ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0001] Одноразовые впитывающие изделия обычно обеспечены системой крепления, способной удерживать впитывающее изделие в положении ношения на носящем. Эти системы крепления часто содержат две пары взаимодополняющих крепежных компонентов. В качестве примера, подгузники часто содержат крючковый крепежный компонент на каждом заднем ушке, который может входить в зацепление с петлевым крепежным компонентом, расположенным в передней области талии подгузника. Конечно, могут быть использованы и другие крепежные средства, альтернативно или в комбинации с крючковыми/петлевыми крепежными компонентами. В некоторых случаях задние ушки содержат панель ушка и язычок ушка, соединенный с панелью ушка. Язычок ушка может содержать крючковый крепежный компонент или другие крепежные средства. Эти системы крепления, в частности задние ушки, могут быть сформированы различными способами. Многие из способов формирования задних ушек связаны с отходами материала из материалов панели ушка, материалов язычка или их обоих.
[0002] Один способ производства задних ушек для впитывающего изделия включает соединение материала язычка ушка и крепежного компонента на нем с материалом панели ушка. Затем задние ушки могут быть вырезаны из композитного материала в форме задних ушек, а затем прикреплены к основе подгузника. Пример этого способа описан в патенте США 7371302, выданном Myamoto et al. Несмотря на то, что согласно этому способу можно вырезать задние ушки в уплотненной конфигурации, что обеспечивает отсутствие отходов обрезаемого материала, материал язычка разрезают с таким же интервалом, что и материал панели ушка, и в результате он может быть больше желаемого, что может привести к лишнему количеству материала язычка и крепежного компонента на нем. Также, одинаковый интервал между материалом язычка ушка и материалом панели ушка ограничивает потенциально возможные формы ушка.
[0003] Еще один способ изготовления задних ушек впитывающего изделия может включать отдельное отрезание материала панели ушка от материала язычка ушка, как описано в патенте США 7871400, выданном Sablone et al., и в публикации заявки на патент США 2012/0190523, Pastrello et al. Несмотря на то, что описанные здесь способы изготовления обеспечивают вырезание панелей ушка в уплотненной конфигурации для уменьшения количества отходов, конфигурация панелей заднего ушка и соединенных с ними материалов язычка ушка, главным образом имеет линейную форму, содержащую углы, что в некоторых случаях может вызывать раздражение или дискомфорт у носящего и может быть менее привлекательной для носящего или пользователя, поскольку простая форма может создавать впечатление низкосортного продукта. Эти способы изготовления также не предоставляют возможности изменять место приложения усилий для закрепления задних ушек на основе формы язычка ушка, что может ограничивать свойства крепления и прилегания впитывающего изделия.
[0004] Таким образом, остается необходимость в способе изготовления впитывающего изделия с системой крепления со сниженным количеством отходов, но по меньшей мере хотя бы без одного из описанных выше недостатков.
КРАТКОЕ ОПИСАНИЕ
[0005] В одном варианте осуществления предлагается способ изготовления впитывающего изделия с системой крепления с уменьшенным количеством отходов. Впитывающее изделие может содержать впитывающий узел, содержащий наружное покрытие, обращенный к телу прокладочный материал и впитывающую основу, расположенную между наружным покрытием и обращенным к телу прокладочным материалом. Способ может включать предоставление первого полотна материала язычка ушка и второго полотна материала язычка ушка. Способ может дополнительно включать разрезание первого полотна материала язычка ушка для предоставления первого язычка ушка. Первый язычок ушка может быть разрезан таким образом, чтобы первый язычок ушка был совмещаемым. Способ может также включать разрезание второго полотна материала язычка ушка для предоставления второго язычка ушка. Второй язычок ушка может быть разрезан таким образом, чтобы второй язычок ушка был совмещаемым. Способ может включать обеспечение полотна материала панели ушка и соединение первого язычка ушка и второго язычка ушка с полотном материала панели ушка. Дополнительно, способ может включать разрезание полотна материала панели ушка для предоставления первой панели ушка и второй панели ушка. Первый язычок ушка может быть соединен с первой панелью ушка для формирования первого ушка, а второй язычок ушка может быть соединен со второй панелью ушка для формирования второго ушка. Способ также может включать соединение первого ушка и второго ушка со впитывающим узлом для формирования по меньшей мере одной части системы крепления для впитывающего изделия.
[0006] В другом варианте осуществления предлагается способ изготовления впитывающего изделия с системой крепления с уменьшенным количеством отходов. Впитывающее изделие может содержать впитывающий узел, содержащий наружное покрытие, обращенный к телу прокладочный материал и впитывающую основу, расположенную между наружным покрытием и обращенным к телу прокладочным материалом. Способ может включать предоставление исходного полотна материала язычка ушка и разрезание исходного полотна материала язычка ушка нелинейным образом для предоставления первого полотна материала язычка ушка и второго полотна материала язычка ушка. Способ может также включать фазирование первого полотна материала язычка ушка для разрезания первого полотна материала язычка ушка для предоставления первого язычка ушка, который является совмещаемым, и фазирование второго полотна материала язычка ушка для разрезания второго полотна материала язычка ушка для предоставления второго язычка ушка, который является совмещаемым. Дополнительно способ может включать обеспечение полотна материала панели ушка и соединение первого язычка ушка и второго язычка ушка с полотном материала панели ушка. Способ также может включать разрезание полотна материала панели ушка для предоставления первой панели ушка и второй панели ушка. Первый язычок ушка может быть соединен с первой панелью ушка для формирования первого ушка, а второй язычок ушка может быть соединен со второй панелью ушка для формирования второго ушка. Дополнительно, способ может включать соединение первого ушка и второго ушка со впитывающим узлом для формирования по меньшей мере одной части системы крепления для впитывающего изделия.
[0007] В другом варианте осуществления впитывающее изделие может содержать впитывающий узел, содержащий наружное покрытие, обращенный к телу прокладочный материал и впитывающую основу, расположенную между наружным покрытием и обращенным к телу прокладочным материалом. Впитывающее изделие может также содержать систему крепления, соединенную с впитывающим узлом. Система крепления может содержать первое заднее ушко, содержащее первый язычок ушка с крепежным компонентом, и второе заднее ушко, содержащее второй язычок ушка с крепежным компонентом. Большая часть крепежного компонента первого язычка ушка может находиться над поперечной осью первого заднего ушка, а большая часть крепежного компонента второго язычка ушка может находиться под поперечной осью второго заднего ушка.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0008] Полное и достаточное описание настоящего изобретения, предназначенное для специалиста средней квалификации в данной области, изложено ниже, в частности, в остальной части описания, в которой предусмотрены ссылки на соответствующие графические материалы, при этом:
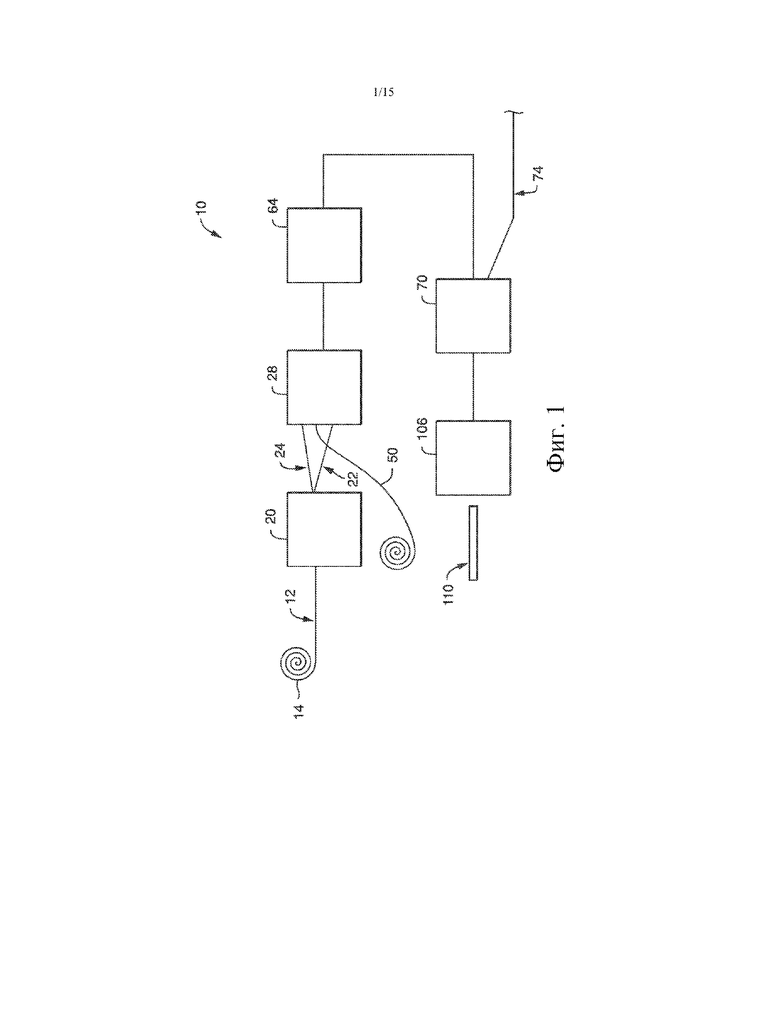
[0009] На фиг. 1 представлена технологическая схема, показывающая иллюстративный способ изготовления впитывающего изделия согласно изобретению.
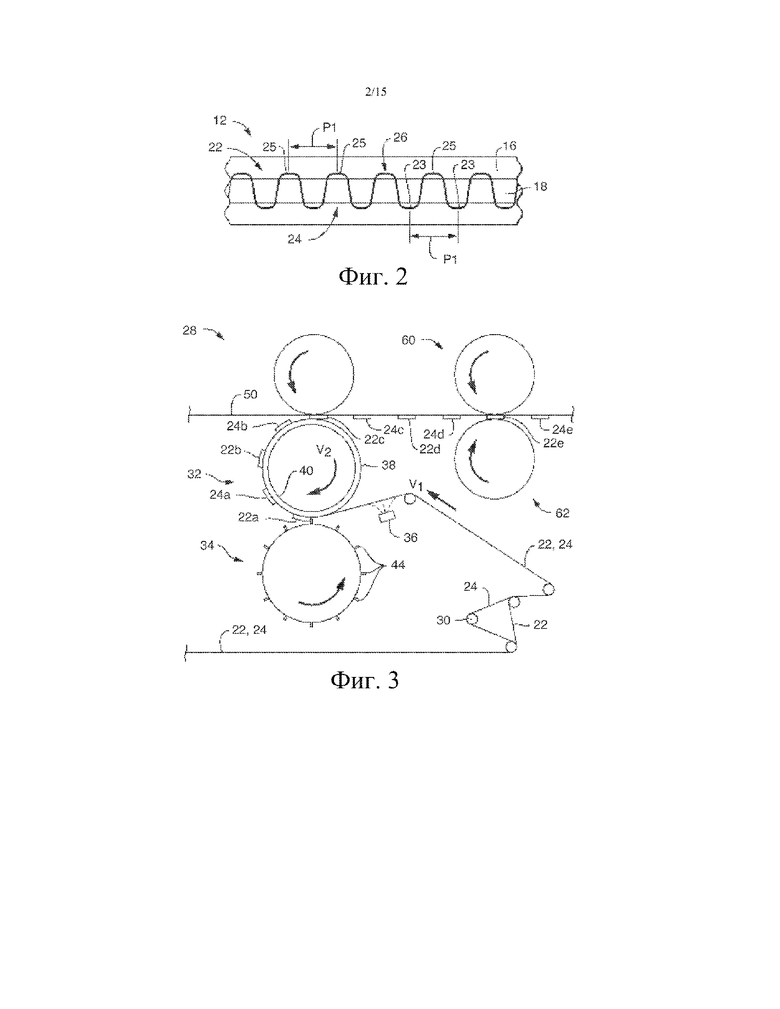
[001] На фиг. 2 представлен вид сверху исходного полотна материала язычка ушка после разрезания посредством режущего модуля согласно способу по фиг. 1.
[002] На фиг. 3 представлен вид сбоку модуля для нанесения язычка согласно способу по фиг. 1.
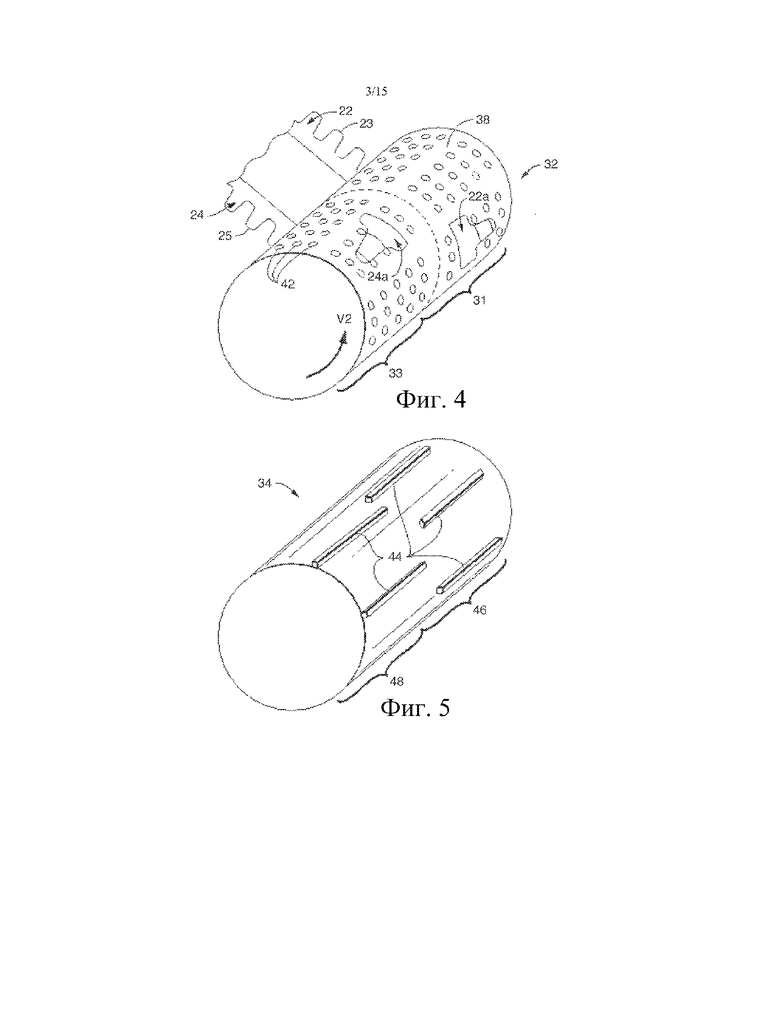
[003] На фиг. 4 представлен вид в перспективе опорного вала модуля для нанесения язычка согласно фиг. 3.
