Область техники
Изобретение относится к области производства строительных изделий, а именно к технологическому оборудованию, используемому, в частности, для изготовления плит перекрытий безригельного каркасного здания.
Предшествующий уровень техники
Из уровня техники известны различные конструкции форм для изготовления железобетонных плит. В частности, из патента на изобретение RU 2147986, опубликованного 27.04.2000, известна форма для изготовления железобетонных плит, выполненная в виде замкнутой полости для заливки бетонной смеси, образованной поддоном и бортами, установленными с каждой стороны металлоформы и снабженными пазообразователями, фаскообразователями и шарнирно откидными устройствами.
Также из уровня техники известна форма для изготовления железобетонных плит, раскрытая в патенте на полезную модель RU 125512, опубликованном 10.03.2013, содержащая борта, выполненные с возможностью расположения на монтажной плите и соединения между собой с образованием полости для размещения в ней арматуры и заливки в нее бетона, причем на поверхности, по меньшей мере, одного борта, обращенной в образуемую полость, установлены торцевые пазообразователи, между которыми предусмотрены вертикальные зазоры, причем борта содержат крепежные элементы, обеспечивающие возможность фиксации положения бортов на монтажной плите с помощью магнитов.
Наиболее близкой по совокупности существенных признаков к заявленному изобретению является форма для изготовления железобетонных плит, раскрытая в патенте на изобретение RU 2385222, опубликованном 27.03.2010, которая выполнена в виде замкнутой полости для заливки бетонной смеси, образованной поддоном и бортами, установленными с каждой стороны металлоформы и снабженными пазообразователями, фаскообразователями и шарнирно откидными устройствами.
Недостатками всех приведенных аналогов, включая прототип, является их малая универсальность, требующая для формования каждого типа изделия своей формы, невозможность обеспечить стыковку двух соседних изделий, имеющих регулярные выпуски арматуры по торцам, а также высокая трудоемкость операции извлечения готовой плиты из формы и частые сколы фасок на плите.
Раскрытие изобретения
Задача предлагаемого изобретения заключается в максимальном сокращении номенклатуры форм для изготовления плит перекрытий безригельного каркаса, обеспечение возможности изготовления железобетонных плит различных типов и размеров, снижении временных и материальных затрат при переходе к изготовлению плиты другого типа и размера, а также повышение срока службы формы. Возможность соединения форм между собой в единую монтажную плиту по всей длине позволяет изготавливать разные типы железобетонных изделий большой длины. Дополнительной задачей является повышение удобства транспортировки формы.
При решении поставленной задачи достигается технический результат, заключающийся в обеспечении стыковки отформованных изделий друг с другом при наличии выпусков арматуры и в облегчении процесса распалубки отформованных плит.
Указанный технический результат достигается за счет того, что форма для изготовления железобетонных плит содержит продольные и поперечные борта, выполненные с возможностью расположения на монтажной плите и соединения между собой с образованием полости для размещения в ней арматуры и заливки в нее бетона, причем на поверхности, по меньшей мере, одного продольного борта, обращенной в образуемую полость, установлены торцевые пазообразователи, продольные борта выполнены сборными из призматических элементов, расположенных один от другого на расстоянии, соответствующем диаметру рабочей арматуры, и откидными, при этом ось шарнира каждого откидного устройства смещена ниже плоскости монтажной плиты и расположена не выше точки пересечения перпендикуляра к верхней наклонной плоскости пазообразователя, проходящего через наружную угловую точку пазообразователя, и линии, проходящей в плоскости края монтажной плиты, поперечные борта выполнены съемными с выемками под опорные столики железобетонных плит и отверстиями под арматуру, а противоположные края монтажной плиты выполнены с выступом и впадиной с обеспечением возможности соединения двух сопряженных монтажных плит внахлест.
Форма для изготовления железобетонных плит может быть снабжена, по крайней мере, одним пустотообразователем, имеющим один или более крепежных элементов, обеспечивающих возможность фиксации положения пустотообразователя на монтажной плите, при этом крепежные элементы могут быть выполнены в виде магнитов.
