ОБЛАСТЬ ТЕХНИКИ
Предлагаемое изобретение относится к автоматическим клапанам, например, к кольцевым клапанам. Некоторые варианты выполнения раскрытого в данном документе изобретения относятся, в частности, к автоматическим кольцевым клапанам для поршневых компрессоров. Согласно другому аспекту, предлагаемое изобретение относится к поршневым компрессорам, содержащим указанные автоматические кольцевые клапаны. Согласно еще одному аспекту, предлагаемое изобретение относится к затвору для автоматических кольцевых клапанов. Согласно другому аспекту предлагаемое изобретение относится к способу изготовления кольцевого затвора для автоматического кольцевого клапана.
ОПИСАНИЕ ОБЛАСТИ ТЕХНИКИ
Как правило, автоматические клапаны используются, например, в поршневых компрессорах. Автоматические клапаны расположены как на стороне всасывания в компрессор, так и на стороне выпуска из компрессора - для автоматического открытия и закрытия отверстия всасывания в компрессор и отверстия выпуска из компрессора под контролем давления внутри цилиндра компрессора.
Как известно, автоматический кольцевой клапан может содержать клапанный ограничитель и клапанное седло, причем седло имеет расположенные по кругу проходы для потока газа, проходящие через указанное седло. Кроме этого, клапанный ограничитель также имеет проходы для потока газа. Между клапанным седлом и ограничителем расположена группа концентрично расположенных затворных колец. При этом каждое затворное кольцо расположено вдоль набора соответствующих расположенных по кругу проходов для потока газа, выполненных в клапанном седле. Кроме этого, между клапанным ограничителем и каждым затворным кольцом расположены нажимные пружины для противодействия перемещению затворного кольца из закрытого положения, в котором соответствующий набор проходов для потока газа закрыт.
Перепад давления в клапане вызывает автоматическое открытие и закрытие клапана. Коленчатый вал поршневых компрессоров, в которых используются подобные клапаны, выполнен с возможностью вращения с частотой вращения в диапазоне, например, 100-1200 об/мин и, как правило, между 200 и 1000 об/мин. Таким образом, затворные кольца подвержены воздействию периодических ударных нагрузок при ходах открытия и закрытия с высокой скоростью. Как правило, данные кольца изготовлены из композитного материала, например, из упрочненной короткими волокнами синтетической смолы для уменьшения массы данных колец и, соответственно, инерции. При этом клапанное седло и ограничитель изготовлены, как правило, из металла.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом предлагаемое изобретение, раскрытое в данном документе, относится к системе автоматического кольцевого клапана, содержащей клапанное седло, имеющее группу проходов для потока газа, расположенных по меньшей мере одним круговым рядом, и по меньшей мере затвор, содержащий по меньшей мере кольцеобразный участок для избирательного закрытия и открытия указанных проходов для потока газа относительно кругового ряда. Данная система дополнительно содержит средство, например, по меньшей мере один упругий элемент, для противодействия открывающему перемещению кольцеобразного участка затвора из закрытого положения в открытое положение. Указанный кольцеобразный участок затвора содержит матрицу или слой, предпочтительно изготовленный из синтетического материала полимерной смолы и упрочненный непрерывными волокнами, причем по меньшей мере некоторые волокна из указанных волокон проходят по меньшей мере на 360° круговой протяженности кольцеобразного участка затвора. Неожиданным является тот факт, что данная конфигурация кольцеобразного участка затвора обеспечивает возможность получения высокой прочности на изгиб при открывающих/закрывающих ударных воздействиях.
Использование непрерывных волокон позволяет значительно увеличить долю наполнителя в кольцеобразном участке затвора, то есть процентное содержание волокон в кольцеобразном участке затвора. В свою очередь, увеличенное количество наполнителя в матрице из смолы уменьшает коэффициент теплового расширения кольцеобразного участка затвора и таким образом существенно уменьшает разницу между коэффициентом теплового расширения затвора и коэффициентом теплового расширения клапанного седла и уменьшают чувствительность КПД клапана к изменениям температуры.
В некоторых предпочтительных вариантах выполнения кольцеобразный участок образован предварительно пропитанными ("препрег") композитными непрерывными волокнами.
В предпочтительных вариантах выполнения указанная матрица имеет слоистую структуру со слоями, содержащими указанные волокна.
В других предпочтительных вариантах выполнения указанная матрица образована намотанными участками по меньшей мере одного удлиненного гибкого элемента, содержащего указанные непрерывные волокна, проходящие в направлении протяженности гибкого элемента, причем указанные намотанные участки скреплены друг с другом.
Указанный гибкий элемент содержит полимерную смолу и непрерывные волокна, причем данные волокна расположены в направлении протяженности гибкого элемента вдоль него.
