Перекрестная ссылка на родственные заявки
[0001] Настоящая заявка испрашивает приоритет по предварительной патентной заявке США № 62/098706, поданной 31 декабря 2014 г. и озаглавленной «Способы обработки стеклянных изделий», которая во всей своей полноте включается в настоящий документ посредством ссылки.
Область техники, к которой относится изобретение
[0002] Настоящая заявка предлагает, в общем, способы обработки стеклянных изделий и, более конкретно, способы обработки стеклянных изделий для улучшения гидролитического сопротивления поверхности стеклянных изделий.
Уровень техники
[0003] Исторически стекло используется в качестве предпочтительного материала для упаковки фармацевтических изделий вследствие своей герметичности, оптической прозрачности и превосходной химической стойкости по сравнению с другими материалами. В частности, стекло, используемое в фармацевтической упаковке, должно иметь достаточную химическую стойкость, чтобы не воздействовать на устойчивость содержащихся в нем фармацевтических композиций. Стекла, имеющие подходящую химическую стойкость, включают стеклянные композиции, соответствующие стеклянным композициям типа IA и типа IB по стандарту ASTM E438.92, химическая стойкость которых была исторически доказана. Вообще говоря, химически стойкие стекла представляют собой стекла, составляющие компоненты которых не могут легко растворяться и высвобождаться из стекла, когда на стекло воздействует раствор в течение продолжительных периодов времени.
[0004] Хотя стеклянные композиции, используемые в фармацевтической упаковке, проявляют хорошую химическую стойкость в объемной форме, переработка указанных стеклянных композиций в форму желательной упаковки может вызывать явления, которые уменьшают химическую стойкость получаемой в результате упаковки, например, гидролитическое сопротивление стеклянной упаковки. Данное уменьшение гидролитического сопротивления может снижать эффективность содержимого стеклянной упаковки с течением времени, и в результате этого уменьшатся срок его хранения.
[0005] Соответственно, существует потребность в альтернативных способах обработки стеклянных изделий для улучшения гидролитического сопротивления стеклянных изделий.
Сущность изобретения
[0006] Согласно одному варианту осуществления, способ увеличения гидролитического сопротивления стеклянного изделия может включать получение стеклянного изделия, имеющего исходный показатель гидролитического титрования. После этого стеклянное изделие может подвергаться термической обработке при температуре обработки, превышающей температуру, которая составляет на 200°C менее чем температурное напряжение стеклянного изделия, в течение продолжительности обработки, составляющей более чем или равной приблизительно 0,25 ч, таким образом, что, после термической обработки стеклянного изделия, стеклянное изделие имеет показатель гидролитического титрования после обработки, который составляет менее чем исходный показатель гидролитического титрования.
[0007] Согласно еще одному варианту осуществления, способ увеличения гидролитического сопротивления стеклянного изделия может включать получение стеклянного изделия, по меньшей мере, с одной поверхностью, имеющей поверхностный слой стекла с иным составом, чем состав в средней точке толщины стеклянного изделия, причем, по меньшей мере, одна поверхность имеет исходный показатель гидролитического титрования. После этого частицы из поверхностного слоя стекла могут диффундировать в толщину стеклянного изделия, гомогенизируя поверхностный слой стекла по отношению к средней точке толщины стеклянного изделия, таким образом, что, после диффузии, по меньшей мере, одна поверхность стеклянного изделия имеет показатель гидролитического титрования после обработки, который составляет менее чем исходный показатель гидролитического титрования.
