ОБЛАСТЬ ТЕХНИКИ, К, КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к изготовлению бумажного продукта, в частности, поглощающего бумажного продукта, предпочтительно, гигиенического или протирочного продукта. В целом, настоящее изобретение относится к структурированию полотна из волокон, составляющей часть бумажного продукта, посредством ткани или полотна, используемой в способе изготовления бумаги, (термины “полотно” и “ткань” используются как синонимы в настоящей заявке).
Полотно из волокон может быть изготовлена из санитарно-гигиенической бумаги или нетканого материала. Полотна из волокон из одинакового материала или различных материалов могут объединяться в конечном бумажном продукте.
Санитарно-гигиеническая бумага определяется как мягкая адсорбционная бумага, имеющая низкую базовую массу. Обычно выбирают базовую массу от 8 до 40 г/м², в частности, от 10 до 25 г/м² на слой. Общая базовая масса многослойных санитарно-гигиенических продуктов предпочтительно составляет максимум 120 г/м2, более предпочтительно, максимум 100 г/м2, а наиболее предпочтительно, максимум 55 г/м2. Их плотность, как правило, ниже 0,6 г/см³, предпочтительно, ниже 0,30 г/см3, а более предпочтительно, находится в пределах между 0,08 и 0,20 г/см³.
Изготовление санитарно-гигиенической бумаги отличается от общего изготовления бумаги ее исключительно низкой базовой массой и ее гораздо более высоким индексом поглощения энергии разрыва (смотри DIN EN 12625-4 и DIN EN 12625-5). Бумага и санитарно-гигиеническая бумага также различаются в целом по отношению к модулю упругости, который характеризует свойства напряжения-деформации этих продуктов в качества параметра материала.
Высокий индекс поглощения энергии разрыва для санитарно-гигиенической бумаги возникает в результате внешнего или внутреннего крепирования. Первое получают посредством уплотнения бумажной полотна, прилипшей к сухому цилиндру, в качестве результата действия устройства для крепирования или, в последнем случае, в результате различия скоростей между двумя полотнами ("тканями"). Это вызывает внутренние разрывы в по-прежнему влажной пластически деформируемой бумажной полотну из-за уплотнения и сдвига, тем самым делая ее более растяжимой под нагрузкой, чем некрепированная бумага.
Влажные полотна санитарно-гигиенической бумаги обычно сушат с помощью так называемого способа с использованием лощильного цилиндра, способа с продувкой воздуха (TAD) или способа импульсной сушки.
Волокна, содержащиеся в санитарно-гигиенической бумаге, главным образом, представляют собой целлюлозные волокна, такие как волокна пульпы из химической пульпы (например, Крафт- сульфитной или Крафт-сульфатной пульпы), механической пульпы (например, измельченной древесины), термомеханической пульпы, химико-механической пульпы и/или химико-термомеханической пульпы (CTMP). Можно использовать пульпы, полученные как из лиственных (твердых пород), так и из хвойных (мягких пород). Волокна могут также представлять собой или содержать рециклированные волокна, которые могут содержать любые указанные выше категории или все их вместе. Волокна могут обрабатываться добавками, такими как наполнители, размягчители, такие как соединения четвертичного аммония, и связующие, такие как обычные агенты для придания прочности в сухом состоянии или агенты для придания прочности во влажном состоянии, используемые для облегчения изготовления исходной бумаги или для регулировки ее свойств. Санитарно-гигиеническая бумага может также содержать другие типы волокон, например, регенерированные целлюлозные волокна или волокна однолетних растений, такие как волокна сизаля, пеньки, лыка, льна, листьев, травы, соломы, семян, хлопка или бамбука, или синтетические волокна, например, волокна, усиливающие прочность, поглощение, гладкость или мягкость бумаги.
Если санитарно-гигиеническая бумага должна изготавливаться из пульпы, способ в основном включает формование, которое включает часть с использованием рамки и формирования полотна (“ткани”) и часть сушки (такой как сушка с продувкой воздуха, импульсная сушка, сушка под давлением и/или обычная сушка на лощильном цилиндре). Способ изготовления также обычно включает способ крепирования, основной для санитарно-гигиенической бумаги, наконец, как правило, участок мониторинга и намотки в рулоны.
Бумага может формироваться посредством размещения волокон ориентированным или неупорядоченным образом, на одной или между двумя (двухпроволочный барабан) непрерывно вращающимися формующими проволоками бумагоделательной машины, при этом одновременно удаляя главное количество воды разбавления, обычно, до тех пор, пока не будет получено содержание сухих твердых продуктов в пределах между 12 и 40%.
Сушка сформированной первичной полотна из волокон осуществляется на одной или нескольких стадиях с помощью механических и термических средств, обычно, до тех пор, пока не будет достигнуто конечное содержание сухих твердых продуктов примерно от 93 до 97%. В случае изготовления санитарно-гигиенической бумаги, за этой стадией следует способ крепирования, который критическим образом влияет на свойства готового продукта санитарно-гигиенической бумаги в обычных способах и приводит к возникновению складок в полотну из волокон в поперечном направлении. Обычный способ сухого крепирования обычно включает крепирование на сушильном цилиндре диаметром от 4,0 до 6,5 м, на так называемом лощильном цилиндре, посредством устройства для крепирования с указанным выше конечным содержанием сухих твердых продуктов сырой санитарно-гигиенической бумаги. Может также использоваться влажное крепирование, если предъявляются более низкие требования к качеству санитарно-гигиенической бумаги. Затем высушенная готовая крепированная санитарно-гигиеническая бумага-полуфабрикат, так называемая базовая санитарно-гигиеническая бумага (в дальнейшем называемая “полотно из волокон”), становится доступной для дальнейшей переработки в готовый бумажный продукт.
Вместо обычного способа изготовления санитарно-гигиенической бумаги, описанного выше, можно использовать модифицированную технологию, при которой улучшение удельного объема достигается с помощью специального вида сушки, который приводит к улучшению рыхлой мягкости санитарно-гигиенической бумаги. Этот способ, который существует в виде разнообразных субтипов, называется технология TAD (сушка с продувкой воздуха). Она отличается тем фактом, что "первичная" полотно из волокон, которая покидает стадию формирования и изготовления листа, предварительно сушится до содержания сухих твердых продуктов примерно 80% перед конечной контактной сушкой на лощильном цилиндре посредством продувки горячего воздуха через полотно из волокон. Полотно из волокон поддерживается с помощью воздухопроницаемой ткани, проволоки или конвейерной ленты (в дальнейшем “TAD-ткань”) и во время ее транспортировки направляется над поверхностью воздухопроницаемого вращающегося цилиндрического барабана, так называемого TAD-цилиндра.
Структурирование тканей, осуществляется ли оно в части формирования или в части сушки, делает возможным получение любого рисунка уплотненных зон, разорванных посредством деформации во влажном состоянии, называемой также формованием, дающих в результате повышение средних удельных объемов и, как следствие, приводящей к увеличению рыхлой мягкости без критического уменьшения прочности полотна из волокон.
Термин нетканый материал (ISO 9092, DIN EN 29092) применяется к широкому диапазону продуктов, которые, с точки зрения их свойств, находятся между свойствами бумаги (например, DIN 6730, май 1996) и картона (DIN 6730), c одной стороны, и текстиля, с другой стороны. По отношению к нетканым материалам используют большое количество исключительно разнообразных способов изготовления, таких как технология суховоздушного формования и технология гидропереплетения, а также технология гидравлического формирования. Нетканые материалы включают маты, нетканые материалы и готовые продукты, изготовленные из них. Нетканые материалы могут также называться текстилеподобными композитными материалами, которые представляют собой гибкие пористые ткани, которые не изготавливаются с помощью классических способов переплетения основы и утка или посредством плетения петель. Фактически, нетканые материалы изготавливают посредством переплетения, когезивного или адгезивного связывания волокон, или их сочетания. Нетканый материал может формироваться из природных волокон, таких как волокна целлюлозы или хлопка, но может также состоять из синтетических волокон, таких как полиэтилен (PE), полипропилен (PP), полиуретан (PU), полиэстр, полиамид (PA), такой как нейлон или регенерированная целлюлоза, или из смеси различных волокон. Волокна могут присутствовать, например, в форме бесконечных волокон из предварительно полученных волокон конечной длины, как синтетические волокна, изготовленные in situ, или в форме штапельного волокна. Таким образом, нетканые материалы в соответствии с настоящим изобретением могут состоять из смесей синтетического и целлюлозного волокнистого материала, например, из природных растительных волокон (смотри ISO 9092, DIN EN 29092).
Полотно из волокон может быть преобразована в готовый бумажный продукт, такой как гигиенический или протирочный продукт, многими путями, например, посредством рельефного тиснения, печатания и/или ламинирования его в виде многослойного продукта, содержащего множество сеток из волокон, свернутых в рулон или сложенных в стопку.
Гигиенические или протирочные продукты в основном включают все виды крепированной в сухом состоянии санитарно-гигиенической бумаги, крепированной во влажном состоянии санитарно-гигиенической бумаги, TAD-бумаги (сушка продувкой воздуха) и целлюлозу или целлюлозную вату, или все виды нетканых материалов, или их сочетания, ламинаты или смеси. Типичные свойства этих гигиенических и протирочных продуктов включают надежность при поглощении энергии напряжения разрыва, их драпируемость, хорошую текстилеподобную гибкость, свойства, которые часто упоминаются как рыхлая мягкость, более высокую поверхностную мягкость и высокий удельный объем с ощутимой толщиной. Желательными являются поглощение жидкости настолько высокое, насколько это возможно, и, в зависимости от применения, соответствующая прочность во влажном и сухом состоянии, а также привлекательный внешний вид наружной поверхности продукта. Эти свойства, среди других, делают возможным использование этих гигиенических и протирочных продуктов, например, в качестве чистящих салфеток, таких как бумажные или нетканые салфетки, салфетки для очистки ветрового стекла, промышленные салфетки, кухонные полотенца или что-либо подобное; в качестве санитарных продуктов, таких, например, как туалетная бумага, санитарно-гигиеническая бумага или нетканые носовые платки, бытовые полотенца, полотенца, и тому подобное; в качестве косметических салфеток, например, в качестве тонкой бумаги для полотенец и в качестве столовых салфеток или салфеток, просто для того, чтобы рассмотреть некоторые продукты, которые можно использовать. Кроме того, гигиенические и протирочные продукты могут быть сухими, влажными, мокрыми, надпечатанными или предварительно обработанными любым образом. В дополнение к этому, гигиенические и протирочные продукты могут складываться в стопку, раскладываться чередующим образом или размещаться индивидуально, пакетироваться или сворачиваться в рулон, соединяться или не соединяться вместе, любым соответствующим образом.
