ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение связано с технологией изготовления ювелирных изделий с бриллиантами и, более конкретно, с комбинированными ювелирными украшениями с бриллиантами, а также со способом их изготовления.
УРОВЕНЬ ТЕХНИКИ
В связи со стремительным исчерпанием ресурсов природных алмазов, стоимость алмазов больших размеров становится все более высокой. Обычному покупателю ювелирных изделий становится не по карману ювелирное изделие, инкрустированное бриллиантом, имеющим вес более 1 кт (карата). Хотя алмаз небольшого размера имеет низкую цену, покупателям, как правило, больше нравятся алмазы более крупного размера.
В последние годы, для того чтобы обычный покупатель мог позволить себе приобрести ювелирное изделие с эффектом алмаза крупного размера по более низкой цене, специалисты по технике производства ювелирных изделий с бриллиантами разработали методику комбинирования бриллиантов для имитации эффекта алмаза большого размера с использованием алмаза небольшого размера.
Например, в китайском патентном документе № CN 200710076738.6 приводятся характеристики модульных ювелирных изделий со вставкой из алмазов. В соответствии с этими характеристиками, предполагается использование основания из благородного металла, имеющего коническую нижнюю поверхность. Для расположения алмазов, на верхней поверхности основания предусмотрено большое количество углублений. Кроме того, между углублениями для алмазов, расположенными по внешней части основания из благородного металла, расположены зажимные выступы. Каждый зажимной выступ имеет треугольную форму и радиально расширяется по направлению к наружному краю. Бриллианты, расположенные с внешней стороны основания из благородного металла, как бы выталкивают бриллиант, расположенный по центру основания. Кроме того, внешняя сторона основания из благородного металла находится на одном уровне с бриллиантами, расположенными вокруг. Многочисленные бриллианты и основание из благородного металла создают визуальный эффект одного бриллианта крупного размера.
Еще один пример, в китайском патентном документе № CN 201210034500.8 описывается бриллиант со структурой ледяных узоров типа «один из шести». Согласно этому описанию, изготовление такого изделия включает в себя девять этапов: обратное формование металла, полировка, окраска, установка бриллианта, окаймление, ручное рифление, полировка, плакирование и контроль качества. Металлическая конструкция представляет собой цилиндрическую форму небольшого размера. Верхний и нижний слои наклонены внутрь, а угол их наклона совпадает с углом наклона граней бриллианта. Методом трехслойного кругового сверления мелкие бриллианты помещаются на металлическое основание во все те места, где нет металла. Кроме того, на основании треугольного металлического захвата для увеличения преломления и придания, за счет всей поверхности основания, эффекта бриллианта большого размера, выполняется ручное рифление.
Хотя вышеперечисленные патенты и техника позволили воплотить эффект бриллианта большого размера с использованием нескольких бриллиантов малого размера, эти технологии все же имеют следующие недостатки.
Прежде всего, для того, чтобы закрепить эти небольшие бриллианты в стабильном положении и предотвратить их выпадение, металлическое крепление в основном используется для закрепления центрального бриллианта, окруженного несколькими мелкими бриллиантами. Однако это приводит к образованию зазоров между центральным бриллиантом и окружающими его мелкими бриллиантами. В процессе носки изделия в зазоры со временем попадает пыль и грязь, конструкция затрудняет очистку зазоров, что негативно сказывается на внешнем виде ювелирных изделий с бриллиантами.
Во-вторых, ни один из способов вышеупомянутой техники изготовления изделия не позволяет задать конструктивный размер малого бриллианта, являющегося частью комбинированного бриллианта, а также угол опоры круглого основания с учетом угла резки основного бриллианта. Невозможно сформировать единый визуальный эффект блеска путем взаимного преломления этих маленьких бриллиантов с учетом конкретного соотношения размеров мелких бриллиантов, а также дизайна и формы металлической части изделия. Таким образом, с точки зрения формы и визуального эффекта возникает определенная разница между этими элементами и настоящим крупным бриллиантом.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение позволяет создавать комбинированные ювелирные изделия с бриллиантами. Зазоры между бриллиантами в ювелирных изделиях не образуются, таким образом предотвращается попадание пыли внутрь ювелирных изделий, что позволяет преодолеть недостатки комбинационных ювелирных изделий с бриллиантами предшествующей конструкции. Кроме того, общий визуальный эффект блеска достигается за счет взаимного преломления мелких бриллиантов и металлической части в соответствии с конкретным соотношением размеров мелких бриллиантов с учетом дизайна и формы металлической части изделия.
Чтобы преодолеть вышеупомянутые недостатки, предлагается создавать комбинированное ювелирное изделие с бриллиантами, содержащее металлическое опорное основание с металлическими захватами, расположенными по краю поверхности, причем каждый металлический захват на своей поверхности имеет рифление, бриллианты, инкрустированные между верхней поверхностью опорного основания и металлическими захватами, при этом на верхней поверхности основания выполнены основное отверстие для инкрустации, промежуточные отверстия для инкрустации и отверстия малого размера для инкрустации,
упомянутые бриллианты представляют собой по меньшей мере один основной бриллиант, нижние бриллианты и окружающие бриллианты, расположенные вокруг них,
упомянутые нижние бриллианты инкрустированы в отверстия малого размера для инкрустации на верхней поверхности опорного основания и расположены под окружающими бриллиантами,
упомянутые окружающие бриллианты инкрустированы в промежуточные отверстия для инкрустации рядом с соседними нижними бриллиантами, прижаты к нижним бриллиантам и прикреплены к ним,
упомянутый основной бриллиант инкрустирован в основное отверстие для инкрустации и прижат к окружающим его бриллиантам с обеспечением его устойчивости,
упомянутый основной бриллиант, окружающие его бриллианты и нижние бриллианты прижаты друг к другу и закреплены на верхней поверхности опорного основания и образуют, вместе с металлическими захватами, конструкцию, грани которой идентичны граням бриллианта.