Удлиненный гибкий элемент может быть выполнен "бесконечным" или в виде ленты, жгута, полосы, веревки, шнура, пояса, тесьмы, полоски или другого подобного элемента. Указанный гибкий элемент может содержать предварительно пропитанные композитные непрерывные волокна.
В соответствии с некоторыми предпочтительными вариантами выполнения предлагаемого изобретения указанные непрерывные волокна окружают центральную ось указанного кольцеобразного участка затвора.
В некоторых предпочтительных вариантах выполнения непрерывные волокна расположены по существу по спиральной направляющей вокруг оси кольцеобразного участка. В соответствии с другими предпочтительными вариантами выполнения непрерывные волокна проходят по существу по спирали вокруг центра указанного кольцеобразного участка.
В соответствии с некоторыми предпочтительными вариантами выполнения количество указанных непрерывных волокон составляет от 30% до 80% по массе от полной массы кольцеобразного участка.
В преимущественных вариантах выполнения коэффициент линейного теплового расширения в одном направлении волокон (в случае кольцеобразного объекта - в круговом направлении) составляет от 0,05×10-6/°С до 10×10-6/°С.
Полимерная смола может представлять собой смолу термопластичного или термоусадочного типа. В некоторых вариантах выполнения полимерная смола выбрана из группы, содержащей полиэфиркетон (PEEK), полиарилэфиркетон (ПАЭК), полифениленсульфид (PPS), полисульфон (PSU), полифениленсульфид (PPS), полиамид (РА), полифталамид (РРА), полиамид-имид (PAI), полиэтилен (ПЭ), поликарбонаты (ПК), полиимидоэфир (PEI), политетрафторэтилен (PTFE), полиимид (PI), полибензимидазол (PBI) или эпоксидные смолы.
В некоторых предпочтительных вариантах непрерывные волокна выбраны из группы, содержащей стекловолокна, волокна из Е-стекла, волокна из ECR-стекла, волокна из S-стекла, углеродные волокна, углеродные волокна STD, углеродные волокна IM, углеродные волокна НМ, углеродные волокна UHM, арамидные волокна.
Преимущественно затвор может быть изготовлен из одиночных концентрических колец, отделенных друг от друга.
В соответствии с другими вариантами выполнения указанный затвор может быть изготовлен в виде единой детали и содержит группу соосно расположенных кольцеобразных участков, соединенных друг с другом по меньшей мере одним поперечным участком.
Новая конструкция предлагаемого клапанного затвора повышает износостойкость затвора по сравнению с клапанными пластиковыми кольцами известного типа, улучшая стойкость к ударным нагрузкам и жесткость.
В соответствии со вторым аспектом предлагаемое изобретение, раскрытое в данном документе, относится к затвору для автоматического кольцевого клапана, выполненного в соответствии с, по меньшей мере, одним вариантом из предшествующих вышеуказанных вариантов выполнения. В соответствии с некоторыми вариантами выполнения данный затвор выполнен в виде кольца, предназначенного для закрытия/открытия соответствующего кругового ряда проходов для потока газа, расположенных в клапанном седле автоматического кольцевого клапана. В соответствии с другими вариантами выполнения затвор может быть изготовлен из одиночных концентрических независимых колец (при этом каждое кольцо представляет, таким образом, кольцеобразный участок затвора). В соответствии с другими вариантами выполнения указанный затвор содержит группу соосных кольцеобразных участков, соединенных друг с другом с образованием единого тела для закрытия/открытия проходов для потока газа, расположенных круговыми рядами в клапанном седле.
В соответствии с третьим аспектом предлагаемое изобретение, раскрытое в данном документе, относится к применению кольцеобразного участка, выполненного в соответствии, с, по меньшей мере, одним вариантом из предшествующих вышеуказанных вариантов выполнения, в качестве затвора или участка затвора автоматического кольцевого клапана.
В соответствии с четвертым аспектом предлагаемое изобретение, раскрытое в данном документе, относится к способу изготовления затвора или затворного участка автоматического кольцевого клапана, включающему следующие этапы:
наматывание по меньшей мере одного удлиненного гибкого элемента, содержащего полимерную смолу и непрерывные волокна, расположенные в гибком элементе вдоль него, на цилиндрическую конструкцию вокруг нее с образованием по существу цилиндрической многослойной конфигурации,
скрепление слоев указанного по меньшей мере одного гибкого элемента с образованием единого изделия, имеющего в целом цилиндрическую форму,
отрезание по меньшей мере одного кругового участка от части указанного единого изделия.
Предлагаемый способ позволяет получить затворы для автоматического кольцевого клапана экономичным образом и с повышенными механическими свойствами.
Как указано выше, гибкий элемент содержит полимерную смолу и непрерывные волокна, причем данные волокна расположены в направлении гибкого элемента вдоль него. При этом гибкий элемент может быть выполнен "бесконечным" или в виде ленты, жгута, полосы, веревки, шнура, пояса, тесьмы, полоски или другого подобного элемента. Данный гибкий элемент может содержать предварительно пропитанные композитные непрерывные волокна.