[0008] Дополнительные отличительные признаки и преимущества способов обработки стеклянных изделий, которые описаны в настоящем документе, представлены в подробном описании, которое приведено далее, и отчасти будут легко понятными для специалистов в данной области техники из данного описания или признаны посредством практической реализации вариантов осуществления, описанных в настоящем документе, включая приведенное ниже подробное описание, формулу изобретения, а также прилагаемые чертежи.
[0009] Следует понимать, что как приведенное выше общее описание, так и следующее подробное описание представляют разнообразные варианты осуществления и предназначаются, чтобы обеспечить обзор или рамку для понимания природы и характера заявленного изобретения. Сопровождающие чертежи включены, чтобы обеспечивать дальнейшее понимание разнообразных вариантов осуществления, и представляют собой неотъемлемую часть настоящего описания. Чертежи иллюстрируют разнообразные варианты осуществления, описанные в настоящем документе, и вместе с описанием служат для разъяснения принципов и действия заявленного изобретения.
Краткое описание чертежей
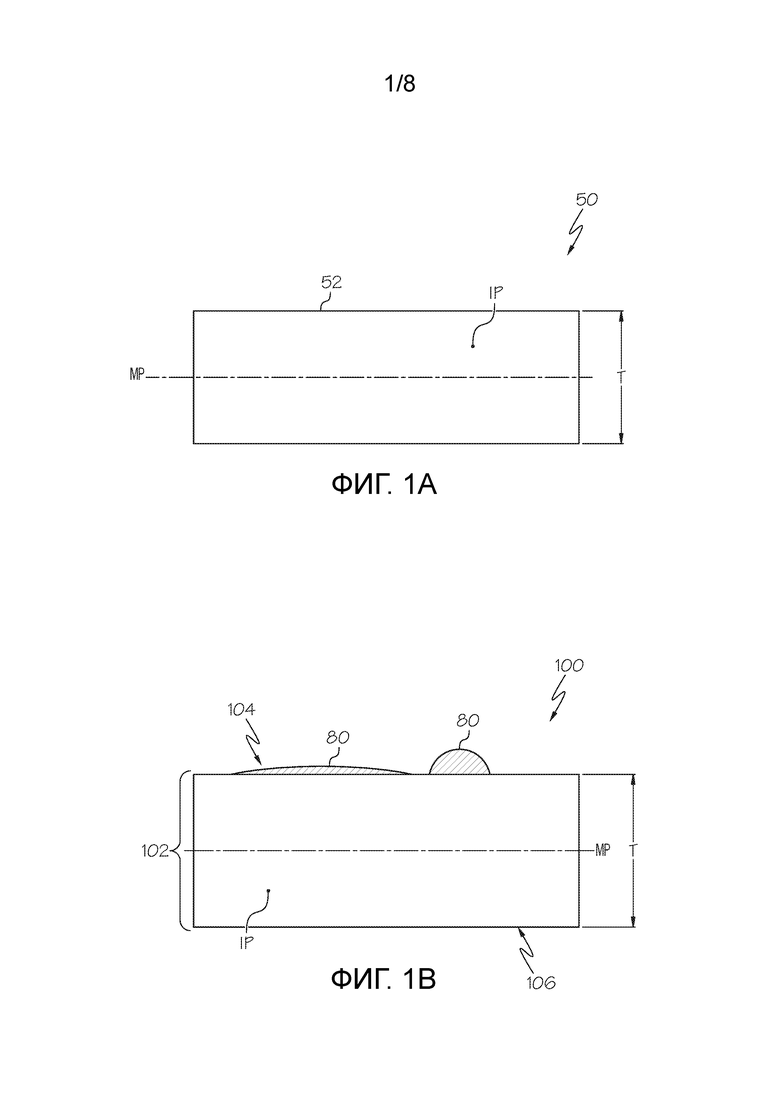
[0010] Фиг. 1A схематически иллюстрирует аксиальное поперечное сечение стеклянной трубки до превращения в стеклянный контейнер;
[0011] фиг. 1B схематически иллюстрирует неорганические отложения на внутренней поверхности стеклянного контейнера в изготовленном состоянии;
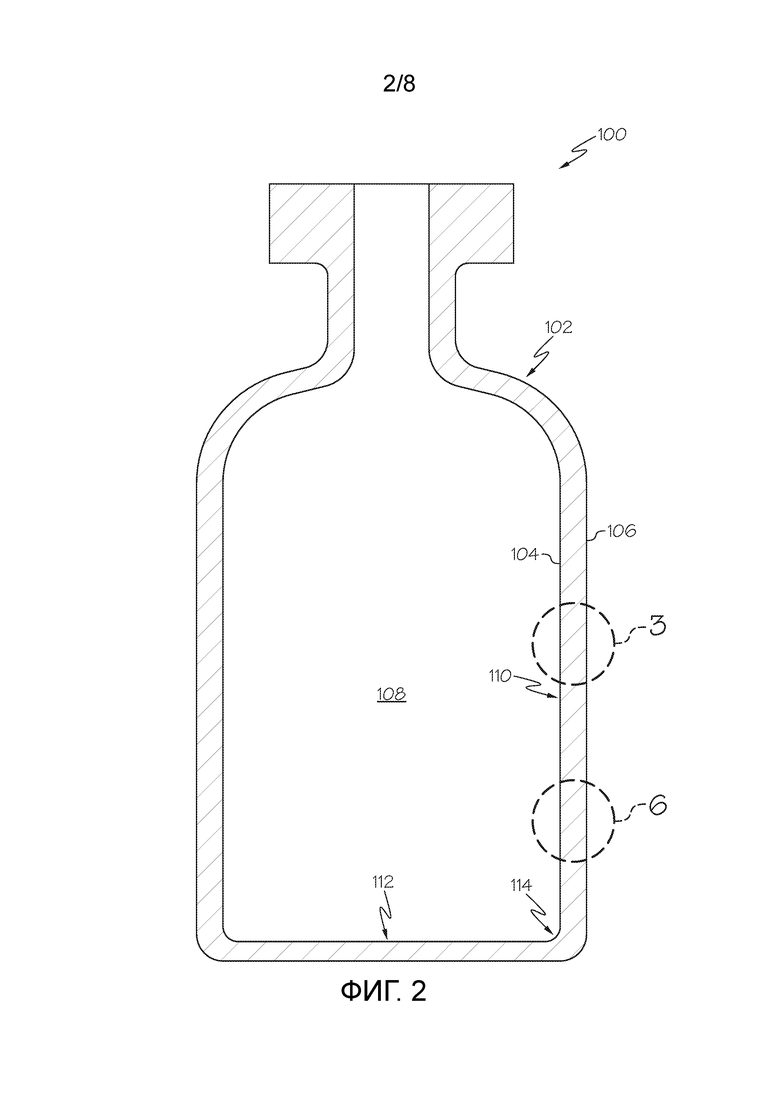
[0012] фиг. 2 схематически иллюстрирует поперечное сечение стеклянного контейнера;
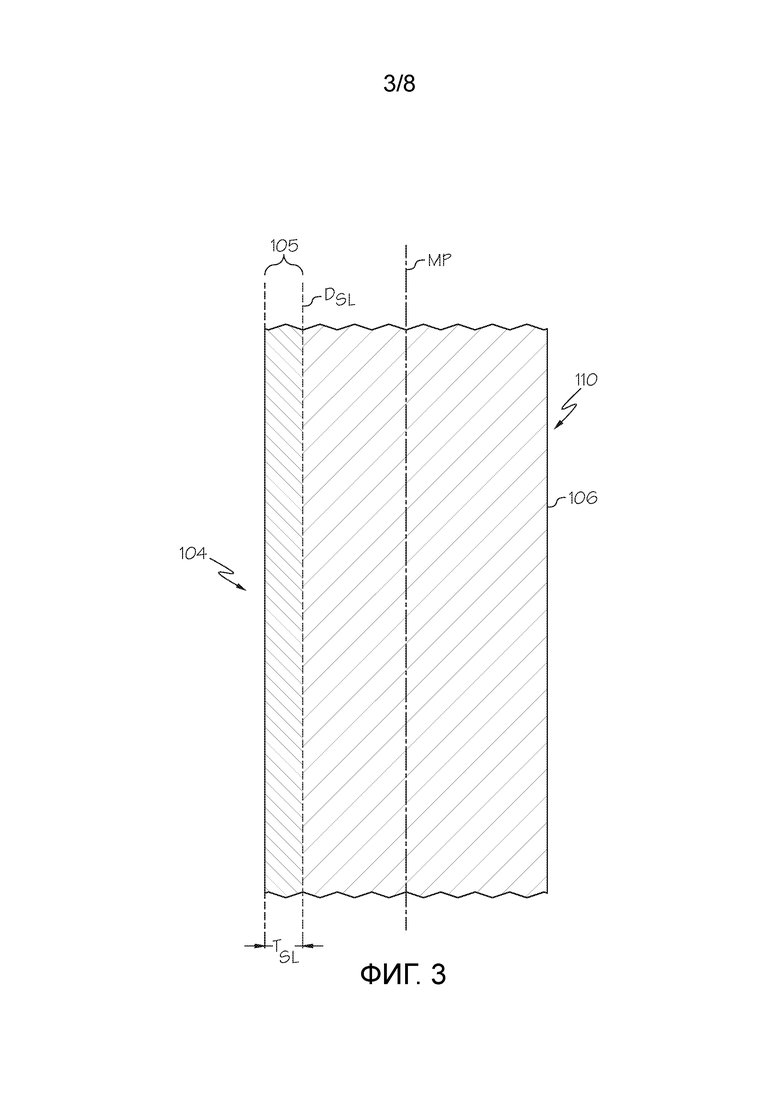
[0013] фиг. 3 схематически иллюстрирует частичное поперечное сечение части стенки и поверхностного слоя стекла стеклянного контейнера на фиг. 2;
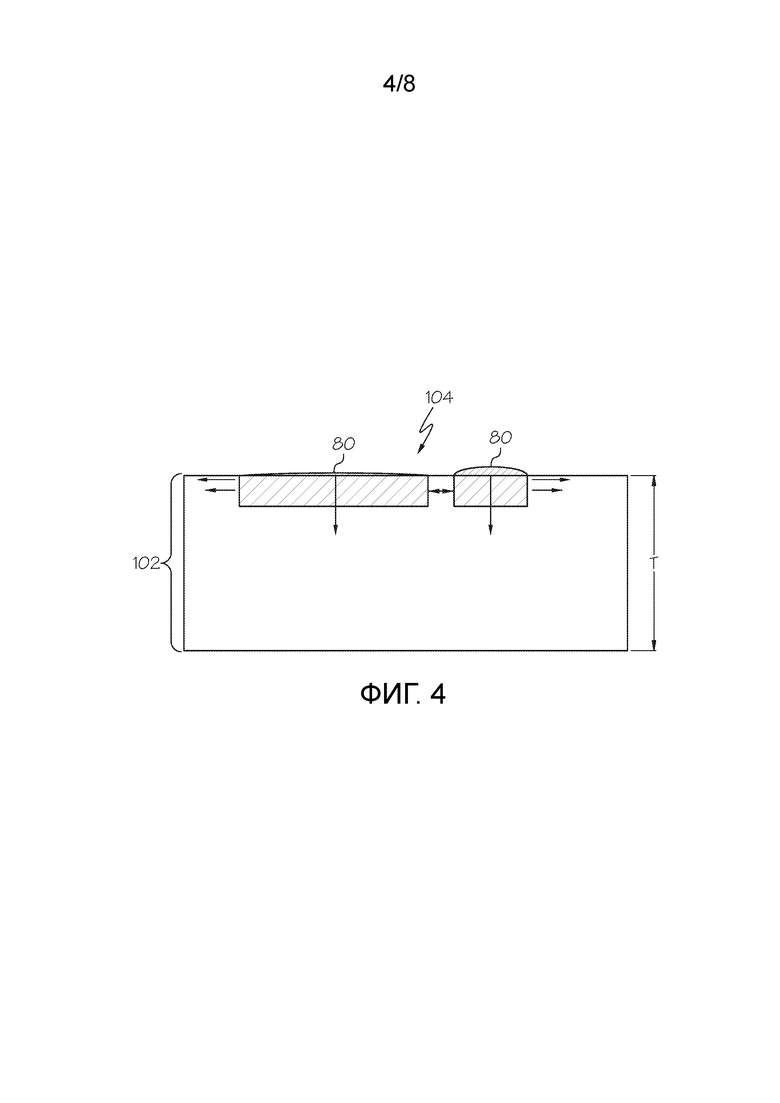
[0014] фиг. 4 схематически иллюстрирует диффузию неорганических отложений в толщину стеклянного контейнера с внутренней поверхности;
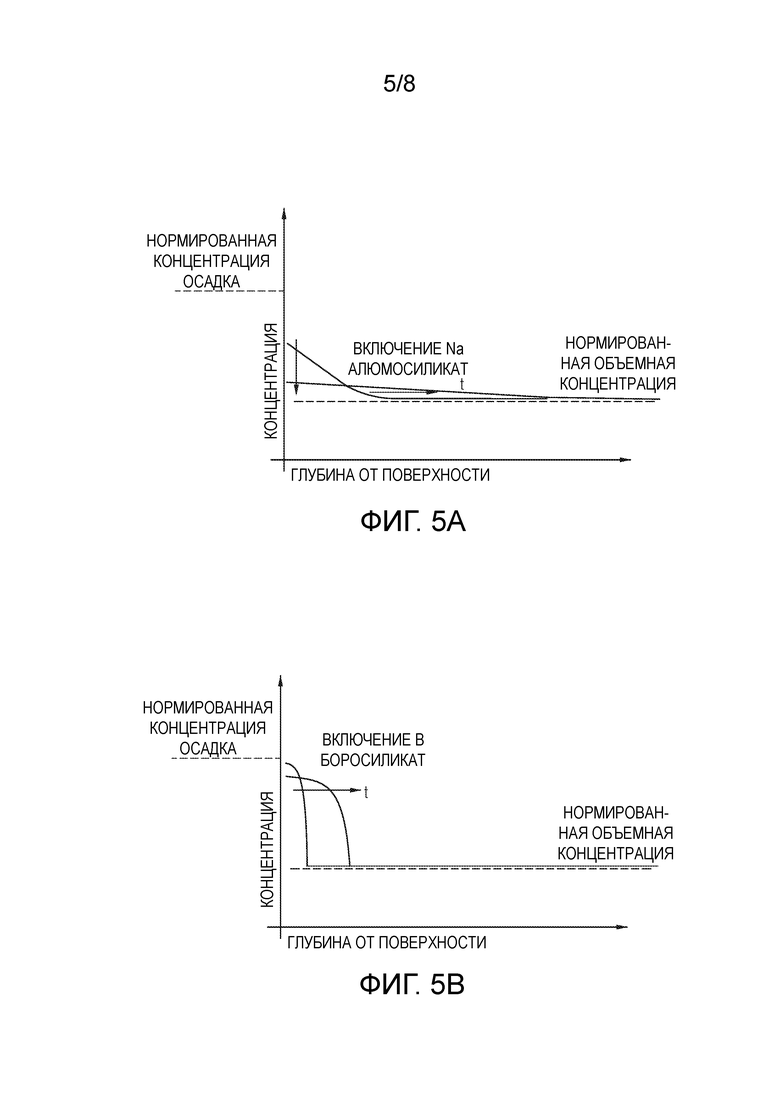
[0015] фиг. 5A графически иллюстрирует диффузию частиц щелочных металлов с поверхности стекла с течением времени как функцию глубины от поверхности;
[0016] фиг. 5B графически иллюстрирует диффузию частиц бора от поверхности стекла с течением времени как функцию глубины от поверхности;
[0017] фиг. 6 схематически иллюстрирует частичное поперечное сечение части стенки и поверхностного слоя стекла стеклянного контейнера на фиг. 2;
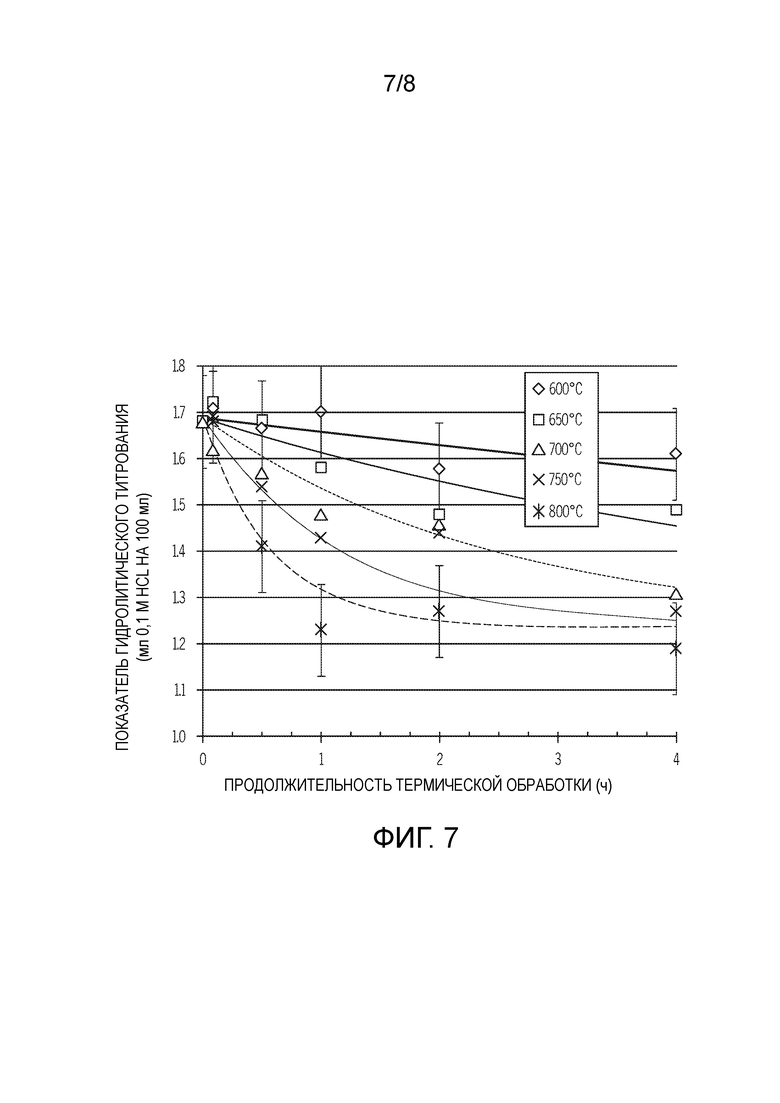
[0018] фиг. 7 графически иллюстрирует показатель гидролитического титрования после обработки как функцию времени для стеклянных контейнеров, термически обработанных при различных температурах;
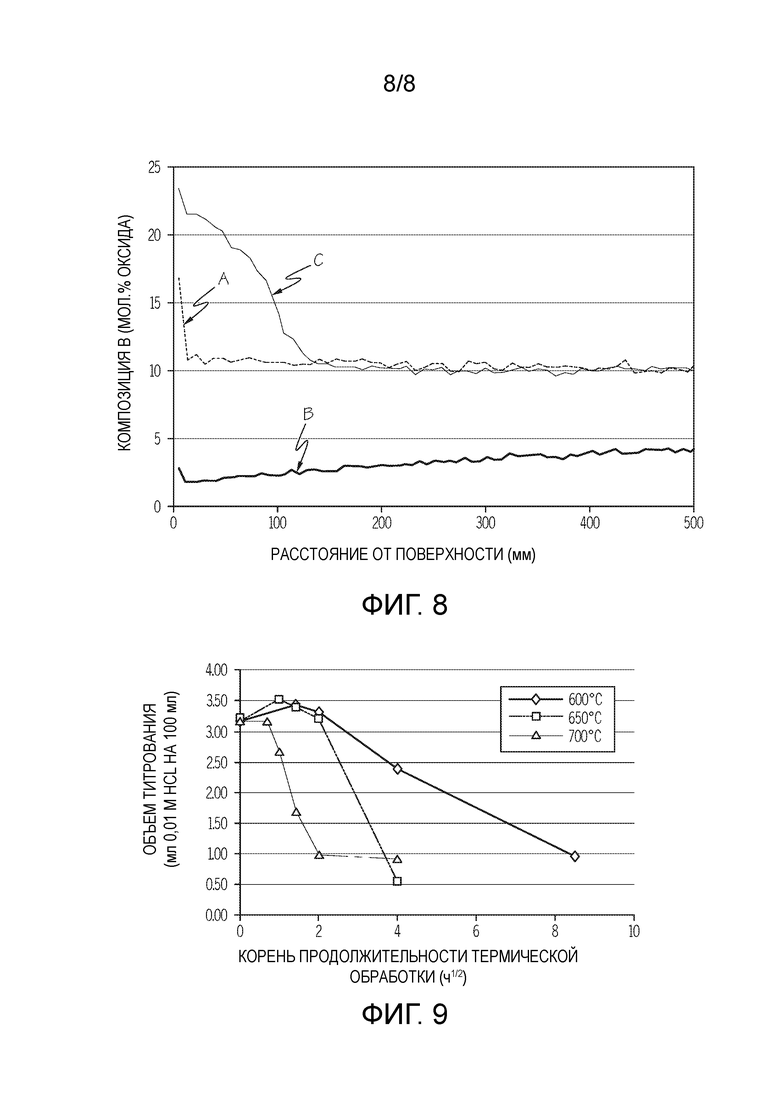
[0019] фиг. 8 графически иллюстрирует состав как функцию глубины от внутренней поверхности отожженного стеклянного контейнера, изготовленного из боросиликатного стекла типа IB согласно стандарту ASTM; и
[0020] фиг. 9 графически иллюстрирует показатель гидролитического титрования после обработки как функцию времени для стеклянных контейнеров, термически обработанных при различных температурах.