Согласно указанному выше описанию, продукты могут использоваться для персонального и бытового применения, а также для коммерческого и промышленного применения. Они адаптированы для поглощения жидкостей, для удаления пыли, для декоративных целей, для завертывания в них или даже в качестве поддерживающего материала, как является обычным, например, в медицинской практике или в больницах.
Для изготовления многослойных продуктов из санитарно-гигиенической бумаги, таких как носовые платки, туалетная бумага, полотенца или бытовые полотенца, часто осуществляют промежуточную стадию с так называемым дублированием, при которой базовая санитарно-гигиеническая бумага при желательном количестве слоев готового продукта обычно собирается вместе на общую многослойную бобину. Понятно, что (многослойные) продукты санитарно-гигиенической бумаги с различных (многослойных) бобин могут в дальнейшем объединяться на последующих стадиях преобразования.
В готовом гигиеническом или протирочном продукте могут объединяться несколько сеток из волокон. При этом могут объединяться полотна из одинакового материала, например, из санитарно-гигиенической бумаги или нетканого материала, или могут объединяться полотна из различных материалов с получением при этом гибридных продуктов. В последнем случае, санитарно-гигиеническая бумага может объединяться с нетканым материалом. В дополнение к этому, один слой сам по себе может представлять собой гибрид в том отношении, что различные типы волокон (целлюлозные волокна санитарно-гигиенической бумаги и волокна нетканого материала) используются в одном и том же слое. Может также быть получен гибридный продукт, в котором могут объединяться слои санитарно-гигиенической бумаги, которые изготовлены с помощью различных способов (например, TAD и обычного способа).
ПРЕДЫДУЩИЙ УРОВЕНЬ ТЕХНИКИ
Например, US 5925217 A описывает ткань, высушенную пропусканием воздуха, имеющую множество ориентированных в машинном направлении петель основы, сформированных с помощью нитей основы ткани и перекрывающих уточные нити ткани. Эти петли основы формируют уплотненные области в полотну из волокон, высушенной на такой ткани, с ориентацией в машинном направлении. Петли основы из расположенных рядом нитей основы перекрываются в поперечном направлении, но нити основы располагаются таким образом, что линия, соединяющая центры всех петель основы, является прямой. При этом бумага или, более конкретно, полотно из волокон принимает однородный рисунок с множеством расположенных строго по диагонали линейных уплотненных областей в полотну из волокон. Это относительно однородное и строгое геометрическое расположение неспособно обеспечить полотно из волокон как таковую с уникальным рисунком, который делал бы бумажный продукт четко отличаемым от других продуктов. В дополнение к этому, этот строго однородный и линейный рисунок придает полотну из волокон относительно жесткий внешний вид. Сходное описание можно также найти в WO 2012/104373 A. Чтобы нарушить строгий диагональный рисунок уплотненных областей, в ткани, описанной в WO 2012/104373 A, располагают уточную петлю между парой петель основы. Однако также этот вид ткани также обеспечивает относительно однородный и строгий раппорт рисунка с прямыми линейными рядами уплотненных областей, расположенными, однако, альтернативно, как в машинном, так и в поперечном направлении. Этот рисунок также воспринимается как фоновый рисунок, не придавая полотну из волокон отличающегося внешнего вида. В дополнение к этому, этот вид рисунка также придает полотну из волокон относительно строгий внешний вид, который отрицательно воспринимается потребителем.
Для решения этих проблем, из волокнистого полотна обычно формируют готовые изделия, такие как гигиенические или протирочные изделия, путем тиснения и/или печати. Можно осуществить тиснение или печать неупорядоченного рисунка, который придает отличающийся рисунок, дающий возможность отличия изделия от других изделий, а также, чтобы придать изделию рыхлый и мягкий внешний вид.
С другой стороны, способы такого формирования увеличивают затраты на изготовление и, следовательно, повышают цену продуктов. Это особенно неудобно, когда рассматриваются продукты в нижнем ценовом сегменте, такие как однослойные бумажные продукты, содержащие только одно волокнистое полотно или слой, соответственно.
В этих видах продуктов, было бы в высшей степени желательно придавать рисунок волокнистому полотну уже во время процесса изготовления бумаги таким образом, чтобы можно было даже исключить стадию тиснения и/или печатания при получении готового продукта.
КРАТКОЕ ОПИСАНИЕ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Принимая во внимание все сказанное выше, целью настоящего изобретения является создание бумажного продукта, а также способа изготовления такого бумажного продукта, который имеет отличающийся рисунок, придаваемый во время осуществления способа изготовления бумаги и визуально придающий свойства мягкости и рыхлости бумажной продукту. Другой целью является создание такого рисунка с менее гармоничным и менее строгим геометрическим внешним видом по сравнению с рисунком, известным из уровня техники, чтобы тем самым повысить ощущение мягкости и поглощения у пользователя без ухудшения поглощения, прочности во влажном состоянии, объема, и тому подобное.
Это цель решается с помощью бумажного продукта, как определено в пунктах 1, 20, 29 или 33 формулы изобретения, способа, как определено в пункте 8 формулы изобретения, а также применения ткани при изготовлении бумажного продукта, как определено в пункте 14 формулы изобретения.
Один из аспектов настоящего изобретения представляет собой использование ткани в способе изготовления бумаги (в части формирования или в сушки), она представляет собой ткань, которая формируется, или любую ткань, которую сушат, в частности, ткань которую сушат продувкой воздуха. Такая ткань формируется с помощью нитей основы, простирающихся в машинном направлении, и уточных нитей, простирающихся в поперечном направлении. “Машинное направление” представляет собой направление, в котором ткань перемещается в течение способа изготовления бумаги. “Поперечное машинное направление” представляет собой направление перпендикулярное машинному направлению. Ткань имеет раппорт рисунка. “Раппорт рисунка” представляет собой область, повторяющуюся на полотне или на ткани, каждая область имеет одинаковую конфигурацию. Термин “раппорт рисунка” может также определяться как интервал, на котором рисунок удваивается или повторяется на куске ткани или полотна. Множество продольных петель основы формируется в раппорте рисунка с помощью нитей основы, перекрывающих уточные нити, предпочтительно, перекрывающих, по меньшей мере, две уточных нити. Петли основы являются ориентированными в машинном направлении, то есть продольная протяженность петель основы является по существу параллельной машинному направлению. “По существу” означает, что продольная протяженность петель основы проходит под углом иным, чем машинное направление, но не больше чем 45°, предпочтительно, не больше чем 30°, более предпочтительно, не больше чем 20°, а наиболее предпочтительно, не больше чем 10°. Это же относится к протяженности самих нитей. Нити основы являются ориентированными в машинном направлении, и их максимальное отклонение от машинного направления может составлять до 45°, предпочтительно, до 30°, более предпочтительно, до 20°, а наиболее предпочтительно, до 10°. Это же относится к уточным нитям, которые являются ориентированными в поперечном направлении. Петли основы располагаются таким образом, что петли основы из расположенных рядом нитей основы перекрываются в поперечном направлении. Термин “расположенные рядом” означает, что никакой другой нити основы не располагается между двумя нитями основы, формирующими петли основы, как видно на виде сверху. Термин перекрывание означает, что соседние петли основы смещены по отношению друг к другу в машинном направлении. Группа, состоящая из множества этих расположенных рядом петель основы, формирует непрерывный (уплотненный) рисунок петель основы. непрерывный рисунок петель основы простирается по диагонали (под некоторым углом) к машинному направлению.
В соответствии с один из аспектов некоторые из расположенных рядом петель основы в указанной группе могут иметь различную длину перекрытия в машинном направлении. В соответствии с другим аспектом, длина перекрытия может быть одинаковой, но некоторые из расположенных рядом петель основы в указанной группе имеют различное смещение по отношению друг к другу в машинном направлении. Определенно, оба аспекта, выше, могут также объединяться.
Один из аспектов настоящего изобретения говорит, что линия, соединяющая центры первой пары расположенных рядом петель основы указанной группы, и линия, соединяющая центры другой пары петель основы из расположенных рядом нитей основы указанной группы, имеют различную ориентацию, как видно на виде сверху, то есть одна линия проходит под углом к машинному направлению иным, чем другая линия. В этом контексте, обе пары могут состоять из первой - четвертой петель основы, но также из первой - третьей петель основы, при этом вторая петля основы представляет собой часть, как первой, так и второй пары и располагается между первой и третьей петлями основы, как видно, в поперечном направлении. Ожидается также, что линия проходит через центры более чем двух расположенных рядом петель основы без изменения своей ориентации.
В соответствии с одним из аспектов настоящего изобретения, линия, соединяющая все центры множества расположенных рядом петель основы, перекрывающихся в поперечном направлении, не является прямой. Эти петли основы формируют непрерывный (уплотненный) рисунок петель основы в раппорте рисунка на части поверхности ткани или на всей ткани. Тем самым можно достичь того, что внешний контур непрерывного рисунка петель основы не является прямым.
Петли основы ткани формируют уплотненные области в полотну из волокон во время изготовления. Когда уплотненные области соответствуют петлям основы, полотно из волокон имеет множество ориентированных в машинном направлении продольных уплотненных областей. Множество расположенных рядом уплотненных областей без уплотненных областей между ними в поперечном направлении формируют непрерывный уплотненный рисунок на части поверхности полотна из волокон или на всей поверхности, тем самым определяя группу уплотненных областей. Внешний контур этого уплотненного рисунка не является прямым, предпочтительно, он является волнистым или искривленным. Тем самым можно придавать полотну из волокон и, следовательно, бумажному продукту отличающееся структурирование, которое делает продукт отличаемым от других продуктов без необходимости в последующем тиснении или печатании. В тоже время, этот не прямой внешний контур уплотненного рисунка поддерживает впечатление рыхлого и мягкого бумажного продукта, которое считается преимущественным, в частности, при рассмотрении гигиенических и протирочных продуктов. Последнее достигается, в частности, посредством разрушения строгого геометрического рисунка, известного из уровня техники.
