Изобретение относится к области вооружения и экипировки, к разработкам маскировочного обмундирования и может быть использовано для изготовления маскировочных радиорассеивающих костюмов и накидок.
Известно маскировочное покрытие и раскрытый в описании способ его изготовления USA №4528229 А от 09.12.1997, МКП7 F41H 3/00.
Известно маскировочное покрытие и раскрытый в описании способ его изготовления USA №5695835 А 1985 г., МКП7 F41H 3/00.
Известно маскировочное покрытие FR №2166825 А1 от 17.08.1973, МКП7 F41H 3/00.
Известно маскировочное покрытие WO №97/45693 А1 от 04.12.1997, МПК7 F41H 3/00.
Известно маскировочное покрытие и раскрытый в описании способ его изготовления по патенту RU №2280229 от 2004.05.24, МКП7 F41H 3/00.
Известно маскировочное покрытие и раскрытый в описании способ его изготовления по патенту RU №2188998 от 2000.11.10, МКП7 F41H 3/00.
Известна маскировочная одежда и раскрытый в описании способ ее изготовления по патенту RU №2037931 1992 г., МКП7 H01Q 17/00.
Также известно маскировочное средство и способ его изготовления по патенту RU №2171442 от 10.04.2000, МКП7 F41H 3/00.
Известное маскировочное средство включает сплетенное по виду рыбацкого дели основание с вплетенными элементами маскировочного материала в виде скрученной в спираль мишуры из полосы, металлизированной и покрытой пигментным полимером с антипреновыми добавками, полиэтилентерефталантной пленки со сходящимися от краев полосы к центру надрезами с образованием «ресничек», с расположенной в центре полосы лентой без надрезов.
В известном способе изготовления маскировочного средства в сплетенное по виду рыбацкого дели основание вплетают элементы маскировочного материала в виде скрученной в спираль мишуры из полосы, металлизированной и покрытой пигментным полимером с антипиреновыми добавками, полиэтилентерефталантной пленки, выполняя сходящиеся от краев полосы к центру надрезы с образованием «ресничек», оставляя в центре полосы ленту без надрезов,
Недостатками известного способа являются следующие недостатки:
- низкая технологичность изготовления маскировочного средства, в частности, низкая технологичность навивания полосы из-за нахлестов «ресничек», попадания их под ленту (между лентой и арамидной нитью), их спутанности и повреждений;
- низкая технологичность изготовления маскировочного средства, в частности, низкая технологичность навивания полосы из-за ее разрывов;
- низкое качество изготовления маскировочного средства, в частности, низкие маскировочные характеристики из-за неравномерности распределения «ресничек»;
- низкое качество изготовления маскировочного средства, в частности, низкие маскировочные характеристики из-за неравномерности распределения «ресничек» с требуемой плотностью;
- низкая технологичность изготовления маскировочного средства, в частности, низкая технологичность навивки полосы из-за низкой прочности ленты в местах окончания надрезов;
- низкое качество средства из-за отсутствия удобства эксплуатации.
Недостатками известного устройства являются следующие недостатки:
- низкая надежность работы из-за низких маскировочных характеристик при деформациях «ресничек», попаданий их под ленту (между лентой и арамидной нитью), наличия нахлестов и затемнений элементов «ресничек» друг другом, а также при неравномерном их распределении на защищаемом объекте;
- низкая надежность работы из-за низкой прочности на разрыв маскировочного материала, а также из-за низких маскировочных характеристик средства при неравномерном распределении маскировочных элементов на защищаемом объекте;
- низкая надежность работы из-за низких маскировочных характеристик средства при неравномерном распределении маскировочных элементов с заданной плотностью на защищаемом объекте;
- низкая технологичность конструкции и низкая надежность ее работы;
- низкая надежность работы из-за низкой прочности крепления маскировочных элементов «ресничек»;
- отсутствие удобства эксплуатации.
Известный способ изготовления и известное маскировочное средство, как наиболее близкие по технической сущности и достигаемому результату, выбраны в качестве прототипа.
Технической задачей, на решение которой направлены заявляемые изобретения, является разработка более технологичного в изготовлении маскировочного средства, повышенной надежности эксплуатации, более высокого качества.