Подробное описание
[0021] Далее будут подробно представлены разнообразные варианты осуществления способов обработки стеклянных изделий для увеличения гидролитического сопротивления стеклянных изделий. Насколько это возможно, одинаковые условные номера будут использованы на всех чертежах для обозначения одинаковых или аналогичных частей. Согласно одному варианту осуществления, способ увеличения гидролитического сопротивления стеклянного изделия может включать получение стеклянного изделия, имеющего показатель гидролитического титрования до обработки. После этого стеклянное изделие может подвергаться термической обработке при температуре обработки, превышающей температуру, которая составляет на 200°C менее чем температурное напряжение стеклянного изделия, в течение продолжительности обработки, составляющей более чем или равной приблизительно 0,25 ч, таким образом, что, после термической обработки стеклянного изделия, стеклянное изделие имеет показатель гидролитического титрования после обработки, который составляет менее чем показатель гидролитического титрования до обработки. Способы обработки стеклянных изделий для увеличения гидролитического сопротивления и свойства стеклянных изделий, обработанных данными способами, будут описаны более подробно в настоящем документе с определенной ссылкой на прилагаемые чертежи.
[0022] Выражение «температурное напряжение» или «точка напряжение» при использовании в настоящем документе означает температуру, при которой стекло имеет вязкость 1⋅1014,5 пуаз.
[0023] Выражение «температура отжига» или «температура отжига» при использовании в настоящем документе означает температуру, при которой стекло имеет вязкость 1⋅1013,4 пуаз.
[0024] Выражение «температура размягчения» при использовании в настоящем документе означает температуру, при которой стекло имеет вязкость 1⋅107,6 пуаз.
[0025] Термин «химическая стойкость» при использовании в настоящем документе означает способность стеклянной композиции сопротивляться разложению при воздействии определенных химических условий. Химическая стойкость стеклянной композиции может оцениваться согласно различным установленным стандартам исследования материалов: DIN 12116 (март 2001 г.) озаглавленный «Исследование стекла - Сопротивление воздействию кипящего водного раствора хлористоводородной кислоты - Метод исследования и классификация»; ISO 695:1991, озаглавленный «Стекло - Сопротивление воздействию кипящего водного раствора смешанных щелочей - Метод исследования и классификация»; ISO 720:1985, озаглавленный «Стекло - Гидролитическое сопротивление стеклянных зерен при 121°C - Метод исследования и классификация»; и ISO 719:1985 «Стекло - Гидролитическое сопротивление стеклянных зерен при 98°C - Метод исследования и классификация». Химическая стойкость стеклянной композиции в форме контейнера может также оцениваться согласно статье 660 Фармакопеи США (USP <660>), озаглавленной «Исследование поверхности стекла», и/или статье 3.2.1 Европейской фармакопеи, озаглавленной «Стеклянные контейнеры дл фармацевтического применения», в которой оценивается химическая стойкость поверхности стекла, в частности, гидролитическое сопротивление поверхности (SHR) для поверхности стекла.
[0026] Выражение «показатель гидролитического титрования» при использовании в настоящем документе означает объем (мл) 0,1 M хлористоводородной кислоты на 100 мл исследуемой жидкости, требуемый для титрования исследуемой жидкости до нейтрального значения pH. Показатель гидролитического титрования определяется согласно статье USP <660>, озаглавленной «Контейнеры - Стекло - Исследование поверхности стекла». Для целей настоящего описания показатель гидролитического титрования может выражаться как показатель гидролитического титрования до обработки или показатель гидролитического титрования после обработки. Показатель гидролитического титрования до обработки представляет собой характеристику гидролитического сопротивления поверхности стеклянного изделия в состоянии его изготовления (т. е. после изготовления стеклянного изделия, но до любой модификации поверхностей стеклянного изделия, включая, без ограничения, осуществление способов обработки, описанных в настоящем документе, и/или нанесение любых покровных материалов на поверхности стеклянного изделия). Показатель гидролитического титрования после обработки характеризует гидролитическое сопротивление поверхностей стеклянного изделия после осуществление способов обработки, описанных в настоящем документе, но до любых других модификаций на поверхности стеклянного изделия после изготовления, включая нанесение любых покровных материалов (если они присутствуют) на поверхности стеклянного изделия. Более высокие значения показателя гидролитического титрования показывают меньшее гидролитическое сопротивление поверхности, в то время как меньшие значения показателя гидролитического титрования показывают более высокое гидролитическое сопротивление поверхности.
[0027] Стеклянные изделия, такой как стеклянные контейнеры или стеклянные упаковки для содержания фармацевтических композиций, могут быть изготовлены из стеклянных композиций, которые известны тем, что они проявляют низкое тепловое расширение и хорошую химическая стойкость, по меньшей мере, в объемной форме. Неограничительные примеры стеклянных композиций, которые обычно используются для таких приложений, включают стеклянные композиции, классифицируемые по типу IB как щелочные боросиликатные стекла. Другие стеклянные композиции, подходящие для таких приложений, включают стеклянные композиции, классифицируемые по типу I, типу II и/или типу III стекол согласно Конвенции фармакопеи США (USP), которые могут включать стеклянные композиции на основе алюмосиликата щелочного металла, стеклянные композиции на основе оксидов натрия, кальция и кремния и т. д. Хотя указанные стекла обычно проявляют хорошую химическую стойкость в объемной форме, производители стеклянных изделий, таких как контейнеры, постоянно наблюдают неорганические отложения на внутренней поверхности стеклянного контейнера, в частности, когда процессы превращения трубки используются для изготовления стеклянного контейнера. Указанные неорганические отложения отличаются по составу и морфологии от стеклянной композиции, из которой изготовлен контейнер. В некоторых случаях неорганические отложения могут также иметь меньшую химическую стойкость, включая меньшее гидролитическое сопротивление поверхности, по сравнению с объемными стеклянными композициями и по этой причине, как правило, ухудшают эксплуатационные характеристики контейнера.
[0028] Не желая ограничиваться какой-либо определенной теорией в отношении происхождения указанных отложений, считают, что указанные неорганические отложения представляют собой побочные продукты производственного процесса. Таким образом, высокое содержание диоксида кремния в указанных стеклянных композициях вносит свой вклад в общую химическую стойкость стекла, но также производит стеклянные композиции, которые имеют относительно высокие температуры плавления и формования. Щелочные и/или боратные компоненты (и аналогичные компоненты) содержатся в стеклянных композициях в определенных количествах для повышения химической стойкости стекла. Однако указанные компоненты плавятся и/или испаряются при значительно меньших температурах, чем диоксид кремния. Например, натриевые и боратные частицы в стекле обладают высокой летучестью и испаряются с поверхности стекла при высоких температурах, необходимых для формования стекла и придания ему желательной формы.
[0029] В частности, стеклянная заготовка, такая как стеклянная трубка или аналогичный предмет, превращается в стеклянные контейнеры при высоких температурах и под непосредственным воздействием пламени. Высокие температуры заставляют более летучие частицы в стекле, такой как боратные и/или щелочные частицы, испаряться с частей поверхности стекла. Испаряющиеся частицы могут повторно осаждаться на других областях поверхности стеклянного контейнера, образуя неорганические отложения, представляющие собой непрерывный осадок или слой, или дискретные отложения на поверхности стекла. Указанные отложения создают области гетерогенности состава на поверхности стеклянного контейнера, в частности, в отношении областей вблизи внутренней поверхности стеклянного контейнера (т. е. областей, которые находятся на внутренних поверхностях стеклянного контейнера или в непосредственной близости от них).
[0030] Рассмотрим фиг. 1A и 1B в качестве примера, где фиг. 1A схематически иллюстрирует часть боковой стенки стеклянной трубки 50, включающий внутреннюю поверхность 52 стеклянной трубки 50, до превращения стеклянной трубки 50 в формованное стеклянное изделие, такое как стеклянный контейнер или аналогичное изделие. До превращения стеклянной трубки 50 в формованное стеклянное изделие стеклянная трубка 50 имеет относительно однородный гомогенный состав по всей толщине T боковой стенки. Таким образом, композиция внутренней поверхности 52 стеклянной трубки 50 является практически такой же, как стеклянная композиция под поверхностью и в толщине боковой стенки стеклянной трубки 50, например, в промежуточной точке IP толщины T и/или в средней точке MP. Аналогичным образом, композиция на внутренней поверхности 52 стеклянной трубки также является относительно однородной и гомогенной в поперечном направлении (т.е. на внутренней поверхности стеклянной трубки). Композиция на внутренней поверхности при использовании в настоящем документе означает стеклянную композицию на глубине от приблизительно 10 нм до приблизительно 20 нм от внутренней поверхности 52.
[0031] Однако в течение процесса превращения стеклянной трубки 50 в формованное стеклянное изделие неорганические отложения образуются, по меньшей мере, на внутренней поверхности боковой стенки и изменяют состав, по меньшей мере, внутренней поверхности получаемого в результате формованного стеклянного изделия по отношению к объемному составу стекла по толщине.
[0032] В частности, фиг. 1B схематически иллюстрирует часть корпуса 102 стеклянного контейнера 100. Корпус 102 имеет толщину T, которая проходит от внутренней поверхности 104 до наружной поверхности 106. Неорганические отложения 80 на внутренней поверхности 104 образуют поверхностный слой стекла, составляющий одно целое с корпусом 102. Указанные неорганические отложения 80 имеют состав, который отличается от состава стеклянного корпуса 102 по толщине T, например, от состав стекла в промежуточной точке IP по толщине T и/или в средней точке MP. Таким образом, состав стеклянного корпуса 102 проявляет гетерогенность состава по толщине T стеклянного корпуса 102 и может также проявлять гетерогенность состава по внутренней поверхности 104 стеклянного корпуса 102. Точный состав неорганических отложений 80 зависит от состава стекла, из которого образуется корпус 102. Например, согласно вариантам осуществления, где стеклянный корпус 102 образуется из стекла на основе боросиликата щелочного металла, неорганические отложения 80 могут быть обогащены составляющими компонентами, включая бор и/или щелочные металлы. В качестве альтернативы, согласно вариантам осуществления, где стеклянный корпус 102 образуется из стекла на основе алюмосиликата щелочного металла, неорганические отложения 80 могут быть обогащены составляющими щелочными компонентами.
[0033] Изменения характеристик состава стеклянного изделия вследствие неорганических отложений 80 может становиться более понятным при рассмотрении фиг. 2 и 3. В частности, фиг. 2 схематически иллюстрирует стеклянное изделие, такое как стеклянный контейнер 100 для хранения фармацевтической композиции. Стеклянный контейнер 100 обычно включает стеклянный корпус 102. Стеклянный корпус 102 проходит между внутренней поверхностью 104 и наружной поверхностью 106 и обычно заключает в себе внутренний объем 108. Согласно варианту осуществления стеклянного контейнера 100, представленному на фиг. 2, стеклянный корпус 102 обычно включает часть стенки 110 и часть пола 112. Часть стенки 110 и часть пола 112 могут обычно имеют толщина в интервале от приблизительно 0,5 мм до приблизительно 3,0 мм. Часть стенки 110 переходит в часть пола 112 через часть кромки 114. Внутренняя поверхность 104 и часть пола 112 являются непокрытыми (т.е. они не содержат какие-либо неорганические покрытия или органические покрытия) и, таким образом, содержимое, которое хранится во внутреннем объеме 108 стеклянного контейнера 100, не находится в непосредственном контакте со стеклом, из которого образуется стеклянный контейнер 100. Хотя стеклянный контейнер 100 проиллюстрирован на фиг. 2 как имеющий определенную форму (т. е. представляющий собой флакон), следует понимать, что стеклянный контейнер 100 может иметь другие формы, включая, без ограничения, вакуумные контейнеры, картриджи, шприцы, цилиндры шприца, ампулы, бутылочки, склянки, банки, трубки, мерные стаканы и т. п.
[0034] Как отмечено в настоящем документе, стеклянный контейнер 100 может быть изготовлен посредством превращения стеклянной трубки в форму контейнера. Например, когда один конец стеклянной трубки нагревается, закрывая стеклянную трубку и образуя дно или часть пола 112 стеклянного контейнера 100, имеющие более высокую летучесть частицы, такие как боратные частицы и/или щелочные частицы или подобные частицы, могут испаряться с донной части трубки и переосаждаться в любом другом месте трубки, образуя неорганические отложения, описанные выше. Испарение материала с частей кромки и пола контейнера является особенно выраженными, поскольку указанные области контейнера подвергаются наиболее значительному превращению, и, таким образом, на них воздействуют наиболее высокие температуры. В результате этого области контейнера, на которые воздействуют наиболее высокие температуры, такие как часть пола 112, могут иметь обогащенные диоксидом кремния поверхности. Неорганические отложения образуются посредством конденсации испарившихся частиц на областях внутренней поверхности 104, подверженных осаждению (т.е. областях с менее высокой температурой), таких как часть стенки 110, создавая поверхностный слой стекла, который составляет одно целое с частью стенки 110, но отличается по составу от остальной части стенки 110. Например, в случае боратных частиц области, подверженные осаждению бора, температура которых является выше, чем температура отжига стеклянной композиции, но ниже, чем максимальная температура, которая воздействует на стекло в течение формования, могут проявлять склонность к осаждению бора на поверхности стекла, и в результате этого образуются неорганические отложения поверхностного слоя стекла.