[004] На фиг. 5 представлен вид в перспективе ножевого вала модуля для нанесения язычка согласно фиг. 3.
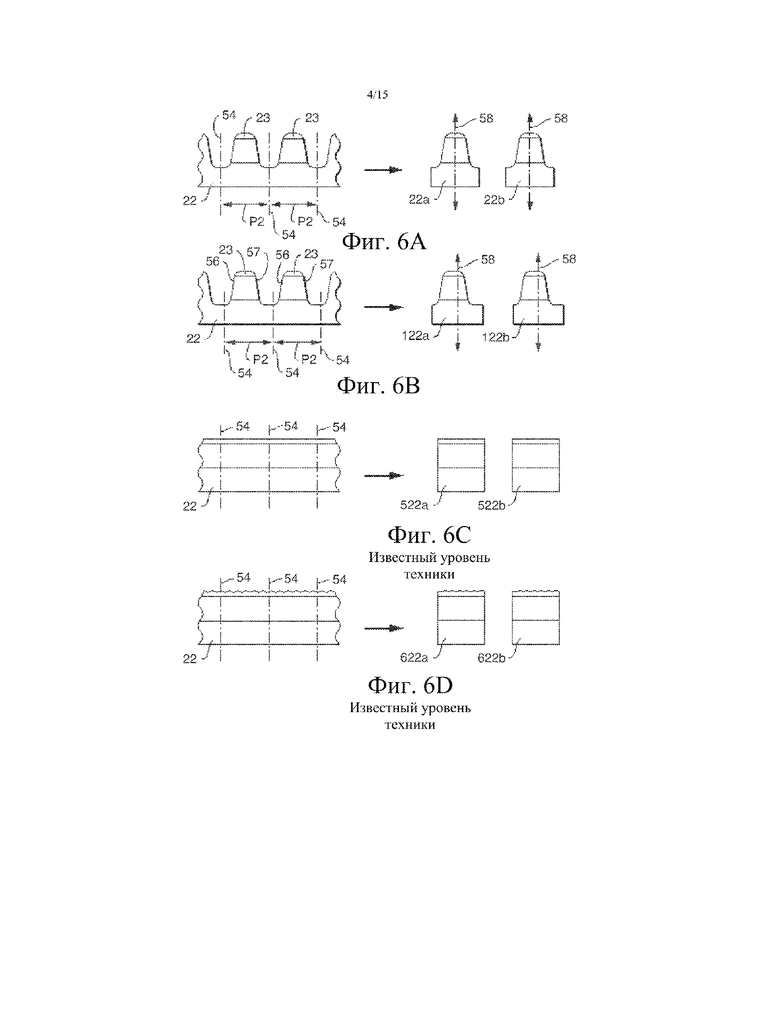
[005] На фиг. 6А представлен вид сверху симметричных, совмещаемых язычков ушка, вырезаемых из первого полотна материала язычка ушка посредством модуля для нанесения язычка по фиг. 3.
[006] На фиг. 6В представлен вид сверху асимметричных, совмещаемых язычков ушка, вырезаемых из первого полотна материала язычка ушка посредством модуля для нанесения язычка по фиг. 3.
[007] На фиг. 6С представлен вид сверху несовмещаемого язычка ушка, вырезаемых из первого полотна материала язычка ушка согласно известному уровню техники.
[008] На фиг. 6D представлен вид сверху альтернативного несовмещаемого язычка ушка, вырезаемого из первого полотна материала язычка ушка согласно известному уровню техники.
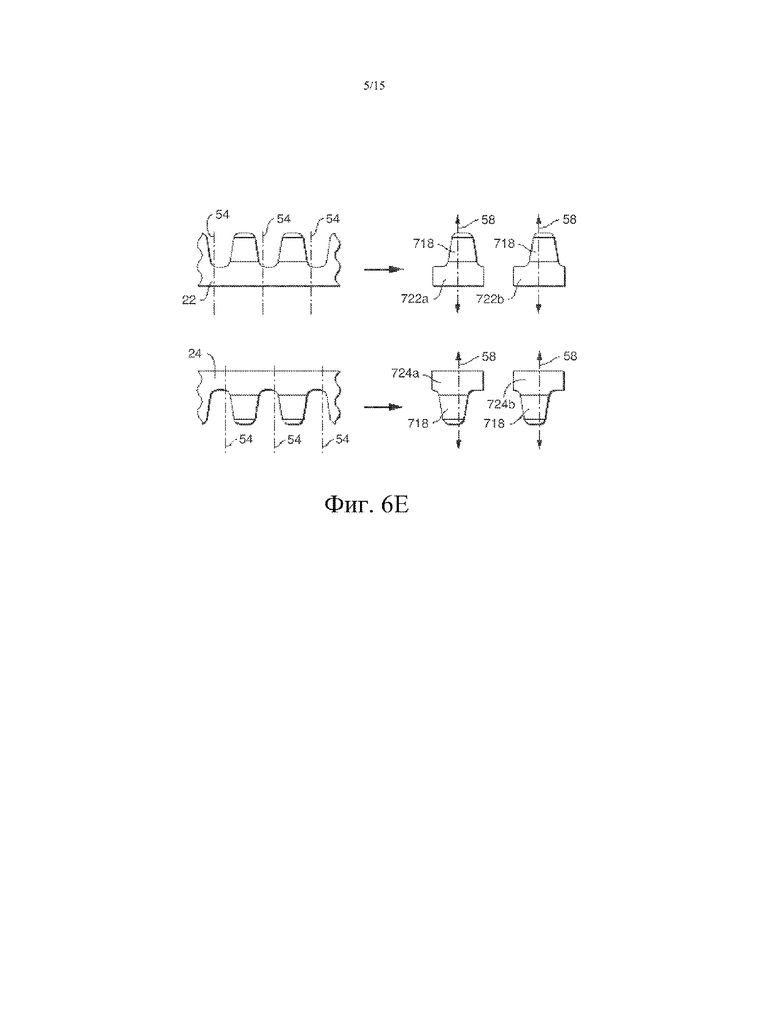
[009] На фиг. 6E представлен вид сверху первого и второго полотен материала язычка ушка, фазированных и разрезанных для предоставления язычков ушка, которые отличаются для первого и второго полотен материала язычка ушка.
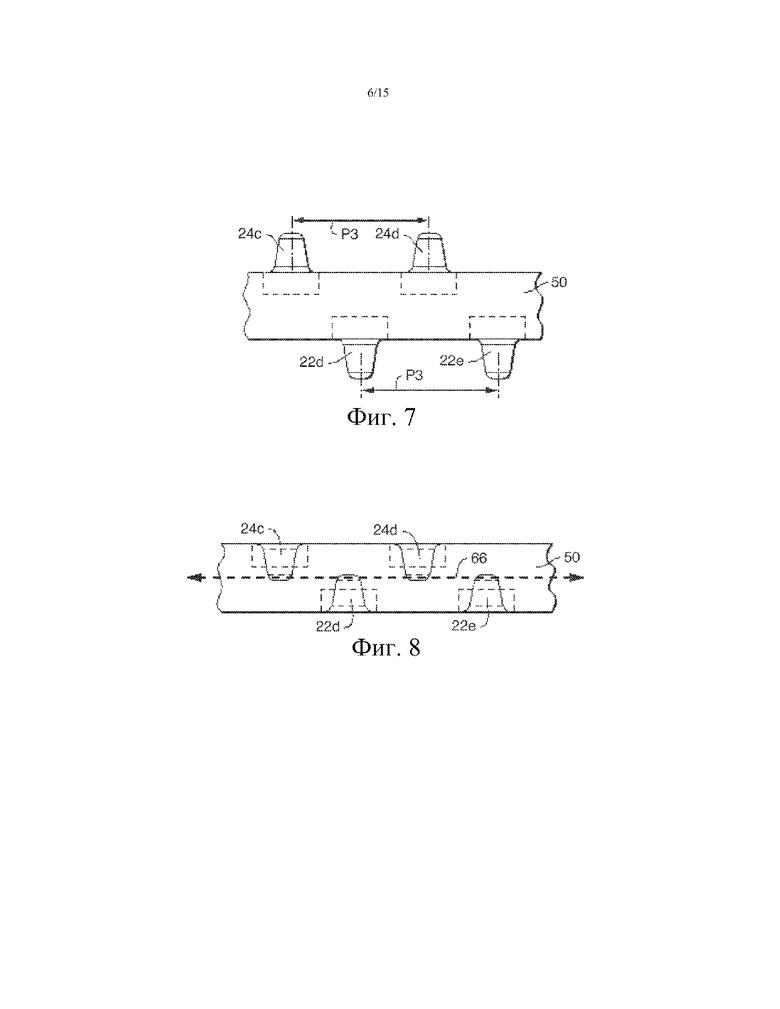
[0010] На фиг. 7 представлен вид сверху язычков ушка, соединенных с полотном материала панели ушка посредством модуля для нанесения язычка по фиг. 3.
[0011] На фиг. 8 представлен вид сверху язычков ушка, соединенных с полотном материала панели ушка и сложенных на полотно материала панели ушка посредством модуля складывания согласно способу по фиг. 1.
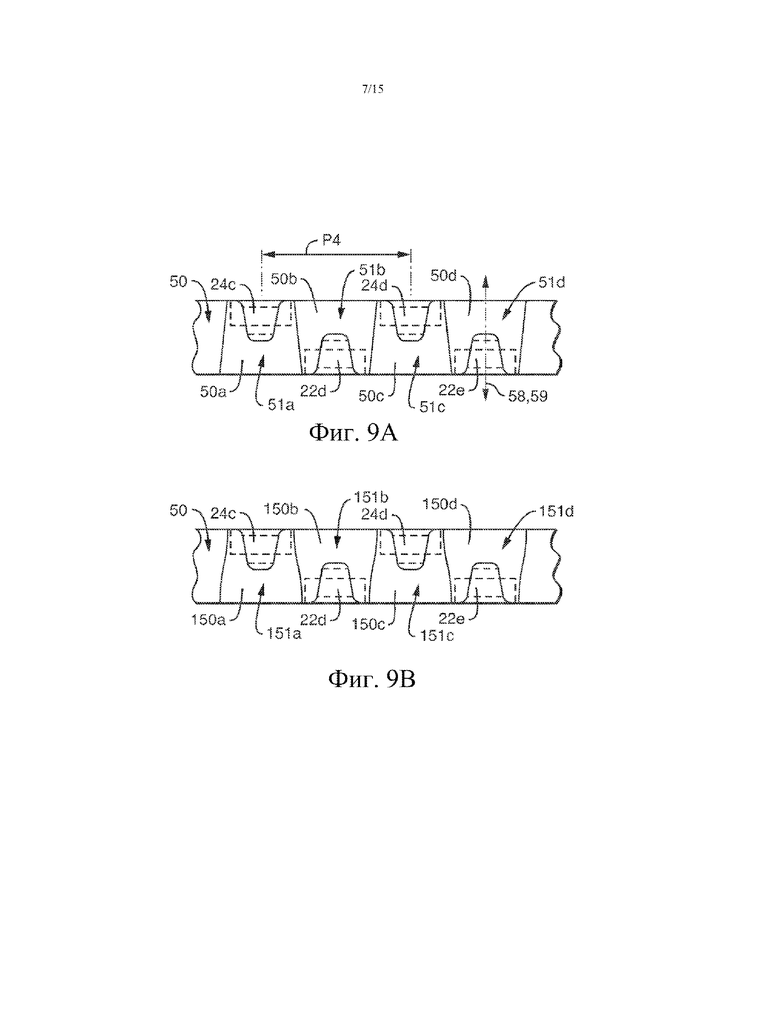
[0012] На фиг. 9A представлен вид сверху полотна материала панели ушка, разрезанного на трапециевидные панели ушка посредством модуля для разрезания и укладки ушка согласно способу по фиг. 1.
[0013] На фиг. 9В представлен вид сверху полотна материала панели ушка, разрезанного на панели ушка альтернативной формы посредством модуля для разрезания и укладки ушка согласно способу по фиг. 1.