Бумажный продукт в соответствии с одним из аспектов настоящего изобретения содержит полотно из волокон, изготовленную на бумагоделательной машине, содержащей ткань, в частности, ткань, которая формируется, или ткань, которая сушится, предпочтительно, ткань, которая сушится продувкой воздуха. Полотно имеет первую и противоположную ей вторую сторону, машинное направление и поперечное направление. Одна из двух сторон вступает в контакт с тканью в течение способа изготовления. Сторона ткани, вступающая в контакт с полотном из волокон, называется стороной бумаги и сторона полотна из волокон, которая вступает в контакт с тканью, называется стороной ткани. Противоположная сторона ткани, которая не вступает в контакт с полотном из волокон, называется стороной износа. Терминология “машинное направление” и “поперечное направление” уже определена ранее. По меньшей мере, одна из первой и второй сторон полотна, предпочтительно, сторона ткани, имеет в виде раппорта рисунка, некоторое количество продольных, ориентированных в машинном направлении уплотненных областей с первой плотностью волокон и некоторое количество ориентированных в машинном направлении рыхлых областей со второй плотностью волокон более низкой, чем первая плотность. Уплотненные области могут, на одной стороне бумаги, в частности, на стороне ткани бумаги, выглядеть как углубления, тогда как уплотненные области на противоположной стороне бумаги образуют ребра. В противоположность этому, рыхлые области, в которых плотность волокон ниже чем в уплотненных областях, то есть бумага является менее уплотненной в этих областях, на стороне ткани бумаги они состоят из ребер, тогда как на противоположной стороне бумаги они состоят из углублений. Уплотненные области соответствуют ориентированным в машинном направлении петлям основы из нитей основы ткани, перекрывающих уточные нити ткани, как описано ранее. Расположенные рядом уплотненные области, соответствующие петлям основы, из расположенных рядом петель основы перекрываются в поперечном направлении, группа расположенных рядом уплотненных областей формирует непрерывный уплотненный рисунок, расположенную под углом иным, чем машинное и поперечное направления. Термин “непрерывный уплотненный рисунок” обозначает группу расположенных рядом уплотненных областей, которые располагаются в виде ряда, который простирается по диагонали по поверхности первой и/или второй стороны полотна из волокон по отношению к машинному и поперечному направлению. Непрерывный уплотненный рисунок может ограничиваться раппортом рисунка или может простираться по нескольким раппортам рисунка или по всей бумаге. В последнем случае, непрерывный уплотненный рисунок одного раппорта рисунка соединяется с другим непрерывным уплотненным рисунком другого раппорта рисунка. При этом непрерывный рисунок из множества ориентированных в машинном направлении уплотненных областей, соответствующих петлям основы из расположенных рядом нитей основы, может формироваться по всей поверхности бумаги. В соответствии с этим аспектом, первая линия, соединяющая центры первых двух расположенных рядом уплотненных областей непрерывного уплотненного рисунка, проходит под первым углом к машинному направлению, отличным от второго угла второй линии, соединяющей центр вторых двух расположенных рядом уплотненных областей непрерывного уплотненного рисунка. Таким образом, линия, соединяющая центры всех уплотненных областей, формирующих непрерывный уплотненный рисунок, не является прямой. Центр определяется как та точка, которая расположена на половине длины и половине ширины каждой уплотненной области. С помощью этих мер, можно разрушить строго прямой и геометрический рисунок известный из области техники и создать полотно из волокон и, следовательно, бумажный продукт с отличающимся рисунком, давая возможность потребителю отличить бумажный продукт от других продуктов. В дополнение к этому, не прямой непрерывный уплотненный рисунок придает потребителю ощущение мягкости и рыхлости бумаги, которое считается преимущественным, особенно, при использовании впитывающей бумаги, в особенности, для протирочных и гигиенических целей. В тоже время, это структурирование не изменяет физических свойств бумаги, таких как прочность во влажном состоянии, мягкость, и тому подобное. В дополнение к этому, поскольку этот рисунок придается в течение способа изготовления бумаги, а не в течение более позднего преобразования, этот рисунок остается также, когда бумажный продукт становится влажным. В противоположность этому, рисунок, придаваемый бумаге посредством тиснения, расходится при смачивании бумаги, когда уплотненные волокна растворяются. Этого не происходит при структурировании полотна из волокон в течение способа изготовления бумаги, то есть при влажном состоянии бумаги. Кроме того, посредством этого структурирования, можно даже исключить более позднее тиснение без ухудшения физических и эстетических характеристик бумажного продукта.
Предпочтительно, внешний контур непрерывного уплотненного рисунка является волнистым или искривленным. Волнистая или искривленная форма подобная синусоидальной или произвольной кривой обеспечивает гармоничный внешний вид, который дополнительно усиливает у потребителя ощущение рыхлого и мягкого продукта.
В этой связи, является предпочтительным, чтобы линия, соединяющая центры всех уплотненных областей, имела бы, по меньшей мере, две точки поворота. Чем больше точек поворота имеет линия, тем больше диагональная протяженность (по отношению к машинному и поперечному направлению) уплотненного рисунка.
В соответствии с одним из вариантов осуществления, линии, соединяющей центры всех уплотненных областей непрерывных уплотненных рисунков, являющихся соседними в поперечном направлении, являются непараллельными или параллельными. Предпочтительно, линии являются конгруэнтными. Однако они могут либо располагаться параллельно, так что расстояние в поперечном направлении между двумя расположенными рядом линиями, то есть между первой группой расположенных рядом петель основы и второй группой расположенных рядом петель основы, является одинаковым. Однако для повышения различимости рисунка, является предпочтительным, чтобы две линии, которые являются конгруэнтными, были непараллельными, то есть, чтобы расстояние в поперечном направлении между первой линией и второй линией вдоль машинного направления изменялась. Или с использованием предыдущих выражений, расстояние между первой группой расположенных рядом петель основы и второй группой расположенных рядом петель основы в машинном направлении изменяется.
Чем больше линий под различными углами по отношению к машинному направлению предусматривается в одной группе множества расположенных рядом уплотненных областей, тем ниже амплитуда линии. Таким образом, в соответствии с одним из вариантов осуществления, третья линия, соединяющая центры третьих двух соседних уплотненных областей непрерывного уплотненного рисунка, проходит под третьим углом к машинному направлению, отличным от первого и второго углов. Разумеется, может иметься более трех линий, проходящих под различными углами. В дополнение к этому, также является понятным, что имеются линии для различных пар расположенных рядом уплотненных областей, которые имеют одинаковый угол, постольку, поскольку имеется другая пара расположенных рядом уплотненных областей, для которых линия имеет другой угол.
Соседние непрерывные уплотненные рисунки могут формироваться в поперечном направлении, и две соседние непрерывные уплотненные рисунки могут ограничивать отдельный рыхлый рисунок между ними.
В соответствии с одним из вариантов осуществления, полотно из волокон подвергается воздействию способа крепирования, как описано во вступительной части, при этом в полотну из волокон формируются складки в поперечном направлении. Складки в поперечном направлении после крепирования ограничиваются уплотненными областями соседних непрерывных уплотненных рисунков. Поскольку линия, соединяющая центры всех уплотненных областей непрерывного уплотненного рисунка, не является прямой, складки от крепирования являются различными по длине в поперечном направлении. Это дополнительно разрушает визуальную геометрическую точность структуры на первой и/или второй стороне полотна из волокон, дополнительно улучшая ощущение мягкости и рыхлости.
В соответствии с другим аспектом, предлагается способ изготовления бумажного продукта, как описано выше, где формируется полотно из волокон на ткани, которая формируется, или на высушенной ткани, или на ткани, которая сушится, предпочтительно, ткани, которая сушится продувкой воздуха, ткань имеет множество ориентированных в машинном направлении петель основы, сформированных с помощью нитей основы ткани, перекрывающих уточные нити ткани, где петли основы перекрываются в поперечном направлении, формируя непрерывный рисунок под углом к машинному и поперечному направлению, из расположенных рядом нитей основы. Первая линия, соединяющая центры первых двух расположенных рядом петлей основы непрерывного рисунка, проходит под углом к машинному направлению, под первым углом ко второму углу для второй линии, соединяющей центры вторых двух расположенных рядом петель основы непрерывный структуры, так что линия, соединяющая центры всех петель основы, формирующих непрерывный рисунок, не является прямой, где петли основы формируют уплотненные области в полотну, в которых плотность волокон является более высокой, чем в других областях. Чтобы избежать повторения, авторы ссылаются на предыдущее описание.
В соответствии с одним из вариантов осуществления, петли основы ткани имеют длину перекрытия, по меньшей мере, 4, предпочтительно, по меньшей мере, 5, а наиболее предпочтительно, по меньшей мере, 6. При этом обеспечивается то, что петли основы придают заданный видимый рисунок полотну из волокон, в которой уплотненные области полотна из волокон будут иметь длину в машинном направлении, которая отличается от петель основы, сформированных посредством перекрывания только одной уточной нити или самое большее двух уточных нитей.
Для придания выразительности уплотненным областям, сформированным с помощью петель основы, является предпочтительным, чтобы ткань имела только уточные петли с длиной перекрытия меньше, чем 4, предпочтительно, меньше, чем 3, а наиболее предпочтительно, меньше, чем 2.
Как объясняется ранее, для получения не прямой линии, соединяющей центры всех расположенных рядом петель основы, формирующих непрерывный уплотненный рисунок на полотну из волокон, длина перекрытия первых двух соседних петель основы и/или вторых двух соседних петель основы может быть одинаковой или различной. Если длина перекрытия является одинаковой, для получения линий, проходящих под различными углами, петли основы смещены по-разному по отношению друг к другу в машинном направлении. Если их длины перекрытия различаются, центры петель основы автоматически смещаются в машинном направлении.