Предпочтительно, основной бриллиант, нижние бриллианты и окружающие бриллианты закреплены на верхней поверхности опорного основания посредством инкрустации при помощи крапоновых закрепок, инкрустации при помощи вдавливания и/или инкрустация при помощи зажимов.
Предпочтительная форма поперечного сечения опорного основания - круглая: основное отверстие для инкрустации, промежуточное отверстие для инкрустации и цилиндры, расположенные концентрически вокруг основного отверстия для инкрустации, расположены на верхней поверхности опорного основания, а упомянутые нижние бриллианты закреплены среди указанных цилиндров посредством инкрустации при помощи крапоновых закрепок.
Предпочтительная форма поперечного сечения опорного основания - сердечко, два дополнительных цилиндра, выполненных одинаковыми по высоте с металлическим захватам, расположены на верхней поверхности опорного основания, а нижние бриллианты установлены в отверстия малого размера для инкрустации путем инкрустации при помощи крапоновых закрепок и вдавливания.
Предпочтительная форма поперечного сечения опорного основания представляет собой эллипс, каплю воды, грушевидную форму или восьмигранник.
Предпочтительно ширина верхней части опорного основания составляет 6,5 мм, а ширина его нижней части составляет 6,1 мм, угол между боковой поверхностью и верхней поверхностью опорных оснований составляет 30°, а угол между боковой поверхностью и нижней поверхностью составляет 60°.
Предпочтительно диаметр нижних бриллиантов находится в диапазоне 0,80-0,90 мм, диаметр основного бриллианта находится в интервале от 2,30 мм до 2,40 мм, а диаметр окружающих бриллиантов составляет 1,35-1,45 мм.
Предпочтительно угол наклона верхней поверхности металлических захватов идентичен углу наклона поверхности грани бриллианта.
В соответствии с настоящим изобретением способ изготовления комбинированного ювелирного изделия с бриллиантом согласно п. 1 включает изготовление образцов формы для литья, обратное формование, шлифовку, полировку, установку бриллиантов, сварку, полировку и плакирование,
при этом установку бриллиантов производят инкрустированием нижних бриллиантов в отверстия малого размера для инкрустации для заполнения нижнего слоя опорного основания, инкрустированием окружающих бриллиантов в промежуточные отверстия для инкрустации, примыкающие к основному отверстию для инкрустации, и закреплением окружающих бриллиантов вместе с нижними бриллиантами, инкрустированием основного бриллианта в основное отверстие для инкрустации и его закреплением вместе со смежными окружающими бриллиантами, инкрустированием остальных окружающих бриллиантов в промежуточные отверстия для инкрустации соответственно и закреплением и прижатием основного бриллианта с образованием металлическими захватами с рифлением под углом 90°, боковой поверхностью опорного основания, основным бриллиантом и окружающими бриллиантами преломляющих граней бриллианта, причем выполнение плакирования или родирования опорного основания и металлических зажимов для повышения свечения металла позволяет улучшить такие свойства, как блеск и отражательная способность,
а плакирование дополнительно включает в себя подготовку белого раствора, плакирование и очистку, при этом подготовку белого раствора выполняют добавлением 30 мл раствора родия с использованием мерного стаканчика в контейнер с родием для плакирования, равномерным перемешиванием раствора, воздействием на раствор ультразвуковой вибрацией в течение 30 с для однородности конечного раствора, включением аппарата ультразвуковой очистки, пригодного для родиевого раствора, и выключением аппарата после окончания вибрации; плакирование выполняют добавлением воды в паз ультразвуковой очистки до уровня на 1,5-2,5 см ниже крайней отметки аппарата ультразвуковой очистки после добавления раствора гальванического покрытия в контейнер, включением аппарата ультразвуковой очистки с установкой температуры на уровне 45°С и последующим нагревом аппарата ультразвуковой очистки, плакированием при температуре в диапазоне от 42°С до 48°С при напряжении от 3 В до 5 В и продолжительности процесса 25-30 с; очистку выполняют путем извлечения изделия из раствора после завершения процесса плакирования, съемом электродов для высвобождения изделия и последующей промывкой изделия чистой водой.
Предпочтительно, отверстия малого размера для инкрустации представляют собой цилиндры, а нижние бриллианты инкрустируются между цилиндрами посредством инкрустации при помощи крапоновых закрепок.
Упомянутый основной бриллиант, окружающие его бриллианты и нижние бриллианты прижаты друг к другу и закреплены на верхней поверхности опорного основания и образуют, вместе с металлическими захватами, конструкцию, грани которой идентичны граням бриллианта. Зазоры между бриллиантами в ювелирных изделиях не образуются, таким образом предотвращается попадание пыли внутрь ювелирных изделий, что позволяет преодолеть недостатки комбинационных ювелирных изделий с бриллиантами предшествующей конструкции. Кроме того, общий визуальный эффект блеска достигается за счет взаимного преломления мелких бриллиантов и металлической части в соответствии с конкретным соотношением размеров мелких бриллиантов с учетом дизайна и формы металлической части изделия.