Технический результат, который может быть получен при решении технической задачи по реализации предлагаемого способа, заключается в следующем:
- в повышении технологичности изготовления маскировочного средства, в частности, технологичности навивания полосы без нахлеста «ресничек», попадания их под ленту (между лентой и арамидной нитью), их спутанности и повреждений;
- в повышении технологичности изготовления маскировочного средства, в частности, технологичности навивания полосы без ее разрывов;
- в повышении качества изготовления маскировочного средства, в частности, в повышении маскировочных характеристик за счет обеспечения равномерности распределения «ресничек»;
- в повышении качества изготовления маскировочного средства, в частности, в повышении маскировочных характеристик за счет обеспечения равномерности и плотности распределения «ресничек»;
- в повышении технологичности изготовления маскировочного средства, в частности, в повышении технологичности навивки полосы за счет повышения прочности ленты в местах окончания надрезов;
- в повышении качества средства за счет повышения удобства эксплуатации.
Технический результат устройства, который может быть получен при решении технической задачи, заключается в следующем:
- в повышении надежности работы за счет повышения маскировочных характеристик при отсутствии деформаций «ресничек», исключения попаданий их под ленту (между лентой и арамидной нитью), исключения нахлестов и затемнений элементов «ресничек» друг другом, а также при более равномерном их распределении на защищаемом объекте;
- в повышении надежности работы за счет повышения прочности на разрыв маскировочного материала, а также за счет повышения маскировочных характеристик средства при более равномерном распределении маскировочных элементов на защищаемом объекте;
- в повышении надежности работы за счет повышения маскировочных характеристик средства при более равномерном распределении маскировочных элементов с заданной плотностью на защищаемом объекте;
- в повышении технологичности конструкции и надежности ее работы;
- в повышении надежности работы за счет повышения прочности крепления маскировочных элементов «ресничек»;
- в повышении удобства эксплуатации.
Поставленная задача с достижением технического результата решается за счет того, что способ изготовления маскировочного средства, при котором в сплетенное по виду рыбацкого дели основание вплетают элементы маскировочного материала в виде скрученной в спираль мишуры из полосы, металлизированной и покрытой пигментным полимером с антипиреновыми добавками, полиэтилентерефталантной пленки, выполняя сходящиеся от краев полосы к центру надрезы с образованием «ресничек», оставляя в центре полосы ленту без надрезов, а в соответствии с изобретением, «реснички» отгибают с образованием из полосы корытообразного профиля со стенками из массива «ресничек» и днищем из ленты центра полосы, а скрутку спирали выполняют навиванием профиля его днищем на арамидную нить, обеспечивая равномерность распределения массивов «ресничек».
Ленту центра полосы при навивании распределяют с расстоянием между ее краями, равным ширине ленты на всем ее протяжении.
Дели выполняют с размером ячейки от (40×40) мм до (60×60) мм, полосу для мишуры - шириной (60-70) мм, а ленту профиля выполняют равной ширине «реснички», которую, в свою очередь, выполняют шириной (3±2) мм.
Надрезы располагают относительно средней линии полосы со смещением противоположных надрезов на половину ширины реснички.
Основание средства сшивают из фрагментов, а фрагменты основания выполняют по лекалам обмундирования, например, комбинезона с капюшоном.
Поставленная задача с достижением технического результата для устройства решается за счет того, что маскировочное средство, включающее сплетенное по виду рыбацкого дели основание с вплетенными элементами маскировочного материала в виде скрученной в спираль мишуры из полосы, металлизированной и покрытой пигментным полимером с антипиреновыми добавками, полиэтилентерефталантной пленки, со сходящимися от краев полосы к центру надрезами с образованием «ресничек», с расположенной в центре полосы лентой без надрезов, а, в соответствии с изобретением, «реснички» отогнуты с образованием из полосы корытообразного профиля со стенками из массива «ресничек» и днищем из ленты центра полосы, при этом скрутка спирали выполнена навиванием профиля его днищем на арамидную нить, с обеспечением равномерности распределения массивов «ресничек».
Лента центра полосы при навивании распределена с расстоянием между ее краями, равным ширине ленты на всем ее протяжении.
Дели выполнено с размером ячейки от (40×40) мм до (60×60) мм, полоса для мишуры - шириной (60-70) мм, а лента профиля выполнена равной ширине «реснички», которая, в свою очередь, выполнена шириной (3±2) мм.
Надрезы расположены относительно средней линии полосы со смещением противоположных надрезов на половину ширины реснички.
Основание средства сшито из фрагментов, а фрагменты основания выполнены по лекалам обмундирования, например, комбинезона с капюшоном.