Кроме того, и для того, чтобы сделать возможным гармоничный внешний вид бумажных продуктов, является предпочтительным, чтобы средняя длина перекрытия всех петель основы раппорта рисунка, формирующего непрерывный уплотненный рисунок, составляла 4-8, предпочтительно, 5-7, более предпочтительно, 5,5-6,5. При этом, отличающий и выделяющий рисунок может быть получен без нескольких уплотненных областей, становящихся слишком неоднородными, уменьшая ощущение рисунка как такового. Длина перекрытия определяется как количество соседних уточных нитей, которые перекрываются нитями основы, когда формируются петли основы. Средняя длина перекрытия вычисляется посредством суммирования длины перекрытия всех петель основы в раппорте рисунка, формирующем непрерывный уплотненный рисунок, и деления на количество петель основы в раппорте рисунка, формирующем непрерывный уплотненный рисунок.
Эта ситуация дополнительно или альтернативно улучшается когда при этом, по меньшей мере, 50 процентов петель основы раппорта рисунка, формирующего непрерывный уплотненный рисунок, имеют разность длин перекрытия не более чем 25 процентов, предпочтительно, 20 процентов, наиболее предпочтительно, 15 процентов от средней длины перекрытия (смотри выше).
Другой аспект настоящего изобретения относится к использованию ткани при изготовлении бумажных продуктов, ткань содержит множество ориентированных в машинном направлении петель основы, сформированных с помощью нитей основы ткани, перекрывающих уточные нити ткани, где петли основы из расположенных рядом нитей основы перекрываются в поперечном направлении, формируя непрерывный рисунок, расположенный под углом к машинному и поперечному направлению. Первая линия, соединяющая центры первых двух расположенных рядом петель основы непрерывного рисунка, проходит под первым углом к машинному направлению, отличным от второго угла для второй линии, соединяющей центры вторых двух расположенных рядом петель основы непрерывного рисунка, так что линия, соединяющая центры всех петель основы, формирующей непрерывный рисунок, не является прямой, где петли основы формируют уплотненные области в полотну из волокон, в которых плотность волокна является более высокой, чем в других областях. Для устранения повторений, авторы ссылаются на приведенные выше описания, относящиеся к бумажному продукту и способу.
В соответствии с еще одним аспектом настоящего изобретения, бумажный продукт содержит полотно из волокон, изготовленную на бумагоделательной машине, содержащей ткань, в частности, ткань, которая формируется, или ткань, которая сушится, полотно имеет первую и противоположную ей вторую сторону, машинное направление (MD) и поперечное направление (CD), где, по меньшей мере, одна из первой и второй сторон полотна имеет, в виде раппорта рисунка, некоторое количество продольных, ориентированных в машинном направлении уплотненных областей с первой плотностью волокон и некоторое количество ориентированных в машинном направлении рыхлых областей со второй плотностью волокон более низкой, чем первая плотность, где уплотненные области соответствует ориентированным в машинном направлении петлям (21-31) основы из нитей (10) основы ткани, перекрывающих уточные нити (11) ткани, и рыхлые области соответствуют выемкам, углубленным по отношению к петлям основы, где непрерывный уплотненный рисунок формируется с помощью множества уплотненных областей, которые располагаются рядом в поперечном направлении и, по меньшей мере, большинство из них являются смещенными по отношению друг к другу в машинном направлении, где непрерывный уплотненный рисунок имеет, по меньшей мере, одну первую группу уплотненных областей и, по меньшей мере, одну вторую группу уплотненных областей, и по меньшей мере, одна первая группа формируется с помощью первого количества расположенных рядом уплотненных областей и, по меньшей мере, одна вторая группа формируется с помощью второго количества расположенных рядом уплотненных областей, второе количество меньше, чем первое количество и среднее смещение уплотненных областей, по меньшей мере, в одной первой группе меньше, чем среднее смещение уплотненных областей, по меньшей мере, в одной второй группе. Ткань для изготовления такого бумажного продукта или для соответствующего его применения содержит первую сторону и вторую сторону противоположную ее первой стороне, имеет машинное направление и поперечное направление, множество нитей (основы) в машинном направлении переплетается с множеством (уточных) нитей в поперечном направлении с формированием раппорта рисунка на первой стороне, в каждом раппорте рисунка каждая из нитей основы формирует несколько MD-перекрытий, являющихся последовательными в машинном направлении, каждое MD-перекрытие формируется посредством перекрывания нитью основы на первой стороне множества последовательных уточных нитей, раппорт рисунка содержит множество приподнятых уплотненных рисунков (или участков или областей), разделенных множеством впадин, углубленных по отношению к уплотненным рисункам, где каждый уплотненный рисунок формируется с помощью множества MD перекрытий (петель основы), которые расположены рядом, в поперечном направлении и, по меньшей мере, большинство из них являются смещенными по отношению друг к другу в машинном направлении или перекрываются в поперечном направлении, где, по меньшей мере, один уплотненный рисунок имеет, по меньшей мере, одну первую группу петель основы и, по меньшей мере, одну вторую группу петель основы, по меньшей мере, одна первая группа формируется с помощью первого количества расположенных рядом петель основы и, по меньшей мере, одна вторая группа формируется с помощью второго количества расположенных рядом петель основы, второе количество меньше, чем первое количество и среднее смещение (или перекрывание) петель основы, по меньшей мере, в одной первой группе меньше, чем среднее смещение (или перекрывание) петель основы, по меньшей мере, в одной второй группе. Это также дает хорошую возможность для разрушения обычного строгого геометрического рисунка и приводит к менее гармоничному визуальному внешнему виду с тем преимуществом, что продукт дает ощущение большей мягкости и большей рыхлости. В то же время, может поддерживаться поглощение, стойкость к износу и крепируемость.
Предпочтительно, бумажный продукт имеет непрерывный уплотненный рисунок в пределах раппорта рисунка, который формируется посредством, по меньшей мере, 10 расположенных рядом уплотненных областей (петель основы). Еще более предпочтительно, все уплотненные области, которые формируют непрерывный уплотненный рисунок, смещены по отношению друг к другу в машинном направлении или перекрываются в поперечном направлении.
В соответствии с одним из вариантов осуществления, каждая непрерывный уплотненный рисунок содержит, по меньшей мере, одну первую и одну вторую группу. Предпочтительно, первая и вторая группы располагаются поочередно.
В одном из вариантов осуществления, непрерывные уплотненные рисунки могут располагаться рядом в машинном направлении и/или поперечном направлении.
В соответствии с один из аспектов, каждая из первых групп формируется посредством, по меньшей мере, четырех расположенных рядом уплотненных областей, предпочтительно, по меньшей мере, шести расположенных рядом уплотненных областей и/или каждая из вторых группы формируется посредством, максимум, шести соседних уплотненных областей, предпочтительно, с помощью максимум четырех соседних уплотненных областей.
В соответствии с одним из вариантов осуществления, первые группы формируются посредством первых уплотненных областей, а вторые группы формируются посредством вторых уплотненных областей, где первые уплотненные области имеют первую длину и вторые уплотненные области имеют вторую длину. Первая длина может отличаться от второй длины. В этом случае, первая длина является большей или меньшей, чем вторая длина.
Среднее смещение (перекрывание) уплотненных областей в первой группе может находиться в пределах между 0,5 и 2, а для уплотненных областей во второй группе может находиться в пределах между 1,2 и 4. Смещение или перекрывание вычисляется с точки зрения квадратов, показанных на прилагаемых чертежах. Если квадраты на одном конце соседних уплотненных областей (петель основы) располагаются, как видно, в поперечном направлении, нет никакого смещения или перекрывания. Если квадраты, например, смещаются на половину длины их стороны, смещение (перекрывание) составляет 0,5, и тому подобное. Как таковые, расположенные рядом уплотненные области могут перекрываться друг с другом в поперечном направлении, по меньшей мере, на половину их продольной длины. Среднее смещение затем вычисляется посредством суммирования всех смещений между соседними уплотненными областями, формирующими соответствующую группу, и деления на количество смещений в группе.
В соответствии с одним из аспектов настоящего изобретения, по меньшей мере, 50% всех соседних уплотненных областей имеет перекрывание, по меньшей мере, трех последовательных уточных нитей.
В соответствии с одним из вариантов осуществления настоящего изобретения, площадь контакта петель основы, сформированных с помощью первых групп, отличается от площади контакта петель основы, сформированных с помощью вторых групп, максимум на 30%, предпочтительно, максимум на 20% по отношению к общей площади контакта ткани на первой стороне. Площадь контакта определяется как площадь петель основы, которая вступает в контакт с лощильным цилиндром.
Кроме того, раппорт рисунок содержит, по меньшей мере, одну нить основы, формирующую множество последовательных первых петель основы, и, по меньшей мере, другую нить основы, формирующую множество последовательных вторых петель основы.
Предпочтительно (смотри Фигуру 1) раппорт рисунка содержит множество первых нитей в машинном направлении, каждая из первых нитей в машинном направлении формирует множество последовательных первых петель основы, и, предпочтительно, множество вторых нитей в машинном направлении, каждая из вторых нитей в машинном направлении формирует множество последовательных вторых нитей основы, а более предпочтительно, множество третьих нитей, в машинном направлении, каждая из третьих нитей формирует в машинном направлении, по меньшей мере, одну первую и, по меньшей мере, одну последовательную вторую петлю основы.
Последовательные петли основы из каждой из нитей основы могут разделяться разделительной областью (рыхлой областью), разделительная область формируется с помощью, по меньшей мере, одного перекрытия нитью основы на второй стороне, по меньшей мере, уточной нити.
Раппорт рисунка может содержать множество разделительных областей, по меньшей мере, некоторые из них формируются с помощью одной из последовательностей гладкого переплетения нити основы, по меньшей мере, с тремя последовательными уточными нитями и перекрытия (петлей) нитью основы на второй стороне, по меньшей мере, двух последовательных уточных нитей.
Разделительные области всех нитей основы вместе вносят вклад в формирование углубленных впадин (рыхлых областей).
В соответствии с одним из аспектов настоящего изобретения, непрерывный уплотненный рисунок имеет главную ось и дополнительную ось, где главная ось ориентирована под некоторым углом по отношению к машинному направлению. Угол совмещения предпочтительно составляет, по меньшей мере, 20° по отношению к машинному направлению, более предпочтительно, составляет не более чем 80° по отношению к машинному направлению. Предпочтительно, все непрерывные уплотненные рисунки располагаются вдоль множества параллельных рядов, ориентированных под углом совмещения. То есть, главные оси всех непрерывных уплотненных рисунков является параллельными. Впадины (рыхлые области) предпочтительно описывают множество волнистых линий, проходящих вдоль параллельных рядов, ориентированных под углом совмещения. Предпочтительно или альтернативно внешний контур непрерывного уплотненного рисунка (рисунков) также является волнистым.