[0035] Далее рассмотрим фиг. 2 и 3, где фиг. 3 схематически иллюстрирует внутреннюю поверхность 104 части стеклянного контейнера 100, включающую поверхностный слой стекла 105, который содержит неорганические отложения. Состав поверхностного слоя стекла 105 отличается от состава стекла в толщине части стенки 110, например, в средней точке MP части стенки 110. В частности, фиг. 3 схематически иллюстрирует частичное поперечное сечение части стенки 110 стеклянного контейнера 100 на фиг. 1. Стеклянный корпус 102 стеклянного контейнера 100 включает поверхностный слой стекла 105, который проходит от внутренней поверхности 104 стеклянного контейнера 100 в толщину части стенки 110 до глубины DSL от внутренней поверхности 104 стеклянного контейнера. Стеклянная композиция в поверхностном слое стекла 105 имеет устойчивую слоевую гетерогенность по отношению к стеклу в средней точке MP части стенки, и, таким образом, следует понимать, что состав стекла в поверхностном слое стекла 105 отличается от состава стекла в средней точке MP части стенки 110. Согласно некоторым вариантам осуществления, толщина TSL поверхностного слоя стекла составляет, по меньшей мере, приблизительно 1 нм. Согласно некоторым вариантам осуществления, толщина TSL поверхностного слоя стекла составляет, по меньшей мере, приблизительно 5 нм. Согласно некоторым вариантам осуществления, толщина TSL поверхностного слоя стекла составляет, по меньшей мере, приблизительно 10 нм. Согласно некоторым вариантам осуществления, толщина TSL поверхностного слоя стекла составляет, по меньшей мере, приблизительно 15 нм. Согласно некоторым другим вариантам осуществления, толщина TSL поверхностного слоя стекла составляет, по меньшей мере, приблизительно 20 нм или даже приблизительно 25 нм. Согласно некоторым вариантам осуществления, толщина TSL поверхностного слоя стекла составляет, по меньшей мере, приблизительно 30 нм. Согласно некоторым вариантам осуществления, толщина TSL поверхностного слоя стекла составляет, по меньшей мере, приблизительно 50 нм. Согласно некоторым вариантам осуществления, толщина TSL поверхностного слоя стекла составляет, по меньшей мере, приблизительно 100 нм. Согласно некоторым вариантам осуществления, толщина TSL поверхностного слоя стекла составляет, по меньшей мере, приблизительно 150 нм.
[0036] Согласно вариантам осуществления, описанным в настоящем документе, выражение «устойчивая слоевая гетерогенность» означает, что концентрация составляющих компонентов (например, SiO2, Al2O3, Na2O и т. д.) стеклянной композиции в поверхностном слое стекла 105 отличается от концентрации тех же составляющих компонентов в средней точке толщины стеклянного корпуса (т. е. в точке MP на средней линии, которая разделяет пополам стеклянный корпус между внутренней поверхностью 104 и наружной поверхностью 106) на некоторую величину, что ухудшает гидролитическое сопротивление поверхности в случае внутренней поверхности 104 стеклянного контейнера 100. Согласно вариантам осуществления, описанным в настоящем документе, устойчивая слоевая гетерогенность в поверхностном слое стекла стеклянного корпуса является такой, что экстремум (т.е. минимум или максимум) слоевой концентрации каждого из составляющих компонентов стеклянной композиции в поверхностном слое стекла 105 составляет менее чем приблизительно 92% или более чем приблизительно 108% концентрации того же составляющего компонента в средней точке толщины стеклянного корпуса, когда стеклянный контейнер 100 находится в изготовленном состоянии. Согласно другим вариантам осуществления, устойчивая слоевая гетерогенность в поверхностном слое стекла 105 стеклянного корпуса является такой, что экстремум слоевой концентрации каждого из составляющих компонентов стеклянной композиции в поверхностном слое стекла 105 составляет менее чем приблизительно 90% или более чем приблизительно 110% концентрации того же составляющего компонента в средней точке толщины стеклянного корпуса, когда стеклянный контейнер 100 находится в изготовленном состоянии. Согласно следующим вариантам осуществления, устойчивая слоевая гетерогенность в поверхностном слое стекла 105 стеклянного корпуса является такой, что экстремум слоевой концентрации каждого из составляющих компонентов стеклянной композиции в поверхностном слое стекла 105 составляет менее чем приблизительно 80% или более чем приблизительно 120% концентрации того же составляющего компонента в средней точке толщины стеклянного корпуса, когда стеклянный контейнер 100 находится в изготовленном состоянии. Согласно некоторым вариантам осуществления, устойчивая слоевая гетерогенность исключает составляющие компоненты стеклянной композиции, которые присутствуют в количестве, составляющем менее чем приблизительно 2 мол.%. Устойчивая слоевая гетерогенность также исключает любую воду, которая может присутствовать в стеклянной композиции.
[0037] Термин «состояние изготовления» при использовании в настоящем документе означает состав стеклянного контейнера 100 после изготовления стеклянного контейнера из стеклянной заготовки, но до направления контейнера на любые дополнительные технологические стадии, такие как отжиг, термическая обработка, ионообменное упрочнение, покрытие, обработка сульфатом аммония, травление кислотой и/или любые другие поверхностные модификации. Согласно вариантам осуществления, описанным в настоящем документе, слоевые концентрации составляющих компонентов в стеклянной композиции определяются посредством отбора образца композиции в толщине стеклянного корпуса в заданной области с использованием динамической масс-спектрометрии вторичных ионов (D-SIMS). Согласно вариантам осуществления, описанным в настоящем документе, профиль композиции определяется по образцам из областей внутренней поверхности 104 стеклянного корпуса 102. Области для отбора образцов имеют максимальную площадь 1 мм2. Эта технология определяет профиль составляющих частиц в стекле как функцию глубины от внутренней поверхности стеклянного корпуса для исследуемой области.
[0038] Когда стеклянный контейнер образуется из стеклянной композиции, которая содержит частицы, склонные к испарению при повышенных температурах, такие как частицы бора, может качественно оцениваться присутствие поверхностного слоя стекла 105, содержащего неорганические отложения, которые включают частицы бора. В частности, стеклянный контейнер 100 может содержать раствор метиленового синего красителя. Метиленовый синий краситель реагирует и химически соединяется с обогащенными бором областями поверхности стекла, визуально окрашивая эти области в синий цвет. Подходящий раствор метиленового синего красителя может представлять собой, без ограничения, 1% водный раствор метиленового синего красителя.
[0039] Неорганические отложения поверхностного слоя стекла 105 могут иметь более высокую растворимость в водных растворах, чем объемная часть стеклянной композиции, и, таким образом, уменьшается гидролитическое сопротивление поверхности стеклянного корпуса 102. Гидролитическое сопротивление поверхности оценивается путем исследования поверхности стекла согласно USP <660> с использованием описанных выше показателей гидролитического титрования для относительного сравнения. Стеклянный контейнер 100, имеющий поверхностный слой стекла, содержащий неорганические отложения 80 на внутренней поверхности, может иметь менее высокое гидролитическое сопротивление поверхности (т.е. более высокий показатель гидролитического титрования), чем стеклянный контейнер без неорганических отложений 80.
[0040] Уменьшение гидролитического сопротивления поверхности может приводить к взаимодействию между стеклом и материалом, содержащимся в стеклянном контейнере и/или вступающим в контакт со стеклянным изделием. Например, растворы, содержащиеся в контейнере, могут выщелачивать материал из неорганических отложений поверхностного слоя стекла 105, изменяя состав раствора и потенциально разлагая раствор и/или ухудшая целостность раствора.
[0041] Одно традиционное решение, предотвращающее разложение гидролитических характеристик поверхности представляет собой нанесение на внутреннюю поверхность корпуса стеклянного контейнера неорганического покрытия, такого как SiO2. Это покрытие может иметь толщину, составляющую приблизительно от 100 нм до 200 нм, и предотвращает контакт содержимого контейнера с внутренней поверхностью корпуса, что предотвращает растворение в растворе компонентов стекла, составляющих поверхностный слой стекла. Однако нанесение такого покрытия может оказаться затруднительным и потребовать дополнительных стадий производства и/или проверки, и в результате этого увеличивается полная стоимость производства контейнера. Кроме того, если содержимое контейнера проникает в покрытие и вступает в контакт с внутренней поверхность корпуса, например, через разрыв в покрытии, получаемое в результате взаимодействие между содержимым стеклянного контейнера и стеклом может заставлять части покрытия отделяться от внутренней поверхности корпуса, когда внутренняя поверхность разрушается посредством растворения.
[0042] Согласно вариантам осуществления, описанным в настоящем документе, гидролитическое сопротивление поверхности стеклянных контейнеров улучшается посредством термической обработки стеклянных контейнеров при температуре, достаточной для ускорения диффузии химических частиц в стекле, причем данная температура обычно является выше, чем температура отжига стекла. Термическая обработка выше данной температуры заставляет неорганические отложения реагировать и диффундировать в объем стеклянной композиции, и в результате этого улучшается гомогенность поверхностного слоя стекла по отношению к средней точке части стенки стеклянного контейнера, а также улучшается гидролитическое сопротивление поверхности (т.е. уменьшается показатель гидролитического титрования).
[0043] Далее рассмотрим фиг. 4, где термическая обработка стеклянных контейнеров может осуществляться посредством нагревания стеклянных контейнеров в печи или горне для обжига до температуры обработки, при которой может происходить диффузия или реакция неорганических отложений. Стеклянные контейнеры выдерживаются при температуре обработки в течение продолжительности обработки, достаточной для диффузии составляющих компонентов неорганических отложений 80 (например, частиц бора и/или щелочных металлов) в поперечном направлении и в направлении толщины T стеклянного корпуса 102, как схематически проиллюстрированный на фиг. 4, и в результате этого уменьшается локальная концентрация и градиент концентрации указанных составляющих компонентов на внутренней поверхности 104 и получается композиция с более гомогенным профилем (т. е. композиция, имеющая профиль с меньшим наклоном) в направлении толщины T стеклянного корпуса 102.
[0044] Согласно вариантам осуществления, описанным в настоящем документе, температура обработки в случае термической обработки составляет более чем температура, которая составляет на 200°C меньше, чем температурное напряжение стекла (т.е. составляет более чем температурное напряжение (°C) - 200°C). Согласно некоторым вариантам осуществления, температура обработки может составлять более чем или равняться температуре отжига стекла или даже составлять более чем или равняться температуре приблизительно на 50°C выше температуры отжига стекла. Согласно некоторым другим вариантам осуществления, температура обработки может составлять более чем или равняться температуре приблизительно на 100°C выше температуры отжига стекла или даже составлять более чем или равняться температуре на приблизительно на 150°C выше температуры отжига стекла. Согласно следующим вариантам осуществления, температура обработки может составлять более чем или равняться температуре приблизительно на 200°C выше температуры отжига стекла даже составлять более чем или равняться температуре приблизительно на 250°C выше температуры отжига стекла. Согласно всем варианты осуществления, температура обработки составляет менее чем или равняется температуре размягчения стекла в целях сохранения структурной целостности и характеристик формы стеклянного контейнера. Согласно вариантам осуществления, температура обработки в случае термической обработки составляет более чем температура, которая является на 200°C ниже температурной деформации стекла (т. е. составляет более чем температурное напряжение (°C) - 200°C) и менее чем температура отжига стекла.
[0045] Согласно вариантам осуществления, описанным в настоящем документе, продолжительность обработки представляет собой достаточную продолжительность для уменьшения любых существующих градиентов состава, и в результате этого получается более гомогенная поверхность. Для температуры обработки на уровне или выше температуры отжига продолжительность обработки может составлять более чем или равняться 0,25 ч или даже составлять более чем или равняться 0,5 ч. Согласно некоторым вариантам осуществления, продолжительность обработки может составлять более чем или равняться 1 ч или даже составлять более чем или равняться 2 ч. Согласно некоторым другим вариантам осуществления, продолжительность обработки может составлять более чем или равняться 3 ч или даже составлять более чем или равняться приблизительно 4 ч. Согласно указанным вариантам осуществления, продолжительность обработки может составлять менее чем или равняться 12 ч или даже составлять менее чем или равняться 8 ч.
[0046] Следует понимать, что диффузия частиц, образующих неорганические отложения, зависит от температуры и, таким образом, происходит согласно уравнению Аррениуса. Соответственно, при меньшей температуре обработки требуется более продолжительная обработка для достижения такой же степени диффузии, а при относительно более высокой температуре обработки требуется относительно меньшая продолжительность обработки.
[0047] Повторное образование неорганических отложений посредством диффузии также зависит от нескольких факторов, включая следующие: концентрация частиц в неорганических отложениях; относительный размер и заряд частиц в неорганических отложениях; скорость диффузии частиц в объеме стеклянной композиции и скорость реакции между неорганическим осадком и объемом стеклянной композиции.
