Изобретение относится к болтовым соединениям деталей, выполненных из материалов с разными коэффициентами теплового расширения, и может быть использовано в различных отраслях техники, включая конструкции высокоскоростных летательных аппаратов.
Известно (см. патент РФ №2263827) болтовое соединение деталей из материалов с разными коэффициентами теплового расширения, включающее первую деталь, вторую деталь и болты, при этом первая деталь выполнена с прорезями с возможностью скольжения последних по болтам, установленным в этих прорезях, отличающееся тем, что прорези ориентированы вдоль взаимно перпендикулярных линий, расположенных в плоскости стыка соединяемых деталей, в пересечении которых болт относительно первой детали установлен плотно, а вне указанных линий болты установлены в отверстия первой детали с зазорами.
Описанное устройство принято авторами за ближайший аналог.
Ближайший аналог имеет следующие недостатки:
- выполнение ряда отверстий в виде овальных прорезей, ширина которых равна диаметру базового отверстия, а длина выбрана из условия свободного теплового перемещения элементов крепежного соединения, позволяет обеспечить надежную фиксацию (в том числе и от вращения) соединения в плоскости стыка и тепловую развязку. Но если в соединении действуют значительные по величине силы, которые берутся реакциями в точном отверстии, общем для двух деталей, и в прорези (прорезях), то в последней могут возникнуть контактные напряжения по линии касания «болт-прорезь», превышающие допустимые;
- если по линии касания «болт-прорезь» контактные напряжения превысят допустимые, то появится пластическая деформация по линии контакта, что может привести к люфтам в соединении двух деталей;
- люфты в соединении двух деталей могут привести к недопустимым вибрациям и потере работоспособности конструкции;
- при соединении металлической детали с деталью, например из композиционного материала, возникает необходимость снижения напряжений смятия, возникающих в неметаллической детали. Это необходимо предусматривать в конструкциях такого типа соединений;
- кроме того, необходимо избегать острых ребер по линии контакта двух деталей, если одна из деталей - неметаллическая;
- в ответственных соединениях двух деталей, когда необходима высокая точность выставления одной детали относительно другой, необходимо предусматривать компенсаторы.
Технической задачей, на решение которой направлено заявляемое техническое решение, является повышение точности и надежности соединения при работе в условиях значительных по величине нагрузок и высоких температур нагрева.
Поставленная задача достигается тем, что в крепежном соединении деталей из материалов с разными коэффициентами теплового расширения, включающем первую деталь, вторую деталь и крепеж, при этом одно из отверстий под крепеж, принятое за базовое, выполнено единым для двух соединяемых деталей, образуя с крепежом точную посадку, остальные отверстия во второй детали выполнены равными базовому отверстию, а для обеспечения свободного теплового перемещения элементов крепежного соединения часть отверстий в первой детали выполнена в виде прорезей, ось симметрии которых проходит через центр базового отверстия, а другая часть отверстий выполнена большего диаметра по отношению к базовому отверстию, при этом одна или несколько прорезей в первой детали выполнены большей ширины для установки в них вкладыша с отверстием, равным базовому отверстию, вкладыш установлен по точной посадке с образованием двух опорных плоскостей с прорезью, а длина прорези выполнена с обеспечением свободного теплового перемещения вкладыша с крепежом вдоль прорези. Прорезь выполнена с радиусами скругления по вершинам, а на вкладыше выполнены фаски, ответные радиусам скругления.
Между первой и второй деталью установлены регулировочные шайбы и опорная пластина, при этом регулировочные шайбы установлены между первой деталью и опорной пластиной, а в опорной пластине выполнены отверстия под крепеж, соответствующие отверстиям в первой детали.
На второй детали со стороны, не контактирующей с первой деталью, размещены опорные накладки с двумя отверстиями под крепеж, одно из которых выполнено равным базовому отверстию, а другое отверстие выполнено большего диаметра для обеспечения свободного теплового перемещения элементов крепежного соединения.
В опорной пластине по сторонам опирания на вторую деталь выполнены отгибы, притупляющие кромки пластины.
В опорных накладках с двух сторон от отверстий выполнены выступы для обеспечения фиксации от вращения одного из пары элементов крепежного соединения, а со стороны опирания на вторую деталь выполнено притупление ребер.