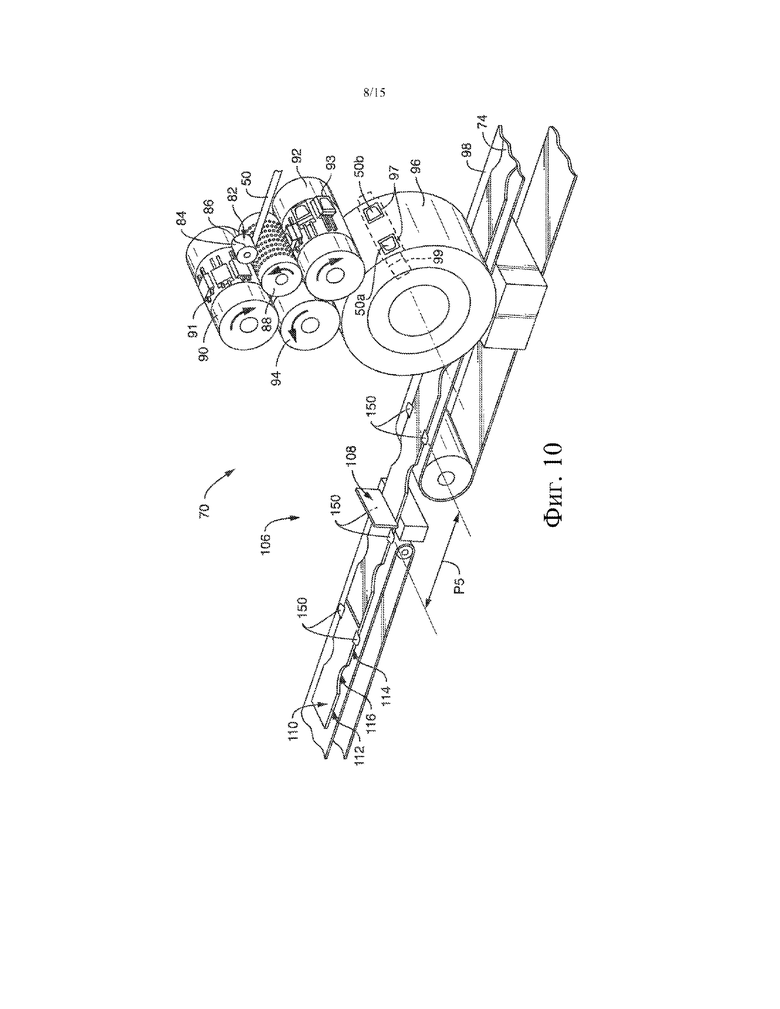
[0014] На фиг. 10 представлен вид в перспективе модуля для разрезания и укладки ушка и модуля резки согласно способу по фиг. 1.
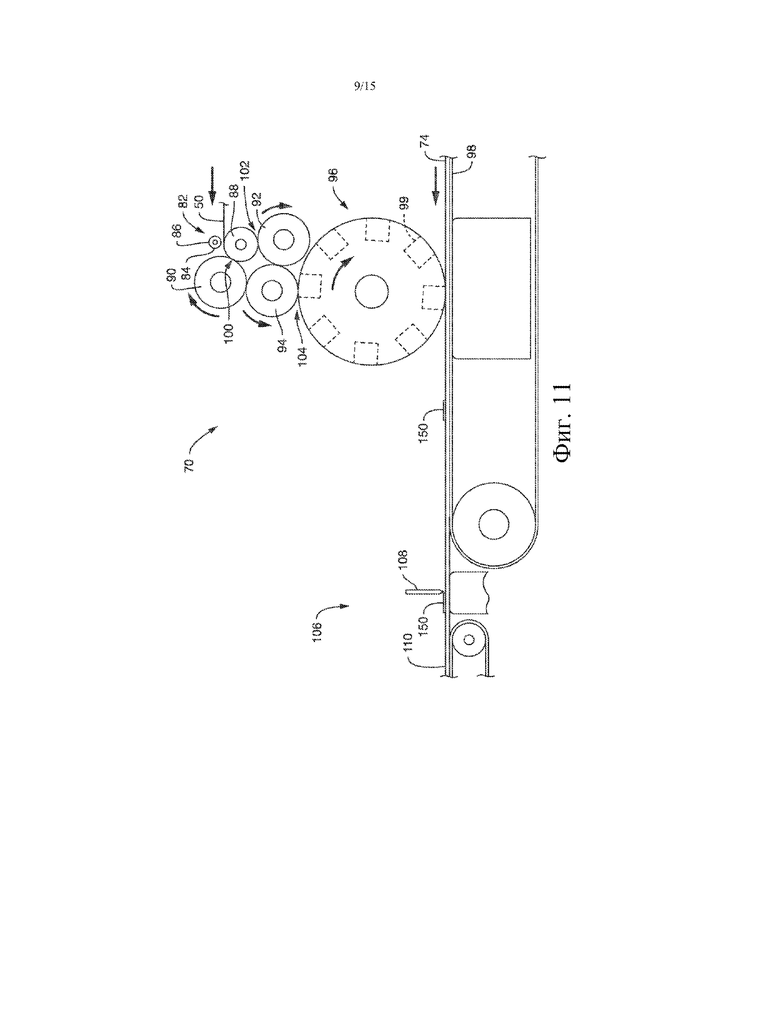
[0015] На фиг. 11 представлен вид сбоку модуля для разрезания и укладки ушка и модуля резки по фиг. 10.
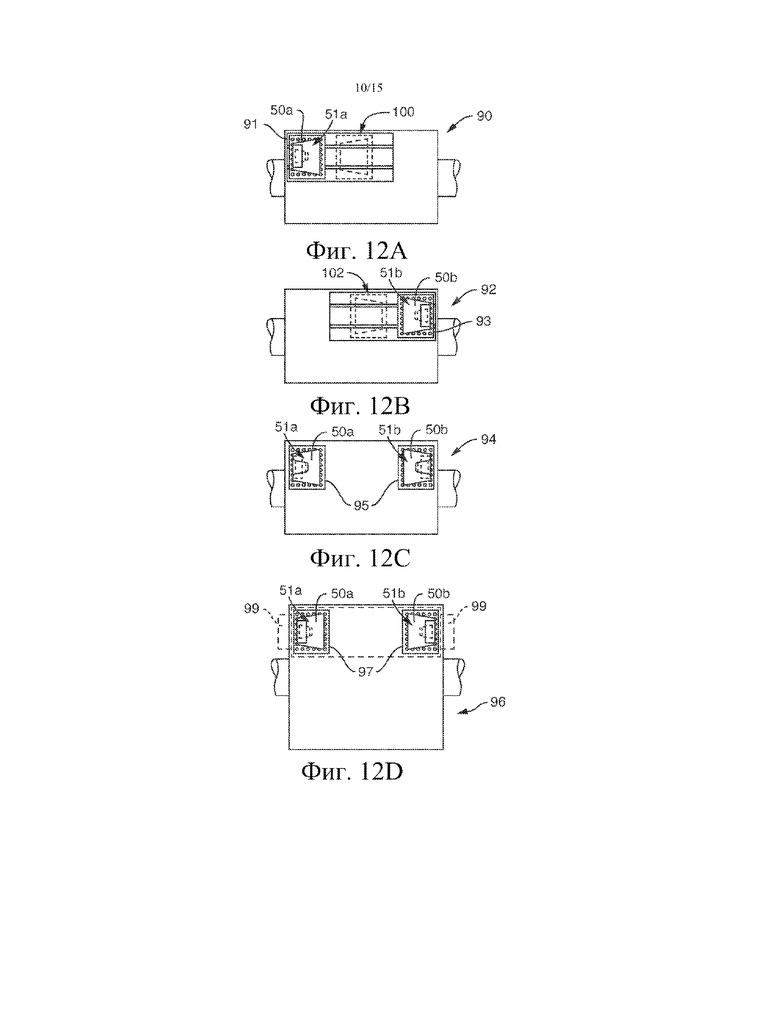
[0016] На фиг. 12А представлен вид спереди первого одинарного сдвигающего вала модуля для разрезания и укладки ушка по фиг. 10 и 11.
[0017] На фиг. 12В представлен вид спереди второго одинарного сдвигающего вала модуля для разрезания и укладки ушка по фиг. 10 и 11.
[0018] На фиг. 12С представлен вид сверху двойного сдвигающего вала модуля для разрезания и укладки ушка по фиг. 10 и 11.
[0019] На фиг. 12D представлен вид спереди вала-ускорителя модуля для разрезания и укладки ушка по фиг. 10 и 11.
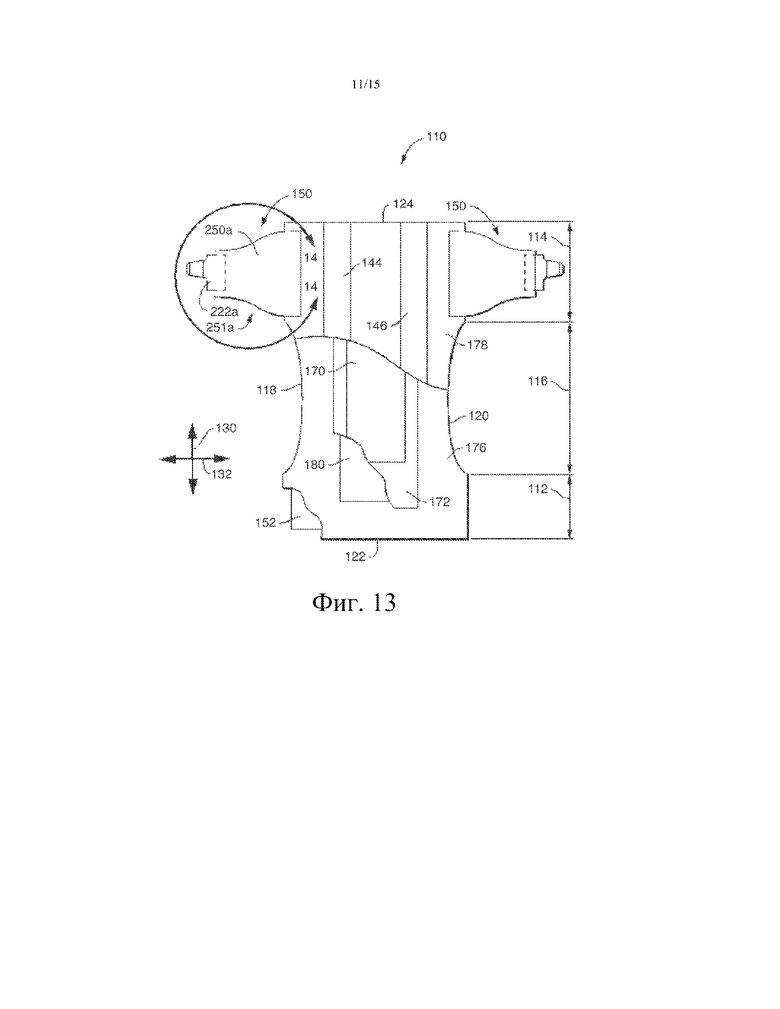
[0020] На фиг. 13 представлен вид сверху иллюстративного изображения впитывающего изделия, изготовленного согласно способу по фиг. 1, в расстегнутом, растянутом и горизонтально уложенном состоянии, причем обращенная к телу поверхность впитывающего изделия, которая контактирует с носящим, обращена к наблюдателю, и некоторые части впитывающего изделия вырезаны для ясности представления.
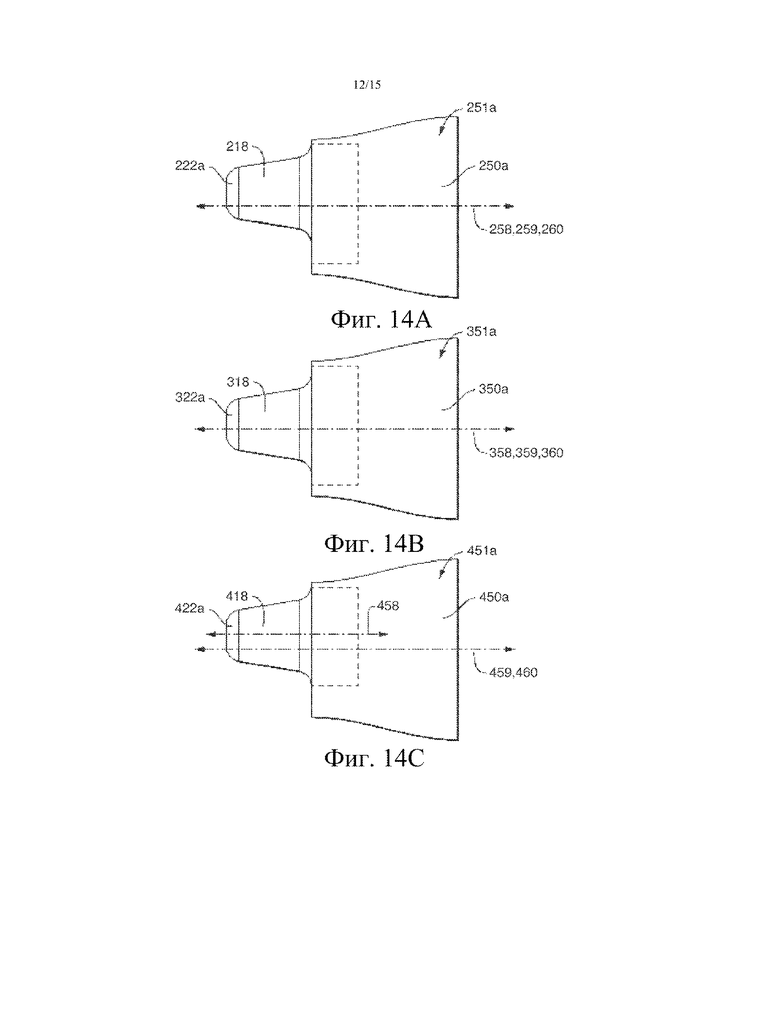
[0021] На фиг. 14А показан подробный вид ушка, выполненный вдоль линии 14-14, показанной на фиг. 13.
[0022] На фиг. 14B показан подробный вид, подобный виду по фиг. 14A, но показывающий альтернативную конфигурацию ушка.
