Область, к которой относится изобретение, и уровень техники
Область техники
Настоящее изобретение в основном относится к стеклянным контейнерам и, более конкретно, к стеклянным контейнерам, используемым для хранения лекарственных препаратов.
Уровень техники
Исторически стекло использовали как предпочтительный материал для упаковки лекарственных препаратов вследствие его герметичности, оптической прозрачности и превосходной химической стойкости по сравнению с другими материалами. В частности, стекло, используемое в упаковках для лекарственных препаратов, должно иметь достаточную химическую стойкость, таким образом, чтобы не влиять на устойчивость содержащихся в нем лекарственных препаратов. Стекла, имеющие подходящую химическую стойкость, включают такие стеклянные композиции, на которые распространяется стандарт ASTM для стеклянных композиций типа IA и типа IB, химическая стойкость которых была исторически доказана.
Хотя стеклянные композиции типа IA и типа IB обычно используются в упаковках для лекарственных препаратов, они имеют несколько недостатков, включая склонность к тому, что внутренние поверхности упаковки для лекарственных препаратов разделяются на стеклянные частицы или "расслаиваются" в результате воздействия растворов лекарственных препаратов.
Кроме того, использование стекла в упаковках для лекарственных препаратов может также ограничиваться механическими свойствами стекла. В частности, высокие скорости обработки, используемые в изготовлении и наполнении стеклянных упаковок для лекарственных препаратов, могут приводить к механическому повреждению поверхности упаковки, такому как истирание, когда с упаковками вступают в контакт технологическое оборудование, транспортное оборудование и/или другие упаковки. Это механическое повреждение в значительной степени уменьшает прочность стеклянной упаковки для лекарственных препаратов, и в результате этого повышается вероятность того, что в стекле будут развиваться трещины, потенциально угрожающие стерильности лекарственных препаратов, содержащихся в упаковке, или вызывающие полное разрушение упаковки.
Соответственно, существует потребность в альтернативных стеклянных контейнерах, используемых в качестве упаковок для лекарственных препаратов, которые проявляют сочетание по меньшей мере двух свойств, таких как улучшенная устойчивость к расслаиванию, повышенная прочность и/или переносимость повреждений.
Сущность изобретения
Согласно одному варианту осуществления, стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и толщину стенки, которая находится между внешней поверхностью и внутренней поверхностью. По меньшей мере внутренняя поверхность корпуса может иметь коэффициент расслаивания, составляющий менее чем или равный 10. Компрессионно-напряженный слой может проходить от внешней поверхности корпуса в толщину стенки. Компрессионно-напряженный слой может иметь поверхностное сжимающее напряжение, составляющее более чем или равное 150 МПа. Смазывающее покрытие может располагаться вокруг по меньшей мере части внешней поверхности корпуса, причем внешняя поверхность корпуса со смазывающим покрытием имеет коэффициент трения, составляющий менее чем или равный 0,7.
Согласно еще одному варианту осуществления, стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и толщину стенки, которая находится между внешней поверхностью и внутренней поверхностью. Корпус может быть изготовлен из стекла типа I класса B согласно стандарту ASTM E438-92. Компрессионно-напряженный слой может проходить от внешней поверхности корпуса в толщину стенки. Компрессионно-напряженный слой может иметь поверхностное сжимающее напряжение, составляющее более чем или равное 150 МПа. Защитный слой может располагаться на внутренней поверхности корпуса таким образом, что композиция, содержащаяся в стеклянном контейнере, не вступает в контакт с внутренней поверхностью корпуса. Смазывающее покрытие может располагаться вокруг по меньшей мере части внешней поверхности корпуса. Внешняя поверхность корпуса со смазывающим покрытием может иметь коэффициент трения, составляющий менее чем или равный 0,7.
Согласно еще одному варианту осуществления, стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и толщину стенки, которая находится между внешней поверхностью и внутренней поверхностью. Корпус может быть изготовлен из стеклянной композиции, в которой не содержатся составляющие компоненты, образующие вещества, которые испаряются в значительной степени при температурах, соответствующих вязкости в интервале от приблизительно 200 пуаз до приблизительно 100 килопуаз. Компрессионно-напряженный слой может проходить от внешней поверхности корпуса в толщину стенки. Компрессионно-напряженный слой может иметь поверхностное сжимающее напряжение, составляющее более чем или равное 150 МПа. Смазывающее покрытие может располагаться вокруг по меньшей мере части внешней поверхности корпуса. Внешняя поверхность корпуса со смазывающим покрытием может иметь коэффициент трения, составляющий менее чем или равный 0,7.
Согласно еще одному варианту осуществления, стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и толщину стенки, которая находится между внешней поверхностью и внутренней поверхностью. По меньшей мере внутренняя поверхность корпуса может иметь коэффициент расслаивания, составляющий менее чем или равный 10. Корпус может быть изготовлен из стекла типа I класса B согласно стандарту ASTM E438-92 в технологических условиях, которые уменьшают испарение содержащихся в стекле летучих веществ. Компрессионно-напряженный слой может проходить от внешней поверхности корпуса в толщину стенки. Компрессионно-напряженный слой может иметь поверхностное сжимающее напряжение, составляющее более чем или равное 150 МПа. Смазывающее покрытие может располагаться вокруг по меньшей мере части внешней поверхности корпуса. Внешняя поверхность корпуса со смазывающим покрытием может иметь коэффициент трения, составляющий менее чем или равный 0,7.
Дополнительные отличительные признаки и преимущества вариантов осуществления стеклянных контейнеров, которые описаны в настоящем документе, будут представлены в подробном описании, которое приведено ниже, и частично будут легко понятными для специалистов в данной области техники из данного описания или признаны при практической реализации вариантов осуществления, которые описаны в настоящем документе, включая подробное описание, которое представлено далее, формулу настоящего изобретения, а также прилагаемые чертежи.
Следует понимать, что приведенное выше общее описание и последующее подробное описание представляют разнообразные варианты осуществления и предназначаются для обеспечения основы или общей схемы для понимания природы и характера заявленного предмета настоящего изобретения. Сопровождающие чертежи представлены, чтобы обеспечить более полное понимание разнообразных вариантов осуществления, и они включены в качестве неотъемлемой части настоящего изобретения. Данные чертежи иллюстрируют разнообразные варианты осуществления, которые описаны в настоящем документе, и вместе с описанием служат для разъяснения принципов и функций заявленного предмета настоящего изобретения.
Краткое описание чертежей
Фиг. 1 схематически иллюстрирует поперечное сечение стеклянного контейнера согласно одному или нескольким вариантам осуществления, которые описаны в настоящем документе;
Фиг. 2 схематически иллюстрирует компрессионно-напряженный слой в части боковой стенки стеклянного контейнера, представленного на Фиг. 1;
Фиг. 3 схематически иллюстрирует часть боковой стенки стеклянного контейнера, изготовленного из многослойного стекла;
Фиг. 4 схематически иллюстрирует горизонтальное сжимающее устройство для исследования прочности при горизонтальном сжатии стеклянного контейнера;
Фиг. 5 схематически иллюстрирует стеклянный контейнер, имеющий защитное покрытие, расположенное по меньшей мере на части внутренней поверхности стеклянного контейнера согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 6 схематически иллюстрирует часть боковой стенки стеклянного контейнера, имеющего устойчивую однородность слоя;
Фиг. 7 схематически иллюстрирует часть боковой стенки стеклянного контейнера, имеющего устойчивую однородность поверхности;
Фиг. 8 схематически иллюстрирует стеклянный контейнер, имеющий смазывающее покрытие, расположенное на внешней поверхности стеклянного контейнера;
Фиг. 9 схематически иллюстрирует испытательное устройство для определения коэффициента трения между двумя стеклянными контейнерами;
Фиг. 10 схематически иллюстрирует устройство для определения термической устойчивости покрытия, нанесенного на стеклянный контейнер;
Фиг. 11 графически иллюстрирует данные пропускания света для покрытых и непокрытых флаконов, измеренных в спектре видимого света от 400 до 700 нм, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 12A схематически иллюстрирует прочное органическое смазывающее покрытие, расположенное на внешней поверхности стеклянного контейнера, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 12B схематически иллюстрирует прочное органическое смазывающее покрытие, расположенное на внешней поверхности стеклянного контейнера, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 13 схематически иллюстрирует химическую структуру диаминного мономера, который можно использовать для изготовления полиимидного покровного слоя;
Фиг. 14 схематически иллюстрирует химическую структуру другого диаминного мономера, который можно использовать для изготовления полиимидного покровного слоя;
Фиг. 15 схематически иллюстрирует химические структуры некоторых мономеров, которые можно использовать в качестве полиимидных покрытий для нанесения на стеклянные контейнеры;
Фиг. 16 графически иллюстрирует влияние состава и температуры на испарение стекла типа IB и безборного стекла;
Фиг. 17 схематически иллюстрирует стадии реакции присоединения силана к подложке согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 18 схематически иллюстрирует стадии реакции присоединения полиимида к силану согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 19 графически иллюстрирует вероятность разрушения в зависимости от приложенной нагрузки в исследовании при горизонтальном сжатии флаконов согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 20 содержит таблицу, представляющую нагрузку и измеренный коэффициент трения для флаконов из стекла типа IB и флаконов, изготовленных из сравнительной стеклянной композиции, которые были подвергнуты ионному обмену и нанесению покрытия согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 21 графически иллюстрирует вероятность разрушения в зависимости от приложенного напряжения при четырехточечном изгибе для трубок, изготовленных из сравнительной стеклянной композиции, в состоянии после изготовления, в состоянии после ионного обмена (без покрытия), в состоянии после ионного обмена (с покрытием и трением), в состоянии после ионного обмена (без покрытия, но с трением), и для трубок, изготовленных из стекла типа IB в состоянии после изготовления и в состоянии после ионного обмена, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 22 схематически иллюстрирует выходные данные газового хромато-масс-спектрометра для покрытия APS/Novastrat® 800 согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 23 графически иллюстрирует выходные данные газового хромато-масс-спектрометра для покрытия DC806A согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 24 представляет таблицу, иллюстрирующую различные смазывающее покровные композиции, которые были исследованы в условиях лиофилизации, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 25 представляет график, иллюстрирующий коэффициент трения для непокрытых стеклянных флаконов и флаконов, имеющих кремнийорганическое полимерное покрытие и исследованных в устройстве для взаимного трения флаконов, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 26 представляет график, иллюстрирующий коэффициент трения для флаконов, имеющих полиимидное покрытие APS/PMDA-ODA (поли(4,4'-оксидифенилен-пиромеллитимид) и подвергнутых многократному трению при различных приложенных нагрузках в устройстве для взаимного трения флаконов, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 27 представляет график, иллюстрирующий коэффициент трения для флаконов, имеющих покрытие APS и подвергнутых многократному трению при различных приложенных нагрузках в устройстве для взаимного трения флаконов, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 28 представляет график, иллюстрирующий коэффициент трения для флаконов, имеющих полиимидное покрытие APS/PMDA-ODA (поли(4,4'-оксидифенилен-пиромеллитимид) и подвергнутых многократному трению при различных приложенных нагрузках в устройстве для взаимного трения флаконов, после выдерживания флаконов при 300°C в течение 12 часов, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 29 представляет график, иллюстрирующий коэффициент трения для флаконов, имеющих покрытие APS и подвергнутых многократному трению при различных приложенных нагрузках в устройстве для взаимного трения флаконов, после выдерживания флаконов при 300°C в течение 12 часов, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 30 представляет график, иллюстрирующий коэффициент трения для флаконов из стекла типа IB, имеющих полиимидное покрытие PMDA-ODA (поли(4,4'-оксидифенилен-пиромеллитимид) и подвергнутых многократному трению при различных приложенных нагрузках в устройстве для взаимного трения флаконов, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 31 графически иллюстрирует коэффициент трения для флаконов, имеющих покрытие APS/Novastrat® 800, до и после лиофилизации согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 32 графически иллюстрирует коэффициент трения для флаконов, имеющих покрытие APS/Novastrat® 800, до и после обработки в автоклаве, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 33 графически иллюстрирует коэффициент трения для покрытых стеклянных контейнеров, выдержанных в различных температурных условиях, и для непокрытого стеклянного контейнера;
Фиг. 34 графически иллюстрирует вероятность разрушения в зависимости от приложенной нагрузки в исследовании при горизонтальном сжатии для флаконов, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 35 представляет таблицу, иллюстрирующую изменение коэффициента трения при изменении состава связующего вещества смазывающего покрытия, нанесенного на стеклянный контейнер, как описано в настоящем документе;
Фиг. 36 графически иллюстрирует коэффициент трения, приложенную силу и силу трения для покрытых стеклянных контейнеров до и после депирогенизации;
Фиг. 37 графически иллюстрирует коэффициент трения, приложенную силу и силу трения для покрытых стеклянных контейнеров до и после депирогенизации, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 38 графически иллюстрирует вероятность разрушения в зависимости от приложенной нагрузки в исследовании при горизонтальном сжатии для флаконов, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 39 графически иллюстрирует коэффициент трения, приложенную силу и силу трения для покрытых стеклянных контейнеров до и после депирогенизации согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 40 графически иллюстрирует коэффициент трения, приложенную силу и силу трения для покрытых стеклянных контейнеров при различных условиях депирогенизации;
Фиг. 41 графически иллюстрирует коэффициент трения после различной продолжительности термической обработки согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 42 графически иллюстрирует данные пропускания света для покрытых и непокрытых флаконов, измеренные в спектре видимого света от 400 до 700 нм, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 43 графически иллюстрирует коэффициент трения, приложенную силу и силу трения для покрытых стеклянных контейнеров до и после депирогенизации согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 44 графически иллюстрирует вероятность разрушения в зависимости от приложенной нагрузки в исследовании при горизонтальном сжатии для флаконов согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 45 представляет микрофотографию покрытия согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 46 представляет микрофотографию покрытия согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 47 представляет микрофотографию покрытия согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
Фиг. 48 графически иллюстрирует коэффициент трения, глубину царапины, приложенную по нормали силу и силу трения (координаты y) в зависимости от длины проведенной царапины (координата x) для флаконов в состоянии после нанесения покрытия в сравнительном примере;
Фиг. 49 графически иллюстрирует коэффициент трения, глубину царапины, приложенную по нормали силу и силу (координаты y) в зависимости от длины проведенной царапины (координата x) для термически обработанных флаконов в сравнительном примере;
Фиг. 50 графически иллюстрирует коэффициент трения, глубину царапины, приложенную по нормали силу и силу (координаты y) в зависимости от длины проведенной царапины (координата x) для флаконов в состоянии после нанесения покрытия в сравнительном примере;
Фиг. 51 графически иллюстрирует коэффициент трения, глубину царапины, приложенную по нормали силу и силу (координаты y) в зависимости от длины проведенной царапины (координата x) для термически обработанных флаконов в сравнительном примере;
Фиг. 52 графически иллюстрирует коэффициент трения, глубину царапины, приложенную по нормали силу и силу (координаты y) в зависимости от длины проведенной царапины (координата x) для флаконов с усиливающим адгезию слоем в состоянии после нанесения покрытия;
Фиг. 53 графически иллюстрирует коэффициент трения, глубину царапины, приложенную по нормали силу и силу (координаты y) в зависимости от длины проведенной царапины (координата x) для флаконов с усиливающим адгезию слоем в состоянии после нанесения покрытия;
Фиг. 54 графически иллюстрирует коэффициент трения, глубину царапины, приложенную по нормали силу и силу (координаты y) в зависимости от длины проведенной царапины (координата x) для флаконов с усиливающим адгезию слоем после депирогенизации;
Фиг. 55 графически иллюстрирует коэффициент трения, глубину царапины, приложенную по нормали силу и силу (координаты y) в зависимости от длины проведенной царапины (координата x) для флаконов с усиливающим адгезию слоем после депирогенизации;
Фиг. 56 графически иллюстрирует вероятность разрушения в зависимости от приложенной нагрузки в исследовании при горизонтальном сжатии для флаконов с усиливающим адгезию слоем согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе; и
Фиг. 57 графически иллюстрирует вероятность разрушения в зависимости от приложенной нагрузки в исследовании при горизонтальном сжатии для флаконов с усиливающим адгезию слоем согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе.
Подробное описание
Далее будут подробно представлены варианты реализации стеклянных контейнеров, примеры которых проиллюстрированы на сопровождающих чертежах. Насколько это возможно, одинаковые ссылочные позиции будут использоваться на всех чертежах для обозначения одинаковых или аналогичных деталей. Стеклянные контейнеры, которые описаны в настоящем документе, являются устойчивыми к расслаиванию, а также имеют улучшенную прочность и повышенную устойчивость к повреждению. Согласно одному конкретному варианту осуществления, стеклянный контейнер, имеющий устойчивость к расслаиванию, улучшенную прочность и повышенную устойчивость к повреждению, может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и толщину стенки, которая находится между внешней поверхностью и внутренней поверхностью. По меньшей мере внутренняя поверхность корпуса может иметь коэффициент расслаивания, составляющий менее чем или равный 10. Корпус можно также иметь компрессионно-напряженный слой, проходящий от внешней поверхности корпуса в толщину стенки. Компрессионно-напряженный слой может иметь поверхностное сжимающее напряжение, составляющее более чем или равное 150 МПа. Смазывающее покрытие может располагаться вокруг по меньшей мере части внешней поверхности корпуса, таким образом, что внешняя поверхность корпуса со смазывающим покрытием имеет коэффициент трения, составляющий менее чем или равный 0,7. Стеклянные контейнеры, имеющие устойчивость к расслаиванию, улучшенную прочность и повышенную устойчивость к повреждению, будут описаны в настоящем документе более подробно с соответствующими ссылками на прилагаемые чертежи.
Согласно вариантам реализации стеклянных композиций, которые описаны в настоящем документе, концентрация составляющих компонентов (например, SiO2, Al2O3, B2O3 и т.д.) представлена в молярных процентах (мол.%) в пересчете на оксиды, если не определено другое условие.
Термин "практически не содержится", который используется для описания концентрации и/или отсутствия конкретного составляющего компонента в стеклянной композиции, означает, что данный составляющий компонент не добавляется преднамеренно в стеклянную композицию. Однако стеклянная композиция может содержать следы составляющего компонента, присутствующего в качестве случайной примеси или загрязняющего вещества в количестве, составляющем менее чем 0,1 мол.%.
Термин "химическая стойкость", который используется в настоящем документе, означает способность стеклянной композиции противостоять разрушению при воздействии определенных химических условий. В частности, химическую стойкость стеклянных композиций, которые описаны в настоящем документе, можно оценивать согласно следующим установленным стандартам для исследования материалов: стандарт DIN 12116 (март 2001 г.), озаглавленный "Исследование стекла - сопротивление воздействию кипящего водного раствора хлористоводородной кислоты - метод исследования и классификация"; стандарт ISO 695 (1991 г.), озаглавленной "Стекло - сопротивление воздействию кипящего водного смешанного щелочного раствора - метод исследования и классификация"; стандарт ISO 720 (1985 г.), озаглавленной "Стекло - устойчивость к гидролизу стеклянных гранул при 121°C - метод исследования и классификация"; и стандарт ISO 719 (1985 г.), озаглавленный "Стекло - устойчивость к гидролизу стеклянных гранул при 98°C - метод исследования и классификация". Далее каждый стандарт и классификация в пределах каждого стандарта подробно описываются в настоящем документе. В качестве альтернативы, химическую стойкость стеклянной композиции можно оценивать согласно стандарту 660 фармакопеи США, озаглавленному "Исследование поверхности стекла", и/или стандарту 3.2.1. Европейской фармакопеи, озаглавленному "Стеклянные контейнеры, используемые для лекарственных препаратов", которые оценивают стойкость поверхности стекла.
Термин "температура деформации" (Tstrain), который используется в настоящем документе, означает температуру, при который вязкость стекла составляет 3×1014 пуаз.
Термин "температура размягчения", который используется в настоящем документе, означает температуру, при который вязкость стеклянной композиции составляет 1×107,6 пуаз.
Традиционные стеклянные контейнеры, используемые для хранения лекарственных препаратов и/или других потребляемых продуктов, могут подвергаться повреждению в процессе наполнения, упаковки и/или транспортировки. Такое повреждение может проявляться в форме поверхностных следов износа, истирания и/или царапин, которые, когда они являются достаточно глубокими, могут вызывать сквозные трещины или даже полное разрушение стеклянного контейнера, и в результате этого повреждается содержимое стеклянной упаковки.
Кроме того, некоторые традиционные стеклянные контейнеры могут подвергаться расслаиванию, в частности, когда стеклянный контейнер изготовлен из щелочного боросиликатного стекла. Расслаивание представляет собой явление, в котором стеклянные частицы высвобождаются с поверхности стекла в результате ряда реакций выщелачивания и коррозии и/или воздействия атмосферных условий. Как правило, стеклянные частицы представляют собой обогащенные диоксидом кремния стеклянные чешуйки, которые высвобождаются с внутренней поверхности упаковки в результате выщелачивания модифицирующих ионов в раствор, содержащийся внутри упаковки. Как правило, эти чешуйки могут иметь толщину, составляющую от приблизительно 1 нм до приблизительно 2 микрон (мкм), и ширину, составляющую более чем приблизительно 50 мкм. Поскольку эти чешуйки состоят, главным образом, из диоксида кремния, чешуйки, как правило, не подвергаются дальнейшему разложению после того, как они высвобождаются с поверхности стекла.
До настоящего времени существовала гипотеза, что расслаивание возникает вследствие фазового разделения, которое происходит в щелочном боросиликатном стекле, когда на стекло воздействуют повышенные температуры, используемые для придания стеклу формы контейнера.
Однако в настоящее время считается, что расслаивание обогащенных диоксидом кремния стеклянных чешуек от внутренних поверхностей стеклянных контейнеров происходит вследствие характеристик состава стеклянного контейнера непосредственно после формования. В частности, высокое содержание диоксида кремния в щелочных боросиликатных стеклах приводит к тому, чтобы стекло имеет относительно высокие температуры плавления и формования. Однако щелочные и боратные компоненты стеклянной композиции плавятся и/или испаряются при значительно меньших температурах. В частности, боратные вещества в стекле проявляют высокую летучесть и испаряются с поверхности стекла при высоких температурах, необходимых для изготовления и формования стекла.
В частности, стеклянная композиция подвергается формованию в стеклянные контейнеры при высоких температурах и непосредственном воздействии пламени. Высокие температуры, требуемые для высокоскоростного оборудования, приводят к тому, что летучие боратные вещества испаряются с частей поверхности стекла. Когда это испарение происходит в пределах внутреннего объема стеклянного контейнера, испаряющиеся боратные вещества повторно осаждаются в других областях поверхности стеклянного контейнера, вызывая неоднородности на поверхности стеклянного контейнера, в частности, по отношению к приповерхностным областям внутреннего пространства стеклянного контейнера (т.е. тем областям, на которых находятся или непосредственно прилегают внутренние поверхности стеклянного контейнера). Например, когда один конец стеклянной трубки является закрытым, образуя дно или пол контейнера, боратные вещества могут испаряться с донной части трубки и повторно осаждаться на других поверхностях трубки. Испарение материала с донной окружность и донной части контейнера является особенно выраженным, когда эти части контейнера подвергаются особенно наиболее значительному изменению формы и по существу подвергаются воздействию наиболее высоких температур. В результате этого области контейнера, на которые воздействуют повышенные температуры, могут иметь обогащенные диоксидом кремния поверхности. Другие области контейнера, которые подвергаются осаждению бора, могут иметь обогащенный бором слой на поверхности. Области, подверженные осаждению бора, которые имеют более высокую температуру, чем температура отжига стеклянной композиции, но менее высокую температуру, чем наиболее высокая температура, которая воздействует на стекло в процессе формования, могут вызывать внедрение бора на поверхности стекла. Растворы, содержащиеся в контейнере, могут выщелачивать бор из обогащенного бором слоя. Когда обогащенный бором слой выщелачивается из стекла, остается имеющий высокое содержание диоксида кремния стеклянный каркас (гель), который набухает и деформируется в процессе гидратации и, в конечном счете, отделяется от поверхности.
Стеклянные контейнеры, которые описаны в настоящем документе, устраняют вышеупомянутые проблемы. В частности, стеклянные контейнеры имеют устойчивость к расслаиванию, улучшенную прочность и повышенную устойчивость к повреждению. Все эксплуатационные характеристики и способы получения этих эксплуатационных характеристик будут описаны более подробно в настоящем документе.
Ссылаясь теперь на Фиг. 1 и 2, схематически проиллюстрирован в поперечном сечении стеклянный контейнер 100 для хранения лекарственных препаратов согласно одному варианту осуществления. Как правило, стеклянный контейнер 100 включает корпус 102. Корпус 102 располагается между внутренней поверхностью 104 и внешней поверхностью 106 и, как правило, заключает в себе внутренний объем 108. Согласно варианту реализации стеклянного контейнера 100, который представлен на Фиг. 1, корпус 102, как правило, включает стенную часть 110 и донную часть 112. Стенная часть 110 переходит в донную часть 112 на донной окружности 114. Корпус 102 имеет толщину стенки Tw, которая находится между внутренней поверхностью 104 и внешней поверхностью 106, как проиллюстрировано на Фиг. 1.
Хотя стеклянный контейнер 100, который проиллюстрирован на Фиг. 1, имеет определенную форму (т.е. представляет собой флакон), следует понимать, что стеклянный контейнер 100 может иметь и другие формы, в том числе, без ограничения, вакуумные контейнеры (Vacutainer®), картриджи, шприцы, ампулы, бутылочки, колбы, склянки, трубки, мерные стаканы и т.д. Кроме того, следует понимать, что стеклянные контейнеры, которые описаны в настоящем документе, можно использовать для разнообразных приложений, в том числе, без ограничения, в качестве упаковок для лекарственных препаратов, контейнеров для напитков и т.д.
Прочность
По прежнему ссылаясь Фиг. 1 и 2, согласно некоторым вариантам осуществления, которые описаны в настоящем документе, корпус 102 включает компрессионно-напряженный слой 202, проходящий по меньшей мере от внешней поверхности 106 корпуса 102 в толщину стенки Tw на глубину слоя (DOL) от внешней поверхности 106 корпуса 102. Компрессионно-напряженный слой 202, как правило, увеличивает прочность стеклянного контейнера 100, а также повышает устойчивость к повреждению стеклянного контейнера. В частности, стеклянный контейнер, имеющий компрессионно-напряженный слой 202, как правило, способен выдерживать без разрушения более высокую степень поверхностных повреждений, таких как царапины, сколы и т.д., по сравнению с неупрочненным стеклянным контейнером, поскольку компрессионно-напряженный слой 202 уменьшает распространение трещин от поверхностного повреждения в компрессионно-напряженном слое 202.
Согласно вариантам осуществления, которые описаны в настоящем документе, глубина слоя в случае компрессионно-напряженного слоя может составлять более чем или равняться приблизительно 3 мкм. Согласно некоторым вариантам осуществления, глубина слоя может составлять более чем 10 мкм или даже более чем 20 мкм. Согласно некоторым вариантам осуществления, глубина слоя может составлять более чем или равняться приблизительно 25 мкм или даже составлять более чем или равняться приблизительно 30 мкм. Например, согласно некоторым вариантам осуществления, глубина слоя может составлять более чем или равняться приблизительно 25 мкм и вплоть до приблизительно 150 мкм. Согласно некоторым другим вариантам осуществления, глубина слоя может составлять более чем или равняться приблизительно 30 мкм и составлять менее чем или равняться приблизительно 150 мкм. Согласно другим вариантам осуществления, глубина слоя может составлять более чем или равняться приблизительно 30 мкм и составлять менее чем или равняться приблизительно 80 мкм. Согласно некоторым другим вариантам осуществления, глубина слоя может составлять более чем или равняться приблизительно 35 мкм и составлять менее чем или равняться приблизительно 50 мкм.
Компрессионно-напряженный слой 202, как правило, имеет поверхностное сжимающее напряжение (т.е. сжимающее напряжение, которое измеряется на внешней поверхности 106), составляющее более чем или равное 150 МПа. Согласно некоторым вариантам осуществления, поверхностное сжимающее напряжение может составлять более чем или равняться 200 МПа или даже составлять более чем или равняться 250 МПа. Согласно некоторым вариантам осуществления, поверхностное сжимающее напряжение может составлять более чем или равняться 300 МПа или даже составлять более чем или равняться 350 МПа. Например, согласно некоторым вариантам осуществления, поверхностное сжимающее напряжение может составлять более чем или равняться приблизительно 300 МПа и составлять менее чем или равняться приблизительно 750 МПа. Согласно некоторым другим вариантам осуществления, поверхностное сжимающее напряжение может составлять более чем или равняться приблизительно 400 МПа и составлять менее чем или равняться приблизительно 700 МПа. Согласно следующим вариантам осуществления, поверхностное сжимающее напряжение может составлять более чем или равняться приблизительно 500 МПа и составлять менее чем или равняться приблизительно 650 МПа. Напряжение в подвергнутых ионному обмену стеклянных изделиях можно измерять, используя прибор FSM (основной измеритель напряжения). Данный прибор измеряет свет, который входит и выходит через обладающую свойствами двойного лучепреломления стеклянную поверхность. Измеренное двойное лучепреломление затем пересчитывают в напряжение через соответствующий коэффициент материала, оптический коэффициент напряжения или фотоупругий коэффициент (SOC или PEC). Получаются два параметра: максимальное поверхностное сжимающее напряжение (CS) и обменная глубина слоя (DOL). В качестве альтернативы, сжимающее напряжение и глубину слоя можно измерять, используя рефракционные способы измерения напряжения ближнего поля.
Хотя компрессионно-напряженный слой 202 представлен и описан в настоящем документе как проходящий от внешней поверхности 106 в толщину Tw корпуса 102, следует понимать, что, согласно некоторым вариантам осуществления, корпус 102 может дополнительно включать второй компрессионно-напряженный слой который проходит от внутренней поверхности 104 в толщину Tw корпуса 102. Согласно данному варианту осуществления, глубина слоя и поверхностное сжимающее напряжение второго компрессионно-напряженного слоя могут зеркально отображать соответствующие параметры компрессионно-напряженного слоя 202 относительно центральной линии толщины Tw корпуса 102.
Можно использовать несколько различных способов для изготовления компрессионно-напряженного слоя 202 в корпусе 102 стеклянного контейнера 100. Например, согласно вариантам осуществления, в которых корпус 102 изготовлен из ионообменного стекла, компрессионно-напряженный слой 202 может быть изготовлен в корпусе 102 посредством ионного обмена. Согласно данным вариантам осуществления, компрессионно-напряженный слой 202 изготавливают, помещая стеклянный контейнер в ванну, содержащую расплавленную соль, чтобы способствовать обмену относительно крупных ионов в расплавленной соли на относительно мелкие ионы в стекле. Можно использовать несколько различных обменных реакций, чтобы изготавливать компрессионно-напряженный слой 202. Согласно одному варианту осуществления, в ванне может содержаться расплавленная соль KNO3, в то время как стекло, из которого изготовлен стеклянный контейнер 100, содержит ионы лития и/или натрия. Согласно данному варианту осуществления, ионы калия в ванне обмениваются на относительно мелкие ионы лития и/или натрия в стекло, и в результате этого образуется компрессионно-напряженный слой 202. Согласно еще одному варианту осуществления, в ванне может содержаться соль NaNO3, и стекло, из которого изготовлен стеклянный контейнер 100, содержит ионы лития. Согласно данному варианту осуществления, ионы натрия в ванне обмениваются на относительно мелкие ионы лития в стекло, и в результате этого образуется компрессионно-напряженный слой 202.
Согласно одному конкретному варианту осуществления, компрессионно-напряженный слой 202 можно изготавливать, погружая стеклянный контейнер в ванну с расплавленной солью, которая представляет собой 100% KNO3 или, в качестве альтернативы, смесь KNO3 и NaNO3. Например, согласно одному варианту осуществления ванна с расплавленной солью может содержать KNO3 и вплоть до приблизительно 10% NaNO3. Согласно данному варианту осуществления, стекло, из которого изготавливают контейнер, может содержать ионы натрия и/или ионы лития. Температура ванны с расплавленной солью может составлять более чем или равняться 350°C и, составлять менее чем или равняться 500°C. Согласно некоторым вариантам осуществления, температура ванны с расплавленной солью может составлять более чем или равняться 400°C и составлять менее чем или равняться 500°C. Согласно следующим вариантам осуществления, температура ванны с расплавленной солью может составлять более чем или равняться 450°C и составлять менее чем или равняться 475°C. Стеклянный контейнер можно выдерживать в ванне с расплавленной солью в течение периода времени, достаточного для осуществления обмена относительно крупных ионов в солевой ванне с относительно мелкими ионами в стекле, и в результате этого обеспечиваются желательные поверхностное сжимающее напряжение и глубина слоя. Например, стекло можно выдерживать в ванне с расплавленной солью в течение периода времени, который составляет более чем или равняется 0,05 часа и составляет менее чем или равняется приблизительно 20 часов, чтобы обеспечивались желательные глубина слоя и поверхностное сжимающее напряжение. Согласно некоторым вариантам осуществления стеклянный контейнер можно выдерживать в ванне с расплавленной солью в течение периода времени, который составляет более чем или равняется 4 часам и составляет менее чем или равный приблизительно 12 часам. Согласно другим вариантам осуществления, стеклянный контейнер можно выдерживать в ванне с расплавленной солью в течение периода времени, который составляет более чем или равняется приблизительно 5 часам и составляет менее чем или равняется приблизительно 8 часов. Согласно одному примерному варианту осуществления, стеклянный контейнер можно подвергать ионному обмену в ванне с расплавленной солью, которая представляет собой 100% KNO3, при температуре, составляющей более чем или равной приблизительно 400°C и составляющей менее чем или равной приблизительно 500°C, в течение периода времени, составляющего более чем или равного приблизительно 5 часам и составляющего менее чем или равного приблизительно 8 часам.
Как правило, процесс ионного обмена осуществляется при температурах, составляющих более чем на 150°C ниже температуры деформации (Tstrain) стекла, чтобы сокращать до минимума релаксацию напряжения вследствие повышенных температур. Однако, согласно некоторым вариантам осуществления, компрессионно-напряженный слой 202 образуется в ванне с расплавленной солью, которая находится при температуре, составляющей более чем температура деформации стекла. Данный тип ионообменного упрочнения называется в настоящем документе термином "высокотемпературное ионообменное упрочнение". При высокотемпературном ионообменном упрочнении относительно мелкие ионы в стекле обмениваются с относительно крупными ионами из ванны с расплавленной солью, как описано выше. Поскольку относительно мелкие ионы обмениваются на относительно крупные ионы при температурах, которые превышают температуру деформации, образующееся в результате напряжение ослабляется или "релаксирует". Однако обмен мелких ионов в стекле с крупными ионами создает в стекле поверхностный слой, который имеет меньший коэффициент теплового расширения (CTE), чем остальная масса стекла. Когда стекло охлаждается, разность значений CTE между поверхностью стекла и остальной массой стекла создает компрессионно-напряженный слой 202. Эта технология высокотемпературного ионного обмена является особенно хорошо приспособленной к упрочнению стеклянных изделий, таких как стеклянные контейнеры, которые имеют сложные геометрические формы, и, как правило, сокращает продолжительность процесс упрочнения по сравнению с типичными процессами ионного обмена, а также обеспечивает увеличение глубины слоя.
Опять ссылаясь на Фиг. 1 и 2, согласно альтернативному варианту осуществления, компрессионно-напряженный слой 202 можно вводить в корпус 102 стеклянного контейнера 100, осуществляя термическую закалку. Компрессионно-напряженные слои изготавливают посредством термической закалки, осуществляя нагревание стеклянного контейнера и охлаждение различным образом поверхности стекла и объема стекла. В частности, стекло, которое быстро охлаждается, имеет больший молярный объем (или меньшую плотность), чем медленнее охлажденное стекло. Соответственно, если поверхность стекла преднамеренно быстро охлаждается, поверхность стекла будет иметь больший объем, а внутренняя масса стекла (т.е. остальная масса стекла под внешней поверхностью) будет обязательно охлаждаться с меньшей скоростью, потому что тепло должно выходить из объема через поверхность. Посредством создания непрерывного градиента молярного объема (или термической истории/плотности) от внешней поверхности 106 в толщину стенки Tw корпуса 102, образуется компрессионно-напряженный слой 202, который имеет параболический профиль напряжения (т.е. сжимающее напряжение уменьшается параболически при увеличении расстояния от внешней поверхности 106 корпуса 102). Процессы термической закалки, как правило, имеют более высокую скорость и меньшую стоимость, чем процессы ионного обмена. Однако поверхностные сжимающие напряжения вследствие процессов термической закалки, как правило, являются меньше, чем поверхностные сжимающие напряжения вследствие процессов ионного обмена. Согласно вариантам осуществления, в которых стеклянный контейнер подвергается термической закалке, образующийся в результате компрессионно-напряженный слой проходит от внешней поверхности 106 на глубину слоя (DOL), которая составляет вплоть до 22% толщины стенки Tw стеклянных контейнеров. Например, согласно некоторым вариантам осуществления, значение DOL может составлять от приблизительно 5% до приблизительно 22% толщины стенки Tw или даже от приблизительно 10% до приблизительно 22% толщины стенки Tw.
В типичном процессе термической закалки стеклянный контейнер 100 сначала нагревается до своей температуры размягчения, и после этого внешняя поверхность 106 корпуса 102 быстро охлаждается до уровня ниже температуры размягчения с помощью текучей среды, такой как газовая струя и т.п., для создания разности температур между внешней поверхностью 106 корпуса 102 и остальной массой корпуса 102, как описано выше. Эта разность температур между внешней поверхностью 106 и остальной массой корпуса образует компрессионно-напряженный слой 202, проходящий в толщину стенки Tw корпуса 102 от внешней поверхностиь 106. Например, можно сначала нагревать стекло до уровня, превышающего на 50-150°C его температуру размягчения, и после этого быстро охлаждать его до комнатной температуры, направляя текучую среду на стекло. Текучая среда может включать, без ограничения, воздух, масло или текучие среды на основе масла.
Ссылаясь далее на Фиг. 1-3, согласно еще одному варианту осуществления, стеклянный контейнер 100 можно изготавливать из многослойной стеклянной трубки, что упрощает образование компрессионно-напряженного слоя 202 по меньшей мере на внешней поверхности 106 корпуса 102. Многослойное стекло, как правило, включает стеклянный сердцевинный слой 204 и по меньшей мере один стеклянный оболочечный слой 206a. Согласно варианту осуществления стеклянного контейнера 100, который проиллюстрирован на Фиг. 3, многослойное стекло включает пару стеклянных оболочечных слоев 206a, 206b. Согласно данному варианту осуществления, стеклянный сердцевинный слой 204, как правило, включает первую поверхность 205a и вторую поверхность 205b, которая является противоположной первой поверхности 205a. Первый стеклянный оболочечный слой 206a сплавляется с первой поверхностью 205a стеклянного сердцевинного слоя 204, и второй стеклянный оболочечный слой 206b сплавляется со второй поверхностью 205b стеклянного сердцевинного слоя 204. Стеклянные оболочечные слои 206a, 206b сплавляются со стеклянным сердцевинным слоем 204 без каких-либо дополнительных материалов, таких как связующие материалы, покровные слои и т.д., помещаемых между стеклянным сердцевинным слоем 204 и стеклянными оболочечными слоями 206a, 206b.
Согласно варианту осуществления, который представлен на Фиг. 3, стеклянный сердцевинный слой 204 образуется из первой стеклянной композиции, имеющей средний коэффициент теплового расширения сердцевины CTEcore, и стеклянные оболочечные слои 206a, 206b образуются из второй, отличной от первой, стеклянной композиции, которая имеет средний коэффициент теплового расширения CTEclad. Согласно вариантам осуществления, которые описаны в настоящем документе, CTEcore не равняется CTEclad, таким образом, что компрессионно-напряженный слой присутствует по меньшей мере в одном слое из сердцевинного слоя или оболочечного слоя. Согласно некоторым вариантам осуществления, CTEcore составляет более чем CTEclad, и в результате этого стеклянные оболочечные слои 206a, 206b являются компрессионно-напряженными без осуществления ионного обмена или термической закалки. Согласно некоторым другим вариантам осуществления, в которых, например, многослойное стекло включает единственный сердцевинный слой и единственный оболочечный слой, CTEclad может составлять более чем CTEcore, и в результате этого получается стеклянный сердцевинный слой, который является компрессионно-напряженным без осуществления ионного обмена или термической закалки.
Многослойная стеклянная трубка, из который изготавливается стеклянный контейнер, может быть изготовлена согласно описанию патента US № 4023953, которое включается в настоящий документ посредством ссылки. Согласно вариантам осуществления, стекло, образующее стеклянный сердцевинный слой 204, состоит из стеклянной композиции, которая имеет средний коэффициент теплового расширения CTEcore, составляющий более чем средний коэффициент теплового расширения CTEclad любого из стеклянных оболочечных слоев 206a, 206b. Когда стеклянный сердцевинный слой 204 и стеклянные оболочечные слои 206a, 206b охлаждаются, разность средних коэффициентов теплового расширения стеклянного сердцевинного слоя 204 и стеклянных оболочечных слоев 206a, 206b заставляет компрессионно-напряженный слой распространяться в стеклянных оболочечных слоях 206a, 206b. Когда многослойное стекло используется для изготовления контейнера, эти компрессионно-напряженные слои проходят от внешней поверхности 106 стеклянного контейнера 100 в толщину стенки Tw и образуют внутреннюю поверхность 104 стеклянного контейнера в толщине стенки Tw. Согласно некоторым вариантам осуществления, компрессионно-напряженный слой может проходить от внешней поверхности корпуса стеклянного контейнера в толщину стенки Tw на глубину слоя, которая составляет от приблизительно 1 мкм до приблизительно 90% толщины стенки Tw. Согласно некоторым другим вариантам осуществления, компрессионно-напряженный слой может проходить от внешней поверхности корпуса стеклянного контейнера в толщину стенки Tw на глубину слоя, которая составляет от приблизительно 1 мкм до приблизительно 33% толщины стенки Tw. Согласно следующим вариантам осуществления, компрессионно-напряженный слой может проходить от внешней поверхности корпуса стеклянного контейнера в толщину стенки Tw на глубину слоя который составляет от приблизительно 1 мкм до приблизительно 10% толщины стенки Tw.
После изготовления многослойной трубки этой трубке можно придавать форму контейнера, используя традиционные технологии формования трубок.
Согласно некоторым вариантам осуществления, в которых стеклянный контейнер изготавливается из многослойного стекла, указанный по меньшей мере один оболочечный слой образует внутреннюю поверхность корпуса стеклянного контейнера, таким образом, что указанный по меньшей мере один стеклянный оболочечный слой находится в непосредственном контакте с продуктом, который содержится в стеклянном контейнере. Согласно данным вариантам осуществления, указанный по меньшей мере один оболочечный слой может быть изготовлен из стеклянной композиции, которая является устойчивой к расслаиванию, как описано более подробно в настоящем документе. Соответственно, следует понимать, что по меньшей мере один оболочечный слой может иметь коэффициент расслаивания, составляющий менее чем или равный 10, как описано более подробно в настоящем документе.
Согласно еще одному альтернативному варианту осуществления, стеклянный контейнер можно подвергать упрочнению посредством нанесение покрытия на стеклянный корпус. Например, покрытие из неорганического материала, такого как диоксид титана, можно наносить по меньшей мере на часть внешней поверхности стеклянного корпуса, осуществляя процессы осаждение ультрадисперсного порошка или осаждение из паровой фазы. Покрытие из диоксида титана имеет меньший коэффициент теплового расширения, чем стекло, на которое осаждается данное покрытие. Когда покрытие и стекло охлаждаются, диоксид титана сжимается в меньшей степени, чем стекло, и в результате этого на поверхности стеклянного корпуса возникает напряжение. Согласно данным вариантам осуществления, следует понимать, что поверхностное сжимающее напряжение и глубина слоя измеряются от поверхности покрытия, а не от поверхности покрытого стеклянного корпуса. Хотя неорганический покровный материал описывается в настоящем документе как включающий диоксид титана, следует понимать, что допускаются и другие неорганические покровные материалы, имеющие подходящие низкие коэффициенты теплового расширения. Согласно вариантам осуществления, неорганическое покрытие может иметь коэффициент трения, составляющий менее чем 0,7 по отношению к аналогичному покрытому контейнеру. Неорганическое покрытие может быть также термически устойчивым при температурах, составляющих более чем или равных 250°C, как описано далее в настоящем документе.
Согласно еще одному альтернативному варианту осуществления, стеклянный корпус можно подвергать упрочнению посредством нанесения на стеклянный корпус имеющего высокий модуль упругости покрытия, у которого коэффициент теплового расширения является таким же или больше, чем у образующего подложку стеклянного корпуса. Упрочнение достигается за счет разности модулей упругости, которая придает устойчивость к повреждению, хотя разность коэффициентов теплового расширения создает сжимающее напряжение на поверхности стекла (уравновешивается напряжение в имеющем модуль упругости покрытии). Согласно данным вариантам осуществления, следует понимать, что поверхностное сжимающее напряжение и глубина слоя измеряются от поверхности стеклянного корпуса, а не от поверхности покрытого стеклянного корпуса. Высокий модуль упругости делает затруднительным возникновение царапин и повреждений, и нижележащий компрессионно-напряженный слой предотвращает распространение царапин и других дефектов. Примерную пару материалов, которые демонстрируют данный эффект, представляют собой сапфировое покрытие, нанесенное на боросиликатное стекло, имеющее коэффициент теплового расширения 33, или покрытие из оксида циркония, нанесенное на боросиликатное стекло, имеющее коэффициент теплового расширения 51.
На основании изложенного выше, следует понимать, что стеклянные контейнеры могут включать компрессионно-напряженный слой, который проходит по меньшей мере от внешней поверхности корпуса в толщину стенки стеклянного контейнера. Компрессионно-напряженный слой улучшает механическую прочность стеклянного контейнера по сравнению со стеклянным контейнером, в котором отсутствует компрессионно-напряженный слой. Компрессионно-напряженный слой также улучшает устойчивость к повреждению стеклянного контейнера таким образом, что стеклянный контейнер оказывается способным выдерживать большие поверхностные повреждения (т.е. царапины, сколы и т.д., которые проходят глубже в толщину стенки стеклянного контейнера) без разрушения по сравнению со стеклянным контейнером, в котором отсутствует компрессионно-напряженный слой. Кроме того, следует также понимать, что компрессионно-напряженный слой можно изготавливать в стеклянном контейнере, осуществляя ионный обмен, термическую закалку, изготовление стеклянного контейнера из многослойного стекла или нанесение покрытия на корпус стеклянного контейнера. Согласно некоторым вариантам осуществления, компрессионно-напряженный слой можно изготавливать, осуществляя данные технологии в сочетании.