[0048] Например, фиг. 5A графически иллюстрирует изменение с течением времени диффузии частиц щелочных металлов от поверхности стекла в толщину стекла для стекла на основе алюмосиликата щелочного металла. Как отмечено выше, неорганические отложения в алюмосиликатах щелочных металлов обычно включают частицы щелочного металла (например, натрия и калия), который имеет степень окисления +1. Относительно низкая степень окисления соответствует высокой скорости диффузии указанных частиц в стекле. Концентрация указанных частицы в неорганических отложениях обычно составляет менее чем концентрация, например, частиц бора в неорганических отложениях, образующихся из боросиликатных стекол. Кроме того, скорость реакции между частицами щелочных металлов и стеклом благоприятствует повторному внедрению частиц щелочных металлов в объем стеклянной композиции. Как представлено на фиг. 5A, для данной температуры обработки, частицы щелочных металлов легко диффундируют в объем стекла с течением времени, и в результате этого получается плавный профиль состава как функция глубины, и модифицируется состав поверхностного слоя стекла, таким образом, что состав поверхностного слоя стекла приближается к составу в объеме стекла.
[0049] С другой стороны, фиг. 5B графически иллюстрирует изменение с течением времени диффузии частиц бора от поверхности стекла в толщину стекла в случае боросиликатного стекла. Как отмечено выше, неорганические отложения в боросиликатах обычно включают частицы бора и щелочных металлов (например, натрия). Частицы бора имеют степень окисления +3, соответствуя меньшей скорости диффузии в стекле по сравнению с частицами щелочных металлов, которые имеют степень окисления +1. Концентрация частиц бора в неорганических отложениях обычно составляет более чем концентрация частиц щелочных металлов в неорганических отложениях, образующихся в стекле на основе алюмосиликатов щелочных металлов. Для данной температуры обработки это сочетание факторов вызывает повторное внедрение частиц бора вдоль фронта реакции в толщину стекла, как проиллюстрировано на фиг. 5B, производя иной профиль состава, чем в стекле на основе алюмосиликата щелочного металла, которое проиллюстрировано на фиг. 5A.
[0050] Хотя профили концентрации на фиг. 5A и 5B различаются после термической обработки, конечные результаты являются аналогичными в том, что частицы, образующие неорганические отложения, диффундируют или реагируют в объеме стекло и уходят с поверхности, уменьшая склонность указанных частиц к растворению, когда поверхность стекла вступает в контакт с раствором.
[0051] На основании изложенного выше следует понимать, что термическая обработка, описанная в настоящем документе, улучшает гидролитическое сопротивление поверхности стекла посредством диффузии частиц, образующих неорганические отложения, в объем стекла с поверхности. Улучшение гидролитического сопротивления поверхности можно охарактеризовать, определяя показатель гидролитического титрования до обработки для первого набора стеклянных контейнеров и сравнивая полученный показатель с показателем гидролитического титрования после обработки для второго набора стеклянных контейнеров, изготовленных из такой же стеклянной композиции, после того, как второй набор стеклянных контейнеров обрабатывается способами, описанными в настоящем документе. Согласно вариантам осуществления, описанным в настоящем документе, показатель гидролитического титрования после обработки составляет менее чем показатель гидролитического титрования до обработки, показывая, что частицы, образующие неорганические отложения, диффундируют в объем стекла с внутренней поверхности, делая частицы менее чувствительными к растворению, когда поверхность стекла вступает в контакт с раствором. Согласно вариантам осуществления, описанным в настоящем документе, стеклянные контейнеры удовлетворяют критериям для стекла тип I при исследовании поверхности стекла согласно USP <660> после термической обработки.
[0052] В частности, чтобы оценить улучшение гидролитического сопротивления поверхности, набор идентичных стеклянных контейнеров в состоянии изготовления из одинаковой стеклянной композиции, случайным образом разделяется на первый поднабор и второй поднабор, причем каждый из них содержит равное число стеклянных контейнеров. Число контейнеров в каждом из первого поднабора и второго поднабора является достаточным, чтобы получить, по меньшей мере, одно поверхностное гидролитический измерение согласно исследование поверхностной обработки согласно USP <660>. Например, 3 мл флакон содержит приблизительно 4,9 мл жидкости, таким образом, требуются, по меньшей мере, 11 флаконов, чтобы получить 50 мл исследуемой текучей среды, и, по меньшей мере, 22 флакона, чтобы получить 100 мл исследуемой текучей среды. Показатель гидролитического титрования до обработки первого поднабора стеклянных контейнеров определяется посредством определения показателя гидролитического титрования для каждого стеклянного контейнера в поднаборе при исследовании поверхности стекла согласно USP <660>, как описано выше. Показатель гидролитического титрования до обработки для первого поднабора представляет собой средний показатель гидролитического титрования всех стеклянных контейнеров в первом поднаборе, потому что индивидуальные растворы объединяются для одного измерения согласно USP <660>. Второй поднабор стеклянных контейнеров подвергается термической обработке, как описано в настоящем документе. После этого показатель гидролитического титрования после обработки второго поднабора стеклянных контейнеров определяется посредством определения показателя гидролитического титрования для каждого стеклянного контейнера в поднаборе при исследовании поверхности стекла согласно USP <660>. Показатель гидролитического титрования после обработки для второго поднабора представляет собой средний показатель гидролитического титрования всех стеклянных контейнеров в первом поднаборе, потому что индивидуальные растворы объединяются для одного измерения согласно USP <660>. Как отмечено выше, показатель гидролитического титрования после обработки составляет менее чем показатель гидролитического титрования до обработки согласно вариантам осуществления, описанным в настоящем документе, показывая, что стеклянные контейнеры имеют улучшенные поверхностные гидролитические характеристики после термической обработки.
[0053] Снова рассмотрим фиг. 2 и 3, где в стеклянном контейнере согласно вариантам осуществления практически отсутствует бор (например, когда стеклянный контейнер образуется из стекла на основе алюмосиликата щелочного металла), стеклянный контейнер имеет более гомогенный состав по толщине стеклянного корпуса 102 в каждой из частей стенки, кромки и пола по отношению к средней точке MP после того, как стеклянный контейнер 100 подвергается термической обработке. Таким образом, состав поверхностного слоя стекла 105, который изменяется в течение термической обработки, больше приближается к составу стекла в толщине части стенки 110, например, в средней точке MP части стенки 110, чем до термической обработки. Уменьшение изменчивости состава определяется как устойчивая слоевая гомогенность относительно стекла в средней точке MP части стенки 110.
[0054] Согласно вариантам осуществления, описанным в настоящем документе, выражение «устойчивая слоевая гомогенность» означает, что концентрация составляющих компонентов (например, SiO2, Al2O3, Na2O и т. д.) стеклянной композиции в поверхностном слое стекла 105 не отличается от концентрации тех же составляющих компонентов в средней точке толщины стеклянного корпуса (т. е. в точке MP на средней линии, которая разделяет пополам стеклянный корпус, между измененной внутренней поверхностью 104 и наружной поверхностью 106) в такой степени, чтобы могли бы ухудшиться поверхностные гидролитические характеристики стеклянного контейнера. Согласно вариантам осуществления, описанным в настоящем документе, устойчивая слоевая гомогенность в поверхностном слое стекла 105 стеклянного корпуса 102 является такой, что экстремум (т. е. минимум или максимум) слоевой концентрации каждого из составляющих компонентов стеклянной композиции в поверхностном слое стекла 105 составляет более чем или равняется приблизительно 80% и составляет менее чем или равняется приблизительно 120% концентрации того же составляющего компонента в средней точке толщины стеклянного корпуса после того, как стеклянный контейнер подвергается термической обработке. Согласно другим вариантам осуществления, устойчивая слоевая гомогенность в поверхностном слое стекла стеклянного корпуса является такой, что экстремум слоевой концентрации каждого из составляющих компонентов стеклянной композиции в поверхностном слое стекла составляет более чем или равняется приблизительно 90% и составляет менее чем или равняется приблизительно 110% концентрации того же составляющего компонента в средней точке толщины стеклянного корпуса после того, как стеклянный контейнер подвергается термической обработке. Согласно следующим вариантам осуществления, устойчивая слоевая гомогенность в поверхностном слое стекла стеклянного корпуса является такой, что экстремум слоевой концентрации каждого из составляющих компонентов стеклянной композиции в поверхностном слое стекла составляет более чем или равняется приблизительно 92% и составляет менее чем или равняется приблизительно 108% концентрации того же составляющего компонента в средней точке толщины стеклянного корпуса после того, как стеклянный контейнер подвергается термической обработке. Согласно некоторым вариантам осуществления, устойчивая слоевая гомогенность исключает составляющие компоненты стеклянной композиции, которые присутствуют в количестве, составляющем менее чем приблизительно 2 мол.%. Устойчивая слоевая гомогенность также исключает любую воду, которая может присутствовать в стеклянной композиции.
[0055] Модификация поверхностного слоя стекла с устойчивой слоевой гетерогенностью таким образом, что поверхностный слой стекла стеклянного контейнера имеет устойчивую слоевая гомогенность, как описано выше, обычно улучшает гидролитическое сопротивление поверхности эксплуатационные характеристики стеклянного контейнера. В частности, получение стеклянного контейнера с поверхностным слоем стекла, который является гомогенным по составу (т. е. экстремум концентрации составляющих компонентов в поверхностном слое стекла находится в пределах +/-20% концентрации тех же составляющих компонентов в средней точке толщины стеклянного корпуса), уменьшает локальную концентрацию составляющих компонентов неорганических отложений, которые могут быть чувствительными к выщелачиванию, что, в свою очередь, улучшает поверхностные гидролитические характеристики стеклянного контейнера.
[0056] После термической обработки стеклянный контейнер имеет практически одинаковый состав, который наблюдается от внутренней поверхности корпуса до глубины, составляющей, по меньшей мере, 250 нм или даже, по меньшей мере, 300 нм. Термин «одинаковый состав» при использовании в настоящем документе означает стекло, в котором часть стеклянного корпуса, проходящая от внутренней поверхности 104 в толщину корпуса до глубины, составляющей, по меньшей мере, 250 нм или даже, по меньшей мере, чем 300 нм, представляет собой единый состав материала по сравнению с покровный материал, нанесенный на другой материал, имеющий такой же или другой состав. Например, согласно некоторым вариантам осуществления, корпус контейнера может быть изготовлен из одной стеклянной композиция. Согласно другим вариантам осуществления, корпус контейнера может быть изготовлен из ламинированного стекла, таким образом, что внутренняя поверхность корпуса имеет одинаковый состав, который проходит от внутренней поверхности до глубины составляющей, по меньшей мере, 250 нм или даже, по меньшей мере, 300 нм. Стеклянный контейнер может включать поверхностный слой стекла, который проходит от модифицированной внутренней поверхности до глубины, составляющей, по меньшей мере, 1 нм, как отмечено выше. В случае ламинированного стеклянного контейнера поверхностный слой стекла на внутренней поверхности может иметь устойчивую слоевую гомогенность по отношению к средней точке слоя, частью которого она является.