КРАТКОЕ ОПИСАНИЕ РИСУНКОВ
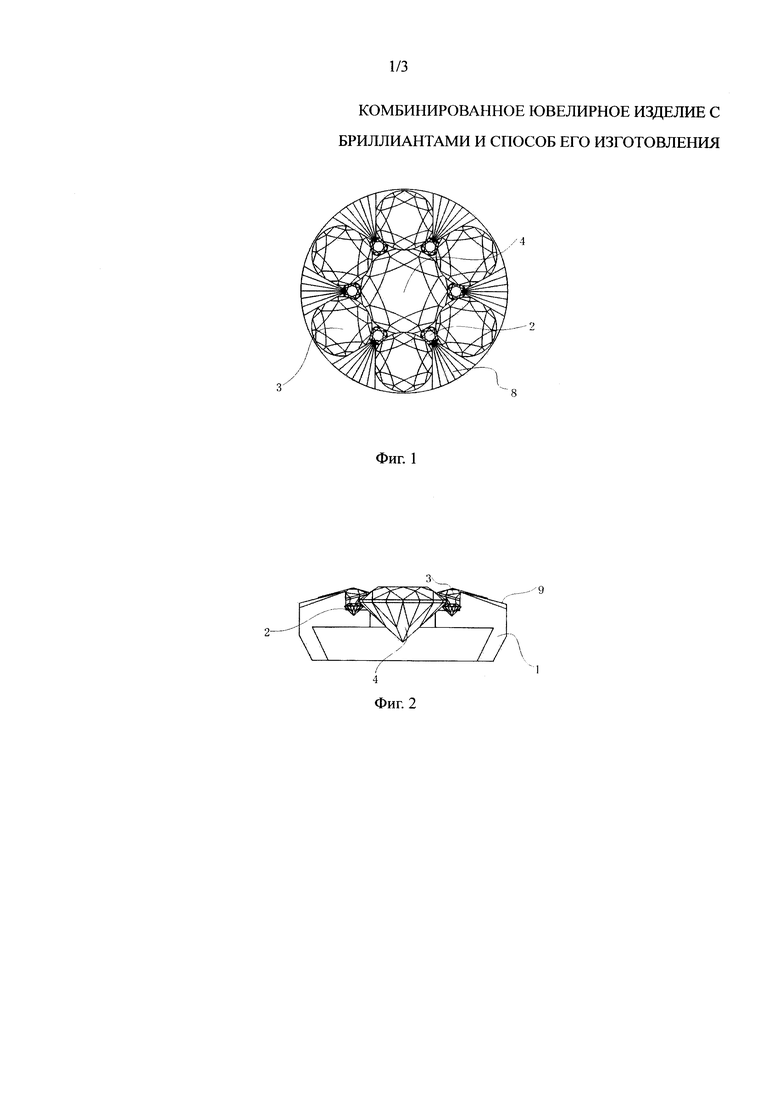
Фиг. 1 - вид сверху первого практического воплощения изобретения;
Фиг. 2 - вид поперечного сечения опорного основания фиг. 1;
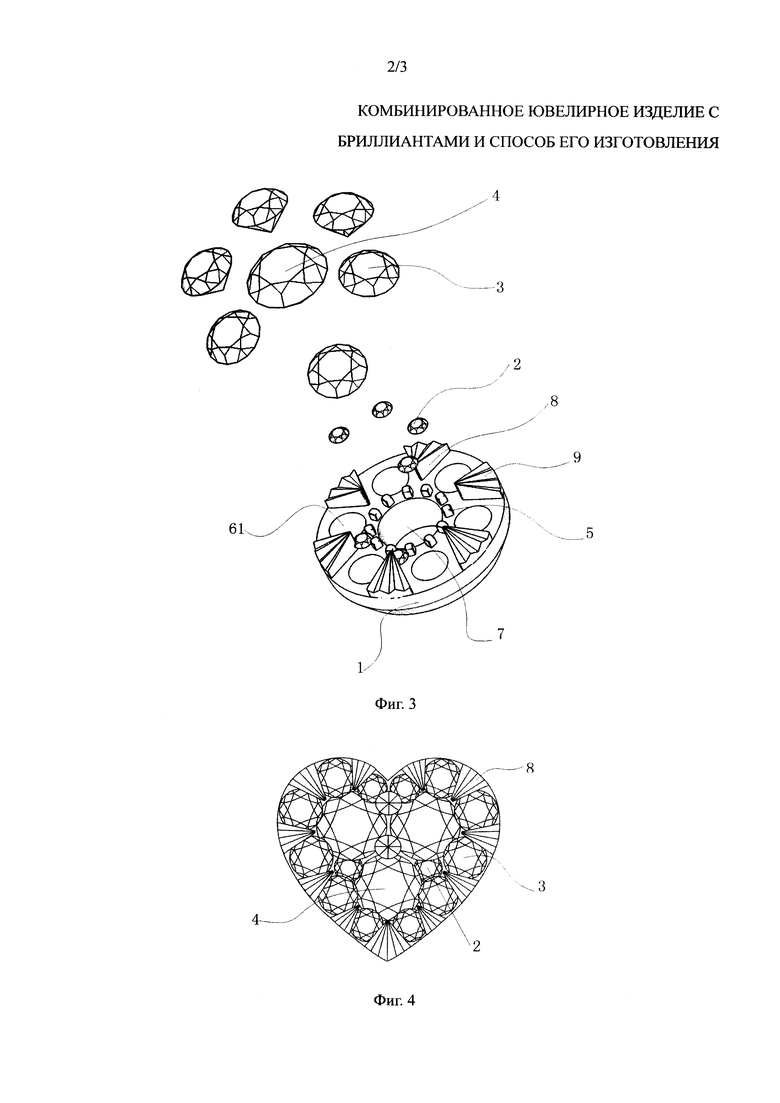
Фиг. 3 - вид в перспективе с пространственным разделением деталей фиг. 1;
Фиг. 4 - вид сверху второго практического воплощения изобретения;
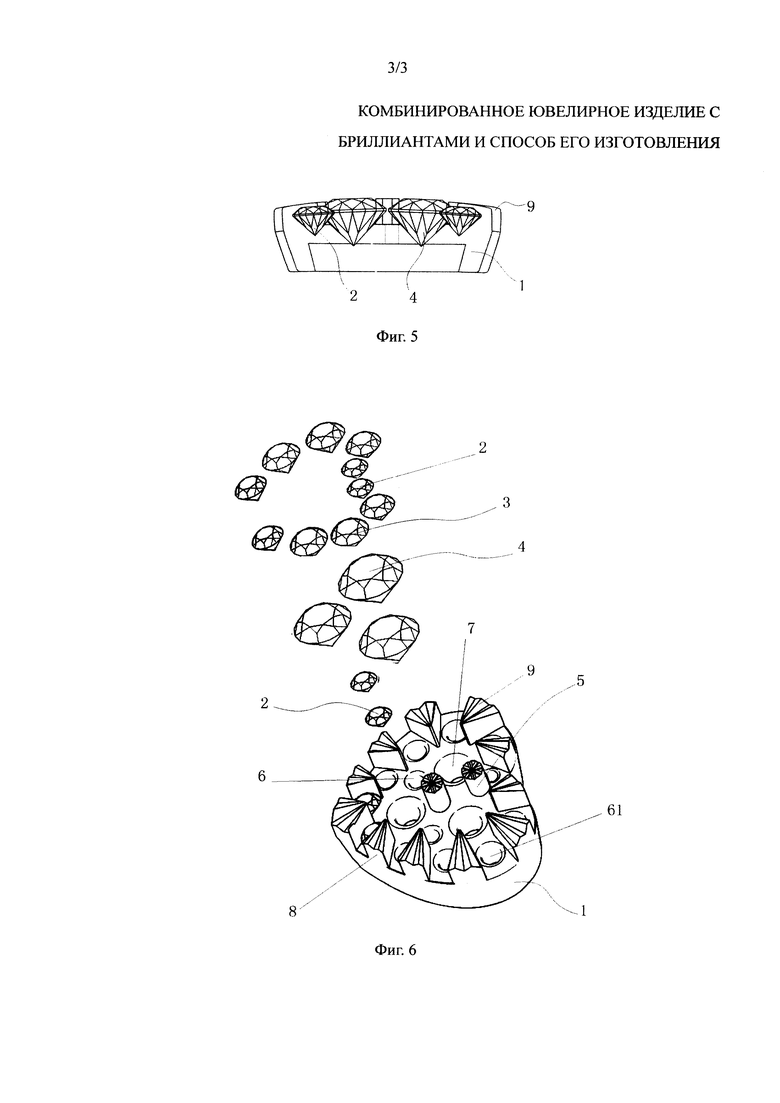
Фиг. 5 - вид поперечного сечения опорного основания фиг. 4;
Фиг. 6 - вид в перспективе с пространственным разделением деталей фиг. 4;
Здесь позиция 1 представляет опорное основание, позиция 2 представляет нижний бриллиант, позиция 3 представляет окружающий бриллиант, расположенный вокруг него, позиция 4 представляет основной бриллиант, позиция 5 представляет маленький цилиндр, позиция 6 представляет отверстие малого размера для инкрустации, позиция 61 представляет промежуточное отверстие для инкрустации, позиция 7 представляет основное отверстие для инкрустацию основного бриллианта, позиция 8 представляет металлический зажим, а позиция 9 представляет рифление.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Предпочтительные варианты практического применения настоящего изобретения описаны весьма подробно и сопровождаются рисунками. Следует понимать, что эти варианты практического применения предназначены только для иллюстрации сущности изобретения, но не для ограничения объема изобретения. Кроме того, также следует понимать, что после