Устойчивость к расслаиванию
Стеклянные контейнеры 100, которые описаны в настоящем документе, также являются устойчивыми к расслаиванию после долгосрочного воздействия определенных химических композиций, которые содержатся в контейнере. Как отмечено выше, расслаивание может приводить к высвобождению обогащенных диоксидом кремния стеклянных чешуек в раствор, содержащийся внутри стеклянного контейнера, после продолжительного воздействия раствора. Соответственно, устойчивость к расслаиванию может характеризовать число стеклянных частиц, присутствующих в растворе, который содержится внутри стеклянного контейнера, после воздействия раствора в определенных условиях. Чтобы оценить долгосрочную устойчивость стеклянного контейнера к расслаиванию, осуществляется исследование ускоренного расслаивания. Данное исследование можно осуществлять, используя ионообменные и неионообменные стеклянные контейнеры. Данное исследование включает промывание стеклянного контейнера при комнатной температуре в течение 1 минуты и депирогенизацию контейнера приблизительно при 320°C в течение 1 часа. После этого водный раствор, содержащий 20 мМ глицина и имеющий pH 10, помещают в стеклянный контейнер, наполняя его на 80-90%, после этого данный стеклянный контейнер закрывают и быстро нагревают до 100°C, а затем нагревают от 100°C до 121°C при скорости нагревания, составляющей 1°C/мин при давлении 2 атм (200 кПа). Стеклянный контейнер и раствор выдерживают при этой температуре в течение 60 минут, охлаждают до комнатной температуры при скорости 0,5°C/мин, а затем данный цикл нагревания и выдерживания повторяется. Стеклянный контейнер затем нагревают до 50°C и выдерживают в течение 10 суток или более в качестве обработки при повышенной температуре. После нагревания стеклянный контейнер падает с высоты, составляющей по меньшей мере 18 дюймов (45,72 см) на твердую поверхность, такую как пол из многослойных плиток, чтобы переместить любые чешуйки или частицы, которые слабо прикрепляются к внутренней поверхности стеклянного контейнера. Высоту падения можно регулировать соответствующим образом, чтобы предотвратить разрушение при ударе флаконов более крупного размера.
После этого раствор, содержащийся в стеклянном контейнере, анализируют, чтобы определить число присутствующих стеклянных частиц в расчете на литр раствора. В частности, раствор из стеклянного контейнера выливают непосредственно на центр имеющего поры одинакового размера мембранного фильтра (Millipore № ATTP02500 в сборке с деталями № AP1002500 и № M000025A0), присоединенного к вакуумному насосу, который втягивает через фильтр 5 мл раствора в течение от 10 до 15 секунд. После этого еще 5 мл воды используют для промывания в целях удаления остатков буферного раствора из фильтрующей среды. Мелкие чешуйки затем считают методом дифференциальной интерференционной контрастной (DIC) микроскопии в режиме отражения, как описано в разделе "Differential interference contrast (DIC) microscopy and modulation contrast microscopy" в работе "Fundamentals of light microscopy and digital imaging", New York, Wiley-Liss, pp. 153-168. Поле зрения составляет приблизительно 1,5 мм × 1,5 мм, и частицы крупнее 50 мкм считают вручную. В центре каждой фильтрующей мембраны осуществляют по 9 таких измерений, причем изображения образуют форму 3×3, не перекрывая друг друга. Если анализируются большие области фильтрующей среды, результаты можно нормировать на эквивалентную площадь (составляющую 20,25 мм2). Изображения, полученные оптическим микроскопом, исследуют, используя программу для анализа изображений Image-Pro Plus версии 6.1 от компании Media Cybernetic's, чтобы измерить и сосчитать число присутствующих стеклянных чешуек. Это осуществляется следующим образом: выделяются все отличительные признаки в составе изображения, которые оказываются темнее фона при простой сегментации шкалы серого цвета; затем измеряются длина, ширина, площадь и периметр всех выделенных отличительных признаков, у которых длина составляет более чем 25 мкм; затем из данных исключаются любые очевидно нестеклянные частицы; после этого измеренные данные переводятся в электронную таблицу. Затем выделяются и измеряются все отличительные признаки, длина которых составляет более чем 25 мкм, и которые являются более яркими, чем фон; измеряются длина, ширина, площадь, периметр и соотношение размеров по осям X и Y всех выделенных отличительных признаков, у которых длина составляет более чем 25 мкм; затем из данных исключаются любые очевидно нестеклянные частицы; после этого измеренные данные переводятся в электронную таблицу. Данные в этой электронной таблице затем сортируются по признаку длины и разделяются на группы согласно размеру. Сообщаемые результаты относятся к отличительным признакам, длина которых составляет более чем 50 мкм. Каждую из этих групп затем считают, и результаты счета сообщают для каждого из образцов.
Исследуется минимум 100 мл раствора. По существу, растворы из множества мелких контейнеров можно объединять, доводя суммарное количество раствора до 100 мл. Для контейнеров, у которых объем составляет более чем 10 мл, исследование повторяют, используя набор из 10 контейнеров, изготовленных из одинаковой стеклянной композиции в одинаковых технологических условиях, и результат счета частиц усредняют для 10 контейнеров, чтобы определить среднее число частиц. В качестве альтернативы, в случае мелких контейнеров исследование повторяют, используя набор из 10 флаконов, каждый из которых анализируют, и число частиц усредняют для множества наборов, чтобы определить среднее число частиц в наборе. Усреднение числа частиц по множеству контейнер учитывает возможные вариации в поведении индивидуальных отдельных контейнеров при расслаивании. Таблица 1 кратко представляет некоторые неограничительные примеры объема образцов и числа контейнеров для исследования.
Следует понимать, что вышеупомянутое исследование используется, чтобы определить частицы, которые отделяются от внутренней стенки (внутренних стенок) стеклянного контейнера вследствие расслаивания, а не случайные частицы, которые присутствуют в контейнере вследствие процессов его изготовления, или частицы, которые осаждаются из раствора, находящегося в закрытом стеклянном контейнере, в результате реакций между раствором и стеклом. В частности, образующиеся при расслаивании частицы можно отличать от случайных стеклянных частиц на основании соотношения размеров частицы (т.е. соотношения максимальной длины частицы и толщины частицы или соотношение максимального и минимального размеров). При расслаивании образуются тонкие чешуйки или пластинки, которые имеют неправильные формы, и, как правило, их максимальная длина составляет более чем приблизительно 50 мкм, но часто более чем приблизительно 200 мкм. Толщина чешуек обычно составляет более чем приблизительно 100 нм и может быть еще больше, составляя приблизительно 1 мкм. Таким образом, минимальное соотношение размеров чешуек составляет, как правило, более чем приблизительно 50. Соотношение размеров может составлять более чем приблизительно 100 и иногда более чем приблизительно 1000. С другой стороны, случайные стеклянные частицы, как правило, имеют низкое соотношение размеров, которое составляет менее чем приблизительно 3. Соответственно, частицы, которые образуются в результате расслаивания, можно отличать от случайных частиц на основании соотношения размеров в процессе наблюдения в микроскоп. Другие обычные нестеклянные частицы включают волоски, волокна, металлические частицы, пластмассовые частицы и другие примеси, и, таким образом, они исключаются в процессе проверки. Подтверждение результатов можно осуществлять посредством оценки внутренних областей исследуемых контейнеров. В процессе наблюдения отмечается присутствие коррозии поверхности, образование раковин, отделение чешуек, как описано в статье "Nondestructive Detection of Glass Vial Inner Surface Morphology with Differential Interference Contrast Microscopy", Journal of Pharmaceutical Sciences, 2012. 101. (4), pages 1378-1384.
Число частиц, присутствующих после исследования ускоренного расслаивания, можно использовать, чтобы определять коэффициент расслаивания для наборов исследуемых флаконов. Наборы стеклянных контейнеров, которые содержат в среднем менее чем 10 стеклянных частиц с минимальной длиной, составляющей приблизительно 50 мкм, и соотношение размеров, составляющее более чем приблизительно 50, на 1 набор после исследования ускоренного расслаивания, считаются имеющими коэффициент расслаивания, составляющий 10. Наборы стеклянных контейнеров, которые содержат в среднем менее чем 9 стеклянных частиц с минимальной длиной, составляющей приблизительно 50 мкм, и соотношение размеров, составляющее более чем приблизительно 50, на 1 набор после исследования ускоренного расслаивания, считаются имеющими коэффициент расслаивания, составляющий 9. Наборы стеклянных контейнеров, которые содержат в среднем менее чем 8 стеклянных частиц с минимальной длиной, составляющей приблизительно 50 мкм, и соотношение размеров, составляющее более чем приблизительно 50, на 1 набор после исследования ускоренного расслаивания, считаются имеющими коэффициент расслаивания, составляющий 8. Наборы стеклянных контейнеров, которые содержат в среднем менее чем 7 стеклянных частиц с минимальной длиной, составляющей приблизительно 50 мкм, и соотношение размеров, составляющее более чем приблизительно 50, на 1 набор после исследования ускоренного расслаивания, считаются имеющими коэффициент расслаивания, составляющий 7. Наборы стеклянных контейнеров, которые содержат в среднем менее чем 6 стеклянных частиц с минимальной длиной, составляющей приблизительно 50 мкм, и соотношение размеров, составляющее более чем приблизительно 50, на 1 набор после исследования ускоренного расслаивания, считаются имеющими коэффициент расслаивания, составляющий 6. Наборы стеклянных контейнеров, которые содержат в среднем менее чем 5 стеклянных частиц с минимальной длиной, составляющей приблизительно 50 мкм, и соотношение размеров, составляющее более чем приблизительно 50, на 1 набор после исследования ускоренного расслаивания, считаются имеющими коэффициент расслаивания, составляющий 5. Наборы стеклянных контейнеров, которые содержат в среднем менее чем 4 стеклянные частицы с минимальной длиной, составляющей приблизительно 50 мкм, и соотношение размеров, составляющее более чем приблизительно 50, на 1 набор после исследования ускоренного расслаивания, считаются имеющими коэффициент расслаивания, составляющий 4. Наборы стеклянных контейнеров, которые содержат в среднем менее чем 3 стеклянные частицы с минимальной длиной, составляющей приблизительно 50 мкм, и соотношение размеров, составляющее более чем приблизительно 50, на 1 набор после исследования ускоренного расслаивания, считаются имеющими коэффициент расслаивания, составляющий 3. Наборы стеклянных контейнеров, которые содержат в среднем менее чем 2 стеклянные частицы с минимальной длиной, составляющей приблизительно 50 мкм, и соотношение размеров, составляющее более чем приблизительно 50, на 1 набор после исследования ускоренного расслаивания, считаются имеющими коэффициент расслаивания, составляющий 2. Наборы стеклянных контейнеров, которые содержат в среднем менее чем одну стеклянную частицу с минимальной длиной, составляющей приблизительно 50 мкм, и соотношение размеров, составляющее более чем приблизительно 50, на 1 набор после исследования ускоренного расслаивания, считаются имеющими коэффициент расслаивания, составляющий 1. Наборы стеклянных контейнеров, которые содержат 0 стеклянных частиц с минимальной длиной, составляющей приблизительно 50 мкм, и соотношение размеров, составляющее более чем приблизительно 50, на 1 набор после исследования ускоренного расслаивания, считаются имеющими коэффициент расслаивания, составляющий 0. Соответственно, следует понимать, что чем ниже коэффициент расслаивания, тем выше устойчивость стеклянного контейнера к расслаиванию. Согласно некоторым вариантам осуществления, которые описаны в настоящем документе, по меньшей мере внутренняя поверхность корпуса стеклянного контейнера имеет коэффициент расслаивания, составляющий 10 или менее (например, коэффициент расслаивания, составляющий 3, 2, 1 или 0). Согласно некоторым другим вариантам осуществления, весь корпус стеклянного контейнера, включая внутреннюю поверхность и внешнюю поверхность, имеет коэффициент расслаивания, составляющий 10 или менее (например, коэффициент расслаивания, составляющий 3, 2, 1 или 0).
Согласно некоторым вариантам осуществления, стеклянный контейнер, имеющий коэффициент расслаивания, составляющий 10 или менее, можно получать, изготавливая стеклянный контейнер с защитным покрытием на внутренней поверхности корпуса, таким образом, что защитное покрытие находится на внутренней поверхности корпуса. Рассмотрим в качестве примера Фиг. 5, где схематически проиллюстрирован стеклянный контейнер 100, имеющий защитное покрытие 131, нанесенное по меньшей мере на часть внутренней поверхности 104 корпуса 102. Защитное покрытие 131 не подвергается расслаиванию и разрушению другим путем, а также препятствует тому, чтобы продукт, содержащийся во внутреннем объеме 108 стеклянного контейнера 100, такой как лекарственный препарат и т.д., вступал в контакт с внутренней поверхностью 104 корпуса 102, и в результате этого уменьшается расслаивание стеклянного контейнера. Защитное покрытие, как правило, является непроницаемым для водных растворов, не растворяется в воде и проявляет устойчивость к гидролизу.
Согласно некоторым вариантам осуществления, которые описаны в настоящем документе, защитное покрытие 131 представляет собой прочное неорганическое покрытие, которое постоянно прикреплено к внутренней поверхности 104 стеклянного контейнера 100. Защитное покрытие 131 может представлять собой металлонитридное покрытие, металлооксидное покрытие, металлосульфидное покрытие, SiO2, алмазоподобное углеродное, графеновое или карбидное покрытие. Например, согласно некоторым вариантам осуществления, прочное неорганическое покрытие можно изготавливать, используя по меньшей мере один оксид металла, такой как Al2O3, TiO2, ZrO2, SnO, SiO2, Ta2O5, Nb2O5, Cr2O3, V2O5, ZnO или HfO2. Согласно некоторым другим вариантам осуществления, прочное неорганическое покрытие можно изготавливать, используя сочетание двух или более оксидов металлов, таких как Al2O3, TiO2, ZrO2, SnO, SiO2, Ta2O5, Nb2O5, Cr2O3, V2O5, ZnO или HfO2. Согласно некоторым другим вариантам осуществления, защитное покрытие 131 может включать первый слой первого оксида металла, нанесенный на внутреннюю поверхность стеклянного контейнера, и второй слой второго оксида металла, нанесенный поверх первого слоя. Согласно данным вариантам осуществления, защитное покрытие 131 можно наносить, используя разнообразные технологии осаждения, в том числе, без ограничения, атомное послойное осаждение, химическое осаждение из паровой фазы, физическое осаждение из паровой фазы и т.д. В качестве альтернативы, защитное покрытие можно наносить, используя одну или несколько технологий нанесения жидкостей, таких как покрытие путем погружения, покрытие путем распыления или плазменное покрытие. Технологии покрытие путем распыления могут включать покрытие путем распыления высокого объема при низком давлении (HVLP) и низкого объема при низком давление (LVLP), электростатическое покрытие путем распыления, безвоздушное покрытие путем распыления, ультразвуковое безвоздушное нанесение покрытия путем распыления, аэрозольное струйное покрытие и краскоструйное покрытие. Технологии плазменного покрытия могут включать стандартное первичное и вторичное плазменное покрытие, плазменное покрытие под действием микроволнового излучения, плазменное покрытие при атмосферном давлении и т.д.
Хотя варианты защитного покрытия 131 описываются в настоящем документе как включающие неорганические материалы, следует понимать, что, согласно некоторым вариантам осуществления, защитное покрытие 131 может представлять собой органическое покрытие. Например, согласно вариантам осуществления, в которых защитное покрытие 131 представляет собой органическое покрытие, данное органическое покрытие может включать полибензимидазолы, полибисоксазолы, полибистиазолы, простые полиэфиримиды, полихинолины, политиофены, фениленсульфиды, полисульфоны, полицианураты, поли-п-ксилилены, фторированные полиолефины включающий политетрафторэтилены и другие фторзамещенные полиолефины, перфторалкоксиполимеры, полиэфирэфиркетоны (PEEK), полиамиды, эпоксиды, полифенольные смолы, полиуретанакрилаты, циклические олефиновые сополимеры и циклические олефины полимеры, полиолефины, в том числе полиэтилены, окисленные полиэтилены, полипропилены, сополимеры этилена и пропилена, сополимеры полиэтилена и винилацетата, поливинилхлорид, полиакрилаты, полиметакрилаты, полистиролы, политерпены, полиангидриды, полималеиновые ангидриды, полиформальдегиды, полиацетали и сополимеры полиацеталей, диметил- или дифенил- или смешанные метилфенилполисилоксаны, перфторированные силоксаны и другие замещенные силоксаны, полиимиды, поликарбонаты, сложные полиэфиры, парафины и воски или их разнообразные сочетания. Согласно некоторым вариантам осуществления, органическое покрытие, используемое в качестве защитного покрытия 131, может включать диметил- или дифенил- или смешанные метилфенилполисилоксаны. В качестве альтернативы, органическое покрытие может представлять собой поликарбонат или полиэтилентерефталат. Согласно некоторым вариантам осуществления, защитное покрытие 131 можно изготавливать из слоистой структуры, включающей один или несколько из вышеупомянутых полимеров и/или сополимеров.
Защитные покрытия можно использовать в сочетании со стеклянными контейнерами, изготовленными из любой стеклянной композиции. Однако защитные покрытия являются особенно хорошо приспособленными для использования со стеклянными контейнерами, изготовленными из стеклянных композиций, которые не проявляют устойчивость к расслаиванию при изготовлении стеклянного контейнера. Такие стеклянные композиции могут включать, без ограничения, такие стеклянные композиции, которые обозначаются как стеклянные композиции типа I класса A, типа I класса B и типа II согласно стандарту ASTM E438-92 (2011 г.), озаглавленному "Стандартные технические условия для стекол в лабораторных устройствах". Такие стеклянные композиции могут иметь требуемую химическую стойкость согласно стандарту ASTM, но они не проявляют устойчивость к расслаиванию. Например, приведенная ниже таблица 2 представляет несколько неограничительных примеров стеклянных композиций типа I класса B, которые не проявляют устойчивость к расслаиванию. По существу, защитные покрытия, как описано в настоящем документе, можно использовать по меньшей мере на внутренних поверхностях контейнеров, изготовленных из этих композиций, таким образом, что контейнер имеет коэффициент расслаивания, составляющий 10 или менее.
Согласно некоторым альтернативным вариантам осуществления, стеклянный контейнер, имеющий коэффициент расслаивания, который составляет 10 или менее, получается при изготовлении стеклянного контейнера таким образом, что стеклянный контейнер имеет однородные характеристики состава, что, в свою очередь, уменьшает подверженность стеклянного контейнера расслаиванию, как описывает одновременно рассматриваемая патентная заявка US № 13/912457, поданная 07 июня 2013 г. заявителем настоящего изобретения и озаглавленная "Устойчивые к расслаиванию стеклянные контейнеры", права на которую принадлежат компании Corning Incorporated. В частности, считается, что расслаивание стеклянного контейнера могут обуславливать, по меньшей мере частично, неоднородности стеклянной композиции по меньшей мере внутри стеклянного контейнера, как описано выше. При сокращении до минимума таких неоднородностей состава получается стеклянный контейнер, который имеет коэффициент расслаивания, составляющий 10 или менее.
Ссылаясь далее на Фиг. 1 и 6, согласно некоторым вариантам осуществления, стеклянные контейнеры, описанные в настоящем документе, имеют однородный состав по всей толщине стеклянного корпуса 102 в каждой части, включая стенку, донную окружность и донную часть, таким образом, что по меньшей мере внутренняя поверхность 104 корпуса имеет коэффициент расслаивания, составляющий 10 или менее. В частности, Фиг. 6 схематически иллюстрирует частичное поперечное сечение стенной части 110 стеклянного контейнера 100. Стеклянный корпус 102 стеклянного контейнера 100 имеет внутреннюю область 120, которая проходит от приблизительно 10 нм ниже внутренней поверхности 104 стеклянного контейнера 100 (обозначается на Фиг. 2 как DLR1) в толщину стенной части 110 на глубину DLR2 от внутренней поверхности 104 стеклянного контейнера. Внутренняя область, проходящая от приблизительно 10 нм ниже внутренней поверхности 104, отличается от композиции на первых 5-10 нм ниже поверхности вследствие экспериментальных артефактов. В начале анализа методом динамической масс-спектрометрии вторичных ионов (DSIMS) для определения состава стекла начальные 5-10 нм не включают в анализ по трем причинам: переменная скорость распыления ионов с поверхности в результате случайного углерода, установление равновесного заряда отчасти вследствие переменной скорости распыления и смешивание веществ, несмотря на установление равновесных условий распыления. В результате этого исключаются первые две точки данных анализа. Соответственно, следует понимать, что внутренняя область 120 имеет толщину TLR, которая равняется DLR2-DLR1. Стеклянная композиция во внутренней области имеет устойчивую однородность слоя, которая в сочетании с толщиной TLR внутренней областью является достаточной, чтобы предотвратить расслаивание стеклянного корпуса после долгосрочного воздействия раствора, содержащегося во внутреннем объеме стеклянного контейнера. Согласно некоторым вариантам осуществления, толщина TLR составляет по меньшей мере приблизительно 100 нм. Согласно некоторым вариантам осуществления, толщина TLR составляет по меньшей мере приблизительно 150 нм. Согласно некоторым другим вариантам осуществления, толщина TLR составляет по меньшей мере приблизительно 200 нм или даже приблизительно 250 нм. Согласно некоторым другим вариантам осуществления, толщина TLR составляет по меньшей мере приблизительно 300 нм или даже приблизительно 350 нм. Согласно другим вариантам осуществления, толщина TLR составляет по меньшей мере приблизительно 500 нм. Согласно некоторым вариантам осуществления, внутренняя область 120 может проходить в толщину TLR по меньшей мере приблизительно на 1 мкм или даже по меньшей мере приблизительно на 2 мкм.
Хотя внутренняя область описана в настоящем документе как проходящая от 10 нм ниже внутренней поверхности 104 стеклянного контейнера 100 в толщину стенной части 110 на глубину DLR2 от внутренней поверхности 104 стеклянного контейнера, следует понимать, что возможны и другие варианты осуществления. Например, согласно предположению, несмотря на экспериментальные артефакты, отмеченные выше, внутренняя область с устойчивой однородностью слоя может фактически проходить от внутренней поверхности 104 стеклянного контейнера 100 в толщину стенной части. Соответственно, согласно некоторым вариантам осуществления, толщина TLR может проходить от внутренней поверхности 104 на глубина DLR2. Согласно данным вариантам осуществления, толщина TLR может составлять по меньшей мере приблизительно 100 нм. Согласно некоторым вариантам осуществления, толщина TLR составляет по меньшей мере приблизительно 150 нм. Согласно некоторым другим вариантам осуществления, толщина TLR составляет по меньшей мере приблизительно 200 нм или даже приблизительно 250 нм. Согласно некоторым другим вариантам осуществления, толщина TLR составляет по меньшей мере приблизительно 300 нм или даже приблизительно 350 нм. Согласно другим вариантам осуществления, толщина TLR составляет по меньшей мере приблизительно 500 нм. Согласно некоторым вариантам осуществления, внутренняя область 120 может проходить в толщину TLR по меньшей мере приблизительно на 1 мкм или даже по меньшей мере приблизительно на 2 мкм.
Согласно вариантам осуществления, в которых стеклянный контейнер изготавливают таким образом, что стеклянный контейнер имеет устойчивую однородность слоя, выражение "устойчивая однородность слоя" означает, что концентрация составляющих компонентов (например, SiO2, Al2O3, Na2O и т.д.) стеклянной композиции во внутренней области не отличается от концентрации тех же составляющих компонентов в средней точке толщины стеклянного слоя, который содержит внутренняя область, настолько, чтобы это могло вызывать расслаивание стеклянного корпуса при долгосрочном воздействии раствора, который содержится внутри стеклянного контейнера. Например, согласно вариантам осуществления, в которых стеклянный контейнер изготавливают из одинаковой стеклянной композиции, стеклянный корпус содержит единственный слой стекла, и концентрация составляющих компонентов во внутренней области сравнивается с концентрацией тех же компонентов в точке на средней линии MP, которая разделяет на две равные части стеклянный корпус между внутренней поверхностью 104 и внешней поверхностью 106, для определения того, что присутствует устойчивая однородность слоя. Однако, согласно вариантам осуществления, в которых стеклянный контейнер изготовлен из многослойного стекла, где стеклянный оболочечный слой многослойного стекла образует внутреннюю поверхность стеклянного контейнера, концентрация составляющих компонентов во внутренней области сравнивается с концентрацией тех же компонентов в точке на средней линии, которая разделяет на две равные части стеклянный оболочечный слой, который образует внутреннюю поверхность стеклянного контейнера. Согласно вариантам осуществления, которые описаны в настоящем документе, устойчивая однородность слоя во внутренней области стеклянного корпуса является такой, что предельные значения (т.е. минимум или максимум) концентрации в слое каждого из составляющих компонентов стеклянной композиции во внутренней области 120 составляет более чем или равняется приблизительно 80% и составляет менее чем или равняется приблизительно 120% концентрации тех же составляющих компонентов в средней точке стеклянного слоя, который содержит внутреннюю область 120. Устойчивая однородность слоя, которая упоминается в настоящем документе, означает состояние стеклянного контейнера, когда стеклянный контейнер находится в состоянии после изготовления или после одной или нескольких поверхностных обработок, таких как травление и т.д., которым подвергается по меньшей мере внутренняя поверхность стеклянного контейнера. Согласно другим вариантам осуществления, устойчивая однородность слоя во внутренней области стеклянного корпуса является такой, что предельное значение концентрации в слое каждого из составляющих компонентов стеклянной композиции во внутренней области 120 составляет более чем или равняется приблизительно 90% и составляет менее чем или равняется приблизительно 110% концентрации тех же составляющих компонентов в средней точке толщины стеклянного слоя, который содержит внутреннюю область 120. Согласно следующим вариантам осуществления, устойчивая однородность слоя во внутренней области стеклянного корпуса является такой, что предельное значение концентрации в слое каждого из составляющих компонентов стеклянной композиции во внутренней области 120 составляет более чем или равняется приблизительно 92% и составляет менее чем или равный приблизительно 108% концентрации тех же составляющих компонентов в средней точке толщины стекла стеклянного слоя, который содержит внутреннюю область 120. Согласно некоторым вариантам осуществления, устойчивая однородность слоя исключает составляющие компоненты стеклянной композиции, которые присутствуют в количестве, составляющем менее чем приблизительно 2 мол.%.
Термин "состояние после изготовления", который используется в настоящем документе, означает состояние стеклянного контейнера 100 после того, как стеклянный контейнер изготавливают из стеклянной композиции, но до того, как контейнер проходит какие-либо дополнительные технологические стадии, такие как ионообменное упрочнение, нанесение покрытия, обработка сульфатом аммония и т.д. Согласно некоторым вариантам осуществления, термин "состояние после изготовления" включает состояние стеклянного контейнера 100 после того, как стеклянный контейнер был изготовлен и подвергнут обработке путем травления для селективного удаления всей или по меньшей мере части внутренней поверхности стеклянного контейнера. Согласно вариантам осуществления, которые описаны в настоящем документе, концентрация в слое составляющих компонентов стеклянной композиции определяется путем отбора образца композиции через толщину стеклянного корпуса в рассматриваемой области с использованием динамической масс-спектрометрии вторичных ионов (DSIMS). Согласно вариантам осуществления, которые описаны в настоящем документе, профиль состава определяется по образцам, отобранным из областей внутренней поверхности 104 стеклянного корпуса 102. Области отбора образцов имеют максимальную площадь, составляющую 1 мм2. Эта технология позволяет получать профиль состава вещества стекла в зависимости от глубины от внутренней поверхности стеклянного корпуса для области отбора образцов.
Изготовление стеклянного контейнера с устойчивой однородностью слоя, как описано выше, как правило, улучшает устойчивость стеклянного контейнера к расслаиванию. В частности, присутствие внутренней области, которая является однородной по составу (т.е. предельные значения концентрации составляющих компонентов во внутренней области находятся в интервале +/- 20% от концентрации тех же составляющих компонентов в средней точке толщины стеклянного слоя, который содержит внутреннюю область) предотвращает локализованную концентрацию составляющих компонентов стеклянной композиции, которая может подвергаться выщелачиванию, что, в свою очередь, сокращает потери стеклянных частиц от внутренней поверхности стеклянного контейнера в том случае, когда эти составляющие компоненты выщелачиваются с поверхности стекла.
Как отмечено в настоящем документе, в контейнере, имеющем устойчивую однородность слоя в состоянии после изготовления отсутствуют покрытия, в том числе неорганические и/или органические покрытия, нанесенные на внутреннюю поверхность стеклянного корпуса. Соответственно, следует понимать, что корпус стеклянного контейнера представляет собой практически однородную композицию, которая присутствует от внутренней поверхности корпуса до глубины, составляющей по меньшей мере 250 нм или даже по меньшей мере 300 нм. Термин "однородная композиция" означает тот факт, что стекло, которое образует часть корпуса, проходящую от внутренней поверхности в толщину корпуса на глубину, составляющую по меньшей мере 250 нм или даже по меньшей мере 300 нм, представляет собой материал одинакового состава в отличие от покровного материала, нанесенного на другой материал, имеющий такой же или другой состав. Например, согласно некоторым вариантам осуществления, корпус контейнера может быть изготовлен из однородной стеклянной композиции. Согласно другим вариантам осуществления, корпус контейнера может быть изготовлен из многослойного стекла, таким образом, что внутренняя поверхность корпуса представляет собой однородную композицию, которая присутствует от внутренней поверхности до глубины, составляющей по меньшей мере 250 нм или даже по меньшей мере 300 нм. Стеклянный контейнер может включать внутреннюю область, которая проходит от внутренней поверхности или от уровня на 10 нм ниже внутренней поверхности до глубины, составляющей по меньшей мере 100 нм, как отмечено выше. Эта внутренняя область может иметь устойчивую однородность слоя.
Ссылаясь на Фиг. 1 и 7, согласно некоторым вариантам осуществления, где стеклянные контейнеры, которые описаны в настоящем документе, могут также иметь однородный состав поверхности на внутренней поверхности 104 корпуса 102, таким образом, что по меньшей мере внутренняя поверхность 104 корпуса 102, которую составляют стенка, донная окружность и донная часть, имеет коэффициент расслаивания, составляющий 10 или менее, когда стеклянный контейнер находится в состоянии после изготовления. Фиг. 7 схематически иллюстрирует частичное поперечное сечение стенной части 110 стеклянного контейнера 100. Стеклянный контейнер 100 имеет поверхностную область 130, которая проходит по всей внутренней поверхности стеклянного контейнера. Поверхностная область 130 имеет глубину DSR, которая проходит от внутренней поверхности 104 стеклянного контейнера 100 в толщину стеклянного корпуса по направлению к внешней поверхности. Соответственно, следует понимать, что поверхностная область 130 имеет толщину TSR, которая равняется глубине DSR. Согласно некоторым вариантам осуществления, поверхностная область проходит до глубины DSR, составляющей по меньшей мере приблизительно 10 нм от внутренней поверхности 104 стеклянного контейнера 100. Согласно некоторым другим вариантам осуществления, поверхностная область 130 может проходить до глубины DSR, составляющей по меньшей мере приблизительно 50 нм. Согласно некоторым другим вариантам осуществления, поверхностная область 130 может проходить до глубины DSR, составляющей от приблизительно 10 нм до приблизительно 50 нм. Соответственно, следует понимать, что поверхностная область 130 проходит до меньшей глубины, чем внутренняя область 120. Стеклянная композиция поверхностной области имеет устойчивую однородность поверхности, что в сочетании с глубиной DSR внутренней области является достаточным, чтобы предотвратить расслаивание стеклянного корпуса в результате долгосрочного воздействия раствора, который содержится во внутреннем объеме стеклянного контейнера.
Согласно вариантам осуществления, которые описаны в настоящем документе, выражение "устойчивая однородность поверхности" означает, что концентрация составляющих компонентов (например, SiO2, Al2O3, Na2O и т.д.) стеклянной композиции в дискретной точке поверхностной области не отличается от концентрации тех же составляющих компонентов в любой другой дискретной точке поверхностной области настолько, чтобы это могло приводить к расслаиванию стеклянного корпуса при долгосрочном воздействии раствора, который содержится внутри стеклянного контейнера. Согласно вариантам осуществления, которые описаны в настоящем документе, устойчивая однородность поверхности в поверхностной области является такой, что для дискретной точки на внутренней поверхности 104 стеклянного контейнера, предельное значение (т.е. минимум или максимум) поверхностной концентрации каждого из составляющих компонентов в поверхностной области 130 в дискретной точке составляет более чем или равняется приблизительно 70% и составляет менее чем или равняется приблизительно 130% концентрации тех же составляющих компонентов в поверхностной области 130 в любой другой дискретной точке на внутренней поверхности 104 стеклянного контейнера 100, когда стеклянный контейнер 100 находится в состоянии после изготовления. Например, Фиг. 7 иллюстрирует три дискретные точки (A, B и C) на внутренней поверхности 104 стенной части 110. Каждая точка удалена от соседней точки на расстояние, составляющее по меньшей мере приблизительно 3 мм. Предельное значение поверхностной концентрации каждого из составляющих компонентов в поверхностной области 130 в точке A составляет более чем или равняется приблизительно 70% и составляет менее чем или равняется приблизительно 130% тех же составляющих компонентов в поверхностной области 130 в точках B и C. При рассмотрении донной окружности контейнера дискретные точки могут находиться приблизительно в центре на верхней кромки донной окружности, причем соседние точки располагаются на расстоянии, составляющем по меньшей мере 3 мм от верхней кромки донной окружности на протяжении донной части контейнера и стенной части контейнера, и расстояние между точками ограничивается радиусом контейнера и высотой боковой стенки (т.е. точкой, где боковая стенка переходит в уступ контейнера).
Согласно некоторым вариантам осуществления, устойчивая однородность поверхности в поверхностной области является такой, что предельное значение поверхностной концентрации каждого из составляющих компонентов стеклянной композиции в поверхностной области 130 для любой дискретной точки на внутренней поверхности 104 стеклянного контейнера 100 составляет более чем или равняется приблизительно 75% и составляет менее чем или равняется приблизительно 125% концентрации тех же составляющих компонентов в поверхностной области 130 в любой другой дискретной точке на внутренней поверхности 104 стеклянного контейнера 100. Согласно некоторым другим вариантам осуществления, устойчивая однородность поверхности в поверхностной области является такой, что предельное значение поверхностной концентрации каждого из составляющих компонентов стеклянной композиции в поверхностной области 130 для любой другой дискретной точки на внутренней поверхности 104 стеклянного контейнера 100 составляет более чем или равняется приблизительно 80% и составляет менее чем или равняется приблизительно 120% концентрации тех же составляющих компонентов в поверхностной области 130 в любой другой дискретной точке на внутренней поверхности 104 стеклянного контейнера 100. Согласно следующим вариантам осуществления, устойчивая однородность поверхности в поверхностной области является такой, что предельное значение поверхностной концентрации каждого из составляющих компонентов стеклянной композиции в поверхностной области 130 для любой другой дискретной точки на внутренней поверхности 104 стеклянного контейнера 100 составляет более чем или равняется приблизительно 85% и составляет менее чем или равняется приблизительно 115% концентрации тех же составляющих компонентов в поверхностной области 130 в любой другой дискретной точке на внутренней поверхности 104 стеклянного контейнера 100. Согласно вариантам осуществления, которые описаны в настоящем документе, поверхностная концентрация составляющих компонентов стеклянной композиции в поверхностной области измеряется методом рентгеновской фотоэлектронной спектроскопии. Согласно некоторым вариантам осуществления, устойчивая однородность поверхности в поверхностной области не учитывает составляющие компоненты стеклянной композиции, которые присутствуют в количестве, составляющем менее чем приблизительно 2 мол.%.
Однородность поверхностной концентрации составляющих стекло компонентов в поверхностной области 130, как правило, является показателем склонности стеклянной композиции к расслаиванию и отделению стеклянных частиц от внутренней поверхности 104 стеклянного контейнера 100. Когда стеклянная композиция имеет устойчивую однородность поверхности в поверхностной области 130 (т.е. когда предельные значения поверхностной концентрации составляющих стекло компоненты в поверхностной области 130 в дискретной точке на внутренней поверхности 104 находятся в интервале +/-30% концентрации тех же составляющих компонентов в поверхностной области 130 в любой другой дискретной точке на внутренней поверхности 104), стеклянная композиция имеет повышенную устойчивость к расслаиванию.
Стеклянные контейнеры, имеющие устойчивую однородность слоя и/или устойчивую однородность поверхности, можно изготавливать, используя разнообразные технологии. Например, согласно некоторым вариантам осуществления, по меньшей мере внутренняя поверхность 104 корпуса 102 стеклянного контейнера подвергается травлению, в результате которого получается стеклянный контейнер, имеющий устойчивую однородность слоя и/или устойчивую однородность поверхности, таким образом, что по меньшей мере внутренняя поверхность стеклянного контейнера имеет коэффициент расслаивания, составляющий 10 или менее. В частности, считается, что изменчивость состава стекла вследствие испарения вещества из стекло и последующего повторного осаждения испарившегося вещества в процессе изготовления контейнера, как описано выше, представляет собой один из механизмов, которые приводят к расслаиванию. Тонкий слой испарившегося и повторно осажденного вещества на внутренней поверхности стеклянного контейнера является неоднородным по составу и неустойчивым к гидролизу, таким образом, что соединения щелочных металлов и бора быстро высвобождаются с поверхности в процессе воздействия лекарственных препаратов. В результате такого поведения остается обогащенный диоксидом кремния слой, имеющий высокую площадь поверхности. Воздействие лекарственных препаратов на этот обогащенный диоксидом кремния слой приводит к тому, что данный слой набухает и, в конечном счете, превращается в чешуйки, т.е. отслаивается от внутренней поверхности корпуса. Однако травление внутренней поверхность корпуса стеклянного контейнера удаляет этот тонкий поверхностный слой и придает устойчивую однородность слоя и/или устойчивую однородность поверхности по меньшей мере внутренней поверхности корпуса стеклянного контейнера.
Согласно некоторым вариантам осуществления, которые описаны в настоящем документе, корпус стеклянного контейнера подвергается травлению для удаления слоя стеклянного материала от внутренней поверхности стеклянного корпуса. Травление является достаточным, чтобы удалять тонкий поверхностный слой испарившегося и повторно нанесенного вещества, и в результате этого устойчивая однородность слоя и/или устойчивая однородность поверхности придается по меньшей мере внутренней поверхность корпуса стеклянного контейнера таким образом, что указанная по меньшей мере внутренняя поверхность стеклянного корпуса имеет коэффициент расслаивания, составляющий 10 или менее. Например, согласно некоторым вариантам осуществления, корпус стеклянного контейнера подвергается травлению для удаления стеклянного материала от внутренней поверхности стеклянного корпуса до глубины, составляющей 1 мкм или даже 1,5 мкм. Согласно некоторым другим вариантам осуществления, корпус стеклянного контейнера может подвергаться травлению для удаления стеклянного материала до глубины, составляющей более чем 1,5 мкм, в том числе, без ограничения, 2 мкм, 3 мкм или даже 5 мкм. Согласно данным вариантам осуществления, по меньшей мере внутренняя поверхность стеклянного контейнера может быть изготовлена из стеклянной композиции, которая соответствует критериям для типа I класса A (тип IA) или типа I класса B (тип IB) стекла, которые предусматривает стандарт ASTM E438-92 (2011 г.), озаглавленный "Стандартные технические условия для стекол в лабораторных устройствах". Боросиликатные стекла соответствуют критериям типа I (A или B) и обычно используются в упаковках для лекарственных препаратов. Примеры боросиликатных стекол включают, без ограничения, Corning® Pyrex® 7740, 7800, Wheaton 180, 200 и 400, Schott Duran®, Schott Fiolax®, KIMAX® N-51A, Gerresheimer GX-51 Flint и другие стекла.
Согласно одному варианту осуществления, травление можно осуществлять, воздействуя на внутреннюю поверхность стеклянного контейнера раствором кислоты или сочетанием растворов кислот. В растворах кислот могут содержаться, без ограничения, серная кислота, азотная кислота, хлористоводородная кислота, фтористоводородная кислота, бромистоводородная кислота и фосфорная кислота. Например, раствор кислоты может содержать смесь 1,5 М фтористоводородной кислоты и 0,9 М серной кислоты. Эти растворы кислот эффективно удаляют тонкий поверхностный слой испарившегося и повторно осажденного органического вещества, не оставляя обедненный "слой выщелачивания" на внутренней поверхности стеклянного контейнера. В качестве альтернативы, травление можно осуществлять, воздействуя на внутреннюю поверхность стеклянного контейнера раствором основания или сочетанием растворов оснований. Подходящие растворы оснований включают, например, гидроксид натрия, гидроксид калия, гидроксид аммония или их сочетания. В качестве альтернативы, травление можно осуществлять, воздействуя последовательно растворами кислот, а затем растворами оснований или наоборот.
Хотя в настоящем документе описывается один конкретный вид обработки путем травления, следует понимать, что можно также использовать и другие виды обработки путем травления. Например, виды обработки путем травления, которые описана в патенте US № 2106744, патентной публикации US № 2011/0165393, патентной публикации US № 2013/0122306 и патентной публикации US № 2012/0282449, можно также использовать, чтобы осуществлять травление по меньшей мере внутренней поверхности стеклянного контейнера.
Согласно следующим вариантам осуществления, стеклянным контейнерам можно придавать устойчивую однородность слоя и/или устойчивую однородность поверхности, изготавливая стеклянные контейнеры из стеклянных композиций, где составляющие компоненты стеклянной композиции образуют вещества, имеющие относительно низкое давление пара (т.е. вещества, имеющие низкую летучесть) при температурах, требуемых для формования стеклянных контейнеров из стеклянной композиции путем придания ей желательной формы контейнера. Поскольку эти составляющие компоненты образуют вещества, имеющие относительно низкое давление пара при температурах формования, эти составляющие компоненты проявляют меньшую летучесть и склонность к испарению с поверхности стекла, и в результате этого получается стеклянный контейнер, имеющий однородный поверхностный состав по всей внутренней поверхности стеклянного контейнера и по всей толщине стеклянного контейнера.
Некоторые составляющие компоненты стеклянной композиции могут проявлять достаточную летучесть при температурах изготовления и формования стекла, что, в свою очередь, может приводить к неоднородности состава и последующему расслаивание. Температуры изготовления и формования стеклянной композиции, как правило, соответствуют температурам, при которых стеклянная композиция имеет вязкость в интервале от приблизительно 200 пуаз до приблизительно 100 килопуаз. Соответственно, согласно некоторым вариантам осуществления, в стеклянных композициях, из которых изготавливаются стеклянные контейнеры, не содержатся составляющие компоненты, образующие вещества, которые испаряются в значительной степени, т.е. образуют присутствующие в газовой фазе вещества, имеющие равновесные парциальные давления, составляющие более чем приблизительно 10-3 атм. (100 Па) при температурах, соответствующих вязкости в интервале от приблизительно 200 пуаз до приблизительно 100 килопуаз. Согласно некоторым вариантам осуществления, в стеклянных композициях, из которых изготавливаются стеклянные контейнеры, не содержатся составляющие компоненты который испаряются в значительной степени при температурах, соответствующих вязкости в интервале от приблизительно 1 килопуаз до приблизительно 50 килопуаз. Согласно некоторым другим вариантам осуществления, в стеклянных композициях, из которых изготавливаются стеклянные контейнеры, не содержатся составляющие компоненты, которые испаряются в значительной степени при температурах, соответствующих вязкости в интервале от приблизительно 1 килопуаз до приблизительно 20 килопуаз. Согласно некоторым другим вариантам осуществления, в стеклянных композициях, из которых изготавливаются стеклянные контейнеры, не содержатся составляющие компоненты, которые испаряются в значительной степени при температурах, соответствующих вязкости в интервале от приблизительно 1 килопуаз до приблизительно 10 килопуаз. Не намереваясь ограничиваться теорией, авторы считают, что, соединения, которые испаряются в значительной степени в этих условиях, включают, без ограничения, бор и соединения бора, фосфор и соединения фосфора, цинк и соединения цинка, фтор и соединения фтора, хлор и соединения хлора, олово и соединения олова, натрий и соединения натрия.
Согласно некоторым вариантам осуществления, которые описаны в настоящем документе, стеклянные контейнеры, как правило, изготавливают, используя алюмосиликатные стеклянные композиции, такие как щелочные алюмосиликатные стеклянные композиции или щелочноземельные алюмосиликатные стеклянные композиции, например. Как отмечено выше в настоящем документе, содержащие бор вещества в стекле проявляют высокую летучесть при повышенных температурах, используемых для изготовления и формования стекла, что приводит к расслаиванию получаемого в результате стеклянного контейнера. Кроме того, стеклянные композиции, содержащие бор, также проявляют склонность к фазовому разделению. Соответственно, согласно вариантам осуществления, которые описаны в настоящем документе, концентрация бора в стеклянных композициях, из которых изготавливаются стеклянные контейнеры, является ограниченной для одновременного сокращения расслаивания и фазового разделения. Согласно некоторым вариантам осуществления, стеклянные композиции, из которых изготавливаются стеклянные контейнеры, включают оксиды бора и/или содержащие бор соединения, в том числе, без ограничения, B2O3, концентрация которых составляет менее чем или равняется приблизительно 1,0 мол.%. Согласно некоторым из этих вариантов осуществления, концентрация оксидов бора и/или содержащих бор соединений в стеклянной композиции может составлять менее чем или равняться приблизительно 0,5 мол.%, составлять менее чем или равняться приблизительно 0,4 мол.% или даже составлять менее чем или равняться приблизительно 0,3 мол.%. Согласно некоторым из этих вариантов осуществления, концентрация оксидов бора и/или содержащих бор соединений в стеклянной композиции может составлять менее чем или равняться приблизительно 0,2 мол.% или даже составлять менее чем или равняться приблизительно 0,1 мол.%. Согласно некоторым другим вариантам осуществления, в стеклянных композициях практически отсутствуют бор и содержащие бор соединения.
Фосфор, как и бор, как правило, образует вещества в стеклянной композиции, которые проявляют высокую летучесть при повышенных температурах, используемых для изготовления и формования стекла. По существу, фосфор в стеклянной композиции может приводить к неоднородности состава в конечном стеклянном контейнере, что, в свою очередь, может приводить к расслаиванию. Соответственно, согласно вариантам осуществления, которые описаны в настоящем документе, концентрация фосфора и содержащих фосфор соединений (таких как P2O5 и т.д.) в стеклянных композициях, из которых изготавливаются стеклянные контейнеры, ограничивается таким образом, чтобы уменьшить расслаивание. Согласно некоторым вариантам осуществления, стеклянные композиции, из которых изготавливаются стеклянные контейнеры, включают оксиды фосфора и/или содержащие фосфор соединения в концентрации, составляющей менее чем или равной приблизительно 0,3 мол.%. Согласно некоторым из этих вариантов осуществления, концентрация оксидов фосфора и/или содержащих фосфор соединений в стеклянной композиции может составлять менее чем или равняться приблизительно 0,2 мол.% или даже составлять менее чем или равняться приблизительно 0,1 мол.%. Согласно некоторым другим вариантам осуществления, в стеклянных композициях практически отсутствуют фосфор и содержащие фосфор соединения.