Указанный технический результат достигается также за счет того, что выемки под опорные столики железобетонных плит на поперечных бортах могут быть выполнены в части борта, прилегающей к монтажной плите, или в части борта, оппозитной к монтажной плите, при этом в последнем случае отверстия под арматуру смещены на расстояние, не меньшее, чем диаметр арматуры, по отношению к отверстиям в поперечных бортах, выполненных с выемками в части борта, прилегающей к монтажной плите. Поперечные борта могут крепиться к монтажной плите посредством магнитов.
Кроме того, форма для изготовления железобетонных плит может быть снабжена заглушками, расположенными между призматическими элементами продольных бортов.
Краткое описание фигур чертежей
Сущность заявленного изобретения поясняется чертежами, где:
на фиг. 1 изображена форма для изготовления железобетонных плит в открытом состоянии, вид сверху;
на фиг. 2 - вид по А-А на фиг. 1;
на фиг. 3 в аксонометрии изображена форма для изготовления надколонных плит;
на фиг. 4 в аксонометрии изображена форма и выполненная в ней надколонная плита;
на фиг. 5 изображена форма с закрытыми бортами и выполненная в ней надколонная плита;
на фиг. 6 изображена форма с открытыми бортами и выполненная в ней надколонная плита;
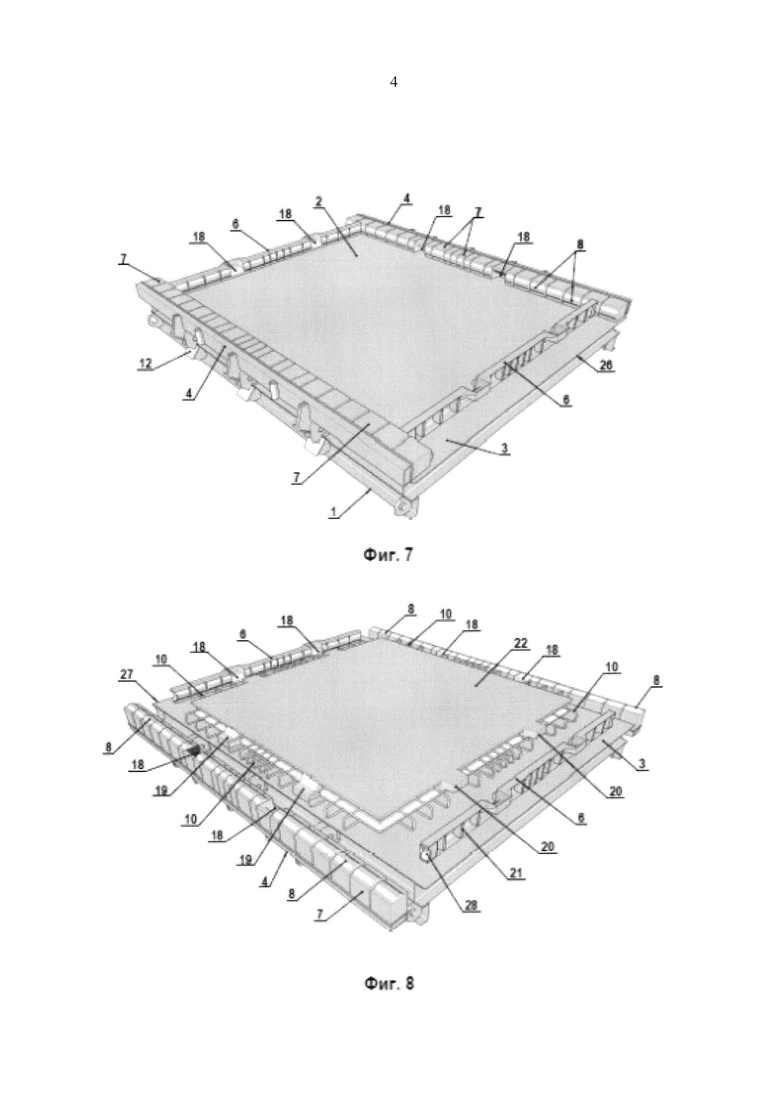
на фиг. 7 в аксонометрии изображена форма для изготовления межколонных плит;