прочтения описания изобретения, специалист в данной области техники может внести изменения или правки в настоящее изобретение, и эти изменения или правки также должны подпадать под объем изобретения, как определено прилагаемой формулой изобретения.
Первый пример
Как показано на фиг. 1-3, комбинированные ювелирные изделия с бриллиантами согласно настоящему изобретению включают опорное основание 1 из благородного металла с круглым поперечным сечением. Боковая поверхность опорного основания 1 подвергается механической обработке с учетом боковой структуры крупноразмерного бриллианта, таким образом эффективно улучшая имитацию формы истинного бриллианта большого размера.
В центральном положении опорного основания 1 определено основное отверстие для инкрустации 7. Шесть промежуточных отверстий для инкрустации 61 равномерно распределены по окружности и вокруг основного отверстия для инкрустации 7. Иными словами, центры шести промежуточных отверстий для инкрустации 61 располагаются на одном и том же круге. Кроме того, двенадцать маленьких цилиндров 5 равномерно распределены по окружности вокруг основного отверстия для инкрустации 7. Каждый второй маленький цилиндр 5 относится к группе цилиндров, и поэтому имеется всего шесть групп маленьких цилиндров 5. Металлический захват 8 со специфическим углом преломления расположен между двумя смежными промежуточными отверстиями для инкрустации 61. Каждый металлический захват 8 имеет предпочтительный угол рифления 90°.