Цинк, как бор и фосфор, как правило, образует вещества в стеклянной композиции, которые проявляют высокую летучесть при повышенных температурах, используемых для изготовления и формования стекла. По существу, цинк в стеклянной композиции может приводить к неоднородности состава в конечном стеклянном контейнере, что, в свою очередь, может приводить к расслаиванию. Соответственно, согласно вариантам осуществления, которые описаны в настоящем документе, концентрация цинка и содержащих цинк соединений (таких как ZnO и т.д.) в стеклянных композициях, из которых изготавливаются стеклянные контейнеры, ограничивается таким образом, чтобы уменьшить расслаивание. Согласно некоторым вариантам осуществления, стеклянные композиции, из которых изготавливаются стеклянные контейнеры, включают оксиды цинка и/или содержащие цинк соединения в концентрации, составляющей менее чем или равной приблизительно 0,5 мол.%. Согласно некоторым другим вариантам осуществления, стеклянные композиции, из которых изготавливаются стеклянные контейнеры, включают оксиды цинка и/или содержащие цинк соединения в концентрации, составляющей менее чем или равной приблизительно 0,3 мол.%. Согласно некоторым из этих вариантов осуществления, концентрация оксидов цинка или содержащих цинк соединений в стеклянной композиции может составлять менее чем или равняться приблизительно 0,2 мол.% или даже составлять менее чем или равняться приблизительно 0,1 мол.%. Согласно некоторым другим вариантам осуществления, в стеклянных композициях практически отсутствуют цинк и содержащие цинк соединения.
Свинец и висмут также образуют вещества в стеклянной композиции, которые проявляют высокую летучесть при повышенных температурах, используемых для изготовления и формования стекла. Соответственно, согласно вариантам осуществления, которые описаны в настоящем документе, концентрация свинца, висмута, содержащих свинец соединений и содержащих висмут соединений в стеклянных композициях, из которых изготавливаются стеклянные контейнеры, ограничивается таким образом, чтобы уменьшить расслаивание. Согласно некоторым вариантам осуществления, каждое из соединений, включая оксиды свинца, оксиды висмута, содержащие свинец соединения и/или содержащие висмут соединения, присутствует в стеклянных композициях в концентрациях, составляющих менее чем или равных приблизительно 0,3 мол.%. Согласно некоторым из этих вариантов осуществления, каждое из соединений, включая оксиды свинца, оксиды висмута, содержащие свинец соединения и/или содержащие висмут соединения, присутствует в стеклянных композициях в концентрациях, составляющих менее чем или равных приблизительно 0,2 мол.% или даже в концентрациях, составляющих менее чем приблизительно 0,1 мол.%. Согласно некоторым другим вариантам осуществления, в стеклянных композициях практически отсутствуют свинец и/или висмут и содержащие свинец и/или висмут соединения.
Вещества, содержащие хлор и фтор, и оксиды олова, также проявляют высокую летучесть при повышенных температурах, используемых для изготовления и формования стекла. Соответственно, согласно вариантам осуществления, которые описаны в настоящем документе, хлор, фтор и оксиды олова, а также соединения, содержащие олово, хлор или фтор, присутствуют в стеклянных композициях в концентрациях, которые не влияют на устойчивость к расслаиванию изготавливаемого в результате стекла. В частности, хлор, фтор и оксиды олова, а также соединения, содержащий олово, хлор или фтор, присутствуют в стеклянных композициях, из которых изготавливаются стеклянные контейнеры в концентрациях, составляющих менее чем или равных приблизительно 0,5 мол.% или даже составляющих менее чем или равных приблизительно 0,3 мол.%. Согласно некоторым вариантам осуществления, в стеклянных композициях практически отсутствуют олово, хлор и фтор, а также соединения, содержащие олово, хлор или фтор.
Хотя согласно некоторым вариантам осуществления, в стеклянных контейнерах могут отсутствовать легко испаряющиеся составляющие компоненты, как описано выше, согласно некоторым другим вариантам осуществления, стеклянные контейнеры могут быть изготовлены из стеклянных композиций, в которых присутствуют эти летучие составляющие компоненты, например, в таких случаях, когда стеклянный контейнер включает защитный слой.
Стеклянные композиции, из которых изготавливаются контейнеры, не содержат разделения на фазы. Термин "разделение на фазы", который используется в настоящем документе, означает разделение стеклянной композиции на отдельные фазы, причем каждая фаза имеет различные характеристики состава. Например, общеизвестно, что щелочные боросиликатные стекла разделяются на фазы при повышенных температурах (таких как температуры изготовления и формования стекла), и образуются обогащенная бором фаза и обогащенная диоксидом кремния фаза. Согласно некоторым вариантам осуществления, которые описаны в настоящем документе, концентрация оксидов бора в стеклянных композициях является достаточно низкой (т.е. составляет менее чем или равняется приблизительно 1,0 мол.%), таким образом, что в стеклянных композициях не происходит разделение на фазы.
Согласно одному примерному варианту осуществления, стеклянные контейнеры изготавливают, используя устойчивые к расслаиванию стеклянные композиции, такие как щелочноземельные алюмосиликатные стеклянные композиции, которые описаны в патентной заявке US № 13/660141, поданной 25 октября 2012 г. и озаглавленной "Щелочноземельные алюмосиликатные стеклянные композиции с улучшенной химической и механической стойкостью" (дело патентного поверенного № SP11-241), которая во всей своей полноте включается в настоящий документ посредством ссылки. Данная первая примерная стеклянная композиция, как правило, включает в сочетании SiO2, Al2O3, по меньшей мере один оксид щелочноземельного металла и оксид щелочного металла, в том числе, по меньшей мере Na2O и K2O. Согласно некоторым вариантам осуществления, в стеклянных композициях могут также отсутствовать бор и содержащие бор соединения. При сочетании этих компонентов получается стеклянная композиция, которая проявляет устойчивость к химическому разложению, а также оказывается подходящей для химического упрочнения посредством ионного обмена. Согласно некоторым вариантам осуществления, стеклянные композиции могут дополнительно включать в небольших количествах один или несколько дополнительных оксидов, таких как, например, SnO2, ZrO2, ZnO и т.д. Эти компоненты можно вводить в качестве осветляющих веществ и/или для дополнительного повышения химической стойкости стеклянной композиции.
Согласно вариантам осуществления первой примерной стеклянной композиции, стеклянная композиция, как правило, включает SiO2 в количестве, составляющем более чем или равном приблизительно 65 мол.% и составляющем менее чем или равном приблизительно 75 мол.%. Согласно некоторым вариантам осуществления SiO2 присутствует в стеклянной композиции в количестве, составляющем более чем или равном приблизительно 67 мол.% и составляющем менее чем или равном приблизительно 75 мол.%. Согласно некоторым другим вариантам осуществления, SiO2 присутствует в стеклянной композиции в количестве, составляющем более чем или равном приблизительно 67 мол.% и составляющем менее чем или равном приблизительно 73 мол.%. Согласно каждому из данных вариантов осуществления, количество SiO2, которое присутствует в стеклянной композиции, может составлять более чем или равняться приблизительно 70 мол.% или даже составлять более чем или равняться приблизительно 72 мол.%.
Первая примерная стеклянная композиция также включает Al2O3. Когда в стеклянных композициях присутствует Al2O3 в сочетании с оксидами щелочных металлов, такими как Na2O и т.д., улучшается пригодность стекла к ионообменному упрочнению. Кроме того, добавки Al2O3в в композицию уменьшают склонность щелочных составляющих компонентов (таких как Na и K) к выщелачиванию из стекла, и, по существу, добавки Al2O3 увеличивают устойчивость композиции к гидролитическому разложению. Кроме того, добавки Al2O3, составляющие более чем приблизительно 12,5 мол.%, могут также увеличивать температуру размягчения стекла, и в результате этого уменьшается пригодность к формованию стекла. Соответственно, стеклянные композиции, которые описаны в настоящем документе, как правило, включают Al2O3 в количестве, составляющем более чем или равном приблизительно 6 мол.% и составляющем менее чем или равном приблизительно 12,5 мол.%. Согласно некоторым вариантам осуществления, количество Al2O3 в стеклянной композиции составляет более чем или равняется приблизительно 6 мол.% и составляет менее чем или равняется приблизительно 10 мол.%. Согласно некоторым другим вариантам осуществления, количество Al2O3 в стеклянной композиции составляет более чем или равняется приблизительно 7 мол.% и составляет менее чем или равняется приблизительно 10 мол.%.
Первая примерная стеклянная композиция также включает по меньшей мере два оксида щелочных металлов. Оксиды щелочных металлов повышают ионообменную способность стеклянной композиции и по существу способствуют химическому упрочнению стекла. Оксиды щелочных металлов также снижают температуру размягчения стекла, и в результате этого компенсируется увеличение температуры размягчения вследствие повышенных концентраций SiO2 в стеклянной композиции. Оксиды щелочных металлов также способствуют повышению химической стойкости стеклянной композиции. Оксиды щелочных металлов, как правило, присутствует в стеклянной композиции в количестве, составляющем более чем или равном приблизительно 5 мол.% и составляющем менее чем или равном приблизительно 12 мол.%. Согласно некоторым из этих вариантов осуществления, количество оксидов щелочных металлов может составлять более чем или равняться приблизительно 5 мол.% и составлять менее чем или равняться приблизительно 10 мол.%. Согласно некоторым другим вариантам осуществления, количество оксидов щелочных металлов может составлять более чем или равняться приблизительно 5 мол.% и составлять менее чем или равняться приблизительно 8 мол.%. Во всех стеклянных композициях, которые описаны в настоящем документе, оксиды щелочных металлов представляют собой по меньшей мере Na2O и K2O. Согласно некоторым вариантам осуществления, оксиды щелочных металлов дополнительно включают Li2O.
Ионообменная способность стеклянной композиции придается стеклянной композиции, главным образом, количеством оксида щелочного металла Na2O, который первоначально присутствует в стеклянной композиции до ионного обмена. В частности, чтобы обеспечивать желательное сжимающее напряжение и глубину слоя в стеклянной композиции при ионообменном упрочнении, стеклянные композиции включают Na2O в количестве, составляющем более чем или равном приблизительно 2,5 мол.% и составляющем менее чем или равном приблизительно 10 мол.% в расчете на молекулярную массу стеклянной композиции. Согласно некоторым вариантам осуществления, стеклянная композиция может включать Na2O в количестве, составляющем более чем или равном приблизительно 3,5 мол.% и составляющем менее чем или равном приблизительно 8 мол.%. Согласно некоторым из этих вариантов осуществления, стеклянная композиция может включать Na2O в количестве, составляющем более чем или равном приблизительно 6 мол.% и составляющем менее чем или равном приблизительно 8 мол.%.
Как отмечено выше, оксиды щелочных металлов в стеклянной композиции также включают K2O. Количество K2O, которое присутствует в стеклянной композиции, также связано с ионообменной способностью стеклянной композиции. В частности, когда увеличивается количеств K2O, которое присутствует в стеклянной композиции, уменьшается сжимающее напряжение, получаемое посредством ионного обмена. Соответственно, считается желательным ограничение количества K2O, которое присутствует в стеклянной композиции. Согласно некоторым вариантам осуществления, количество K2O составляет более чем 0 мол.% и составляет менее чем или равняется приблизительно 2,5 мол.% в расчете на молекулярную массу стеклянной композиции. Согласно некоторым из этих вариантов осуществления, количество K2O, которое присутствует в стеклянной композиции, составляет менее чем или равняется приблизительно 0,5 мол.% в расчете на молекулярную массу стеклянной композиции.
Согласно некоторым вариантам осуществления, оксид щелочного металла в первой примерной стеклянной композиция дополнительно включает Li2O. Содержание Li2O в стеклянной композиции дополнительно уменьшает температуру размягчения стекла. Согласно вариантам осуществления, в которых оксид щелочного металла включает Li2O, Li2O может присутствовать в количестве, составляющем более чем или равном приблизительно 1 мол.% и составляющем менее чем или равном приблизительно 3 мол.%. Согласно некоторым вариантам осуществления, Li2O может присутствовать в стеклянной композиции в количестве, которое составляет более чем приблизительно 2 мол.% и составляет менее чем или равняется приблизительно 3 мол.%. Однако, согласно некоторым другим вариантам осуществления, в стеклянной композиции могут практически отсутствовать литий и содержащие литий соединения.
Оксиды щелочноземельных металлов в первой примерной стеклянной композиции улучшают плавкость материалов стеклянной композиции и увеличивают химическую стойкость стеклянной композиции. Присутствие оксидов щелочноземельных металлов в стеклянной композиции также уменьшает подверженность стекла расслаиванию. В стеклянных композициях, которые описаны в настоящем документе, стеклянные композиции, как правило, включают по меньшей мере один оксид щелочноземельного металла в концентрации, составляющей более чем или равной приблизительно 8 мол.% или даже 8,5 мол.% и составляющей менее чем или равной приблизительно 15 мол.%. Согласно некоторым вариантам осуществления, стеклянная композиция может включать от приблизительно 9 мол.% до приблизительно 15 мол.% оксида щелочноземельного металла. Согласно некоторым из этих вариантов осуществления, количество оксида щелочноземельного металла в стеклянной композиции может составлять от приблизительно 10 мол.% до приблизительно 14 мол.%.
Оксид щелочноземельного металла в первой примерной стеклянной композиции может включать MgO, CaO, SrO, BaO или их сочетания. Например, согласно вариантам осуществления, которые описаны в настоящем документе, оксид щелочноземельного металла может включать MgO. Согласно некоторым вариантам осуществления, MgO может присутствовать в стеклянной композиции в количестве, которое составляет более чем или равняется приблизительно 2 мол.% и составляет менее чем или равняется приблизительно 7 мол.% в расчете на молекулярную массу стеклянной композиции или даже составляет более чем или равняется приблизительно 3 мол.% и составляет менее чем или равняется приблизительно 5 мол.% в расчете на молекулярную массу стеклянной композиции.
Согласно некоторым вариантам осуществления, оксид щелочноземельного металла в первой примерной стеклянной композиции также включает CaO. Согласно данным вариантам осуществления, CaO присутствует в стеклянной композиции в количестве от 2 приблизительно мол.% до составляющего менее чем или равного 7 мол.% в расчете на молекулярную массу стеклянной композиции. Согласно некоторым вариантам осуществления, CaO присутствует в стеклянной композиции в количестве от приблизительно 3 мол.% до составляющего менее чем или равного 7 мол.% в расчете на молекулярную массу стеклянной композиции. Согласно некоторым из этих вариантов осуществления, CaO может присутствовать в стеклянной композиции в количестве, составляющем более чем или равном приблизительно 4 мол.% и составляющем менее чем или равном приблизительно 7 мол.%. Согласно некоторым другим вариантам осуществления, CaO может присутствовать в стеклянной композиции в количестве, составляющем более чем или равном приблизительно 5 мол.% и составляющем менее чем или равном приблизительно 6 мол.%, например, когда CaO замещается MgO в оксиде щелочноземельного металла для уменьшения температуры ликвидуса и увеличения вязкости жидкой фазы. Согласно следующим вариантам осуществления, CaO может присутствовать в стекле в количестве, составляющем более чем или равном приблизительно 2 мол.% и составляющем менее чем или равном приблизительно 5 мол.%, например, когда SrO замещается MgO в оксиде щелочноземельного металла для уменьшения температуры ликвидуса и увеличения вязкости жидкой фазы.
Согласно некоторым вариантам осуществления, которые описаны в настоящем документе, оксид щелочноземельного металла дополнительно включает по меньшей мере один из оксидов SrO или BaO. Включение SrO уменьшает температуру ликвидуса стеклянной композиции, и в результате этого улучшается пригодность к формованию стеклянной композиции. Согласно некоторым вариантам осуществления стеклянная композиция может включать SrO в количестве, составляющем более чем 0 мол.% и составляющем менее чем или равном приблизительно 6,0 мол.%. Согласно некоторым другим вариантам осуществления, стеклянная композиция может включать SrO в количестве, составляющем более чем приблизительно 0 мол.% и составляющем менее чем или равном приблизительно 5 мол.%. Согласно некоторым из этих вариантов осуществления, стеклянная композиция может включать SrO в количестве составляющем более чем или равном приблизительно 2 мол.% и составляющем менее чем или равном приблизительно 4 мол.%, например, когда CaO замещается MgO в оксиде щелочноземельного металла для уменьшения температуры ликвидуса и увеличения вязкости жидкой фазы. Согласно некоторым другим вариантам осуществления, стеклянная композиция может включать от приблизительно 1 мол.% до приблизительно 2 мол.% SrO. Согласно следующим вариантам осуществления, SrO может присутствовать в стеклянной композиции в количестве, составляющем более чем или равном приблизительно 3 мол.% и составляющем менее чем или равном приблизительно 6 мол.%, например, когда SrO замещается MgO в оксиде щелочноземельного металла для уменьшения температуры ликвидуса и увеличения вязкости жидкой фазы.
Согласно вариантам осуществления, в которых стеклянная композиция включает BaO, BaO может присутствовать в количестве, составляющем более чем приблизительно 0 мол.% и менее чем приблизительно 2 мол.%. Согласно некоторым из этих вариантов осуществления, BaO может присутствовать в стеклянной композиции в количестве, составляющем менее чем или равном приблизительно 1,5 мол.% или даже составляющем менее чем или равном приблизительно 0,5 мол.%. Однако, согласно некоторым другим вариантам осуществления, в стеклянной композиции практически не содержатся барий и соединения бария.
Согласно вариантам осуществления стеклянных композиций, которые описаны в настоящем документе, стеклянные композиции, как правило, содержат менее чем приблизительно 1 мол.% бора или оксидов бора, таких как B2O3. Например, согласно некоторым вариантам осуществления стеклянные композиции могут включать B2O3 в количестве, составляющем более чем или равный приблизительно 0 мол.% и составляющем менее чем или равном 1 мол.%. Согласно некоторым другим вариантам осуществления, стеклянные композиции могут включать B2O3 в количестве, составляющем более чем или равном приблизительно 0 мол.% и составляющем менее чем или равном 0,6 мол.%. Согласно следующим вариантам осуществления, в стеклянных композициях практически не содержатся бор и соединения бора, такие как B2O3. В частности, было определено, что изготовление стеклянной композиции, имеющей относительно низкое содержание бора или соединений бора, которое составляет менее чем или равняется 1 мол.%, или не содержащей бора или соединений бора, в значительной степени увеличивает химическую стойкость стеклянной композиции. Кроме того, было также определено, что изготовление стеклянной композиции, имеющей относительно низкое содержание бора или соединений бора или не содержащей бора или соединений бора улучшает ионообменную способность стеклянных композиций посредством уменьшения продолжительности процесса и/или температуры, требуемой для достижения определенного значения сжимающего напряжения и/или глубины слоя.
Согласно некоторым вариантам стеклянных композиций, которые описаны в настоящем документе, стеклянные композиции практически отсутствуют фосфор и содержащие фосфор соединения в том числе, без ограничения, P2O5. В частности, было определено, что изготовление стеклянной композиции, не содержащей фосфора или соединений фосфора, увеличивает химическую стойкость стеклянной композиции.
Помимо SiO2, Al2O3, оксидов щелочных металлов и оксидов щелочноземельных металлов, первый примерный стеклянные композиции, которые описаны в настоящем документе, могут необязательно включать дополнительно одно или несколько осветляющих веществ, таких как, например, SnO2, As2O3 и/или Cl- (из NaCl и т.д.). Когда осветляющее вещество присутствует в стеклянной композиции, это осветляющее вещество может присутствовать в количестве, составляющем менее чем или равном приблизительно 1 мол.% или даже составляющем менее чем или равном приблизительно 0,5 мол.%. Например, согласно некоторым вариантам осуществления, стеклянная композиция может включать SnO2 в качестве осветляющего вещества. Согласно данным вариантам осуществления, SnO2 может присутствовать в стеклянной композиции в количестве, составляющем более чем приблизительно 0 мол.% и составляющем менее чем или равном приблизительно 0,30 мол.%.
Кроме того, стеклянные композиции, которые описаны в настоящем документе, могут включать один или несколько дополнительных оксидов металлов, чтобы дополнительно улучшалась химическая стойкость стеклянной композиции. Например, стеклянная композиция можно дополнительно включают ZnO или ZrO2, каждый из которых дополнительно улучшает устойчивость стеклянной композиции по отношению к химическому воздействию. Согласно данным вариантам осуществления, дополнительный оксид металла может присутствовать в количестве, которое составляет более чем или равняется приблизительно 0 мол.% и составляет менее чем или равняется приблизительно 2,0 мол.%. Например, когда дополнительный оксид металла представляет собой ZrO2, ZrO2 может присутствовать в количестве, составляющем менее чем или равном приблизительно 1,5 мол.%. В качестве альтернативы или в качестве дополнения, дополнительный оксид металла может включать ZnO в количестве, составляющем менее чем или равном приблизительно 2,0 мол.%. Согласно некоторым вариантам осуществления, ZnO может присутствовать в качестве заменителя одного или нескольких оксидов щелочноземельных металлов. Например, согласно вариантам осуществления, в которых стеклянная композиция включает оксиды щелочноземельных металлов MgO, CaO и SrO, количество MgO можно уменьшать, чтобы уменьшалась температура ликвидуса и увеличивалась вязкость жидкой фазы, как описано выше. Согласно данным вариантам осуществления, ZnO можно добавлять в стеклянную композицию в качестве частичного заменителя MgO, в качестве дополнения или в качестве альтернативы по меньшей мере одного из оксидов CaO или SrO.
На основании изложенного выше, следует понимать, что, согласно одному варианту осуществления, первая примерная стеклянная композиция может включать от приблизительно 65 мол.% до приблизительно 75 мол.% SiO2, от приблизительно 6 мол.% до приблизительно 12,5 мол.% Al2O3 и от приблизительно 5 мол.% до приблизительно 12 мол.% оксидов щелочных металлов, причем оксиды щелочных металлов включает Na2O и K2O. K2O может присутствовать в количестве, составляющий менее чем или равный 0,5 мол.%. Стеклянная композиция можно также включают от приблизительно 8,0 мол.% до приблизительно 15 мол.% оксида щелочноземельного металла. Стеклянная композиция может подвергаться упрочнению посредством ионного обмена.
Согласно еще одному варианту осуществления первой примерной стеклянной композиции, эта стеклянная композиция включает от приблизительно 67 мол.% до приблизительно 75 мол.% SiO2, от приблизительно 6 мол.% до приблизительно 10 мол.% Al2O3, от приблизительно 5 мол.% до приблизительно 12 мол.% оксидов щелочных металлов и от приблизительно 9 мол.% до приблизительно 15 мол.% оксидов щелочноземельных металлов. Оксиды щелочных металлов включают по меньшей мере Na2O и K2O. В стеклянной композиции отсутствуют бор и соединения бора, и она подвергается ионному обмену, в результате которого улучшается химическое упрочнение стекла и повышается его механическая стойкость.
Согласно еще одному варианту первой примерной стеклянной композиции, эта стеклянная композиция может включать от приблизительно 67 мол.% до приблизительно 75 мол.% SiO2, от приблизительно 6 мол.% до приблизительно 10 мол.% Al2O3, от приблизительно 5 мол.% до приблизительно 12 мол.% оксидов щелочных металлов и от приблизительно 9 мол.% до приблизительно 15 мол.% оксидов щелочноземельных металлов. Оксиды щелочноземельных металлов включают по меньшей мере один из оксидов SrO и BaO. В стеклянной композиции отсутствуют бор и соединения бора, и она подвергается ионному обмену, в результате которого этого улучшается химическое упрочнение стекла, и повышается его механическая стойкость.
Согласно некоторым вариантам осуществления, которые описаны в настоящем документе, стеклянные контейнеры, имеющие устойчивую однородность поверхности и/или устойчивую однородность слоя, можно получать, используя процессы изготовления, которые создают одинаковую историю изменения температуры по меньшей мере для внутренней поверхности корпуса стеклянного контейнера. Например, согласно одному варианту осуществления, корпус стеклянного контейнера можно изготавливать, используя температуры формования и/или скорости формования, которые уменьшают испарение химических веществ, составляющих стеклянную композицию, из которой изготовлен корпус. В частности, для придания потоку стекла желательной формы требуется одновременное регулирование вязкости стекла и скорости формования. Для повышенной вязкости требуется меньшая скорость формования, в то время как для пониженной вязкости становится возможной повышенная скорость формования. Объемный состав стекла и температура представляют собой основные факторы, которые воздействуют на вязкость. Оказывается возможным использование одинакового процесса формования для различных стекол посредством совмещения вязкости на каждой стадии процесса формования за счет регулирования температуры. Соответственно, один подход к уменьшению испарения из расплавленного стекла заключается в том, чтобы осуществлять процесс при пониженной температуре (повышенной вязкости). Данный подход имеет недостаток, поскольку для него также требуется уменьшение выхода и производительности производственного оборудования, что, в конечном счете, приводит к увеличению стоимости. Фиг. 16 показывает, что температура представляет собой значительный фактор испарения для двух примерных композиций, и что во всех случаях уменьшение температуры (и, таким образом, скорости) уменьшает движущую силу потерь при испарении. Вязкость, используемая в процессе формования флакона из трубки, составляет от 200 П (для операций резания и изготовления отверстий при максимальной температуре) до 20000 П (для операций формования трубки и заключительной отделки при минимальной температуре). Для типичных боросиликатных стекол, у которых коэффициент теплового расширения составляет 51, эти вязкости наблюдаются при температурах, составляющих приблизительно от 1100 до 1650°C. Поскольку испарение сокращается в значительной степени при пониженных температурах, в первую очередь представляет интерес температурный интервал от 1350 до 1650°C.
Согласно еще одному варианту осуществления стеклянные контейнеры, имеющие устойчивую однородность поверхности и/или устойчивую однородность слоя, можно изготавливать, осуществляя формование корпуса из расплава. Существуют несколько способов формования расплавленного стекла, которому придается форма контейнера, с использованием литейных форм. Все они основаны на введении однородно горячей порции расплавленного стекла в формовочное устройство. В процессе раздувного формования порция расплавленного стекла сначала раздувается с использованием сжатого воздуха через отверстие (которым формируется кромка/горлышко), и получается преформа (меньшая, чем конечное изделие). Преформа (или заготовка) затем помещается во вторую форму, в которой она дополнительно раздувается в контакте с поверхностью формы, и определяется конечная форма контейнера. В процессе прессораздувного формования порцию расплавленного стекла удерживает кольцо, которым определяется кромка/горлышко, и поршень продавливается через расплавленное стекло, образуя преформу. Преформа помещается во вторую форму, в которой она раздувается в контакте с поверхностью формы, и определяется конечная форма контейнера. Процесс изготовления в форме, как правило, создает однородную историю изменения температуры корпуса в процессе формования, что, в свою очередь, может обеспечивать устойчивую однородность поверхности и/или устойчивую однородность слоя по меньшей мере для внутренней поверхности стеклянного корпуса, и в результате этого уменьшается подверженность стеклянного корпуса расслаиванию. Например, расплавленное стекло можно формовать, придавая ему форму контейнера, и температура стекла регулируется в процессе охлаждения таким образом, что стеклянный корпус равномерно охлаждается из расплавленного стекла. Равномерное охлаждение происходит, когда температура стеклянного корпуса уменьшается от расплава до затвердевания без какого-либо промежуточного увеличения температуры. Это приводит к уменьшению испарения по сравнению с процессами, которые превращают трубки во флаконы. Данный тип охлаждения можно упрощать, используя процессы формования, такие как раздувное формование, прессораздувное формование, двойное раздувное формование. Согласно некоторым вариантам осуществления, эти технологии можно использовать для изготовления стеклянного контейнера, у которого коэффициент расслаивания составляет 10 или менее, из стеклянных композиций типа I класса B.
Стеклянные композиции, которые описаны в настоящем документе, изготавливают путем смешивания стекольной шихты, содержащей исходные материалы (например, порошки SiO2, Al2O3, оксидов щелочных металлов, оксидов щелочноземельных металлов и т.д.), таким образом, что стекольная шихта, содержащая исходные материалы, имеет желательный состав. После этого стекольная шихта, содержащая исходные материалы, нагревается, и образуется расплавленная стеклянная композиция, которая затем охлаждается и затвердевает, и получается стеклянная композиция. В процессе затвердевания (т.е. когда стеклянная композиция имеет способность пластической деформации) стеклянную композицию можно формовать, используя стандартные технологии формования, чтобы придавать стеклянной композиции желательную конечную форму. В качестве альтернативы, стеклянную композицию можно формовать, придавая ей форму заготовки, такой как лист, трубка и т.д., а затем можно осуществлять ее повторное нагревание и формование, получая стеклянный контейнер 100.
Стеклянные композиции, которые описаны в настоящем документе, можно формовать, придавая ему разнообразные формы, такие как, например, листы, трубки и т.д. Химически стойкие стеклянные композиции являются особенно хорошо пригодными для использования в изготовлении упаковок для лекарственных препаратов, в которых содержатся лекарственные препараты, такие как жидкости, порошки и т.д. Например, стеклянные композиции, которые описаны в настоящем документе, можно использовать, чтобы изготавливать стеклянные контейнеры, такие как флаконы, ампулы, картриджи, корпуса шприцов и/или любые другие стеклянные контейнеры для хранения лекарственных препаратов. Кроме того, способность химического упрочнения стеклянных композиций посредством ионного обмена можно использовать, чтобы улучшать механическую стойкость таких упаковок для лекарственных препаратов. Соответственно, следует понимать, что, согласно по меньшей мере одному варианту осуществления, стеклянные композиции вводятся в упаковки для лекарственных препаратов в целях повышения химической стойкости и/или механической стойкости упаковок для лекарственных препаратов.
Кроме того, согласно некоторым вариантам осуществления, стеклянные контейнеры могут быть изготовлены из стеклянных композиций, которые являются химически стойкими и устойчивыми к разрушению, как определяют стандарт DIN 12116, стандарт ISO 695, стандарт ISO 719, стандарт ISO 720, стандартное исследования 660 фармакопеи США и/или стандартное исследование 3.2.1. Европейской фармакопеи.
В частности, стандарт DIN 12116 представляет собой измерение устойчивости стекла к разложению при помещении в раствор кислоты. Стандарт DIN 12116 разделяет композиции на отдельные классы. Класс S1 проявляет потери массы, составляющие до 0,7 мг/дм2; класс S2 проявляет потери массы от 0,7 мг/дм2 до 1,5 мг/дм2; класс S3 проявляет потери массы от 1,5 мг/дм2 до 15 мг/дм2; и класс S4 проявляет потери массы, составляющие более чем 15 мг/дм2. Стеклянные композиции, которые описаны в настоящем документе, имеют устойчивость к кислоте класса S3 или выше согласно стандарту DIN 12116, причем композиции согласно некоторым вариантам осуществления, имеют устойчивость к кислоте по меньшей мере класса S2 или выше или даже класса S1. Следует понимать, что композиции, отнесенные к классу с меньшим номером, проявляют более высокую устойчивость к кислоте. Соответственно, композиция, отнесенная к классу S1, имеет более высокую устойчивость к кислоте, чем композиция, отнесенная к классу S2.
Стандарт ISO 695 представляет собой измерение устойчивости стекла к разложению, когда оно помещается в раствор основания. Стандарт ISO 695 разделяет композиции на отдельные классы. Класс A1 проявляет потери массы, составляющие до 75 мг/дм2; класс A2 проявляет потери массы от 75 мг/дм2 до 175 мг/дм2; и класс A3 проявляет потери массы, составляющие более чем 175 мг/дм2. Стеклянные композиции, которые описаны в настоящем документе, имеют устойчивость к основанию согласно стандарту ISO 695 класса A2 или выше, причем композиции согласно некоторым вариантам осуществления имеют устойчивость к основанию класс A1. Следует понимать, что композиции, отнесенные к классу с меньшим номером, проявляют более высокую устойчивость к основанию. Соответственно, композиция, отнесенная к классу A1, имеет более высокую устойчивость к основанию, чем композиция, отнесенная к классу A2.
Стеклянные композиции, из которых изготавливаются стеклянные контейнеры, являются химически стойкими и устойчивыми к разложению, что определяется согласно стандарту ISO 720. Стандарт ISO 720 представляет собой измерение устойчивости стекла к разрушению в дистиллированной воде (т.е. устойчивости стекла к гидролизу). Неионообменные образцы стекла оцениваются согласно протоколу стандарта ISO 720. Ионообменные образцы стекла оцениваются согласно модифицированному протоколу стандарта ISO 720, в котором стекло измельчают, получая частицы размера, требуемого в стандарте ISO 720, подвергают ионному обмену в ванне с расплавленной солью, представляющей собой 100% KNO3, при температуре, составляющей 450°C, в течение по меньшей мере 5 часов, чтобы создать компрессионно-напряженный слой в отдельных частицах стекла, а затем исследуют согласно стандарту ISO 720. Стандарт ISO 720 разделяет композиции на отдельные типы. Тип HGA1 характеризует экстрагированный эквивалент Na2O, составляющий до 62 мкг; тип HGA2 характеризует экстрагированный эквивалент Na2O, составляющий от 62 мкг до 527 мкг; и тип HGA3 характеризует экстрагированный эквивалент Na2O, составляющий от 527 мкг до 930 мкг. Стеклянные композиции, которые описаны в настоящем документе, имеют устойчивость к гидролизу типа HGA2 или выше согласно стандарту ISO 720, причем композиции согласно некоторым вариантам осуществления имеют устойчивость к гидролизу типа HGA2 или выше. Следует понимать, что композиции, отнесенные типу с меньшим номером, проявляют более высокую устойчивость к гидролизу. Соответственно, композиция, отнесенная к типу HGA1, имеет более высокую устойчивость к гидролизу, чем композиция, отнесенная к типу HGA2.
Стеклянные композиции, из которых изготавливаются стеклянные контейнеры, также являются химически стойкими и устойчивыми к разложению, что определяется согласно стандарту ISO 719. Стандарт ISO 719 представляет собой измерение устойчивости стекла к разрушению в дистиллированной воде (т.е. устойчивости стекла к гидролизу). Неионообменные образцы стекла оцениваются согласно протоколу стандарта ISO 719. Ионообменные образцы стекла оцениваются согласно модифицированному протоколу стандарта ISO 719, в котором стекло измельчают, получая частицы размера, требуемого в стандарте ISO 719, подвергают ионному обмену в ванне с расплавленной солью, представляющей собой 100% KNO3, при температуре, составляющей 450°C, в течение по меньшей мере 5 часов, чтобы создать компрессионно-напряженный слой в отдельных частицах стекла, а затем исследуют согласно стандарту ISO 719. Стандарт ISO 719 разделяет композиции на отдельные типы. Тип HGB1 характеризует экстрагированный эквивалент Na2O, составляющий до 31 мкг; тип HGB2 характеризует экстрагированный эквивалент Na2O, составляющий от 31 мкг до 62 мкг; тип HGB3 характеризует экстрагированный эквивалент Na2O, составляющий от 62 мкг до 264 мкг; тип HGB4 характеризует экстрагированный эквивалент Na2O, составляющий от 264 мкг до 620 мкг; и тип HGB5 характеризует экстрагированный эквивалент Na2O, составляющий от 620 мкг до 1085 мкг. Стеклянные композиции, которые описаны в настоящем документе, имеют, согласно стандарту ISO 719, устойчивость к гидролизу типа HGB2 или выше, причем композиции согласно некоторым вариантам осуществления имеют устойчивость к гидролизу типа HGB1. Следует понимать, что композиции, отнесенные типу с меньшим номером, проявляют более высокую устойчивость к гидролизу. Соответственно, композиция, отнесенная к типу HGB1, имеет более высокую устойчивость к гидролизу, чем композиция, отнесенная к типу HGB2.
По отношению к стандартному исследованию 660 фармакопеи США и/или стандартному исследованию 3.2.1. Европейской фармакопеи, стеклянные контейнеры, которые описаны в настоящем документе, имеют химическую стойкость типа 1. Как отмечено выше, исследования согласно стандарту 660 фармакопеи США и стандарту 3.2.1. Европейской фармакопеи осуществляют, используя неповрежденные стеклянные контейнеры, а не частицы измельченного стекла, и, по существу, исследования согласно стандарту 660 фармакопеи США и стандарту 3.2.1. Европейской фармакопеи можно использовать для непосредственной оценки химической стойкости внутренней поверхности стеклянных контейнеров.
Следует понимать, что при осуществлении вышеупомянутых классификаций согласно стандартам ISO 719, ISO 720, ISO 695 и DIN 12116 стеклянные композиции или стеклянные изделия, которые имеют определенную классификацию "или выше", означают, стеклянные композиции или изделия, качество которых является таким же или превышающим качество определенной классификации. Например, стеклянное изделие, которое имеет устойчивость к гидролизу типа HGB2 или выше согласно стандарту ISO 719, может иметь классификацию HGB2 или HGB1 согласно стандарту ISO 719.
УСТОЙЧИВОСТЬ К ПОВРЕЖДЕНИЮ
Как отмечено выше в настоящем документе, стеклянные контейнеры могут подвергаться повреждениям, таким как повреждения от ударов, царапины и/или следы трения, когда контейнеры находятся в процессе обработки и наполнения. Такие повреждения часто происходят в результате контакта между отдельными стеклянными контейнерами или контакта между стеклянными контейнерами и производственным оборудованием. Данное повреждение, как правило, уменьшает механическую прочность контейнера и может приводить к сквозным трещинам, которые могут угрожать целостности содержимого контейнера. Чтобы предотвратить это повреждение, стеклянные контейнеры 100 дополнительно включают смазывающее покрытие 160, расположенное вокруг по меньшей мере части внешней поверхности 106 корпуса 102, как представлено на Фиг. 8. Согласно некоторым вариантам осуществления, смазывающее покрытие 160 может располагаться по меньшей мере на внешней поверхности 106 корпуса 102 стеклянного контейнера, в то время как, согласно другим вариантам осуществления, одно или несколько промежуточных покрытий могут располагаться между смазывающим покрытием и внешней поверхностью 106 корпуса 102, например, когда неорганическое покрытие используется для компрессионного напряжения поверхности корпуса 102. Смазывающее покрытие уменьшает коэффициент трения части корпуса 102 с покрытием и по существу уменьшает возникновение следов от трения и поверхностных повреждений на внешней поверхности 106 стеклянного корпуса 102. По существу, покрытие позволяет контейнеру "скользить" по отношению к другому предмету (или контейнеру), и в результате этого уменьшается возможность поверхностного повреждения стекла. Кроме того, смазывающее покрытие 160 также амортизирует корпус 102 стеклянного контейнера 100, и в результате этого уменьшается воздействие повреждения от тупого удара на стеклянный контейнер.
Термин "смазывающий", который используется в настоящем документе, означает, что покрытие, нанесенное на внешнюю поверхность стеклянного контейнера, имеет меньший коэффициент трения, чем непокрытый стеклянный контейнер, и в результате этого получается стеклянный контейнер, имеющий улучшенную устойчивость к повреждениям, таким как сколы, следы от трения и т.д.
Разнообразные свойства покрытых стеклянных контейнеров (т.е. коэффициент трения, прочность при горизонтальном сжатии, прочность при четырехточечном изгибе, прозрачность, бесцветность и т.д.) можно измерять, когда покрытые стеклянные контейнеры находятся в состоянии после нанесения покрытия (т.е. после нанесения покрытия без какой-либо дополнительной обработки) или после обработки одного или нескольких видов, таких как виды обработки, аналогичные или идентичные обработке, осуществляемой на линии упаковки лекарственных препаратов, в том числе, без ограничения, промывание, лиофилизация, депирогенизация, обработка в автоклаве и т.д.
Депирогенизация представляет собой процесс, в котором из вещества удаляются пирогены. Депирогенизация стеклянных изделий, таких как упаковки для лекарственных препаратов, может осуществляться посредством термической обработки, которой образец подвергается, когда он выдерживается при повышенной температуре в течение некоторого периода времени. Например, депирогенизация может включать выдерживание стеклянного контейнера при температуре, составляющей от приблизительно 250°C до приблизительно 380°C, в течение периода времени, составляющего от приблизительно 30 секунд до приблизительно 72 часов, в том числе, без ограничения, 20 минут, 30 минут 40 минут, 1 час, 2 часа, 4 часа, 8 часов, 12 часов, 24 часов, 48 часов и 72 часов. После термической обработки стеклянный контейнер охлаждается до комнатной температуры. Один традиционный способ депирогенизации, который обычно используется в фармацевтической промышленности, представляет собой термическую обработку при температуре, составляющей приблизительно 250°C, в течение приблизительно 30 минут. Однако предусматривается, что продолжительность термической обработки может быть сокращена, если используются более высокие температуры. Покрытые стеклянные контейнеры, как описано в настоящем документе, можно выдерживать при повышенных температурах в течение некоторого периода времени. Повышенные температуры и период времени нагревания, которые описаны в настоящем документе, могут оказаться достаточными или недостаточными для депирогенизации стеклянного контейнера. Однако следует понимать, что некоторые значения температуры и продолжительности нагревания, которые описаны в настоящем документе, являются достаточными для депирогенизации покрытого стеклянного контейнера, такого как покрытые стеклянные контейнеры, которые описаны в настоящем документе. Например, как описано в настоящем документе, покрытые стеклянные контейнеры можно выдерживать при температурах, составляющих приблизительно 250°C, приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C, или приблизительно 400°C, в течение периода времени, составляющего 30 минут.
При упоминании в настоящем документе лиофилизация (т.е. сублимационная сушка) означает процесс, в котором образец наполняется жидкостью, который содержит белок, а затем замораживается при -100°C с последующей вакуумной сублимацией воды в течение 20 часов при -15°C.
При упоминании в настоящем документе обработка в автоклаве означает продувание образца паром в течение 10 минут при 100°C с последующим выдерживанием в течение 20 минут, при котором образец находится в среде с температурой 121°C, после чего в течение 30 минут осуществляется термическая обработка при 121°C.
Коэффициент трения (μ) части покрытого стеклянного контейнера, имеющего смазывающее покрытие, может быть меньше, чем коэффициент трения поверхности непокрытого стеклянного контейнера, изготовленного из такой же стеклянной композиции. Коэффициент трения (μ) представляет собой количественную меру трения между двумя поверхностями, и его определяют механические и химические свойства первой и второй поверхностей, в том числе поверхностная шероховатость, а также условия окружающей среды, такие как, но не ограничиваясь этим, температура и влажность. При упоминании в настоящем документе величина коэффициента трения для покрытого стеклянного контейнера 100 измеряется как коэффициент трения между внешней поверхностью первого стеклянного контейнера, у которого внешний диаметр составляет от приблизительно 16,00 мм до приблизительно 17,00 мм, и внешней поверхностью второго стеклянного контейнера, который является идентичным первому стеклянному контейнеру, причем первый и второй стеклянные контейнеры имеют одинаковый корпус и одинаковую покровную композицию (если она нанесена) и находятся в одинаковых условиях до изготовления, в процессе изготовления и после изготовления. Если в настоящем документе не определено другое условие, коэффициент трения означает максимальный коэффициент трения, измеренный при нормальной нагрузке, составляющей 30 Н, в испытательном устройство для взаимного трения флаконов, как описано в настоящем документе. Однако следует понимать, что покрытый стеклянный контейнер, который проявляет максимальный коэффициент трения при определенной приложенной нагрузке, будет также проявлять такой же или лучший (т.е. меньший) максимальный коэффициент трения при меньшей нагрузка. Например, если покрытый стеклянный контейнер проявляет максимальный коэффициент трения, составляющий 0,5 или менее, при приложенной нагрузке 50 Н, то этот покрытый стеклянный контейнер будет также проявлять максимальный коэффициент трения, составляющий 0,5 или менее, при приложенной нагрузке 25 Н.
Согласно вариантам осуществления, которые описаны в настоящем документе, коэффициент трения стеклянных контейнеров (включая покрытые и непокрытые контейнеры) измеряют, используя испытательное устройство для взаимного трения флаконов. Испытательное устройство 300 схематически проиллюстрировано на Фиг. 9. Такое же устройство можно также использовать для измерения силы трения между двумя стеклянными контейнерами, установленными в данное устройство. Испытательное устройство для взаимного трения флаконов 300 включает первый зажим 312 и второй зажим 322, расположенные в перекрестной конфигурации. Первый зажим 312 включает первый фиксатор 314, прикрепленный к первому основанию 316. Первый фиксатор 314 прикрепляется к первому стеклянному контейнеру 310 и удерживает первый стеклянный контейнер 310 в стационарном положении по отношению к первому зажиму 312. Аналогичным образом, второй зажим 322 включает второй фиксатор 324, прикрепленный ко второму основанию 326. Второй фиксатор 324 прикрепляется ко второму стеклянному контейнеру 320 и удерживает его в стационарном положении по отношению ко второму зажиму 322. Первый стеклянный контейнер 310 устанавливается на первом зажиме 312 и второй стеклянный контейнер 320 устанавливается на втором зажиме 322 таким образом, что продольная ось первого стеклянного контейнера 310 и продольная ось второго стеклянного контейнера 320 располагаются приблизительно под углом 90° по отношению друг к другу и в горизонтальной плоскостью, которую определяют оси x и y.
Первый стеклянный контейнер 310 находится в контакте со вторым стеклянным контейнером 320 в контактной точке 330. Нормальная сила прилагается в направлении, перпендикулярном к горизонтальной плоскости, которую определяют оси x и y. Нормальная сила может представлять собой статическую нагрузку или другую силу, прилагаемую ко второму зажиму 322 при неподвижном первом зажиме 312. Например, нагрузка может находиться на втором основании 326, а первый основание 316 может находиться на устойчивой поверхности, и, таким образом, создается измеряемая сила между первым стеклянным контейнером 310 и вторым стеклянным контейнером 320 в контактной точке 330. В качестве альтернативы, силу может прилагать механическое устройство, такое как устройство UMT (универсальное устройство для механических испытаний).
Первый зажим 312 или второй зажим 322 могут перемещаться по отношению друг к другу в направлении, которое составляет угол 45° с продольной осью первого стеклянного контейнера 310 и второго стеклянного контейнера 320. Например, первый зажим 312 может оставаться неподвижным, а второй зажим 322 может перемещаться таким образом, что второй стеклянный контейнер 320 перемещается по первому стеклянному контейнеру 310 в направлении оси x. Аналогичную конфигурацию описали R. L. De Rosa et al., в статье "Scratch Resistant Polyamide Coatings for Alumino Silicate Glass surfaces", Journal of Adhesion, 2002 78, pages 113-127. Чтобы измерить коэффициент трения, сила, требуемая для перемещения второго зажима 322, и нормальная сила, прилагаемая к первому и второму стеклянным контейнерам 310, 320, измеряются с помощью датчиков нагрузки, и коэффициент трения вычисляется как соотношение силы трения и нормальной силы. Данное испытательное устройство работает в условиях температуры 25°C и относительной влажности 50%.