[0023] На фиг. 14С показан подробный вид, подобный виду по фиг. 14A, но показывающий альтернативную конфигурацию ушка.
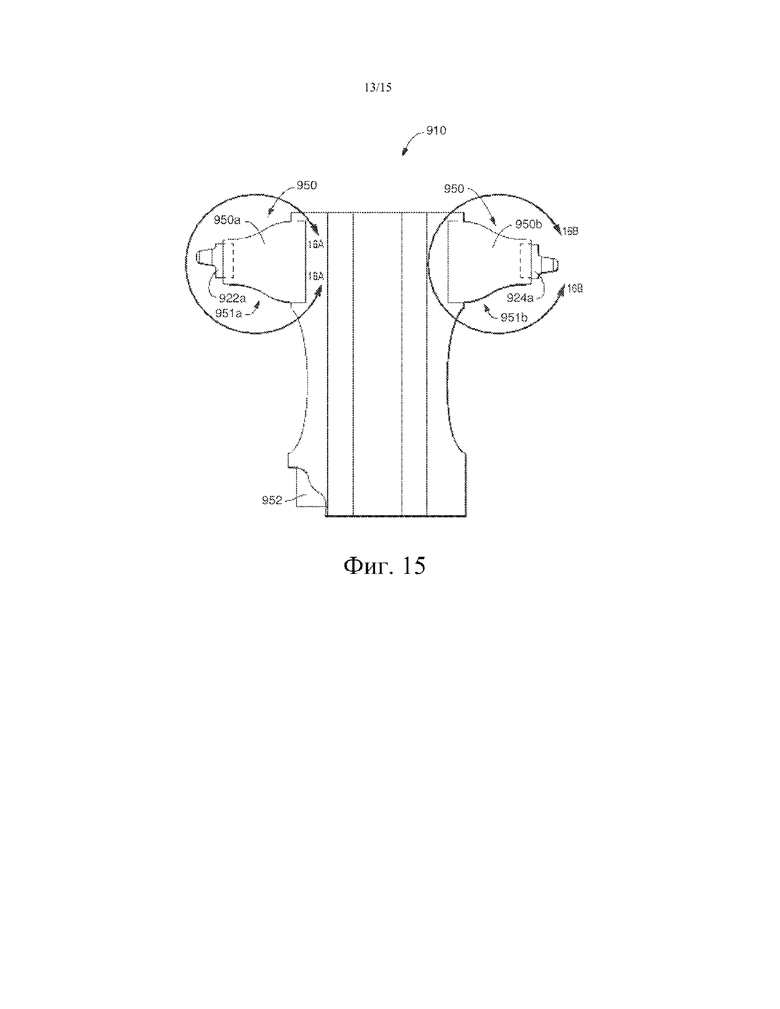
[0024] На фиг. 15 представлен вид сверху другого иллюстративного изображения впитывающего изделия, изготовленного согласно способу по фиг. 1, в расстегнутом, растянутом и горизонтально уложенном состоянии, причем обращенная к телу поверхность впитывающего изделия, которая контактирует с носящим, обращена к наблюдателю, и некоторые части впитывающего изделия вырезаны для ясности представления.
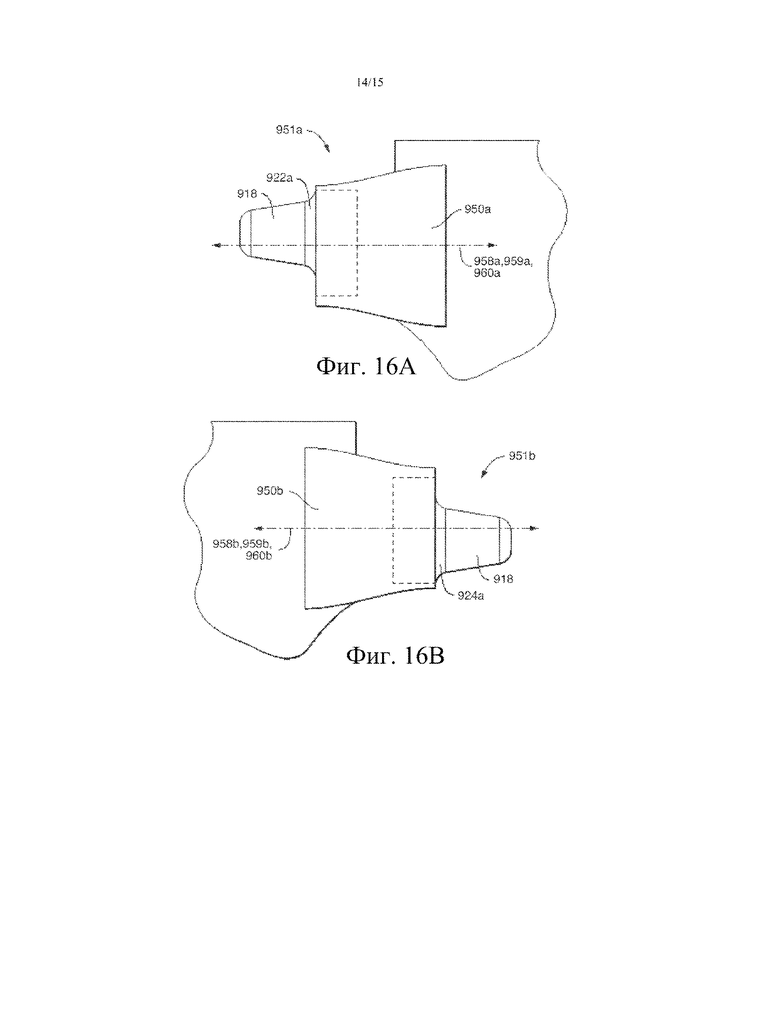
[0025] На фиг. 16А показан подробный вид, выполненный вдоль линии 16A-16A, показанной на фиг. 15.
[0026] На фиг. 16B показан подробный вид вдоль линии 16B-16B, показанной на фиг. 15.
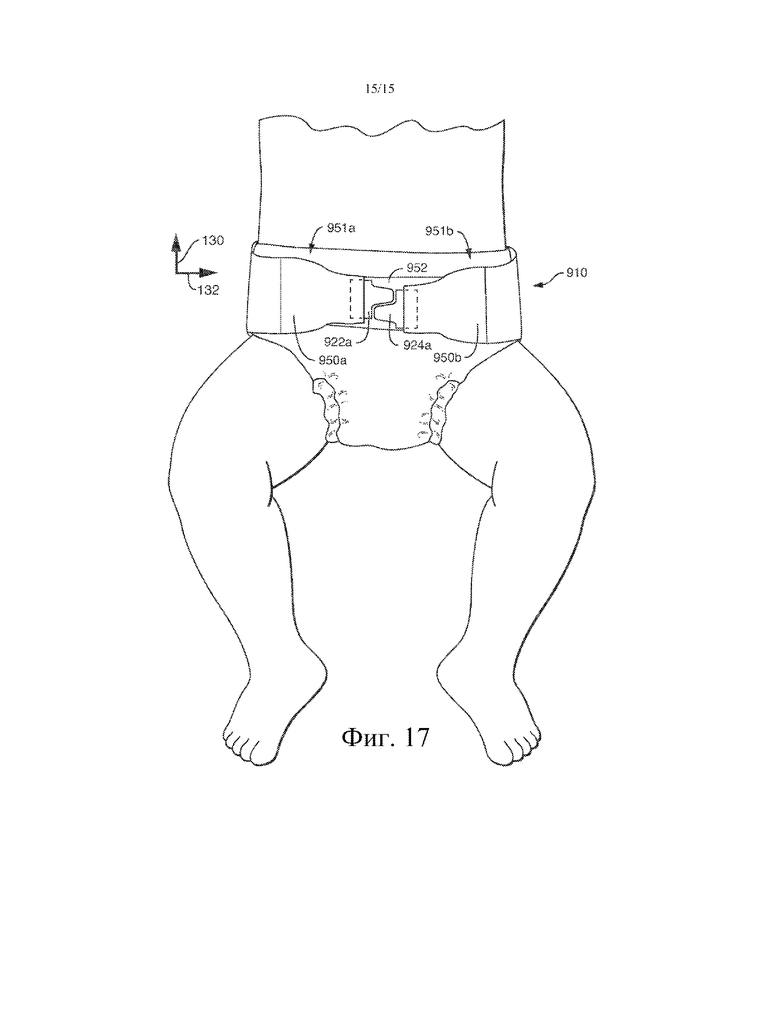
[0027] На фиг. 17 представлен вид спереди в перспективе впитывающего изделия по фиг. 15, закрепленного вокруг талии и ног носящего.
ПОДРОБНОЕ ОПИСАНИЕ
[0028] Настоящее изобретение в целом направлено на способы изготовления впитывающего изделия с системой крепления со сниженным количеством отходов, которое исключает по меньшей мере некоторые из описанных выше недостатков. Следует учитывать, что термин «впитывающее изделие», применяемый в данном документе, относится к изделию, которое может быть размещено вплотную на теле или вблизи тела (т. е. в соприкосновении с телом) носящего для впитывания и удержания различных жидких, твердых и полужидких выделений, выделяемых телом. Несмотря на то, что впитывающие изделия часто предусмотрены для выбрасывания после ограниченного периода использования, вместо стирки или иного восстановления исходного состояния для повторного использования, настоящее изобретение не ограничено такими одноразовыми изделиями, а, напротив, применимо ко впитывающим изделиям как одноразового, так и многоразового использования.
[0029] Необходимо понимать, что настоящее изобретение применимо к различным одноразовым впитывающим изделиям, в том числе, без ограничения, к подгузникам, трусам для приучения к горшку, трусам для подростков, плавкам, гигиеническим продуктам для женщин, включающим, кроме прочего, менструальные прокладки, продуктам для страдающих недержанием, предметам медицинской одежды, хирургическим прокладкам и бандажам, другим предметам личной гигиены или предметам по уходу за здоровьем и т. д., без отступления от объема настоящего изобретения. Дополнительно, несмотря на то, что описываемые в данном документе варианты осуществления и иллюстрации в целом могут быть пригодны для впитывающих изделий, производимых с продольным направлением продукта, которое далее в данном документе называют производством продукта в машинном направлении, следует отметить, что специалист в данной области техники сможет применить приведенную в данном документе информацию по отношению к впитывающим изделиям, произведенным с поперечным направлением продукта, которое далее в данном документе называют производством продукта в поперечном направлении, без отступления от сущности и объема настоящего изобретения.
[0030] Показанные иллюстративные способы и впитывающие изделия приведены в целях объяснения и не подразумевают ограничений. Например, признаки, показанные или описанные как часть одного варианта осуществления или фигуры, могут быть использованы в другом варианте осуществления или фигуре для получения еще одного варианта осуществления. Предполагается, что настоящее изобретение включает такие модификации и изменения. Данные признаки станут более понятны со ссылкой на прилагаемые графические материалы.
[0031] На фиг. 1 изображен способ 10 изготовления впитывающего изделия 110 с системой крепления с уменьшенным количеством отходов. Способ 10 может включать предоставление исходного полотна материала 12 язычка ушка. Исходное полотно материала 12 язычка ушка может находиться на вале 14. В одном варианте осуществление исходное полотно материала 12 язычка ушка может содержать основной материал 16 и крепежный компонент 18 (как показано на фиг. 2). В одном варианте осуществления основной материал 16 может быть материалом спанбонд-мелтблаун-спанбонд (SMS), однако основной материал 16 может состоять из других материалов. В описанном здесь варианте осуществления крепежный компонент 18 содержит материал с крючками. Однако крепежный компонент альтернативно или дополнительно может содержать другие крепежные компоненты, в том числе кроме прочего, петельные материалы, адгезивы, когезивы, застежки и т. д. Крепежный компонент 18 может быть выполнен в виде одной продольной дорожки, такой, как показана на фиг. 2, нескольких продольных дорожек, или в виде любой другой подходящей конфигурации.
[0032] Исходное полотно материала 12 язычка ушка может быть перенесено на режущий модуль 20, где оно может быть продольно разрезано на первое полотно материала 22 язычка ушка и второе полотно материала 24 язычка ушка нелинейным образом. В описанном здесь варианте осуществления режущий модуль 20 может разрезать в продольном направлении исходное полотно материала 12 язычка ушка на первое полотно материала 22 язычка ушка и второе полотно материала 24 язычка ушка, как показано на фиг. 2, при этом выполняется цикличный разрез 26 синусоидального типа в исходном полотне материала 12 язычка ушка. Разрез 26 может проходить через крепежный компонент 18 на исходном полотне материала 12 язычка ушка. Конечно, предусмотрено, что другие типы разрезов могут быть выполнены в исходном полотне материала 12 язычка ушка для предоставления первого полотна материала 22 язычка ушка и второго полотна материала 24 язычка ушка. Режущий модуль 20 может выполнять разрез 26 посредством оборудования, известного специалистам в данной области техники, такой как разрез 26 с интервалом P1. Как показано на фиг. 2, интервал P1 может быть расстоянием между соседними выступами 23 на первом полотне материала 22 язычка ушка, которое также является расстоянием между соседними выступами 25 на втором полотне материала 24 язычка ушка. Как дополнительно показано на фиг. 2, разрезание исходного полотна материала 12 язычка ушка вдоль разреза 26 может обеспечивать уплотненный узор язычка ушка без образования обрезков при обеспечении первого полотна материала 22 язычка ушка и второго полотна материала 24 язычка ушка из исходного полотна материала 12 язычка ушка. Следует отметить, что, несмотря на то, что показанный режущий модуль 20 показан как работающий в поточном технологическом процессе способа 10 изготовления впитывающего изделия 110, этот этап может быть выполнен как непоточный технологический процесс, и, следовательно, непоточный технологический процесс разрезания исходного полотна материала 12 язычка ушка предусмотрен в рамках объема и сути данного изобретения.