Отличительными признаками способа являются следующие признаки:
- «реснички» отгибают с образованием из полосы корытообразного профиля со стенками из массива «ресничек» и днищем из ленты центра полосы - признаки существенные, предусматривают наличие новых операций, новую последовательность операций и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности изготовления маскировочного средства, в частности, технологичности навивания полосы без нахлеста «ресничек», попадания их под ленту (между лентой и арамидной нитью), их спутанности и повреждений;
- скрутку спирали выполняют навиванием профиля его днищем на арамидную нить - признаки существенные, предусматривают наличие новых операций и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности изготовления маскировочного средства, в частности, технологичности навивания полосы без ее разрывов;
- обеспечивая равномерность распределения массивов «ресничек» -признаки существенные, предусматривают наличие новых операций и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении качества изготовления маскировочного средства, в частности, в повышении маскировочных характеристик;
- ленту центра полосы при навивании распределяют с расстоянием между ее краями, равным ширине ленты на всем ее протяжении - признаки существенные, предусматривают наличие новых операций и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении качества изготовления маскировочного средства, в частности, в повышении маскировочных характеристик за счет обеспечения равномерности и плотности распределения «ресничек»;
- дели выполняют с размером ячейки от (40×40) мм до (60×60) мм, полосу для мишуры - шириной (60-70) мм, а ленту профиля выполняют равной ширине «реснички», которую, в свою очередь, выполняют шириной (3±2) мм - признаки существенные, предусматривают наличие новых операций, новую последовательность операций и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении качества изготовления маскировочного средства, в частности, в повышении маскировочных характеристик;
- надрезы располагают относительно средней линии полосы со смещением противоположных надрезов на половину ширины реснички - признаки существенные, предусматривают наличие новых операций, новую последовательность операций и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности изготовления маскировочного средства, в частности, в повышении технологичности навивки полосы за счет повышения прочности ленты в местах окончания надрезов;
- основание средства сшивают из фрагментов, а фрагменты основания выполняют по лекалам обмундирования, например, комбинезона с капюшоном - признаки существенные, предусматривают наличие новых операций, новую последовательность операций и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении качества средства за счет повышения удобства эксплуатации.
Отличительными признаками устройства являются следующие признаки:
- «реснички» отогнуты с образованием из полосы корытообразного профиля со стенками из массива «ресничек» и днищем из ленты центра полосы - признаки существенные, предусматривают наличие новых элементов, новую их форму, новое взаимное расположение и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы за счет повышения маскировочных характеристик при отсутствии деформаций «ресничек», исключения попаданий их под ленту (между лентой и арамидной нитью), исключения нахлестов и затемнений элементов «ресничек» друг другом, а также при более равномерном их распределении на защищаемом объекте;
- скрутка спирали выполнена навиванием профиля его днищем на арамидную нить, с обеспечением равномерности распределения массивов «ресничек» - признаки существенные, предусматривают наличие новых элементов, новое взаимное расположение, их новую взаимосвязь и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы за счет повышения прочности на разрыв маскировочного материала, а также за счет повышения маскировочных характеристик средства при более равномерном распределении маскировочных элементов на защищаемом объекте;
- лента центра полосы при навивании распределена с расстоянием между ее краями, равным ширине ленты на всем ее протяжении - признаки существенные, предусматривают новое взаимное расположение, их новую взаимосвязь и новое соотношение размеров, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы за счет повышения маскировочных характеристик средства при более равномерном распределении маскировочных элементов с заданной плотностью на защищаемом объекте;
- дели выполнено с размером ячейки от (40×40) мм до (60×60) мм, полоса для мишуры - шириной (60-70) мм, а лента профиля выполнена равной ширине «реснички», которая, в свою очередь, выполнена шириной (3±2) мм - признаки существенные, предусматривают новое соотношение размеров, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности конструкции и надежности ее работы;
- надрезы расположены относительно средней линии полосы со смещением противоположных надрезов на половину ширины реснички - признаки существенные, предусматривают новое взаимное расположение элементов и новое соотношение размеров, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы за счет повышения прочности ленты в местах окончания надрезов;
- основание средства сшито из фрагментов, а фрагменты основания выполнены по лекалам обмундирования, например, комбинезона с капюшоном - признаки существенные, предусматривают наличие новых элементов, новую их форму, новое взаимное расположение, их новую взаимосвязь и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении удобства эксплуатации.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенное техническое решение существенными отличиями по сравнению с известным уровнем техники и аналогами. Данное техническое решение является результатом научно-исследовательской и экспериментальной работы по повышению технологичности изготовления и надежности работы защитно-маскировочных средств без использования известных проектировочных решений, рекомендаций, материалов и обладает неочевидностью, что свидетельствует о его соответствию критерию «изобретательский уровень».