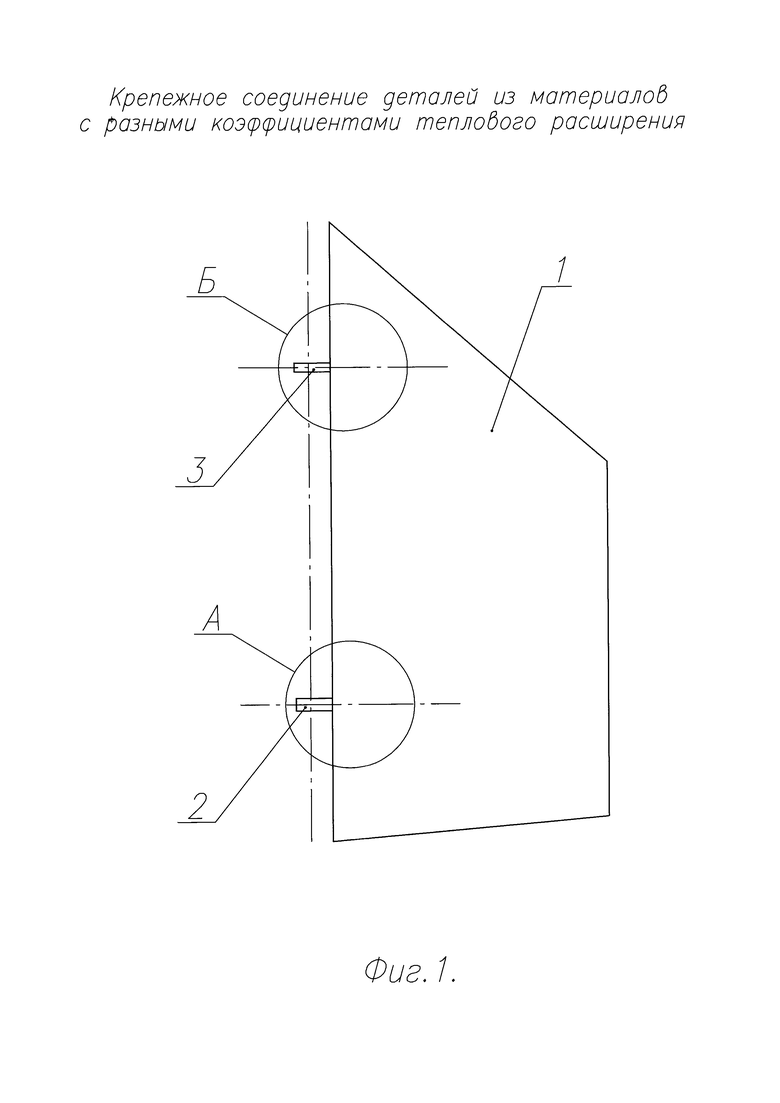
Предложенное техническое решение поясняется чертежами на примере аэродинамической поверхности (консоли крыла, стабилизатора и т.д.) высокоскоростного летательного аппарата, выполненной, например, из композиционного материала и имеющей передний и задний узлы подвески, выполненные из металла. В соответствии с формулой изобретения здесь первой деталью выступает задний узел подвески, а в качестве второй детали - аэродинамическая поверхность (а.п.).
На фиг. 1 дан вид в плане на а.п. 1 с задним 2 и передним 3 узлами подвески к корпусу летательного аппарата.
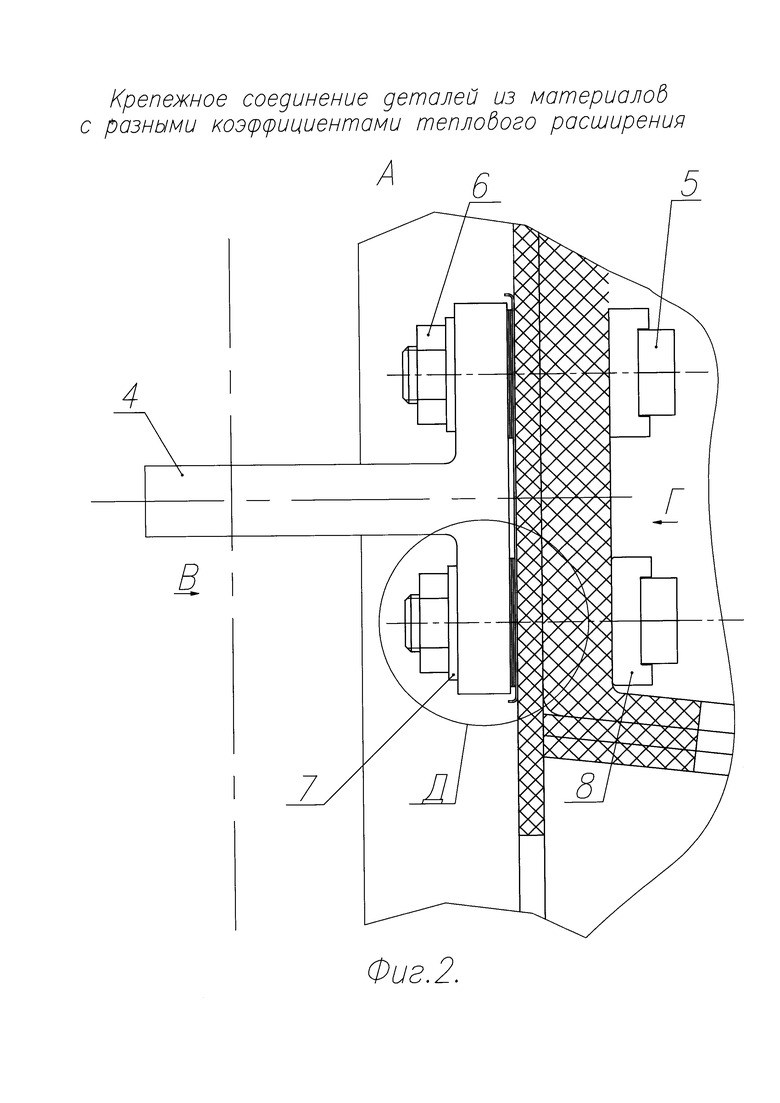
На фиг. 2 дан вид по выноске А, где представлены элементы заднего узла подвески в составе кронштейна 4, болтов 5, гаек 6, шайб 7, опорных накладок 8.