В этом варианте применения процесс инкрустации комбинированных ювелирных изделий бриллиантами включает следующие этапы.
Во-первых, шесть нижних бриллиантов 2 вставлены в зазор, образованный между двумя соседними маленькими цилиндрами 5 из шести групп; затем на каждом маленьком цилиндре 5 формируется крапоновая закрепка, а шесть небольших нижних бриллиантов 2 снизу закрепляются при помощи крапоновых закрепок. Шесть мелких нижних бриллиантов 2 накладываются на оставшуюся область нижнего слоя металлического опорного основания 1.
Во-вторых, любые два мелких окружающих бриллианта 3, расположенные по диагонали, вставляются в промежуточное отверстие для инкрустации 61, расположенное между двумя соседними металлическими захватами 8. Кроме того, каждый окружающий бриллиант 3 прижимается к двум соседним нижним бриллиантам 2 и закрепляется вместе с ними.
В-третьих, мелкий основной бриллиант 4 инкрустирован в основное отверстие для инкрустации 7. В то же время основной бриллиант 4 прижимается к двум окружающим мелким бриллиантам 3, расположенным по диагонали, так, чтобы они плотно прилегали друг к другу. Так как основной бриллиант 4, инкрустированный в центр основного отверстия для инкрустации 7 опорного основания 1, соприкасается только с шестью мелкими нижними бриллиантами 6, расположенными под бриллиантом 4, пространство между верхним основным бриллиантом 4 и нижними бриллиантами 2 отсутствует, тем самым предотвращается попадание пыли внутрь ювелирного изделия.
В-четвертых, оставшиеся четыре мелких окружающих бриллианта 3 удерживаются на месте соответствующими металлическими захватами 8, а также плотно прижимают центральный основной бриллиант 4, что предотвращает попадание пыли внутрь комбинированного ювелирного изделия с бриллиантами.
В-пятых, шесть металлических захватов 8 вырезаны так, что позволяют получить рифление 9 под определенным углом, и инкрустированы в боковой поверхности опорного основания 1 с бриллиантами на опорном основании 1, так достигается угол преломления, соответствующий грани бриллианта, что улучшает внешний вид всего комбинированного ювелирного изделия с бриллиантами.
В-шестых, металлическая часть ювелирного изделия подвергается плакированию или родированию, что позволяет усилить металлический блеск, тем самым улучшая внешний вид всего комбинированного ювелирного изделия с бриллиантами.
Второй пример
Как показано на фиг. 4-6, комбинированные ювелирные изделия с бриллиантами согласно настоящему изобретению включают опорное основание 1 из благородного металла с поперечным сечением в форме сердечка. Боковая поверхность опорного основания 1 подвергается механической обработке с учетом боковой структуры крупноразмерного бриллианта, таким образом эффективно улучшая имитацию формы истинного бриллианта большого размера.
Двенадцать металлических захватов 8 распределены вокруг опорного основания 1. Среди этих металлических захватов два металлических захвата 8, расположенные на концевой части формы сердечка, объединены так, чтобы образовать единое целое, а остальные металлические захваты 8 расположены равномерно так, что угол между двумя соседними захватами 8 идентичен. Между каждыми двумя соседними металлическими захватами 8 расположено промежуточное отверстие 61. На расстоянии половины и четверти симметричной линии опорного основания 1 расположены, соответственно, маленькие цилиндры 5. Высота маленьких цилиндров 5 идентична высоте металлических захватов 8. Наверху каждого цилиндра 5 формируется рифление, которое предпочтительно разделено на восемь одинаковых отрезков. Предпочтительный угол рифления составляет 90°. Вокруг малого цилиндра 5, расположенного в половинном положении на симметричной линии опорного основания 1, расположены три основных отверстия для инкрустации 7, так что между этими отверстиями 7 образован равносторонний треугольник. В углубленной части формы сердечка опорного основания 1 два симметричных отверстия 6 расположены симметрично относительно одного маленького цилиндра 5. С двух сторон основного отверстия 7 для инкрустации верхней части формы сердечка два симметричных отверстия для инкрустации 6 установлены симметрично относительно одного и того же маленького цилиндра 5. Вышеупомянутые четыре отверстия малого размера для инкрустации 6 образуют равностороннюю трапецию и располагаются на четырех углах трапеции соответственно.
В этом варианте применения процесс инкрустации комбинированных ювелирных изделий бриллиантами включает следующие этапы.
Прежде всего, четыре мелких нижних бриллианта 2 инкрустированы в пространства, определенные между четырьмя отверстиями малого размера для инкрустации 6. Между этими нижними бриллиантами 2 закрепляются два нижних бриллианта 2 рядом с маленьким цилиндром 5, образуя крапоновую закрепку на маленьком цилиндре 5, и прикрепляются к цилиндру 5 указанной крапоновой закрепкой. Четыре мелких нижних бриллианта 2 накладываются на оставшуюся область нижнего слоя металлического опорного основания 1.
Во-вторых, любые два мелких окружающих бриллианта 3 вставляются в промежуточное отверстие для инкрустации 61, расположенное между двумя соседними металлическими захватами 8. Кроме того, каждый окружающий бриллиант 3 прижимается к двум соседним нижним бриллиантам 2 и закрепляется вместе с ними.