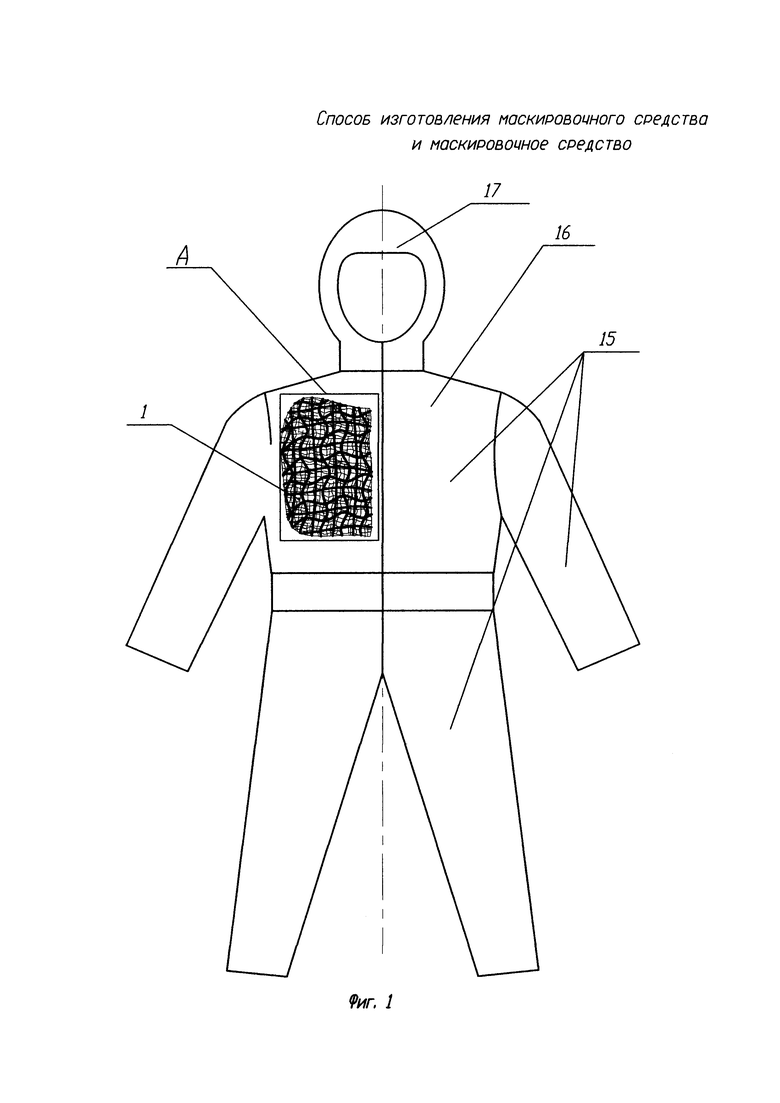
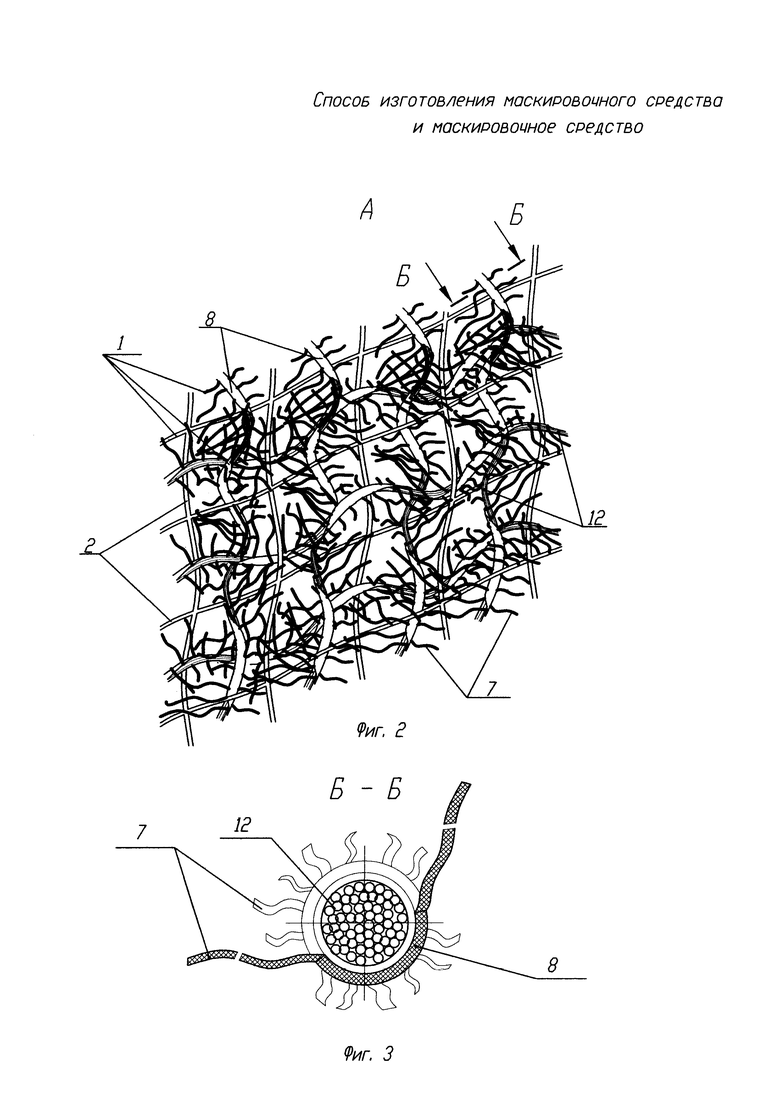
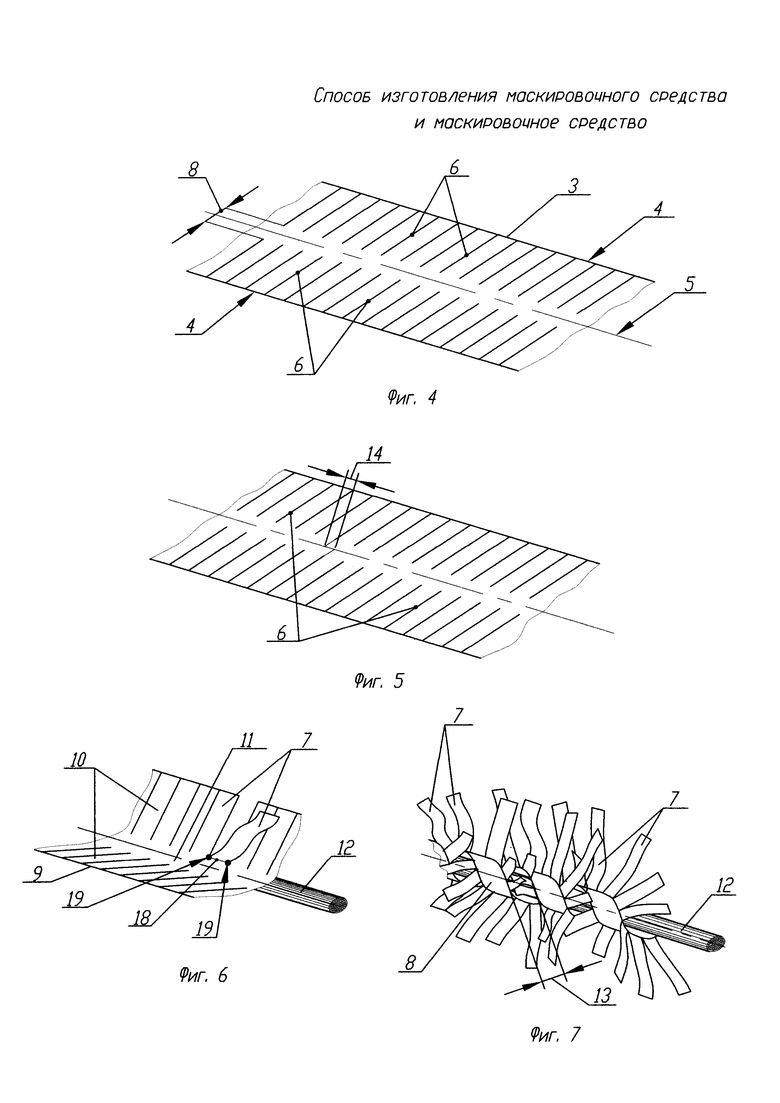
Сущность изобретения поясняется чертежами, где на фиг. 1 представлен общий вид маскировочного средства (маскировочного комбинезона), на фиг. 2 - общий вид маскировочного средства, на фиг. 3 - поперечное сечение элементов маскировочного материала, на фиг. 4, фиг. 5 - общие виды металлизированной полосы, на фиг. 6 - корытообразный профиль полосы с арамидной нитью, на фиг. 7 - общий вид навитого маскировочного материала.