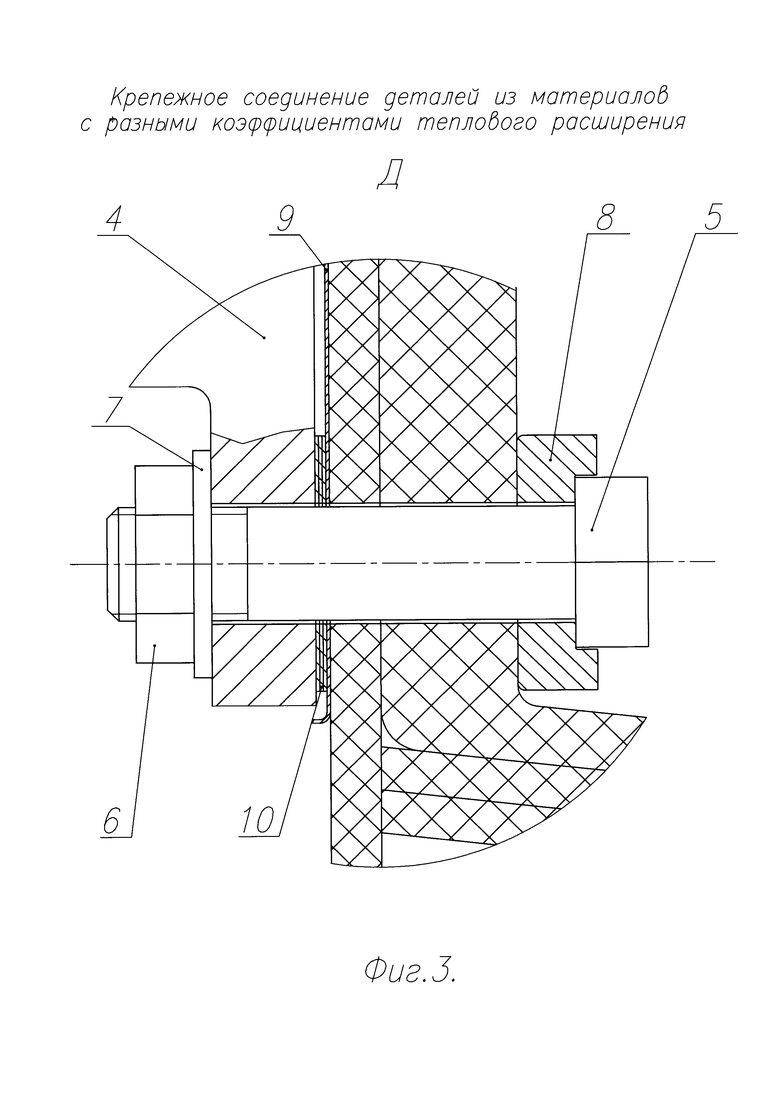
На фиг. 3 показана выноска Д, где помимо кронштейна 4, болта 5, гайки 6, шайбы 7, опорных накладок 8 показана опорная пластина 9 и регулировочные шайбы 10.
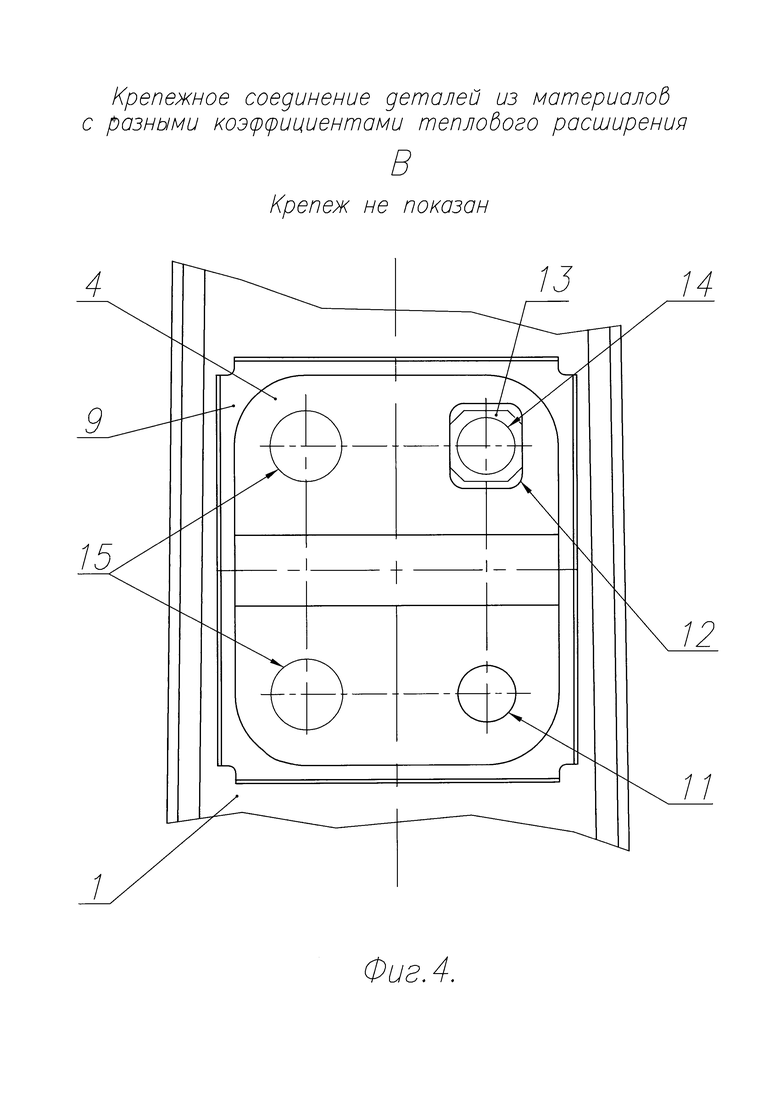
На фиг. 4 дан вид В на кронштейн 4, опирающийся на опорную пластину 9. Во фланце кронштейна 4 отверстие 11 является базовым, т.е. единым для кронштейна 4 и а.п. 1, и обеспечивает точную посадку с крепежом. В прорезь 12 установлен вкладыш 13, в котором выполнено точное отверстие 14, равное базовому отверстию 11. При этом вкладыш 13 установлен в прорезь 12 по точной посадке с образованием двух опорных плоскостей с ней. Таким образом, сила, приходящая в эту точку закрепления кронштейна 4, будет действовать не по линии контакта (как в случае обычной прорези, ширина которой равна диаметру болта), а распределяться по площади опорной поверхности «вкладыш-прорезь». Для обеспечения свободного теплового перемещения элементов крепежного соединения вкладыш 13 может перемещаться вдоль прорези 12, а два отверстия 15 выполнены большего диаметра, чем базовое отверстие 11.