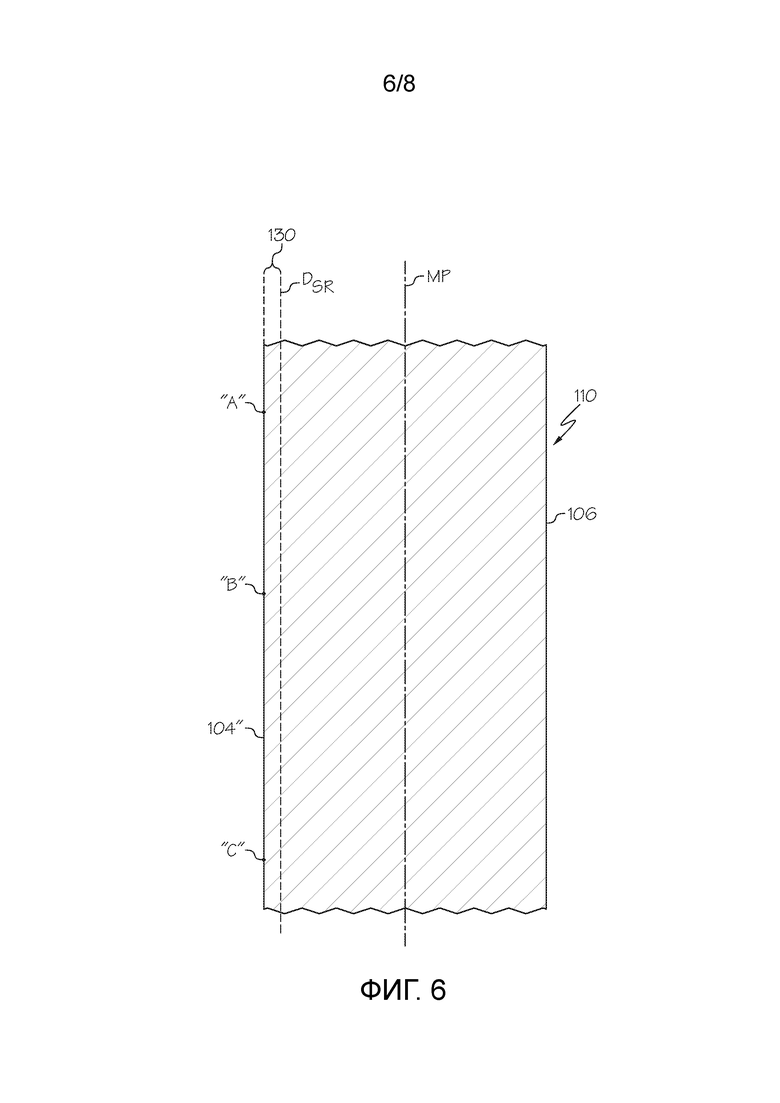
[0057] Далее рассмотрим фиг. 2 и 6, где стеклянные контейнеры, описанные в настоящем документе, могут также имеют гомогенный поверхностный состав на всей внутренней поверхности 104 стеклянного корпуса 102, включая части стенки, кромки и пола, после воздействия термической обработки. Фиг. 6 схематически иллюстрирует частичное поперечное сечение части стенки 110 стеклянного контейнера 100 после воздействия термической обработки. Стеклянный контейнер 100 имеет поверхностную область 130, которая проходит по всей внутренней поверхности 104 стеклянного контейнера. Поверхностная область 130 имеет глубину DSR, которая проходит от внутренней поверхности 104 стеклянного контейнера 100 в толщину стеклянного корпуса к наружной поверхности 106. Соответственно, следует понимать, что поверхностная область 130 имеет толщину TSR, которая равняется глубине DSR. Согласно некоторым вариантам осуществления, поверхностная область проходит до глубины DSR, составляющей, по меньшей мере, приблизительно 10 нм от внутренней поверхности 104 стеклянного контейнера 100. Согласно некоторым другим вариантам осуществления, поверхностная область 130 может проходить до глубины DSR, составляющей, по меньшей мере, приблизительно 50 нм. Согласно некоторым другим вариантам осуществления, поверхностная область 130 может проходить до глубины DSR, составляющей от приблизительно 10 нм до приблизительно 50 нм. Следует понимать, что поверхностная область 130 проходит до меньшей глубины, чем поверхностный слой стекла 105. Стеклянная композиция поверхностной области имеет устойчивую поверхностную гомогенность после термической обработки, которая улучшает поверхностные гидролитические характеристики стеклянного контейнера.
[0058] Согласно вариантам осуществления, описанным в настоящем документе, выражение «устойчивая поверхностная гомогенность» означает, что концентрации составляющих компонентов (например, SiAl2O3, Na2O и т. д.) стеклянной композиции в дискретной точке в поверхностной области не отличаются от концентраций тех же составляющих компонентов в любой другой дискретной точке в поверхностной области такую на величину, что могло бы ухудшаться гидролитическое сопротивление поверхности стеклянного контейнера после термической обработки. Согласно вариантам осуществления, описанным в настоящем документе, устойчивая поверхностная гомогенность в поверхностной области является такой, что, для дискретной точки на внутренней поверхности 104 стеклянного контейнера, экстремум (т. е. минимум или максимум) поверхностной концентрации каждого из составляющих компонентов в поверхностной области 130 в дискретной точке составляет более чем или равняется приблизительно 70% и составляет менее чем или равняется приблизительно 130% концентрации тех же составляющих компонентов в поверхностной области 130 в любой другой дискретной точке на внутренней поверхности 104 стеклянного контейнера 100 после того, как стеклянный контейнер подвергается термической обработке. Например, фиг. 6 иллюстрирует три дискретные точки (A, B и C) на внутренней поверхности 104 части стенки 110. Каждая точка отделяет от соседней точки расстояние, составляющее, по меньшей мере, приблизительно 3 мм. Экстремум поверхностной концентрации каждого из составляющих компонентов в поверхностной области 130 в точке «A» составляет более чем или равняется приблизительно 70% и составляет менее чем или равняется приблизительно 130% концентрации тех же составляющих компонентов в поверхностной области 130 в точках «B» и «C». Если рассмотреть часть кромки контейнера, дискретные точки могут быть центрированы вокруг вершины кромки, где соседние точки располагаются на расстоянии, составляющем, по меньшей мере, 3 мм от вершины кромки вдоль части пола контейнера и вдоль части стенки контейнера, причем расстояние между точками ограничивается радиусом флакона и высотой боковой стенки (т. е. точкой, где боковая стенка переходит в плечо флакона).
[0059] Согласно некоторым вариантам осуществления, устойчивая поверхностная гомогенность в поверхностной области является такой, что экстремум поверхностной концентрации каждого из составляющих компонентов стеклянной композиции в поверхностной области 130 для любой дискретной точки на внутренней поверхности 104 стеклянного контейнера 100 составляет более чем или равняется приблизительно 75% и составляет менее чем или равняется приблизительно 125% концентрации того же составляющего компонента в поверхностной области 130 в любой другой дискретной точке на внутренней поверхности 104 стеклянного контейнера 100 после того, как стеклянный контейнер подвергается термической обработке. Согласно некоторым другим вариантам осуществления, устойчивая поверхностная гомогенность в поверхностной области является такой, что экстремум поверхностной концентрации каждого из составляющих компонентов стеклянной композиции в поверхностной области 130 для любой дискретной точки на внутренней поверхности 104 стеклянного контейнера 100 составляет более чем или равняется приблизительно 80% и составляет менее чем или равняется приблизительно 120% концентрации того же составляющего компонента в поверхностной области 130 в любой другой дискретной точке на внутренней поверхности 104 стеклянного контейнера 100 после того, как стеклянный контейнер подвергается термической обработке. Согласно следующим вариантам осуществления, устойчивая поверхностная гомогенность в поверхностной области является такой, что экстремум поверхностной концентрации каждого из составляющих компонентов стеклянной композиции в поверхностной области 130 для любой дискретной точки на внутренней поверхности 104 стеклянного контейнера 100 составляет более чем или равняется приблизительно 85% и составляет менее чем или равняется приблизительно 115% концентрации того же составляющего компонента в поверхностной области 130 в любой другой дискретной точке на внутренней поверхности 104 стеклянного контейнера 100 после того, как стеклянный контейнер подвергается термической обработке. Согласно вариантам осуществления, описанным в настоящем документе, поверхностная концентрация составляющих компонентов стеклянной композиции в поверхностной области измеряется методом фотоэлектронной спектроскопии. Согласно некоторым вариантам осуществления, устойчивая поверхностная гомогенность в поверхностной области исключает составляющие компонентов стеклянной композиции, которые присутствуют в количестве, составляющем менее чем приблизительно 2 мол.%. Устойчивая поверхностная гомогенность также исключает любую воду, которая может присутствовать в стеклянной композиции.
[0060] Гомогенность поверхностной концентрации составляющих компонентов стекла в поверхностной области 130 после того, как стеклянный контейнер подвергается термической обработке, обычно представляет собой показатель склонности стеклянной композиции к гидролитическому разложению. Когда стеклянная композиция имеет устойчивую поверхностную гомогенность в поверхностной области 130 (т. е. когда экстремум поверхностной концентрации составляющих компонентов стекла в поверхностной области 130 в дискретной точке на внутренней поверхности 104 находится в пределах +/-30% концентрации тех же составляющих компонентов в поверхностной области 130 в любой другой дискретной точке на внутренней поверхности 104), стеклянная композиция имеет улучшенное сопротивление гидролитическому разложению.
[0061] Здесь следует понимать, что стеклянные контейнеры, описанные в настоящем документе, имеют устойчивую слоевую гомогенность и/или устойчивую поверхностную гомогенность после термической обработки, причем каждая из них улучшает сопротивление стеклянных контейнеров по отношению к химическому разложению. Устойчивая слоевая гомогенность и/или устойчивая поверхностная гомогенность присутствуют не только в частях боковых стенок стеклянных контейнеров, но также в частях кромки и пола стеклянного контейнера, таким образом, что поверхности стеклянного контейнера, ограничивающие внутренний объем, имеют улучшенное гидролитическое сопротивление поверхности.
[0062] Стеклянные контейнеры, имеющие характеристики, описанные выше в настоящем документе (т. е. гомогенный состав по внутренней поверхности и толщине, а также поверхностное сопротивление гидролитическому разложению), получают посредством термической обработки стеклянных контейнеров, как описано в настоящем документе. В частности, контейнеры первоначально изготавливают с устойчивой слоевой гетерогенностью, проходящей от внутренней поверхности стеклянного контейнера (т. е. состав внутреннего поверхностного слоя отличается от состава стекла в средней точке части стенки). Контейнеры первоначально изготавливают, получая материал стеклянной заготовки, такой как стеклянная трубка, стеклянный лист и т. п., и превращая материал стеклянной заготовки в стеклянный контейнер с использованием традиционных технологий формования, таким образом, что, по меньшей мере, внутренняя поверхность стеклянного контейнера имеет поверхностный слой стекла с устойчивой гетерогенностью. После этого поверхностный слой стекла, который включает неорганические отложения, модифицируется посредством диффузии частиц, образующих неорганические отложения, в объем стекла в процессе термической обработки, как описано в настоящем документе, таким образом, что стеклянный контейнер имеет гомогенный состав по всей внутренней поверхности и толщине части стенки.
[0063] Согласно вариантам осуществления, описанным в настоящем документе, стеклянные контейнеры могут быть изготовлены из стеклянных композиций, которые удовлетворяют критериям для стекол класса A типа I (тип IA) или класса B типа I (тип IB) согласно стандарту ASTM E438-92 (2011), озаглавленному «Стандартные технические условия для стекол в лабораторных приборах». Боросиликатные стекла удовлетворяют критериям для стекол типа I (A или B) и обычно используются для фармацевтических упаковок. Примерны боросиликатного стекла включают, без ограничения, Corning® Pyrex® 7740, 7800, Wheaton 180, 200 и 400, Schott Duran®, Schott Fiolax®, KEVIAX® N-51A, Gerresheimer GX-51 Flint и другие. Стеклянные контейнеры могут быть также изготовлены из стеклянных композиций, которые проявляют сопротивление типа HGA1 или HGA2 согласно стандарту ISO 720; кислотоустойчивость типа SI или S2 согласно стандарту DIN 12116; и/или устойчивость к основаниям типа A1 или A2 согласно стандарту ISO 695, причем все они подробно описаны в настоящем документе. Другие стекла, которые могут использоваться в сочетании со способами, описанными в настоящем документе, представляют собой стекла, описанные в патенте США № 8551898 и патенте США № 9145329.
[0064] Согласно некоторым вариантам осуществления, описанным в настоящем документе, стеклянный корпус 102 подвергается упрочнению, такому как ионообменное упрочнение и т. п., после того, как стеклянный контейнер подвергается термической обработке. Согласно вариантам осуществления, стеклянный корпус 102 может иметь напряжение сжатия, которое составляет более чем или равняется приблизительно 250 МПа, 300 МПа, или даже составляет более чем или равняется приблизительно 350 МПа на поверхности стекла. Согласно вариантам осуществления, напряжение сжатия может составлять более чем или равняться приблизительно 400 МПа на поверхности стекла или даже составлять более чем или равняется приблизительно 450 МПа на поверхности стекла. Согласно некоторым вариантам осуществления, напряжение сжатия может составлять более чем или равняться приблизительно 500 МПа на поверхности стекла или даже составлять более чем или равняется приблизительно 550 МПа на поверхности стекла. Согласно следующим вариантам осуществления, напряжение сжатия может составлять более чем или равняться приблизительно 650 МПа на поверхности стекла или даже составлять более чем или равняться приблизительно 750 МПа на поверхности стекла. Напряжение сжатия в стеклянном корпусе 102 обычно проходит до глубины слоя (DOL), составляющей, по меньшей мере, приблизительно 10 мкм. Согласно некоторым вариантам осуществления, стеклянный корпус 102 может иметь глубину слоя, составляющую более чем приблизительно 25 мкм или даже более чем приблизительно 50 мкм. Согласно некоторым другим вариантам осуществления, глубина слоя может составлять вплоть до приблизительно 75 мкм или даже приблизительно 100 мкм. Ионообменное упрочнение может осуществляться в ванне с расплавленной солью, которая поддерживается при температуре, составляющей от приблизительно 350°C до приблизительно 600°C. Для достижения желательного напряжения сжатия стеклянный контейнер в изготовленном состоянии может выдерживаться в солевой ванне в течение менее чем приблизительно 30 ч или даже менее чем приблизительно 20 ч. Согласно вариантам осуществления, контейнер может выдерживаться в течение менее чем приблизительно 15 ч или даже менее чем приблизительно 12 ч. Согласно другим вариантам осуществления, контейнер может выдерживаться в течение менее чем приблизительно 10 ч. Например, согласно одному варианту осуществления стеклянный контейнер выдерживается в солевой ванне, содержащей 100% KNO3, приблизительно при 450°C в течение от приблизительно 5 ч до приблизительно 8 ч в целях достижения желательной глубины слоя и напряжения сжатия при сохранении химической стойкости стеклянной композиции.