Способ изготовления маскировочного средства 1, при котором в сплетенное по виду рыбацкого дели основание 2 вплетают элементы маскировочного материала в виде скрученной в спираль мишуры из полосы 3, металлизированной и покрытой пигментным полимером с антипиреновыми добавками, полиэтилентерефталантной пленки, выполняя сходящиеся от краев 4 полосы 3 к центру 5 надрезы 6 с образованием «ресничек» 7, оставляя в центре полосы 3 ленту 8 без надрезов.
«Реснички» 7 отгибают с образованием из полосы 3 корытообразного профиля 9 со стенками 10 из массива «ресничек» 7 и днищем 11 из ленты 8 центра 5 полосы 3, а скрутку спирали выполняют навиванием профиля 9 его днищем 11 на арамидную нить 12, обеспечивая равномерность распределения массивов «ресничек» 7.
Ленту 8 центра 5 полосы 3 при навивании распределяют с расстоянием 13 между ее краями, равным ширине ленты 8 на всем ее протяжении.
Дели выполняют с размером ячейки от (40×40) мм до (60×60) мм, полосу для мишуры - шириной (60-70) мм, а ленту 8 профиля 9 выполняют равной ширине «реснички» 7, которую, в свою очередь, выполняют шириной (3±2) мм.
Надрезы 6 располагают относительно средней линии полосы со смещением 14 противоположных надрезов 6 на половину ширины «реснички» 7.
Основание 2 средства сшивают из фрагментов 15, а фрагменты 15 основания 2 выполняют по лекалам обмундирования, например, комбинезона 16 с капюшоном 17.
Маскировочное средство 1, включающее сплетенное по виду рыбацкого дели основание 2 с вплетенными элементами маскировочного материала в виде скрученной в спираль мишуры из полосы 3, металлизированной и покрытой пигментным полимером с антипиреновыми добавками, полиэтилентерефталантной пленки, со сходящимися от краев 4 полосы 3 к центру 5 надрезами 6 с образованием «ресничек» 7, с расположенной в центре 5 полосы 3 лентой 8 без надрезов.
«Реснички» 7 отогнуты с образованием из полосы 3 корытообразного профиля 9 со стенками 10 из массива «ресничек» 7 и днищем 11 из ленты 8 центра 5 полосы 3, при этом скрутка спирали выполнена навиванием профиля 9 его днищем 11 на арамидную нить 12, с обеспечением равномерности распределения массивов «ресничек» 7.
Лента 8 центра 5 полосы 3 при навивании распределена с расстоянием 13 между ее краями, равным ширине ленты 8 на всем ее протяжении.
Дели выполнено с размером ячейки от (40×40) мм до (60×60) мм, полоса для мишуры - шириной (60-70) мм, а лента 8 профиля 9 выполнена равной ширине «реснички» 7, которая, в свою очередь, выполнена шириной (3±2) мм.
Надрезы 6 расположены относительно средней линии полосы со смещением 14 противоположных надрезов 6 на половину ширины реснички 7.
Основание 2 средства сшито из фрагментов 15, а фрагменты 15 основания 2 выполнены по лекалам обмундирования, например, комбинезона 16 с капюшоном 17.
Пример конкретного исполнения способа заключается в том, что для образования корытообразного профиля 9 реснички 7 отгибают по линии 18 между точками 19 окончания надрезов.
Также вариант конкретного исполнения способа заключается в том, что для покрытия полосы 3 после ее металлизации нержавеющей сталью, берут пигментный полимер различной камуфляжной расцветки и обрабатывают различные участки полосы 3 различными расцветками в зависимости от назначения средства, например, для работы в летнем лесу используют зеленый, черный, темно-зеленый и желто-зеленый пигменты.
Пример конкретного исполнения маскировочного средства 1 заключается в том, что маскировочный материал в виде скрученной в спираль мишуры из полосы 3, металлизированной с обеих сторон лазерным напылением нержавеющей сталью и покрытой пигментным полимером с антипиреновыми добавками, полиэтилентерефталантной пленки вплетен в каждую ячейку основания в виде рыбацкого дели в двух взаимно перпендикулярных направлениях. Такая конструкция позволяет снизить заметность наземных объектов в различных диапазонах длин волн, повысить эффективность маскировки объектов, а также обеспечить требуемую стабильность уровня снижения мощности отраженного сигнала в заданных диапазонах длин волн.