Согласно вариантам осуществления, которые описаны в настоящем документе, часть покрытого стеклянного контейнера со смазывающим покрытием имеет коэффициент трения, составляющий менее чем или равный приблизительно 0,7 по отношению к аналогичному покрытому стеклянному контейнеру, что определяют, используя устройство для взаимного трения флаконов, которое описано выше. Согласно другим вариантам осуществления, коэффициент трения может составлять менее чем или равняться приблизительно 0,6 или даже составлять менее чем или равняться приблизительно 0,5. Согласно некоторым вариантам осуществления, часть покрытого стеклянного контейнера со смазывающим покрытием имеет коэффициент трения, составляющий менее чем или равный приблизительно 0,4 или даже составляющий менее чем или равный приблизительно 0,3. Покрытые стеклянные контейнеры, имеющие коэффициенты трения, составляющий менее чем или равный приблизительно 0,7, как правило, проявляют повышенную устойчивость к фрикционному повреждению, и в результате этого имеют улучшенные механические свойства. Например, традиционные стеклянные контейнеры (без смазывающего покрытия) могут иметь коэффициент трения, составляющий более чем 0,7.
Согласно некоторым вариантам осуществления, которые описаны в настоящем документе, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием составляет по меньшей мере на 20% меньше, чем коэффициент трения поверхность непокрытого стеклянного контейнера, изготовленного из такой же стеклянной композиции. Например, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием может составлять по меньшей мере на 20% меньше, по меньшей мере на 25% меньше, по меньшей мере на 30% меньше, по меньшей мере на 40% меньше или даже по меньшей мере на 50% меньше, чем коэффициент трения поверхности непокрытого стеклянного контейнера, изготовленного из такой же стеклянной композиции.
Согласно некоторым вариантам осуществления, часть покрытого стеклянного контейнера со смазывающим покрытием может иметь коэффициент трения, составляющий менее чем или равный приблизительно 0,7 после воздействия температуры, составляющей приблизительно 250°C, приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут (т.е. в условиях депирогенизации). Согласно другим вариантам осуществления, часть покрытого стеклянного контейнера со смазывающим покрытием может иметь коэффициент трения, составляющий менее чем или равный приблизительно 0,7, (т.е. составляющий менее чем или равный приблизительно 0,6, составляющий менее чем или равный приблизительно 0,5, составляющий менее чем или равный приблизительно 0,4 или даже составляющий менее чем или равный приблизительно 0,3) после воздействия температуры, составляющей приблизительно 250°C, приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием может увеличиваться не более чем приблизительно на 30% после воздействия температуры, составляющей приблизительно 260°C в течение 30 минут. Согласно другим вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием может увеличиваться не более чем приблизительно на 30% (т.е. приблизительно на 25%, приблизительно на 20%, приблизительно на 15% или даже приблизительно на 10%) после воздействия температуры, составляющей приблизительно 250°C, приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут. Согласно другим вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием может увеличиваться не более чем приблизительно на 0,5 (т.е. приблизительно на 0,45, приблизительно на 0,4, приблизительно на 0,35, приблизительно на 0,3, приблизительно на 0,25, приблизительно на 0,2, приблизительно на 0,15, приблизительно на 0,1 или даже приблизительно на 0,5) после воздействия температуры, составляющей приблизительно 250°C, приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C, или приблизительно 400°C, в течение периода времени, составляющего 30 минут. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием может совсем не увеличиваться после воздействия температуры, составляющей приблизительно 250°C, приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут.
Согласно некоторым вариантам осуществления, часть покрытого стеклянного контейнера со смазывающим покрытием может иметь коэффициент трения, составляющий менее чем или равный приблизительно 0,7 после выдерживания в ванне с водой при температуре, составляющей приблизительно 70°C, в течение 10 минут. Согласно другим вариантам осуществления, часть покрытого стеклянного контейнера со смазывающим покрытием может иметь коэффициент трения, составляющий менее чем или равный приблизительно 0,7, (т.е. составляющий менее чем или равный приблизительно 0,6, составляющий менее чем или равный приблизительно 0,5, составляющий менее чем или равный приблизительно 0,4 или даже составляющий менее чем или равный приблизительно 0,3) после выдерживания в ванне с водой при температуре, составляющей приблизительно 70°C, в течение 5 минут, 10 минут, 20 минут, 30 минут, 40 минут, 50 минут или даже 1 часа. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием может увеличиваться не более чем приблизительно на 30% после выдерживания в ванне с водой при температуре, составляющей приблизительно 70°C, в течение 10 минут. Согласно другим вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием может увеличиваться не более чем приблизительно на 30% (т.е. приблизительно на 25%, приблизительно на 20%, приблизительно на 15% или даже приблизительно 10%) после выдерживания в ванне с водой при температуре, составляющей приблизительно 70°C в течение 5 минут, 10 минут, 20 минут, 30 минут, 40 минут, 50 минут или даже 1 час. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием может совсем не увеличиваться после выдерживания в ванне с водой при температуре, составляющей приблизительно 70°C, в течение 5 минут, 10 минут, 20 минут, 30 минут, 40 минут, 50 минут или даже 1 часа.
Согласно некоторым вариантам осуществления, часть покрытого стеклянного контейнера со смазывающим покрытием может иметь коэффициент трения, составляющий менее чем или равный приблизительно 0,7, после воздействия в условиях лиофилизации. Согласно другим вариантам осуществления, часть покрытого стеклянного контейнера со смазывающим покрытием может иметь коэффициент трения, составляющий менее чем или равный приблизительно 0,7 (т.е. составляющий менее чем или равный приблизительно 0,6, составляющий менее чем или равный приблизительно 0,5, составляющий менее чем или равный приблизительно 0,4 или даже составляющий менее чем или равный приблизительно 0,3) после воздействия в условиях лиофилизации. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием может увеличиваться не более чем приблизительно на 30% после воздействия в условиях лиофилизации. Согласно другим вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием может увеличиваться не более чем приблизительно на 30% (т.е. приблизительно на 25%, приблизительно на 20%, приблизительно на 15% или даже приблизительно на 10%) после воздействия в условиях лиофилизации. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием может совсем не увеличиваться после воздействия в условиях лиофилизации.
Согласно некоторым вариантам осуществления, часть покрытого стеклянного контейнера со смазывающим покрытием может иметь коэффициент трения, составляющий менее чем или равный приблизительно 0,7 после воздействия при обработке в автоклаве. Согласно другим вариантам осуществления, часть покрытого стеклянного контейнера со смазывающим покрытием может иметь коэффициент трения, составляющий менее чем или равный приблизительно 0,7 (т.е. составляющий менее чем или равный приблизительно 0,6, составляющий менее чем или равный приблизительно 0,5, составляющий менее чем или равный приблизительно 0,4 или даже составляющий менее чем или равный приблизительно 0,3) после воздействия при обработке в автоклаве. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием может увеличиваться не более чем приблизительно на 30% после воздействия при обработке в автоклаве. Согласно другим вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием может увеличиваться не более чем приблизительно на 30% (т.е. приблизительно на 25%, приблизительно на 20%, приблизительно на 15% или даже приблизительно на 10%) после воздействия при обработке в автоклаве. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера со смазывающим покрытием может совсем не увеличиваться после воздействия при обработке в автоклаве.
Согласно некоторым вариантам осуществления, после того, как стеклянный контейнер 100 со смазывающим покрытием 160 подвергается трению идентичным стеклянным контейнером при нормальной силе 30 Н, коэффициент трения подвергнутой трению области стеклянного контейнера 100 не увеличивается более чем приблизительно на 20% после повторного трения идентичным стеклянным контейнером при нормальной силе 30 Н в той же области. Согласно другим вариантам осуществления, после того, как стеклянный контейнер 100 со смазывающим покрытием 160 подвергается трению идентичным стеклянным контейнером при нормальной силе 30 Н, коэффициент трения подвергнутой трению области стеклянного контейнера 100 не увеличивается более чем приблизительно на 15% или даже на 10% после повторного трения идентичным стеклянным контейнером при нормальной силе 30 Н в той же области. Однако не является обязательным, что такие свойства проявляются во всех вариантах осуществления стеклянного контейнера 100 со смазывающим покрытием 160.
Покрытые стеклянные контейнеры, которые описаны в настоящем документе, имеют прочность при горизонтальном сжатии. Прочность при горизонтальном сжатии, как описано в настоящем документе, измеряют, используя горизонтальное сжимающее устройство 500, которое схематически проиллюстрировано на Фиг. 4. Покрытый стеклянный контейнер 100 исследуют, помещая данный контейнер горизонтально между двумя плитами 502a, 502b, которые ориентированы параллельно по отношению к продольной оси стеклянного контейнера, как представлено на Фиг. 4. Затем к покрытому стеклянному контейнеру 100 прилагается механическая нагрузка 504 плитами 502a, 502b в направлении, перпендикулярном по отношению к продольной оси стеклянного контейнера. Скорость нагрузки при сжатии флакона составляет 0,5 дюйма в минуту (0,212 мм/с), и это означает, что плиты движутся по направлению друг к другу со скоростью 0,5 дюйма в минуту. Прочность при горизонтальном сжатии измеряется при относительной влажности, составляющей 25°C и 50%. Измеренную прочность при горизонтальном сжатии можно рассматривать как вероятность разрушения при выбранной нормальной сжимающей нагрузке. При упоминании в настоящем документе термин "разрушение" означает, что по меньшей мере 50% образцов стеклянных контейнеров разрушаются при горизонтальном сжатии. Согласно некоторым вариантам осуществления, покрытый стеклянный контейнер может иметь прочность при горизонтальном сжатии, составляющую по меньшей мере на 10%, 20%, или 30% больше, чем прочность непокрытого флакона.
Ссылаясь на Фиг. 8 и 9, измерение прочности при горизонтальном сжатии можно также осуществлять, используя подвергнутый трению стеклянный контейнер. В частности, работа испытательного устройства 300 может создавать повреждение на внешней поверхности покрытого стеклянного контейнера, такой как поверхностная царапина или след от трения, при котором уменьшается прочность покрытого стеклянного контейнера 100. Стеклянный контейнер затем подвергается описанной выше процедуре горизонтального сжатия, в которой контейнер помещается между двумя плитами, и царапины проводятся наружу параллельно плитам. Царапину могут характеризовать выбранное нормальное давление, прилагаемое устройством для взаимного трения флаконов, и длина царапины. Если не определено другое условие, царапины на подвергнутых трению стеклянных контейнерах для процедуры горизонтального сжатия характеризует длина царапины, составляющая 20 мм и создаваемая при нормальной нагрузке 30 Н.
Покрытые стеклянные контейнеры можно оценивать на прочность при горизонтальном сжатии после термической обработки. Термическая обработка может представлять собой воздействие температуры, составляющей приблизительно 250°C, приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут. Согласно некоторым вариантам осуществления, прочность при горизонтальном сжатии покрытого стеклянного контейнера уменьшается не более чем приблизительно на 20%, 30% или даже 40% после того, как он подвергается термической обработке, такой как обработка, описанная выше, а затем подвергается трению, как описано выше. Согласно одному варианту осуществления, прочность при горизонтальном сжатии покрытого стеклянного контейнера уменьшается не более чем приблизительно на 20% после того, как он подвергается термической обработке при температуре, составляющей приблизительно 250°C, приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут, а затем подвергается трению.
Согласно некоторым другим вариантам осуществления, стеклянный контейнер 100 со смазывающим покрытием 160 может быть термически устойчивым при повышенных температурах. Выражение "термически устойчивый", которое используется в настоящем документе, означает, что смазывающее покрытие 160, нанесенное на стеклянный контейнер, остается практически неповрежденным на поверхности стеклянного контейнера после воздействия повышенной температуры, таким образом, что, после воздействия механические свойства покрытого стеклянного контейнера, в частности, коэффициент трения и прочность при горизонтальном сжатии, изменяются лишь в минимальной степени, если вообще изменяются. Это показывает, что смазывающее покрытие остается прикрепленным к поверхности стекла после воздействия повышенной температуры и по-прежнему защищает стеклянный контейнер от механических воздействий, таких как трение, удары и т.д. Стеклянные контейнеры со смазывающим покрытием, которые описаны в настоящем документе, могут быть термически устойчивыми после нагревания при температуре, составляющей по меньшей мере приблизительно 250°C или даже приблизительно 260°C, в течение периода времени, составляющего 30 минут.
Согласно вариантам осуществления, которые описаны в настоящем документе, стеклянный контейнер со смазывающим покрытием (т.е. покрытый стеклянный контейнер) рассматривается как термически устойчивый, если данный покрытый стеклянный контейнер одновременно имеет стандартные значения коэффициента трения и прочности при горизонтальном сжатии после нагревания до определенной температуры и выдерживания при этой температуре в течение заданного времени. Чтобы определить соответствует ли коэффициент трения данному стандарту, коэффициент трения первого покрытого стеклянного контейнера определяют в состоянии после изготовления (т.е. перед любой термической обработкой), используя испытательное устройство, которое проиллюстрировано на Фиг. 9, и прилагая нагрузку 30 Н. Второй покрытый стеклянный контейнер (т.е. стеклянный контейнер, изготовленный из такой же стеклянной композиции и такой же покровной композиции, как первый покрытый стеклянный контейнер) подвергается термической обработке в заданных условиях и охлаждается до комнатной температуры. После этого коэффициент трения второго стеклянного контейнера определяют, используя испытательное устройство, которое проиллюстрировано на Фиг. 9, и осуществляя трение покрытого стеклянного контейнера при приложенной нагрузке 30 Н, и в результате этого трения возникает "царапина", имеющая длину, составляющую приблизительно 20 мм. Если коэффициент трения второго покрытого стеклянного контейнера составляет менее чем 0,7, и поверхность стекла второго стеклянного контейнера в подвергнутой трению области не имеет какого-либо наблюдаемого повреждения, то стандартный коэффициент трения считается присутствующим для целей определения термической устойчивости смазывающего покрытия. Термин "наблюдаемое повреждение", который используется в настоящем документе, означает, что поверхность стекла в подвергнутой трению области стеклянного контейнера имеет менее чем шесть следов на стекле на 0,5 см длины подвергнутой трению области при наблюдении в интерференционный микроскоп Номарского (Nomarski) или микроскоп на основе дифференциальной интерференционной контрастной (DIC) спектроскопии при 100-кратном увеличении с использованием светодиода (LED) или галогенной лампы в качестве источника света. Стандартное определение следов на стекле или царапин на стекле описано в G. D. Quinn «NIST Reconomended Practice Guide: Fractography of Ceramics and Glasses», NIST special publication 960-17(2006).
Чтобы определить, обеспечивается ли стандартная прочность при горизонтальном сжатии, первый покрытый стеклянный контейнер подвергают трению в испытательном устройстве, проиллюстрированном на Фиг. 9, при нагрузке 30 Н и проводят царапину длиной 20 мм. Первый покрытый стеклянный контейнер затем подвергают исследованию при горизонтальном сжатии, как описано в настоящем документе, и определяют остаточную прочность первого покрытого стеклянного контейнера. Второй покрытый стеклянный контейнер (т.е. стеклянный контейнер, изготовленный из такой же стеклянной композиции и такой же покровной композиции, как первый покрытый стеклянный контейнер) подвергают термическому воздействию в заданных условиях и охлаждают до комнатной температуры. После этого второй покрытый стеклянный контейнер подвергают трению, используя испытательное устройство, которое проиллюстрировано на Фиг. 9, при нагрузке 30 Н. Второй покрытый стеклянный контейнер затем подвергают исследованию при горизонтальном сжатии, как описано в настоящем документе, и определяют остаточную прочность второго покрытого стеклянного контейнера. Если остаточная прочность второго покрытого стеклянного контейнера уменьшается не более чем приблизительно на 20% по отношению к первому покрытому стеклянному контейнеру, то считается, что обеспечивается стандартная прочность при горизонтальном сжатии стандарт для целей определения термической устойчивости смазывающего покрытия.
Согласно вариантам осуществления, которые описаны в настоящем документе, покрытые стеклянные контейнеры рассматриваются как термически устойчивые, если обеспечиваются стандартные значения коэффициента трения и прочности при горизонтальном сжатии после выдерживания покрытых стеклянных контейнеров при температуре, составляющей по меньшей мере приблизительно 250°C или даже приблизительно 260°C, в течение периода времени, составляющего приблизительно 30 минут (т.е. Покрытые стеклянные контейнеры являются термически устойчивыми при температуре, составляющей по меньшей мере приблизительно 250°C или даже приблизительно 260°C в течение периода времени, составляющего приблизительно 30 минут). Термическую устойчивость можно также исследовать при температурах, составляющих от приблизительно 250°C до приблизительно 400°C. Например, согласно некоторым вариантам осуществления, покрытые стеклянные контейнеры рассматриваются как термически устойчивые, если стандарты выполняются при температуре, составляющей по меньшей мере приблизительно 270°C или даже приблизительно 280°C, в течение периода времени, составляющего приблизительно 30 минут. Согласно следующим вариантам осуществления, покрытые стеклянные контейнеры рассматриваются как термически устойчивые, если стандарты выполняются при температуре, составляющей по меньшей мере приблизительно 290°C или даже приблизительно 300°C, в течение периода времени, составляющего приблизительно 30 минут. Согласно следующим вариантам осуществления, покрытые стеклянные контейнеры рассматриваются как термически устойчивые, если стандарты выполняются при температуре, составляющей по меньшей мере приблизительно 310°C или даже приблизительно 320°C, в течение периода времени, составляющего приблизительно 30 минут. Согласно следующим вариантам осуществления, покрытые стеклянные контейнеры рассматриваются как термически устойчивые, если стандарты выполняются при температуре, составляющей по меньшей мере приблизительно 330°C или даже приблизительно 340°C, в течение периода времени, составляющего приблизительно 30 минут. Согласно другим вариантам осуществления, покрытые стеклянные контейнеры рассматриваются как термически устойчивые, если стандарты выполняются при температуре, составляющей по меньшей мере приблизительно 350°C или даже приблизительно 360°C, в течение периода времени, составляющего приблизительно 30 минут. Согласно некоторым другим вариантам осуществления, покрытые стеклянные контейнеры рассматриваются как термически устойчивые, если стандарты выполняются при температуре, составляющей по меньшей мере приблизительно 370°C или даже приблизительно 380°C, в течение периода времени, составляющего приблизительно 30 минут. Согласно следующим вариантам осуществления, покрытые стеклянные контейнеры рассматриваются как термически устойчивые, если стандарты выполняются при температуре, составляющей по меньшей мере приблизительно 390°C или даже приблизительно 400°C, в течение периода времени, составляющего приблизительно 30 минут.
Покрытые стеклянные контейнеры, которые описаны в настоящем документе, могут также быть термически устойчивыми в интервале температур, и это означает, что покрытые стеклянные контейнеры являются термически устойчивыми, имея стандартные значения коэффициента трения и прочности при горизонтальном сжатии при каждой температуре в данном интервале. Например, согласно вариантам осуществления, которые описаны в настоящем документе, покрытые стеклянные контейнеры могут быть термически устойчивыми при температуре, составляющей по меньшей мере от приблизительно 250°C или даже приблизительно 260°C до менее чем или равной приблизительно 400°C. Согласно некоторым вариантам осуществления, покрытые стеклянные контейнеры могут быть термически устойчивыми при температуре в интервале по меньшей мере от приблизительно 250°C или даже приблизительно 260°C до приблизительно 350°C. Согласно некоторым другим вариантам осуществления, покрытые стеклянные контейнеры могут быть термически устойчивыми при температуре составляющей по меньшей мере от приблизительно 280°C до приблизительно 350°C. Согласно следующим вариантам осуществления, покрытые стеклянные контейнеры могут быть термически устойчивыми при температуре составляющей по меньшей мере от приблизительно 290°C до приблизительно 340°C. Согласно еще одному варианту осуществления, покрытый стеклянный контейнер может быть термически устойчивым в интервале температур от приблизительно 300°C до приблизительно 380°C. Согласно еще одному варианту осуществления, покрытый стеклянный контейнер может быть термически устойчивым в интервале температур от приблизительно 320°C до приблизительно 360°C.
Потеря массы означает измеряемое свойство покрытого стеклянного контейнера, которое относится к количеству летучих веществ, высвобождающихся из покрытого стеклянного контейнера, когда на данный покрытый стеклянный контейнер воздействует выбранная повышенный температура в течение выбранного периода времени. Потеря массы, как правило, представляет собой показатель механического разрушения покрытия вследствие термического воздействия. Поскольку стеклянный корпус покрытого стеклянного контейнера не проявляет измеряемой потери массы при температурах измерения, в исследовании потери массы, которое подробно описано в настоящем документе, получают информацию о потере массы только для смазывающего покрытия, которое нанесено на стеклянный контейнер. На потерю массы могут влиять многочисленные факторы. Например, количество органического материала, которое может удаляться с покрытия, может влиять на потерю массы. Разрыв углеродного скелета и боковых цепей полимера приводит к теоретическому 100% удалению покрытия. Металлоорганические полимерные материалы, как правило, полностью теряют свой органический компонент, но при этом остается неорганический компонент остается. Таким образом, результаты потери массы нормируются на основании того, какая часть покрытия является органической и неорганической (например, процентное содержание диоксида кремния в покрытии) при полном теоретическом окислении.
Чтобы определить потерю массы, покрытый образец, такой как покрытый стеклянный контейнер, сначала нагревают до 150°C и выдерживают при этой температуре в течение 30 минут для высушивания покрытия, эффективно удаляя H2O из покрытия. Образец затем нагревают от 150°C до 350°C при скорости нагревания, составляющей 10°C/мин, в окислительной среде, такой как воздух. Для целей определения потери массы учитываются только данные, собранные при температуре от 150°C до 350°C. Согласно некоторым вариантам осуществления, смазывающее покрытие проявляет потерю массы, составляющую менее чем приблизительно 5% его массы, когда оно нагревается от 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин. Согласно другим вариантам осуществления, смазывающее покрытие проявляет потерю массы, составляющую менее чем приблизительно 3% или даже менее чем приблизительно 2%, когда оно нагревается от 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин. Согласно некоторым другим вариантам осуществления, смазывающее покрытие проявляет потерю массы, составляющую менее чем приблизительно 1,5%, когда оно нагревается от 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин. Согласно некоторым другим вариантам осуществления, смазывающее покрытие проявляет потерю массы, составляющую менее чем приблизительно 0,75%, когда оно нагревается от 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин. Согласно некоторым другим вариантам осуществления, смазывающее покрытие практически не проявляет потерю своей массы, когда оно нагревается от 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин.
Результаты потери массы определяют на основании процедуры, в которой сравнивают массу покрытого стеклянного контейнера до и после термической обработки, такой как повышение температуры со скоростью 10°C/мин от 150°C до 350°C, как описано в настоящем документе. Изменение массы флакона от предварительной термической обработки до последующей термической обработки представляет собой потерю массы покрытия, которую можно стандартизировать как процентную потерю массы покрытие, таким образом, что масса после предварительной термической обработки покрытия (масса, не включающая стеклянный корпус контейнера и после стадии предварительного нагревания) оказывается известной путем сравнения массы на непокрытом стеклянном контейнере с предварительно обработанным покрытым стеклянный контейнер. В качестве альтернативы, полная масса покрытия может быть определена путем анализа полного содержания органического углерода или другими аналогичными способами.
Ссылаясь далее на Фиг. 10, выделение газов означает измеряемое свойство покрытого стеклянного контейнера 100, которое относится к количеству летучих веществ, высвобождающихся из покрытого стеклянного контейнера 100, когда покрытый стеклянный контейнер выдерживается при выбранной повышенной температуре в течение выбранного периода времени. Измеренное выделение газов сообщается в настоящем документе как массовое количество летучих веществ, высвобождающихся в расчете на площадь поверхности стеклянного контейнера, имеющего покрытие, в процессе выдерживания при повышенной температуре в течение заданного периода времени. Поскольку стеклянный корпус покрытого стеклянного контейнера не проявляет измеряемое выделение газов при температурах, известных для выделения газов, в результате исследования выделения газов, как подробно описано выше, получается информация о выделении практически только для смазывающего покрытия, которое нанесено на стеклянный контейнер. Результаты выделения газов определяют на основании процедуры, в которой покрытый стеклянный контейнер 100 помещается в содержащую стеклянный образец камеру 402 устройства 400, которое проиллюстрировано на Фиг. 10. В качестве холостого образца пустая камера для образцов исследуется перед исследованием каждого образца. Камера для образцов выдерживается в условиях потока воздуха с постоянной скоростью 100 мл/мин, которая измеряется с помощью расходомера 406, в то время как печь 404 нагревается до 350°C и выдерживается при этой температуре в течение 1 часа для подготовки камеры в качестве холостого образца. После этого покрытый стеклянный контейнер 100 помещают в камеру 402 для образцов, и камеру для образцов выдерживают в условиях потока воздуха с постоянной скоростью 100 мл/мин, нагревают до повышенной температуры и выдерживают при этой температуре в течение периода времени для получения образца из покрытого стеклянного контейнера 100. Камера 402 для образцов изготовлена из стекла типа пирекс, что ограничивает максимальную температуру анализа на уровне 600°C. Содержащая адсорбент Carbotrap 300 ловушка 408 устанавливается на выпускное отверстие камеры для образцов, чтобы адсорбировать образующиеся летучие вещества, которые высвобождаются из образца и пропускаются над поглощающим полимером в потоке воздуха в качестве продувочного газа 410, где летучие вещества адсорбируются. Поглощающий полимер затем помещают непосредственно в блок термической десорбции Gerstel, с которым непосредственно соединяется газовый хроматограф Hewlett Packard 5890 серии II/масс-спектрометр Hewlett Packard 5989. Выделяющиеся газообразные вещества термически десорбируются при 350°C с поглощающего полимера и криогенно конденсируются в верхней части неполярной колонки газового хроматографа (DB-5MS). Температура внутри газового хроматографа увеличивается со скоростью 10°C/мин до конечной температуры 325°C, таким образом, чтобы осуществлялись разделение и очистка летучих и полулетучих органических веществ. Было продемонстрировано, что механизм разделения основан на различной теплоте испарения различных органических веществ, в результате чего, естественно, получаются различные температуры кипения или хроматограммы дистилляции. После разделения очищенные вещества анализируют, осуществляя традиционные способы масс-спектрометрии с ионизацией электронным ударом. За счет работы в стандартизированных условиях получаемые в результате масс-спектры можно сравнивать с имеющимися масс-спектрометрическими библиотеками.
Согласно некоторым вариантам осуществления, покрытые стеклянные контейнеры, которые описаны в настоящем документе, проявляют выделение газов, составляющее менее чем или равное приблизительно 54,6 нг/см2, составляющий менее чем или равное приблизительно 27,3 нг/см2 или даже составляющее менее чем или равное приблизительно 5,5 нг/см2 в процессе воздействия повышенной температуры, составляющей приблизительно, 250°C, приблизительно 275°C, приблизительно 300°C, приблизительно 320°C, приблизительно 360°C или даже приблизительно 400°C, в течение периода времени, составляющего приблизительно 15 минут, приблизительно 30 минут, приблизительно 45 минут или приблизительно 1 час. Кроме того, покрытые стеклянные контейнеры могут быть термически устойчивыми в определенном интервале температур, и это означает, что покрытые контейнеры проявляют определенное выделение газов, как описано выше, при каждой температуре в пределах заданного интервала. Перед измерением выделения газов покрытые стеклянные контейнеры могут находиться в состоянии после нанесения покрытия (т.е. непосредственно после нанесения смазывающего покрытия) или после любой обработки, такой как депирогенизация, лиофилизация или обработка в автоклаве. Согласно некоторым вариантам осуществления, покрытый стеклянный контейнер 100 может практически не проявлять выделение газов.
Согласно некоторым вариантам осуществления, данные о выделении газов можно использовать, чтобы определять потерю массы смазывающего покрытия. Массу покрытия после предварительной термической обработки можно определять, если известны толщина покрытия (определяется по полученному сканирующим электронным микроскопом (SEM) изображению или другим способом), плотность смазывающего покрытия и площадь поверхности смазывающего покрытия. После этого покрытый стеклянный контейнер можно подвергать процедуре выделения газов, и потерю массы можно определять, находя соотношение уменьшения массы при выделении газов и массы после предварительной термической обработки.
Покрытые стеклянные контейнеры, которые описаны в настоящем документе, проявляют прочность при четырехточечном изгибе. Чтобы измерить прочность при четырехточечном изгибе стеклянного контейнера, для измерения используется стеклянная трубка, которая является предшественником покрытого стеклянного контейнера 100. Стеклянную трубку имеет диаметр, который является таким же, как диаметр стеклянного контейнера, но не включает основание стеклянного контейнера или горлышко стеклянного контейнера (т.е. до превращения трубки в стеклянный контейнер). Стеклянную трубку затем подвергают исследованию напряжения при четырехточечном изгибе, чтобы вызвать механическое разрушение. Исследование осуществляется в условиях относительной влажности 50% с внешними контактными элементами, разделенными расстоянием в 9 дюймов (22,86 см), и внутренними контактными элементами, разделенными расстоянием в 3 дюйма (7,62 мм), при скорости нагрузки 10 мм/мин.
Измерение напряжения при четырехточечном изгибе можно также осуществлять, используя покрытую и подвергнутую трению трубку. Работа испытательного устройства 300 может вызывать истирание поверхности трубки, такое как образование поверхностных царапин, которые уменьшают прочность трубки, как описано в измерении прочности при горизонтальном сжатии подвергнутого трению флакона. Стеклянная трубка затем подвергается исследованию напряжения при четырехточечном изгибе, которое вызывает механическое разрушение. Исследование осуществляется в условиях температуры 25°C и относительной влажности 50% с использованием внешних контактных элементов, разделенных расстоянием в 9 дюймов (22,86 см), и внутренних контактных элементов, разделенных расстоянием в 3 дюйма (7,62 мм), при скорости нагрузки 10 мм/мин, хотя трубка располагается таким образом, что царапина проводится при напряжении в процессе исследование.
Согласно некоторым вариантам осуществления, прочность при четырехточечном изгибе стеклянной трубки со смазывающим покрытием после трения превышает в среднем по меньшей мере на 10%, 20% или даже 50% механическую прочность непокрытой стеклянной трубки, подвергнутой трению в таких же условиях.
Ссылаясь на Фиг. 11, прозрачность и цвет покрытого контейнера можно исследовать посредством измерения пропускания света через контейнер при длине волны в диапазоне от 400 до 700 нм с использованием спектрофотометра. Измерения осуществляют, направляя световой луч на контейнер по нормали к стенке контейнера, таким образом, что луч проходит через смазывающее покрытие дважды, первый раз при входе в контейнер и второй раз при выходе из него. Согласно некоторым вариантам осуществления, пропускание света через покрытый стеклянный контейнер может составлять более чем или равняться приблизительно 55% пропускания света через непокрытый стеклянный контейнер для длины волны от приблизительно 400 нм до приблизительно 700 нм. Как описано в настоящем документе, пропускание света можно измерять до термической обработки или после термической обработки, такой как термическая обработка, описанная в настоящем документе. Например, для каждой длины волны в диапазоне от приблизительно 400 нм до приблизительно 700 нм пропускание света может составлять более чем или равняться приблизительно 55% пропускания света через непокрытый стеклянный контейнер. Согласно другим вариантам осуществления, пропускание света через покрытый стеклянный контейнер составляет более чем или равняется приблизительно 55%, приблизительно 60%, приблизительно 65%, приблизительно 70%, приблизительно 75%, приблизительно 80% или даже приблизительно 90% пропускания света через непокрытый стеклянный контейнер для длины волны, составляющей от приблизительно 400 нм до приблизительно 700 нм.
Как описано в настоящем документе, пропускание света можно измерять до воздействия окружающей среды, например, термической обработки, описанной в настоящем документе, или после воздействия окружающей среды. Например, после термической обработки при температуре, составляющей приблизительно 250°C, приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут, или после воздействия в условиях лиофилизации, или после воздействия при обработке в автоклаве пропускание света через покрытый стеклянный контейнер составляет более чем или равняется приблизительно 55%, приблизительно 60%, приблизительно 65%, приблизительно 70%, приблизительно 75%, приблизительно 80% или даже приблизительно 90% пропускания света через непокрытый стеклянный контейнер для длины волны в диапазоне от приблизительно 400 нм до приблизительно 700 нм.
Согласно некоторым вариантам осуществления, покрытый стеклянный контейнер 100 может восприниматься как бесцветный и прозрачный для невооруженного глаза человека при наблюдении под любым углом. Согласно некоторым другим вариантам осуществления, смазывающее покрытие 160 может иметь видимый оттенок, например, в том случае, когда смазывающее покрытие 160 включает полиимид, предшественником которого является поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин)амидокислота, поставляемая на продажу компанией Aldrich.
Согласно некоторым вариантам осуществления, стеклянный контейнер 100 со смазывающим покрытием 160 может иметь внешнюю поверхность, на которую может быть помещена клейкая этикетка. То есть, хотя смазывающее покрытие 160 имеет низкий коэффициент трения, на покрытие все же может быть помещена клейкая этикетка, таким образом, что эта клейкая этикетка прочно прикрепляется. Однако способность прикрепления клейкой этикетки не является обязательной для всех вариантов стеклянного контейнера 100 со смазывающим покрытием 160, которые описаны в настоящем документе.
Снова ссылаясь на Фиг. 8, согласно некоторым вариантам осуществления, смазывающее покрытие 160 может представлять собой временное покрытие. Выражение "временное покрытие", который используется в настоящем документе, означает, что покрытие не остается постоянно прикрепленным к стеклянному контейнеру 100, и его можно удалять со стеклянного контейнера 100, осуществляя, например, промывание, нагревание (т.е. пиролиз) и т.д. Например, согласно вариантам осуществления, в которых смазывающее покрытие 160 представляет собой временное покрытие, которое можно удалять посредством пиролиза, покрытие можно подвергать пиролизу при температуре, составляющей менее чем или равной приблизительно 300°C. В качестве альтернативы, смазывающее покрытие 160 может представлять собой временное покрытие, которое может быть удалено посредством промывания стеклянного контейнера водным раствором моющего средства.
Согласно вариантам осуществления, которые описаны в настоящем документе, на стеклянный контейнер можно наносить неорганические покрытия, временные органические покрытия и/или прочные органические покрытия, чтобы обеспечивать желательный низкий коэффициент трения и устойчивость к повреждению.
Неорганическое покрытие
Снова ссылаясь на Фиг. 8, согласно некоторым вариантам осуществления, которые описаны в настоящем документе, смазывающее покрытие 160 представляет собой неорганическое покрытие. Неорганическое покрытие может представлять собой прочное неорганическое покрытие, которое остается постоянно прикрепленным к внешней поверхности 106 корпуса 102 стеклянного контейнера. Свойства прочного неорганического покрытия не ухудшаются при воздействии повышенных температур, и, по существу, коэффициент трения и прочность при горизонтальном сжатии стеклянного контейнера, имеющего прочное неорганическое покрытие, являются практически одинаковыми до и после воздействия повышенных температура, в том числе, без ограничения, температур в интервале от приблизительно 250°C до приблизительно 400°C. Прочное неорганическое покрытие представляет собой непрерывный покрытие, нанесенное по меньшей мере на часть внешней поверхности корпуса, и, как правило, оно не растворяется в воде и/или органических растворителях. Например, согласно некоторым вариантам осуществления, прочное неорганическое покрытие может включать металлонитридное покрытие, металлосульфидное покрытие, металлооксидное покрытие, SiO2, алмазоподобное углеродное или карбидное покрытие. Например, прочное неорганическое покрытие может включать по меньшей мере один из таких материалов, как TiN, BN, HBN, TiO2, Ta2O5, HfO2, Nb2O5, V2O5, SnO, SnO2, ZrO2, Al2O3, SiO2, ZnO, MoS2, BC, SiC, или представлять собой аналогичное металлооксидное, металлонитридное и карбидное покрытие, которое проявляет относительно низкий коэффициент трения по отношению к покрытому аналогичным образом стеклянному контейнеру, а также имеет относительно высокую термическую устойчивость. Согласно данным вариантам осуществления, покрытия можно наносить на внешнюю поверхность стеклянного контейнера, используя методы физического осаждения из паровой фазы, такие как испарение, испарение электронным пучком, магнетронное распыление при постоянном токе, неравновесное магнетронное распыление при постоянном токе, магнетронное распыление при переменном токе и неравновесное магнетронное распыление при переменном токе. В качестве альтернативы, покрытия можно наносить, осуществляя порошковое покрытие. Для нанесения покрытий могут быть также использованы технологии химического осаждения из паровой фазы (CVD), в том числе CVD в ультравысоком вакууме, CVD при низком давлении, CVD при атмосферном давлении, CVD, CVD металлоорганических соединений, CVD с использованием лазера, CVD на фотохимической основе, CVD с использованием аэрозоля, CVD с использованием микроволнового излучения и плазмы, CVD с использованием плазмы, CVD с непосредственным впрыскиванием жидкости, CVD атомных слов, CVD в процессе горения, CVD с помощью нагреваемой проволоки, CVD на основе быстрой термической обработки, химическая инфильтрация из паровой фазы и химическая лучевая эпитаксия.
Согласно одному конкретному варианту осуществления, прочное неорганическое покрытие представляет собой алмазоподобный углерод. Пленки или покрытия, образованные из алмазоподобного углерода (DLC), как правило, проявляют низкий коэффициент трения и высокую твердость. В частности, значительное количество углерода в покрытии DLC представляет собой углерод в состоянии гибридизации sp3. Этот материал придает данным покрытиям некоторые свойства алмаза, такие как высокая твердость и превосходная износоустойчивость. Твердость покрытий DLC прямо пропорциональна содержанию углерода в состоянии гибридизации sp3. Покрытия DLC можно наносить на внешнюю поверхность стеклянного контейнера, осуществляя ионно-лучевое осаждение, катодное дуговое напыление, импульсную лазерную абляцию, ионное напыление в аргоне и плазмохимическое осаждение из паровой фазы. В зависимости от толщины нанесенного покрытия DLC, конкретного метода осаждения и состава покрытия, цвет нанесенного слоя может представлять собой от оптически прозрачного желтого цвета (т.е. пленка DLC толщиной 0,1 мкм может быть оптически прозрачной, имея слабый желтый оттенок) до янтарного и черного цвета.
В качестве альтернативы, смазывающее покрытие 160 может представлять собой неорганическое покрытие, которое временно прикрепляется к внешней поверхности стеклянного контейнера, такое как временное покрытие. Согласно данным вариантам осуществления, временное покрытие может содержать неорганическую соль, такую как MgSO4, CaSO4, Ca3(PO4)2, Mg3(PO4)2, KNO3, K3PO4 и т.д.
Органические покрытия
Согласно некоторым альтернативным вариантам осуществления, смазывающее покрытие 160 может представлять собой органическое покрытие, такое как временное покрытие, которое временно прикрепляется к внешней поверхности стеклянного контейнера, или прочное органическое покрытие, которое постоянно прикрепляется к внешней поверхности стеклянного контейнера.
Что касается органических временных покрытий, оказывается желательной защита поверхностей стеклянных изделий (таких как стеклянный контейнер и т.д.) от повреждения в процессе изготовления, чтобы препятствовать уменьшению механической прочности стекла вследствие поверхностных дефектов, вызываемых контактом со стеклом. Это достигается, как правило, посредством нанесения покрытия, имеющего низкий коэффициент трения, как описано выше. Однако, поскольку стеклянный контейнер можно подвергать последующей обработке, покрытие не обязательно должно постоянно прикрепляться к внешней поверхности стеклянного контейнера, и вместо этого его можно удалять на последующих технологических стадиях после того, как покрытие выполнило свою задачу защиты стеклянного изделия. Например, временное покрытие можно удалять посредством пиролиза. Согласно вариантам осуществления, которые описаны в настоящем документе, временное покрытие можно подвергать пиролизу при температурах, составляющих менее чем или равных 300°C, в течение периода времени, составляющего менее чем или равного 1 часу. В качестве альтернативы, временное покрытие можно подвергать пиролизу при температуре 265°C в течение 2,5 часов или даже при 360°C в течение 10 минут или менее.
Можно использовать разнообразные органические материалы, чтобы изготавливать временное покрытие. Например, согласно некоторым вариантам осуществления, временное покрытие может включать, например, смесь, содержащую полиоксиэтиленгликоль, метакрилатный полимер, меламиноформальдегидный полимер и поливиниловый спирт, как описано в патенте US № 3577256. Такое покрытие можно наносить на внешнюю поверхность стеклянного контейнера после формования, и его можно подвергать пиролизу, удаляя с поверхности стекла в печи для отжига стекла.
Согласно еще одному варианту осуществления, временное органическое покрытие может включать один или несколько полисахаридов, как описано в патенте US № 6715316 B2, который описывает удаляемые защитные покрытия. Такие покрытия можно удалять с поверхности стекла, используя мягкое моющее средство на водной основе, такое как, например водный раствор 2% Semiclean KG.
Согласно еще одному варианту осуществления, временное органическое покрытие может представлять собой покрытие, нанесенное после выхода из печи для отжига, как описано в патенте US № 4055441, или аналогичное покрытие. Такие покрытия могут содержать по меньшей мере один из таких материалов, как полиэтиленоксиды, полипропиленоксиды, сополимеры этиленоксида и пропиленоксида, поливинилпирролидоны, полиэтиленимины, полиметилвиниловые эфиры, полиакриламиды, полиметакриламиды, полиуретаны, поливинилацетаты, поливинилформальдегиды, полиформальдегиды, в том числе включающий полиацетали и сополимеры ацеталей, полиалкилметакрилаты, метилцеллюлозы, этилцеллюлозы, гидроксиэтилцеллюлозы, гидроксипропилцеллюлозы, натриевые соли карбоксиметилцеллюлозы, метилгидроксипропилцеллюлоы, полиакриловые кислоты и соответствующие соли, полиметакриловые кислоты и соответствующие соли, сополимеры этилена и малеинового ангидрида, сополимеры этилена и винилового спирта, сополимеры этилена и акриловой кислоты, сополимеры винилацетата и винилового спирта, сополимеры метилвинилового эфира и малеинового ангидрида, эмульгирующиеся полиуретаны, полиоксиэтиленстеараты и полиолефины, включающие полиэтилены, полипропилены и их сополимеры, крахмалы и модифицированные крахмалы, гидроколлоиды, полиакрилoамид, растительные и животные жиры, воск, топленый жир, мыло, стеаринопарафиновые эмульсии, диметил- или дифенил- или смешанные метилфенилполисилоксаны, перфторированные силоксаны и другие замещенные силоксаны, алкилсиланы, ароматические силаны, окисленный полиэтилен, их сочетания, или аналогичные материалы для покрытий.
Временные органические покрытия можно наносить, приводя в непосредственный контакт такое покрытие со стеклянным контейнером. Например, покрытие можно наносить, осуществляя погружение, или в качестве альтернативы, распыление или другие подходящие процессы. Покрытие можно затем подвергать высушиванию и необязательному отверждению при высоких температурах.
Ссылаясь далее на Фиг. 8 и 12A, согласно некоторым вариантам осуществления, смазывающее покрытие 160 представляет собой прочное органическое покрытие, прикрепленное по меньшей мере к части внешней поверхности 106 стеклянного корпуса 102. Прочное органическое покрытие имеет низкий коэффициент трения, а также проявляет термическую устойчивость при повышенных температурах, как описано выше. Смазывающее покрытие 160 имеет внешнюю поверхность 162 и контактирующую со стеклом поверхность 164. Согласно вариантам осуществления, в которых смазывающее покрытие 160 представляет собой прочное органическое покрытие, смазывающее покрытие 160 может включать слой связующего вещества 180, который находится в непосредственном контакте с внешней поверхностью 106 стеклянного корпуса 102, и полимерный слой 170, который находится в непосредственном контакте со слоем связующего вещества 180. Однако следует понимать, что, согласно некоторым вариантам осуществления, смазывающее покрытие 160 может не включать слой связующего вещества 180, и полимерный слой 170 может находиться в непосредственном контакте с внешней поверхностью 106 стеклянного корпуса 102. Согласно некоторым вариантам осуществления, смазывающее покрытие 160 представляет собой покровный слой, как описывает предварительная патентная заявка US № 13/780754, поданная 28 февраля 2013 г. и озаглавленная "Стеклянные изделия с антифрикционными покрытиями", которая во всей своей полноте включается в настоящий документ посредством ссылки.
Ссылаясь далее на Фиг. 8 и 12A, согласно одному варианту осуществления, смазывающее покрытие 160 включает двухслойную структуру. Фиг. 12A представляет поперечное сечение части покрытого стеклянного контейнера, где смазывающее покрытие 160 включает полимерный слой 170 и слой связующего вещества 180. Полимерное химическое соединение может содержаться в полимерном слое 170, и связующее вещество может содержаться в слое связующего вещества 180. Слой связующего вещества 180 может находиться в непосредственном контакте с внешней поверхностью 106 стеклянного корпуса 102. Полимерный слой 170 может находиться в непосредственном контакте со слоем связующего вещества 180 и может образовывать внешнюю поверхность 162 смазывающего покрытия 160. Согласно некоторым вариантам осуществления слой связующего вещества 180 прикрепляется к внешней поверхности 106 стеклянного корпуса 102, и полимерный слой 170 прикрепляется к слою связующего вещества 180 на контактной поверхности 174. Однако следует понимать, что, согласно некоторым вариантам осуществления, смазывающее покрытие 160 может не включать связующее вещество, и полимерное химическое соединение может находиться в полимерном слое 170 в непосредственном контакте с внешней поверхностью 106 стеклянного корпуса 102. Согласно еще одному варианту осуществления, полимерное химическое соединение и связующее вещество могут в существенной степени смешиваться, образуя единый слой. Согласно некоторым другим вариантам осуществления, полимерный слой 170 может располагаться поверх слоя связующего вещества 180, и это означает, что полимерный слой 170 представляет собой внешний слой по отношению к слою связующего вещества 180 и внешней поверхности 106 стеклянного корпуса 102. При упоминании настоящем документе первый слой расположенный "поверх" второго слоя означает, что первый слой может находиться в непосредственном контакте со вторым слоем, или его может отделять от второго слоя, например, третий слой, расположенный между первым и вторым слоями.
Ссылаясь далее на Фиг. 12B, согласно одному варианту осуществления, смазывающее покрытие 160 может дополнительно включать контактный слой 190, расположенный между слоем связующего вещества 180 и полимерным слоем 170. Контактный слой 190 может включать одно или несколько химических соединений полимерного слоя 170, с которыми связаны одно или несколько химических соединений слоя связующего вещества 180. Согласно данному варианту осуществления, контактная поверхность слоя связующего вещества 180 и полимерного слоя 170 образует контактный слой 190, где происходит связывание между полимерным химическим соединением и связующим веществом. Однако следует понимать, что согласно некоторым вариантам осуществления, может отсутствовать какой-либо значительный слой на контактной поверхности слоя связующего вещества 180 и полимерного слоя 170, где полимер и связующее вещество химически соединяются друг с другом, как описано выше по отношению к Фиг. 12A.
