть вставлены в верхний элемент 11 до введения нижнего элемента 21 в верхний элемент 11.
[0027] На первом этапе соединения, как показано на Фиг. 8А-8С, так же, как на этапе сборки, когда верхний элемент 11 расположен снизу, а нижний элемент 21 установлен на нем, сварочную горелку Т подводят близко к контактным участкам между выступающими участками 15 и 16 и выступающими участками 25 и 26 для выполнения сварки. Как показано на Фиг. 8С, сварку выполняют в контактных участках j1 и j2 между выступающими участками 15 и 16 и выступающими участками 25 и 26 полностью или частично вдоль направления d1, в котором проходит поперечный элемент 10 (этап ST2).
[0028] На этапе соединения в пазах, прежде всего, как показано на Фиг. 9А-9С, так же, как и на этапе сборки, после установки нижнего элемента 21 на верхнем элементе 11 выполняют сварку в пазовых участках 29 и 30 нижнего элемента 21 (этап ST3). Как изложено выше, пазовые участки 29 и 30 выполнены так, что они проходят в продольном направлении, при установке на транспортном средстве, поэтому сварку выполняют, перемещая сварочную горелку Т в продольном направлении d2 транспортного средства вдоль пазовых участков 29 и 30. Соответственно, образуются соединительные области нижнего элемента 21 и боковых элементов 41 и 42.
[0029] Затем выполняют работу по соединению в перевернутом состоянии. На Фиг. 10A-10С проиллюстрирована работа, выполняемая в перевернутом состоянии. Как показано на Фиг. 10А-10С, когда нижний элемент 21 расположен под верхним элементом 11, сварочную горелку Т подводят к пазовым участкам 19 и 20 верхнего элемента 11 для выполнения сварки (этап ST3). Соответственно, образуются соединительные области верхнего элемента 11 с боковыми элементами 41 и 42.
[0030] Затем, на этапе соединения в установочных участках, как показано на Фиг. 11А-11С, выполняют сварку в установочных участках 17, 18, 27 и 28, которые являются выходящими наружу областями боковых элементов 41 и 42 из внутреннего пространства S, образованного внутри поперечного элемента 10 (этап ST4). Соответственно, дополнительно образуются соединительные области верхнего элемента 11 с боковыми элементами 41 и 42, а также соединительные области нижнего элемента 21 с элементами 41 и 42. В этом варианте выполнения, по отношению к краевым участкам, сварку установочных участков выполняют на краевых участках 17а, 17b, 18а и 18b, проходящих прямолинейно в боковом направлении транспортного средства. Однако также может быть выполнена сварка на участках 17с, 17d, 18с и 18d, проходящих прямолинейно в вертикальном направлении транспортного средства.
[0031] Затем, на этапе присоединения упрочняющих элементов, как показано на Фиг. 12А-12С, выполняют сварку на соединительных частях j3 и j5 упрочняющих элементов 51 и 52 и боковых элементов 41 и 42, а также на контактных участках j4 и j6 упрочняющих элементов 51 и 52 и поперечного элемента 10 (этап ST5). Необходимо отметить, что приваривание упрочняющих элементов 51 и 52 к боковым элементам 41 и 42 или к поперечному элементу 10 может быть выполнено в любом порядке. Упрочняющие элементы 51 и 52 сначала могут быть приварены к боковым элементам 41 и 42 или упрочняющие элементы 51 и 52 сначала могут быть приварены к поперечному элементу 10.
[0032] Затем, на этапе установки соединительных элементов, как показано на фиг. 13А-13С, кронштейны 61 и 62 приваривают к боковым элементам 41 и 42 в контактных участках между ними (этап ST6). Отметим, что, как было изложено выше, кронштейны 71 и 72 не прикреплены болтами к кронштейнам 61 и 62.
[0033] Далее приведено описание преимуществ, достигаемых в соответствии с этим вариантом выполнения. При расширении бизнеса не только в Японии, но также и за границей существует потребность в товаре или в элементе подвески в низком ценовом диапазоне, а также в высоком ценовом диапазоне. Однако просто уменьшение толщины пластинчатого материала для удовлетворения такой потребности может привести в результате к образованию области с уменьшенной жесткостью, при этом могут возникнуть сложности в создании достаточного сопротивления входному воздействию извне. Кроме того, проблема еще заключается в том, что во время сварки может легко возникнуть деформация в части, в которой толщина пластины является тонкой, что может сказаться на точности размеров продукции.