В-третьих, мелкие основные бриллианты 4 инкрустируются в основное отверстие для инкрустации 7. Основной бриллиант 4, окружающие мелкие бриллианты 3, нижние бриллианты 2 и маленькие цилиндры 5 прижаты друг к другу таким образом, что они прочно закреплены. Так как основной бриллиант 4, инкрустированный в центр основного отверстия 7 опорного основания 1, соприкасается только с двумя мелкими нижними бриллиантами 6, расположенными под бриллиантом 4, пространство между верхним основным бриллиантом 4 и нижними бриллиантами 2 отсутствует, тем самым предотвращается попадание пыли внутрь ювелирного изделия.
В-четвертых, оставшиеся четыре мелких окружающих бриллианта 3 удерживаются на месте соответствующими металлическими захватами 8, а также плотно прижимают центральный основной бриллиант 4, что предотвращает попадание пыли внутрь комбинированного ювелирного изделия с бриллиантами.
В-пятых, двенадцать металлических захватов 8 вырезаны так, что позволяет получить рифление 9 под определенным углом, и инкрустированы в боковой поверхности опорного основания 1 с бриллиантами на опорном основании 1, так достигается угол преломления, соответствующий грани бриллианта, что улучшает внешний вид всего комбинированного ювелирного изделия с бриллиантами.
В-шестых, металлическая часть ювелирного изделия подвергается плакированию или родированию, что позволяет усилить металлический блеск, тем самым улучшая внешний вид всего комбинированного ювелирного изделия с бриллиантами.
В качестве альтернативы поперечное сечение опорного основания 1 может также принимать форму капли воды, эллипса, грушевидную форму, форму пятиугольника, и так далее.
В вышеописанных вариантах практического применения изобретения могут быть использованы следующие предпочтительные параметры.
Размер нижнего бриллианта малого размера 2 составляет 0,85 мм и находится в диапазоне допуска ± 0,05 мм.
Размер основного бриллианта малого размера 4 составляет 2,35 мм и находится в диапазоне допуска ± 0,05 мм.
Размер окружающего бриллианта малого размера 3 составляет 1,4 мм и находится в диапазоне допуска ± 0,05 мм.
Ширина верхней части опорного основания 1 составляет 6,5 мм, а ширина его нижней части 6,1 мм. Угол между боковой поверхностью и передней поверхностью опорных оснований 1 составляет 30°, тогда как угол между боковой поверхностью и нижней поверхностью составляет 60°, таким образом, угол наклона идентичен углу наклона истинного бриллианта. Высота между самым высоким расположением передней поверхности металлического захвата и нижней поверхностью опорного основания 1 составляет 3 мм. Высота между самым нижним положением верхней поверхности захвата и нижней поверхностью основания 1 составляет 2,4 мм, таким образом, также образуется угол наклона, идентичный углу наклона истинного бриллианта. Угол рифления верхней поверхности металлического захвата составляет 90°, что позволяет получить эффект преломления граней истинного бриллианта.
Способ изготовления комбинированных ювелирных изделий с бриллиантом по данному изобретению включает следующие этапы:
(1) Изготовление формы для литья: Металлическая часть, в соответствии со стилем ювелирного изделия, изготавливается с использованием воскового шаблона на опоре из серебра при помощи шлифовального инструмента Соответствующее металлическое основание ювелирного изделия создается с учетом способа инкрустации бриллианта, размера бриллианта, который должен быть вставлен в металлическую оправу, и места инкрустации.
(2) Обратное формование: Раствор золота/платины заливают в форму, а после охлаждения форма разбирается, таким образом формуется само металлическое ювелирное изделие на основе воскового шаблона.
(3) Шлифовка: Шлифовка металлических ювелирных изделий с получением готового цельного изделия с тонкими линиями и ровным закруглением.
(4) Полировка: Полировка готовой металлической основы, дополняющей ювелирное изделие блеском металла.
(5) Установка бриллиантов: Поместите бриллиант в заранее выбранное место на металлическом основании; поверх бриллианта натяните металлический провод или под бриллиантом установите металлическую заготовку; между металлическим проводом и поверхностью бриллианта видна граница, также граница видна и между металлической заготовкой и поверхностью бриллианта, и между бриллиантом и пазом металлического основания.
(6) Сварка: Приварите металлический провод над бриллиантом или металлическую заготовку под бриллиантом к металлическому основанию.
(7) Полировка: после сварки снова выполняется полировка по всей поверхности металлического основания.
(8) Плакирование: Плакирование поверхности бриллианта выполняется после его установки.
Процесс плакирования включает в себя следующие этапы.
- подготовка белого раствора для плакирования
Возьмите 30 мл раствора родия, используя мерный стаканчик, и добавьте этот раствор в контейнер с родием для плакирования, затем равномерно перемешайте раствор; после добавления раствора родия требуется ультразвуковая вибрация в течение 30 секунд, для однородности конечного раствора. Включите аппарат ультразвуковой очистки, предназначенный для смешивания раствора родия. После прекращения вибрации выключите аппарат.
- Плакирование
a. Добавьте воду в паз ультразвуковой очистки таким образом, чтобы уровень воды был на 1,5-2,5 см ниже крайней отметки аппарата ультразвуковой очистки после добавления раствора гальванического покрытия в контейнер;
b. Включите аппарат ультразвуковой очистки, установив температуру на уровне 45°С, после чего начнется нагрев аппарата ультразвуковой очистки.
c. Плакирование запускается, когда показатель датчика температуры находится в диапазоне 45±3°С. Во время плакирования напряжение составляет от 3 до 5 В, длительность процесса - 25-30 с.