на фиг. 8 в аксонометрии изображена форма и выполненная в ней межколонная плита;
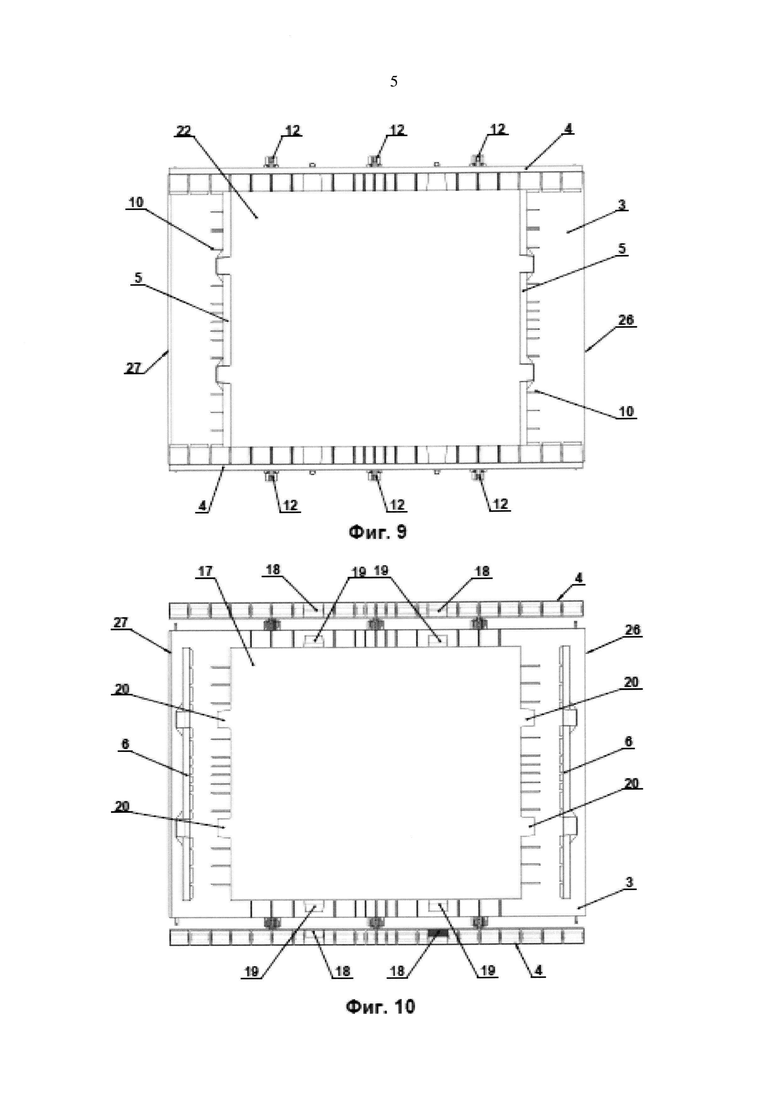
на фиг. 9 изображена форма с закрытыми бортами и выполненная в ней межколонная плита;
на фиг. 10 изображена форма с открытыми бортами и выполненная в ней межколонная плита;
на фиг. 11 в аксонометрии изображена форма для изготовления средних плит;
на фиг. 12 в аксонометрии изображена форма и выполненная в ней средняя плита;
на фиг. 13 изображена форма с закрытыми бортами и выполненная в ней средняя плита;
на фиг. 14 изображена форма с открытыми бортами и выполненная в ней средняя плита;
на фиг. 15 изображен полуоткрытый продольный борт;
на фиг. 16 изображен закрытый продольный борт;
на фиг. 17 изображена заглушка отверстия под выпуск арматурного стержня.
Лучший вариант осуществления изобретения
Форма 1 для изготовления железобетонных плит выполнена в виде замкнутой полости 2 для заливки бетонной смеси, образованной монтажной плитой 3, продольными бортами 4 и поперечными бортами 5 и 6, установленными по периметру формы 1.
Борта 4, 5 и 6 выполнены с возможностью расположения на монтажной плите 3 и соединения между собой с образованием полости 2 для размещения в ней арматуры и заливки в нее бетона. На поверхности, по меньшей мере, одного борта 4, обращенной в образуемую полость 2, установлены призматические элементы 7 с прикрепленными к ним торцевыми пазообразователями 8.