[0033] После выхода из режущего модуля 20 первое и второе полотна материала 22, 24 язычка ушка, соответственно, могут быть отделены друг от друга и перенесены на дорожки полотна различной длины на модуль 28 для нанесения язычка. Как показано на фиг. 3, это может быть достигнуто путем пропускания второго полотна материала 24 язычка ушка вокруг неприводного вала 30, через который не проходит первое полотно материала 22 язычка ушка. Разница в длине дорожек полотна первого и второго полотен материала 22, 24 язычка ушка до вхождения в модуль 28 для нанесения язычка может менять фазу между соседними выступами 23, 25 в поперечном направлении на первом и втором полотнах материала 22, 24 язычка ушка, соответственно, по сравнению с фазами между соседними выступами 23, 25 в поперечном направлении в точке разрезания исходного полотна материала 12 язычка ушка посредством режущего модуля 20 (как показано на фиг. 2). Это изменение фазы между первым и вторым полотнами материала 22, 24 язычка ушка может способствовать надлежащему расположению в направлении обработки отдельных язычков ушка на полотне материала 50 панели ушка в модуле 28 для нанесения язычка, что будет дополнительно объясняться ниже. С этой целью неприводной вал 30 может быть передвижным для компенсации и регулирования фазы второго полотна материала 24 язычка ушка относительно первого полотна материала 22 язычка ушка при необходимости.
[0034] Первое полотно материала 22 язычка ушка и второе полотно материала 24 язычка ушка также могут пересекаться в поперечном направлении за режущем модулем 20 и перед модулем 28 для нанесения язычка, как показано на фиг. 1, таким образом, что выступы 23, 25 первого и второго полотен материала 22, 24 язычка ушка вдоль разреза 26 отвернуты друг от друга для надлежащей ориентации при последовательной обработке. Дорожки полотна первого и второго полотен материала 22, 24 язычка ушка также могут обеспечивать надлежащее отделение и выравнивание в поперечном направлении для отдельных язычков ушка, отрезаемых от первого и второго полотен материала 22, 24 язычка ушка и соединяемых с полотном материала 50 панели ушка, как будет дополнительно обсуждаться ниже.
[0035] Как вкратце упоминалось выше и показано на фиг. 1 и 3, способ 10 также может содержать модуль 28 для нанесения язычка. Модуль 28 для нанесения язычка может содержать опорный вал 32 и ножевой вал 34. Как показано на фиг. 3, клей может быть нанесен на первое полотно материала 22 язычка ушка и второе полотно материала 24 язычка ушка посредством установки 36 нанесения клея перед тем, как первое и второе полотна материала 22, 24 язычка ушка переносятся на опорный вал 32. Установка 36 нанесения клея может наносить клей на первое и второе полотна материала 22, 24 язычка ушка посредством распыления, нанесения покрытия через щелевое отверстие, импульсного нанесения, или любым другим способом, который считается подходящим.
[0036] Как показано на фиг. 3 и 4, опорный вал 32 может быть вакуумным валом и может содержать наружную поверхность 38 и внутреннюю поверхность 40. Множество вакуумных отверстий 42 могут быть выполнены на наружной поверхности 38 опорного вала 32 и могут быть в контакте по текучей среде с внутренней поверхностью 38 опорного вала 32. Опорный вал 32 может внутри содержать или может быть иным образом соединен с подходящим источником вакуума (таким как, например, вакуумный насос, вакуумная камера и т. д., не показанным), который способен выборочно прикладывать вакуумметрическое давление (т. е. отрицательное давление) через одно или несколько вакуумных отверстий 42, так что материалы, расположенные на наружной поверхности 38 опорного вала 32, в целом притягиваются к наружной поверхности 38 и крепятся к ней. В некоторых вариантах осуществления источник вакуума может быть способен создавать вакуум в диапазоне от 1 до 30 дюймов водяного столба.
[0037] В проиллюстрированном в данном документе варианте осуществления первое и второе полотна материала 22, 24 язычка ушка подаются на опорный вал 32 с более низкой линейной скоростью (как указано V1 на фиг. 3), чем скорость поверхности опорного вала 32 (как указано V2 на фиг. 3). Другими словами, скорость поверхности опорного вала 32 превышает скорость, с которой поступающие первое и второе полотна материала 22, 24 язычка ушка подаются на опорный вал 32. В результате, передние края поступающих первого и второго полотен материала 22, 24 язычка ушка зацепляются и скользят относительно наружной поверхности 38 опорного вала 32. Следует понимать, что поступающие первое и второе полотна материала 22, 24 язычка ушка могут быть поданы на опорный вал 32 с любой подходящей скоростью. Как показано на фиг. 4, опорный вал 32 может быть выполнен с двумя кольцевыми зонами 31, 33 вакуумных отверстий 42. Первое полотно материала 22 язычка ушка может подаваться на опорный вал 32 выровненным с одной кольцевой зоной 31 вакуумных отверстий, тогда как второе полотно материала 24 язычка ушка может подаваться на опорный вал 32 выровненным с другой кольцевой зоной 33 вакуумных отверстий 42. Конечно, вакуумные отверстия 42 могут быть выполнены множеством подходящих способов, в том числе в виде согласованного узора по всей внешней поверхности 38 опорного вала 32, таким образом, чтобы не было отдельных кольцевых зон 31, 33.
[0038] Для разрезания первого и второго полотен материала 22, 24 язычка ушка способ 10 может включать применение ножевого вала 34. В описанном здесь варианте осуществления ножевой вал 34 может содержать двенадцать лезвий 44 ножа. Лезвия 44 ножа могут быть выполнены с возможностью разрезания материала, предоставленного на наружной поверхности 38 опорного вала 32, при соприкосновении лезвий 44 ножа с наружной поверхностью 38 опорного вала 32, таким образом, чтобы опоры (не показаны) были прикреплены к наружной поверхности 38 опорного вала 32. В варианте осуществления, показанном на фиг. 3 и 5, когда первое и второе полотна материала 22, 24 язычка ушка подаются на опорный вал 32, лезвия 44 ножа режут первое и второе полотна материала 22, 24 язычка ушка в поперечном направлении или в направлении, поперечном направлению обработки, когда лезвия 44 ножа соприкасаются с внешней поверхностью 38 опорного вала 32, формируя, таким образом, отдельные язычки ушка. Например, на фиг. 3 изображены язычки ушка 22a, 22b, 22c, 22d, и 22e, вырезаемые из первого материала 22 язычка ушка и отдельные язычки 24a, 24b, 24c, 24d, и 24e ушка, вырезаемые из второго полотна материала 24 язычка ушка. Как показано на фиг. 5, лезвия 44 ножа могут быть выполнены расположенными в кольцевых зонах 46, 48, при этом лезвия 44 ножа смещены между кольцевыми зонами 46, 48 с учетом смещения фазы между первым полотном материала 22 язычка ушка и вторым полотном материала 24 язычка ушка, как будет более подробно описано ниже. Одна из кольцевых зон 46, 48 может быть расположена на модуле 28 для нанесения язычка со стороны оператора, а другая зона может быть расположена на модуле 28 для нанесения язычка с приводной стороны. Кольцевые зоны 46, 48 на ножевом вале 34 могут соответствовать кольцевым зонам 31, 33 на опорном вале 32.
[0039] Каждое из первого и второго полотен материала 22, 24 язычка ушка разрезается таким образом, чтобы обеспечивать совмещаемые язычки ушка. На фиг. 6A и 6B показаны два примера первого полотна материала 22 язычка ушка, разрезаемого для обеспечения совмещаемых язычков 22a, 22b ушка (фиг. 6A) и 122a, 122b (фиг. 6B). Конечно, несмотря на то, что варианты осуществления, показанные на фиг. 6A и 6B, предоставляют примеры разрезания первого полотна материала 22 язычка ушка для обеспечения совмещаемых язычков ушка, этот же способ применим ко второму полотну материала 24 язычка ушка. Согласно настоящему описанию термин «совмещаемые язычки ушка» означает, что полотна материала 22, 24 язычка ушка выполнены таким образом, и ножевой вал 34 выполнен таким образом, что полотна материала 22, 24 язычка ушка разрезаются для получения язычков ушка, не только с повторяемым конкретным интервалом, а также с исходной фазой относительно полотна материала 22, 24 язычка ушка, что обеспечивает значительную разницу в получаемой форме язычков ушка, формируемых из полотен материала 22, 24 язычка ушка. Напротив, «несовмещаемые язычки ушка», примеры которых показаны в виде язычков 522a и 522b ушка на фиг. 6C и язычков 622a и 622b ушка на фиг. 6D и известны из уровня техники, могут быть сформированы разрезанием полотна материала 22 язычка ушка по разрезам 54 с повторяемым заданным интервалом, однако исходная фаза разрезов 54 полотна материала 22 язычка ушка не обеспечивает значительной разницы в получаемой форме язычков 522a, 522b, 622a и 622b ушка.
[0040] На фиг. 6A изображен вариант осуществления, в котором ножевой вал 34 был фазирован относительно первого полотна материала 22 язычка ушка для обеспечения симметричных, совмещаемых язычков 22a, 22b ушка. Как показано на фиг. 6A, три разреза 54 выполнены в первом полотне материала 22 язычка ушка с интервалом P2, при этом каждый разрез 54 находится на равном расстоянии между последовательными выступами 23 первого полотна материала 22 язычка ушка. Такое фазирование разрезов 54 обеспечивает совмещаемые язычки 22a, 22b ушка, которые симметричны относительно поперечной оси 58 язычков 22a, 22b ушка и обеспечивает идентичность язычка 22a ушка язычку 22b ушка. Интервал P2, показанный на фиг. 6A, может быть равен интервалу P1, показанному на фиг. 2.
[0041] На фиг. 6В изображен вариант осуществления, в котором ножевой вал 34 был фазирован относительно первого полотна материала 22 язычка ушка для обеспечения асимметричных, совмещаемых язычков 122a, 122b ушка. Как показано на фиг. 6В, три разреза 54 выполнены в первом полотне материала 22 язычка ушка с интервалом P2, при этом каждый разрез 54 не находится на равном расстоянии между последовательными выступами 23 первого полотна материала 22 язычка ушка. Иными словами, разрезы 54 выполнены в первом полотне материала 22 язычка ушка в положении, которое ближе к одному выступу 23, по сравнению с ближайшим последовательным выступом 23. Конкретнее, в варианте осуществления, показанном на фиг. 6A, каждый разрез 54 расположен ближе к верхней по потоку стороне 56 каждого выступа 23, чем к нижней по потоку стороне 57 ближайшего последующего выступа 23. Такое фазирование разрезов 54 первого полотна материала 22 язычка ушка обеспечивает совмещаемые язычки 122a, 122b ушка, которые асимметричны относительно поперечной оси 58 язычков 122a, 122b ушка и обеспечивает идентичность язычка 122a ушка язычку 122b ушка. Следует отметить, что разрезы 54 могут быть выполнены с различной фазой относительно первого полотна материала 22 язычка ушка и обеспечивать другие варианты осуществления асимметричных совмещаемых язычков ушка. Только лишь в качестве примера, каждый разрез 54 может быть выполнен в первом полотне материала 22 язычка ушка ближе к нижней по потоку стороне 57 каждого выступа 23, чем к верхней по потоку стороне 56 ближайшего последующего выступа 23. Как указано выше и согласно фиг. 6А, интервал P2, показанный на фиг. 6В, может быть равен интервалу P1, показанному на фиг. 2.
[0042] Несмотря на то, что некоторые варианты осуществления первого полотна материала 22 язычка ушка и второго полотна материала 24 язычка ушка могут быть фазированы относительно друг друга и разрезаны для обеспечения отдельных язычков ушка, которые представляют собой зеркальное отображение друг друга, в других вариантах осуществления первое полотно материала 22 язычка ушка может быть фазировано относительно второго и разрезано для обеспечения отдельных язычков ушка из первого полотна материала 22 язычка ушка, отличающихся по форме от отдельных язычков ушка из второго полотна материала 24 язычка ушка. На фиг. 6E показан иллюстративный вариант осуществления, в котором фазирование и разрезание первого полотна материала 22 язычка ушка обеспечивает асимметричные язычки 722a и 722b ушка, а фазирование и разрезание второго полотна материала 24 язычка ушка обеспечивает асимметричные язычки 724a и 724b ушка, отличающиеся по форме от язычков 722a и 722b ушка. Язычки 722a и 722b ушка из первого полотна материала 12 язычка ушка имеют больше крепежных компонентов 718 (таких как материал с крючками) с правой стороны от поперечной оси 58, чем с левой стороны от поперечной оси 58, а язычки 724a и 724b ушка имеют больше крепежных компонентов 718 с левой стороны от поперечной оси 58, чем с правой стороны от поперечной оси 58.
[0043] В некоторых вариантах осуществления, таких как показанные на фиг. 6A-6C и 6E, первое и второе полотна материала 22, 24 язычка ушка могут быть разрезаны для формирования язычков ушка, таким образом, чтобы не образовывалось отходов из первого полотна материала 22 язычка ушка и второго полотна материала 24 язычка ушка.