В соответствии с одним из вариантов осуществления, ткань или полотно насчитывает в машинном направлении в пределах между 1 и 10, предпочтительно, между 2 и 8, более предпочтительно, между 3 и 6 непрерывными уплотненными рисунками на один раппорт рисунка.
В соответствии с одним из аспектов настоящего изобретения, каждая рыхлая область (разделительная область) имеет центр области, где первая центральная линия, соединяющая центры первых двух расположенных рядом рыхлых областей, проходит под углом иным, чем машинное направление, под первым углом разделения, и вторая центральная линия, соединяющая центры вторых двух расположенных рядом разделительных областей, проходит под углом иным, чем машинное направление, под вторым углом разделения, отличным от первого угла разделения. Предпочтительно, линия, соединяющая центры более чем пяти соседних рыхлых областей, представляет собой волнистую линию.
В соответствии с одним из вариантов осуществления, ткань представляет собой однослойную ткань.
Кроме того, первая сторона может обеспечивать поверхность, вступающую в контакт с бумагой, а вторая сторона – поверхность, вступающую в контакт с машиной.
В соответствии с еще одним аспектом настоящего изобретения (смотри Фигуру 1), бумажный продукт содержит полотно из волокон, изготовленную на бумагоделательной машине, содержащей ткань, в частности, ткань, которая формируется, или ткань, которая сушится, полотно имеет первую и противоположную ей вторую сторону, машинное направление (MD) и поперечное направление (CD), где, по меньшей мере, одна из первой и второй сторон полотна имеет, в виде раппорта рисунка, некоторое количество продольных, ориентированных в машинном направлении уплотненных областей с первой плотностью волокон и некоторое количество ориентированных в машинном направлении рыхлых областей со второй плотностью волокон более низкой, чем первая плотность, где уплотненные области ткани соответствуют ориентированным в машинном направлении петлям (21-31) нитей (10) основы, перекрывающих уточные нити (11) ткани, и рыхлые области соответствуют выемкам, углубленным по отношению к петлям основы, где непрерывный уплотненный рисунок формируется с помощью множества уплотненных областей, которые располагаются рядом в поперечном направлении, где раппорт рисунка содержит в машинном направлении ряд из множества первых уплотненных областей и ряд из множества вторых уплотненных областей, первые уплотненные области ряда разделены в машинном направлении первыми рыхлыми разделительными областями, вторые уплотненные области ряда разделены в машинном направлении вторыми рыхлыми разделительными областями, первые уплотненные области имеют длину в машинном направлении, которая больше чем длина вторых уплотненных областей, первые рыхлые разделительные области является более короткими в машинном направлении, чем вторые рыхлые разделительные области. Соответствующая ткань или ткань для использования при изготовлении бумажного продукта содержит первую сторону и вторую сторону противоположную ее первой стороне, машинное направление и поперечное направление, множество нитей основы переплетается с множеством уточных нитей с формированием раппорта рисунка на первой стороне, на каждый раппорт рисунка каждая из нитей основы формирует несколько последовательных петель основы в машинном направлении, и они отделены друг от друга разделительными областями, каждая петля основы формируется посредством перекрывания нитью основы на первой стороне множества последовательных уточных нитей, каждая разделительная область формируется с помощью, по меньшей мере, одного перекрытия нитью основы на второй стороне, по меньшей мере, одной уточной нити, где раппорт рисунка содержит множество первых нитей основы и множество вторых нитей основы, первые нити основы формируют первые петли основы, разделенные первыми разделительными областями, вторые нити основы формируют вторые нити основы, разделенные вторыми разделительными областями, первые петли основы имеют первую длину перекрытия, которая в машинном направлении больше, чем длина перекрытия вторых петель основы, первые разделительные области короче в машинном направлении, чем вторые разделительные области.
Предпочтительно, первые нити основы формируют множество групп расположенных рядом первых петель основы на один раппорт рисунка, и вторые нити основы формируют множество групп расположенных рядом вторых петель основы на один раппорт рисунка. В соответствии с одним из вариантов осуществления, первые группы и вторые группы располагаются поочередно в поперечном направлении и смещены по отношению друг к другу в машинном направлении.
Соседние первые петли основы в первых группах смещены по отношению друг к другу в машинном направлении и/или соседние вторые петли основы во вторых группах смещены по отношению друг к другу в машинном направлении. Они перекрываются в поперечном направлении.
Предпочтительно все разделительные области сформированы с помощью последовательности гладкого переплетения нитей основы, по меньшей мере, с тремя последовательными уточными нитями.
В соответствии с одним из аспектов, первые нити основы формируют первые разделительные области, каждая из которых формируется посредством последовательности гладкого переплетения, по меньшей мере, с тремя последовательными уточными нитями. Вторые нити основы формируют вторые разделительные области, каждая из которых формируется с помощью последовательности гладкого переплетения максимум с 15 последовательными уточными нитями.
В соответствии с другим аспектом настоящего изобретения (смотри Фигуру 2), бумажный продукт содержит полотно из волокон, изготовленное на бумагоделательной машине, содержащей ткань, в частности, формирующую ткань, или сушильную ткань, полотно имеет первую и противоположную ей вторую сторону, машинное направление (MD) и поперечное направление (CD), где, по меньшей мере, одна из первой и второй сторон полотна имеет, в виде раппорта рисунка, некоторое количество продольных, ориентированных в машинном направлении уплотненных областей с первой плотностью волокон и некоторое количество ориентированных в машинном направлении рыхлых областей со второй плотностью волокон более низкой, чем первая плотность, где уплотненные области соответствуют ориентированным в машинном направлении петлям (21-31) основы из нитей (10) основы ткани, перекрывающих уточные нити (11) ткани, и рыхлые области соответствуют выемкам, углубленным по отношению к петлям основы, где непрерывный уплотненный рисунок формируется с помощью множества уплотненных областей, которые располагаются рядом в поперечном направлении, где раппорт рисунка содержит в машинном направлении ряд из множества третьих уплотненных областей, содержащих, предпочтительно или альтернативно, первые уплотненные области и вторые уплотненные области, разделенные разделительной областью, первые уплотненные области имеют первую длину в машинном направлении и вторые уплотненные области имеют вторую длину в машинном направлении, где первая длина меньше, чем вторая длина.
В соответствии с одним из аспектов, первые и вторые петли основы могут разделяться третьей разделительной областью, которая формируется с помощью одной из последовательностей гладкого переплетения третьей нити основы, по меньшей мере, с тремя последовательными уточными нитями и перекрытия третьей нитью основы на второй стороне одной уточной нити.
С точки зрения всего указанного выше, необходимо подчеркнуть, что уплотненные области бумажного продукта соответствуют петлям основы (приподнятым уплотненным участкам/областям) ткани, тогда как впадины ткани соответствуют рыхлым областям бумажного продукта. Кроме того, все приведенные выше признаки могут объединяться произвольным образом. В частности, могут объединяться признаки независимых пунктов 1, 20, 29 и 32 формулы изобретения. В дополнение к этому, все зависимые пункты формулы изобретения могут зависеть от одного или нескольких зависимых или независимых пунктов формулы изобретения иных, чем указано в формуле изобретения, независимо от независимого или зависимого пункта формулы изобретения, от которого они зависят прямо или косвенно в формуле изобретения.
Другие варианты осуществления настоящего изобретения будут очевидны из зависимых пунктов формулы изобретения, а также из следующего далее описания предпочтительных вариантов осуществления. Эти варианты осуществления описаны со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фигура 1a показывает вид сверху части формируемой ткани в соответствии с первым вариантом осуществления, где раппорт рисунка показан с помощью квадрата и раппорт рисунка показан схематически и 1b показывает схематический раппорт рисунка в большем масштабе; и
Фигура 2a показывает вид сверху части формируемой ткани в соответствии со вторым вариантом осуществления, где раппорт рисунка показан с помощью квадрата и раппорт рисунка показан схематически, и 2b показывает схематический раппорт рисунка в большем масштабе.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
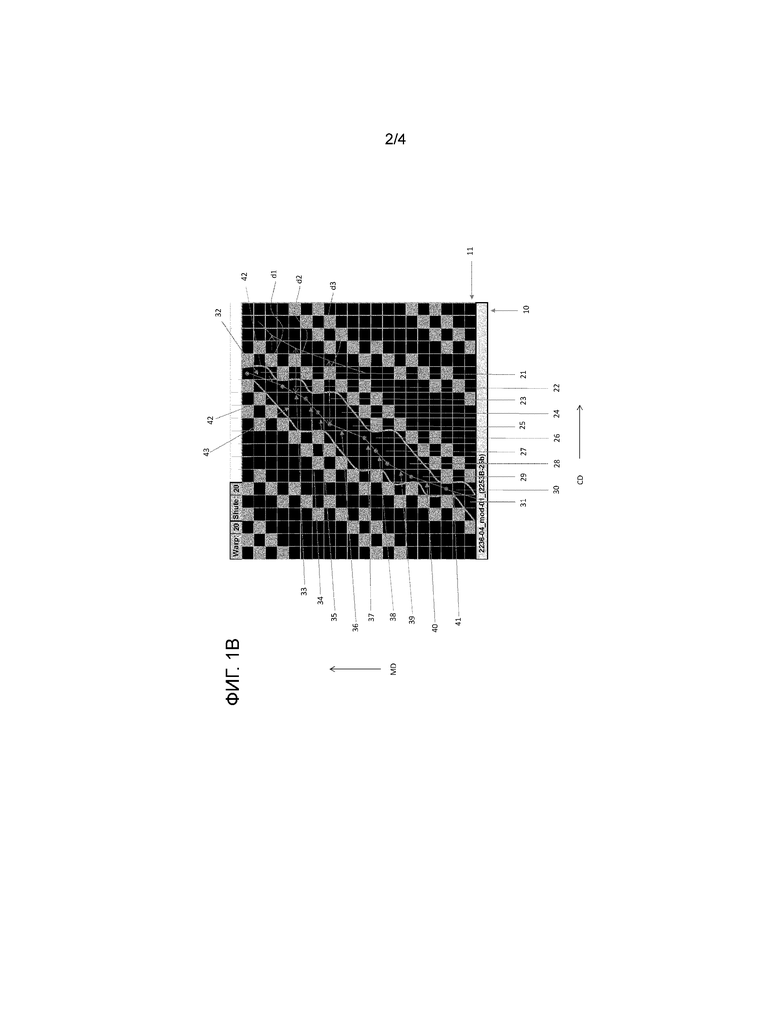
Ткань, часть которой показана на Фигуре 1 на виде сверху, может, в соответствии с одним из вариантов осуществления, представлять собой ткань, которая сушится продувкой воздуха. Фигура 1a показывает сторону бумаги этой ткани. Ткань состоит из множества параллельных нитей 10 основы, простирающихся параллельно машинному направлению MD, и множества уточных нитей 11, простирающихся по существу параллельно поперечному направлению CD. Нити 10 основы и уточные нити 11 переплетаются, при этом нити 10 основы поочередно перекрывают уточные нити 11 в машинном направлении и уточные нити 11 поочередно перекрывают нити 10 основы в поперечном направлении. Ткань, показанная на Фигуре 1a, имеет раппорт рисунка, как показано с помощью квадрата 12.