- Очистка
После завершения плакирования изделие извлекают из раствора. Ослабьте зажимы электродов, чтобы вынуть изделие, а затем промойте изделие чистой водой.
Вышеприведенное описание касается только предпочтительных вариантов применения изобретения, но при этом не ограничивает объема изобретения. Любой эквивалент или модификация изобретения входит в объем изобретения.
Изобретение относится к технологии изготовления ювелирных изделий с бриллиантами и направлено на предотвращение зазоров между камнями. Комбинированное ювелирное изделие с бриллиантами содержит металлическое опорное основание с металлическими захватами, расположенными по краю поверхности, причем каждый металлический захват на своей поверхности имеет рифление; бриллианты, инкрустированные между верхней поверхностью опорного основания и металлическими захватами, при этом на верхней поверхности основания выполнены основное отверстие для инкрустации, промежуточные отверстия для инкрустации и отверстия малого размера для инкрустации. Бриллианты представляют собой основной бриллиант, нижние бриллианты и окружающие бриллианты, расположенные вокруг них. Нижние бриллианты инкрустированы в отверстия малого размера для инкрустации на верхней поверхности опорного основания и расположены под окружающими бриллиантами. Окружающие бриллианты инкрустированы в промежуточные отверстия для инкрустации рядом с соседними нижними бриллиантами, прижаты к нижним бриллиантам и прикреплены к ним. Основной бриллиант инкрустирован в основное отверстие для инкрустации и прижат к окружающим его бриллиантам с обеспечением его устойчивости. Основной бриллиант, окружающие его бриллианты и нижние бриллианты прижаты друг к другу и закреплены на верхней поверхности опорного основания и образуют, вместе с металлическими захватами, конструкцию, грани которой идентичны граням бриллианта. 2 н. и 8 з.п. ф-лы, 6 ил.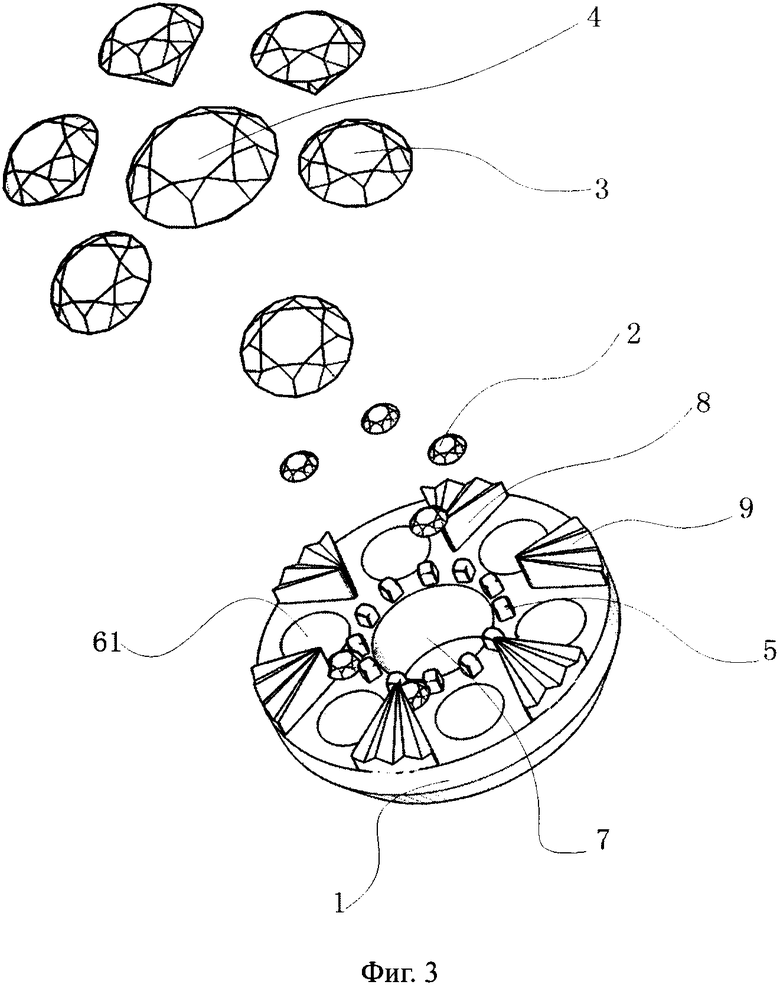
1. Комбинированное ювелирное изделие с бриллиантами, содержащее металлическое опорное основание с металлическими захватами, расположенными по краю поверхности, причем каждый металлический захват на своей поверхности имеет рифление, бриллианты, инкрустированные между верхней поверхностью опорного основания и металлическими захватами, при этом на верхней поверхности основания выполнены основное отверстие для инкрустации, промежуточные отверстия для инкрустации и отверстия малого размера для инкрустации,
упомянутые бриллианты представляют собой по меньшей мере один основной бриллиант, нижние бриллианты и окружающие бриллианты, расположенные вокруг них,
упомянутые нижние бриллианты инкрустированы в отверстия малого размера для инкрустации на верхней поверхности опорного основания и расположены под окружающими бриллиантами,
упомянутые окружающие бриллианты инкрустированы в промежуточные отверстия для инкрустации рядом с соседними нижними бриллиантами, прижаты к нижним бриллиантам и прикреплены к ним,
упомянутый основной бриллиант инкрустирован в основное отверстие для инкрустации и прижат к окружающим его бриллиантам с обеспечением его устойчивости,
упомянутый основной бриллиант, окружающие его бриллианты и нижние бриллианты прижаты друг к другу и закреплены на верхней поверхности опорного основания и образуют, вместе с металлическими захватами, конструкцию, грани которой идентичны граням бриллианта.