Согласно еще одному варианту осуществления, полимерное химическое соединение и связующее вещество могут в существенной степени смешиваться, образуя единый слой, который представляет собой однородный слой смазывающего покрытия. Такой смешанный единый слой может находиться в непосредственном контакте с внешней поверхностью 106 стеклянного корпуса 102, как описано в настоящем документе, материалы полимерного слоя 170 и слоя связующего вещества 180 (т.е. по меньшей мере полимер и по меньшей мере связующее вещество, соответственно) могут смешиваться, образуя по меньшей мере один слой смазывающего покрытия 160. Образующее смешанный слой смазывающее покрытие 160 может дополнительно включать материалы, которые не представляют собой полимерную химическую композицию и связующее вещество. Чтобы изготовить образующее смешанный слой смазывающее покрытие 160, разнообразные материалы такого слоя можно смешивать друг с другом в растворе перед нанесением смазывающего покрытия 160 на стеклянный контейнер 100. Согласно другим вариантам осуществления, можно наносить смешанные слои на или под несмешанные слои, в том числе, например, смешанный слой полимера и связующего вещества под слой, содержащий, в основном, только полимерный материал. Согласно другим вариантам осуществления, смазывающее покрытие может включать более чем два слоя, в том числе три или четыре слоя.
Смазывающее покрытие 160, нанесенное на внешнюю поверхность 106 стеклянного корпуса 102, может иметь толщину, составляющую менее чем приблизительно 100 мкм или даже составлять менее чем или равняться приблизительно 1 мкм. Согласно некоторым вариантам осуществления, толщина смазывающего покрытия 160 может составлять менее чем или равняться приблизительно 100 нм. Согласно другим вариантам осуществления, толщина смазывающего покрытия 160 может составлять менее чем приблизительно 90 нм, менее чем приблизительно 80 нм, менее чем приблизительно 70 нм, менее чем приблизительно 60 нм, менее чем приблизительно 50 нм или даже менее чем приблизительно 25 нм. Согласно некоторым вариантам осуществления, смазывающее покрытие 160 может не иметь однородную толщину по всей поверхности стеклянного корпуса 102. Например, покрытый стеклянный контейнер 100 может иметь смазывающее покрытие 160 большей толщины в некоторых областях вследствие процесса введения в контакт внешней поверхности 106 стеклянного корпуса 102 с одним или несколькими покровными растворами, которые образуют смазывающее покрытие 160. Согласно некоторым вариантам осуществления, смазывающее покрытие 160 может иметь неоднородную толщину. Например, толщина покрытия может изменяться в различных областях покрытого стеклянного контейнера 100, что может усиливать защиту в выбранной области. Согласно еще одному варианту осуществления, только на выбранные части внешней поверхности 106 стеклянного корпуса нанесено смазывающее покрытие 160.
Согласно вариантам осуществления, которые включают по меньшей мере два слоя, таких как полимерный слой 170, контактный слой 190 и/или слой связующего вещества 180, каждый слой может иметь толщину, составляющую менее чем приблизительно 100 мкм или даже составляющую менее чем или равную приблизительно 1 мкм. Согласно некоторым вариантам осуществления, толщина каждого слоя может составлять менее чем или равняться приблизительно 100 нм. Согласно другим вариантам осуществления, толщина каждого слоя может составлять менее чем приблизительно 90 нм, менее чем приблизительно 80 нм, менее чем приблизительно 70 нм, менее чем приблизительно 60 нм, менее чем приблизительно 50 нм или даже менее чем приблизительно 25 нм.
Как отмечено в настоящем документе, согласно некоторым вариантам осуществления, смазывающее покрытие 160 включает связующее вещество. Связующее вещество можно улучшать адгезию или связывание полимерного химического соединения с внешней поверхностью 106 стеклянного корпуса 102, и, как правило, оно находится между стеклянным корпусом 102 и полимерным химическим соединением в слое полимерного химического соединения 170 или смешивается с полимерным химическим соединением. Термин "адгезия", который используется в настоящем документе, означает прочность скрепления или связывания полимерного слоя до и после обработки, которой подвергается покрытый стеклянный контейнер, такой как термическая обработка. Виды термической обработки включают, без ограничения, обработку в автоклаве, депирогенизацию, лиофилизацию и т.д.
Согласно одному варианту осуществления, связующее вещество может включать по меньшей мере одно силановое химическое соединение. При упоминании в настоящем документе, "силановое химическое соединение" представляет собой любое химическое соединение, включающее силановый фрагмент, в том числе функциональные органосиланы, а также силанолы, которые образуются из силанов в водных растворах. Силановое химическое соединение в составе связующего вещества может быть ароматическим или алифатическим. Согласно некоторым вариантам осуществления, по меньшей мере одно силановое химическое соединение может включать аминогруппу, такую как первичная аминогруппа или вторичная аминогруппа. Кроме того, связующее вещество может включать продукты гидролиза и/или олигомеры таких силанов, например, один или несколько силсесквиоксановых химических соединений, которые образуются из одного или нескольких силановых химических соединений. Силсесквиоксановые химические соединения могут представлять собой полноклеточные структуры, частичноклеточные структуры или бесклеточные структуры.
Связующее вещество может включать любое число различных химических соединений, в том числе одно химическое соединение, два различных химических соединения или более чем два различных химических соединения, включая олигомеры, образованные из более чем одного мономерного химического соединения. Согласно одному варианту осуществления, связующее вещество может включать по меньшей мере одно соединение, представляющее собой (1) первое силановое химическое соединение, продукт его гидролиза или соответствующий олигомер или (2) химическое соединение, которое образуют в результате олигомеризации по меньшей мере первое силановое химическое соединение и второе силановое химическое соединение. Согласно еще одному варианту осуществления, связующее вещество включает первый и второй силан. При упоминании в настоящем документе, "первое" силановое химическое соединение и "второе" силановое химическое соединение представляют собой силаны, имеющие различные химические составы. Первое силановое химическое соединение может представлять собой ароматическое или алифатическое химическое соединение, которое может необязательно включать аминогруппу и может необязательно представлять собой алкоксисилан. Аналогичным образом, второе силановое химическое соединение может представлять собой ароматическое или алифатическое химическое соединение, которое может необязательно включать аминогруппу и может необязательно представлять собой алкоксисилан.
Например, согласно одному варианту осуществления, только одно силановое химическое соединение используется в качестве связующего вещества. Согласно такому варианту осуществления, связующее вещество может включать силановое химическое соединение, продукт его гидролиза или соответствующий олигомер.
Согласно еще одному варианту осуществления, множество силановых химических соединений можно использовать в качестве связующего вещества. Согласно такому варианту осуществления, связующее вещество может включать по меньшей мере одно вещество, представляющее собой (1) смесь первого силанового химического соединения и второго силанового химического соединения или (2) химическое соединение, которое образуют в результате олигомеризации по меньшей мере первое силановое химическое соединение и второе силановое химическое соединение.
Согласно вариантам осуществления, которые описаны выше, первое силановое химическое соединение и/или второе силановое химическое соединение могут представлять собой ароматические химические соединения. Упоминаемое в настоящем документе ароматическое химическое соединение содержит одно или несколько шестичленных углеродных колец, характерных для соединений ряда бензола и родственных органических соединений. Ароматическое силановое химическое соединение может представлять собой алкоксисилан такой как, но не ограничиваясь этим, диалкоксисилановое химическое соединение, продукт его гидролиза или соответствующий олигомер, или триалкоксисилановое химическое соединение, продукт его гидролиза или соответствующий олигомер. Согласно некоторым вариантам осуществления, ароматический силан может включать аминогруппу, и он может представлять собой алкоксисилан, включающий аминогруппу. Согласно еще одному варианту осуществления, ароматическое силановое химическое соединение может представлять собой ароматическое алкоксисилановое химическое соединение, ароматическое ацилоксисилановое химическое соединение, ароматическое галогенсилановое химическое соединение или ароматическое аминосилановое химическое соединение. Согласно еще одному варианту осуществления, ароматическое силановое химическое соединение можно выбирать из группы, которую составляют аминофенил-, 3-(м-аминофенокси)пропил-, N-фениламинопропил- или хлорметилфенилзамещенные алкокси-, ацилокси-, галоген- или аминосиланы. Например, ароматический алкоксисилан может представлять собой, но не ограничивается этим, аминофенилтриметоксисилан (иногда сокращенно называется в настоящем документе "APhTMS"), аминофенилдиметоксисилан, аминофенилтриэтоксисилан, аминофенилдиэтоксисилан, 3-(м-аминофенокси)пропилтриметоксисилан, 3-(м-аминофенокси)пропилдиметоксисилан, 3-(м-аминофенокси)пропилтриэтоксисилан, 3-(м-аминофенокси)пропилдиэтоксисилан, N-фениламинопропилтриметоксисилан, N-фениламинопропилдиметоксисилан, N-фениламинопропилтриэтоксисилан, N-фениламинопропилдиэтоксисилан, продукты их гидролиза или соответствующие олигомеризованные химические соединения. Согласно примерному варианту осуществления, ароматическое силановое химическое соединение может представлять собой аминофенилтриметоксисилан.
Согласно вариантам осуществления, которые описаны выше, первое силановое химическое соединение и/или второе силановое химическое соединение могут представлять собой алифатические химические соединения. При упоминании в настоящем документе алифатическое химическое соединение представляет собой неароматическое, химическое соединение, имеющее структуру с открытой цепью, включая, но не ограничиваясь этим, алканы, алкены и алкины. Например, согласно некоторым вариантам осуществления, связующее вещество может включать химическое соединение, которое представляет собой алкоксисилан, причем оно может представлять собой алифатический алкоксисилан, такой как, но не ограничиваясь этим, диалкоксисилановое химическое соединение, продукт его гидролиза или соответствующий олигомер, или триалкоксисилановое химическое соединение, продукт его гидролиза или соответствующий олигомер. Согласно некоторым вариантам осуществления, алифатический силан может включать аминогруппу, и он может представлять собой алкоксисилан, включающий аминогруппу, такой как аминоалкилтриалкоксисилан. Согласно одному варианту осуществления, алифатическое силановое химическое соединение может быть выбрано из группы, которую составляют 3-аминопропил-, N-(2-аминоэтил)-3-аминопропил-, винил-, метил-, N-фениламинопропил-, (N-фениламино)метил-, N-(2-винилбензиламиноэтил)-3-аминопропилзамещенные алкокси-, ацилокси-, галоген- или аминосиланы, продукты их гидролиза или соответствующие олигомеры. Аминоалкилтриалкоксисиланы включают, но не ограничиваются этим, 3-аминопропилтриметоксисилан (иногда сокращенно называется в настоящем документе "GAPS"), 3-аминопропилдиметоксисилан, 3-аминопропилтриэтоксисилан, 3-аминопропилдиэтоксисилан, N-(2-аминоэтил)-3-аминопропилтриметоксисилан, N-(2-аминоэтил)-3-аминопропилдиметоксисилан, N-(2-аминоэтил)-3-аминопропилтриэтоксисилан, N-(2-аминоэтил)-3-аминопропилдиэтоксисилан, продукты их гидролиза и соответствующие олигомеризованные химические соединения. Согласно другим вариантам осуществления, алифатическое алкоксисилановое химическое соединение может не содержать аминогруппу и представлять собой, например, алкилтриалкоксисилан или алкилбиалкоксисилан. Такие алкилтриалкоксисиланы или алкилбиалкоксисиланы включают, но не ограничиваются этим, винилтриметоксисилан, винилдиметоксисилан, винилтриэтоксисилан, винилдиэтоксисилан, метилтриметоксисилан, метилдиметоксисилан, метилтриэтоксисилан, метилдиэтоксисилан, продукты их гидролиза или соответствующие олигомеризованные химические соединения, включая содержащие аминогруппы силсесквиоксановые олигомеры, такие как, но не ограничиваясь этим, WSA-7011, WSA-9911, WSA-7021, WSAV-6511, которые производит компания Gelest. Согласно примерному варианту осуществления, алифатическое силановое химическое соединение представляет собой 3-аминопропилтриметоксисилан.
Согласно еще одному варианту осуществления, слой связующего вещества 180 может включать химические вещества, которые представляют собой гидролизованные аналоги аминоалкоксисиланов, такие как, но не ограничиваясь этим, (3- аминопропил)силантриол, N-(2-аминоэтил)-3-аминопропилсилантриол и/или их смеси.
Согласно еще одному варианту осуществления, слой связующего вещества 180 может включать химические вещества, которые представляют собой аминоалкилсилсесквиоксаны. Согласно одному варианту осуществления слой связующего вещества 180 включает аминопропилсилсесквиоксановый (APS) олигомер (поставляется на продажу в форме водного раствора от компании Gelest).
Согласно еще одному варианту осуществления, слой связующего вещества 180 может представлять собой неорганический материал, такой как металлическая и/или керамическая пленка. Неограничительные примеры подходящих неорганических материалов, используемых в качестве слоя связующего вещества 180, включают олово, титан и/или их оксиды.
Было обнаружено, что образование связующего вещества из сочетаний различные химических соединений, в частности, сочетаний силановых химических соединений, может улучшать термическую устойчивость смазывающего покрытия 160. Например, было обнаружено, что сочетания ароматических силанов и алифатических силанов, таких как силаны, описанные выше, улучшает термическую устойчивость смазывающего покрытия, и в результате этого получается покрытие, которое сохраняет свои механические свойства, такие как коэффициент трения и адгезионные характеристики после термической обработки при повышенных температурах. Соответственно, согласно одному варианту осуществления, связующее вещество включает сочетание ароматических и алифатических силанов. Согласно данным вариантам осуществления, соотношение алифатических силанов и ароматических силанов (алифатические силаны/ароматические силаны) может составлять от приблизительно 1:3 до приблизительно 1:0,2. Если связующее вещество включает два или более химических соединений, таких как по меньшей мере алифатический силан и ароматический силан, массовое соотношение двух химических соединений может представлять собой любое соотношение, такое как массовое соотношение первого силанового химического соединения и второго силанового химического соединения (первый силан/второй силан), составляющее от приблизительно 0,1:1 до приблизительно 10:1. Например, согласно некоторым вариантам осуществления, данное соотношение может составлять от приблизительно 0,5:1 до приблизительно 2:1, в том числе 2:1, 1:1, 0,5:1. Согласно некоторым вариантам осуществления, связующее вещество может включать сочетания множества алифатических силанов и/или множество ароматических силанов, которые можно наносить на стеклянный контейнер, осуществляя одну или несколько стадий и используя или не используя органические или неорганические наполнители. Согласно некоторым вариантам осуществления, связующее вещество включает олигомеры, такие как силсесквиоксаны, которые образуют как алифатические, так и ароматические силаны.
Согласно примерному варианту осуществления, первое силановое химическое соединение, представляет собой ароматическое силановое химическое соединение и второе силановое химическое соединение представляет собой алифатическое силановое химическое соединение. Согласно одному примерному варианту осуществления, первое силановое химическое соединение представляет собой ароматическое алкоксисилановое химическое соединение, включающее по меньшей мере одну аминогруппу, и второе силановое химическое соединение представляет собой алифатическое алкоксисилановое химическое соединение, включающее по меньшей мере одну аминогруппу. Согласно еще одному примерному варианту осуществления, связующее вещество включает олигомер одного или нескольких силановых химических соединений, причем данный олигомер представляет собой силсесквиоксановое химическое соединение, и по меньшей мере одно из силановых химических соединений включает по меньшей мере одну ароматическую группу и по меньшей мере одну аминогруппу. Согласно одному конкретному примерному варианту осуществления, первое силановое химическое соединение представляет собой аминофенилтриметоксисилан, и второе силановое химическое соединение представляет собой 3-аминопропилтриметоксисилан. Соотношение ароматического силана и алифатического силана может составлять приблизительно 1:1. Согласно еще одному конкретному примерному варианту осуществления, связующее вещество включает олигомер, который образуют аминофенилтриметоксисилан и 3-аминопропилтриметоксисилан. Согласно еще одному варианту осуществления, связующее вещество может включать смесь аминофенилтриметоксисилана и 3-аминопропилтриметоксисилана, а также олигомеры, образованные из этих двух соединений.
Согласно одному варианту осуществления, связующее вещество наносится на внешнюю поверхность 106 стеклянного корпуса 102 посредством приведения в контакт поверхности с разбавленным связующим веществом в процессе погружения. Связующее вещество можно смешивать с растворителем при нанесении на стеклянный корпус 102. Согласно еще одному варианту осуществления, связующее вещество можно наносить на стеклянный корпус 102 путем распыления или другим подходящим способом. Стеклянный корпус 102, содержащий связующее вещество, можно затем высушивать при температуре, составляющей приблизительно 120°C в течение приблизительно 15 минут или в течение любого другого периода времени при температуре, достаточной для соответствующего высвобождения воды и/или других органических растворителей, которые присутствуют на внешней поверхности 106 стенной части 110.
Ссылаясь на Фиг. 12A, согласно одному варианту осуществления, связующее вещество находится на стеклянном контейнере в качестве слоя связующего вещества 180 и нанесено в форме раствора, содержащего приблизительно 0,5 мас.% первого силана и приблизительно 0,5 мас.% второго силана (в сумме 1 мас.% силана), с которым смешивается по меньшей мере одно вещество, представляющее собой воду или органический растворитель, такой как, но не ограничиваясь этим, метанол. Однако следует понимать, что суммарная концентрация силанов в растворе может составлять более или менее чем приблизительно 1 мас.%, в том числе от приблизительно 0,1 мас.% до приблизительно 10 мас.%, от приблизительно 0,3 мас.% до приблизительно 5,0 мас.%, или от приблизительно 0,5 мас.% до приблизительно 2,0 мас.%. Например, согласно одному варианту осуществления, массовое соотношение органического растворителя и воды (органический растворитель/вода) может составлять от приблизительно 90:10 до приблизительно 10:90, и, согласно одному варианту осуществления, оно может составлять приблизительно 75:25. Массовое соотношение силана и растворителя может влиять на толщину слоя связующего вещества, причем увеличение процентного содержания силанового химического соединения в растворе связующего вещества может увеличивать толщину слоя связующего вещества 180. Однако следует понимать, что на толщину слоя связующего вещества 180 могут влиять и другие параметры, такие как, но не ограничиваясь этим, параметры процесса нанесения покрытия путем погружения, такие как скорость извлечения из ванны. Например, при повышении скорости извлечения можно получать более толстый слой связующего вещества 180.
Согласно одному варианту осуществления, слой связующего вещества 180 наносят в форме раствора, содержащего первое силановое химическое соединение и второе силановое химическое соединение, что может улучшать термическую устойчивость и/или механические свойства смазывающего покрытия 160. Например, первое силановое химическое соединение может представлять собой алифатический силан, такой как GAPS, а второе силановое химическое соединение может представлять собой ароматический силан, такой как APhTMS. В данном примере соотношение алифатических силанов и ароматических силанов (алифатические силаны/ароматические силаны) может составлять приблизительно 1:1. Однако следует понимать, что возможными являются и другие соотношения, в том числе составляющие от приблизительно 1:3 до приблизительно 1:0,2, как описано выше. Ароматическое силановое химическое соединение и алифатическое силановое химическое соединение можно смешивать по меньшей мере с одним веществом, представляющим собой воду или органический растворитель, такой как, но не ограничиваясь этим, метанол. Данный раствор затем наносится на внешнюю поверхность 106 стеклянного корпуса 102 и отверждается, образуя слой связующего вещества 180.
Согласно еще одному варианту осуществления, слой связующего вещества 180 наносится в форме раствора, содержащего 0,1 об.% имеющегося в продаже аминопропилсилсесквиоксанового олигомера. Для нанесения слоя связующего вещества можно использовать растворы, имеющие другие концентрации, в том числе, но не ограничиваясь этим, растворы, содержащие от 0,01 до 10,0 об.% аминопропилсилсесквиоксанового олигомера.
Согласно некоторым вариантам осуществления, слой связующего вещества 180 имеет достаточную термическую устойчивость, и, таким образом, слой связующего вещества 180 может сам по себе служить в качестве смазывающего покрытия 160 без каких-либо дополнительных покрытий, таких как слой полимерного химического соединения 170 и т.д. Соответственно, следует понимать, что, согласно данным вариантам осуществления, смазывающее покрытие 160 включает единственное вещество, в частности, связующее вещество.
Как отмечено в настоящем документе, когда смазывающее покрытие 160 представляет собой прочное органическое покрытие, данное покрытие может также включать полимерное химическое соединение в качестве слоя полимерного химического соединения 170. Полимерное химическое соединение может представлять собой термически устойчивый полимер или смесь полимеров, таких как, но не ограничиваясь этим, полиимиды, полибензимидазолы, полисульфоны, полиэфирэфиркетоны, простые полиэфиримиды, полиамиды, полифенилы, полибензотиазолы, полибензоксазолы, полибистиазолы и полиароматические гетероциклические полимеры, где присутствуют или отсутствуют органические или неорганические наполнители. Полимерное химическое соединение можно изготавливать, используя другие термически устойчивые полимеры, такие как полимеры, которые не разлагаются при температурах в интервале от 200°C до 400°C, включая 250°C, 300°C, и 350°C. Эти полимеры можно наносить в присутствии или при отсутствии связующего вещества.
Согласно одному варианту осуществления, полимерное химическое соединение представляет собой полиимидное химическое соединение. Если смазывающее покрытие 160 включает полиимид, полиимидное соединение можно получать из полиамидокислоты, которая образуется в растворе в процессе полимеризации мономеров. Одна такая полиамидокислота представляет собой Novastrat® 800 (поставляется на продажу компанией NeXolve). Стадия отверждения представляет собой имидирование полиамидокислоты и образование полиимида. Полиамидокислота может образовываться в реакции диаминного мономера, такого как диамин, и ангидридного мономера, такого как диангидрид. При упоминании в настоящем документе полиимидные мономеры описываются как диаминные мономеры и диангидридные мономеры. Однако следует понимать, что хотя диаминный мономер включает две аминогруппы, в последующем описании любой мономер включающий по меньшей мере две аминогруппы, может оказываться подходящим в качестве диаминного мономера. Аналогичным образом, следует понимать, что хотя диангидридный мономер включает две ангидридные группы, в последующем описании любой мономер включающий по меньшей мере два ангидридные группы может оказываться подходящим в качестве диангидридного мономера. В реакции между ангидридными группами ангидридного мономера и аминогруппами диаминного мономера образуется полиамидокислота. Таким образом, при упоминании в настоящем документе полиимидное химическое соединение, которое образуется в результате полимеризации определенных мономеров, означает полиимид, который образуется в результате имидирования полиамидокислоты, которая образуется из данных определенных мономеров. Как правило, суммарное молярное соотношение ангидридных мономеров и диаминных мономеров может составлять приблизительно 1:1. Хотя полиимид могут образовывать только два определенных химических соединения (один ангидридный мономер и один диаминный мономер), по меньшей мере один ангидридный мономер может полимеризоваться, и по меньшей мере один диаминный мономер может полимеризоваться, образуя полиимид. Например, один ангидридный мономер может полимеризоваться с двумя различными диаминными мономерами. Можно использовать сочетания любого числа мономерных соединений. Кроме того, соотношение одного ангидридного мономера и другого ангидридного мономера, или соотношение одного или нескольких диаминных мономеров и другого диаминного мономера может представлять собой любое соотношение, составляющее, например, приблизительно от 1:0,1 до 0,1:1, в том числе приблизительно 1:9, 1:4, 3:7, 2:3:, 1:1, 3:2, 7:3, 4:1 или 9:1.
Ангидридный мономер, который вместе диаминным мономером образует полиимид, может представлять собой любой ангидридный мономер. Согласно одному варианту осуществления, ангидридный мономер включает структуру бензофенона. Согласно примерному варианту осуществления, диангидрид бензофенон-3,3',4,4'-тетракарбоновой кислоты может представлять собой по меньшей мере один из ангидридных мономеров, из которых образуется полиимид. Согласно другим вариантам осуществления, диаминный мономер может иметь структуру антрацена, структуру фенантрена, структуру пирена или структуру пентацена, включая замещенные производные вышеупомянутых диангидридов.
Диаминный мономер, который вместе с ангидридным мономером образует полиимид, может представлять собой любой диаминный мономер. Согласно одному варианту осуществления, диаминный мономер включает по меньшей мере один ароматический кольцевой фрагмент. Фиг. 13 и 14 представляют примеры диаминных мономеров, которые вместе с одним или несколькими выбранными ангидридными мономерами могут образовывать полиимид, включая полимерное химическое соединение. Диаминный мономер может содержать один или несколько атомов углерода, соединяющих два ароматических кольцевых фрагменты друг с другом, как представлено на Фиг. 13, причем R на Фиг. 13 соответствует алкильной группе, содержащей один или несколько атомов углерода. В качестве альтернативы, диаминный мономер может содержать два ароматических кольцевых фрагмента, которые соединяются друг с другом непосредственно и не разделяются по меньшей мере одним атомом углерода, как представлено на Фиг. 14. Диаминный мономер может содержать одну или несколько алкильных групп, которые представлены как R' и R'' на Фиг. 13 и 14. Например, на Фиг. 13 и 14 R' и R'' могут представлять собой алкильные группы, такие как метильные, этильные, пропильные или бутильные группы, с которыми соединяются один или несколько ароматических кольцевых фрагментов. Например, диаминный мономер может содержать два ароматических кольцевых фрагмента, причем в каждом ароматическом кольцевом фрагменте содержится присоединенная к нему алкильная группа, а соседняя аминогруппа присоединяется к ароматическому кольцевому фрагменту. Следует понимать, что R' и R'', на Фиг. 13 и 14, могут представлять собой одинаковые химические группы, или они могут представлять собой различные химические группы. В качестве альтернативы, R' и/или R'', на Фиг. 13 и 14, могут не представлять собой никаких атомов.
Два различных химических соединения, представляющих собой диаминные мономеры, могут образовывать полиимид. Согласно одному варианту осуществления, первый диаминный мономер содержит два ароматических кольцевых фрагмента, которые непосредственно соединяются друг с другом, и между ними отсутствуют соединяющие их атомы углерода, и второй диаминный мономер содержит два ароматических кольцевых фрагмента, которые присоединяются по меньшей мере к одному атому углерода, соединяющему два ароматических кольцевых фрагменты. Согласно одному примерному варианту осуществления, первый диаминный мономер, второй диаминный мономер и ангидридный мономер имеют молярное соотношение (первый диаминный мономер/второй диаминный мономер/ангидридный мономер), составляющее приблизительно 0,465:0,035:0,5. Однако соотношение первого диаминного мономера и второго диаминного мономера может изменяться в интервале от приблизительно 0,01:0,49 до приблизительно 0,40:0,10, хотя соотношение ангидридного мономер остается приблизительно равным 0,5.
Согласно одному варианту осуществления, полиимидное соединение образуется в результате полимеризации по меньшей мере первого диаминного мономера, второго диаминного мономера и ангидридного мономера, причем первый и второй диаминные мономеры представляют собой различные химические соединения. Согласно одному варианту осуществления, ангидридный мономер представляет собой бензофенон, первый диаминный мономер включает два ароматических кольца, непосредственно соединенных друг с другом, и второй диаминный мономер включает два ароматических кольца, с которыми соединяется по меньшей мере один атом углерода, соединяющий первый и второй ароматические кольца. Первый диаминный мономер, второй диаминный мономер, и ангидридный мономер могут иметь молярное соотношение (первый диаминный мономер/второй диаминный мономер/ангидридный мономер), составляющее приблизительно 0,465:0,035:0,5.
Согласно примерному варианту осуществления, первый диаминный мономер представляет собой орто-толуидин, второй диаминный мономер представляет собой 4,4'-метилен-бис(2-метиланилин), и ангидридный мономер представляет собой диангидрид бензофенон-3,3',4,4'-тетракарбоновой кислоты. Первый диаминный мономер, второй диаминный мономер и ангидридный мономер могут иметь молярное соотношение (первый диаминный мономер/второй диаминный мономер/ангидридный мономер), составляющее приблизительно 0,465:0,035:0,5.
Согласно некоторым вариантам осуществления, полиимид может образовываться в результате полимеризации одного или нескольких из следующих соединений: диангидрид бицикло[2,2,1]гептан-2,3,5,6-тетракарбоновой кислоты, 1,2:3,4-диангидрид циклопентан-1,2,3,4-тетракарбоновой кислоты, диангидрид бицикло[2,2,2]октан-2,3,5,6-тетракарбоновой кислоты, 2,3:6,7-диангидрид 4arH,8acH-декагидро-1t,4t:5c,8c-диметанононафталин-2t,3t,6c,7c-тетракарбоновой кислоты, 2,3:6,7-диангидрид 2c,3c,6c,7c-тетракарбоновой кислоты, 2,3:5,5-диангидрид 5-эндокарбоксиметилбицикло[2,2,1]-гептан-2-экзо,3-экзо,5-экзо-трикарбоновой кислоты, ангидрид 5-(2,5-диоксотетрагидро-3- фуранил)-3-метил-3-циклогексен-1,2-дикарбоновой кислоты, изомерные бис(аминометил)бицикло[2,2,1]гептан, или 4,4'-метиленбис(2-метилциклогексиламин), пиромеллитовый диангидрид (PMDA), 3,3',4,4'-бифенилдиангидрид (4,4'-BPDA), 3,3',4,4'-бензофенондиангидрид (4,4'-BTDA), 3,3',4,4'-оксдинафталевый ангидрид (4,4'-ODPA), 1,4-бис(3,4-дикарбоксил-фенокси)бензолдиангидрид (4,4'-HQDPA), 1,3-бис(2,3-дикарбоксилфенокси)бензолдиангидрид (3,3'-HQDPA), 4,4'-бис(3,4-дикарбоксилфеноксифенил)-изопропилидендиангидрид (4,4' -BPADA), 4,4'-(2,2,2-трифтор-1-пентафторфенилэтилиден)дифталевый диангидрид (3FDA), 4,4'-оксидианилин (ODA), м-фенилендиамин (MPD), п-фенилендиамин (PPD), м-толуолдиамин (TDA), 1,4-бис(4-аминофенокси)бензол (1,4,4-APB), 3,3'-(м-фениленбис(окси))дианилин (APB), 4,4'-диамино-3,3'-диметилдифенилметан (DMMDA), 2,2'-бис(4-(4-аминофенокси)фенил)пропан (BAPP), 1,4-циклогександиамин, 2,2'-бис[4-(4-амино-фенокси)фенил]гексафторизопропилиден (4-BDAF), 6-амино-1-(4'-аминофенил)-1,3,3-триметилиндан (DAPI), малеиновый ангидрид (MA), цитраконовый ангидрид (CA), ангидрид цис-5-норборнен-эндо-2,3-дикарбоновой (надиковой) кислоты (NA), ангидрид 4-(фенилэтинил)-1,2-бензолдикарбоновой кислоты (PEPA), 4,4'-диаминобензанилид (DABA), 4,4'-(гексафторизопропилиден)дифталевый ангидрид (6-FDA), пиромеллитовый диангидрид, диангидрид бензофенон-3,3',4,4'-тетракарбоновой кислоты, диангидрид 3,3',4,4'-бифенилтетракарбоновой кислоты, 4,4'-(гексафторизопропилиден)дифталевый ангидрид, диангидрид перилен-3,4,9,10-тетракарбоновой кислоты, 4,4'-оксидифталевый ангидрид, 4,4'- (гексафторизопропилиден)дифталевый ангидрид, 4,4'-(4,4'-изопропилидендифенокси)бисфталевый ангидрид), диангидрид 1,4,5,8-нафталинтетракарбоновой кислоты, диангидрид 2,3,6,7- нафталинтетракарбоновой кислоты, а также такие материалы, которые описаны в патенте US № 7619042, патенте US № 8053492, патенте US № 4880895, патенте US № 6232428, патенте US № 4595548, публикации международной патентной заявки US № 2007/016516, патентной публикации US № 2008/0214777, патенте US № 6444783, патенте US № 6277950 и патенте US № 4680373. Фиг. 15 иллюстрирует химическую структуру некоторых подходящих мономеров, которые можно использовать для изготовления полиимидного покрытия, нанесенного на стеклянный корпус 102. Согласно еще одному варианту осуществления, в растворе полиамидокислоты, из которой образуется полиимид, может содержаться поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин)амидокислота (поставляется на продажу компанией Aldrich).
Согласно еще одному варианту осуществления, полимерное химическое соединение может включать фторполимер. Фторполимер может представлять собой сополимер, в котором оба мономера являются фторированными в высокой степени. Некоторые из мономеров фторполимера могут представлять собой фторэтилен. Согласно одному варианту осуществления, полимерное химическое соединение включает аморфный фторполимер, такой как, но не ограничиваясь этим, Teflon AF (поставляется на продажу компанией DuPont). Согласно еще одному варианту осуществления, полимерное химическое соединение включает частицы перфторалкоксиполимера (PFA), такого как, но не ограничиваясь этим, Teflon PFA TE-7224 (поставляется на продажу компанией DuPont).
Согласно еще одному варианту осуществления, полимерное химическое соединение может включать кремнийорганический полимер. Кремнийорганический полимер может представлять собой высокоразветвленный трехмерный полимер, который образуют разветвленные клеткообразные олигосилоксаны общей формулы RnSi(X)mOy, где R представляет собой нереакционноспособный заместитель, обычно метил или фенил, и X представляет собой OH или H. Не желая ограничиваться теорией, авторы считают, что отверждение полимера происходит посредством реакции конденсации групп Si-OH с образованием связей Si-O-Si. Кремнийорганические полимеры могут содержать функциональные силоксановые мономерные звенья по меньшей мере одного из четырех возможных типов и представлять собой М-полимеры, D-полимеры, T-полимеры или Q-полимеры, где М-полимеры представляют собой полимеры с общей формулой R3SiO, D-полимеры представляют собой полимеры с общей формулой R2SiO2, T-полимеры представляют собой полимеры с общей формулой RSiO3, и Q-полимеры представляют собой полимеры с общей формулой SiO4 (плавленый кварц). Согласно некоторым вариантам осуществления полимеры содержат звенья D и T (DT-полимеры) или звенья M и Q (MQ-полимеры). Согласно другим вариантам осуществления, также используются и другие сочетания (MDT, MTQ, QDT).
Согласно одному варианту осуществления, полимерные химические соединения представляют собой фенилметилсилоксановые полимеры вследствие их более высокой термической устойчивости по сравнению с метил- или фенилсилоксановыми полимерами. Соотношение фенильных и метильных групп в кремнийорганических полимерах может изменяться для полимерных химических соединений. Согласно одному варианту осуществления, соотношение фенильных и метильных групп составляет приблизительно 1,2. Согласно еще одному варианту осуществления, соотношение фенильных и метильных групп составляет приблизительно 0,84. Согласно другим вариантам осуществления, соотношение фенильных и метильных групп может составлять приблизительно 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,1; 1,3; 1,4 или 1,5. Согласно одному варианту осуществления, кремнийорганический полимер представляет собой DC 255 (поставляется на продажу компанией Dow Corning). Согласно еще одному варианту осуществления, кремнийорганический полимер представляет собой DC806A (поставляется на продажу компанией Dow Corning). Согласно другим вариантам осуществления, полимерное химическое соединение может представляет собой любой из полимеров серии DC (поставляются на продажу компанией Dow Corning) и/или полимеров серий Hardsil AP и AR (поставляются на продажу компанией Gelest). Кремнийорганические полимеры можно использовать без связующего вещества или со связующим веществом.
Согласно еще одному варианту осуществления, полимерные химические соединения могут представлять собой полимеры на основе силсесквиоксанов, в том числе, но не ограничиваясь этим, T-214 (поставляется на продажу компанией Honeywell), SST-3M01 (поставляется на продажу компанией Gelest), POSS Imiclear (поставляется на продажу компанией Hybrid Plastics) и FOX-25 (поставляется на продажу компанией Dow Corning). Согласно одному варианту осуществления, полимерное химическое соединение может включать силанольные группы.
Снова ссылаясь на Фиг. 8 и 12A, смазывающее покрытие 160 можно наносить, осуществляя многостадийный процесс, в котором стеклянный корпус 102 приводят в контакт с раствором связующего вещества, образуя слой связующего вещества 180 (как описано выше), и высушивают, а затем приводят в контакт с раствором полимерное химическое соединение, таким как раствор полимера или предшественника полимера, осуществляя, например, процесс погружения, или, в качестве альтернативы, полимерный слой 170 можно наносить путем распыления или другим подходящим способом и высушивать, а затем отверждать при высоких температурах. В качестве альтернативы, если слой связующего вещества 180 не используется, полимерное химическое соединение, образующее полимерный слой 170, можно непосредственно наносить на внешнюю поверхность 106 стеклянного корпуса 102. Согласно еще одному варианту осуществления, полимерное химическое соединение и связующее вещество можно смешивать, образуя смазывающее покрытие 160, и раствор, содержащий полимерное химическое соединение и связующее вещество, можно наносить на стеклянный корпус 102 в течение единой стадии нанесения покрытия.
Согласно одному варианту осуществления, полимерное химическое соединение представляет собой полиимид, причем раствор полиамидокислоты наносится поверх слоя связующего вещества 180. Согласно другим вариантам осуществления, можно использовать производное полиамидокислоты, такое как, например, соль полиамидокислоты, сложный эфир полиамидокислоты и т.д. Например, подходящие соли полиамидокислоты могут включать соль полиамидокислоты, которую образует триэтиламин. Другие подходящие соли могут включать такие соли, которые образуются при депротонировании карбоксильных групп полиамидокислоты добавляемыми основаниями, и в результате этого происходит ионное взаимодействие образующейся карбоксилатной группы с сопряженной кислотой. Добавляемые основания могут включать органические, неорганические или металлоорганические вещества или их сочетания. Неорганические вещества могут включать такие вещества, как гидроксиды щелочных, щелочноземельных или других металлов. Органические основания (акцепторы протонов) могут включать алифатические амины, ароматические амины или другие органические основания. Алифатические амины включают первичные амины, такие как но не ограничиваясь этим, этиламин, вторичные амины, такие как, но не ограничиваясь этим, диэтиламин, и третичные амины, такие как триэтиламин. Ароматические амины включают анилины, пиридины и имидазолы. Металлоорганические основания могут включать хлорид 2,2-диметилпропилмагния или другие соединения. Согласно одному варианту осуществления, раствор полиамидокислоты может представлять собой смесь 1 об.% полиамидокислоты и 99 об.% органического растворителя. Органический растворитель может представлять содержать в смеси толуол и по меньшей мере еще один растворитель, представляющий собой N,N-диметилацетамид (DMAc), N,N-диметилформамид (DMF), и 1-метил-2-пирролидон (NMP) или их смесь. Согласно одному варианту осуществления органический растворитель в растворе содержит приблизительно 85 об.% по меньшей мере одного из DMAc, DMF и NMP и приблизительно 15 об.% толуола. Однако можно использовать и другие подходящие органические растворители. Покрытый стеклянный контейнер 100 можно затем высушивать при температуре, составляющей приблизительно 150°C в течение приблизительно 20 минут или в течение любого периода времени при температуре, достаточной для соответствующего высвобождения органического растворителя, который присутствует в смазывающем покрытии 160.
Согласно варианту осуществления, предусматривающему многослойное временное органическое смазывающее покрытие, после того, как стеклянный корпус 102 вступает в контакт со связующим веществом, образуя слой связующего вещества 180, и раствором полиамидокислоты, образуя полимерный слой 170, покрытый стеклянный контейнер 100 можно отверждать при высоких температурах. Покрытый стеклянный контейнер 100 можно отверждать при 300°C в течение приблизительно 30 минут или менее, или его можно отверждать при температуре, превышающей 300°C, такой как составляющей по меньшей мере 320°C, 340°C, 360°C, 380°C или 400°C, в течение менее продолжительного времени. Не ограничиваясь теорией, авторы считают, что на стадии отверждения осуществляется имидирование полиамидокислоты в полимерном слое 170 в реакции карбоксильных групп и амидных групп, и образуется полимерный слой 170, включающий полиимид. Отверждению могут также способствовать связи между полиимидом и связующим веществом. Покрытый стеклянный контейнер 100 затем охлаждается до комнатной температуры.
Кроме того, не ограничиваясь теорией, авторы считают, что при отверждении связующего вещества и/или полимерного химического соединения высвобождаются летучие вещества, такие как вода и органические вещества. По существу, эти летучие вещества, которые высвобождаются в процессе отверждения, не присутствуют, когда изделие, если оно используется в качестве контейнера, подвергается термической обработке (такой как депирогенизация) или вводится в контакт с материалом, таким как лекарственный препарат, для упаковки которого предназначается данное изделие. Следует понимать, что процессы отверждения, которые описаны в настоящем документе, представляют собой отдельные виды термической обработки, отличающиеся от других видов термической обработки, которые описаны в настоящем документе, такие как виды термической обработки, аналогичные или идентичные обработке упаковок в производстве лекарственных препаратов, такой как депирогенизация или термическая обработка, используемая для определения термической устойчивости, как описано в настоящем документе.
Согласно одному варианту осуществления, связующее вещество включает силановое химическое соединение, такой как алкоксисилан, который можно улучшать адгезию полимерного химического соединения к стеклянному корпусу. Не ограничиваясь теорией, авторы считают, что молекулы алкоксисилана быстро гидролизуются в воде, образуя отдельные мономеры, циклические олигомеры и соединения, содержащие крупные внутримолекулярные циклы. Согласно разнообразным вариантам осуществления, регулирование того, какие вещества являются преобладающими, могут определять тип силана, его концентрация, значение pH, температура, условия и продолжительность хранения. Например, при низких концентрациях в водном растворе аминопропилтриалкоксисилан (APS) может проявлять устойчивость и образовывать трисиланольные мономеры и имеющие очень низкую молекулярную массу олигомерные циклические соединения.
Не ограничиваясь теорией, авторы считают, что реакция одного или нескольких силановых химический соединений со стеклянным корпусом может включать несколько стадий. Как представлено на Фиг. 17, согласно некоторым вариантам осуществления, после гидролиза силанового химического соединения может образовываться реакционноспособная силанольная группа, с которой могут конденсироваться другие силанольные группы, например, группы на поверхности подложки, такой как стеклянный корпус. После того, как гидролизуются первые и вторые гидролизующиеся группы, может начинаться реакция конденсации. Согласно некоторым вариантам осуществления, склонность к самоконденсации можно регулировать, используя свежие растворы, спиртовые растворители, разбавление и тщательный выбор интервалов значений pH. Например, силантриолы являются наиболее устойчивыми при pH от 3 до 6, но конденсация быстро протекает при pH от 7 до 9,3, и при частичной конденсации силанольных мономеров могут образовываться силсесквиоксаны. Как представлено на Фиг. 17, силанольные группы получаемых веществ могут образовывать водородные связи с силанольными группами на подложке, и в процессе высушивания или отверждения могут образовываться ковалентные связи с подложкой при высвобождении воды. Например, в процессе умеренного отверждения при 110°C в течение 15 минут могут оставаться силанольные группы в свободной форме, которые вместе с любыми кремнийорганическими функциональными группами могут соединяться с последующим верхним покрытием, обеспечивая улучшенную адгезию.
Согласно некоторым вариантам осуществления, в одном или нескольких силановых химических соединениях связующего вещества может содержаться аминогруппа. По-прежнему не ограничиваясь теорией, авторы считают, что эта аминогруппа может действовать в качестве основания, которое катализирует гидролиз и полимеризацию посредством совместной конденсации и повышает скорость адсорбции силанов, содержащих аминогруппу, на стеклянной поверхности. Она может также создавать высокий уровень pH (от 9,0 до 10,0) водного раствора, который воздействует на стеклянную поверхность и увеличивает плотность поверхностных силанольных групп. Сильное взаимодействие с водой и протонными растворителями поддерживает растворимость и устойчивость содержащего аминогруппу силанового химического соединения, такого как APS.
Согласно примерному варианту осуществления, стеклянный корпус 102 может включать ионообменное стекло и связующее вещество может представлять собой силан. Согласно некоторым вариантам осуществления, адгезия смазывающего покрытия к ионообменному стеклянному корпусу может оказаться сильнее, чем адгезия смазывающего покрытия к неионообменному стеклянному корпусу. Не ограничиваясь теорией, авторы считают, что ионообменное стекло согласно любому из нескольких аспектов может способствовать образованию связей и/или адгезии по сравнению с неионообменным стеклом. Во-первых, ионообменное стекло может иметь повышенную химическую/гидролитическую устойчивость, что может воздействовать на устойчивость связующего вещества и/или его адгезию к стеклянной поверхности. Неионообменное стекло, как правило, имеет меньшую устойчивость к гидролизу и в условиях повышенной влажности и/или повышенной температуры ионы щелочных металлов могут мигрировать из стеклянного корпуса на контактную поверхность стекла и слоя связующего вещества (в случае его присутствия) или даже мигрировать в слой связующего вещества, если присутствует. Если ионы щелочных металлов мигрируют, как описано выше, и происходит изменение pH, гидролиз связей Si-O-Si на контактной поверхности стекло/слой связующего вещества или в самом слое связующего вещества может ухудшать механические свойства связующего вещества или его адгезию к стеклу. Во-вторых, когда на ионообменные стекла погружают в расплавы сильных окислителей, такие как расплав нитрата калия, при повышенных температурах, составляющих, например, от 400°C до 450°C, и извлекают из них, органические химические соединения удаляются с поверхности стекла, делая его особенно хорошо приспособленным для силановых связующих веществ без дополнительной очистки. Например, неионообменное стекло можно подвергать дополнительной поверхностной очищающей обработке, которая увеличивает продолжительность и стоимость процесса.
Согласно одному примерному варианту осуществления, связующее вещество может представлять собой по меньшей мере один силан, содержащий аминогруппу, и полимерное химическое соединение может представлять собой полиимидное химическое соединение. Далее ссылаясь на Фиг. 18, не ограничиваясь теорией, авторы считают, что взаимодействие между этой аминогруппой и полиамидокислотой в качестве предшественника полиимида представляет собой многостадийный процесс. Как представлено на Фиг. 18, первая стадия представляет собой образование соли полиамидокислоты, в котором участвуют карбоксильная группа полиамидокислоты и аминогруппа. Вторая стадия представляет собой термическое превращение соли в амидную группу. Третья стадия представляет собой последующее превращение амидной группы в имидную группу с разрывом амидных связей в полимере. В результате этого происходит ковалентное связывание имида с укороченной полимерной цепью (полиимидной цепью) с аминогруппой связующего вещества, как представлено на Фиг. 18.
ПРИМЕРЫ
Разнообразные варианты осуществления стеклянных контейнеров с улучшенными свойствами будут подробно разъясняться посредством следующих примеров. Данные примеры являются иллюстративными по своей природе, и их не следует рассматривать в качестве ограничивающих предмет настоящего изобретения.