Работает маскировочное средство 1 следующим образом. Электромагнитная волна от РЛС системы разведки при попадании на объемно-распределенную структуру маскировочного материала с хаотично ориентированной поверхностью отражения «ресничек» 7 частично рассеивается в пространстве за счет многократного переотражения, частично поглощается. Тепловое излучение маскируемого объекта, в том числе человека, снижается за счет экранирования от металлизированной внутренней поверхности маскировочного материала. В оптическом диапазоне измерения спектральных коэффициентов диффузного отражения материала с полимерным покрытием показали соответствие предъявляемым к ним требованиям.
Таким образом, использование изобретений позволит создать высокую технологию и конструкцию маскировочного средства (комбинезона) с повышенной надежностью работы, что и подтверждает использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний маскировочных средств, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим, новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МАСКИРОВОЧНОГО СРЕДСТВА И МАСКИРОВОЧНОЕ СРЕДСТВО | 2017 |
|
RU2673148C1 |
| ШИРОКОДИАПАЗОННОЕ МАСКИРОВОЧНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2171442C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИОРАССЕИВАЮЩЕГО МАСКИРОВОЧНОГО КОСТЮМА И РАДИОРАССЕИВАЮЩИЙ МАСКИРОВОЧНЫЙ КОСТЮМ | 2007 |
|
RU2362109C1 |
| БРОНЕ-ТЕПЛОЗАЩИТНЫЙ КОМБИНЕЗОН | 2012 |
|
RU2474783C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕВСТАВКИ ДЛЯ ПОНОЖЕЙ ЗАЩИТЫ ГОЛЕНИ И БЕДРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕВСТАВКА ДЛЯ ПОНОЖЕЙ ЗАЩИТЫ ГОЛЕНИ И БЕДРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2499220C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНИРОВАННОЙ КАБИНЫ АВТОМОБИЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНИРОВАННАЯ КАБИНА АВТОМОБИЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2492407C2 |
| Маскировочное покрытие | 2024 |
|
RU2839520C1 |
| МАСКИРОВОЧНАЯ СЕТЬ | 2014 |
|
RU2546470C1 |
| Устройство снижения заметности космического аппарата при наблюдении в видимом диапазоне спектра | 2017 |
|
RU2678633C1 |
| Способ изготовления многослойной текстильной брони и многослойная текстильная броня | 2016 |
|
RU2640992C1 |
Изобретение относится к области вооружения и экипировки. Способ изготовления маскировочного средства (1), при котором сплетают по виду рыбацкого дели основание (2). Вплетают элементы маскировочного материала в виде скрученной в спираль мишуры из полосы, металлизированной и покрытой пигментным полимером с антипиреновыми добавками, полиэтилентерефталантной пленки. От краев полосы к центру выполняют сходящиеся надрезы с образованием «ресничек» (7). В центре полосы оставляют ленту (8) без надрезов. «Реснички» (7) отгибают с образованием из полосы корытообразного профиля с наклонными стенками из массива «ресничек» (7) и днищем из ленты (8) центра полосы. Скрутку спирали выполняют навиванием профиля его днища на арамидную нить (12). При этом обеспечивают равномерность распределения массивов «ресничек» (7). Предлагается также маскировочное средство. Обеспечивается повышение маскировочных характеристик, технологичности, прочности и удобства эксплуатации. 2 н. и 8 з.п. ф-лы, 7 ил., 3 пр.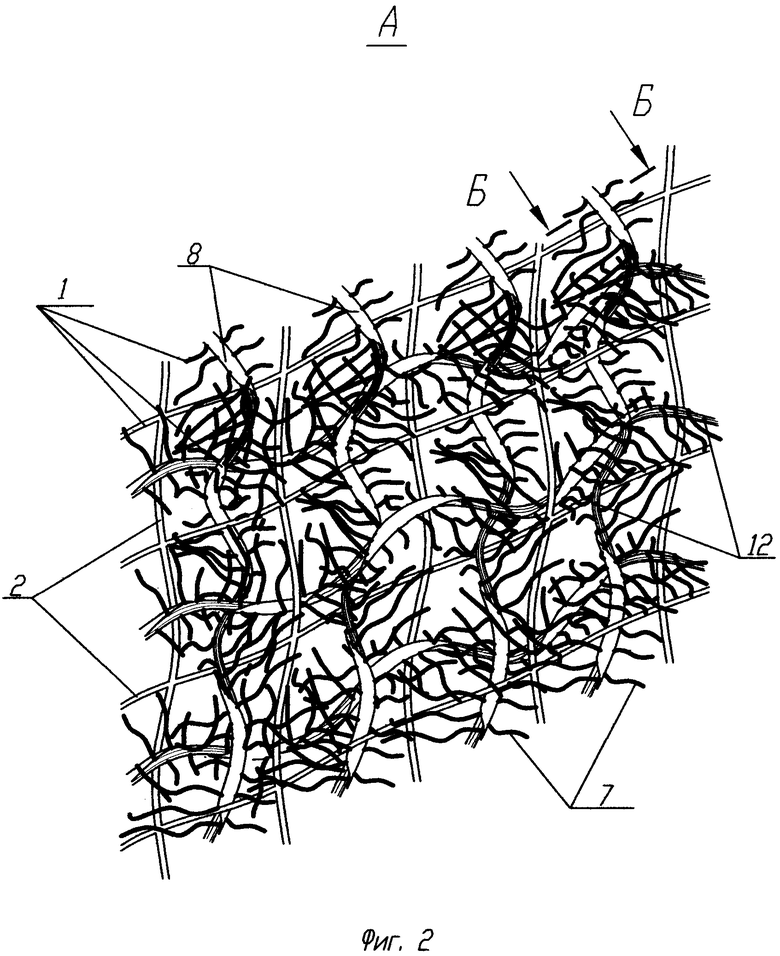