2. Комбинированное ювелирное изделие с бриллиантами по п. 1, в котором основной бриллиант, нижние бриллианты и окружающие бриллианты закреплены на верхней поверхности опорного основания посредством инкрустации при помощи крапоновых закрепок, инкрустации при помощи вдавливания и/или инкрустации при помощи зажимов.
3. Комбинированное ювелирное изделие с бриллиантами по п. 1, в котором поперечное сечение опорного основания выполнено круглой формы, основное отверстие для инкрустации, промежуточное отверстие для инкрустации и цилиндры, расположенные концентрически вокруг основного отверстия для инкрустации, расположены на верхней поверхности опорного основания, а упомянутые нижние бриллианты закреплены среди указанных цилиндров посредством инкрустации при помощи крапоновых закрепок.
4. Комбинированное ювелирное изделие с бриллиантами по п. 1, в котором поперечное сечение опорного основания выполнено в форме сердечко, два дополнительных цилиндра, выполненных одинаковыми по высоте с металлическим захватам, расположены на верхней поверхности опорного основания, а нижние бриллианты установлены в отверстия малого размера для инкрустации путем инкрустации при помощи крапоновых закрепок и вдавливания.
5. Комбинированное ювелирное изделие с бриллиантами по п. 1, в котором поперечное сечение опорного основания имеет форму эллипса, капли воды, грушевидную или восьмиугольную форму.
6. Комбинированное ювелирное изделие с бриллиантами по п. 1, в котором ширина верхней части опорного основания составляет 6,5 мм, а ширина его нижней части составляет 6,1 мм, угол между боковой поверхностью и верхней поверхностью опорных оснований составляет 30°, а угол между боковой поверхностью и нижней поверхностью составляет 60°.
7. Комбинированное ювелирное изделие с бриллиантами по п. 1, в котором диаметр нижних бриллиантов находится в диапазоне 0,80-0,90 мм, диаметр основного бриллианта находится в интервале от 2,30 мм до 2,40 мм, а диаметр окружающих бриллиантов составляет 1,35-1,45 мм.
8. Комбинированное ювелирное изделие с бриллиантами по п. 1, в котором угол наклона верхней поверхности металлических захватов идентичен углу наклона углу наклона резки грани бриллианта.
9. Способ изготовления комбинированного ювелирного изделия с бриллиантом согласно п. 1, включающий изготовление формы для литья, обратное формование, шлифовку, полировку, установку бриллиантов, сварку, полировку и плакирование,
при этом установку бриллиантов производят инкрустированием нижних бриллиантов в отверстия малого размера для инкрустации для заполнения нижнего слоя опорного основания, инкрустированием окружающих бриллиантов в промежуточные отверстия для инкрустации, примыкающие к основному отверстию для инкрустации, и закреплением окружающих бриллиантов вместе с нижними бриллиантами, инкрустированием основного бриллианта в основное отверстие для инкрустации и его закреплением вместе со смежными окружающими бриллиантами, инкрустированием остальных окружающих бриллиантов в промежуточные отверстия для инкрустации соответственно и закреплением и прижатием основного бриллианта с образованием металлическими захватами с рифлением под углом 90°, боковой поверхностью опорного основания, основным бриллиантом и окружающими бриллиантами преломляющих граней бриллианта, причем выполнение плакирования или родирования опорного основания и металлических зажимов для повышения свечения металла позволяет улучшить такие свойства, как блеск и отражательная способность,
а плакирование дополнительно включает в себя подготовку белого раствора, плакирование и очистку, при этом подготовку белого раствора выполняют добавлением 30 мл раствора родия с использованием мерного стаканчика в контейнер с родием для плакирования, равномерным перемешиванием раствора, воздействием на раствор ультразвуковой вибрацией в течение 30 с для однородности конечного раствора, включением аппарата ультразвуковой очистки, пригодного для родиевого раствора, и выключением аппарата после окончания вибрации; плакирование выполняют добавлением воды в паз ультразвуковой очистки до уровня на 1,5-2,5 см ниже крайней отметки аппарата ультразвуковой очистки после добавления раствора гальванического покрытия в контейнер, включением аппарата ультразвуковой очистки с установкой температуры на уровне 45°С и последующим нагревом аппарата ультразвуковой очистки, плакированием при температуре в диапазоне от 42°С до 48°С при напряжении от 3 В до 5 В и продолжительности процесса 25-30 с; очистку выполняют путем извлечения изделия из раствора после завершения процесса плакирования, съемом электродов для высвобождения изделия и последующей промывкой изделия чистой водой.
10. Способ изготовления комбинированных ювелирных изделий с бриллиантом по п. 9, в котором отверстия малого размера для инкрустации представляют собой цилиндры, а нижние бриллианты инкрустируются между цилиндрами посредством инкрустации при помощи крапоновых закрепок.
| CN 2015342310 A1, 21.08.2013 | |||
| CN 201097712 Y, 13.08.2008 | |||
| CN 102406291 A, 11.04.2012 | |||
| CN 202095671 U, 04.01.2012 | |||
| ДЕКОРАТИВНОЕ ИЗДЕЛИЕ | 2001 |
|
RU2210299C2 |