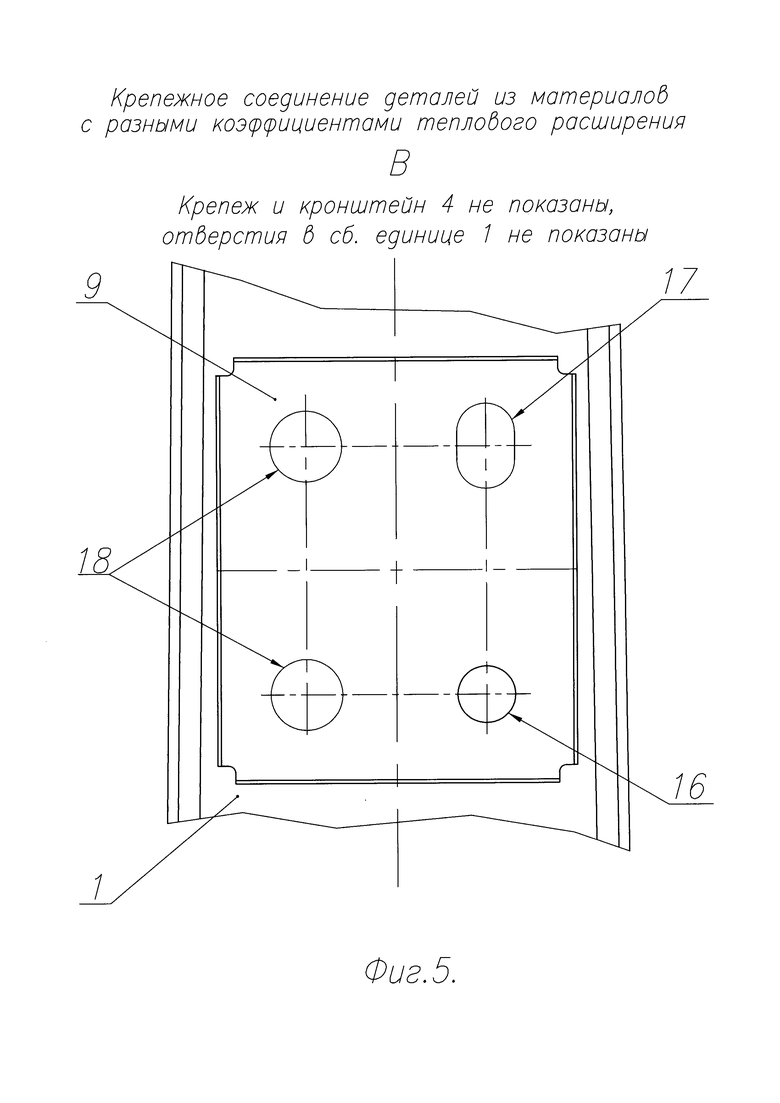
На фиг. 5 дан вид В, где убран кронштейн 4 с крепежом и показана опорная пластина 9, расположенная на а.п. 1 (отверстия в а.п. 1 не показаны). Отверстие 16 в пластине 9 равно базовому отверстию 11. Отверстие 17 выполнено в виде прорези, ось симметрии которой проходит через центр отверстия 16, при этом ширина прорези равна диаметру отверстия 16, а длина выполнена с обеспечением свободного теплового перемещения элементов крепежного соединения. Два отверстия 18 выполнены большего диаметра, чем базовое отверстие 11, тем самым обеспечивается свободное тепловое перемещение элементов крепежного соединения.