Пример 1
Стеклянные флаконы изготавливали из стекла типа IB, имеющего такой же состав, как стеклянная композиция в примере 2 приведенной выше таблицы 2 и стеклянная композиция, обозначенная как "пример E" в таблице 1 патентной заявки US № 13/660394, поданной 25 октября 2012 г. и озаглавленной "Стеклянные композиции с улучшенной химической и механической стойкостью" (патентообладатель Corning, Incorporated), которая далее называется "сравнительная стеклянная композиция". Флаконы промывали деионизированной водой, продували азотом для высушивания, и покрытие наносили погружением в раствор 0,1% APS (аминопропилсилсесквиоксан). Покрытие APS высушивали при 100°C в конвекционной печи в течение 15 минут. Флаконы затем погружали в раствор 0,1% полиамидокислоты Novastrat® 800 в смеси растворителей, содержащей толуол/DMF (диметилформамид) в объемном соотношении 15/85, или в раствор, содержащий от 0,1% до 1% амидокислоты PMDA-ODA (поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин) и поли(4,4'-оксидифенилен-пиромеллитимид), в N-метил-2-пирролидон (NMP). Покрытые флаконы нагревали до 150°C и выдерживали в течение 20 минут для испарения растворителей. После этого покрытия отверждали, выдерживая покрытые флаконы в предварительно нагретой печи при 300°C в течение 30 минут. После отверждения флаконы, покрытые раствором 0,1% Novastrat® 800, не имели видимого цвета. Однако флаконы, покрытые раствором, содержащим поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин) имели заметный желтый цвет вследствие толщины покрытия. Оба покрытия проявляли низкий коэффициент трения в исследовании взаимного трения флаконов.
Пример 2
Стеклянные флаконы, представлявшие собой флаконы, изготовленные из стекла типа IB и имеющие такой же состав, как в примере 2 приведенной выше таблицы 2 (в состоянии после изготовления без покрытия), и флаконы, имеющие нанесенное смазывающие покрытие, сравнивали, чтобы оценить потерю механической прочности вследствие трения. Покрытые флаконы изготавливали, осуществляя сначала ионообменное упрочнение стеклянных флаконов, изготовленных из сравнительной стеклянной композиции. Ионообменное упрочнение осуществляли в расплаве 100% KNO3 при 450°C в течение 8 часов. После этого флаконы промывали деионизированной водой, продували азотом для высушивания, и покрытие наносили путем погружения в водный раствор 0,1% APS (аминопропилсилсесквиоксан). Покрытие APS высушивали при 100°C в конвекционной печи в течение 15 минут. Флаконы затем погружали в раствор 0,1% полиамидокислоты Novastrat® 800 в смеси растворителей, содержащей толуол/DMF в объемном соотношении 15/85. Покрытые флаконы нагревали до 150°C и выдерживали в течение 20 минут для испарения растворителей. После этого покрытия отверждали, выдерживая покрытые флаконы в предварительно нагретой печи при 300°C в течение 30 минут. Покрытые флаконы затем вымачивали при 70°C в деионизированной воде в течение 1 часа и нагревали на воздухе при 320°C в течение 2 часов, чтобы моделировать фактические технологические условия.
Не подвергнутые трению флаконы, представлявшие собой флаконы, изготовленные из стекла типа IB и имеющие такой же состав, как в примере 2 приведенной выше таблицы 2, и не подвергнутые трению флаконы, изготовленные из упрочненной ионным обменом и покрытой сравнительной стеклянной композиции испытывали на разрушение в исследовании при горизонтальном сжатии (т.е. помещали одну плиту поверх флакона, другую плиту под дно флакона, плиты сжимали друг с другом, и приложенную нагрузку при разрушении определяли, используя датчик нагрузки). Фиг. 19 графически иллюстрирует вероятность разрушения в зависимости от приложенной нагрузки в исследовании при горизонтальном сжатии для флаконов, изготовленных из сравнительной стеклянной композиции, флаконов, изготовленных из сравнительной стеклянной композиции, в покрытом и подвергнутом трению состоянии, флаконов, изготовленных из стекла типа IB, и флаконов, изготовленных из стекла типа IB в подвергнутом трению состоянии. Нагрузку при разрушении не подвергнутых трению флаконов графически иллюстрируют графики распределения Вейбулла (Weibull). Образцы флаконов, изготовленных из стекла типа IB, и не подвергнутых трению флаконов изготовленных из упрочненного ионным обменом и покрытого стекла, затем помещали в устройство для взаимного трения флаконов на Фиг. 9 в целях трения флаконов и определения коэффициента трения между флаконами в процессе их трения друг о друга. Нагрузку на флаконы в процессе исследования производили, используя устройство UMT, и она составляла от 24 Н до 44 Н. Приложенные нагрузки и соответствующие максимальные коэффициенты трения представлены в таблице, содержащейся на Фиг. 20. Для непокрытые флаконов максимальный коэффициент трения составлял от 0,54 до 0,71 (представлены на Фиг. 20 как образцы флаконов "3&4" и "7&8", соответственно), ВТО время как для покрытых флаконов максимальный коэффициент трения составлял от 0,19 до 0,41 (представлены на Фиг. 20 как образцы флаконов "15&16" и "12&14", соответственно). После этого содержащие царапины флаконы исследовали в испытании при горизонтальном сжатии, чтобы оценить потерю механической прочности по отношению к не подвергнутым трению флаконам. Нагрузки при разрушении, приложенные к не подвергнутым трению флаконам, графически иллюстрируют графики распределения Вейбулла на Фиг. 19.
Как представлено на Фиг. 19, непокрытые флаконы проявляли значительное уменьшение прочности после трения, в то время как покрытые флаконы проявляли относительно незначительное уменьшение прочности после трения. На основании этих результатов авторы считают, что коэффициент трения между флаконами должен составлять менее чем 0,7 или 0,5 или даже менее чем 0,45, чтобы предотвратить потерю прочности следующий взаимного трения флаконов.
Пример 3
В данном примере множество наборов стеклянных трубок исследовали при четырехточечном изгибе, чтобы оценить их соответствующую прочность. Первый набор трубок, изготовленных из сравнительной стеклянной композиции, исследовали при четырехточечном изгибе в состоянии после изготовления (без покрытия, без ионообменного упрочнения). Второй набор трубок, изготовленных из сравнительной стеклянной композиции, исследовали при четырехточечном изгибе после ионообменного упрочнения в расплаве 100% KNO3 при 450°C в течение 8 часов. Третий набор трубок, изготовленных из сравнительной стеклянной композиции, исследовали при четырехточечном изгибе после ионообменного упрочнения в расплаве 100% KNO3 при 450°C в течение 8 часов и покрытия раствором 0,1% APS/0,1% Novastrat® 800, как описано в примере 2. Покрытые трубки также вымачивали при 70°C в деионизированной воде в течение 1 часа и нагревали на воздухе при 320°C в течение 2 часов, чтобы моделировать фактические технологические условия. Эти покрытые трубки также подвергали трению в устройстве для взаимного трения флаконов, которое представлено на Фиг. 9, при нагрузке 30 Н перед исследованием при изгибе. Четвертый набор трубок, изготовленных из сравнительной стеклянной композиции, исследовали при четырехточечном изгибе после ионообменного упрочнения в расплаве 100% KNO3 при 450°C в течение 1 часа. Эти непокрытые упрочненные ионным обменом трубки также подвергали трению в устройстве для взаимного трения флаконов, которое представлено на Фиг. 9, при нагрузке 30 Н перед исследованием при изгибе. Пятый набор трубок, изготовленных из стекла типа IB, исследовали при четырехточечном изгибе в состоянии после изготовления (без покрытия и ионообменного упрочнения). Шестой набор трубок, изготовленных из стекла типа IB, исследовали при четырехточечном изгибе после ионообменного упрочнения в расплаве 100% KNO3 при 450°C в течение 1 часа. Результаты исследования графически иллюстрируют графики распределения Вейбулла, представленные на Фиг. 21.
Ссылаясь на Фиг. 21, второй набор трубок, которые были изготовлены из сравнительной стеклянной композиции, подвергнуты ионообменному упрочнению и не подвергнуты трению, выдерживали максимальное напряжение перед разрушением. Третий набор трубок, которые покрывали раствором 0,1% APS/0,1% Novastrat® 800 перед трением, проявлял незначительное уменьшение прочности по сравнению с такими же непокрытыми и не подвергнутыми трению трубками (т.е. трубками второго набора). Однако уменьшение прочности было относительно незначительным, несмотря на воздействие трения после нанесения покрытия.
Пример 4
Два набора флаконов изготавливали и пропускали через линию упаковки лекарственных препаратов. Самоприклеивающуюся ленту (поставляется на продажу компанией Fujifilm) вставляли между флаконами, чтобы измерять силы контакта/удара между флаконами и между флаконами и оборудованием. Первый набор флаконов изготавливали из стекла типа IB и не покрывали. Второй набор флаконов изготавливали из сравнительной стеклянной композиции и наносили антифрикционное покрытие на полиимидной основе, у которого коэффициент трения составлял приблизительно 0,25, как описано выше. Самоприклеивающиеся ленты анализировали после того, как флаконы пропускали через линию упаковки лекарственных препаратов, и было продемонстрировано, что покрытые флаконы из второго набора проявляли уменьшение напряжения в 2-3 раза по сравнению с непокрытыми флаконами из первого набора.
Пример 5
Изготавливали три набора по четыре флакона в каждом. Все флаконы изготавливали из сравнительной стеклянной композиции. На первый набор флаконов наносили покрытие APS/Novastrat® 800, как описано в примере 2. На второй набор флаконов наносили покрытие погружением в раствор 0,1% DC806A в толуоле. Растворитель испаряли при 50°C, и покрытие отверждали при 300°C в течение 30 минут. Каждый набор флаконов помещали в трубку и нагревали при 320°C в течение 2,5 часов в потоке воздуха, чтобы удалить следовые примеси, адсорбированные на флаконах в лабораторной среде. Каждый набор образцов затем нагревали в трубке еще 30 минут, и высвобождающиеся летучие вещества поглощали, используя ловушку с активированным углем в качестве сорбента. Ловушку нагревали при 350°C в течение 30 минут, чтобы десорбировать любой захваченный материал, который направляли в газовый хромато-масс-спектрометр. Фиг. 22 иллюстрирует выходные данные газового хромато-масс-спектрометра для покрытия APS/Novastrat® 800. Фиг. 23 иллюстрирует выходные данные газового хромато-масс-спектрометра для покрытия DC806A. Никакое выделение газов не было обнаружено для покрытия раствором 0,1% APS/0,1% Novastrat® 800 или покрытия DC806A.
На набор из четырех флаконов наносили связующий слой, используя раствор, содержащий 0,5% GAPS (3-аминопропилтриметоксисилан) и 0,5% APhTMS (аминофенилтриметоксисилан) в смеси метанола и воды. Каждый флакон имел площадь покрытой поверхности, составляющую приблизительно 18,3 см2. Растворитель испарялся в процессе выдерживания при 120°C в течение 15 минут из покрытых флаконов. Затем на образцы наносили раствор 0,5% Novastrat® 800 в диметилацетамиде. Растворитель испаряли при 150°C в течение 20 минут. Эти неотвержденные флаконы подвергали исследованию выделения газов, которое описано выше. Флаконы нагревали до 320°C в потоке воздуха (100 мл/мин) и после достижения 320°C высвобождающиеся летучие вещества поглощали, используя ловушки с активированным углем в качестве сорбента каждые 15 минут. Ловушки затем нагревали при 350°C в течение 30 минут, чтобы десорбировать любой захваченный материал, который направляли в газовый хромато-масс-спектрометр. Таблица 3 представляет количество захваченного материала для периодов времени, в течение которых образцы выдерживались при 320°C. Нулевой момент времени соответствует времени первого достижения образцом температуры 320°C. Как видно в таблице 3, после 30 минут нагревания количество летучих веществ уменьшается ниже предела обнаружения прибора, составляющего 100 нг. Таблица 3 также представляет потери летучих веществ в расчете на квадратный сантиметр покрытой поверхности.
Пример 6
Изготавливали множество флаконов с разнообразными покрытиями на основе кремнийорганических полимеров или полиимидов с добавлением и без добавления связующих веществ. Когда использовали связующие вещества, эти связующие вещества включали APS и GAPS, который является предшественником APS. Внешний покровный слой изготавливали, используя Novastrat® 800, поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин), который описан выше, или кремнийорганические полимеры, такие как DC806A и DC255. Покрытия на основе APS/поли(4,4'-оксидифенилен-пиромеллитимид) изготавливали, используя раствор 0,1% APS (аминопропилсилсесквиоксан) и раствор 0,1%, раствор 0,5% или раствор 1,0% амидокислоты PMDA-ODA (поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин) и поли(4,4'-оксидифенилен-пиромеллитимид) в NMP (N-метил-2-пирролидон). Содержащие поли(4,4'-оксидифенилен-пиромеллитимид) покрытия также наносили без связующего вещества, используя раствор 1,0% PMDA-ODA (поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин) в NMP. Покрытие APS/Novastrat® 800s изготавливали, используя раствор 0,1% APS и раствор 0,1% полиамидокислоты Novastrat® 800 в смеси растворителей, содержащей толуол/DMF в объемном соотношении 15/85. Покрытия DC255 наносили непосредственно на стекло без связующего вещества, используя раствор 1,0% DC255 в толуоле. Покрытия APS/DC806A изготавливали, нанося сначала водный раствор 0,1% APS, а затем раствор 0,1% или раствор 0,5% DC806A в толуоле. Покрытия GAPS/DC806A наносили, используя раствор 1,0% GAPS в смеси 95 мас.% этанола и воды в качестве связующего вещества, а затем раствор 1,0% DC806A в толуоле. Связующие вещества и покрытия наносили, используя методы покрытия путем погружения, как описано в настоящем документе, причем связующие вещества подвергали термической обработке после нанесения, а кремнийорганические полимерные и полиимидные покрытия подвергали высушиванию и отверждению после нанесения. Толщину покрытий оценивали на основании концентраций используемых растворов. Таблица, содержащаяся на Фиг. 24, представляет разнообразные покровные композиции, оцениваемые значения толщины покрытий и условия исследования.
После этого некоторые из флаконов перемешивали, чтобы моделировать повреждение покрытия, а другие флаконы подвергали трению при нагрузках 30 Н и 50 Н в устройстве для взаимного трения флаконов, которое проиллюстрировано на Фиг. 9. После этого все флаконы вводили в процесс лиофилизации (сублимационной сушки), в котором во флаконы помещали 0,5 мл раствора хлорида натрия и затем замораживали при -100°C. Затем осуществляли лиофилизацию в течение 20 часов при -15°C в вакууме. Флаконы проверяли, используя оптическое оборудование для контроля качества и микроскоп. Никакие повреждения покрытий не наблюдались вследствие лиофилизации.
Пример 7
Изготавливали три набора по шесть флаконов в каждом, чтобы оценить эффект увеличения нагрузки на коэффициент трения для непокрытых флаконов и флаконов, покрытых кремнийорганическим полимером DC 255 от компании Dow Corning. Первый набор флаконов изготавливали из стекла типа IB и оставляли без покрытия. Второй набор флаконов изготавливали из сравнительной стеклянной композиции, покрывали раствором 1% DC255 в толуоле и отверждали при 300°C в течение 30 минут. Третий набор флаконов изготавливали из стекла типа IB и покрывали раствором 1% DC255 в толуоле. Флаконы из каждого набора помещали в устройство для взаимного трения флаконов, которое проиллюстрировано на Фиг. 9, и коэффициент трения по отношению к аналогичным образом покрытому флакону измеряли в процессе трения при статических нагрузках, составляющих 10 Н, 30 Н и 50 Н. Результаты графически проиллюстрированы на Фиг. 25. Как представлено на Фиг. 25, покрытые флаконы проявляли значительно меньшие коэффициенты трения по сравнению с непокрытыми флаконами, когда их подвергали трению в одинаковых условиях, независимо от стеклянной композиции.
Пример 8
Три набора по два стеклянных флакона в каждом изготавливали с покрытием APS/поли(4,4'-оксидифенилен-пиромеллитимид). Сначала каждый из флаконов покрывали, погружая в раствор 0,1% APS (аминопропилсилсесквиоксан). Покрытие APS высушивали при 100°C в конвекционной печи в течение 15 минут. Флаконы затем погружали в раствор 0,1% поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин)амидокислоты PMDA-ODA (поли(4,4'-оксидифенилен-пиромеллитимид)) в NMP (N-метил-2-пирролидон). После этого покрытия отверждали, выдерживая покрытые флаконы в предварительно нагретой печи при 300°C в течение 30 минут.
Два флакона помещали в устройстве для взаимного трения флаконов, которое проиллюстрировано на Фиг. 9, и подвергали трению при нагрузке 10 Н. Процедуру трения повторяли 4 и более раз для одинаковой площади, и коэффициент трения определяли для каждой процедуры трения. Флаконы протирали между процедурами трения, причем начальная точка каждой процедуры трения находилась на ранее не подвергнутой трению площади. Однако каждая процедура трения осуществлялась по одной и той же траектории. Такую же процедуру повторяли для нагрузок, составляющих 30 Н и 50 Н. Коэффициенты трения для каждой процедуры (т.е. A1-A5) графически проиллюстрированы на Фиг. 26 для каждой нагрузки. Как представлено на Фиг. 26, коэффициент трения флаконов с покрытием APS/поли(4,4'-оксидифенилен-пиромеллитимид), как правило, составляло менее чем 0,30 для всех процедур трения при всех нагрузках. Примеры демонстрируют улучшенную устойчивость к трению для полиимидного покрытия, которое нанесено на стеклянную поверхность, обработанную связующим веществом.
Пример 9
Три набора по два стеклянных флакона в каждом изготавливали с покрытием APS. Каждый из флаконов покрывали погружением в раствор 0,1% APS (аминопропилсилсесквиоксан) и нагревали при 100°C в конвекционной печи в течение 15 минут. Два флакона помещали в устройство для взаимного трения флаконов, которое проиллюстрировано на Фиг. 9, и подвергали трению при нагрузке 10 Н. Процедуру трения повторяли 4 и более раз для одинаковой площади, и коэффициент трения определяли для каждой процедуры трения. Флаконы протирали между процедурами трения, причем начальная точка каждой процедуры трения находилась на ранее не подвергнутой трению площади. Однако каждая процедура трения осуществлялась по одной и той же траектории. Такую же процедуру повторяли для нагрузок, составляющих 30 Н и 50 Н. Коэффициенты трения для каждой процедуры (т.е. A1-A5) графически проиллюстрированы на Фиг. 27 для каждой нагрузки. Как представлено на Фиг. 27, коэффициент трения флаконов, покрытых только APS, составляет, как правило, более чем 0,3 и часто достигает 0,6 или более высокого уровня.
Пример 10
Три набора по два стеклянных флакона в каждом изготавливали с покрытием APS/поли(4,4'-оксидифенилен-пиромеллитимид). Каждый из флаконов покрывали погружением в раствор 0,1% APS (аминопропилсилсесквиоксан). Покрытие APS нагревали при 100°C в конвекционной печи в течение 15 минут. Флаконы затем погружали в раствор 0,1% поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин)амидокислоты NMP (N-метил-2-пирролидон) (PMDA-ODA (поли(4,4'-оксидифенилен-пиромеллитимид)) в NMP (N-метил-2-пирролидон). После этого покрытия отверждали, выдерживая покрытые флаконы в предварительно нагретой печи при 300°C в течение 30 минут. Покрытые флаконы затем подвергали депирогенизации путем нагревания при 300°C в течение 12 часов.
Два флакона помещали в устройстве для взаимного трения флаконов проиллюстрированный на Фиг. 9 и подвергнутый трению при нагрузке 10 Н. Процедуру трения повторяли 4 и более раз для одинаковой площади, и коэффициент трения определяли для каждой процедуры трения. Флаконы протирали между процедурами трения, причем начальная точка каждой процедуры трения находилась на ранее не подвергнутой трению площади и каждая процедура трения осуществлялась по одной и той же траектории. Такую же процедуру повторяли для нагрузок, составляющих 30 Н и 50 Н. Коэффициенты трения для каждой процедуры (т.е. A1-A5) графически проиллюстрированы на Фиг. 28 для каждой нагрузки. Как представлено на Фиг. 28, коэффициенты трения флаконов, покрытых APS/поли(4,4'-оксидифенилен-пиромеллитимид), как правило, были одинаковыми и составляли приблизительно 0,20 или менее для процедур трения, осуществляемых при нагрузках 10 Н и 30 Н. Однако когда приложенная нагрузка увеличивалась до 50 Н, коэффициент трения увеличивался для каждой последующей процедуры трения, причем для пятой процедуры коэффициент трения составлял несколько менее чем 0,40.
Пример 11
Изготавливали три набора по два стеклянных флакона в каждом с покрытием APS (аминопропилсилсесквиоксан). Каждый из флаконов покрывали погружением в раствор 0,1% APS и нагреваемый при 100°C в конвекционной печи в течение 15 минут. Покрытые флаконы затем подвергали депирогенизации путем нагревания при 300°C в течение 12 часов. Два флакона помещали в устройство для взаимного трения флаконов, которое проиллюстрировано на Фиг. 9, и подвергали трению при нагрузке 10 Н. Процедуру трения повторяли 4 и более раз для одинаковой площади, и коэффициент трения определяли для каждой процедуры трения. Флаконы протирали между процедурами трения, причем начальная точка каждой процедуры трения находилась на ранее не подвергнутой трению площади, и каждая процедура трения осуществлялась по одной и той же траектории. Такую же процедуру повторяли для нагрузок, составляющих 30 Н и 50 Н. Коэффициенты трения для каждой процедуры (т.е. A1-A5) графически проиллюстрированы на Фиг. 29 для каждой нагрузки. Как представлено на Фиг. 29, коэффициенты трения флаконов с покрытием APS, подвергнутых депирогенизации в течение 12 часов, были значительно выше, чем степени коэффициенты трения флаконов с покрытием APS, представленных на Фиг. 27, и были близки к коэффициентам трения, проявляемым непокрытыми стеклянными флаконами, показывая, что флаконы могут испытывать значительную потерю механической прочности вследствие процедуры трения.
Пример 12
Изготавливали три набора по два стеклянных флаконы в каждом из стекла типа IB с покрытием, содержащим поли(4,4'-оксидифенилен-пиромеллитимид). Флаконы погружали в раствор 0,1% поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин)амидокислоты (PMDA-ODA (поли(4,4'-оксидифенилен-пиромеллитимид)) в NMP (N-метил-2-пирролидон). После этого покрытия высушивали при 150°C в течение 20 минут, а затем отверждали, выдерживая покрытые флаконы в предварительно нагретой печи при 300°C в течение 30 минут.
Два флакона помещали в устройство для взаимного трения флаконов, которое проиллюстрировано на Фиг. 9, и подвергали трению при нагрузке 10 Н. Процедуру трения повторяли 4 и более раз для одинаковой площади, и коэффициент трения определяли для каждой процедуры трения. Флаконы протирали между процедурами трения, причем начальная точка каждой процедуры трения находилась на ранее не подвергнутой трению площади. Однако каждая процедура трения осуществлялась по одной и той же траектории. Такую же процедуру повторяли для нагрузок, составляющих 30 Н и 50 Н. Коэффициенты трения для каждой процедуры (т.е. A1-A5) графически проиллюстрированы на Фиг. 30 для каждой нагрузки.
Как представлено на Фиг. 30, коэффициенты трения флаконов с покрытием, содержащим поли(4,4'-оксидифенилен-пиромеллитимид), как правило, увеличиваются после первой процедуры трения, демонстрируя неудовлетворительную устойчивость к трению полиимидного покрытия, нанесенного на стекло без связующего вещества.
Пример 13
Имеющие покрытие APS/Novastrat® 800 флаконы из примера 6 исследовали для определения их коэффициента трения после лиофилизации, используя устройство для взаимного трения флаконов, которое представлено на Фиг. 9, при нагрузке 30 Н. Никакое увеличение коэффициента трения не было обнаружено после лиофилизации. Фиг. 31 содержит таблицы, представляющие коэффициент трения для флаконов с покрытием APS/Novastrat® 800 до и после лиофилизации.
Пример 14
Изготовленные из сравнительной стеклянной композиции флаконы подвергали ионному обмену и нанесению покрытия, как описано в примере 2. Покрытые флаконы обрабатывали в автоклаве, используя следующий режим: продувание паром при 100°C в течение 10 минут, затем выдерживание в течение 20 минут, когда покрытый стеклянный контейнер 100 находился при температуре 121°C, и затем обработка при 121°C в течение 30 минут. Коэффициент трения для обработанных в автоклаве и не обработанных в автоклаве флаконов измеряли, используя устройство для взаимного трения флаконов, которое представлено на Фиг. 9, при нагрузке 30 Н. Фиг. 32 представляет коэффициент трения для имеющих покрытие APS/Novastrat® 800 флаконов до и после обработка в автоклаве. Никакое увеличение коэффициента трения не было обнаружено после обработки в автоклаве.
Пример 15
На три набора флаконов наносили связующий слой, содержащий APS/APhTMS в соотношении 1:8, и внешний слой, содержащий полиимид Novastrat® 800, нанесенный в форме раствора полиамидокислоты в диметилацетамиде и имидированный при 300°C. Один набор подвергали депирогенизации в течение 12 часов при 320°C. Второй набор подвергали депирогенизации в течение 12 часов при 320°C, а затем обработанный в автоклаве в течение 1 часа при 121°C. Третий набор флаконов оставляли без покрытия. Каждый набор флаконов затем подвергали исследованию взаимного трения флаконов при нагрузке 30 Н. Коэффициент трения для каждого набора флаконов представлен на Фиг. 33. Фотографии поверхности флаконов, показывающие повреждение (или отсутствие повреждения), испытанного каждым флаконом также проиллюстрированы на Фиг. 33. Как представлено на Фиг. 33, непокрытые флаконы, как правило, имели коэффициент трения, составляющий более чем приблизительно 0,7. Непокрытые флаконы также испытывали визуально обнаруживаемое повреждение в результате исследования. Однако покрытые флаконы имели коэффициент трения, составляющий менее чем 0,45, без какого-либо визуально обнаруживаемого поверхностного повреждения.
Покрытые флаконы также подвергали депирогенизация, как описано выше, и/или обработке в автоклаве. Фиг. 34 графически иллюстрирует вероятность разрушения в зависимости от приложенной нагрузки в исследовании при горизонтальном сжатии флаконов. Отсутствовало статистическое различие между флаконами, подвергнутыми депирогенизации, и флаконами, подвергнутыми депирогенизации и обработанными в автоклаве.
Пример 16
Изготавливали флаконы из ионообменного стекла типа IB со смазывающим покрытием, имеющим различные соотношения силанов. Ссылаясь далее на Фиг. 35, флаконы изготавливали, используя три различные покровные композиции чтобы оценить влияние различных соотношений силанов на коэффициент трения нанесенного покрытия. Первая покровная композиция включала слой связующего вещества, содержащий GAPS и аминофенилтриметилоксисилан (APhTMS) в соотношении 1:1, и внешний покровный слой, который содержал 1,0% полиимида Novastrat® 800. Вторая покровная композиция включала слой связующего вещества, содержащий GAPS и APhTMS в соотношении 1:0,5, и внешний покровный слой, который содержал 1,0% полиимида Novastrat® 800. Третья покровная композиция содержала слой связующего вещества, содержащий GAPS и APhTMS в соотношении 1:0,2, и внешний покровный слой, который содержал 1,0% полиимида Novastrat® 800. Все флаконы подвергали депирогенизации в течение 12 часов при 320°C. После этого флаконы подвергали испытанию взаимного трения флаконов при нагрузках, составляющих 20 Н и 30 Н. Средняя приложенная по нормали сила, коэффициент трения и максимальная сила трения (Fx) для каждого флакона представлены на Фиг. 35. Как представлено на Фиг. 35, при уменьшении количества ароматического силана (т.е. аминофенилтриметилоксисилана) увеличивается коэффициент трения между флаконами, а также сила трения, испытываемая флаконами.
Пример 17
Изготавливали флаконы из ионообменного стекла типа IB со смазывающим покрытием, имеющим различные соотношения силанов.
Образцы изготавливали, используя композицию, которая включала слой связующего вещества, содержащего 0,125% APS и 1,0% APhTMS (аминофенилтриметилоксисилан, в котором соотношение APS/APhTMS составляло 1:8, и внешний покровный слой, изготовленный из 0,1% полиимида Novastrat® 800. Термическую устойчивость нанесенного покрытия оценивали путем определения коэффициента трения и силы трения флаконов до и после депирогенизации. В частности, покрытые флаконы подвергали испытанию взаимного трения флаконов при нагрузке 30 Н. Измеренные коэффициент трения и сила трения представлены в зависимости от времени в графическом виде на Фиг. 36. Второй набор флаконов подвергали депирогенизации в течение 12 часов при 320°C, а затем подвергали такому же испытанию взаимного трения флаконов при нагрузке 30 Н. Коэффициент трения оставался одинаковым до и после депирогенизации, показывая, что покрытия обладали термической устойчивостью и защищали стеклянную поверхность от фрикционного повреждения. Также представлена фотография контактной области стекла.
Изготавливали образцы с композицией, которая включала слой связующего вещества, изготовленный из 0,0625% APS и 0,5% APhTMS и имеющий соотношение APS/APhTMS, составляющее 1:8, и внешний покровный слой, изготовленный из 0,05% полиимида Novastrat® 800. Термическую устойчивость нанесенного покрытия оценивали путем определения коэффициента трения и силы трения флаконов до и после депирогенизации. В частности, покрытые флаконы подвергали испытанию взаимного трения флаконов при нагрузке 30 Н. Измеренные коэффициент трения и сила трения представлены в зависимости от времени/расстояния в графическом виде на Фиг. 37. Второй набор флаконов подвергали депирогенизации в течение 12 часов при 320°C, а затем подвергали такому же испытанию взаимного трения флаконов при нагрузке 30 Н. Коэффициент трения оставался одинаковым до и после депирогенизации, показывая, что покрытия обладали термической устойчивостью. Также представлена фотография контактной области стекла.
Фиг. 38 графически иллюстрирует вероятность разрушения в зависимости от приложенной нагрузки в исследовании при горизонтальном сжатии для флаконов, имеющих смазывающее покрытие, изготовленное из 0,125% APS и 1,0% APhTMS, и внешний покровный слой, изготовленный из 0,1% полиимида Novastrat® 800 (обозначено номером 260 на Фиг. 38), и смазывающее покрытие, изготовленное из 0,0625% APS и 0,5% APhTMS и внешний покровный слой, изготовленный из 0,05% полиимида Novastrat® 800 (обозначено номером 280 на Фиг. 38). Эти данные показывают, что нагрузка при разрушении остается неизменной для непокрытых и не имеющих царапины образцов и для покрытых, подвергнутый депирогенизации и имеющих царапины образцов, демонстрируя защиту стекла от повреждения с помощью покрытия.
Изготавливали флаконы со смазывающим покрытием, используя продукт гидролиза GAPS. Изготавливали образцы с композицией, которая включала слой связующего вещества, изготовленный из 0,5% Dynasylan® Hydrosil 1151 (продукт гидролиза 3-аминопропилсилана) и 0,5% аминофенилтриметилоксисилана (APhTMS), присутствующих в соотношении 1:1, и внешний покровный слой, изготовленный из 0,05% полиимида Novastrat® 800. Эксплуатационные характеристики покрытия оценивали путем определения коэффициента трения и силы трения флаконов до и после депирогенизации. В частности, флаконы из стекла типа IB, которые подвергали ионообменному упрочнению в расплаве 100% KNO3 при 450°C в течение 8 ч, подвергали испытанию взаимного трения флаконов при нагрузке 30 Н. Измеренные коэффициент трения и сила трения представлены в зависимости от времени/расстояния в графическом виде на Фиг. 39. Второй набор флаконов подвергали депирогенизации при 320°C в течение 12 часов, а затем подвергали такому же испытанию взаимного трения флаконов при нагрузке 30 Н. Коэффициент трения оставался одинаковым до и после депирогенизации, показывая, что покрытия обладали термической устойчивостью. Также представлена фотография контактной области стекла. Это показывает, что продукты гидролиза аминосиланов также являются пригодными для использования в покровных композициях.
Термическую устойчивость нанесенного покрытия также оценивали для ряда условий депирогенизации. В частности, ионообменные стеклянные флаконы типа IB изготавливали с композицией, которая включала слой связующего вещества, имеющий соотношение 1:1 GAPS (0,5%) и аминофенилтриметилоксисилана (APhTMS) (0,5%), и внешний покровный слой, который содержал 0,5% полиимида Novastrat® 800. Для нанесения покрытия флаконы погружали в раствор, используя автоматическое устройство для нанесения покрытия при погружении со скоростью извлечения 2 мм/с. Образцы флаконов подвергали депирогенизации в одном из следующих режимов: 12 часов при 320°C, 24 часов при 320°C, 12 часов при 360°C или 24 часа при 360°C. Затем измеряли коэффициент трения и силу трения, осуществляя испытание флаконов при взаимном трении, результаты которого графически представлены в зависимости от времени для каждого из режимов депирогенизации на Фиг. 40. Как представлено на Фиг. 40, коэффициент трения флаконов не изменялся в зависимости от условий депирогенизации, показывая, что покрытие было термически устойчивым. Фиг. 41 графически иллюстрирует коэффициент трения после термической обработки различной продолжительности при 360°C и 320°C.
Пример 18
На флаконы наносили покрытие APS/Novastrat 800, как описано в примере. Пропускание света покрытых флаконов, а также непокрытые флаконы, измеряли в интервале длины волны от 400 до 700 нм, используя спектрофотометр. Измерения осуществляли таким образом, что световой луч направляли по нормали на стенку контейнера, и в результате этого луч проходил через смазывающее покрытие дважды, первый раз при входе в контейнер, а затем при выходе из него. Фиг. 11 графически иллюстрирует данные пропускания света для покрытых и непокрытых флаконов, измеренные в спектре видимого света от 400 до 700 нм. Линия 440 представляет непокрытый стеклянный контейнер, и линия 442 представляет покрытый стеклянный контейнер.
Пример 19
На флаконы наносили связующее вещество 0,25% GAPS/0,25% APhTMS и 1,0% полиимида Novastrat® 800 и исследовали пропускание света до и после депирогенизации при 320°C в течение 12 часов. Непокрытый флакон также исследовали. Результаты представлены на Фиг. 42.
Пример 20
Чтобы улучшить однородность полиимидного покрытия, полиамидокислоту Novastrat® 800 превращали в соль полиамидокислоты, которую растворяли в метаноле, представляющем собой растворитель, испаряющийся значительно быстрее по сравнению с диметилацетамидом, путем добавления 4 г триэтиламина в 1 л метанола и последующего добавления полиамидокислоты Novastrat® 800 для изготовления 0,1% раствора. Может быть изготовлена растворимая в метаноле соль поли(пиромеллитовый диангидрид-со-4,4'-оксидианилин)амидокислоты.
На ионообменные флаконы типа IB наносили покрытие, используя растворы 1,0% GAPS/1,0% APhTMS в смеси метанола и воды и 0,1% соли полиамидокислоты Novastrat® 800 в метаноле. Покрытые флаконы подвергали депирогенизации в течение 12 часов при 360°C, а затем покрытые и подвергнутые депирогенизации образцы подвергали трению в устройстве для взаимного трения флаконов при нормальных нагрузках, составлявших 10 Н, 20 Н и 30 Н. Никакие повреждения стекла не наблюдались при нормальной силе 10 Н, 20 Н и 30 Н. Фиг. 43 представляет коэффициент трения, приложенную силу и силу трения для образцов после термической обработки при 360°C в течение 12 часов. Фиг. 44 графически иллюстрирует вероятность разрушения в зависимости от приложенной нагрузки в исследовании при горизонтальном сжатии образцов. Серии образцов, испытанных при 10 Н, 20 Н и 30 Н, были статистически неотличимыми друг от друга. Имеющие низкую прочность при разрушении образцы разрушались от источников, удаленных от царапины.
Толщину покровных слоев определяли, используя эллипсометрию и сканирующую электронную микроскопию (SEM), как представлено на Фиг. 45-47, соответственно. Образцы для измерения толщины покрытия изготавливали, используя кремниевые пластинки (эллипсометрия) и стеклянные пластинки (SEM). Данные методы показывают толщину от 55 до 180 нм для связующего слоя и 35 нм для соли полиамидокислоты Novastrat® 800.
Пример 21
На очищенные в плазме кремниевые пластинки наносили покрытие погружением, используя раствор 0,5% GAPS/0,5% APhTMS в смеси метанола и воды в объемном соотношении 75/25. Покрытие выдерживали при 120°C в течение 15 минут. Толщину покрытия определяли, использование эллипсометрию. Изготавливали три образца, у которых толщина составляла 92,1 нм, 151,7 нм и 110,2 нм, соответственно, при среднеквадратическом отклонении 30,6 нм.
На стеклянные пластинки наносили покрытие погружением, и проводили исследование, используя сканирующий электронный микроскоп. Фиг. 45 представляет полученное методом SEM изображение стеклянной пластинки с покрытием, нанесенным путем погружения в покровный раствор, содержащий 1,0% GAPS, 1,0% APhTMS и 0,3% NMP в смеси метанола и воды в объемном соотношении 75/25, при извлечении со скоростью 8 мм/с с последующим отверждением при 150°C в течение 15 минут. Измеренная толщина покрытия составляла приблизительно 93 нм. Фиг. 46 представляет полученное методом SEM изображение стеклянной пластинки с покрытием, нанесенным путем погружения в покровный раствор, содержащий 1,0% GAPS, 1,0% APhTMS и 0,3 NMP в смеси метанола и воды в объемном соотношении 75/25, при извлечении со скоростью 4 мм/с с последующим отверждением при 150°C в течение 15 минут. Измеренная толщина покрытия составляла приблизительно 55 нм. Фиг. 47 представляет полученное методом SEM изображение стеклянной пластинки с покрытием, нанесенным путем погружения в покровный раствор, содержащий 0,5% Novastrat® 800, при извлечении со скоростью 2 мм/с с последующим отверждением при 150°C в течение 15 минут и термической обработкой при 320°C в течение 30 минут. Измеренная толщина покрытия составляла приблизительно 35 нм.
Сравнительный пример A
На стеклянные флаконы, изготовленные из стекла типа IB, наносили покрытие, используя разбавленную покровную кремнийорганическую водную эмульсию Baysilone M от компании Bayer с содержанием твердых веществ, составляющим приблизительно от 1 до 2%. Флаконы обрабатывали при 150°C в течение 2 часов, чтобы удалить воду с поверхности и оставить полидиметилсилоксановое покрытие на внешней поверхности стекла. Номинальная толщина покрытия составляла приблизительно 200 нм. Первый набор флаконов оставляли в необработанном состоянии, получая "флаконы в состоянии после нанесения покрытия". Второй набор флаконов обрабатывали при 280°C в течение 30 минут, получая "обработанные флаконы". Несколько флаконов из каждого набора сначала механически исследовали путем нанесения царапины длиной, составляющей приблизительно 20 мм, при линейном увеличении нагрузки от 0 до 48 Н, используя трибометр UMT-2 и испытательное устройство для взаимного трения флаконов. Стекло с царапинами оценивали в отношении коэффициента трения и морфологии, чтобы определить, повреждает ли стекло процедура царапания, или защищает ли покрытие стекла от повреждения вследствие царапания.
Фиг. 48 представляет график, иллюстрирующий коэффициент трения, глубину царапины, приложенную по нормали силу и сила трения (координаты y) в зависимости от длины проведенной царапины (координата x) для флаконов в состоянии после нанесения покрытия. Как графически проиллюстрировано на Фиг. 48, флаконы в состоянии после нанесения покрытия проявляют коэффициент трения, составляющий приблизительно 0,03 при нагрузках до приблизительно 30 Н. Эти данные показывают, что ниже приблизительно 30 Н коэффициент трения (COF) всегда является ниже 0,1. Однако при нормальной силе, составляющей более чем 30 Н, покрытие начинает разрушаться, что показывает присутствие трещин в стекле в направлении длины царапины. Трещины в стекле представляют собой показатель поверхностного повреждения стекла и повышают склонность стекла к разрушению в результате повреждения.
Фиг. 49 представляет график, иллюстрирующий коэффициент трения, глубину царапины, приложенную по нормали силу и силу трения (координаты y) в зависимости от длины проведенной царапины (координата x) для обработанных флаконов. В случае обработанных флаконов, коэффициент трения оставался низким до тех пор, пока приложенная нагрузка не достигала уровня, составляющего приблизительно 5 Н. На этом уровне покрытие начинало разрушаться, и стеклянная поверхность получала серьезные повреждения, о чем свидетельствовало увеличение числа трещин в стекле, которые возникали при увеличении нагрузка. Коэффициент трения обработанных флаконов увеличивался до приблизительно 0,5. Однако покрытие не могло защитить поверхность стекла при нагрузках 30 Н после термического воздействия, и это показывало, что покрытие не было термически устойчивым.
Флаконы затем исследовали, прилагая статические нагрузки 30 Н по всей длине царапины, составлявшей 20 мм. Десять образцов флаконов в состоянии после нанесения покрытия и десять образцов обработанных флаконов исследовали при горизонтальном сжатии, прилагая статические нагрузки 30 Н по всей длине царапины, составлявшей 20 мм. Ни один из образцов в состоянии после нанесения покрытия не разрушался при царапании, в то время как 6 из 10 обработанных флаконов разрушались при царапании, показывая, что обработанные флаконы имели меньшую остаточную прочность.
Сравнительный пример B
Раствор Wacker Silres MP50 (продукт № 60078465 партии № EB21192) разбавляли до 2% и наносили на флаконы, изготовленные из сравнительной стеклянной композиции. Флаконы сначала очищали воздействием плазмы в течение 10 секунд перед нанесением покрытия. Флаконы высушивали при 315°C в течение 15 минут, чтобы удалить воду из покрытия. Первый набор флаконов оставляли в состоянии после нанесения покрытия. Второй набор флаконов обрабатывали в течение 30 минут при температуре, составляющей от 250°C до 320°C, получая обработанные флаконы. Несколько флаконов из каждого набора сначала механически исследовали путем нанесения царапины длиной, составляющей приблизительно 20 мм, при линейном увеличении нагрузки от 0 до 48 Н, используя трибометр UMT-2. Стекло с царапинами оценивали в отношении коэффициента трения и морфологии, чтобы определить, повреждает ли стекло процедура царапания, или защищает ли покрытие стекла от повреждения вследствие царапания.
Фиг. 50 представляет график, иллюстрирующий коэффициент трения, глубину царапины, приложенную по нормали силу и силу трения (координаты y) в зависимости от длины проведенной царапины (координата x) для флаконов в состоянии после нанесения покрытия.
Фиг. 51 представляет график, иллюстрирующий коэффициент трения, глубину царапины, приложенную по нормали силу и силу трения (координаты y) в зависимости от длины проведенной царапины (координата x) для флаконов, обработанных при 280°C. Обработанные флаконы проявляли значительное поверхностное повреждение стекла при приложенных нагрузках, составляющих более чем приблизительно 20 Н. Кроме того, было определено, что пороговая нагрузка при повреждении стекла уменьшается при увеличение температуры термического воздействия, показывая, что покрытия разрушаются при увеличении температуры, т.е. покрытие не является термически устойчивым. Образцы, обработанные при температуре, составляющей ниже 280°C, проявляли повреждение стекла при нагрузках выше 30 Н.
Сравнительный пример C
Флаконы, изготовленные из сравнительной стеклянной композиции, обрабатывали, используя раствор Evonik Silikophen P 40/W, разбавленный водой до содержания 2% твердых веществ. Образцы затем высушивали при 150°C в течение 15 минут и после этого отверждали при 315°C в течение 15 минут. Первый набор флаконов оставляли в состоянии после нанесения покрытия. Второй набор флаконов обрабатывали в течение 30 минут при температуре, составляющей 260°C, получая флаконы, обработанные при 260°C. Третий набор флаконов обрабатывали в течение 30 минут при температуре, составляющей 280°C, получая флаконы, обработанные при 280°C. На флаконы наносили царапины при статической нагрузке, составляющей 30 Н, используя испытательное устройство, которое проиллюстрировано на Фиг. 9. Флаконы затем исследовали при горизонтальном сжатии. Флаконы, обработанные при 260°C, и флаконы, обработанные при 280°C, разрушались при сжатии, в то время как только 2 из 16 флаконов в состоянии после нанесения покрытия разрушались при царапании. Это показывает, что покрытие разрушалось при воздействии повышенных температур, и в результате этого покрытие не обеспечивало достаточную защиту поверхности от нагрузки 30 Н.
Пример 22
На флаконы, изготовленные из сравнительной стеклянной композиции, наносили покрытие, используя раствор, содержащий 1,0% GAPS и 1,0% м-APhTMS раствор в смеси метанола и воды в объемном соотношении 75/25. На флаконы наносили покрытие, погружая их в раствор и извлекая со скоростью 2 мм/с. Покрытие отверждали при 150°C в течение 15 минут. Первый набор флаконов оставляли в необработанном состоянии, получая "флаконы в состоянии после нанесения покрытия". Второй набор флаконов подвергали депирогенизации при 300°C в течение 12 часов, получая "обработанные флаконы". Несколько флаконов из каждого набора подвергали механическому исследованию путем нанесения царапин при нагрузке 10 Н от уступа флакона до донной окружности флакона, используя трибометр UMT-2 и испытательное устройство для взаимного трения флаконов. Дополнительные флаконы из каждого набора подвергали механическому исследованию путем нанесения царапин при нагрузке 30 Н от уступа флакона до донной окружности флакона, используя трибометр UMT-2 и испытательное устройство для взаимного трения флаконов. Стекло с царапинами оценивали в отношении коэффициента трения и морфологии, чтобы определить, повреждает ли стекло процедура царапания, или защищает ли покрытие стекла от повреждения вследствие царапания.
Фиг. 52 и 53 представляют графики, иллюстрирующие коэффициент трения, глубину царапины, приложенную по нормали силу и силу трения (координаты y) в зависимости от длины проведенной царапины (координата x) для флаконов в состоянии после нанесения покрытия. Как графически проиллюстрировано на Фиг. 52 и 53, после исследования флаконы в состоянии после нанесения покрытия проявляли некоторые сколы и повреждения стекла. Однако коэффициент трения в процессе исследование составлял приблизительно от 0,4 до 0,5. Фиг. 54 и 55 иллюстрируют результаты аналогичного исследования, осуществленного для обработанных флаконов. После исследования обработанные флаконы проявляли некоторые следы трения на поверхности покрытия, а также некоторое повреждение стекла. Коэффициент трения в процессе исследования составлял приблизительно от 0,7 до 0,8.
Пример 23
На флаконы, изготовленные из сравнительной стеклянной композиции, наносили покрытие, используя раствор, содержащий 1,0% GAPS и 1,0% м-APhTMS раствор в смеси метанола и воды в объемном соотношении 75/25. На флаконы наносили покрытие, погружая их в раствор и извлекая со скоростью, составляющей от 0,5 мм/с до 4 мм/с, чтобы изменять толщину покрытия на соответствующих флаконах. Покрытие отверждали при 150°C в течение 15 минут. Первый набор флаконов оставляли в состоянии после нанесения покрытия, получая "флаконы в состоянии после нанесения покрытия". Второй набор флаконов подвергали депирогенизации при 300°C в течение 12 часов, получая "обработанные флаконы". Несколько флаконов из каждого набора подвергали механическому исследованию путем нанесения царапин при нагрузке 10 Н от уступа флакона до донной окружности флакона, используя трибометр UMT-2. Дополнительные флаконы из каждого набора подвергали механическому исследованию путем нанесения царапин при нагрузке 30 Н от уступа флакона до донной окружности флакона, используя трибометр UMT-2. Флаконы затем исследовали при горизонтальном сжатии. Результаты исследований при горизонтальном сжатии представлены на Фиг. 56 и 57. Флаконы с царапинами, нанесенными при нагрузке 10 Н, проявляли лишь минимальное различие механической прочности, несмотря на различную толщину покрытия. Флаконы, имеющие царапины, нанесенные при нагрузке 30 Н, и покрытие меньшей толщины, т.е. покрытие, соответствующее скорости извлечения до 0,5 мм/с, проявляли повышенную склонность к разрушению при горизонтальном сжатии по сравнению с флаконами имеющими относительно более толстое покрытие.