Продольные борта 4 выполнены сборными из призматических элементов 7 с прикрепленными к ним торцевыми пазообразователями 6, расположенных один от другого на расстоянии 9, соответствующем диаметру рабочей арматуры 10.
Кроме того, продольные борта 4 выполнены откидными, при этом ось шарнира 11 каждого откидного устройства 12 смещена ниже плоскости монтажной плиты 3 и расположена не выше точки пересечения перпендикуляра к верхней наклонной плоскости 13 пазообразователя, проходящего через наружную угловую точку пазообразователя 14, и линии 15, проходящей в плоскости края монтажной плиты 3. Форма 1 для изготовления железобетонных плит может быть снабжена, по крайней мере, одним пустотообразователем 16, имеющим один или более крепежных элементов (на чертеже не показаны), обеспечивающих возможность фиксации положения пустотообразователя 16 на монтажной плите 3. В качестве крепежных элементов могут быть использованы, в том числе, магниты (на чертеже не показаны). Пустотообразователи 16 используются, как правило, для изготовления надколонных плит 17, вид и количество пустотообразователей определяются числом и формой колонн.
Для расширения номенклатуры изделий, которые можно изготовить в одной форме, используют два типа поперечных бортов:
- борта 5, в которых выемки 18 под опорные столики 19 железобетонных плит выполнены в части борта, прилегающей к монтажной плите 3;
- борта 6, в которых выемки 18 под опираемые столики 20 железобетонных плит выполнены в части борта, оппозитной к монтажной плите 3, при этом в данном типе бортов для обеспечения стыковки отформованных плит друг с другом в процессе монтажа отверстия 21 под выпуски арматурных стержней 10 выполнены со смещением на величину, не меньшую, чем диаметр арматурного стержня.
Выбор типа борта определяется типом изготавливаемой плиты: надколонная плита 17, межколонная плита 22 или средняя плита 23. Для изготовления надколонных плит 17 используют продольные борта 4 и поперечные борта 5, в которых выемки 18 под опорные столики 19 железобетонных плит выполнены в части борта, прилегающей к монтажной плите 3, а также пустотообразователь 16, обеспечивающий возможность фиксации его положения на монтажной плите 3, для межколонных плит 22 применяют продольные борта 4 и поперечные борта 6, в продольных бортах 4 выемки 18 под опорные столики 19 железобетонных плит выполнены в части, борта прилегающей к монтажной плите 3, а в поперечных бортах 6 выемки 18 под опираемые столики 20 расположены оппозитно к монтажной плите 3, а для изготовления средних плит 23 используют продольные борта 4 и поперечные борта 6, при этом в продольном борте 4 в выемку 18 под опорный столик 19 установлена заглушка 24, так как в данной плите опорных столиков 19 нет, а есть только опираемые столики 20.
Поперечные борта 5 и 6 могут крепиться к монтажной плите посредством магнитов (на чертеже не показаны), при этом торцы 28 поперечных бортов 5 и 6 выполнены в форме, повторяющей профиль продольных бортов 4.
Форма для изготовления железобетонных плит снабжена заглушками 25 от протекания бетона, расположенными между призматическими элементами 7 продольных бортов 4, и в отверстиях 21, выполненных в поперечных бортах 5 и 6.
Для обеспечения возможности изготовления длинномерных плит противоположные края монтажной плиты 3 выполнены с выступом 26 и впадиной 27, посредством которых осуществляется соединение двух сопряженных монтажных плит внахлест.
Работа устройства заключается в следующем.
Для изготовления разных типов плит, таких как надколонная, межколонная и средняя с петлевыми выпусками арматуры по периметру, опорными или опираемыми столиками, применяется один тип формы. Конструкция продольных откидных бортов предполагает расположение выемок для опорных столиков железобетонных плит в части борта, прилегающей к монтажной плите, характерных для надколонных и межколонных плит. Поперечные борта, которые могут быть двух типов, с выемками под опорные столики для надколонных плит, или с выемками под опираемые столики для межколонных и средних плит, передвигают вдоль продольных бортов, обеспечивая тем самым возможность изготовления плит различной длины в зависимости от требуемого размера пролета.