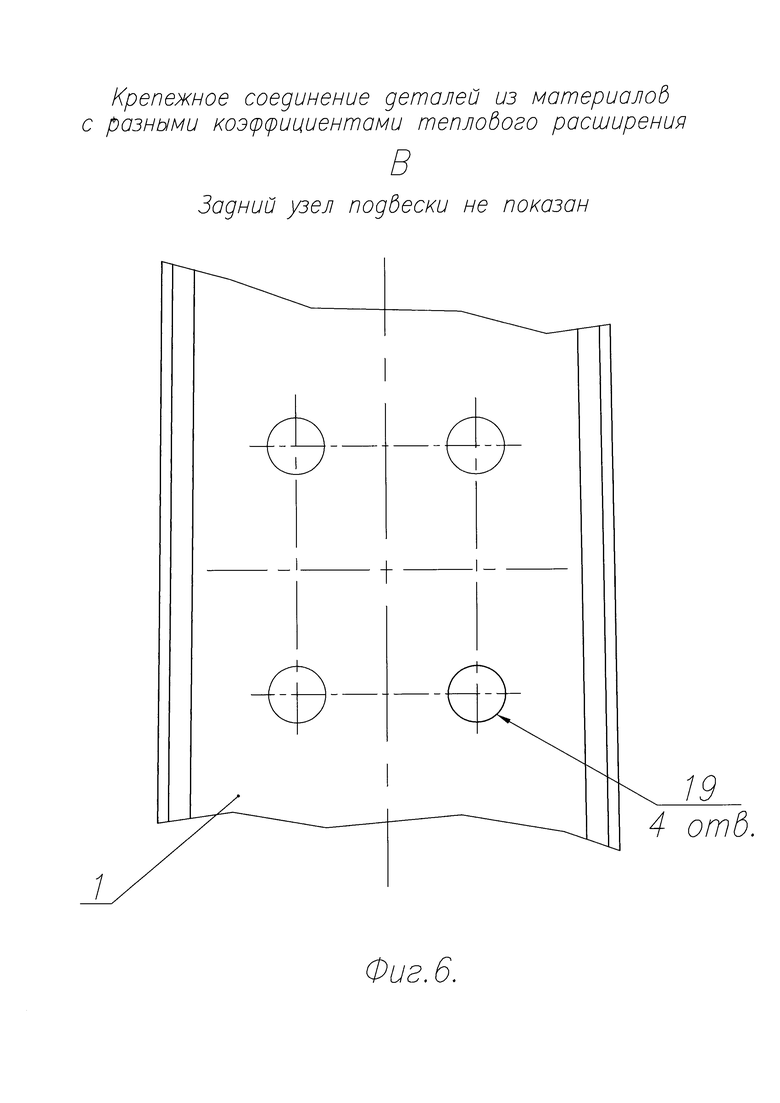
На фиг. 6 дан вид В, где задний узел подвески 2 не показан. Здесь представлена а.п. 1, в которой выполнены четыре отверстия 19, равные базовому отверстию.
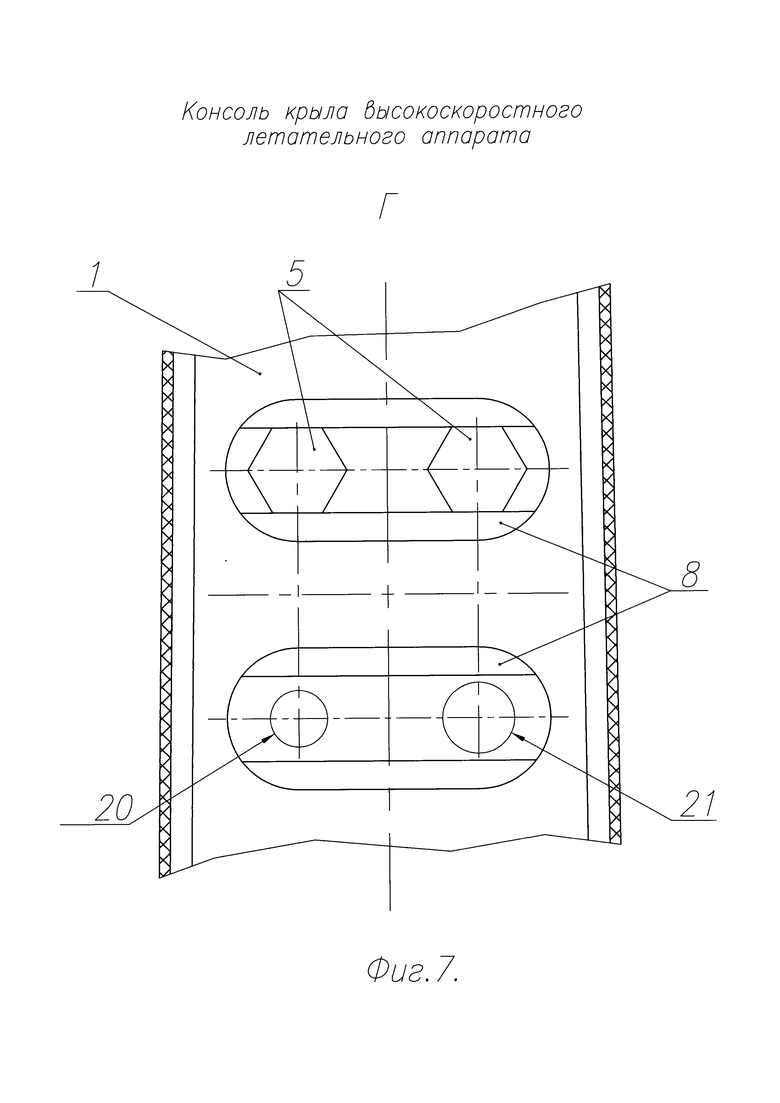
На фиг. 7 дан вид Г на а.п. 1 со стороны, противоположной кронштейну 4. Здесь показаны две опорные накладки 8, при этом в одной из накладок 8 видны головки болтов 5, расположенные между выступами, которые не позволяют им проворачиваться, а другая накладка показана без болтов 5, что позволяет увидеть отверстия в опорной накладке 8, а именно отверстие 20 равно базовому отверстию и отверстие 21 большего диаметра, чем базовое отверстие.