Здесь следует понимать, что стеклянные контейнеры, которые описаны в настоящем документе, являются устойчивыми к расслаиванию, имеют улучшенную прочность и повышенную устойчивость к повреждению. Стеклянные контейнеры, которые описаны в настоящем документе, можно понимать согласно условиям разнообразных аспектов.
Согласно первому аспекту, стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и толщину стенки, которая находится между внешней поверхностью и внутренней поверхностью. По меньшей мере внутренняя поверхность корпуса может иметь коэффициент расслаивания, составляющий менее чем или равный 10. Компрессионно-напряженный слой может проходить от внешней поверхности корпуса в толщину стенки. Компрессионно-напряженный слой может иметь поверхностное сжимающее напряжение, составляющее более чем или равное 150 МПа. Смазывающее покрытие может располагаться вокруг по меньшей мере части внешней поверхности корпуса, причем внешняя поверхность корпуса со смазывающим покрытием имеет коэффициент трения, составляющий менее чем или равный 0,7.
Согласно второму аспекту, стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и толщину стенки, которая находится между внешней поверхностью и внутренней поверхностью. Корпус может быть изготовлен из стекла типа I класса B согласно стандарту ASTM E438-92. Компрессионно-напряженный слой может проходить от внешней поверхности корпуса в толщину стенки. Компрессионно-напряженный слой может иметь поверхностное сжимающее напряжение, составляющее более чем или равное 150 МПа. Защитный слой может располагаться на внутренней поверхности корпуса таким образом, что композиция, содержащаяся в стеклянном контейнере, не вступает в контакт с внутренней поверхностью корпуса. Смазывающее покрытие может располагаться вокруг по меньшей мере части внешней поверхности корпуса. Внешняя поверхность корпуса со смазывающим покрытием может иметь коэффициент трения, составляющий менее чем или равный 0,7.
Согласно третьему аспекту, стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и толщину стенки, которая находится между внешней поверхностью и внутренней поверхностью. Корпус может быть изготовлен из стеклянной композиции, в которой не содержатся составляющие компоненты, образующие вещества, которые испаряются в значительной степени при температурах, соответствующих вязкости в интервале от приблизительно 200 пуаз до приблизительно 100 килопуаз. Компрессионно-напряженный слой может проходить от внешней поверхности корпуса в толщину стенки. Компрессионно-напряженный слой может иметь поверхностное сжимающее напряжение, составляющее более чем или равное 150 МПа. Смазывающее покрытие может располагаться вокруг по меньшей мере части внешней поверхности корпуса. Внешняя поверхность корпуса со смазывающим покрытием может иметь коэффициент трения, составляющий менее чем или равный 0,7.
Согласно четвертому аспекту, стеклянный контейнер может включать корпус, имеющий внутреннюю поверхность, внешнюю поверхность и толщину стенки, которая находится между внешней поверхностью и внутренней поверхностью. По меньшей мере внутренняя поверхность корпуса может иметь коэффициент расслаивания, составляющий менее чем или равный 10. Корпус может быть изготовлен из стекла типа I класса B согласно стандарту ASTM E438-92 в технологических условиях, которые сокращают испарение содержащихся в стекле летучих веществ. Компрессионно-напряженный слой может проходить от внешней поверхности корпуса в толщину стенки. Компрессионно-напряженный слой может иметь поверхностное сжимающее напряжение, составляющее более чем или равное 150 МПа. Смазывающее покрытие может располагаться вокруг по меньшей мере части внешней поверхности корпуса. Внешняя поверхность корпуса со смазывающим покрытием может иметь коэффициент трения, составляющий менее чем или равный 0,7.
Пятый аспект включает стеклянный контейнер по любому из аспектов от первого до четвертого, в котором поверхностное сжимающее напряжение составляет более чем или равняется 200 МПа.
Шестой аспект включает стеклянный контейнер по любому из аспектов от первого до четвертого, в котором поверхностное сжимающее напряжение составляет более чем или равняется 300 МПа.
Седьмой аспект включает стеклянный контейнер по любому из аспектов от первого до шестого, в котором компрессионно-напряженный слой проходит от внешней поверхности в толщину стенки на глубину слоя, которая составляет более чем или равняется приблизительно 3 мкм.
Восьмой аспект включает стеклянный контейнер по любому из аспектов от первого до шестого, в котором компрессионно-напряженный слой проходит от внешней поверхности в толщину стенки на глубину слоя, которая составляет более чем или равняется приблизительно 25 мкм.
Девятый аспект включает стеклянный контейнер по любому из аспектов от первого до восьмого, в котором корпус является упрочненным ионным обменом.
Десятый аспект включает стеклянный контейнер по любому из аспектов от первого до девятого, в котором корпус является упрочненным высокотемпературным ионным обменом.
Одиннадцатый аспект включает стеклянный контейнер по любому из аспектов от первого до шестого, в котором корпус является термически закаленным.
Двенадцатый аспект включает стеклянный контейнер по одиннадцатому аспекту, в котором компрессионно-напряженный слой проходит от внешней поверхности в толщину стенки на глубину слоя, которая составляет вплоть до приблизительно 22% толщины стенки.
Тринадцатый аспект включает стеклянный контейнер по любому из аспектов от первого до шестого, в котором корпус изготовлен из многослойного стекла.
Четырнадцатый аспект включает стеклянный контейнер по тринадцатому аспекту, в котором многослойное стекло включает сердцевинный слой, имеющий коэффициент теплового расширения сердцевины CTEcore и по меньшей мере один оболочечный слой, сплавленный с сердцевинным слоем и имеющий второй коэффициент теплового расширения CTEclad, причем CTEcore не равняется CTEclad.
Пятнадцатый аспект включает стеклянный контейнер по четырнадцатому аспекту, в котором по меньшей мере один оболочечный слой включает первый оболочечный слой и второй оболочечный слой, первый оболочечный слой сплавляется с первой поверхностью сердцевинного слоя, второй оболочечный слой сплавляется со второй поверхностью сердцевинного слоя, и CTEcore составляет более чем CTEclad.
Шестнадцатый аспект включает стеклянный контейнер по тринадцатому аспекту, в котором компрессионно-напряженный слой проходит в толщину стенки на глубину слоя, которая составляет от приблизительно 1 мкм до приблизительно 90% толщины стенки.
Семнадцатый аспект включает стеклянный контейнер по тринадцатому аспекту, в котором компрессионно-напряженный слой проходит в толщину стенки на глубину слоя, которая составляет от приблизительно 1 мкм до приблизительно 33% толщины стенки.
Восемнадцатый аспект включает стеклянный контейнер по любому из аспектов от четырнадцатого до семнадцатого, в котором по меньшей мере один оболочечный слой имеет коэффициент расслаивания, составляющий менее чем или равный 10 после того, как из многослойного стекла изготавливают стеклянный контейнер.
Девятнадцатый аспект включает стеклянный контейнер по любому из аспектов от четырнадцатого до восемнадцатого, в котором по меньшей мере один оболочечный слой образует внутреннюю поверхность корпуса.
Двадцатый аспект включает стеклянный контейнер по любому из аспектов от первого до четвертого, дополнительно включающий неорганическое покрытие, расположенное по меньшей мере на части внешней поверхности корпуса, причем данное неорганическое покрытие имеет коэффициент теплового расширения, который составляет менее чем коэффициент теплового расширения корпуса.
Двадцать первый аспект включает стеклянный контейнер по любому из аспектов от первого до двадцатого, в котором корпус имеет внутреннюю область, расположенную между внутренней поверхностью корпуса и внешней поверхностью корпуса, причем внутренняя область имеет устойчивую однородность слоя.
Двадцать второй аспект включает стеклянный контейнер по двадцать первому аспекту, в котором внутренняя область имеет толщину, составляющую по меньшей мере 100 нм.
Двадцать третий аспект включает стеклянный контейнер по любому из аспектов от первого до двадцать второго, в котором внутренняя поверхность корпуса имеет устойчивую однородность поверхности.
Двадцать четвертый аспект включает стеклянный контейнер по двадцать третьему аспекту, в котором устойчивая однородность поверхности проходит в толщину стенки корпуса на глубину DSR, составляющую по меньшей мере 10 нм от внутренней поверхности корпуса.
Двадцать пятый аспект включает стеклянный контейнер по любому из аспектов от первого до двадцать четвертого, в котором внутренняя поверхность корпуса подвергается травлению.
Двадцать шестой аспект включает стеклянный контейнер по любому из аспектов от первого до двадцать пятого, в котором внутренняя поверхность корпуса подвергается кислотному травлению.
Двадцать седьмой аспект включает стеклянный контейнер по любому из аспектов от первого до двадцать шестого, в котором внутренняя поверхность корпуса представляет собой защитное покрытие.
Двадцать восьмой аспект включает стеклянный контейнер по двадцать седьмому аспекту, в котором защитное покрытие представляет собой металлонитридное покрытие, металлооксидное покрытие, металлосульфидное покрытие, SiO2, алмазоподобное углеродное, графеновое или карбидное покрытие.
Двадцать девятый аспект включает стеклянный контейнер по двадцать седьмому аспекту, в котором защитное покрытие включает по меньшей мере один из оксидов Al2O3, TiO2, ZrO2, SnO, SnO2, SiO2, Ta2O5, Nb2O5, Cr2O3, V2O5, ZnO, HfO2 или их сочетания.
Тридцатый аспект включает стеклянный контейнер по двадцать седьмому аспекту, в котором защитное покрытие включает по меньшей мере одно из веществ, таких как полибензимидазолы, полибисоксазолы, полибистиазолы, простые полиэфиримиды, полихинолины, политиофены, фениленсульфиды, полисульфоны, полицианураты, поли-п-ксилилены, фторированные полиолефины, в том числе политетрафторэтилены и другие фторзамещенные полиолефины, перфторалкоксиполимеры, полиэфирэфиркетоны (PEEK), полиамиды, эпоксиды, полифенольные смолы, полиуретанакрилаты, циклические олефиновые сополимеры и циклические олефины полимеры, полиолефины, в том числе полиэтилены, окисленные полиэтилены, полипропилены, сополимеры этилена и пропилена, сополимеры полиэтилена и винилацетата, поливинилхлорид, полиакрилаты, полиметакрилаты, полистиролы, политерпены, полиангидриды, полималеиновые ангидриды, полиформальдегиды, полиацетали и сополимеры полиацеталей, диметил- или дифенил- или смешанные метилфенилполисилоксаны, перфторированные силоксаны и другие замещенные силоксаны, полиимиды, поликарбонаты, сложные полиэфиры, парафины и воски или их разнообразные сочетания.
Тридцать первый аспект включает стеклянный контейнер по любому из аспектов от первого до четвертого, в котором корпус имеет устойчивость к кислоте по меньшей мере класса S3 или выше согласно стандарту DIN 12116.
Тридцать второй аспект включает стеклянный контейнер по любому из аспектов от первого до четвертого, в котором корпус имеет устойчивость к основанию по меньшей мере класса A2 или выше согласно стандарту ISO 695.
Тридцать третий аспект включает стеклянный контейнер по любому из аспектов от первого до четвертого, в котором корпус имеет устойчивость к гидролизу по меньшей мере типа HgB2 или выше согласно стандарту ISO 719.
Тридцать четвертый аспект включает стеклянный контейнер по любому из аспектов от первого до четвертого, в котором корпус имеет устойчивость к гидролизу по меньшей мере типа HgA2 или выше согласно стандарту ISO 720.
Тридцать пятый аспект включает стеклянный контейнер по любому из аспектов от первого до четвертого, в котором корпус имеет химическую стойкость типа 1 согласно стандарту 660 фармакопеи США.
Тридцать шестой аспект включает стеклянный контейнер по любому из аспектов от первого до четвертого, в котором корпус представляет собой изготовленный формованием корпус.
Тридцать седьмой аспект включает стеклянный контейнер по любому из аспектов от первого до четвертого, в котором корпус изготавливают в процессе формования стекла, в котором корпус получается при равномерном охлаждении из расплавленного стекла.
Тридцать восьмой аспект включает стеклянный контейнер по любому из аспектов от первого до четвертого, в котором корпус изготавливают из алюмосиликатной стеклянной композиции.
Тридцать девятый аспект включает стеклянный контейнер по любому из аспектов от первого до четвертого, в котором корпус изготавливают из щелочной алюмосиликатной стеклянной композиции.
Сороковой аспект включает стеклянный контейнер по тридцать девятому аспекту, в котором в щелочной алюмосиликатной стеклянной композиции практически отсутствуют бор и содержащие бор соединения.
Сорок первый аспект включает стеклянный контейнер по тридцать девятому аспекту, в котором в щелочной алюмосиликатной стеклянной композиции практически отсутствуют цинк и содержащие цинк соединения.
Сорок второй аспект включает стеклянный контейнер по тридцать девятому аспекту, в котором в щелочной алюмосиликатной стеклянной композиции практически отсутствуют фосфор и содержащие фосфор соединения.
Сорок третий аспект включает стеклянный контейнер по любому из аспектов от первого до четвертого, в котором корпус изготовлен из стеклянной композиции, содержащей от приблизительно 67 мол.% до приблизительно 75 мол.% SiO2; от приблизительно 6 мол.% до приблизительно 10 мол.% Al2O3; от приблизительно 5 мол.% до приблизительно 12 мол.% оксида щелочного металла, причем оксид щелочного металла включает от приблизительно 2,5 мол.% до приблизительно 10 мол.% Na2O и более чем приблизительно 0 мол.% до приблизительно 2,5 мол.% K2O; от приблизительно 9 мол.% до приблизительно 15 мол.% оксид щелочноземельного металла; и от приблизительно 0 мол.% до приблизительно 0,5 мол.% SnO2.
Сорок четвертый аспект включает стеклянный контейнер по сорок третьему аспекту, в котором в стеклянной композиции практически отсутствуют бор и содержащие бор соединения.
Сорок пятый аспект включает стеклянный контейнер по сорок третьему аспекту, в котором в стеклянной композиции отсутствуют цинк и содержащие цинк соединения.
Сорок шестой аспект включает стеклянный контейнер по сорок третьему аспекту, в котором в стеклянной композиции практически отсутствуют фосфор и содержащие фосфор соединения.
Сорок седьмой аспект включает стеклянный контейнер по любому из первого или третьего аспектов, в котором корпус изготовлен из стекла типа I класса B согласно стандарту ASTM E438-92.
Сорок восьмой аспект включает стеклянный контейнер по сорок седьмому аспекту, в котором в стекле типа I класса B согласно стандарту ASTM E438-92 отсутствуют цинк и содержащие цинк соединения.
Сорок девятый аспект включает стеклянный контейнер по любому из аспектов от первого до сорок восьмого, в котором стеклянный контейнер представляет собой упаковку для лекарственных препаратов.
Пятидесятый аспект включает стеклянный контейнер по любому из аспектов от первого до сорок девятого, в котором смазывающее покрытие является термически устойчивым при температуре, составляющей по меньшей мере приблизительно 250°C в течение 30 минут.
Пятьдесят первый аспект включает стеклянный контейнер по любому из аспектов от первого до пятидесятого, в котором смазывающее покрытие является термически устойчивым при температуре, составляющей по меньшей мере приблизительно 260°C в течение 30 минут.
Пятьдесят второй аспект включает стеклянный контейнер по любому из аспектов от первого до пятьдесят первого, в котором смазывающее покрытие является термически устойчивым при температуре, составляющей по меньшей мере приблизительно 280°C в течение 30 минут.
Пятьдесят третий аспект включает стеклянный контейнер по любому из аспектов от первого до пятьдесят второго, в котором смазывающее покрытие представляет собой прочное неорганическое покрытие.
Пятьдесят четвертый аспект включает стеклянный контейнер по пятьдесят третьему аспекту, в котором прочное неорганическое покрытие представляет собой металлонитридное покрытие, металлооксидное покрытие, металлосульфидное покрытие, SiO2, алмазоподобное углеродное, графеновое или карбидное покрытие.
Пятьдесят пятый аспект включает стеклянный контейнер по пятьдесят третьему аспекту, в котором прочное неорганическое покрытие включает по меньшей мере один материал из TiN, BN, HBN, TiO2, Ta2O5, HfO2, Nb2O5, V2O5, SiO2, MoS2, SiC, SnO, SnO2, ZrO2, Al2O3, BN, ZnO и BC.
Пятьдесят шестой аспект включает стеклянный контейнер по любому из аспектов от первого до пятьдесят второго, в котором смазывающее покрытие включает прочное органическое покрытие, которое проявляет потерю массы, составляющую менее чем приблизительно 5% его массы, когда оно нагревается от 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин.
Пятьдесят седьмой аспект включает стеклянный контейнер по пятьдесят шестому аспекту, в котором прочное органическое покрытие включает полимерную химическую композицию.
Пятьдесят восьмой аспект включает стеклянный контейнер по пятьдесят седьмому аспекту, в котором прочное органическое покрытие дополнительно включает связующее вещество.
Пятьдесят девятый аспект включает стеклянный контейнер по любому из аспектов от первого до сорок девятого, в котором смазывающее покрытие представляет собой временное покрытие.