[0034] В противоположность этому, в соответствии с вариантом выполнения, на этапе сборки поперечный элемент 10 формируют из верхнего элемента 11 и нижнего элемента 21 и собирают в состояние, в котором боковые элементы 41 и 42 вставляют снаружи во внутреннее пространство S, образованное верхним и нижним элементами 11, 21. Затем на первом этапе соединения верхний элемент 11 и нижний элемент 21 соединяют вместе, а на втором этапе соединения боковые элементы 41 и 42 и поперечный элемент 10, перекрывающие друг друга во внутреннем пространстве S, соединяют вместе.
[0035] Таким образом, даже несмотря на то, что образовано внутреннее пространство S, посредством весьма простого способа введения боковых элементов 41 и 42 снаружи во внутреннее пространство S и присоединения боковых элементов 41 и 42 к нему, может быть предотвращено уменьшение жесткости поперечного элемента внутри пространства S при одновременном предотвращении деформации в сварной части. Поскольку вышеуказанный способ является очень простым способом, при котором боковые элементы 40 вставляют во внутреннее пространство S, образованное в поперечном элементе 10, и размещаются в нем, то может быть достигнуто снижение стоимости элемента 100 за счет уменьшения стоимости его изготовления.
[0036] Верхний элемент 11 имеет выступающие участки 15 и 16, выполненные так, что они проходят к наружной боковой стороне выступающих участков 25 и 26 нижнего элемента 21. На первом этапе соединения соединение выполняют путем расположения нижнего элемента 21 на верхнем элементе 11. Таким образом, может быть предотвращено снижение качества свариваемой области, обусловленное падением капель расплавленного металла, возникающих во время сварки.
[0037] На этапе пазового соединения второго этапа соединения соединение выполняют в состоянии, когда верхний элемент 11 расположен под нижним элементом 21, а боковой элемент 40 вставлен снаружи во внутреннее пространство S. Таким образом, сварочная горелка Т может быть легко подведена к пазовым участкам 29 и 30, которые являются свариваемыми областями нижнего элемента 21 и бокового элемента 10, с обеспечением тем самым легкого выполнения сварки.
[0038] На втором этапе соединения присоединение к боковым элементам 40 выполняют в пазовых участках 19, 20, 29 и 30 верхнего элемента 11 и нижнего элемента 21. Таким образом, свариваемые области могут быть легко восприняты зрительно с обеспечением тем самым возможности выполнения сварки даже на производстве без использования дорогостоящего автоматического манипулятора.
[0039] Пазовые участки 29 и 30 имеют формы, проходящие в продольном направлении, при установке на транспортном средстве, с обеспечением тем самым возможности увеличения прочности соединения между боковыми элементами 40 и поперечным элементом 10.
[0040] Боковые элементы 40 и поперечный элемент 10 выполнены с возможностью их соединения на этапе соединения в установочных участках 17, 18, 27 и 28 поперечного элемента 10, через которые вставлены боковые элементы 40. Таким образом, не только пазовые участки 19, 20, 29 и 30, но также и установочные участки 17, 18, 27 и 28 служат в качестве соединительных частей с обеспечением тем самым возможности дополнительного увеличения прочности соединений между боковым элементами 40 и поперечным элементом 10.
[0041] Этап соединения в установочных участках выполняют после этапа соединения в пазовых участках. В установочных участках 17, 18, 27 и 28 боковые элементы 40 и поперечный элемент 10 находятся в линейном контакте друг с другом, а не в поверхностном контакте. Соответственно, сваривание в установочных участках 17, 18, 27 и 28 раньше, чем в пазовых участках 19, 20, 29 и 30, может привести к изменению положения боковых элементов 40 относительно исходного состояния, что может легко привести к деформации, обусловленной сваркой. В противоположность этому, в результате сварки сначала в пазовых участках 19, 20, 29 и 30 могут быть прикреплены, в достаточной степени, боковые элементы 40 к поперечному элементу 10 путем присоединения элементов 40 во многих частях с обеспечением, тем самым, возможности предотвращения возникновения деформации, обусловленной сваркой, на этапе соединения в установочных участках.
[0042] На этапе соединения в установочных участках, соединительные области выполнены с прямолинейным прохождением в боковом направлении, как краевые участки 17а, 17b, 18а и 18b, или в вертикальном направлении, как краевые участки 17с, 17d, 18с и 18d, при установке на транспортном средстве. Соответственно, сварка может быть легко выполнена.
[0043] Предложенное изобретение не ограничивается приведенными выше вариантами выполнения, оно может быть видоизменено различными способами в пределах объема формулы изобретения.
[0044] Так же как и выше, приведено описание варианта выполнения, в котором упрочняющие элементы 50 присоединены к боковым элементам 40 и поперечному элементу 10, однако без ограничения этим вариантом выполнения также можно выполнить элемент подвески без упрочняющих элементов.