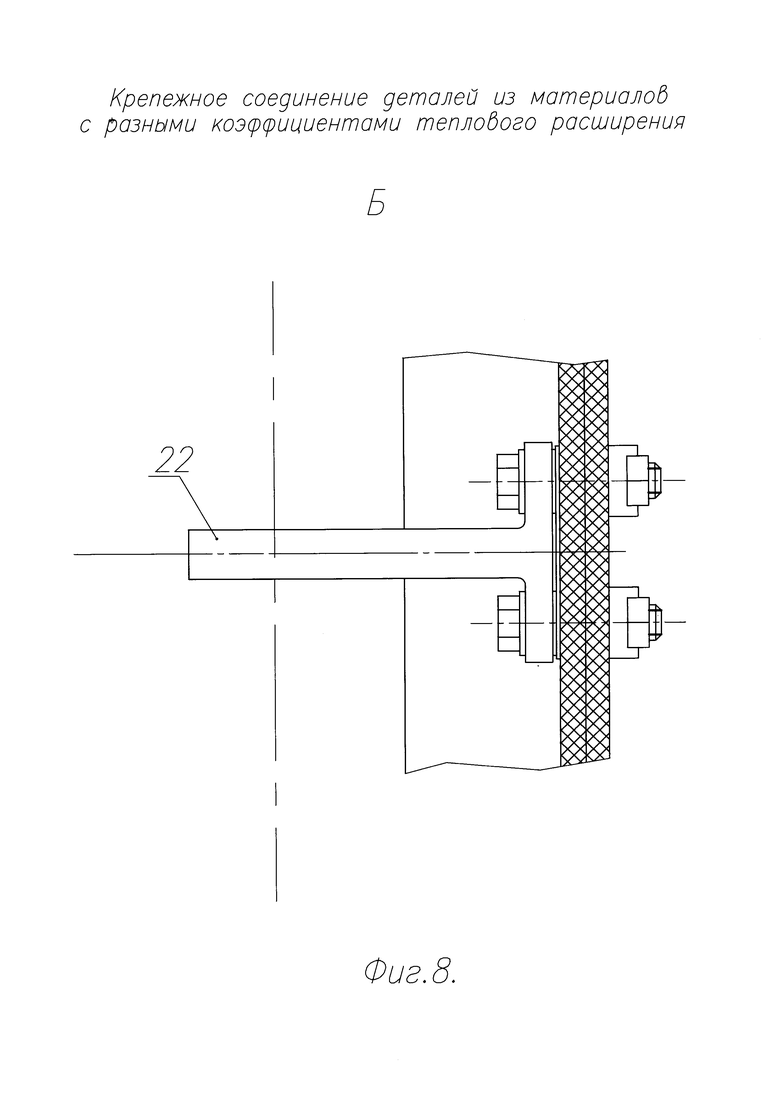
На фиг. 8 показана выноска Б, где представлен передний узел подвески 3, по конструкции аналогичный заднему узлу подвески 2, но имеющий меньшие габариты. Кронштейн 22 крепится к а.п. 1 таким же набором крепежа, тем самым обеспечивается свободное тепловое перемещение элементов крепежного соединения.
Устройство работает следующим образом.
А.п. 1 имеет два узла подвески 2 и 3 к корпусу летательного аппарата, но при этом узлы подвески выполнены из металла, а сама а.п. - из композиционного материала, т.е. имеет место крепежное соединение деталей из материалов с разными коэффициентами теплового расширения. Задний 2 и передний 3 узлы подвески по конструкции аналогичны друг другу, поэтому ниже будет описана работа узла подвески на примере заднего узла 2.
Кронштейн 4 крепится к а.п. четырьмя болтами 5, которые заходят в отверстия а.п. (например, через отверстие в стенке а.п. или через наружную крышку в а.п.) и выходят резьбовой частью наружу. На резьбовую часть болтов 5 устанавливают шайбы 7 и заворачивают гайки 6. Болты 5 при установке входят в опорные накладки 8, имеющие на краях выступы и располагаются своими головками между этими выступами, которые не позволяют им проворачиваться. Вращая гайки 6 ключом относительно неподвижных болтов 5, мы затягиваем соединение «болт-гайка» моментом затяжки.
Для точного выставления кронштейна 4 относительно а.п. 1 используются регулировочные шайбы 10.
Для восприятия силы с фланца кронштейна 4 на стенку а.п. 1 используется опорная пластина 9, которая обеспечивает необходимую опорную поверхность и снижает величину напряжения смятия на стенке а.п.