[0065] Стеклянные композиции, из которых изготавливаются стеклянные контейнеры, являются химически стойкими и сопротивляются разложению после термической обработки, что определяется согласно стандарту ISO 720. Стандарт ISO 720 определяет меру сопротивления стекла разложению в дистиллированной воде (т. е. гидролитическое сопротивление стекла). Вкратце, согласно протоколу стандарта ISO 720 используются дробленые стеклянные зерна, которые выдерживаются в контакте с водой, имеющей сопротивление 18 МОм, в условиях автоклава (121°C, 2 атм.) в течение 30 минут. Раствор затем подвергается колориметрическому титрованию разбавленным раствором HCl до нейтрального значения pH. Количество HCl, требуемое для титрования до нейтрального состояния, затем пересчитывается в эквивалент Na2O, экстрагированного из стекла и выражается в мкг на 1 г стекла, причем меньшие значения показывают более высокую стойкость. Стандарт ISO 720 разделяется на индивидуальные типы. Типу HGA1 соответствует экстрагированный эквивалент до 62 мкг Na2O на 1 г стеклянных зерен; типу HGA2 соответствует экстрагированный эквивалент от более чем 62 мкг до не более чем 527 мкг Na2O на 1 г стеклянных зерен; и типу HGA3 соответствует экстрагированный эквивалент от более чем 527 мкг до не более чем 930 мкг Na2O на 1 г стеклянных зерен. Стеклянные контейнеры, описанные в настоящем документе, имеют гидролитическое сопротивление после термической обработки, соответствующее типу HGA1 согласно стандарту ISO 720.
[0066] Стеклянные композиции, из которых изготавливаются стеклянные контейнеры, после термической обработки также являются химически стойкими и сопротивляются разложению, согласно определению стандарта ISO 719. Стандарт ISO 719 определяет меру сопротивления стекла разложению в дистиллированной воде (т. е. гидролитическое сопротивление стекла). Вкратце, согласно протоколу стандарта 719 используются дробленые стеклянные зерна, которые выдерживаются в контакте с водой, имеющей сопротивление 18 МОм, в условиях давления 2 атм. и температуры 98°C в течение 60 минут. Раствор затем подвергается колориметрическому титрованию разбавленным раствором HCl до нейтрального значения pH. Количество HCl, требуемое для титрования до нейтрального состояния, затем пересчитывается в эквивалент Na2O, экстрагированного из стекла и выражается в мкг на 1 г стекла, причем меньшие значения показывают более высокую стойкость. Стандарт ISO 719 разделяется на индивидуальные типы. Типу HGB1 соответствует экстрагированный эквивалент до 31 мкг Na2O на 1 г стеклянных зерен; типу HGB2 соответствует экстрагированный эквивалент от более чем 31 мкг до не более чем 62 мкг Na2O на 1 г стеклянных зерен; типу HGB3 соответствует экстрагированный эквивалент от более чем 62 мкг до не более чем 264 мкг Na2O на 1 г стеклянных зерен; типу HGB4 соответствует экстрагированный эквивалент от более чем 264 мкг до не более чем 620 мкг Na2O на 1 г стеклянных зерен; и типу HGB5 соответствует экстрагированный эквивалент от более чем 620 мкг до не более чем 1085 мкг Na2O на 1 г стеклянных зерен. Стеклянные контейнеры, описанные в настоящем документе, имеют гидролитическое сопротивление после термической обработки, соответствующее типу HGB1 согласно стандарту ISO 719.
[0067] В отношении исследования согласно статье USP <660> и/или исследования согласно статье 3.2.1 Европейской фармакопеи, стеклянные контейнеры, описанные в настоящем документе, после термической обработки имеют химическую стойкость типа 1. Как отмечено выше, исследования согласно статье USP <660> и статье 3.2.1 Европейской фармакопеи осуществляют, используя неповрежденные стеклянные контейнеры, а не дробленые зерна стекла и, таким образом, исследования согласно статье USP <660> и статье 3.2.1 Европейской фармакопеи могут использоваться для непосредственной оценки химической стойкости (и гидролитического сопротивления поверхности) для внутренней поверхности стеклянных контейнеров.
[0068] Стеклянные композиции, из которых изготавливаются стеклянные контейнеры, после термической обработки также являются химически стойкими и сопротивляются разложению в кислых растворах согласно определению стандарта DIN 12116. Вкратце, согласно стандарту DIN 12116 используется полированный стеклянный образец (пластинка, флакон, контейнер и т. д.) с известной площадью поверхности, который взвешивается, а затем выдерживается в контакте с соответствующим количеством кипящей 6 M хлористоводородной кислоты в течение 6 ч. Образец затем извлекается из раствора, высушивается и повторно взвешивается. Потеря массы стекла в течение воздействия кислого раствора представляет собой меру стойкости образца по отношению к кислоте, причем меньшее число показывает более высокую стойкость. Результаты исследования выражаются в единицах полумассы на площадь поверхности, в частности, мг/дм2. Стандарт DIN 12116 разделяется на индивидуальные классы. Классу S1 соответствует потеря массы до 0,7 мг/дм2; классу S2 соответствует потеря массы от 0,7 мг/дм2 до 1,5 мг/дм2; классу S3 соответствует потеря массы от 1,5 мг/дм2 до 15 мг/дм2; и классу S4 соответствует потеря массы более чем 15 мг/дм2. Стеклянные контейнеры, описанные в настоящем документе, после термической обработки имеют стойкость к кислоте на уровне класса S2 или выше согласно стандарту DIN 12116.
[0069] Стеклянные композиции, из которых изготавливаются стеклянные контейнеры, после термической обработки также являются химически стойкими и сопротивляются разложению в основных растворах согласно определению стандарта ISO 695. Вкратце, согласно стандарту ISO 695 используется полированный стеклянный образец (пластинка, флакон, контейнер и т. д.) с известной площадью поверхности, который взвешивается, а затем выдерживается в кипящем растворе 1 M NaOH+0,5 M Na2CO3 в течение 3 ч. Образец затем извлекается из раствора, высушивается и повторно взвешивается. Потеря массы стекла в течение воздействия основного раствора представляет собой меру стойкости образца по отношению к основанию, причем меньшее число показывает более высокую стойкость. Как в случае стандарта DIN 12116, результаты измерения согласно стандарту ISO 695 определяются в единицах массы на площадь поверхности, в частности, мг/дм2. Стандарт ISO 695 разделяется на индивидуальные классы. Классу A1 соответствует потеря массы до 75 мг/дм2; классу A2 соответствует потеря массы до от 75 мг/дм2 до 175 мг/дм2; и классу A3 соответствует потеря массы, составляющая более чем 175 мг/дм2. Стеклянные контейнеры, описанные в настоящем документе, после термической обработки имеют стойкость к основанию на уровне класса A2 или выше согласно стандарту ISO 695.
[0070] Следует понимать, что при использовании вышеупомянутых классификаций согласно стандартам ISO 695, ISO 719, ISO 720 или DIN 12116 классификация стеклянной композиции или стеклянного изделия на уровне определенного класса «или выше» означает, что эксплуатационные характеристики стеклянной композиции являются такими же или превышают уровень данного класса. Например, стеклянное изделие, которое имеет стойкость к основаниям на уровне класса A2 или выше согласно стандарту ISO 695, может относиться к классу A2 или классу A1 согласно стандарту ISO 695.
Примеры
[0071] Варианты осуществления способов обработки стеклянные контейнеры для улучшения гидролитического сопротивления поверхности, которые описываются в настоящем документе, будут подробно разъяснены посредством следующих примеров.
Пример 1
[0072] Чтобы оценить влияние времени и температуры на улучшение гидролитического сопротивления поверхности стеклянных контейнеров термически обработанный выше температуры отжига стекла, первую группу стеклянных контейнеров, включающую пять наборов идентичных стеклянных контейнеров, подвергали термической обработке в различных условиях, включая время и температуру, и показатель гидролитического титрования после обработки определяли для всех условий термической обработки. Стеклянные контейнеры изготавливали из стекла на основе алюмосиликата щелочного металла согласно правилу 2343 компании Corning, и они имели номинальный объем 3 мл и емкость наполнения, составляющую приблизительно 4,9 мл. Флаконы изготавливали из стеклянных трубок на формовочном устройстве турельного типа. Флаконы использовали в изготовленном состоянии без первоначальной стадии отжига. Термическую обработку осуществляли, используя новые (неиспользованные и незаполненные) стеклянные контейнеры в изготовленном состоянии.
[0073] Вторую группу стеклянных контейнеров, включающую пять наборов идентичных стеклянных контейнеров, также подвергали термической обработке в различных условиях, включая время и температуру, и показатель гидролитического титрования после обработки определяли для всех условий термической обработки. Из боросиликатного стекла типа IB (согласно стандарту ASTM) с коэффициентом расширения 51 изготавливали вторую группу стеклянных контейнеров, имеющих такие же размеры (номинальный объем 3 мл и емкость наполнения, составляющую приблизительно 4,9 мл). Флаконы изготавливали из трубок, используя такое же производственное оборудование. Флаконы второй группы изготавливали, используя несколько меньшие температуры, соответствующие вязкости стекла. Здесь флаконы также использовали в изготовленном состоянии без первоначальной стадии отжига. Термическую обработку осуществляли, используя новые (неиспользованные и незаполненные) стеклянные контейнеры в изготовленном состоянии.
[0074] Стеклянные контейнеры первой и второй групп подвергали термической обработке, помещая стеклянные контейнеры в печь для обжига и нагревая стеклянные контейнеры до желательной температуры обработки. Стеклянные контейнеры каждого из пяти наборов подвергали термической обработке при различных температурах обработки, составляющих от 600°C до 800°C (т. е. 600°C, 650°C, 700°C, 750°C и 800°C), причем каждая температура обработки составляет, по меньшей мере, на 20°C более чем температуры отжига стеклянных контейнеров. Индивидуальные стеклянные контейнеры каждого набора подвергали термической обработке в течение различных сроков обработки, составляющих от 0,5 ч до 4 ч (т. е. 0,5 ч, 1 ч, 2 ч и 4 ч). После термической обработки стеклянные контейнеры подвергали отжигу. После этого показатель гидролитического титрования индивидуальных стеклянных контейнерах при каждой температуре обработки/продолжительности обработки определяли согласно статье USP <660> «Исследование поверхности стекла», как описано в настоящем документе. Показатели гидролитического титрования для каждого стеклянного контейнера каждого набора представлены в зависимости от продолжительности обработки на графике на фиг. 7.
[0075] Фиг. 7 графически иллюстрирует показатель гидролитического титрования стеклянных контейнеров первой группы как функцию продолжительности термической обработки. Данные обычно показывают, что воздействие тепловой энергии на стекло ускоряет диффузию растворимых частиц в толщину стекла от внутренней поверхности стеклянного контейнера, и в результате этого уменьшается склонность таких частиц к выщелачиванию из стекла и ухудшение гидролитического сопротивления поверхности в случае внутренней поверхности стеклянного контейнера. В частности, данные показывают, что для заданной температуры обработки меньшие показатели гидролитического титрования (соответствующие улучшенному гидролитическому сопротивлению поверхности) были достигнуты при большей продолжительности обработки. Это показывает, что для заданной температуры обработки увеличение продолжительности обработки приводит к более значительному уменьшению концентрации растворимых частиц на внутренней поверхности стекла. Данные также показывают, что для заданной продолжительности обработки увеличенные показатели гидролитического титрования (соответствующие улучшенному гидролитическому сопротивлению поверхности) были достигнуты при более высоких температурах обработке. Это показывает, что для заданной продолжительности обработки более высокие температуры обработки приводят к более значительному уменьшению концентрации растворимых частиц на внутренней поверхности стекла. В совокупности данные показывают, что гидролитическое сопротивление поверхности может быть доведено до максимума посредством одновременного увеличения продолжительности обработки и температуры обработки.