[0045] Перечень ссылочных позиций
10 - поперечный элемент
11 - верхний элемент (первый элемент)
12, 22 - базовая часть (пересекающий участок)
13, 14, 23, 24 - изогнутая часть
15, 16, 25, 26 выступающий участок
17,18, 27, 28 - установочный участок (второй соединительный участок)
19, 20 - пазовый участок (соединительный участок)
29, 30 - пазовый участок (удлиненный паз, соединительный участок)
21 - нижний элемент (второй элемент)
40, 41, 42 - боковой элемент
50, 51, 52 - упрочняющий элемент
60, 61, 62 - кронштейн (соединительный элемент)
70, 71, 72 - кронштейн (соединительный элемент)
d1 - направление прохождения поперечного элемента
d2 - продольное направление транспортного средства
S - внутреннее пространство
Т - сварочная горелка
Группа изобретений относится к элементу подвески автомобиля. Элемент подвески содержит пару боковых элементов и поперечный элемент, выполненный с возможностью соединения вместе пары боковых элементов. Поперечный элемент содержит первый элемент и второй элемент, каждый из которых проходит в боковом направлении транспортного средства и выполнен с изогнутой частью. Первый элемент и второй элемент содержат пересекающие участки, проходящие в направлении, пересекающем направление, в котором проходят боковые элементы, выступающие участки, выступающие относительно пересекающих участков, внутреннее пространство, окруженное первым элементом и вторым элементом, установочные участки, через которые боковые элементы вставлены снаружи во внутреннее пространство и расположены в нем, и соединительные участки, в которых боковые элементы и поперечный элемент, перекрывающие друг друга во внутреннем пространстве, соединены вместе. Достигается изготовление элемента подвески без уменьшения жесткости подвески, а также с одновременным уменьшением деформации в соединительных участках. 2 н. и 12 з.п. ф-лы, 31 ил.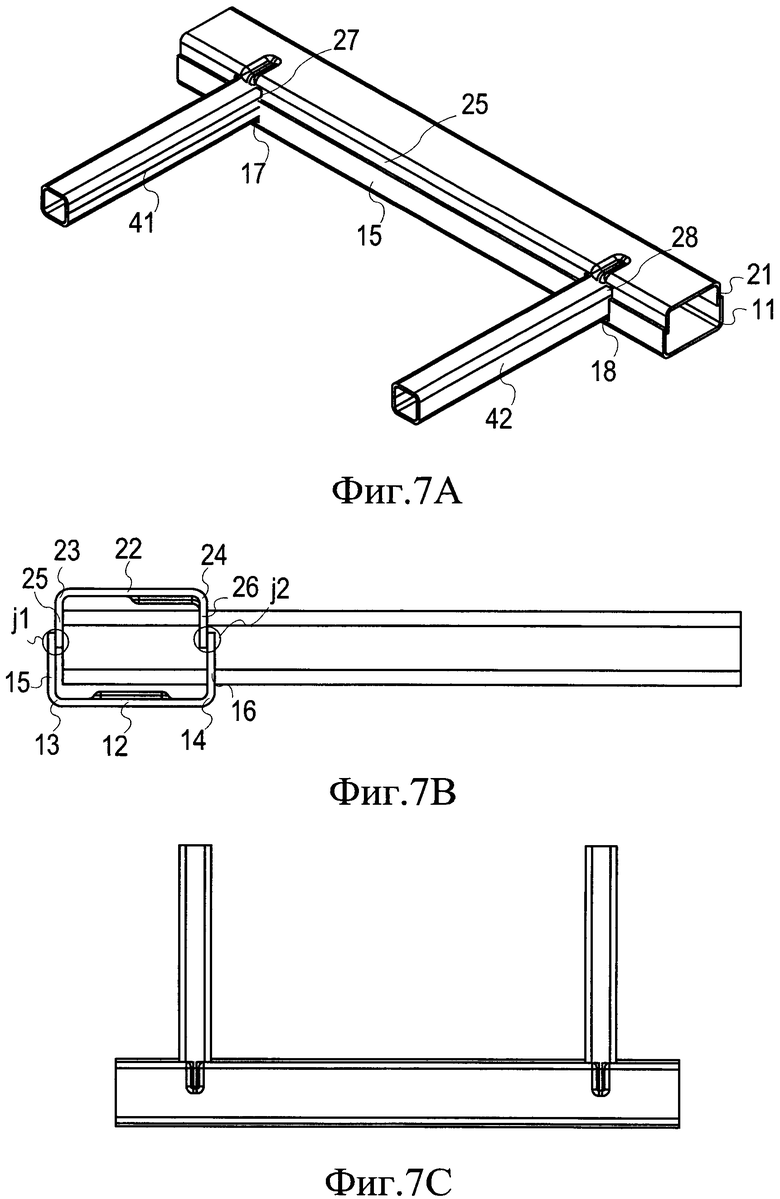
1. Способ изготовления элемента подвески, содержащего пару боковых элементов, проходящих в продольном направлении транспортного средства и расположенных на правой и на левой сторонах при установке на транспортном средстве, и поперечный элемент, выполненный с возможностью соединения вместе пары боковых элементов, причем поперечный элемент содержит первый элемент и второй элемент, каждый из которых имеет пересекающий участок, проходящий в направлении, пересекающем направление, в котором проходят боковые элементы, а также выступающие участки, выступающие от пересекающего участка,
при этом способ включает:
этап сборки, на котором поперечный элемент формируют посредством первого элемента и второго элемента и собирают в состояние, в котором боковые элементы вставлены снаружи во внутреннее пространство, образованное первым элементом и вторым элементом,
первый этап соединения, на котором первый элемент и второй элемент соединяют вместе, и
второй этап соединения, на котором боковые элементы и поперечный элемент, перекрывающие друг друга во внутреннем пространстве, соединяют вместе.