После определения типа плиты на монтажную плиту устанавливают арматурный каркас, устанавливают поперечные передвижные борта, закрывают продольные откидывающиеся борта, в пазы пустотообразователей устанавливают заглушки от протекания бетона, после чего осуществляют заливку бетонной смеси.
Для изготовления надколонной плиты на монтажную плиту устанавливают съемный центрирующий пустотообразователь с магнитным креплением, на котором закрепляется обечайка (на чертеже не показана) плиты перекрытия с прикрепленной к ней арматурой.
Эксплуатационные испытания предлагаемой формы подтвердили высокую надежность устройства и обеспечение высокого качества изготовленных плит, повышение производительности труда и удобство пользования. Сокращение номенклатуры форм в зависимости от типа изготавливаемых плит, так как в одной форме изготавливаются надколонные, межколонные и средние плиты. Возможность соединения форм между собой в единую монтажную плиту по всей длине позволяет изготавливать разные типы железобетонных изделий большой длины, например колонны, стеновые панели, диафрагмы, связи, лестничные марши, лифтовые шахты, шахты дымоудаления, многослойные навесные панели ограждения, балконные ограждения и тд.






Изобретение относится к области производства строительных изделий, а именно к технологическому оборудованию, используемому, в частности, для изготовления плит перекрытий безригельного каркасного здания. Форма для изготовления железобетонных плит содержит продольные и поперечные борта, выполненные с возможностью расположения на монтажной плите и соединения между собой с образованием полости для размещения в ней арматуры и заливки в нее бетона. Причем на поверхности по меньшей мере одного продольного борта, обращенной в образуемую полость, установлены торцевые пазообразователи. Причем продольные борта выполнены сборными из призматических элементов с торцевыми пазообразователями, расположенных один от другого на расстоянии, соответствующем диаметру рабочей арматуры, с выемками под опорные столики и откидными. При этом ось шарнира каждого откидного устройства смещена ниже плоскости монтажной плиты и расположена не выше точки пересечения перпендикуляра к верхней наклонной плоскости пазообразователя, проходящего через наружную угловую точку пазообразователя, и линии, проходящей в плоскости края монтажной плиты. Поперечные борта выполнены съемными с торцевыми пазообразователями, с выемками под опорные, для надколонных плит, и опираемые, для межколонных и средних плит, столики. Техническим результатом является обеспечение стыковки отформованных изделий друг с другом при наличии выпусков арматуры и облегчение процесса распалубки отформованных плит. 9 з.п. ф-лы, 17 ил.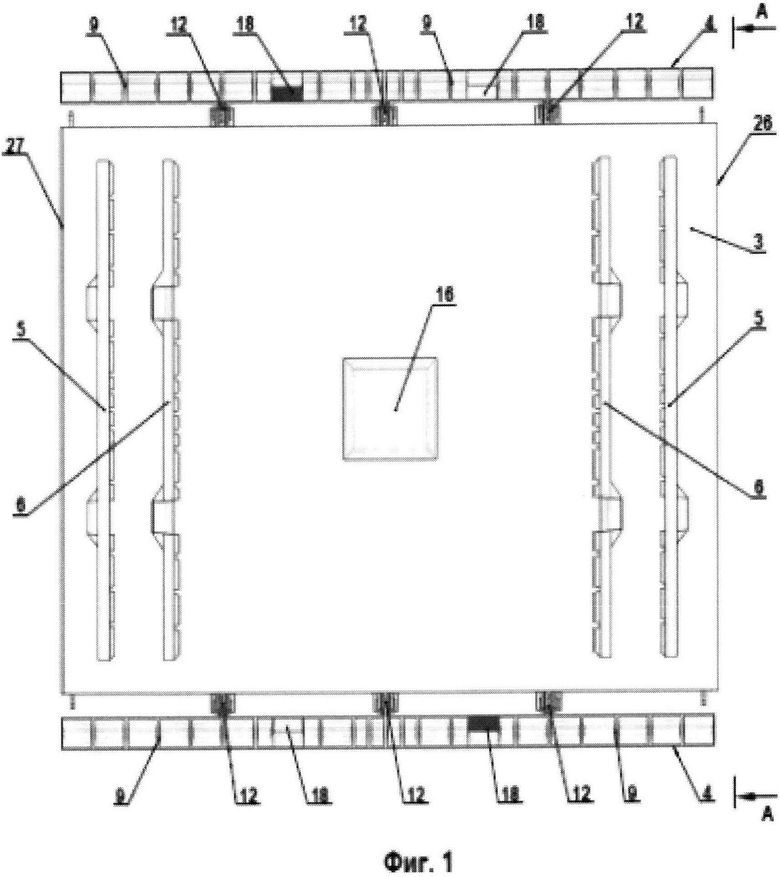