Шестидесятый аспект включает стеклянный контейнер по пятьдесят девятому аспекту, в котором временное покрытие пиролизуется при температурах, составляющих менее чем или равных 300°C, в течение периода, составляющего менее чем или равного 1 ч.
Шестьдесят первый аспект включает стеклянный контейнер по любому из пятьдесят девятого и шестидесятого аспектов, в котором временное покрытие включает смесь, содержащую полиоксиэтиленгликоль, метакрилатный полимер, меламиноформальдегидный полимер и поливиниловый спирт.
Шестьдесят второй аспект включает стеклянный контейнер по любому из пятьдесят девятого и шестидесятого аспектов, в котором временное покрытие включает один или несколько полисахаридов.
Шестьдесят третий аспект включает стеклянный контейнер по любому из пятьдесят девятого и шестидесятого аспектов, в котором временное покрытие включает полиакриловую кислоту или производное полиакриловой кислоты.
Шестьдесят четвертый аспект включает стеклянный контейнер по любому из пятьдесят девятого и шестидесятого аспектов, в котором временное покрытие включает неорганическую соль.
Шестьдесят пятый аспект включает стеклянный контейнер по любому из пятьдесят девятого и шестидесятого аспектов, в котором временное покрытие включает по меньшей мере одно из следующих веществ: полиэтиленоксиды, полипропиленоксиды, сополимеры этиленоксида и пропиленоксида, поливинилпирролидоны, полиэтиленимины, полиметилвиниловые эфиры, полиакриламиды, полиметакриламиды, полиуретаны, поливинилацетаты, поливинилформаль, полиформальдегиды, включающие полиацетали и сополимеры ацеталей, полиалкилметакрилаты, метилцеллюлозы, этилцеллюлозы, гидроксиэтилцеллюлозы, гидроксипропилцеллюлозы, натриевые соли карбоксиметилцеллюлозы, метилгидроксипропилцеллюлозы, полиакриловые кислоты и соответствующие соли, полиметакриловые кислоты и соответствующие соли, сополимеры этилена и малеинового ангидрида, сополимеры этилена и винилового спирта, сополимеры этилена и акриловой кислоты, сополимеры винилацетата и винилового спирта, сополимеры метилвинилового эфира и малеинового ангидрида, эмульгирующиеся полиуретаны, полиоксиэтиленстеараты и полиолефины, в том числе полиэтилены, полипропилены и их сополимеры, крахмалы и модифицированные крахмалы, гидроколлоиды, полиакриламид, растительные и животные жиры, воск, топленый жир, мыло, стеаринопарафиновые эмульсии, диметил- или дифенил- или смешанные метилфенилполисилоксаны, перфторированные силоксаны и другие замещенные силоксаны, алкилсиланы, ароматические силаны и окисленный полиэтилен.
Шестьдесят шестой аспект включает стеклянный контейнер по любому из аспектов от первого до шестьдесят пятого, в котором пропускание света через стеклянный контейнер со смазывающим покрытием составляет более чем или равняется приблизительно 55% пропускания света через непокрытый стеклянный контейнер для света с длиной волны, составляющей от приблизительно 400 нм до приблизительно 700 нм.
Для специалистов в данной области техники должно быть очевидным, что можно производить разнообразные модификации и вариации вариантов осуществления, которые описаны в настоящем документе, без отклонения от идеи и выхода за пределы объема заявленного предмета настоящего изобретения. Таким образом, предполагается, что настоящее изобретение распространяется на модификации и вариации разнообразных вариантов осуществления, которые описаны в данном документе, при том условии, что такие модификации и вариации находятся в пределах объема пунктов прилагаемой формулы изобретения и их эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ С УЛУЧШЕННОЙ ПРОЧНОСТЬЮ И УСТОЙЧИВОСТЬЮ К ОТСЛАИВАНИЮ | 2013 |
|
RU2658852C2 |
| СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ С УСТОЙЧИВОСТЬЮ К ОТСЛАИВАНИЮ И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К ПОВРЕЖДЕНИЮ | 2013 |
|
RU2659928C2 |
| СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ С УСТОЙЧИВОСТЬЮ К ОТСЛАИВАНИЮ И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К ПОВРЕЖДЕНИЮ | 2013 |
|
RU2706146C2 |
| СТОЙКИЕ К РАССЛАИВАНИЮ СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ | 2013 |
|
RU2674269C2 |
| СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ С УЛУЧШЕННОЙ ПРОЧНОСТЬЮ И УЛУЧШЕННОЙ СТОЙКОСТЬЮ К РАЗРУШЕНИЮ | 2013 |
|
RU2679454C2 |
| КОНТЕЙНЕРЫ ИЗ УПРОЧНЕННОГО БОРОСИЛИКАТНОГО СТЕКЛА С ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К ПОВРЕЖДЕНИЮ | 2013 |
|
RU2634133C2 |
| СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ С УЛУЧШЕННОЙ ПРОЧНОСТЬЮ И УЛУЧШЕННОЙ СТОЙКОСТЬЮ К РАЗРУШЕНИЮ | 2013 |
|
RU2706846C2 |
| СПОСОБЫ ОБРАБОТКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2711424C2 |
| СТЕКЛЯННЫЕ ИЗДЕЛИЯ С АНТИФРИКЦИОННЫМИ ПОКРЫТИЯМИ | 2013 |
|
RU2641817C2 |
| СТОЙКИЕ К РАССЛОЕНИЮ СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ С ТЕПЛОСТОЙКИМИ ПОКРЫТИЯМИ | 2013 |
|
RU2634758C2 |
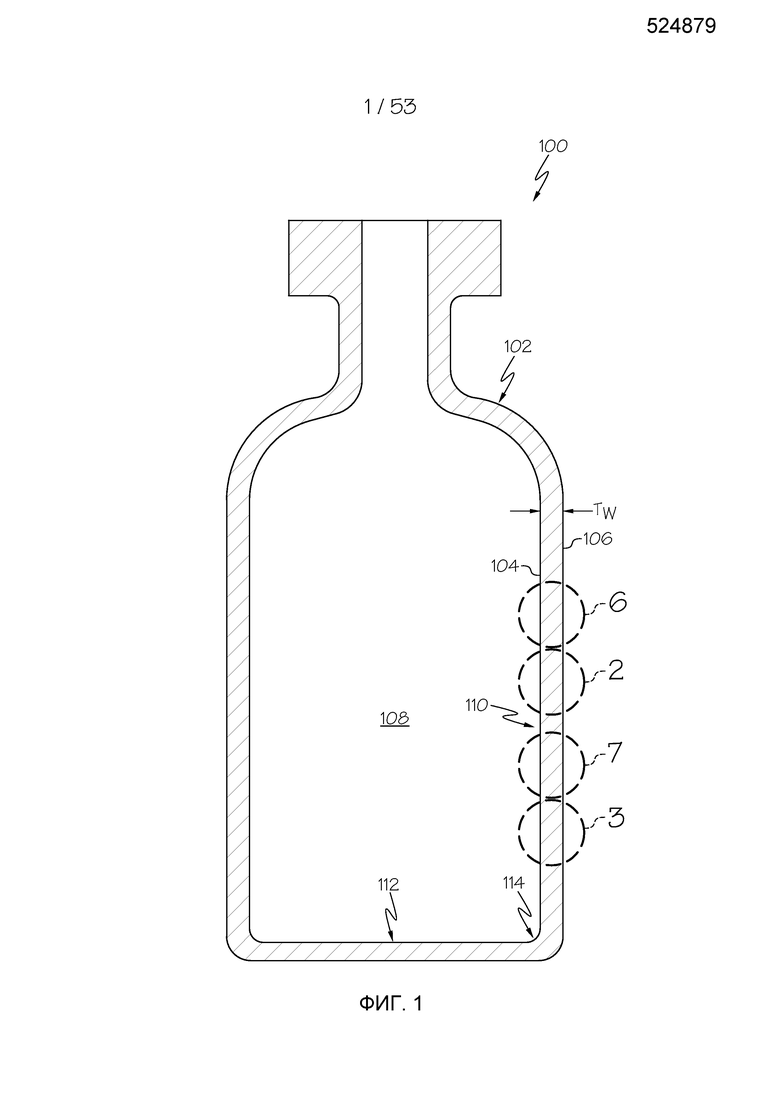
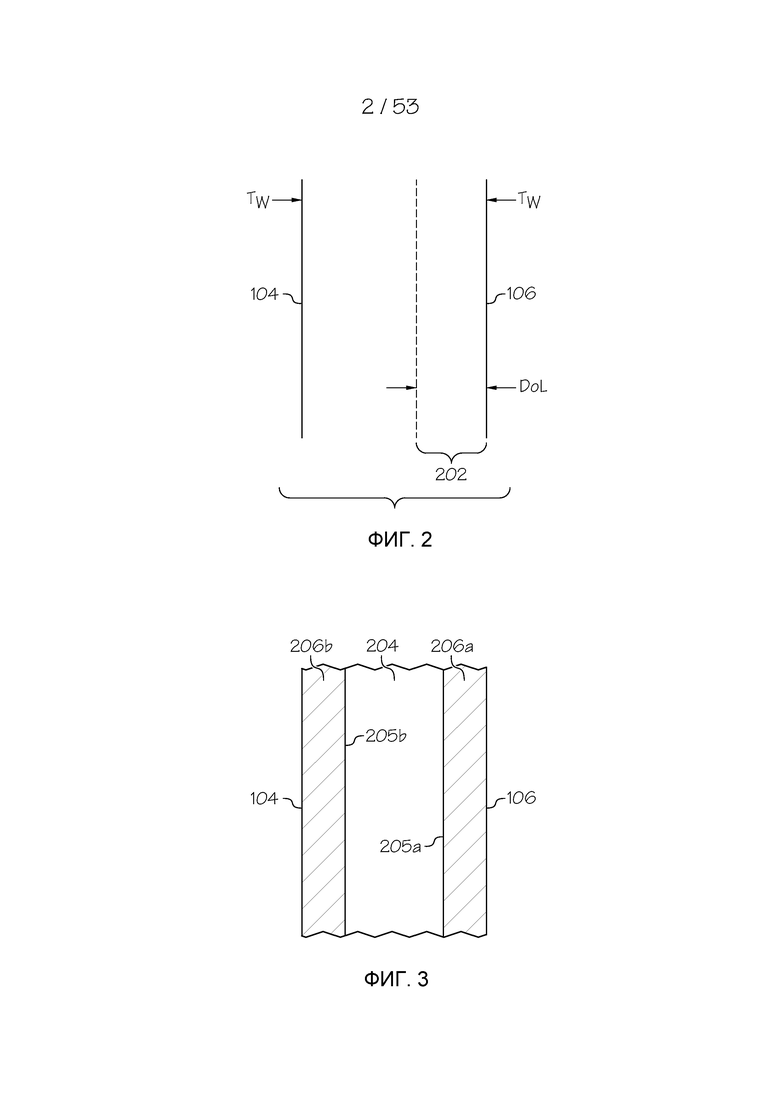




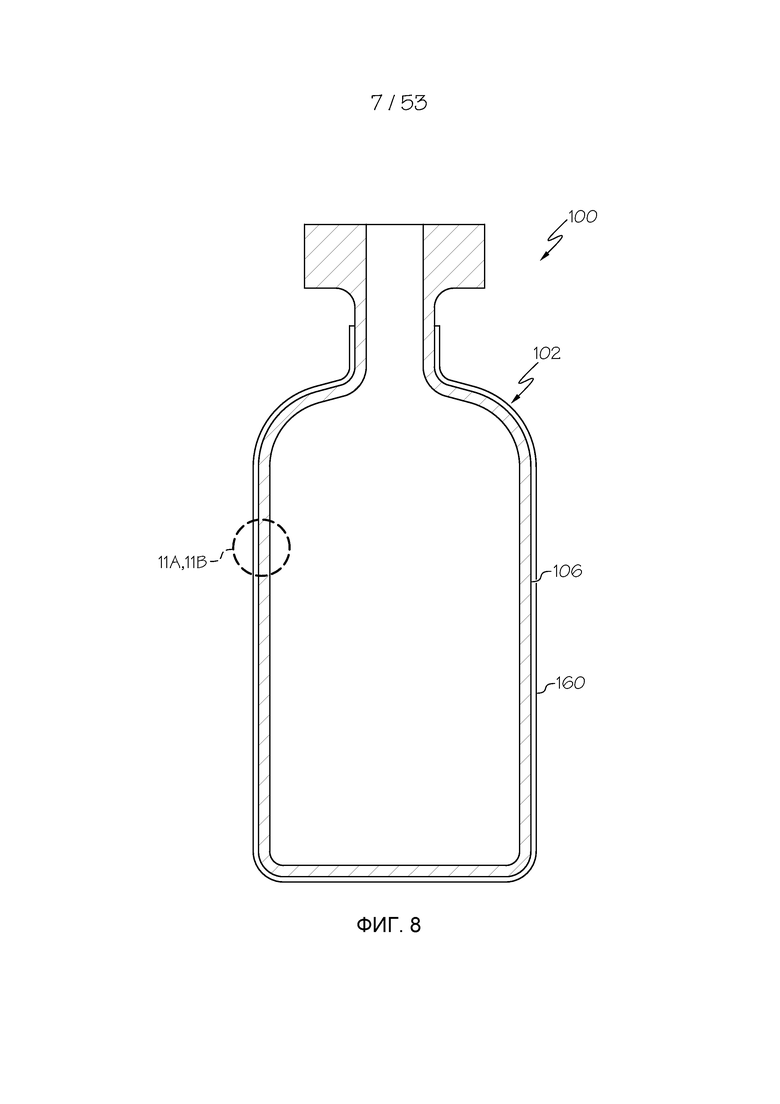

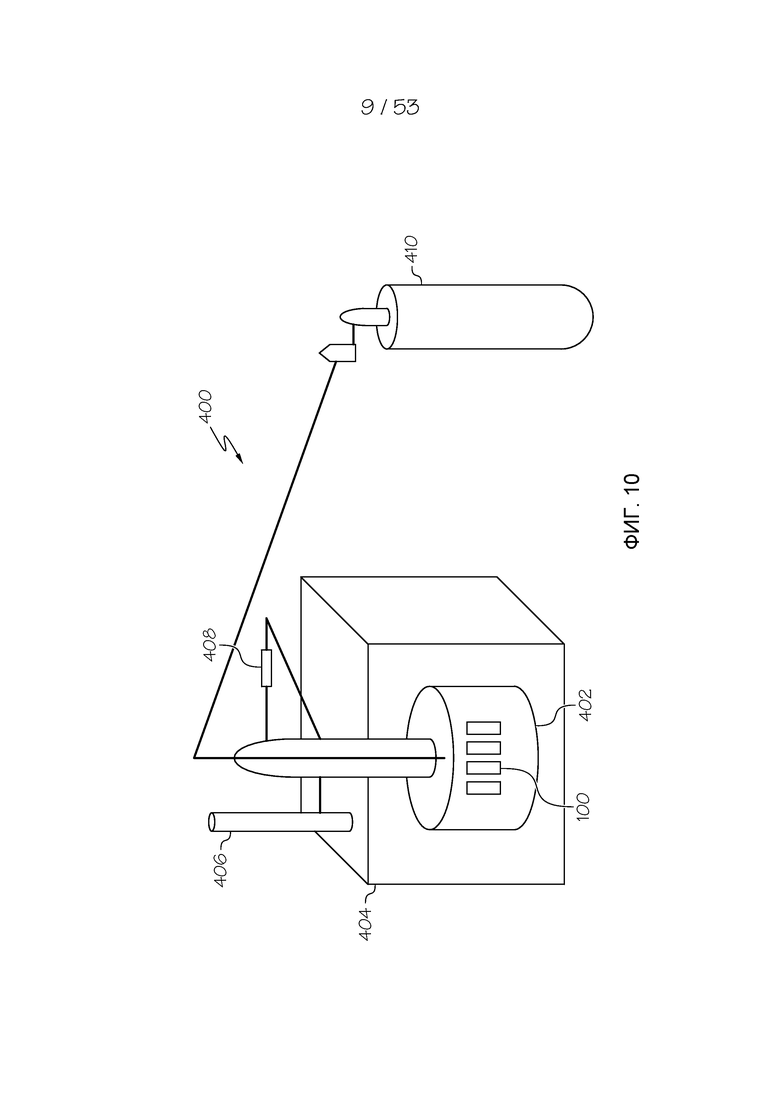







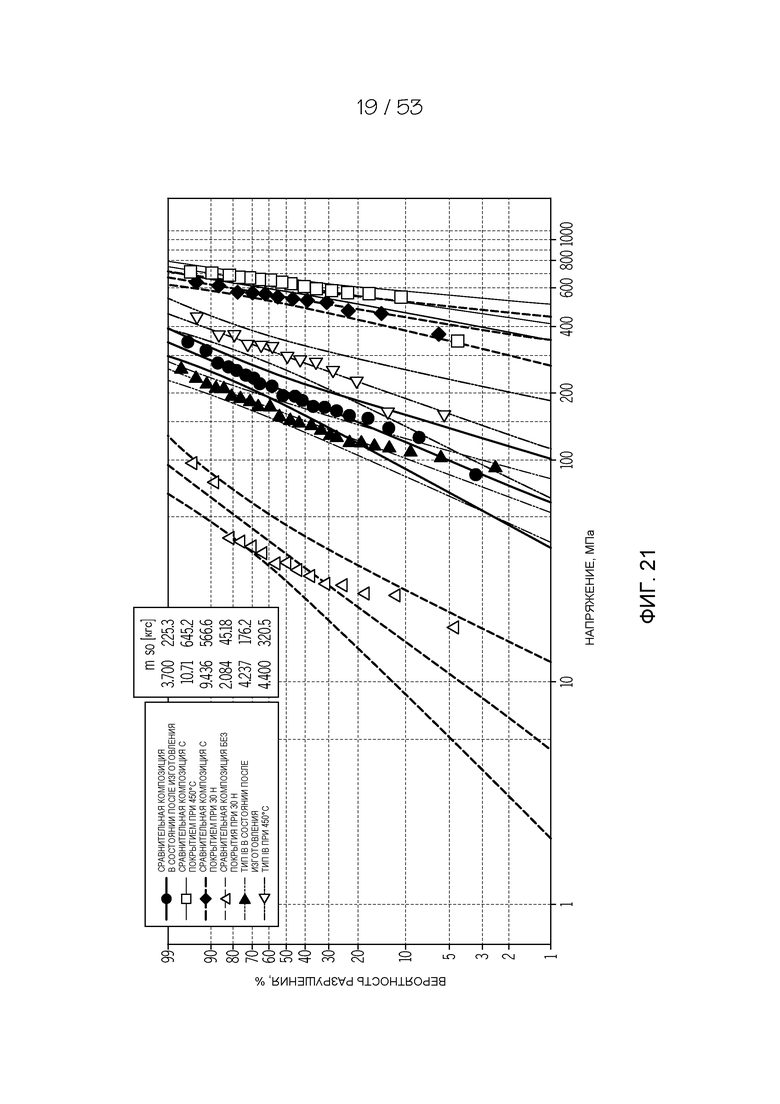

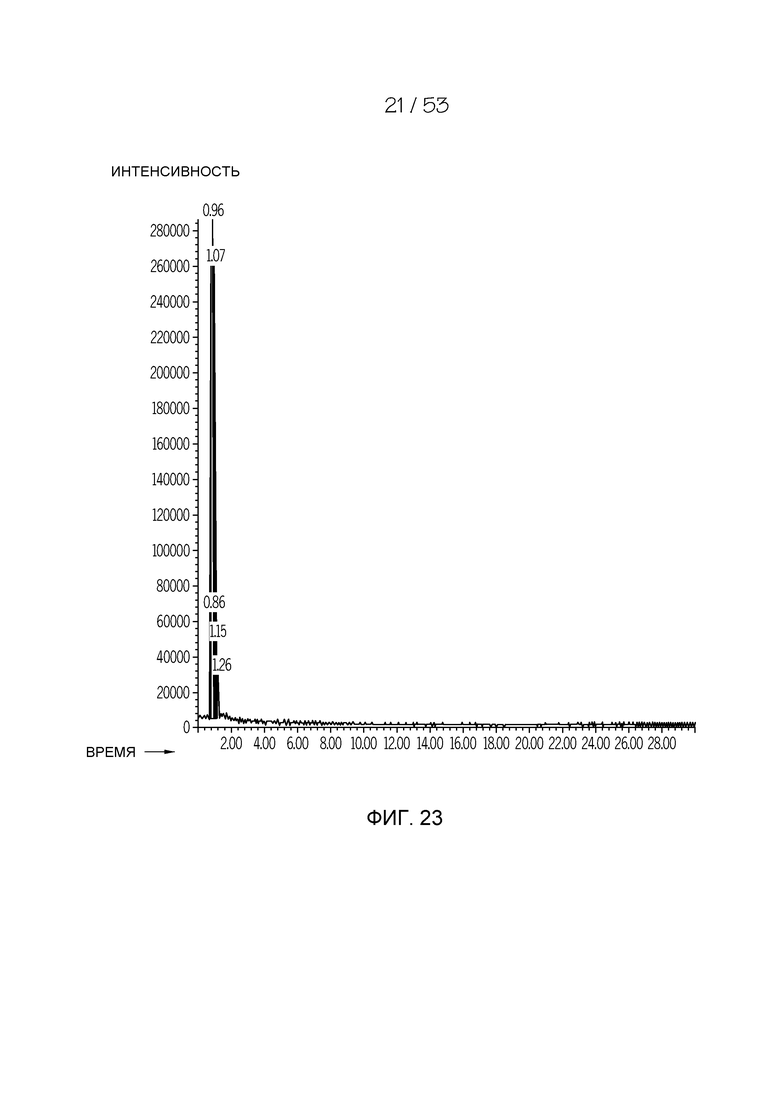
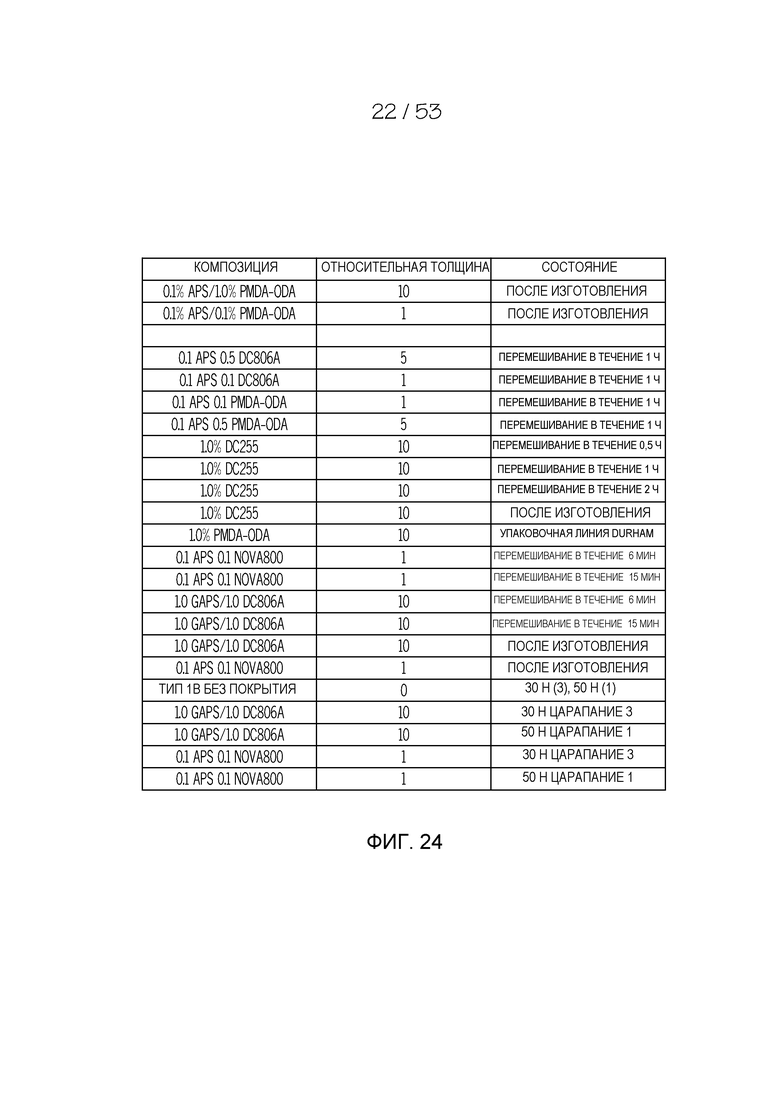
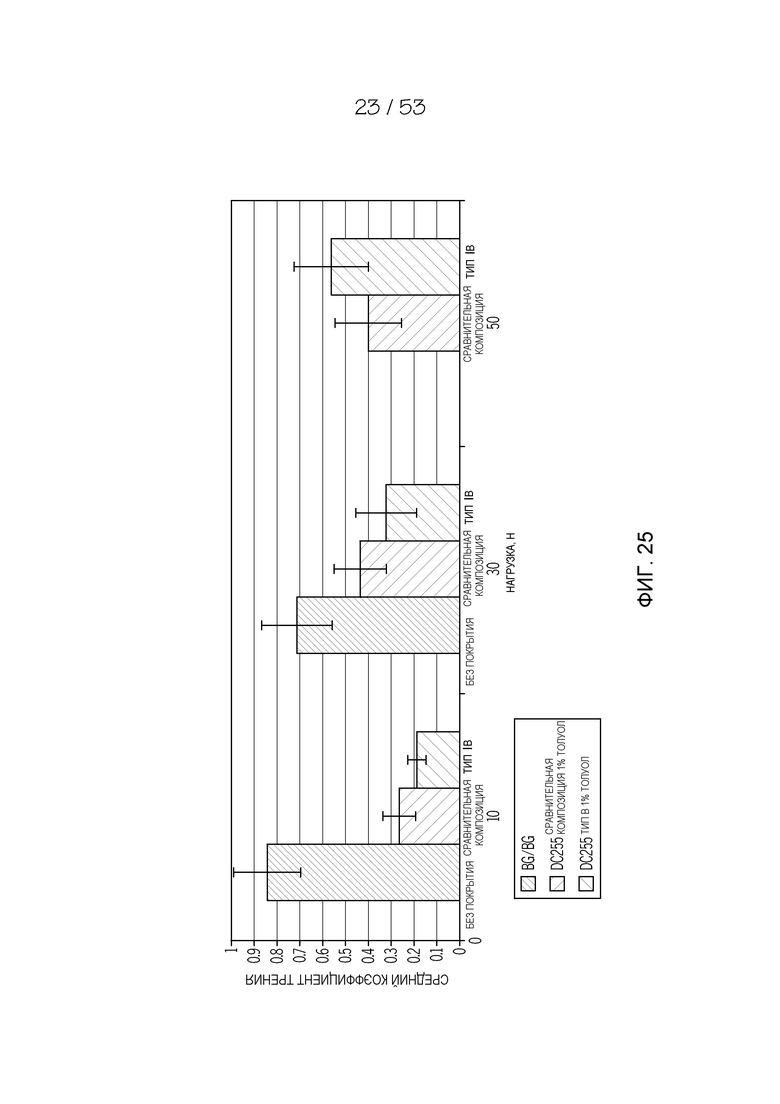
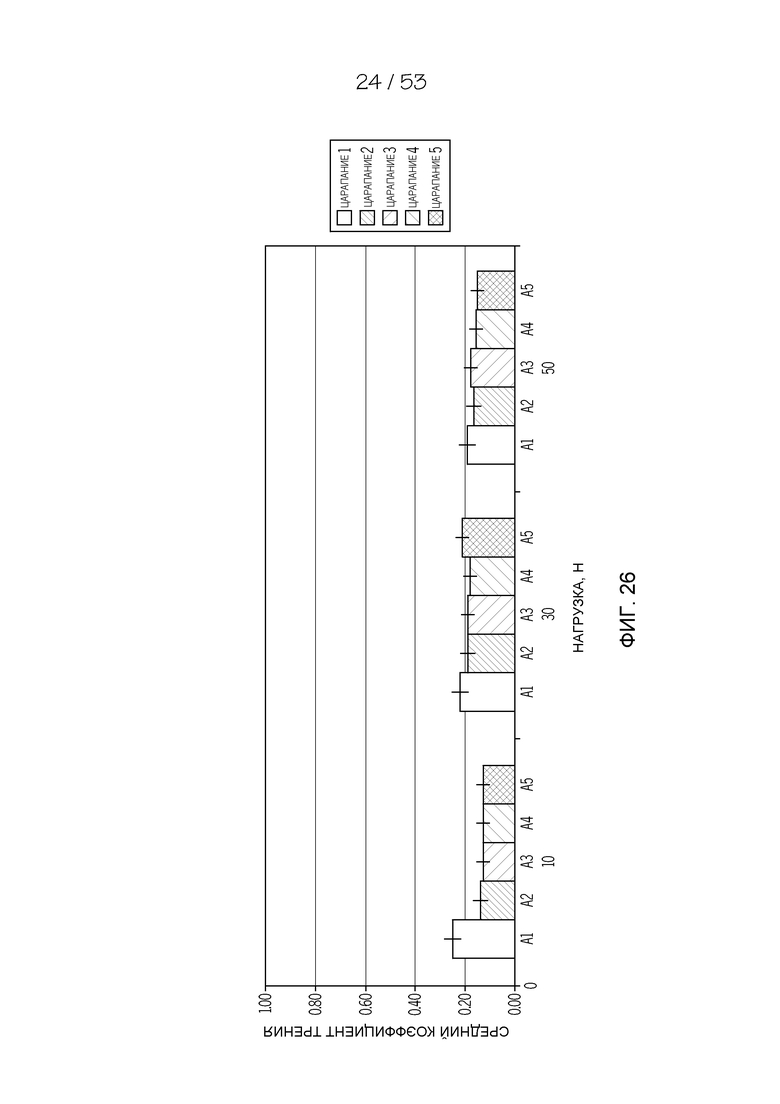


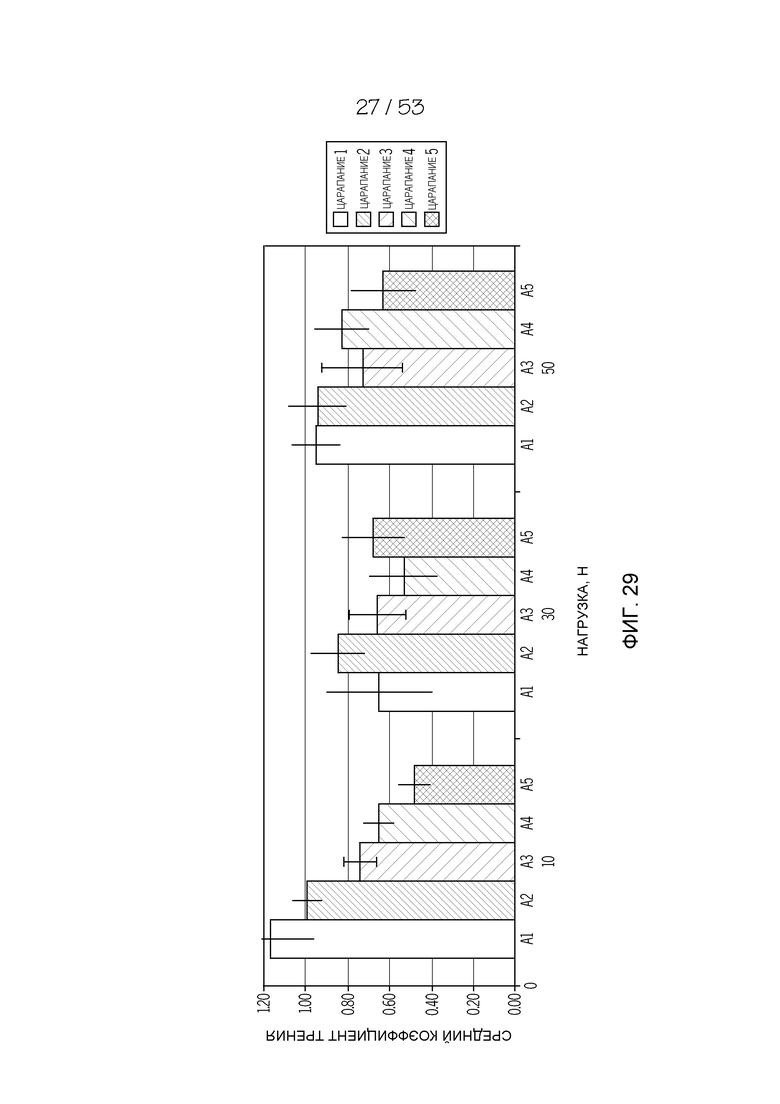
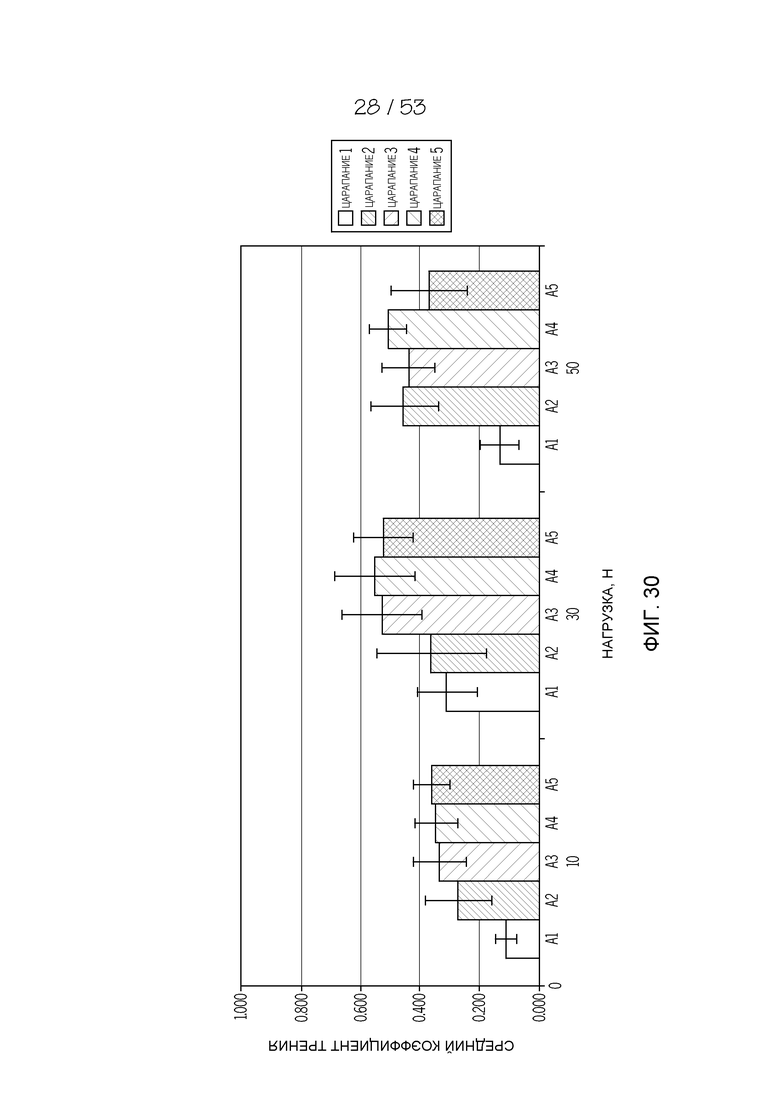


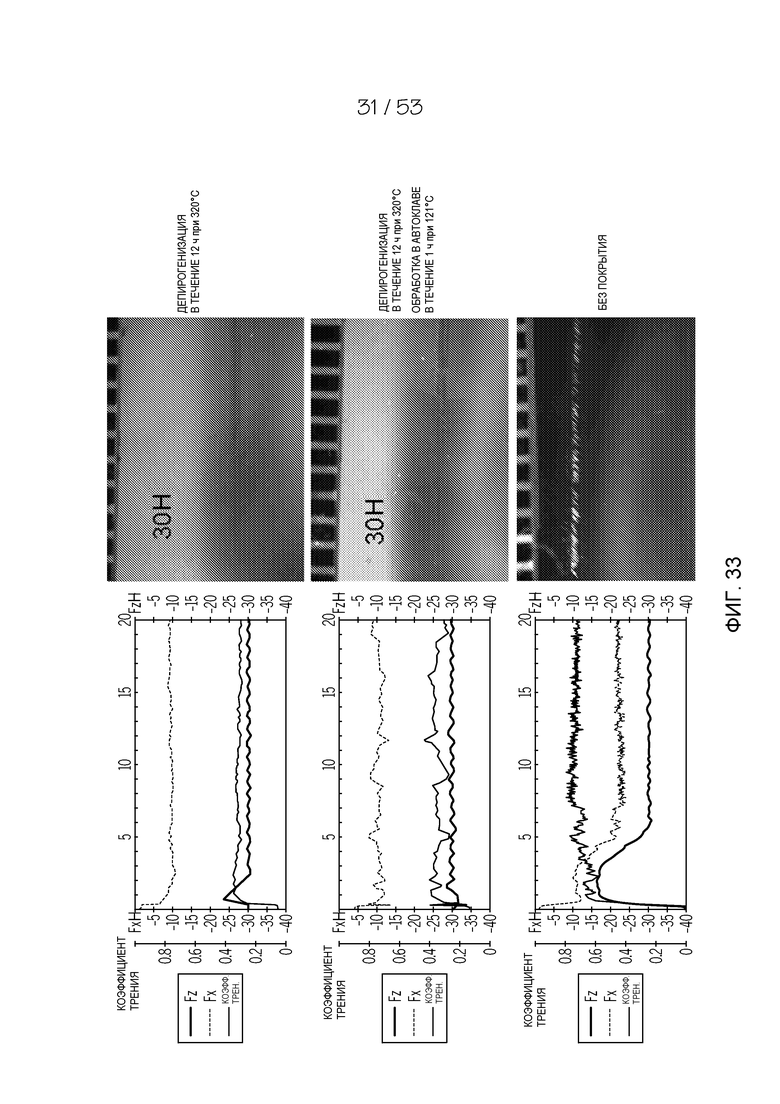
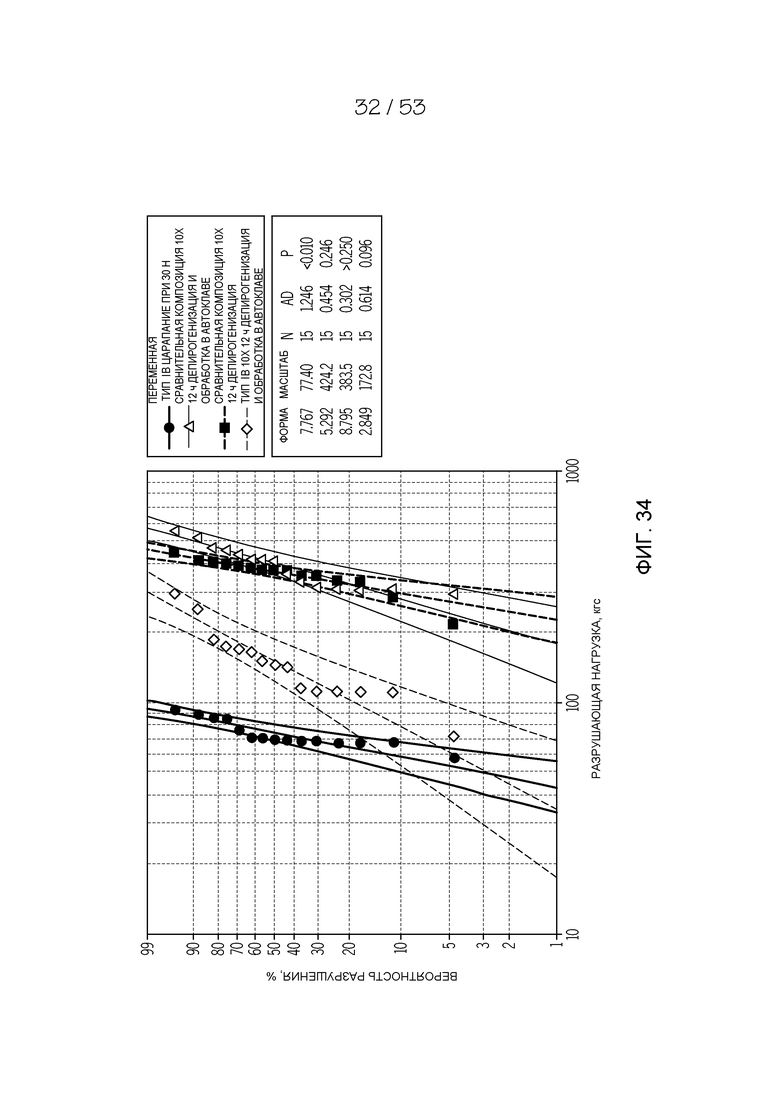
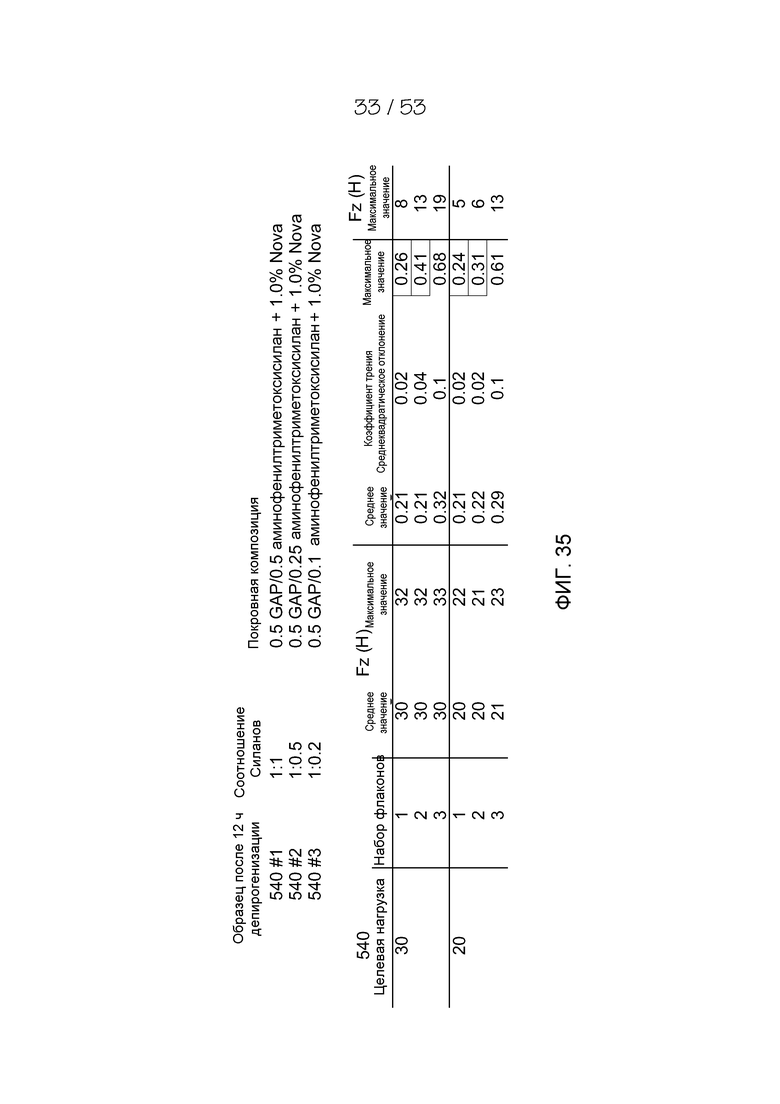

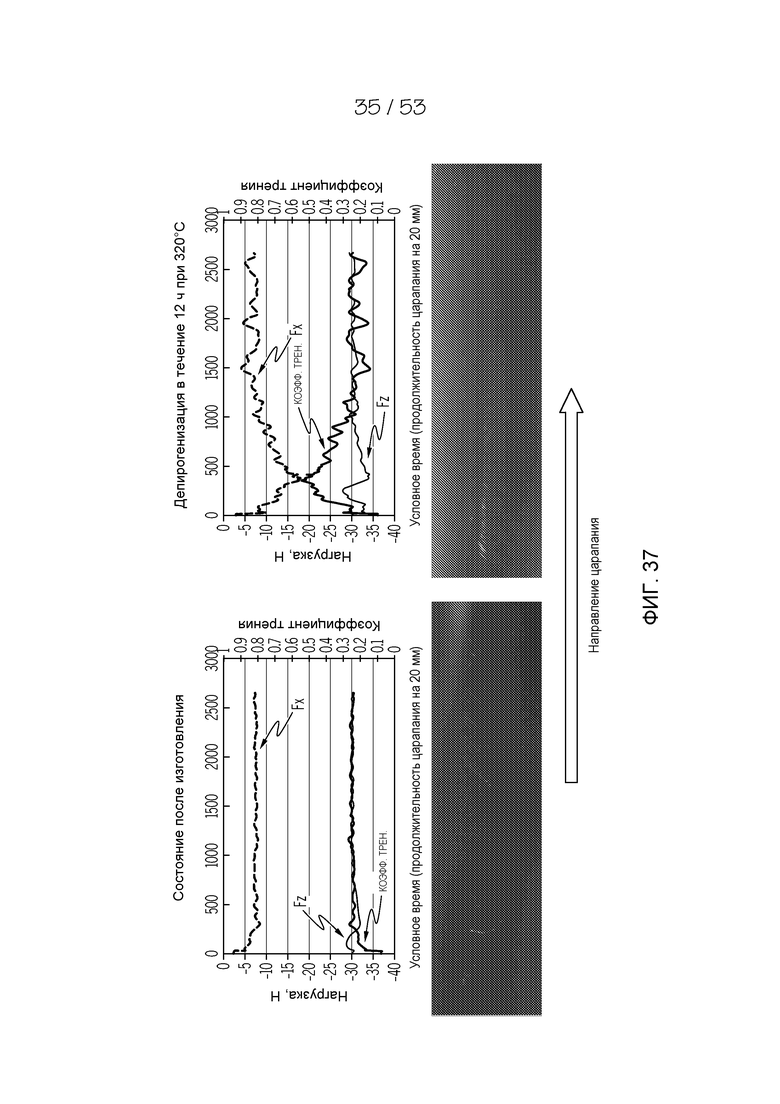
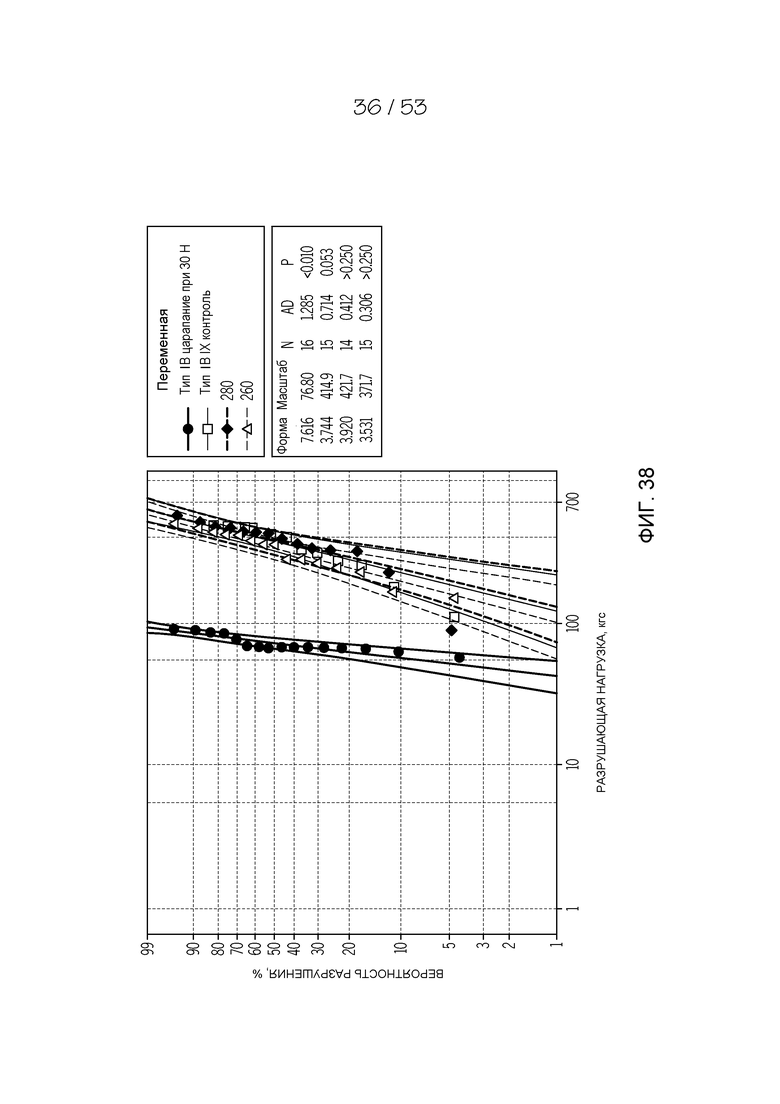
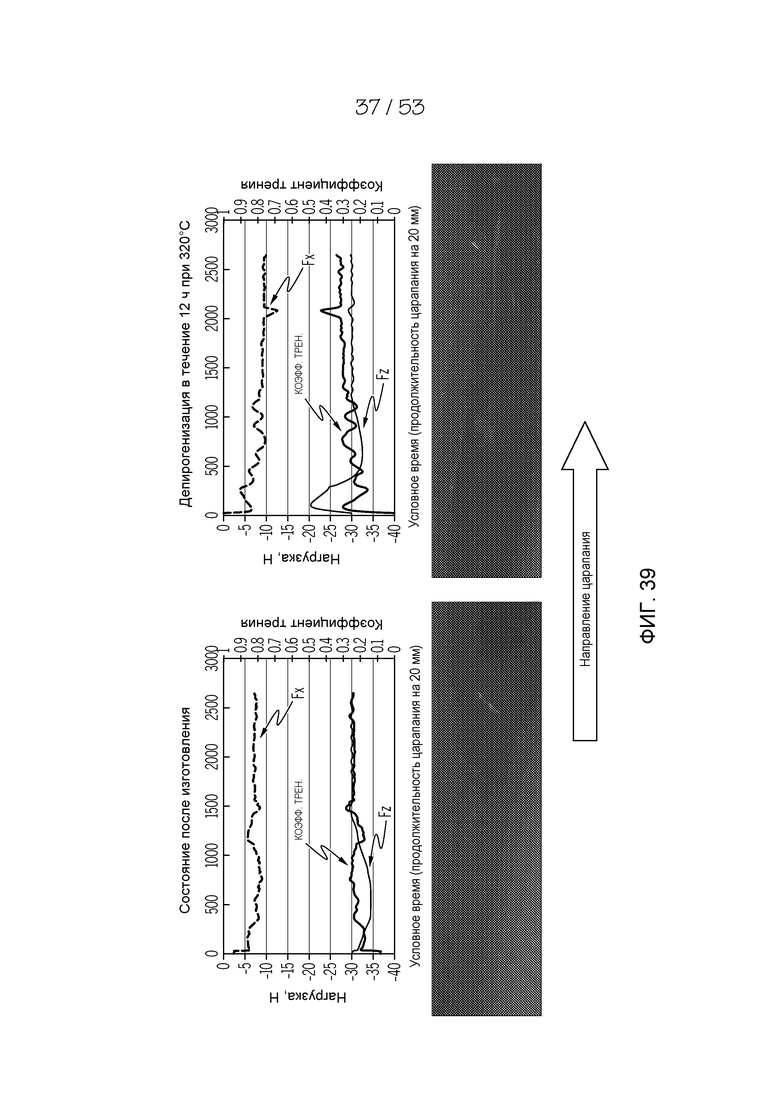



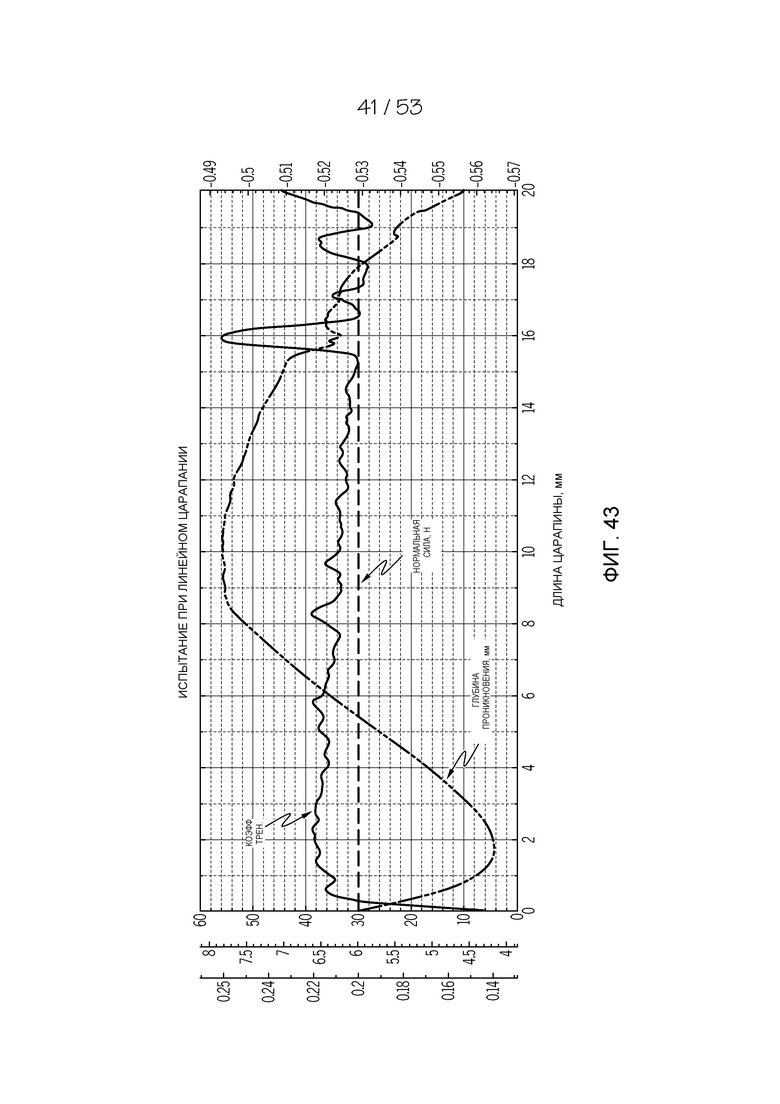


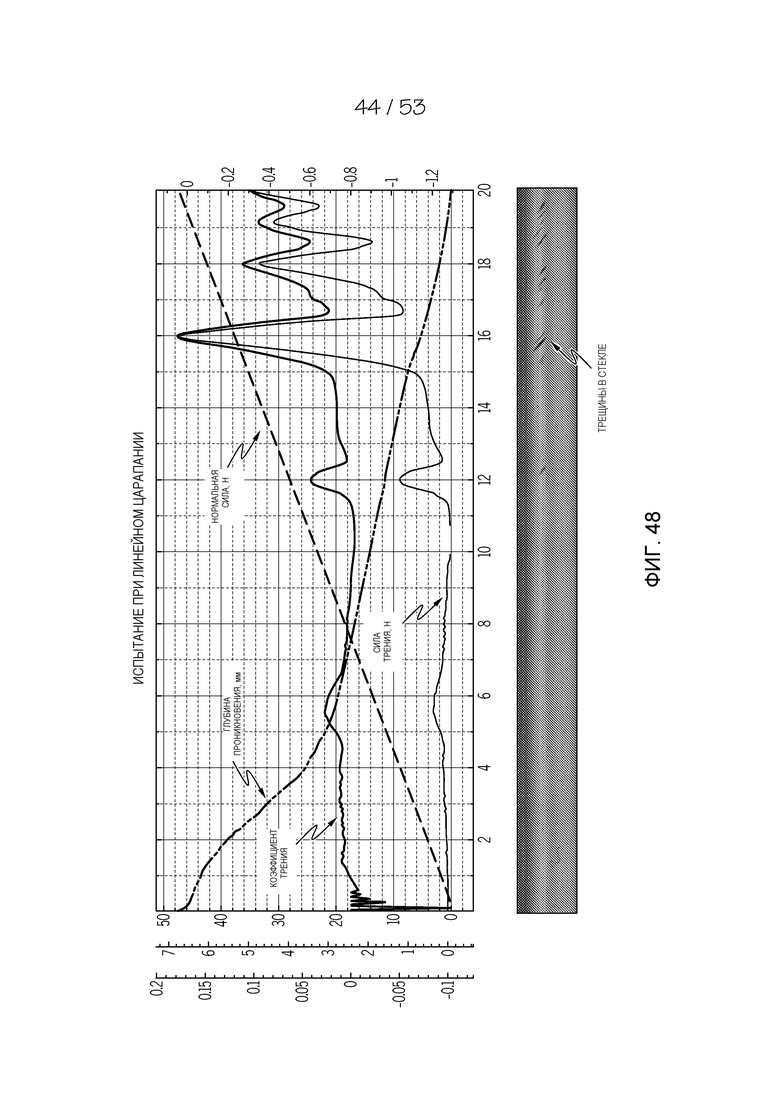



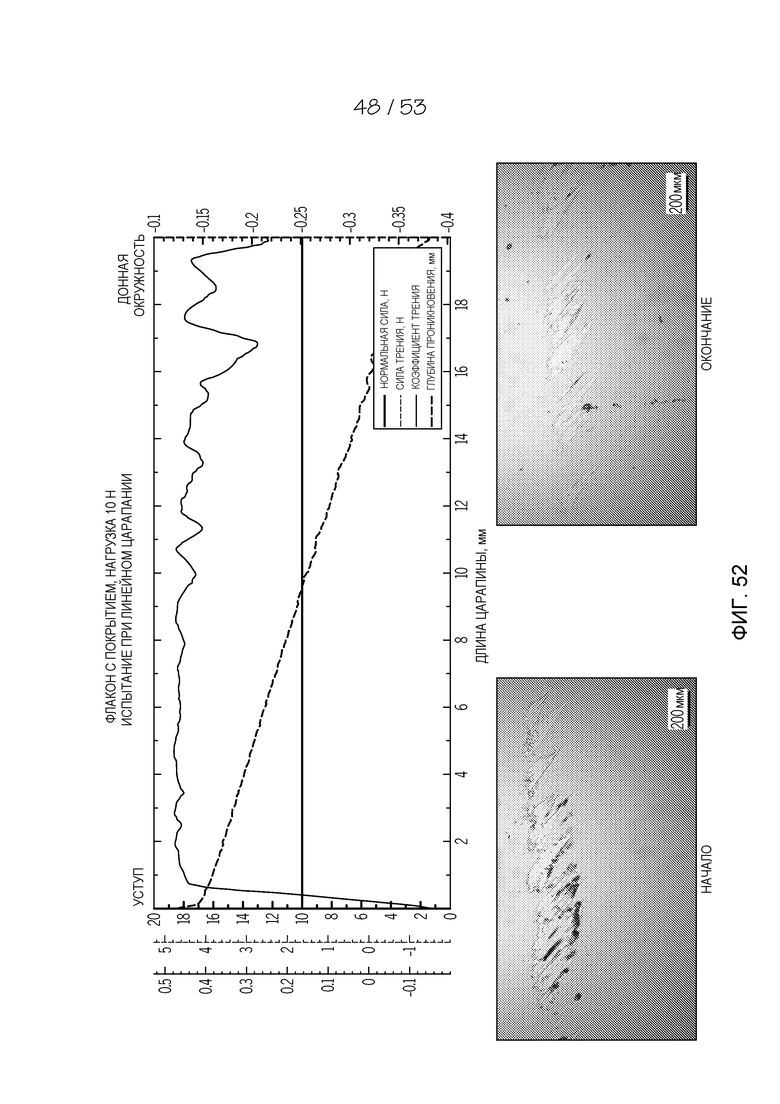

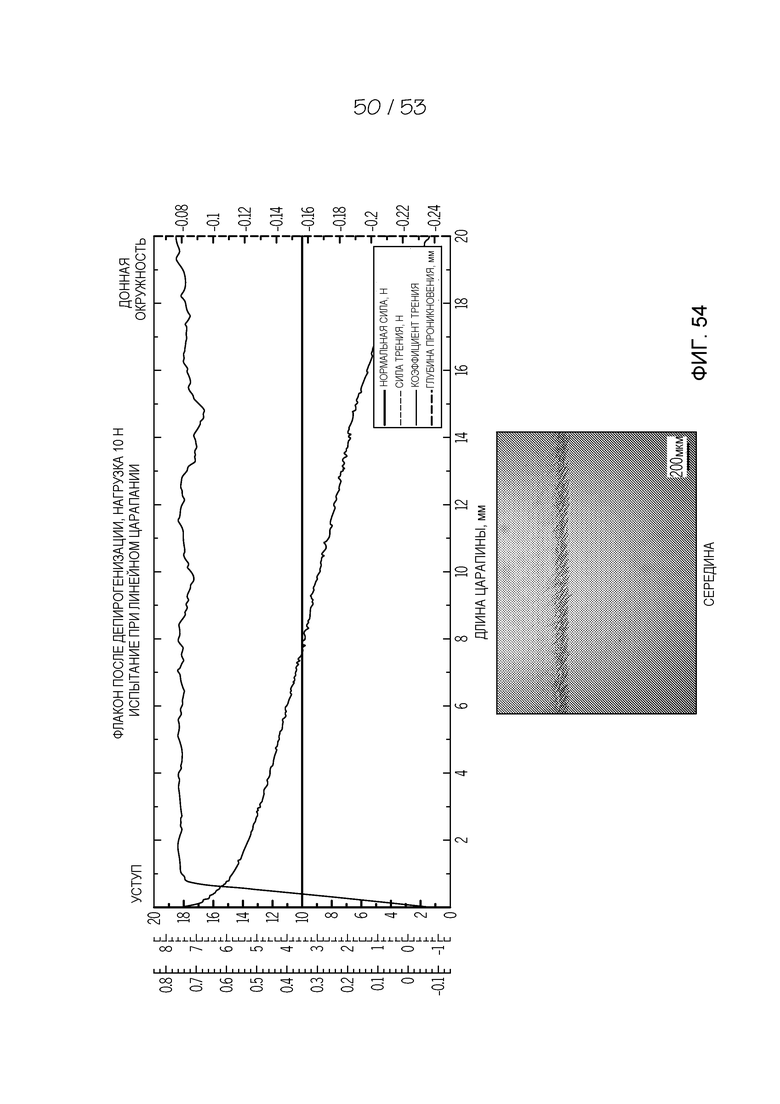

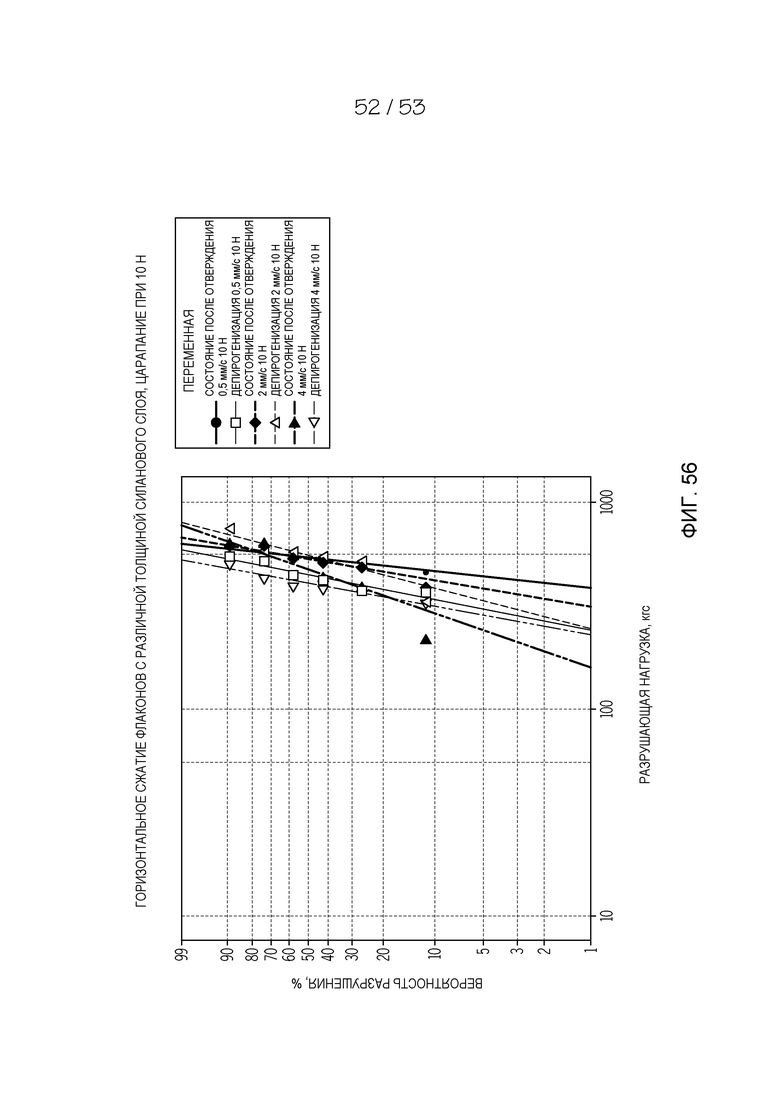

Изобретение относится к стеклянным контейнерам. Стеклянный контейнер включает корпус, имеющий внутреннюю поверхность, внешнюю поверхность и толщину стенки, которая находится между внешней поверхностью и внутренней поверхностью. Внутренняя поверхность корпуса имеет коэффициент расслаивания, составляющий менее чем или равный 10. Корпус имеет компрессионно-напряженный слой, проходящий от внешней поверхности корпуса в толщину стенки. Компрессионно-напряженный слой может иметь поверхностное сжимающее напряжение, составляющее более чем или равное 150 МПа. Вокруг по меньшей мере части внешней поверхности корпуса нанесено смазывающее покрытие. Внешняя поверхность корпуса со смазывающим покрытием имеет коэффициент трения, составляющий менее чем или равный 0,7. Технический результат – повышение прочности, устойчивости к расслаиванию и повреждению. 3 н. и 41 з.п. ф-лы, 58 ил., 3 табл.
1. Стеклянный контейнер, включающий:
корпус, имеющий внутреннюю поверхность, внешнюю поверхность и толщину стенки, которая находится между внешней поверхностью и внутренней поверхностью, причем по меньшей мере внутренняя поверхность корпуса имеет коэффициент расслаивания, составляющий менее чем или равный 10;
компрессионно-напряженный слой, проходящий от внешней поверхности корпуса в толщину стенки, причем компрессионно-напряженный слой имеет поверхностное сжимающее напряжение, составляющее более чем или равное 150 МПа; и
смазывающее покрытие, расположенное вокруг по меньшей мере части внешней поверхности корпуса, причем внешняя поверхность корпуса со смазывающим покрытием имеет коэффициент трения, составляющий менее чем или равный 0,7.
2. Стеклянный контейнер по п.1, в котором поверхностное сжимающее напряжение составляет более чем или равняется 300 МПа.
3. Стеклянный контейнер по п.1, в котором компрессионно-напряженный слой проходит от внешней поверхности в толщину стенки на глубину слоя, которая составляет более чем или равняется приблизительно 25 мкм.
4. Стеклянный контейнер по п.1, в котором корпус включает многослойное стекло, причем данное многослойное стекло включает:
сердцевинный слой, имеющий коэффициент теплового расширения сердцевины CTEcore; и
по меньшей мере один оболочечный слой, сплавленный с сердцевинным слоем и имеющий второй коэффициент теплового расширения CTEclad, причем CTEcore не равняется CTEclad.
5. Стеклянный контейнер по п.4, в котором по меньшей мере один оболочечный слой образует внутреннюю поверхность корпуса.
6. Стеклянный контейнер по п.1, в котором внутренняя поверхность корпуса представляет собой защитное покрытие.
7. Стеклянный контейнер по п.1, в котором корпус имеет химическую стойкость типа 1 согласно стандарту 660 фармакопеи США.
8. Стеклянный контейнер по п.1, в котором корпус изготовлен из стекла типа I класса B согласно стандарту ASTM E438-92.
9. Стеклянный контейнер по п.1, в котором смазывающее покрытие является термически устойчивым при температуре, составляющей по меньшей мере приблизительно 250°C, в течение 30 мин.
10. Стеклянный контейнер по п.1, в котором смазывающее покрытие представляет собой прочное неорганическое покрытие.
11. Стеклянный контейнер по п.1, в котором смазывающее покрытие включает прочное органическое покрытие, которое проявляет потерю массы, составляющую менее чем приблизительно 5% его массы, когда оно нагревается от 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин.
12. Стеклянный контейнер по п.1, в котором смазывающее покрытие представляет собой временное покрытие, которое пиролизуется при температурах, составляющих менее чем или равных 300°C, в течение периода, составляющего менее чем или равного 1 ч.
13. Стеклянный контейнер по п.1, в котором пропускание света через стеклянный контейнер со смазывающим покрытием составляет более чем или равняется приблизительно 55% пропускания света через непокрытый стеклянный контейнер для света с длиной волны, составляющей от приблизительно 400 нм до приблизительно 700 нм.
14. Стеклянный контейнер по п.1, в котором корпус сформирован из стеклянной композиции, которая включает SiO2 в количестве, составляющем приблизительно 75 мол.% или менее.
15. Стеклянный контейнер по п.1, в котором корпус сформирован из боросиликатного стекла, имеющего химическую стойкость типа 1 согласно стандарту 660 фармакопеи США.
16. Стеклянный контейнер, включающий:
корпус, имеющий внутреннюю поверхность, внешнюю поверхность и толщину стенки, которая находится между внешней поверхностью и внутренней поверхностью, причем корпус изготовлен из стекла типа I класса B согласно стандарту ASTM E438-92;
компрессионно-напряженный слой, проходящий от внешней поверхности корпуса в толщину стенки, причем компрессионно-напряженный слой имеет поверхностное сжимающее напряжение, составляющее более чем или равное 150 МПа;
защитный слой, расположенный на внутренней поверхности корпуса таким образом, что композиция, содержащаяся в стеклянном контейнере, не вступает в контакт с внутренней поверхностью корпуса; и
смазывающее покрытие, расположенное вокруг по меньшей мере части внешней поверхности корпуса, причем внешняя поверхность корпуса со смазывающим покрытием имеет коэффициент трения, составляющий менее чем или равный 0,7.
17. Стеклянный контейнер по п.16, в котором поверхностное сжимающее напряжение составляет более чем или равняется 300 МПа.
18. Стеклянный контейнер по п.16, в котором компрессионно-напряженный слой проходит от внешней поверхности в толщину стенки на глубину слоя, которая составляет более чем или равняется приблизительно 25 мкм.
19. Стеклянный контейнер по п.16, в котором корпус включает многослойное стекло, причем данное многослойное стекло включает:
сердцевинный слой, имеющий коэффициент теплового расширения сердцевины CTEcore; и
по меньшей мере один оболочечный слой, сплавленный с сердцевинным слоем и имеющий второй коэффициент теплового расширения CTEclad, причем CTEcore не равняется CTEclad.
20. Стеклянный контейнер по п.19, в котором по меньшей мере один оболочечный слой образует внутреннюю поверхность корпуса.
21. Стеклянный контейнер по п.16, в котором корпус имеет химическую стойкость типа 1 согласно стандарту 660 фармакопеи США.
22. Стеклянный контейнер по п.16, в котором корпус изготовлен из стекла типа I класса B согласно стандарту ASTM E438-92.
23. Стеклянный контейнер по п.16, в котором смазывающее покрытие является термически устойчивым при температуре, составляющей по меньшей мере приблизительно 250°C, в течение 30 мин.
24. Стеклянный контейнер по п.16, в котором смазывающее покрытие представляет собой прочное неорганическое покрытие.
25. Стеклянный контейнер по п.16, в котором смазывающее покрытие включает прочное органическое покрытие, которое проявляет потерю массы, составляющую менее чем приблизительно 5% его массы, когда оно нагревается от 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин.
26. Стеклянный контейнер по п.16, в котором смазывающее покрытие представляет собой временное покрытие, которое пиролизуется при температурах, составляющих менее чем или равных 300°C, в течение периода, составляющего менее чем или равного 1 ч.
27. Стеклянный контейнер по п.16, в котором пропускание света через стеклянный контейнер со смазывающим покрытием составляет более чем или равняется приблизительно 55% пропускания света через непокрытый стеклянный контейнер для света с длиной волны, составляющей от приблизительно 400 нм до приблизительно 700 нм.
28. Стеклянный контейнер по п.16, в котором корпус сформирован из стеклянной композиции, которая включает SiO2 в количестве, составляющем приблизительно 75 мол.% или менее.
29. Стеклянный контейнер по п.16, в котором корпус сформирован из боросиликатного стекла, имеющего химическую стойкость типа 1 согласно стандарту 660 фармакопеи США.
30. Стеклянный контейнер, включающий:
корпус, имеющий внутреннюю поверхность, внешнюю поверхность и толщину стенки, которая находится между внешней поверхностью и внутренней поверхностью, причем корпус изготовлен из стеклянной композиции, в которой не содержатся составляющие компоненты, образующие вещества, которые испаряются в значительной степени при температурах, соответствующих вязкости в интервале от приблизительно 200 пуаз до приблизительно 100 килопуаз;
компрессионно-напряженный слой, проходящий от внешней поверхности корпуса в толщину стенки, причем компрессионно-напряженный слой имеет поверхностное сжимающее напряжение, составляющее более чем или равное 150 МПа; и
смазывающее покрытие, расположенное вокруг по меньшей мере части внешней поверхности корпуса, причем внешняя поверхность корпуса со смазывающим покрытием имеет коэффициент трения, составляющий менее чем или равный 0,7.
31. Стеклянный контейнер по п.30, в котором поверхностное сжимающее напряжение составляет более чем или равняется 300 МПа.
32. Стеклянный контейнер по п.30, в котором компрессионно-напряженный слой проходит от внешней поверхности в толщину стенки на глубину слоя, которая составляет более чем или равняется приблизительно 25 мкм.
33. Стеклянный контейнер по п.30, в котором корпус включает многослойное стекло, причем данное многослойное стекло включает:
сердцевинный слой, имеющий коэффициент теплового расширения сердцевины CTEcore; и
по меньшей мере один оболочечный слой, сплавленный с сердцевинным слоем и имеющий второй коэффициент теплового расширения CTEclad, причем CTEcore не равняется CTEclad.
34. Стеклянный контейнер по п.33, в котором по меньшей мере один оболочечный слой образует внутреннюю поверхность корпуса.
35. Стеклянный контейнер по п.30, в котором внутренняя поверхность корпуса представляет собой защитное покрытие.
36. Стеклянный контейнер по п.30, в котором корпус имеет химическую стойкость типа 1 согласно стандарту 660 фармакопеи США.
37. Стеклянный контейнер по п.30, в котором корпус изготовлен из стекла типа I класса B согласно стандарту ASTM E438-92.
38. Стеклянный контейнер по п.30, в котором смазывающее покрытие является термически устойчивым при температуре, составляющей по меньшей мере приблизительно 250°C, в течение 30 мин.
39. Стеклянный контейнер по п.30, в котором смазывающее покрытие представляет собой прочное неорганическое покрытие.
40. Стеклянный контейнер по п.30, в котором смазывающее покрытие включает прочное органическое покрытие, которое проявляет потерю массы, составляющую менее чем приблизительно 5% его массы, когда оно нагревается от 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин.
41. Стеклянный контейнер по п.30, в котором смазывающее покрытие представляет собой временное покрытие, которое пиролизуется при температурах, составляющих менее чем или равных 300°C, в течение периода, составляющего менее чем или равного 1 ч.
42. Стеклянный контейнер по п.30, в котором пропускание света через стеклянный контейнер со смазывающим покрытием составляет более чем или равняется приблизительно 55% пропускания света через непокрытый стеклянный контейнер для света с длиной волны, составляющей от приблизительно 400 нм до приблизительно 700 нм.
43. Стеклянный контейнер по п.30, в котором корпус сформирован из стеклянной композиции, которая включает SiO2 в количестве, составляющем приблизительно 75 мол.% или менее.
44. Стеклянный контейнер по п.30, в котором корпус сформирован из боросиликатного стекла, имеющего химическую стойкость типа 1 согласно стандарту 660 фармакопеи США.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| US 2012282449 A1, 08.11.2012 | |||
| US 4386164 A, 31.05.1983 | |||
| US 20060260360 A1, 23.11.2006 | |||
| US 4023953 A1, 17.05.1977 | |||
| US 3876410 A, 08.04.1975 | |||
| US 5853833 A1, 29.12.1998 | |||
| КИТАЙГОРОДСКИЙ И.И | |||
| и др | |||
| Технология стекла | |||
| Государственное издательство литературы по строительству, архитектуре и строительным материалам, Москва, 1961 г. | |||