Раппорт рисунка 12 содержит первую группу петель 21-31 основы. Эти петли 21-31 основы, которые перекрывают определенное количество уточных нитей 11, формируются с помощью множества расположенных рядом нитей 10 основы без каких-либо других нитей 10 основы между ними. Кроме того, расположенные рядом петли основы, такие как петли 21 и 22 основы, перекрываются, как видно, в поперечном направлении CD. Кроме того, множество петель 21-31 основы формируют ряд в направлении диагональном по отношению к машинному направлению MD и поперечному направлению CD или, определяя это иначе, под некоторым углом к ним.
Раппорт рисунка схематически показан на правой стороне прямоугольника 12, где каждый столбик представляет одну нить и каждая линия представляет одну уточную нить. Темные квадраты представляют нити основы, перекрывающие уточные нити, а светло-серые квадраты представляют уточные нити, перекрывающие нити основы. Фигура 1b показывает это схематическое представление раппорта рисунка в большем масштабе.
Петля 21 основы имеет длину перекрытия пять, перекрывая пять уточных нитей 11. Петля 22 основы также имеет длину перекрытия пять. Петли 23-28 основы, каждая, имеют длину перекрытия семь и петли 29-31 основы опять имеют длину перекрытия пять.
Соединяя центры петель 21 и 22 основы, которые расположены рядом друг с другом и образуют первую пару, получают прямую линию 32. Вторая прямая линия 33 определяется соединением центра петли 22 основы и центра петли 23 основы. Петля 22 основы и петля 23 основы формируют вторую пару расположенных рядом петель основы. Понятно, что линии 32 и 33 проходят под некоторым углом по отношению друг к другу. Линия 32 простирается поверх четырех уточных нитей, тогда как линия 33 простирается только поверх трех уточных нитей. Подобным же образом, линия 34, соединяющая центр петли 23 основы и центр петли 24 основы, проходит под углом иным, чем линия 32 и линия 33, простираясь только через две уточных нити. Линия 34, соединяющая центр петли 24 основы и центр петли 25 основы, простирается поверх двух уточных нитей и, следовательно, проходит под таким же углом, как и линия 34, то есть линия 34 и линия 35 параллельны друг другу. Линия 36, соединяющая центры петли 25 основы и петли 26 основы, простирается поверх четырех уточных нитей и, следовательно, является параллельной линии 32. Линии 37 и 38, соединяющие петли 26 и 27 основы, а также 27 и 28, соответственно, каждая, простираются поверх двух уточных нитей и, следовательно, параллельны линиям 34 и 35. Линия 39, соединяющая центр петли 28 основы и центр петли 29 основы, простирается поверх трех уточных нитей и, следовательно, проходит под таким же углом, как и линия 33. Линии 40 и 41, которые соединяют центры петель 29 и 30 основы, а также 30 и 31, соответственно, опять простираются поверх четырех уточных нитей и, следовательно, проходят под таким же углом как линии 32 и 36.
Как следствие, линия, содержащая все линии 32-41, не является прямой линией.
Также, как видно из Фигуры 1b, это конфигурация приводит к возникновению волнистого внешнего контура 42 непрерывного рисунка (сплошная черная область), сформированного с помощью расположенных рядом петель 21-31 основы.
Эта непрерывный рисунок приводит к возникновению уплотненной области в полотну из волокон, изготовленной с использованием этой ткани. Тем самым, можно получить уплотненный рисунок, который является непрерывным по всей поверхности полотна из волокон и, следовательно, бумажного продукта. Таким образом, базовая санитарно-гигиеническая бумага дает продукт с отличающимся рисунком без необходимости в дополнительных стадиях тиснения или печатания. В дополнение к этому, волнистый или искривленный внешний контур разрушает строгое геометрическое ощущение и, по этой причине, усиливает впечатление мягкого и рыхлого внешнего вида бумажного продукта.
В то же время и поскольку уплотненные и рыхлые области по-прежнему производятся в способе изготовления, физические характеристики бумажного продукта не ухудшаются.
Также на Фигуре 1b видны вторая - пятая группа расположенных рядом петель основы, формирующих второй - пятый непрерывный рисунок. Линия этих других групп петель основы является конгруэнтной линии, составляемой посредством соединения линии 32-41. Кроме того, как видно, эти линии не параллельны, при этом расстояние d1-d3 между линиями изменяется вдоль машинного направления MD. Например, расстояние d3 соответствует пяти нитям основы, тогда как расстояние d1 соответствует только трем с половиной нитям основы. Это дополнительно разрушает строгий геометрический рисунок и усиливает ощущение мягкости и рыхлости продукта. Кроме того, также является возможным расположение линий между соседними группами, расположенных рядом петель основы, формирующих соседние непрерывные рисунки или непрерывные уплотненные рисунки в продукте, параллельно друг другу.
Петли основы групп имеют длину перекрытия пять или длину перекрытия семь. Кроме того, и рассматривая светло-серые квадраты, длина перекрытия уточных нитей составляет только один.
Следовательно, в этом примере, длина перекрытия первых двух соседних петель, таких как 21 и 22, является одинаковой, как и длина перекрытия вторых двух соседних петель 23 и 24 основы. Однако длина перекрытия петель 22 и 23 основы, различается.
В дополнение к этому, средняя длина перекрытия всех петель основы раппорта рисунка, формирующих непрерывный рисунок, может быть вычислена следующим образом. Имеются четыре петли основы, имеющих длину перекрытия пять, и шесть петель основы, имеющих длину перекрытия семь. Раппорт рисунок состоит из петель 20 основы и 20 уточных петель. Это приводит к получению средней длины перекрытия петель основы, составляющих непрерывный рисунок равной 6,2 в раппорте рисунка.
В дополнение к этому, по меньшей мере, 50% петель основы раппорта рисунка имеют разницу длины перекрытия не более чем 10%, а именно, более 50% петель основы в этом варианте осуществления имеют длину перекрытия пять или семь, но не меньше.
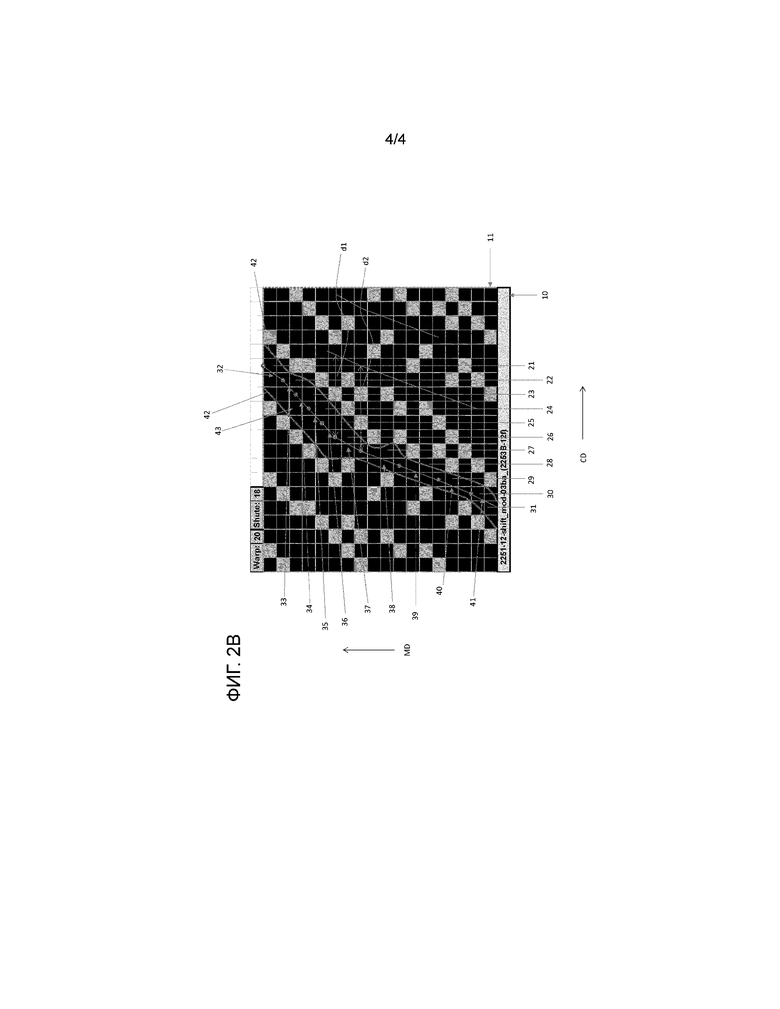
Фигура 2a показывает альтернативный вариант осуществления ткани для использования в настоящем изобретении. Фигура 2a также показывает сторону бумаги этой ткани. Такие же ссылочные номера, как на Фигуре 1, используются для одинаковых или сходных элементов. Раппорт рисунка этой ткани имеет 20 нитей 10 основы и 18 уточных нитей 11. Раппорт рисунка показан с помощью квадрата 12.