По тем же соображениям опорные накладки 8 обеспечивают необходимую опорную поверхность на стенку а.п. 1.
Из сравнения чертежей, представленных на фиг. 4, 5, 6, 7, видно, что:
- отверстия 11, 16,19, 20 образуют базовое отверстие;
- отверстия 14, 19 и 20 (на фиг. 7 отверстие 20 закрыто болтом 5), а также прорези 12 и 17 обеспечивают точную посадку, фиксируют совместно с базовым отверстием кронштейн 4 от вращения при установленных болтах 5, но позволяют кронштейну 4 и опорной пластине 9 свободно перемещаться при нагреве по направлению «центр базового отверстия-центр отверстия 14 во вкладыше 13» благодаря зазорам по направлению перемещения между вкладышем 13 и прорезью 12 кронштейна 4;
- отверстия 15, 18 21 обеспечивают свободное тепловое перемещение кронштейна 4 с элементами крепежного соединения, поскольку эти отверстия имеют диаметр больше, чем диаметр базового отверстия.
В опорной пластине 9 выполнены отгибы, притупляющие кромки пластины, а в опорных накладках 8 - притупления ребер с целью устранения острых кромок по внешнему периметру касания деталей и предотвращения врезания этих кромок в стенку а.п. 1 при затяжке болтов 5 (см. фиг. 3).
Предложенная конструкция успешно прошла лабораторно-стендовые и летно-конструкторские испытания в составе высокоскоростного ЛА в диапазоне температур ± 50°C.
Использование предлагаемого технического решения позволит повысить точность и надежность крепежного соединения при работе в условиях значительных по величине нагрузок и высоких температур нагрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| СКЛАДЫВАЕМАЯ КОНСОЛЬ КРЫЛА ВЫСОКОСКОРОСТНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 2022 |
|
RU2785388C1 |
| КАПОТ ДВИГАТЕЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 1992 |
|
RU2076830C1 |
| Набор-конструктор для возведения опоры системы видеонаблюдения | 2020 |
|
RU2745377C1 |
| ОПОРА КОМПРЕССОРНОГО ОБОРУДОВАНИЯ | 2019 |
|
RU2735269C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2008 |
|
RU2432251C2 |
| ПОДВЕСКА ДВИГАТЕЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2185295C2 |
| УСТРОЙСТВО, СОДЕРЖАЩЕЕ УЗЕЛ ЗАСОВА, ДЛЯ АВТОМАТИЧЕСКОГО БАНКОВСКОГО АППАРАТА | 2004 |
|
RU2331925C2 |
| МЕТАЛЛИЧЕСКАЯ ОПОРА С ФИКСИРУЮЩИМ УЗЛОМ ОТ СПОЛЗАНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2552577C2 |
| КРЕПЕЖНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2485363C1 |
| ЗАЩИТНАЯ КРЫШКА ДЛЯ ДИСКОВОГО ТОРМОЗА И ДИСКОВЫЙ ТОРМОЗ, ВКЛЮЧАЮЩИЙ ТАКУЮ ЗАЩИТНУЮ КРЫШКУ | 2003 |
|
RU2317454C2 |
Изобретение относится к болтовым соединениям деталей, выполненных из материалов с разными коэффициентами теплового расширения, и может быть использовано в различных отраслях техники, включая конструкции высокоскоростных летательных аппаратов. Крепежное соединение деталей из материалов с разными коэффициентами теплового расширения, включающее первую деталь, вторую деталь и крепеж, при этом одно из отверстий под крепеж, принятое за базовое, выполнено единым для двух соединяемых деталей, образуя с крепежом точную посадку, остальные отверстия во второй детали выполнены равными базовому отверстию, а для обеспечения свободного теплового перемещения элементов крепежного соединения часть отверстий в первой детали выполнена в виде прорезей, ось симметрии которых проходит через центр базового отверстия, а другая часть отверстий выполнена большего диаметра по отношению к базовому