[0076] Фиг. 9 графически иллюстрирует показатель гидролитического титрования стеклянных контейнеров второй группы как функцию продолжительности термической обработки. Воздействие термической обработки на стеклянные контейнеры второй группы (т. е. контейнеры из боросиликатного стекла) отличается от ее воздействия на стеклянные контейнеры первой группы (т. е. контейнеры из стекла на основе алюмосиликата щелочного металла). В частности, фиг. 9 представляет первоначальное увеличение показателя гидролитического титрования в течение короткой продолжительности термической обработки, показывая, что химическая стойкость боросиликатного стекла действительно уменьшается, по меньшей мере, первоначально. Затем, после некоторого порогового периода времени (причем данный пороговый период уменьшается при увеличении температуры обработки), показатель гидролитического титрования уменьшается, когда гетерогенные области диффундируют и реагируют на поверхности стекла, производя гомогенную поверхность и улучшая химическую стойкость стеклянного контейнера. На основе этих данных было определено, что увеличение температур термической обработки и/или увеличение продолжительности термической обработки действительно улучшают химическая стойкость стекла.
Пример 2
[0077] Чтобы проиллюстрировать воздействие стандартной отжиговой обработки на неорганические отложения на внутренней поверхности флакона измерения методом D-SIMS проводили в трех различных точках стеклянного контейнера, изготовленного из боросиликатного стекла типа IB (согласно стандарту ASTM) с коэффициентом расширения 51, как описано выше в отношении примера 1. Стеклянный контейнер подвергали отжигу при температуре отжига (560°C) в течение 0,25 ч перед измерениями методом D-SIMS.
[0078] Приведенный ниже фиг. 8 представляет результаты измерений методом D-SIMS отожженного (не подвергнутого термической обработке) флакона с введением фронта реакции бора в область кромки флакона. График представляет молярную концентрацию оксида бора как функцию глубины от внутренней поверхности флакона (нанометров глубины). Здесь представлены три различных профиля: (A) профиль состава боковой стенки над кромкой показывает незначительное обогащение бором в наружном поверхностном слое толщиной 10 нм; (B) профиль состава основания или дна показывает значительное истощение в отношении на глубине, составляющей несколько микрометров, под поверхностью основания до достижения концентраций объемного состава; и (C) профиль состава кромки показывает выраженное обогащение бором и ступенчатый фронт реакции осаждения в структуру стекла. Эти данные также показывают, что традиционные типы отжиговой обработки не являются достаточными для диффузии неорганического осадка в остальную часть композиции.
[0079] На основании изложенного выше следует понимать, что способы, описанные в настоящем документе, могут использоваться для улучшения гидролитического сопротивления поверхности стеклянных контейнеров, делая стеклянные контейнеры менее чувствительными к гидролитическому разложению. Не желая ограничиваться теорией, считают, что когда такой стеклянные контейнеры используются для содержания растворов, таких как, например, парентеральные фармацевтические изделия, улучшение гидролитического сопротивления поверхности может уменьшать или предотвращать разложение содержащихся в них парентеральных фармацевтических изделий, возможно увеличивая срок хранения фармацевтических изделий.
[0080] Хотя в настоящем документе конкретно упоминаются стеклянные контейнеры, следует понимать, что способы, описанные в настоящем документе, являются эффективными для улучшения гидролитического сопротивления поверхности стеклянных изделий, имеющих разнообразные геометрические формы и коэффициенты формы, включая пластинки, стержни, трубки и т. д.
[0081] Для специалистов в данной области техники является очевидным, что могут производиться разнообразные модификации и видоизменения вариантов осуществления, описанных в настоящем документе, без отклонения от идеи и выхода за пределы объема заявленного изобретения. Таким образом, предполагается, что описание покрывает модификации и видоизменения вариантов осуществления, описанных в настоящем документе, при том условии, что указанные модификации и видоизменения находятся в пределах объема пунктов прилагаемой формулы изобретения и их эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2707210C2 |
| УПРОЧНЕННЫЕ СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ, УСТОЙЧИВЫЕ К РАССЛАИВАНИЮ И ПОВРЕЖДЕНИЮ | 2013 |
|
RU2657265C2 |
| СПОСОБЫ ДЛЯ ПРОИЗВОДСТВА УПРОЧНЕННЫХ И ОБЛАДАЮЩИХ БОЛЬШИМ СРОКОМ СЛУЖБЫ СТЕКЛЯННЫХ КОНТЕЙНЕРОВ | 2015 |
|
RU2704397C2 |
| СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ С УСТОЙЧИВОСТЬЮ К ОТСЛАИВАНИЮ И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К ПОВРЕЖДЕНИЮ | 2013 |
|
RU2659928C2 |
| СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ С УСТОЙЧИВОСТЬЮ К ОТСЛАИВАНИЮ И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К ПОВРЕЖДЕНИЮ | 2013 |
|
RU2706146C2 |
| СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ С УЛУЧШЕННОЙ ПРОЧНОСТЬЮ И УСТОЙЧИВОСТЬЮ К ОТСЛАИВАНИЮ | 2013 |
|
RU2658852C2 |
| СТОЙКИЕ К РАССЛАИВАНИЮ СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ | 2013 |
|
RU2674269C2 |
| ПОКРЫТАЯ ФАРМАЦЕВТИЧЕСКАЯ УПАКОВКА (ВАРИАНТЫ) | 2018 |
|
RU2708594C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАРМАЦЕВТИЧЕСКОГО КОНТЕЙНЕРА | 2019 |
|
RU2733518C1 |
| ПОКРЫТАЯ ФАРМАЦЕВТИЧЕСКАЯ УПАКОВКА (ВАРИАНТЫ) | 2013 |
|
RU2671328C2 |
Изобретение относится к получению стеклянных изделий, которые используются для упаковки фармацевтических продуктов. Технический результат изобретения – увеличение гидролитического сопротивления стеклянного изделия. Способ включает получение стеклянного изделия, имеющего показатель гидролитического титрования и содержащего поверхностный слой стекла, имеющий неорганические отложения. После этого стеклянное изделие подвергают термической обработке при температуре по меньшей мере на 20°C больше чем температура, при которой стекло имеет вязкость 1⋅1013,4 П, и меньше чем температура, при которой стекло имеет вязкость 1⋅107,6 П, в течение времени обработки, составляющей более чем или равной приблизительно 0,25 ч. При этом частицы, формирующие неорганические отложения поверхностного слоя стекла, диффундируют в стекло для гомогенизации стекла. После термической обработки стеклянного изделия оно имеет показатель гидролитического титрования менее, чем до обработки. 4 н. и 14 з.п. ф-лы, 2 пр., 11 ил.
1. Способ увеличения гидролитического сопротивления стеклянного изделия, причем данный способ включает:
предоставление стеклянного изделия, имеющего показатель гидролитического титрования до обработки и содержащий поверхностный слой стекла, имеющий неорганические отложения; и
термическую обработку стеклянного изделия при температуре обработки по меньшей мере на 20°C больше чем температура, при которой стекло имеет вязкость 1⋅1013,4 П, и меньше чем температура, при которой стекло имеет вязкость 1⋅107,6 П в течение времени обработки, составляющей более чем или равной приблизительно 0,25 ч, таким образом, что частицы, формирующие неорганические отложения поверхностного слоя стекла, диффундируют в стекло для гомогенизации стекла, после термической обработки стеклянного изделия, стеклянное изделие имеет показатель гидролитического титрования после обработки, который меньше, чем показатель гидролитического титрования до обработки.
2. Способ по п. 1, в котором
до термической обработки, поверхность стеклянного изделия с поверхностным слоем стекла имеет устойчивую слоевую гетерогенность по отношению к средней точке толщины стеклянного изделия, причем экстремум слоевой концентрации каждого составляющего компонента в поверхностном слое стекла составляет менее чем приблизительно 80% или более чем приблизительно 120% концентрации того же составляющего компонента в средней точке до термической обработки; и
после термической обработки, экстремум слоевой концентрации каждого составляющего компонента в поверхностном слое стекла составляет более чем или равняется 80% или составляет менее чем или равняется приблизительно 120% концентрации того же составляющего компонента в средней точке после термической обработки.
3. Способ по п. 2, в котором после термической обработки экстремум слоевой концентрации каждого составляющего компонента в поверхностном слое стекла составляет более чем или равняется 92% или составляет менее чем или равняется приблизительно 108% концентрации того же составляющего компонента в средней точке.
4. Способ по п. 1, в котором поверхность стеклянного изделия включает поверхностную область, проходящую по поверхности стеклянного изделия до глубины от приблизительно 10 нм до приблизительно 50 нм от поверхности стеклянного изделия; и
для дискретной точки на поверхности стеклянного изделия, экстремум поверхностной концентрации каждого составляющего компонента стеклянного изделия в поверхностной области в дискретной точке составляет более чем или равняется приблизительно 70% и составляет менее чем или равняется приблизительно 130% концентрации того же составляющего компонента в поверхностной области в любой второй дискретной точке на поверхности стеклянного изделия после термической обработки.
5. Способ по п. 1, в котором продолжительность обработки составляет более чем или равняется приблизительно 1 ч.
6. Способ по п. 1, в котором стеклянное изделие изготовлено из стекла на основе алюмосиликата щелочного металла.
7. Способ по п. 1, в котором стеклянное изделие изготовлено из боросиликатного стекла.
8. Способ по п. 1, в котором стеклянное изделие изготовлено из стекла класса A типа I или класса B типа I согласно стандарту ASTM E438-92.
9. Способ по п. 1, в котором стеклянное изделие имеет гидролитическое сопротивление типа I согласно USP <660> после термической обработки.
10. Способ по п. 1, в котором температура обработки составляет менее чем или равняется температуре отжига стеклянного изделия.
11. Способ увеличения гидролитического сопротивления стеклянного изделия, причем данный способ включает:
предоставление стеклянного изделия с по меньшей мере одной поверхностью, имеющей поверхностный слой стекла с составом, отличающимся от состава в средней точке толщины стеклянного изделия, причем упомянутая по меньшей мере одна поверхность имеет показатель гидролитического титрования до обработки; и
диффузию частиц с поверхностного слоя стекла в толщину стеклянного изделия для гомогенизации поверхностного слоя стекла по отношению к средней точке толщины стеклянного изделия таким образом, что, после диффузии, упомянутая по меньшей мере одна поверхность стеклянного изделия имеет показатель гидролитического титрования после обработки, который меньше, чем показатель гидролитического титрования до обработки, причем диффузия частиц в поверхностном слое стекла включает термическую обработку стеклянного изделия при температуре по меньшей мере на 20°C больше чем температура, при которой стекло имеет вязкость 1⋅1013,4 П, и меньше чем температура, при которой стекло имеет вязкость 1⋅107,6 П.
12. Способ по п. 11, в котором стеклянное изделие подвергается термической обработке в течение по меньшей мере 0,25 ч.
13. Способ по п. 11, в котором стеклянное изделие подвергается термической обработке в течение по меньшей мере 1 ч.
14. Способ по п. 11, в котором
до диффузии частиц поверхностный слой стекла имеет устойчивую слоевую гетерогенность по отношению к средней точке толщины стеклянного изделия, причем экстремум слоевой концентрации каждого составляющего компонента в поверхностном слое стекла составляет менее чем приблизительно 80% или более чем приблизительно 120% объемной концентрации того же составляющего компонента в средней точке; и
после диффузии частиц, экстремум слоевой концентрации каждого составляющего компонента в поверхностном слое стекла составляет более чем или равняется 80% или составляет менее чем или равняется приблизительно 120% концентрации того же составляющего компонента в средней точке.
15. Способ по п. 14, в котором после диффузии частиц экстремум слоевой концентрации каждого составляющего компонента в поверхностном слое стекла составляет более чем или равняется 92% или составляет менее чем или равняется приблизительно 108% концентрации того же составляющего компонента в средней точке.
16. Способ по п. 11, в котором по меньшей мере одна поверхность стеклянного изделия включает поверхностную область, проходящую по по меньшей мере одной поверхности стеклянного изделия до глубины от приблизительно 10 нм до приблизительно 50 нм от по меньшей мере одной поверхности стеклянного изделия; и
для дискретной точки на по меньшей мере одной поверхности стеклянного изделия экстремум поверхностной концентрации каждого составляющего компонента стеклянного изделия в поверхностной области в дискретной точке составляет более чем или равняется приблизительно 70% и составляет менее чем или равняется приблизительно 130% концентрации того же составляющего компонента в поверхностной области в любой второй дискретной точке на по меньшей мере одной поверхности стеклянного изделия после диффузии частиц.
17. Фармацевтический контейнер, изготовленный способом по п. 1.
18. Фармацевтический контейнер, изготовленный способом по п. 11.
| US 20140150499 A1, 05.06.2014 | |||
| US 20070141349 A1, 21.06.2007 | |||
| БОРОСИЛИКАТНОЕ СТЕКЛО С ВЫСОКОЙ ГИДРОЛИТИЧЕСКОЙ УСТОЙЧИВОСТЬЮ | 2003 |
|
RU2324665C2 |
| US 6595029 B1, 22.07.2003 | |||
| US 6114039 A1, 05.09.2000 | |||
| WO 2014005030 A1, 03.01.2014 | |||
| WO 2013185018 A1, 12.12.2013 | |||
| US 20130101764 A1, 25.04.2013. | |||