Группа петель 21-31 основы, которые расположены рядом друг с другом, формируют непрерывный рисунок, то есть ряд петель основы в направлении, расположенный под некоторым углом к машинному направлению MD и поперечному направлению CD, как в первом варианте осуществления, выше.
Петля 21 основы имеет длину перекрытия четыре, перекрывая четыре уточных нити 11. Петли 22-26 основы имеют длину перекрытия пять. Петли 27-29 основы, каждая, имеют длину перекрытия семь. Петля 30 основы имеет длину перекрытия шесть, и петля 31 основы имеет длину перекрытия четыре.
Соединяя центры петель 21 и 22 основы, которые расположены рядом друг с другом и формируют первую пару, получают прямую линию 32. Вторая прямая линия 33 определяется посредством соединения центра петли 22 основы и центра петли 23 основы. Петля 22 основы и петля основы 23 формируют вторую пару расположенных рядом петель основы. Очевидно, что линии 32 и 33 проходят под некоторым углом по отношению друг к другу. Линия 32 простирается поверх двух с половиной уточных нитей, тогда как линия 33 простирается поверх двух уточных нитей. Подобным же образом, линии 34, соединяющие центры петель 23, 24 и 25 основы, соответственно, и центры петель 24, 25 и 26 основы, соответственно, параллельны линии 33, простираясь поверх двух уточных нитей. Линия 37, соединяющая центр петли 26 основы и центр петли 27 основы, простирается поверх трех уточных нитей и, следовательно, проходит под некоторым углом иным, чем линия 32 и линии 33-36. Линии 38, 39, соединяющие центры петель 27, 28 основы и петель 28, 29 основы, простираются поверх четырех уточных нитей. Линия 40, соединяющая петли 29 и 30 основы, простирается поверх трех с половиной уточных нитей. Линия 41, соединяющая центр петли 30 основы и центр петли 31 основы, простирается поверх трех уточных нитей.
Как следствие, линия, содержащая все линии 32-41, не является прямой линией.
Также, как видно на Фигуре 2b, эта конфигурация приводит к возникновению волнистого внешнего контура 42 непрерывного рисунка (сплошная черная область), сформированного посредством расположенных рядом петель 21-31 основы, как описано выше в связи с Фигурой 1.
Также, на Фигуре 2b видны вторая - пятая группы расположенных рядом петель основы, формирующих вторую - пятую непрерывный рисунок. Расположенные рядом группы имеют неконгруэнтные линии. Скорее, только линии каждой второй группы являются конгруэнтными. Линии каждой второй группы также являются параллельными друг другу. Кроме того, линии расположенных рядом групп расположены таким образом, что расстояние (например, d1 и d3) между линиями изменяется вдоль машинного направления MD. Например, расстояние d1 соответствует приблизительно 5 ¾ нити основы, тогда как расстояние d2 соответствует шести нитям основы. Это дополнительно разрушает строгий геометрический рисунок и усиливает ощущения мягкости и рыхлости продукта.
Петли основы групп имеют длину перекрытия четыре, пять, шесть или семь, соответственно. Кроме того и рассматривая светло-серые квадраты, длина перекрытия уточных нитей составляет только один.
В дополнение к этому, средняя длина перекрытия всех петель основы раппорта рисунка, формирующего непрерывный уплотненный рисунок, может быть вычислена следующим образом. Имеется пять петель основы, имеющих длину перекрытия пять, три петли основы, имеющих длину перекрытия семь, одна петля основы, имеющая длину перекрытия шесть, и одна петля основы, имеющая длину перекрытия четыре. Раппорт рисунка состоит из 20 петель основы и 18 уточных нитей. Это приводит к получению средней длины перекрытия петель основы, составляющих непрерывный рисунок, равной 5,6 в раппорте рисунка.
Очевидно, что эти два варианта осуществления, приведенные выше представляют собой только два примера настоящего изобретения и не предназначены для ограничения рамок защиты любым из этих примеров. Скорее, рамки защиты определяются в следующей далее формуле изобретения.


Изобретение относится к области целлюлозно-бумажного производства и касается поглощающего бумажного продукта и способа его изготовления. Поглощающий бумажный продукт содержит волокнистое полотно, изготовленное на бумагоделательной машине, содержащей ткань, в частности формирующую ткань или сушильную ткань, причем полотно имеет первую и противоположную ей вторую сторону, машинное направление (MD) и поперечное машинному направление (CD), причем по меньшей мере одна из первой и второй сторон волокнистого полотна имеет в виде раппорта рисунка множество продольных ориентированных в машинном направлении уплотненных областей с первой плотностью волокон и множество ориентированных в машинном направлении рыхлых областей со второй плотностью волокон более низкой, чем первая плотность, при этом уплотненные области соответствуют ориентированным в машинном направлении петлям (21-31) нитей (10) основы ткани, перекрывающих уточные нити (11) ткани, при этом смежные уплотненные области, соответствующие петлям (21-31) смежных нитей (10) основы, перекрываются в поперечном направлении (CD), образуя непрерывный уплотненный рисунок под углом к машинному (MD) и поперечному (CD) направлениям, при этом первая линия, соединяющая центры первых двух смежных уплотненных областей непрерывного уплотненного рисунка, проходит под первым углом к машинному направлению, отличным от второго угла для второй линии, соединяющей центры вторых двух смежных уплотненных областей непрерывного уплотненного рисунка, так что линия, соединяющая центры всех уплотненных областей, образующих непрерывный уплотненный рисунок, не является прямой, при этом по меньшей мере 50% всех смежных уплотненных областей имеет перекрывание по меньшей мере трех последовательных уточных нитей. Изобретение обеспечивает создание поглощающего бумажного продукта, а также способа изготовления такого продукта, который имеет отличающийся рисунок, визуально придающий свойства мягкости и рыхлости, без ухудшения поглощения, прочности во влажном состоянии и объема. 6 н. и 27 з.п. ф-лы, 4 ил.
1. Поглощающий бумажный продукт, содержащий волокнистое полотно, изготовленное на бумагоделательной машине, содержащей ткань, в частности формирующую ткань или сушильную ткань, причем полотно имеет первую и противоположную ей вторую сторону, машинное направление (MD) и поперечное машинному направление (CD), причем по меньшей мере одна из первой и второй сторон волокнистого полотна имеет в виде раппорта рисунка множество продольных ориентированных в машинном направлении уплотненных областей с первой плотностью волокон и множество ориентированных в машинном направлении рыхлых областей со второй плотностью волокон более низкой, чем первая плотность, при этом уплотненные области соответствуют ориентированным в машинном направлении петлям (21-31) нитей (10) основы ткани, перекрывающих уточные нити (11) ткани, при этом смежные уплотненные области, соответствующие петлям (21-31) смежных нитей (10) основы, перекрываются в поперечном направлении (CD), образуя непрерывный уплотненный рисунок под углом к машинному (MD) и поперечному (CD) направлениям, при этом первая линия, соединяющая центры первых двух смежных уплотненных областей непрерывного уплотненного рисунка, проходит под первым углом к машинному направлению, отличным от второго угла для второй линии, соединяющей центры вторых двух смежных уплотненных областей непрерывного уплотненного рисунка, так что линия, соединяющая центры всех уплотненных областей, образующих непрерывный уплотненный рисунок, не является прямой, при этом по меньшей мере 50% всех смежных уплотненных областей имеет перекрывание по меньшей мере трех последовательных уточных нитей.
2. Продукт по п. 1, в котором внешний контур непрерывного уплотненного рисунка является волнистым.
3. Продукт по п. 1 или 2, в котором линия, соединяющая центры всех уплотненных областей, имеет по меньшей мере две точки поворота.
4. Продукт по п. 1, в котором линии, соединяющие центры всех уплотненных областей непрерывных рисунков, являющихся соседними в поперечном направлении, являются непараллельными или параллельными.
5. Продукт по п. 1, в котором третья линия, соединяющая центры третьих двух соседних уплотненных областей непрерывного уплотненного рисунка, проходит под третьим углом к машинному направлению, отличным от первого и второго углов.
6. Продукт по п. 1, в котором соседние непрерывные уплотненные рисунки формируются в машинном направлении и два соседних непрерывных уплотненных рисунка ограничивают прерывный рыхлый рисунок между ними.
7. Продукт по п. 1, дополнительно содержащий складки в поперечном направлении (CD) от крепирования, ограниченные уплотненными областями соседних непрерывных уплотненных рисунков, причем складки имеют длину в поперечном направлении, причем длина в поперечном направлении, по меньшей мере, некоторых складок отличается.
8. Способ изготовления поглощающего бумажного продукта, содержащий:
обеспечение формирующей ткани или сушильной ткани, при этом ткань имеет множество петель (21-31) основы, ориентированных в машинном направлении (MD), образованных нитями (10) основы ткани, перекрывающими уточные нити (11) ткани, при этом петли (21-31) смежных нитей (10) основы перекрываются в поперечном направлении (CD), формируя непрерывный рисунок (43), расположенный под углом к машинному (MD) и поперечному (CD) направлениям, при этом первая линия (32), соединяющая центры первых двух расположенных рядом петель (21, 22) основы непрерывного рисунка (43), проходит под первым углом к машинному направлению (MD), отличным от второго угла второй линии (33), соединяющей центры вторых двух расположенных рядом петель (22, 23) основы непрерывного рисунка, так что линия, соединяющая центры всех петель (21-31) основы, образующих непрерывный рисунок, не является прямой, причем петли (21-31) основы формируют уплотненные области в волокнистом полотне, в которых плотность волокон выше, чем в рыхлых областях волокнистого полотна; и
формирование или высушивание волокнистого полотна на ткани, при этом по меньшей мере 50% всех смежных уплотненных областей имеет перекрывание по меньшей мере трех последовательных уточных нитей.
9. Способ по п. 8, в котором петли (21-31) основы ткани, формирующие непрерывный рисунок (43), имеют длину перекрытия по меньшей мере 4, предпочтительно по меньшей мере 5, а наиболее предпочтительно по меньшей мере 6.
10. Способ по п. 8 или 9, в котором ткань имеет только уточные петли с длиной перекрытия меньше чем 4, предпочтительно меньше чем 3, а наиболее предпочтительно меньше чем 2.