отверстию, при этом одна или несколько прорезей в первой детали выполнены большей ширины для установки в них вкладыша с отверстием, равным базовому отверстию, при этом вкладыш установлен по точной посадке с образованием двух опорных плоскостей с прорезью, а длина прорези выполнена с обеспечением свободного теплового перемещения вкладыша с крепежом вдоль прорези. Использование предлагаемого технического решения позволит повысить точность и надежность соединения при работе в условиях значительных по величине нагрузок и высоких температур нагрева. 5 з.п. ф-лы, 8 ил.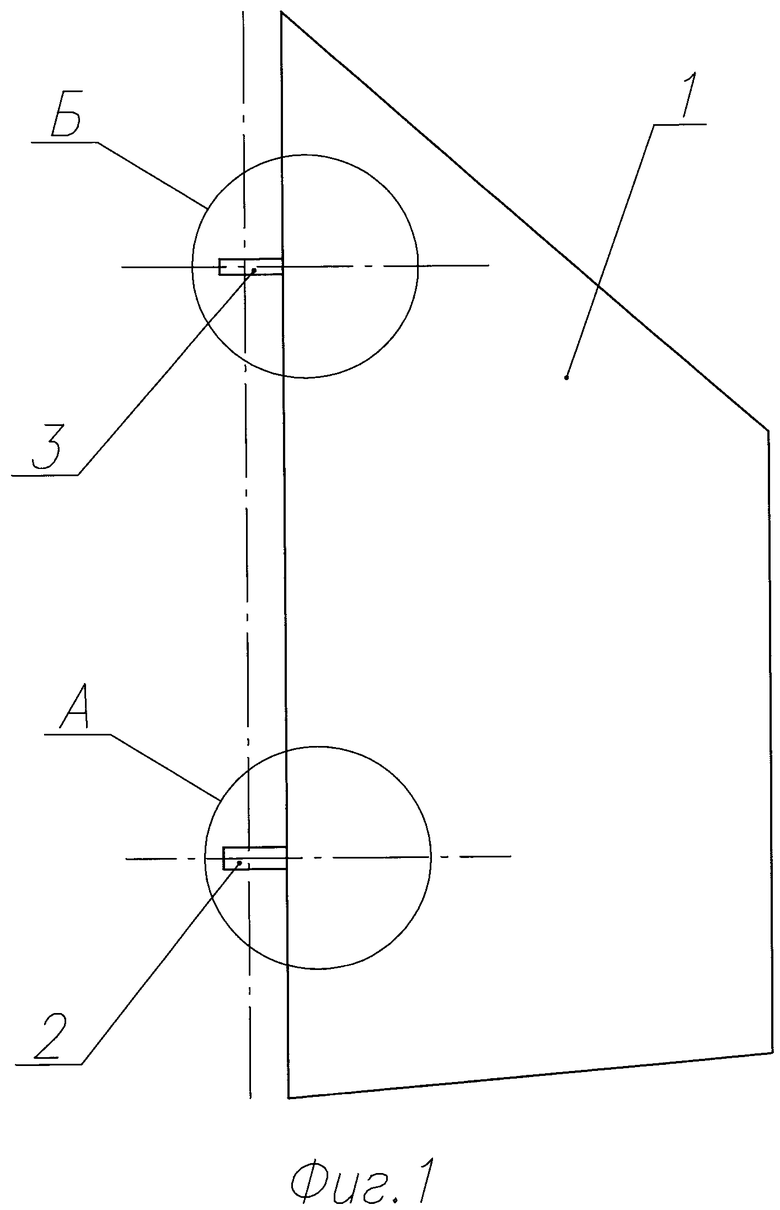
1. Крепежное соединение деталей из материалов с разными коэффициентами теплового расширения, включающее первую деталь, вторую деталь и крепеж, при этом одно из отверстий под крепеж, принятое за базовое, выполнено единым для двух соединяемых деталей, образуя с крепежом точную посадку, остальные отверстия во второй детали выполнены равными базовому отверстию, а для обеспечения свободного теплового перемещения элементов крепежного соединения часть отверстий в первой детали выполнена в виде прорезей соответствующей длины и шириной, равной диаметру базового отверстия, при этом ось симметрии прорезей проходит через центр базового отверстия, а другая часть отверстий выполнена большего диаметра по отношению к базовому отверстию, отличающееся тем, что одна или несколько прорезей в первой детали выполнены большей ширины для установки в них вкладыша с отверстием, равным базовому отверстию, при этом вкладыш установлен по точной посадке с образованием двух опорных плоскостей с прорезью, а длина прорези выполнена с обеспечением свободного теплового перемещения вкладыша с крепежом вдоль прорези.
2. Крепежное соединение деталей по п. 1, отличающееся тем, что прорезь выполнена с радиусами скругления по вершинам, а на вкладыше выполнены фаски, ответные радиусам скругления.
3. Крепежное соединение деталей по п. 1, отличающееся тем, что между первой и второй деталью установлены регулировочные шайбы и опорная пластина, при этом регулировочные шайбы установлены между первой деталью и опорной пластиной, а в опорной пластине выполнены отверстия под крепеж, соответствующие отверстиям в первой детали.
4. Крепежное соединение деталей по п. 1, отличающееся тем, что на второй детали, со стороны, не контактирующей с первой деталью, размещены опорные накладки с двумя отверстиями под крепеж, одно из которых выполнено равным базовому отверстию, а другое отверстие выполнено большего диаметра для обеспечения свободного теплового перемещения элементов крепежного соединения.
5. Крепежное соединение деталей по пп. 1 и 3, отличающееся тем, что в опорной пластине по сторонам опирания на вторую деталь выполнены отгибы, притупляющие кромки пластины.
6. Крепежное соединение деталей по пп. 1 и 4, отличающееся тем, что в опорных накладках с двух сторон от отверстий выполнены выступы для обеспечения фиксации от вращения одного из пары элементов крепежного соединения, а со стороны опирания на вторую деталь выполнено притупление ребер.
| БОЛТОВОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С РАЗНЫМИ КОЭФФИЦИЕНТАМИ ТЕПЛОВОГО РАСШИРЕНИЯ | 2003 |
|
RU2263827C2 |
| DE 3317784 A1, 19.01.1984 | |||
| СОЕДИНЕНИЕ ДЕТАЛЕЙ ТУРБОМАШИНЫ | 1992 |
|
RU2057949C1 |
| КОМПЕНСАТОР РАЗНОСТИ ЛИНЕЙНЫХ РАСШИРЕНИЙ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ | 0 |
|
SU407096A1 |