2. Способ по п. 1, в котором первый элемент содержит выступающие участки, проходящие к наружной стороне выступающих участков второго элемента, и на первом этапе соединения располагают второй элемент, на котором размещают первый элемент.
3. Способ по п. 1, в котором на втором этапе соединения соединение выполняют в состоянии, в котором первый элемент расположен снизу второго элемента, при этом боковые элементы вставлены между первым элементом и вторым элементом.
4. Способ по п. 1, в котором в первом элементе и/или втором элементе выполнен паз, и второй этап соединения включает этап соединения в пазах, на котором присоединение к боковым элементам выполняют в пазах первого элемента и второго элемента.
5. Способ по п. 4, в котором паз представляет собой удлиненный паз, проходящий в продольном направлении, при установке на транспортном средстве.
6. Способ по п. 1, в котором второй этап соединения включает этап соединения в установочных участках, на котором соединение поперечного элемента и бокового элемента выполняют в установочных участках, через которые боковые элементы вставлены во внутреннее пространство.
7. Способ по п. 6, в котором этап соединения в установочных участках выполняют после этапа соединений в пазах.
8. Способ по п. 6 или 7, в котором на этапе соединения в установочных участках соединительные области между поперечным элементом и боковыми элементами проходят прямолинейно в боковом направлении или в вертикальном направлении при установке на транспортном средстве.
9. Элемент подвески, содержащий
пару боковых элементов, проходящих в продольном направлении транспортного средства и расположенных с правой и с левой сторон при установке на транспортном средстве, и
поперечный элемент, выполненный с возможностью соединения вместе пары боковых элементов и содержащий первый элемент и второй элемент, каждый из которых проходит в боковом направлении транспортного средства и выполнен с изогнутой частью, при этом
первый элемент и второй элемент содержат
пересекающие участки, проходящие в направлении, пересекающем направление, в котором проходят боковые элементы,
выступающие участки, выступающие относительно пересекающих участков,
внутреннее пространство, окруженное первым элементом и вторым элементом,
установочные участки, через которые боковые элементы вставлены снаружи во внутреннее пространство и расположены в нем, и
соединительные участки, в которых боковые элементы и поперечный элемент, перекрывающие друг друга во внутреннем пространстве, соединены вместе.
10. Элемент подвески по п. 9, в котором первый элемент или второй элемент имеет выступающие участки, проходящие к наружной стороне выступающих участков другого из первого элемента и второго элемента.
11. Элемент подвески по п. 9, в котором каждый из соединительных участков имеет форму паза.
12. Элемент подвески по п. 11, в котором форма паза представляет собой удлиненный паз, проходящий в продольном направлении, при установке на транспортном средстве.
13. Элемент подвески по п. 9, в котором в дополнение к соединительным участкам, в которых боковые элементы и поперечный элемент соединены вместе во внутреннем пространстве, установочный участок содержит второй соединительный участок, выполненный с возможностью соединения боковых элементов и поперечного элемента вместе посредством установочных участков.
14. Элемент подвески по п. 13, в котором указанный второй соединительный участок проходит прямолинейно в боковом направлении или в вертикальном направлении при установке на транспортном средстве.
| WO 2013053469 A1, 18.04.2013 | |||
| JP 2002154454 A, 28.05.2002 | |||
| JP 2005297800 A, 27.10.2005 | |||
| JP 2003175858 A, 24.06.2003 | |||
| JP 2000344130 A, 12.12.2000. |