11. Способ по п. 8, в котором длина перекрытия первых двух соседних петель (21, 22) основы и/или вторых двух соседних петель (22, 23) основы является одинаковой или различной.
12. Способ по п. 8, в котором средняя длина перекрытия всех петель основы, формирующих непрерывный рисунок (43) в раппорте рисунка, составляет 4-8, предпочтительно 5-7, более предпочтительно 5,5-6,5.
13. Способ по п. 8, в котором по меньшей мере 50% петель основы раппорта рисунка, формирующих непрерывный уплотненный рисунок, имеют разницу длины перекрытия не больше чем 25%, предпочтительно 20%, наиболее предпочтительно 15% от средней длины перекрытия петель основы, формирующих непрерывный уплотненный рисунок в раппорте рисунка.
14. Применение ткани при изготовлении бумажных продуктов, причем ткань содержит множество петель (21-31) основы, ориентированных в машинном направлении (MD), сформированных нитями (10) основы ткани, перекрывающих уточные нити (11) ткани, причем петли (21-31) смежных нитей (11) основы перекрываются в поперечном направлении (CD), формируя непрерывный рисунок (43), расположенный под углом к машинному (MD) и поперечному (CD) направлениям, при этом первая линия (32), соединяющая центры первых двух расположенных рядом петель (21, 27) основы непрерывного рисунка (43), проходит под первым углом к машинному направлению (MD), отличным от второго угла второй линии (33), соединяющей центры вторых двух расположенных рядом петель (22, 23) основы непрерывного рисунка (43), так что линия, соединяющая центры всех петель (21-31) основы, образующих непрерывный рисунок, не является прямой, при этом петли основы образуют уплотненные области в волокнистом полотне, в которых плотность волокон выше, чем в других областях, при этом по меньшей мере 50% всех смежных уплотненных областей имеет перекрывание по меньшей мере трех последовательных уточных нитей.
15. Применение по п. 14, в котором петли (21-31) основы ткани, формирующие непрерывный рисунок, имеют длину перекрытия по меньшей мере 4, предпочтительно по меньшей мере 5, а наиболее предпочтительно по меньшей мере 6.
16. Применение по п. 14 или 15, в котором ткань имеет только уточные петли, сформированные с помощью уточных нитей (11) ткани, перекрывающие нити (10) основы с длиной перекрытия меньше чем 4, предпочтительно меньше чем 3, а наиболее предпочтительно меньше чем 2.
17. Применение по п.14, в котором длина перекрытия первых двух смежных петель (21, 22) основы и/или вторых двух смежных петель (22, 23) основы является одинаковой или различной.
18. Применение по п. 14, в котором средняя длина перекрытия всех петель основы, формирующих непрерывный рисунок (43) в раппорте рисунка, составляет 4-8, предпочтительно 5-7, более предпочтительно, 5,5-6,5.
19. Применение по п. 14, в котором по меньшей мере 50% петель основы, формирующих непрерывный уплотненный рисунок, имеют разницу длины перекрытия не более чем 25%, предпочтительно 20%, наиболее предпочтительно 15% от средней длины перекрытия петель основы, формирующих непрерывный уплотненный рисунок в раппорте рисунка.
20. Поглощающий бумажный продукт, содержащий волокнистое полотно, изготовленное на бумагоделательной машине, содержащей ткань, в частности формирующую ткань или сушильную ткань, при этом полотно имеет первую и противоположную ей вторую сторону, машинное направление (MD) и поперечное машинному направление (CD), причем по меньшей мере одна из первой и второй сторон волокнистого полотна имеет в виде раппорта рисунка множество продольных ориентированных в машинном направлении уплотненных областей с первой плотностью волокон и множество ориентированных в машинном направлении рыхлых областей со второй плотностью волокон более низкой, чем первая плотность, при этом уплотненные области соответствуют ориентированным в машинном направлении петлям (21-31) нитей (10) основы ткани, перекрывающих уточные нити (11) ткани, а рыхлые области соответствуют выемкам, углубленным по отношению к петлям основы, при этом непрерывный уплотненный рисунок сформирован с помощью множества уплотненных областей, смежно расположенных в поперечном направлении, и по меньшей мере большинство из них являются смещенными по отношению друг к другу в машинном направлении,
при этом непрерывный уплотненный рисунок имеет по меньшей мере одну первую группу уплотненных областей и по меньшей мере одну вторую группу уплотненных областей, по меньшей мере одна первая группа сформирована с помощью первого количества расположенных рядом уплотненных областей, и по меньшей мере одна вторая группа сформирована с помощью второго количества расположенных рядом уплотненных областей, причем второе количество меньше, чем первое количество, и среднее смещение уплотненных областей по меньшей мере в одной первой группе меньше, чем среднее смещение уплотненных областей по меньшей мере в одной второй группе, при этом по меньшей мере 50% всех смежных уплотненных областей имеет перекрывание по меньшей мере трех последовательных уточных нитей.
21. Бумажный продукт по п. 20, в котором непрерывный уплотненный рисунок раппорта рисунка формируется посредством по меньшей мере 10 смежных уплотненных областей.
22. Бумажный продукт по п. 20 или 21, в котором все уплотненные области, которые образуют непрерывный уплотненный рисунок, смещены по отношению друг к другу в машинном направлении.
23. Бумажный продукт п. 20, в котором первая и вторая группы располагаются поочередно.
24. Бумажный продукт по п. 20, в котором первая группа формируется посредством первых уплотненных областей, а вторая группа формируется посредством вторых уплотненных областей, причем первые уплотненные области имеют первую длину, а вторые уплотненные области имеют вторую длину.
25. Бумажный продукт по п. 24, в котором первая длина отличается от второй длины.
26. Бумажный продукт по п. 20, в котором среднее смещение уплотненных областей в первой группе находится в пределах между 0,5 и 2 и/или среднее смещение уплотненных областей во второй группе находится в пределах между 1,2 и 4.
27. Бумажный продукт по п. 20, в котором расположенные рядом уплотненные области перекрывают друг друга в машинном направлении по меньшей мере на половину их продольной длины.
28. Бумажный продукт по п. 20, в котором волокнистое полотно содержит, в машинном направлении (MD) в пределах от 2 до 6 непрерывных уплотненных рисунков на квадратный дюйм.
29. Поглощающий бумажный продукт, содержащий волокнистое полотно, изготовленное на бумагоделательной машине, содержащей ткань, в частности формирующую ткань или сушильную ткань, при этом полотно имеет первую и противоположную ей вторую сторону, машинное направление (MD) и поперечное направление (CD), причем по меньшей мере одна из первой и второй сторон волокнистого полотна имеет в виде раппорта рисунка множество продольных ориентированных в машинном направлении уплотненных областей с первой плотностью волокон и множество ориентированных в машинном направлении рыхлых областей со второй плотностью волокон более низкой, чем первая плотность, при этом уплотненные области соответствуют ориентированным в машинном направлении петлям (21-31) нитей (10) основы ткани, перекрывающих уточные нити (11) ткани, а рыхлые области соответствуют выемкам, углубленным по отношению к петлям основы, при этом непрерывные уплотненные рисунки сформированы с помощью множества уплотненных областей, смежно расположенных в поперечном направлении, при этом раппорт рисунка содержит в машинном направлении ряд из множества первых уплотненных областей и ряд из множества вторых уплотненных областей, при этом первые уплотненные области в ряду разделены в машинном направлении первыми рыхлыми разделительными областями, вторые уплотненные области в ряду разделены в машинном направлении вторыми рыхлыми разделительными областями, при этом первые уплотненные области имеют длину в машинном направлении, которая больше, чем длина вторых уплотненных областей, причем первые рыхлые разделительные области являются более короткими в машинном направлении, чем вторые рыхлые разделительные области, при этом по меньшей мере 50% всех смежных уплотненных областей имеет перекрывание по меньшей мере трех последовательных уточных нитей.
30. Бумажный продукт по п. 29, в котором на один раппорт рисунка ряды первых уплотненных областей формируют множество первых групп смежных уплотненных областей, а ряды вторых уплотненных областей формируют множество вторых групп смежных уплотненных областей.
31. Бумажный продукт по п. 30, в котором первые группы и вторые группы расположены поочередно в поперечном направлении.
32. Бумажный продукт по п. 30 или 31, в котором смежные уплотненные области в первых группах смещены по отношению друг к другу в машинном направлении и/или смежные в машинном направлении вторые нити во вторых группах смещены по отношению друг к другу в машинном направлении.
33. Поглощающий бумажный продукт, содержащий волокнистое полотно, изготовленное на бумагоделательной машине, содержащей ткань, в частности формирующую ткань или сушильную ткань, при этом полотно имеет первую и противоположную ей вторую сторону, машинное направление (MD) и поперечное направление (CD), при этом по меньшей мере одна из первой и второй сторон волокистого полотна имеет в виде раппорта рисунка множество продольных ориентированных в машинном направлении уплотненных областей с первой плотностью волокон и множество ориентированных в машинном направлении рыхлых областей со второй плотностью волокон более низкой, чем первая плотность, при этом уплотненные области соответствуют ориентированным в машинном направлении петлям (21-31) нитей (10) основы ткани, перекрывающих уточные нити (11) ткани, а рыхлые области соответствуют выемкам, углубленным по отношению к петлям основы, причем непрерывный уплотненный рисунок сформирован с помощью множества уплотненных областей, смежно расположенных в поперечном направлении, при этом раппорт рисунка содержит в машинном направлении ряд из множества третьих уплотненных областей, содержащих, предпочтительно или альтернативно, первые уплотненные области и вторые уплотненные области, разделенные разделительной областью, причем первые уплотненные области имеют первую длину в машинном направлении, а вторые уплотненные области имеют вторую длину в машинном направлении, причем первая длина меньше, чем вторая длина, при этом по меньшей мере 50% всех смежных уплотненных областей имеет перекрывание по меньшей мере трех последовательных уточных нитей.
| WO 03040470 A1, 15.05.2003 | |||
| WO 9600814 A1, 11.01.1996 | |||
| US 5925217 A, 20.07.1999 | |||
| US 6708732 B1, 23.03.2004 | |||
| МНОГОСЛОЙНАЯ ТКАНЬ | 2003 |
|
RU2337187C2 |