[0044] После разрезания первого и второго полотен материала 22, 24 язычка ушка лезвиями 44 ножа, сформированные отдельные язычки ушка перемещаются со скоростью перемещения поверхности опорного вала 32 и соединяются с полотном материала 50 панели ушка, как показано на фиг. 3 и 7. Полотно материала 50 панели ушка может быть эластичным композитным материалом, таким как соединенный перетяжками слоистый материал (“NBL”), однако полотно материала 50 панели ушка может состоять из иных эластичных материалов, иных растягиваемых, но не эластичных материалов, или нерастягиваемых материалов. Язычки ушка (такие как язычки 22a и 24a ушка, показанные на фиг. 4) удерживаются на наружной поверхности 38 опорного вала 32 посредством вакуума, создаваемого посредством вакуумных отверстий 42 опорного вала 32. Язычки 22а и 24а будут двигаться с такой же скоростью поверхности, как и опорный вал 32, до тех пор, пока они не достигнут полотна материала 50 панели ушка, где они могут быть соединены с материалом 50 панели ушка. В варианте осуществления, показанном на фиг. 3, язычки ушка соединяются с материалом 50 панели ушка путем прохождения через зажим, образованный опорным валом 32 и валом 52 толкателя, что способствует соединению клеем (который был нанесен на первое и второе полотна материала 22, 24 язычка ушка установкой 36 нанесения клея) язычков ушка с полотном материала 50 панели ушка. На фиг. 7 показан вариант осуществления того, как язычки 22d, 22e, 24c, и 24d могут быть соединены с полотном материала 50 панели ушка. Благодаря разнице в скоростях V2 и V1 опорного вала 38 и разнице в фазе первого и второго полотен материала 22, 24 язычка ушка, интервал P3 между соседними язычками 22d и 22e или 24c и 24d ушка по фиг. 7 на полотне материала 50 панели ушка может превышать интервал P2 (расстояние между соседними выступами 23 или соседними выступами 25 на первом и втором полотнах материала 22, 24 язычка ушка, соответственно, и расстояние между последовательными разрезами 54 для формирования отдельных язычков ушка из первого и второго полотен материала 22, 24 язычка ушка). Расстояние между интервалами P2 и P3 обеспечивает надлежащее разнесение язычков 22d, 22e, 24c и 24d ушка на полотне материала 50 панели ушка для разрезания панелей ушка при формировании ушек, как будет дополнительно описано ниже.
[0045] Как показано на фиг. 3, раструб 60 для соединения под действием давления и опорный вал 62 для соединения под действием давления также могут быть предусмотрены для повышения прочности соединения между отдельными язычками ушка и полотном материала 50 панели ушка. Раструб 60 для соединения под действием давления и опорный вал 62 для соединения под действием давления могут обеспечивать непрерывное или прерывистое соединение под действием давления между отдельными язычками ушка и полотном материала 50 панели ушка. Несмотря на то, что клеевые соединения и соединения под действием давления описаны, как одна технология соединения язычков ушек с полотном материала 50 панели ушка, предусмотрено, что в других вариантах осуществления отдельные язычки ушка могут быть соединены с полотном материала 50 панели ушка с использованием других подходящих технологий соединения, включая, кроме прочего, использование только клея, или клея, применяемого вместе с ультразвуковой сваркой.
[0046] После соединения язычков ушка с полотном материала 50 панели ушка, язычки ушка и полотно материала 50 панели ушка затем могут быть перемещены ниже по потоку для дальнейшего осуществления способа 10. Например, в одном варианте осуществления способ 10 может включать модуль 64 складывания. Полотно материала 50 панели ушка и язычки ушка могут быть перемещены на модуль 64 складывания, который может складывать язычки ушка в направлении продольной оси 66 полотна материала 50 панели ушка. Например, на фиг. 8 показан один вариант осуществления язычков 22d, 22e, 24c и 24d ушек, сложенных в направлении продольной оси 66 полотна материала 50 панели ушка и сложенных поверх полотна материала 50 панели ушка.
[0047] Способ 10 также может включать модуль 70 для разрезания и укладки ушка, как показано на фиг. 1. Модуль 70 для разрезания и укладки ушка может выполнять функции разрезания полотна материала 50 панели ушка для формирования отдельных панелей ушка и соединения панелей ушка со впитывающим узлом 72. В одном варианте осуществления модуль 70 для разрезания и укладки ушка может разрезать полотно материала 50 панели ушка для формирования панелей 50a, 50b, 50c и 50d ушка трапециевидной формы, как показано на фиг. 9A. Альтернативно, модуль 70 для разрезания и укладки ушка может разрезать полотно материала 50 панели ушка для формирования панелей 150a, 150b, 150c, и 150d ушка, имеющих по меньшей мере одну нелинейную сторону, или две нелинейные стороны, как показано на фиг. 9B. В некоторых вариантах осуществления модуль 70 для разрезания и укладки ушка может отрезать отдельные панели ушка от полотна материала 50 панели ушка, не образуя отходов полотна материала панели ушка. Модуль 70 для разрезания и укладки ушка может разрезать полотно материала 50 панели ушка для образования панелей ушка с интервалом P4 на расстоянии между последовательными панелями ушка (например, 50a, 50c) в одном и том же направлении, как показано на фиг. 9A. Интервал P4 может быть равен интервалу P3 на расстоянии между последовательными язычками ушка (такими как язычки 24c и 24d ушка) в одном и том же направлении, как показано на фиг. 7. Как показано на фиг. 9A, модуль 70 для разрезания и укладки ушка также может разрезать полотно материала 50 панели ушка, таким образом, чтобы поперечная ось 58 язычка ушка (например, язычка 22e ушка) совпадала с поперечной осью 59 соответствующей панели ушка (например, панели 51d ушка). В других вариантах осуществления модуль 70 для разрезания и укладки ушка также может разрезать полотно материала 50 панели ушка, таким образом, чтобы поперечная ось 58 язычка ушка не совпадала с поперечной осью 59 соответствующей панели ушка.
[0048] Модуль 70 для разрезания и укладки ушка может разрезать полотно материала 50 панели ушка для формирования отдельных панелей ушка, как показано на фиг. 9A или 9B, и соединять панели ушка со впитывающим узлом 72 (как показано на фиг. 10 и 11) для формирования по меньшей мере части системы крепления впитывающего изделия 110. Каждая панель ушка в комбинации с относящемуся к ней язычку ушка может формировать ушко для впитывающего изделия 110. Например, на фиг. 9A показаны ушки 51a (панель 50a ушка и язычок 24c ушка), 51b, 51c и 51d и на фиг. 9B показаны ушки 151a (панель 150a ушка и язычок 24с ушка), 151b, 151c и 151d. В некоторых вариантах осуществления впитывающий узел 72 впитывающего изделия может быть выполнен как полотно 74 и может содержать наружное покрытие 76, обращенный к телу прокладочный материал 78 и впитывающую основу 80, расположенную между наружным покрытием 76 и обращенным к телу прокладочным материалом 78 (как наилучшим образом показано на фиг. 13). Наружное покрытие 76 может быть непроницаемым для жидкости материалом, а обращенный к телу прокладочный материал 78 может быть проницаемым для жидкости материалом, известным специалистам в данной области техники. Впитывающая основа 80 может содержать впитывающий материал, такой как ворсистый и/или сверхвпитывающий материал, известный специалистам в данной области техники. Модуль 70 для разрезания и укладки ушка может соединять панели ушка с различными компонентами впитывающего узла 72, как известно специалистам в данной области техники, например с наружным покрытием 76 или обращенным к телу прокладочным материалом 78.
[0049] Функции модуля 70 для разрезания и укладки ушка могут выполняться различным оборудованием, доступным специалистам в данной области техники. Одна иллюстративная единица оборудования, способная выполнять функции модуля 70 для разрезания и укладки ушка, который будет описан в настоящем описании, может быть приобретена у GDM S.P.A., Болонья, Италия, и показана на фиг. 10–12D. Однако следует заметить, что модуль 70 для разрезания и укладки ушка согласно способу 10 не ограничивается конкретными процессами или оборудованием из этого иллюстративного оборудования, описанного в настоящем описании, а, напротив, предусмотрен охватывать любое оборудование или процесс, способные выполнять основные функции модуля 70 для разрезания и укладки ушка при отрезании отдельных панелей ушка от полотна материала 50 панели ушка и соединении панелей ушка со впитывающим узлом 72. В качестве еще одного примера, еще одна иллюстративная единица оборудования, способная выполнять функции модуля 70 для разрезания и укладки ушка, может быть оборудованием, описанным в патенте США 7871400, выданном Sablone et al., который полностью включен в настоящее описание посредством ссылки.
[0050] Далее будет описан иллюстративный модуль 70 для разрезания и укладки ушка согласно фиг. 10–12D. Как показано на фиг. 10, модуль 70 для разрезания и укладки ушка может содержать режущее устройство 82, способное разрезать полотно материала 50 панели ушка на отдельные панели ушка, такие как панели 50a, 50b, 50c и 50d ушка, показанные на фиг. 9A или панели 150a, 150b, 150c и 150d ушка, показанные на фиг. 9B. Режущее устройство 82 может содержать отрезной вал 84, имеющий противолежащие лезвия 86 и нижний вал 88, выполненный с возможностью перемещения отдельных панелей ушка, отрезаемых от полотна материала 50 панели ушка. Нижний вал 88 может содержать вакуумные отверстия, как показано на фиг. 10, и может быть соединен с источником вакуума.
[0051] Модуль 70 для разрезания и укладки ушка также может содержать два одинарных сдвигающих вала 90, 92, двойной сдвигающий вал 94 и вал 96 ускорителя. Одинарные сдвигающие валы 90, 92 вращаются по часовой стрелке и проходят по касательной к двойному сдвигающему валу 94. Двойной сдвигающий вал 94 вращается против часовой стрелки и проходит по касательной к валу 96 ускорителя. Вал 96 ускорителя вращается по часовой стрелке и проходит по касательной относительно конвейера 98, перемещающего полотно 74 впитывающего узла.
[0052] Когда полотно материала 50 панели ушка разрезано лезвиями 86 на режущем вале 84, панели ушек (например, 50a и 50b или 150a и 150b), которые могут быть выполнены таким образом, чтобы соседние панели ушка в целом проходили под углом в противоположных друг от друга направлениях, как показано на фиг. 9A и 9B. Панели ушка (например, 50a и 50b или 150a и 150b) могут быть разрезаны отрезным валом 84, таким образом, чтобы не образовывалось отходов из полотна материала 50 панели ушка. В некоторых вариантах осуществления, отрезной вал 84 может быть выполнен таким образом, чтобы полотно материала 50 панели ушка разрезалось для формирования панелей ушка, имеющих трапециевидную форму, таких как панели 50a, 50b, 50c, 50d ушка, показанные на фиг. 9A. В других вариантах осуществления, отрезной вал 84 может быть выполнен таким образом, чтобы полотно материала 50 панели ушка разрезалось для формирования панелей ушка, содержащих по меньшей мере один нелинейный край, или по меньшей мере два нелинейных края, таких как панели 150a, 150b, 150c, 150d ушка, показанные на фиг. 9В.
[0053] Для дальнейшего описания способа 10, как показано на фиг. 10–12D, в изобретении речь пойдет о панелях 50a и 50b ушек, обрабатываемых посредством модуля 70 для разрезания и укладки ушка, однако, поскольку панель 50a ушка соединяют с язычком 24c ушка для формирования ушка 51a, а панель 50b ушка соединяют с язычком 22d ушка для формирования ушка 51b, то ссылка на панели 50a и 50b ушка охватывает ушки 51a и 51b. При их отрезании отрезным валом 84, панели 50a и 50b ушка поддерживаются и перемещаются нижним валом 88, вращающимся в направлении против часовой стрелки. С нижнего вала 88 панель 50a ушка переносится на одинарный сдвигающий вал 90 в положении 100 перемещения, а панель 50b ушка переносится на одинарный сдвигающий вал 92 в положении 102 перемещения, как показано на фиг. 11, 12A и 12B. Одинарные сдвигающие валы 90, 92 вращаются в направлении по часовой стрелке. Одинарный сдвигающий вал 90 содержит множество блоков 91, а одинарный сдвигающий вал 92 содержит множество блоков 93, при этом каждый из множества блоков 91, 93 на каждом одинарном сдвигающем вале 90, 92 отнесен по окружности на расстояние, равное интервалу P4 между панелями одинаковой ориентации (например, расстояние между панелями 50a и 50c ушка, как показано на фиг. 9A). Каждый блок 91, 93 выполнен с возможностью вмещения и удерживания панели ушка (например, панелей 50a и 50b ушка, соответственно) и скользящего перемещения в направлении, параллельном осям одинарных сдвигающих валов 90, 92. Как показано на фиг. 10, 12A и 12B, блоки 91 на одинарном сдвигающем вале 90 выполнены с возможностью скользящего перемещения влево, а блоки 93 на одинарном сдвигающем вале 92 выполнены с возможностью скользящего перемещения вправо.
[0054] Как показано фиг. 10 и 12C, двойной сдвигающий вал 94 вращается в направлении против часовой стрелки и содержит находящуюся на одной оси пару блоков 95, расположенных возле концов двойного сдвигающего вала 94. При вращении на двойной сдвигающий вал 94 поступает панель 50a ушка от одинарного сдвигающего вала 90 и панель 50b ушка от одинарного сдвигающего вала 92. Пара блоков 95 выполнены с возможностью вмещения и удерживания пары панелей ушка (например, панелей 50a и 50b ушка) и отнесены по окружности от соседних пар блоков 95 на расстояние, равное интервалу P4.