1. Способ изготовления маскировочного средства, при котором в сплетенное по виду рыбацкого дели основание вплетают элементы маскировочного материала в виде скрученной в спираль мишуры из полосы, металлизированной и покрытой пигментным полимером с антипиреновыми добавками, полиэтилентерефталантной пленки, выполняя сходящиеся от краев полосы к центру надрезы с образованием «ресничек», оставляя в центре полосы ленту без надрезов, отличающийся тем, что «реснички» отгибают с образованием из полосы корытообразного профиля со стенками из массива «ресничек» и днищем из ленты центра полосы, а скрутку спирали выполняют навиванием профиля его днищем на арамидную нить, обеспечивая равномерность распределения массивов «ресничек».
2. Способ по п. 1, отличающийся тем, что ленту центра полосы при навивании распределяют с расстоянием между ее краями, равным ширине ленты на всем ее протяжении.
3. Способ по п. 1, отличающийся тем, что дели выполняют с размером ячейки от (40×40) мм до (60×60) мм, полосу для мишуры - шириной (60-70) мм, а ленту без надрезов выполняют равной ширине «реснички», которую, в свою очередь, выполняют шириной (3±2) мм.
4. Способ по п. 1, отличающийся тем, что надрезы располагают относительно средней линии полосы со смещением противоположных надрезов на половину ширины реснички.
5. Способ по п. 1, отличающийся тем, что основание средства сшивают из фрагментов, а фрагменты основания выполняют по лекалам обмундирования, например комбинезона с капюшоном.
6. Маскировочное средство, включающее сплетенное по виду рыбацкого дели основание с вплетенными элементами маскировочного материала в виде скрученной в спираль мишуры из полосы, металлизированной и покрытой пигментным полимером с антипиреновыми добавками, полиэтилентерефталантной пленки, со сходящимися от краев полосы к центру надрезами с образованием «ресничек», с расположенной в центре полосы лентой без надрезов, отличающееся тем, что «реснички» отогнуты с образованием из полосы корытообразного профиля со стенками из массива «ресничек» и днищем из ленты центра полосы, при этом скрутка спирали выполнена навиванием профиля его днищем на арамидную нить, с обеспечением равномерности распределения массивов «ресничек».
7. Средство по п. 6, отличающееся тем, что лента центра полосы при навивании распределена с расстоянием между ее краями, равным ширине ленты на всем ее протяжении.
8. Средство по п. 6, отличающееся тем, что дели выполнено с размером ячейки от (40×40) мм до (60×60) мм, полоса для мишуры - шириной (60-70) мм, а лента профиля выполнена равной ширине «реснички», которая, в свою очередь, выполнена шириной (3±2) мм.
9. Средство по п. 6, отличающееся тем, что надрезы расположены относительно средней линии полосы со смещением противоположных надрезов на половину ширины реснички.
10. Средство по п. 6, отличающееся тем, что основание средства сшито из фрагментов, а фрагменты основания выполнены по лекалам обмундирования, например комбинезона с капюшоном.
| ШИРОКОДИАПАЗОННОЕ МАСКИРОВОЧНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2171442C1 |
| US 5281460 A, 25.01.1994 | |||
| RU 22015973 C2, 27.07.2001 | |||
| РАДИОПОГЛОЩАЮЩЕЕ УСТРОЙСТВО | 1994 |
|
RU2084060C1 |