1. Форма для изготовления железобетонных плит, содержащая продольные и поперечные борта, выполненные с возможностью расположения на монтажной плите и соединения между собой с образованием полости для размещения в ней арматуры и заливки в нее бетона, причем на поверхности, по меньшей мере, одного продольного борта, обращенной в образуемую полость, установлены торцевые пазообразователи, отличающаяся тем, что продольные борта выполнены сборными из призматических элементов с торцевыми пазообразователями, расположенных один от другого на расстоянии, соответствующем диаметру рабочей арматуры, с выемками под опорные столики и откидными, при этом ось шарнира каждого откидного устройства смещена ниже плоскости монтажной плиты и расположена не выше точки пересечения перпендикуляра к верхней наклонной плоскости пазообразователя, проходящего через наружную угловую точку пазообразователя, и линии, проходящей в плоскости края монтажной плиты, поперечные борта выполнены съемными с торцевыми пазобразователями, с выемками под опорные, для надколонных плит, и опираемые, для межколонных и средних плит, столики.
2. Форма по п. 1, отличающаяся тем, что снабжена, по крайней мере, одним пустотообразователем, имеющим один или более крепежных элементов, обеспечивающих возможность фиксации положения пустотообразователя на монтажной плите.
3. Форма по п. 2, отличающаяся тем, что крепежные элементы выполнены в виде магнитов.
4. Форма по п. 1, отличающаяся тем, что выемки под опорные столики надколонных плит на поперечных бортах выполнены в части борта, прилегающей к монтажной плите, а торцы поперечных бортов выполнены по форме, повторяющей профиль продольных бортов, к которым они плотно прилегают.
5. Форма по п. 1, отличающаяся тем, что выемки под опираемые столики межколонных и средних плит на поперечных бортах выполнены в части борта, оппозитной к монтажной плите, при этом отверстия под арматуру смещены на расстояние, не меньшее, чем диаметр арматуры, по отношению к отверстиям в поперечных бортах, выполненных с выемками под опорные столики надколонных плит в части борта, прилегающей к монтажной плите, а торцы бортов выполнены по форме, повторяющей профиль продольных бортов, к которым они плотно прилегают.
6. Форма по п. 4 или 5, отличающаяся тем, что поперечные борта крепятся к монтажной плите посредством магнитов.
7. Форма по п. 1, отличающаяся тем, что снабжена заглушками, расположенными между призматическими элементами продольных бортов.
8. Форма по п. 1, отличающаяся тем, что снабжена заглушками, расположенными в отверстиях под арматуру в поперечных бортах.
9. Форма по п. 1, отличающаяся тем, что снабжена заглушками, расположенными в выемках под опорные столики продольных бортов.
10. Форма по п. 1, отличающаяся тем, что противоположные края монтажной плиты выполнены с выступом и впадиной с обеспечением возможности соединения двух сопряженных монтажных плит внахлест.
| МЕТАЛЛОФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ПЛИТ | 2008 |
|
RU2385222C2 |
| RU 2005070 C1, 30.12.1993 | |||
| МЕТАЛЛОФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ПЛИТ | 1999 |
|
RU2147986C1 |
| Машина для формирования пакетов, например из мешков с цементом | 1959 |
|
SU125512A1 |
| Способ снятия прочеса со съемного барабана чесальной машины | 1956 |
|
SU105221A1 |
| Установка для купания овец | 1987 |
|
SU1410968A1 |