[0055] Вал 96 ускорителя вращается в направлении по часовой стрелке и содержит находящуюся на одной оси пару блоков 97, расположенных возле концов вала 96 ускорителя. Пары блоков 97 выполнены с возможностью вмещения пары панелей ушек (например, панелей 50a и 50b), расположенных на паре блоков 95 на двойном сдвигающем вале 94 в положении 104 перемещения, как показано на фиг. 10, 11 и 12D. Каждая пара блоков 97 установлена на радиальном стержне 99, который может колебаться во время вращения вала 96 ускорителя на оси, параллельной продольной оси вала 96 ускорителя. Таким образом, пара панелей ушек (например, панелей 50a и 50b ушек) перемещаются с тангенциальной скоростью двойного сдвигающего вала 94, когда находятся на блоках 95, но при перемещении к валу 96 ускорителя в положении 104 перемещения, пары ушек (например, панелей 50a и 50b ушек) имеют тангенциальную скорость вала 96 ускорителя, которая может быть предусмотрена равной скорости полотна впитывающего узла 74. Расстояние по окружности между парами блоков 97 на вале 96 ускорителя равно интервалу P5 пар ушек 150 на полотне впитывающего узла 74. Пары блоков 97 на ускорителе 96 могут соединять пары панелей ушек (например, панели 50a и 50b ушек) с полотном впитывающего узла 74 в точке, где вал 96 ускорителя проходит по касательной к конвейеру 98, как показано на фиг. 10 и 11. В результате, ускоритель 96 может соединять пары ушек (например, ушки 51a и 51b) со впитывающим узлом 74 для формирования по меньшей мере части системы крепления.
[0056] Способ 10 также может включать модуль 106 отрезания, как показано на фиг. 1, 10 и 11. Модуль 106 отрезания может содержать отрезной нож 108, способный разрезать полотно впитывающего узла 74 для формирования отдельных впитывающих изделий 110, как показано на фиг. 10 и 11.
[0057] Как показано на фиг. 13, впитывающее изделие 110 может содержать переднюю область 112 талии, заднюю область 114 талии, и область 116 промежности, расположенную между передней областью 112 талии и задней областью 114 талии и соединяющую переднюю и заднюю области 112, 114 талии, соответственно. Впитывающее изделие 110 имеет пару продольных боковых краев 118, 120 и пару противоположных поясных краев, соответственно, обозначенных передним поясным краем 122 и задним поясным краем 124. Передняя область 112 талии может быть сопредельной с передним поясным краем 122, а задняя область 114 талии может быть сопредельной с задним поясным краем 124. Продольные боковые края 118, 120 могут проходить от переднего поясного края 122 до заднего поясного края 124.
[0058] Передняя область 112 талии может включать часть впитывающего изделия 10, которая при ношении расположена по меньшей мере частично на передней стороне носящего, в то время как задняя область 114 талии может включать часть впитывающего изделия 110, которая при ношении расположена по меньшей мере частично на задней стороне носящего. Область 116 промежности впитывающего изделия 10 может включать часть впитывающего изделия 110, которая при ношении расположена между ногами носящего и может частично покрывать нижнюю часть туловища носящего. Поясные края 122 и 124 впитывающего изделия 10 предназначены для охватывания талии носящего. Части продольных боковых краев 118 и 120 в области 116 промежности могут в целом определять отверстия для ног при ношении впитывающего изделия 110.
[0059] Впитывающее изделие 110 может содержать впитывающий узел 172, содержащий наружное покрытие 176 и обращенный к телу прокладочный материал 178, и впитывающую основу 180, расположенную между наружным покрытием 176 и обращенным к телу прокладочным материалом 178. Согласно одному варианту осуществления обращенный к телу прокладочный материал 178 может быть связан с наружным покрытием 176 путем наслоения с помощью любых подходящих средств, таких как без ограничения разновидности клея, связи, полученные способом ультразвуковой сварки, связи, полученные способом термосварки, связи, образованные под давлением, или других традиционных методик. Наружное покрытие 176 может определять длину в продольном направлении 130, и ширину, в поперечном направлении 132, которые согласно проиллюстрированному варианту осуществления могут совпадать с длиной и шириной впитывающего изделия 110. Впитывающее изделие 110 также может содержать поглощающий слой 170 и переносящий текучую среду слой 172. Переносящий текучую среду слой 172 может по меньшей мере частично обертывать впитывающую основу 180.
[0060] Впитывающее изделие 110 может быть выполнено с возможностью удержания и/или впитывания жидких, твердых и полужидких выделений организма, выделяемых носящим. Например, отстоящие друг от друга в поперечном направлении герметичные отвороты 144 и 146 могут быть выполнены с возможностью создания барьера для растекания выделений организма в поперечном направлении. Каждый герметичный отворот 144, 146 может содержать эластичные элементы (не показаны), как известно из уровня техники. Герметичные отвороты 144 и 146 могут быть направлены внутрь в поперечном направлении от продольных боковых краев 118 и 120 впитывающего изделия 110 и могут проходить полностью по всей длине впитывающего изделия 110 или могут проходить частично по длине впитывающего изделия 110. Для дополнительного улучшения герметизации и/или впитывания выделений организма, впитывающее изделие 10 может надлежащим образом содержать передний и/или задний поясные эластичные элементы (не показаны).
[0061] В одном варианте осуществления впитывающее изделие 110 может включать систему крепления. В одном варианте осуществления система крепления может включать пару задних креплений 150 и одно или несколько передних креплений 152. Части системы крепления могут быть включены в переднюю область 112 талии, заднюю область 114 талии или в обе области. Система крепления может быть выполнена с возможностью закрепления впитывающего изделия 10 возле талии носящего и удерживания впитывающего изделия 110 на месте во время использования. В одном варианте осуществления крепление 152 может содержать материал зоны посадки, формирующий петельный материал, такой как материал спанбонд, тисненный для формирования точечно несвязанного материала (PUB). Согласно одному варианту осуществления задние крепления 150 могут включать один или несколько материалов, соединенных вместе с образованием ушка, изготовленного согласно вышеописанному способу 10.
[0062] Например, на фиг. 14A показан подробный вид левого заднего крепления 150, показанного на фиг. 13. На фиг. 14A показано, что одно из задних креплений 150 может быть ушком 251a, симметричным относительно поперечной оси 260 ушка 251a. Ушко 251a может содержать панель 250a ушка и язычок 222a ушка. Панель 250a ушка может содержать две нелинейных стороны. Язычок 222a ушка может содержать материал 218 с крючками и может быть асимметричным относительно поперечной оси 258 язычка 222a ушка, подобно язычкам 122a и 122b ушка, показанным на фиг. 6B и описанным выше. Язычок 222a ушка может быть соединен с панелью ушка 250a, и задняя панель 250a ушка может быть отрезана таким образом, чтобы поперечная ось 258 язычка 222a ушка совпадала с поперечной осью 259 панели 250a ушка. Правое заднее крепление 150 по фиг. 13 может иметь подобную конструкцию, как и у ушка 251a, или отличную от ушка 251a.
[0063] На фиг. 14B и 14C показаны подробные виды альтернативных вариантов осуществления ушек 351a и 451a, которые могут быть изготовлены согласно способу 10. На фиг. 14B показан подробный вид ушка 351a, которое симметрично относительно поперечной оси 360 ушка 351a. Ушко 351a может содержать панель 350a ушка и язычок 322a ушка. Язычок 322a ушка может содержать материал 118 с крючками и может быть симметричным относительно поперечной оси 358 язычка 322a ушка, подобно язычкам 22a и 22b ушка, показанным на фиг. 6А и описанным выше. Язычок 322a ушка может быть соединен с панелью ушка 350a, и задняя панель 350a ушка может быть отрезана таким образом, чтобы поперечная ось 358 язычка 322a ушка совпадала с поперечной осью 359 панели 350a ушка.
[0064] Ушко 451a по фиг. 14C асимметрично относительно поперечной оси 460 ушка 451a. Ушко 451a может содержать панель 450a ушка и язычок 422a ушка. Язычок 422a ушка может содержать материал 118 с крючками и может быть симметричным относительно поперечной оси 458 язычка 422a ушка, подобно язычкам 22a и 22b ушка, показанным на фиг. 6А и описанным выше. Язычок 422a ушка может быть соединен с панелью ушка 450a, и задняя панель 450a ушка может быть отрезана таким образом, чтобы поперечная ось 458 язычка 422a ушка не совпадала с поперечной осью 459 панели 450 ушка.
[0065] Преимущество способа 10, описанного в настоящем описании в отношении разрезания совмещаемых язычков ушка (как симметричных, так и асимметричных), включает возможность изготавливать асимметричные ушки. Асимметричные ушки, такие как ушко 251a (фиг. 13 и 14A) и ушко 451a (фиг. 14C), могут обеспечивать улучшенные характеристики крепления и прилегания к носящему. Как было описано в настоящем документе, асимметричные ушки могут быть изготовлены с асимметричными язычками ушек, такими как язычки 222a (фиг. 13 и 14A) ушек, или с симметричными язычками (фиг. 14C). В этих вариантах осуществления крепежный компонент 118 может обеспечивать характеристики силы, которые не совпадают с поперечной осью панели ушка. Например, каждый из асимметричного язычка 222a ушка по фиг. 13 и 14A и симметричного язычка 422a ушка обеспечивает размещение большей части крепежного компонента 118 над поперечной осью 260, 460 ушка 251a, 451a, соответственно. В результате, место приложения усилия к крепежному компоненту 118 в каждом ушке 251a, 451a может располагаться ближе к переднему поясному краю 122, когда крепежный компонент 118 находится в зацеплении с крепежным компонентом 152 впитывающего изделия. Такая посадка может обеспечивать улучшенное прилегание относительно талии носящего.
[0066] В другом варианте осуществления, изображенном на фиг. 15–17, посредством способа 10 можно получить впитывающее изделие 910 с задними креплениями 950, отличными друг от друга. В частности, как было описано выше в отношении фиг. 6E, впитывающее изделие 910 может быть изготовлено согласно способу 10, в котором левое заднее ушко 951a может содержать язычок 922a ушка, выполненное иначе, чем язычок 924a ушка на правом заднем ушке 951b, при этом язычки 922a, 924b ушка отрезаны от первого и второго полотен материала 22, 24 язычка ушка (как показано на фиг. 6E). Впитывающее изделие 910 может содержать переднее крепление 952, которое может содержать материал зоны посадки, формирующий петельный материал. Несмотря на то, что впитывающее изделие 910 может быть изготовлено согласно описанному выше способу 10, оно также может быть изготовлено с применением и других способов тоже.
[0067] Как показано на фиг. 16A, левое ушко 951a может быть асимметрично относительно поперечной оси 960a левого ушка 951a. Ушко 951a может содержать панель 950a ушка и язычок 922a ушка. Язычок 922a ушка может содержать материал 918 с крючками и может быть асимметричным относительно поперечной оси 958a язычка 922a ушка, таким образом, чтобы большая часть материала 918 с крючками находилась над поперечной осью 960a левого ушка 950a, как показано на фиг. 16A. Язычок 922a ушка может быть соединен с панелью ушка 950a, и задняя панель 950a ушка может быть отрезана таким образом, чтобы поперечная ось 958а язычка 922a ушка совпадала с поперечной осью 959а панели 950a ушка.
[0068] Как показано на фиг. 16В, правое ушко 951b может быть асимметрично относительно поперечной оси 960b правого ушка 951b. Ушко 951b может содержать панель 950b ушка и язычок 924a ушка. Язычок 924a ушка может содержать материал 918 с крючками и может быть асимметричным относительно поперечной оси 958b язычка 924a ушка, таким образом, чтобы большая часть материала 918 с крючками находилась под поперечной осью 960b правого ушка 950b, как показано на фиг. 16B. Язычок 924a ушка может быть соединен с панелью 950b ушка, и задняя панель 950b ушка может быть отрезана таким образом, чтобы поперечная ось 958b язычка 924a ушка совпадала с поперечной осью 959b панели 950b ушка.
[0069] Согласно фиг. 17, впитывающее изделие 910 может быть закреплено вокруг талии и ног носящего. Конфигурация левого и правого задних ушек 951a, 951b, как показано на фиг. 17, обеспечивает преимущество, состоящее в том, что когда изделие 910 закреплено, язычок 922a ушка на левом заднем ушке 951a может по меньшей мере частично перекрываться язычком 924a ушка на правом заднем ушке 951b в поперечном направлении 132 без прикрепления язычков 922a, 924a ушка поверх друг друга. Разница между конфигурациями язычков 922a, 924b ушка во впитывающем изделии 910 создает разницу в материале 918 с крючками в продольном направлении 130 между левым и правым ушками 951a и 951b, что позволяет получить такое перекрывание в поперечном направлении 132 без крепления поверх друг друга. В частности, левое заднее ушко 951a содержит большую часть материала 918 с крючками, расположенного над поперечной осью 960a левого заднего ушка 951 (см. фиг. 16A), а правое заднее ушко 951b содержит большую часть материала 918 с крючками под поперечной осью 960b правого заднего ушка 951b (см. фиг. 16B). Такое смещение материала 918 с крючками между левым и правым ушками 951a и 951b в продольном направлении 130 позволяет получить одинаковое или по сути одинаковое прилегание панелей 950a, 950b ушка вокруг талии носящего и ног носящего с левой и с правой сторон, однако все еще позволяя материалу 918 с крючками язычков 922a, 924a ушка входить в зацепление с передним креплением 952 по периметру, так что должно быть некоторое перекрывание материала 918 с крючками на язычках 922a, 924a ушка в поперечном направлении 132. Зацепление материала 918 с крючками язычков 922a, 924a ушка с передним креплением 952 может быть предпочтительней, чем зацепление язычков 922a, 924a ушка поверх друг друга, когда язычки 922a, 924a перекрываются в поперечном направлении 132. Такое перекрывание в поперечном направлении может быть необходимо в случаях, когда носящий имеет меньшую окружность талии, чем предусмотрена разницей размеров применяемого впитывающего изделия 910. Как один из примеров, такой случай может иметь место для новорожденных или недоношенных детей. В качестве дополнительного преимущества, в некоторых вариантах осуществления язычки 922a, 924a ушка могут формировать уплотненный узор или узор в виде паззла, как показано на фиг. 17, что может помочь носящему или пользователю соединять задние крепления 950 с передними креплениями 952, где такое прилегание необходимо. Однако в других вариантах осуществления такой уплотненный узор не требуется, и, таким образом, настоящее изобретение также предусматривает охват и этих вариантов осуществления.
[0070] Следует отметить, что перекрывание материала с крючками на язычках ушка левого заднего ушка и правого заднего ушка в поперечном направлении 132 может быть выполнено с различными ушками, отличными от иллюстративного варианта осуществления, показанного на фиг. 15–17. Например, перекрывание материала с крючками на язычках ушек в поперечном направлении 132 может быть предусмотрено с левыми и правыми асимметричными ушками, имеющими язычки ушка (совмещаемые или несовмещаемые), которые симметричны относительно поперечной оси язычков ушек, но в которых различие между левыми и правыми задними ушками является различием в расположении поперечной оси соответствующих язычков ушек в продольном направлении 130. В частности, ушко 451a, показанное на фиг. 14C может обеспечивать одно ушко на изделии, в котором поперечная ось 458 язычка 422a ушка находится над поперечной осью 460 ушка 451a, и соответствующее ушко может иметь такую конструкцию, что поперечная ось язычка ушка находится под поперечной осью панели ушка. Такая конфигурация обеспечивает расположение большей части материала с крючками над поперечной осью ушка для одного ушка, и расположение большей части материала с крючками под поперечной осью соответствующего ушка, обеспечивая, таким образом, смещение материала с крючками в продольном направлении 130, как указано выше. Несмотря на то, что предпочтительные варианты осуществления содержат совмещаемые язычки ушка, это преимущество может быть обеспечено также и для несовмещаемых язычков ушка, которые охватывает настоящее изобретение.
[0071] Способ 10, описанный в настоящем описании, включая разрезание совмещаемых язычков ушка (как симметричных, так и асимметричных), может обеспечивать несколько преимуществ для ушек 150 впитывающего изделия 110, изготавливаемых согласно данному способу 10. Например, совмещаемые язычки (например, 22a или 122a, показанные на фиг. 6A, 6B, 6E и 13–17) ушка могут обеспечивать изогнутые края, снижающие потенциальный дискомфорт или раздражение кожи носящего. Кроме того, изогнутые края язычков ушек могут обеспечивать улучшенные эстетические характеристики для носящего и/или пользователя и могут создавать у носящего и/или пользователя впечатление более высококачественного продукта.
[0072] Все документы, процитированные в подробном описании, в соответствующей части включены в данный документ при помощи ссылки; причем цитирование какого-либо документа не следует рассматривать как признание того, что он относится к предшествующему уровню техники по отношению к настоящему изобретению. В той степени, в которой любое значение или определение термина в настоящем письменном документе противоречит какому-либо значению или определению термина в документе, включенном при помощи ссылки, значение или определение, присвоенное термину в настоящем письменном документе, имеет преимущественную силу.
[0073] Тогда как определенные варианты осуществления настоящего изобретения были проиллюстрированы и описаны, для специалистов в данной области техники должно быть очевидным, что могут быть осуществлены различные другие изменения и модификации без отступления от сущности и объема настоящего изобретения. Поэтому предполагается, что прилагаемая формула изобретения должна охватывать все такие изменения и модификации, которые находятся в пределах объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР С ПЕРЕМЫЧКАМИ | 2016 |
|
RU2666104C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СИСТЕМУ КРЕПЛЕНИЯ | 2014 |
|
RU2604316C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СИСТЕМУ КРЕПЛЕНИЯ | 2014 |
|
RU2605180C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ПЕРВИЧНУЮ СИСТЕМУ КРЕПЛЕНИЯ И ВТОРИЧНУЮ СИСТЕМУ КРЕПЛЕНИЯ | 2014 |
|
RU2628996C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЯСНОГО ВСПОМОГАТЕЛЬНОГО ЭЛЕМЕНТА | 2009 |
|
RU2514902C2 |
| ПРИЗНАКИ ДЛЯ АВТОМАТИЧЕСКОЙ ЗАМЕНЫ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2015 |
|
RU2650063C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ СИСТЕМУ КРЕПЛЕНИЯ С ВИЗУАЛЬНЫМ ЗНАКОМ | 2014 |
|
RU2612933C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СИСТЕМУ КРЕПЛЕНИЯ | 2014 |
|
RU2613866C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ПОЯСНЫМ ВСПОМОГАТЕЛЬНЫМ ЭЛЕМЕНТОМ | 2009 |
|
RU2506940C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ ЭЛАСТИЧНЫХ УШЕК ДЛЯ ОДНОРАЗОВЫХ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2002 |
|
RU2303971C2 |
Раскрыты впитывающее изделие с системой крепления с уменьшенным количеством отходов и способ изготовления такого впитывающего изделия. Способ изготовления впитывающего изделия может включать разрезание первого полотна материала язычка ушка для предоставления первого язычка ушка, который является совмещаемым, и разрезание второго полотна материала язычка ушка для предоставления второго язычка ушка, который является совмещаемым. Способ также может включать предоставление полотна материала панели ушка, соединение первого и второго язычков ушка с полотном материала панели ушка, разрезание полотна материала панели ушка для предоставления первой и второй панелей ушка для формирования первого и второго ушек, и соединение первого и второго ушек со впитывающим узлом для формирования по меньшей мере части системы крепления для впитывающего изделия. Первое и второе ушки могут быть выполнены отличными друг от друга. 2 н. и 14 з.п. ф-лы, 28 ил.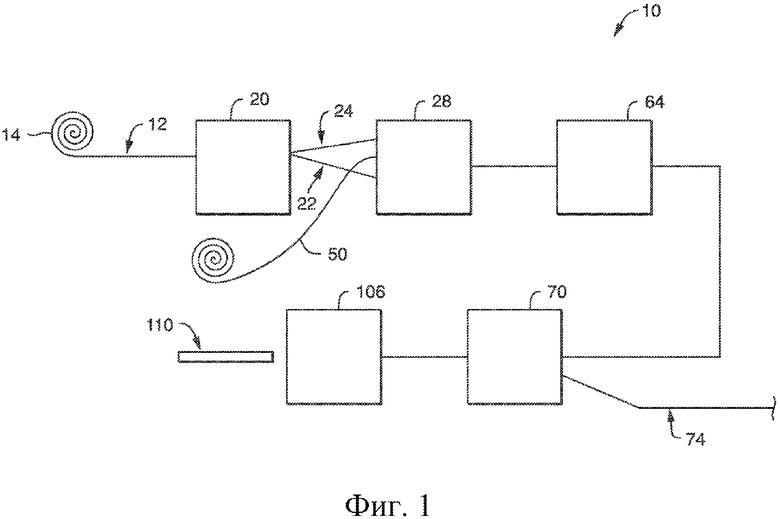
1. Способ изготовления впитывающего изделия с системой крепления с уменьшенным количеством отходов, при этом впитывающее изделие содержит впитывающий узел, содержащий наружное покрытие, обращенный к телу прокладочный материал и впитывающую основу, расположенную между наружным покрытием и обращенным к телу прокладочным материалом, при этом способ включает:
разрезание первого полотна материала язычка ушка для предоставления первого отдельного язычка ушка, при этом первый отдельный язычок ушка разрезают таким образом, чтобы первый отдельный язычок ушка был совмещаемым;
разрезание второго полотна материала язычка ушка для предоставления второго отдельного язычка ушка, при этом второй отдельный язычок ушка разрезают таким образом, чтобы второй отдельный язычок ушка был совмещаемым;
соединение первого отдельного язычка ушка с полотном материала панели ушка в первом продольном местоположении вблизи первого края материала панели ушка;
соединение второго отдельного язычка ушка с полотном материала панели ушка во втором продольном местоположении вблизи второго края материала панели ушка, при этом первое продольное местоположение отличается от второго продольного местоположения;
разрезание полотна материала панели ушка для предоставления первой панели ушка и второй панели ушка, при этом первый отдельный язычок ушка соединяют с первой панелью ушка для формирования первого ушка, а второй отдельный язычок ушка соединяют со второй панелью ушка для формирования второго ушка; и
соединение первого ушка и второго ушка со впитывающим узлом для формирования по меньшей мере одной части системы крепления для впитывающего изделия.
2. Способ изготовления впитывающего изделия с системой крепления с уменьшенным количеством отходов, при этом впитывающее изделие содержит впитывающий узел, содержащий наружное покрытие, обращенный к телу прокладочный материал и впитывающую основу, расположенную между наружным покрытием и обращенным к телу прокладочным материалом, при этом способ включает:
разрезание исходного полотна материала язычка ушка нелинейным образом для предоставления первого полотна материала язычка ушка и второго полотна материала язычка ушка;
фазирование первого полотна материала язычка ушка относительно второго полотна материала язычка ушка;
разрезание первого полотна материала язычка ушка для формирования первого отдельного язычка ушка; разрезание второго полотна материала язычка ушка для формирования второго отдельного язычка ушка;
соединение первого отдельного язычка ушка и второго отдельного язычка ушка с полотном материала панели ушка;
разрезание полотна материала панели ушка для предоставления первой панели ушка и второй панели ушка, при этом первый отдельный язычок ушка соединяют с первой панелью ушка для формирования первого ушка, а второй отдельный язычок ушка соединяют со второй панелью ушка для формирования второго ушка; и
соединение первого ушка и второго ушка со впитывающим узлом для формирования по меньшей мере одной части системы крепления для впитывающего изделия.
3. Способ по п. 2, отличающийся тем, что разрезание исходного полотна материала язычка ушка для формирования первого полотна материала язычка ушка и второго полотна материала язычка ушка включает разрезание исходного полотна материала язычка ушка в продольном направлении исходного полотна материала язычка ушка.
4. Способ по п. 1, отличающийся тем, что разрезание полотна материала панели ушка для формирования первой панели ушка и второй панели ушка обеспечивает отсутствие отходов полотна материала панели ушка.
5. Способ по п. 1, отличающийся тем, что разрезание первого полотна материала язычка ушка для предоставления первого язычка ушка и разрезание второго полотна материала язычка ушка для предоставления второго язычка ушка выполняют с первым интервалом, а разрезание полотна материала панели ушка выполняют со вторым интервалом, при этом первый интервал не равен второму интервалу.
6. Способ по п. 1, отличающийся тем, что первое полотно материала язычка ушка разрезают таким образом, чтобы первый язычок ушка был симметричен относительно поперечной оси первого язычка ушка.
7. Способ по п. 1, отличающийся тем, что первое полотно материала язычка ушка разрезают таким образом, чтобы первый язычок ушка был симметричен относительно поперечной оси первого язычка ушка, и при этом первый язычок ушка соединяют с полотном материала панели ушка, а полотно материала панели ушка разрезают для формирования первого ушка таким образом, чтобы поперечная ось первого язычка ушка совпадала с поперечной осью первой панели ушка.
8. Способ по п. 1, отличающийся тем, что первое полотно материала язычка ушка разрезают таким образом, чтобы первый язычок ушка был симметричен относительно поперечной оси первого язычка ушка, и при этом первый язычок ушка соединяют с полотном материала панели ушка, а полотно материала панели ушка разрезают для формирования первого ушка таким образом, чтобы поперечная ось первого язычка ушка не совпадала с поперечной осью первой панели ушка.
9. Способ по п. 1, отличающийся тем, что первый язычок ушка асимметричен относительно поперечной оси первого язычка ушка, а второй язычок ушка асимметричен относительно поперечной оси второго язычка ушка.
10. Способ по п. 1, отличающийся тем, что первый язычок ушка асимметричен относительно поперечной оси первого язычка ушка, и при этом первый язычок ушка соединяют с полотном материала панели ушка, а полотно материала панели ушка разрезают для формирования первого ушка таким образом, чтобы поперечная ось первого язычка ушка совпадала с поперечной осью первой панели ушка.
11. Способ по п. 4, отличающийся тем, что каждая из первой панели ушка и второй панели ушка содержит угловой элемент, образующий по меньшей мере один непрямой угол между двумя краями панели ушка.
12. Способ по п. 4, отличающийся тем, что каждая из первой панели ушка и второй панели ушка содержит пару расходящихся противоположных краев.
13. Способ по п. 1, отличающийся тем, что этапы разрезания первого полотна материала язычка ушка, разрезания второго полотна материала язычка ушка, соединения первого отдельного язычка ушка и второго отдельного язычка ушка с полотном материала панели ушка, разрезания полотна материала панели ушка обеспечивают первое ушко и второе ушко, и соединение первого ушка и второго ушка со впитывающим узлом выполняют в виде непрерывного процесса.
14. Способ по п. 2, отличающийся тем, что разрезание полотна материала панели ушка для формирования первой панели ушка и второй панели ушка обеспечивает отсутствие отходов полотна материала панели ушка.
15. Способ по п. 14, отличающийся тем, что каждая из первой панели ушка и второй панели ушка содержит по меньшей мере первый край панели ушка, расположенный под непрямым углом относительно второго края панели ушка.
16. Способ по п. 14, отличающийся тем, что каждая из первой панели ушка и второй панели ушка содержит пару расходящихся противоположных краев.
| EP 1208823 A1, 29.05.2002 | |||
| US 7867212 B2, 11.01.2011 | |||
| СПОСОБ ПОЛУЧЕНИЯ БИТУМНОЙ КОМПОЗИЦИИ ДЛЯ АСФАЛЬТОВЫХ ПОКРЫТИЙ | 2003 |
|
RU2238955C1 |
| US 20120190523 A1, 26.07.2012. | |||