Кольцеобразный участок может быть отрезан или отделен машинной обработкой от единого изделия, например, обычной или нестандартной машинной обработкой, например, на токарном станке, путем растачивания, сверления, фрезерования, лазерной резкой, гидроабразивной резкой или по другой подобной технологии.
В соответствии с некоторыми предпочтительными вариантами выполнения предлагаемого изобретения указанное единое изделие разделяют на кольцевые куски и затем от кольцевого куска отрезают указанный по меньшей мере один кольцеобразный участок.
Из одиночного кольцевого куска может быть получено по меньшей мере одно кольцо затвора.
В соответствии с другими вариантами указанное единое изделие разделяют на кольцевые куски и затем образуют затвор путем выполнения отверстий, предпочтительно щелей или удлиненных отверстий, через кольцевой кусок таким образом, что указанный затвор изготовлен в виде единой детали и содержит соосную группу кольцеобразных участков и группу поперечных участков, соединяющих данные кольцеобразные участки друг с другом. В качестве примера силуэт единого затвора между внешними и внутренними кольцеобразными участками может быть комплементарным силуэту соответствующей части клапанной пластины.
В соответствии с некоторыми вариантами выполнения указанный по меньшей мере один гибкий элемент наматывают спиралеобразно вокруг оси указанной цилиндрической конструкции вдоль нее. Таким образом, гибкий элемент перемещается относительно цилиндрической конструкции (или наоборот) с вращением и поступательным перемещением параллельно данной оси.
В преимущественных вариантах выполнения предлагаемого изобретения указанный по меньшей мере один гибкий элемент наматывают по существу под наклоном относительно оси указанной цилиндрической конструкции.
В соответствии с некоторыми вариантами выполнения указанный по меньшей мере один гибкий элемент наматывают вокруг указанной цилиндрической конструкции по технологии автоматического нанесения волокон (AFP). Данная технология обеспечивает возможность наматывания на оправку группы гибких элементов (с непрерывными нитями, встроенными в полимерную матрицу) спиралеобразно вокруг оси оправки (или болванки) вдоль нее.
В других предпочтительных вариантах выполнения указанный по меньшей мере один гибкий элемент наматывают по спирали вокруг оси указанной цилиндрической конструкции. Таким образом, в данном случае гибкий элемент перемещается относительно цилиндрической конструкции (или наоборот) только с вращением вокруг оси.
В соответствии с некоторыми вариантами выполнения указанный по меньшей мере один гибкий элемент наматывают по существу ортогональным образом относительно оси указанной цилиндрической конструкции.
В других предпочтительных вариантах выполнения указанный по меньшей мере один гибкий элемент представляет собой ленту, которую наматывают вокруг указанной цилиндрической конструкции по технологии автоматической укладки ленты (ATL). Данная технология обеспечивает возможность наматывания на оправку одиночной ленты (с непрерывными нитями, встроенными в полимерную матрицу) таким образом, что при каждом обороте намотки новый ленточный участок перекрывает нижележащий ленточный участок с постоянной шириной (ленту укладывают под 90° относительно оси обматывания).
Признаки и варианты выполнения раскрыты в данном документе ниже и дополнительно изложены в прилагаемой формуле изобретения, составляющей неотъемлемую часть данного описания. В вышеприведенном кратком описании изложены признаки различных вариантов выполнения предлагаемого изобретения для того, чтобы оно было лучше понято, а также для того, чтобы данный вклад в существующий уровень техники был лучше оценен. Существуют, конечно, другие признаки предлагаемого изобретения, описанные далее в данном документе и изложенные в формуле изобретения. При этом, до того, как будет подробно раскрыт ряд вариантов выполнения изобретения, подразумевается, что различные его варианты выполнения не ограничены подробностями конструкции и схемами расположения компонентов, изложенными в следующем описании или изображенными на чертежах. Для предлагаемого изобретения возможны другие варианты выполнения, другое практическое использование и осуществление различными путями. Также подразумевается, что фразеология и терминология используется в данном документе для описания и не должна рассматриваться как ограничительная.
По существу, для специалистов очевидно, что замысел, на котором основано предлагаемое изобретение, может быть легко использован в качестве основы для проектирования других конструкций, способов и/или систем для реализации ряда целей предлагаемого изобретения. Таким образом, важно, чтобы формула изобретения рассматривались как содержащая подобные эквивалентные конструкции при том условии, что данные конструкции не выходят за рамки объема правовой защиты или сущности изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Более полное понимание раскрытых вариантов выполнения изобретения и его многочисленные сопутствующие преимущества легко получить, и они станут лучше понятны из следующего подробного описания, рассмотренного в связи с прилагаемыми чертежами, на которых:
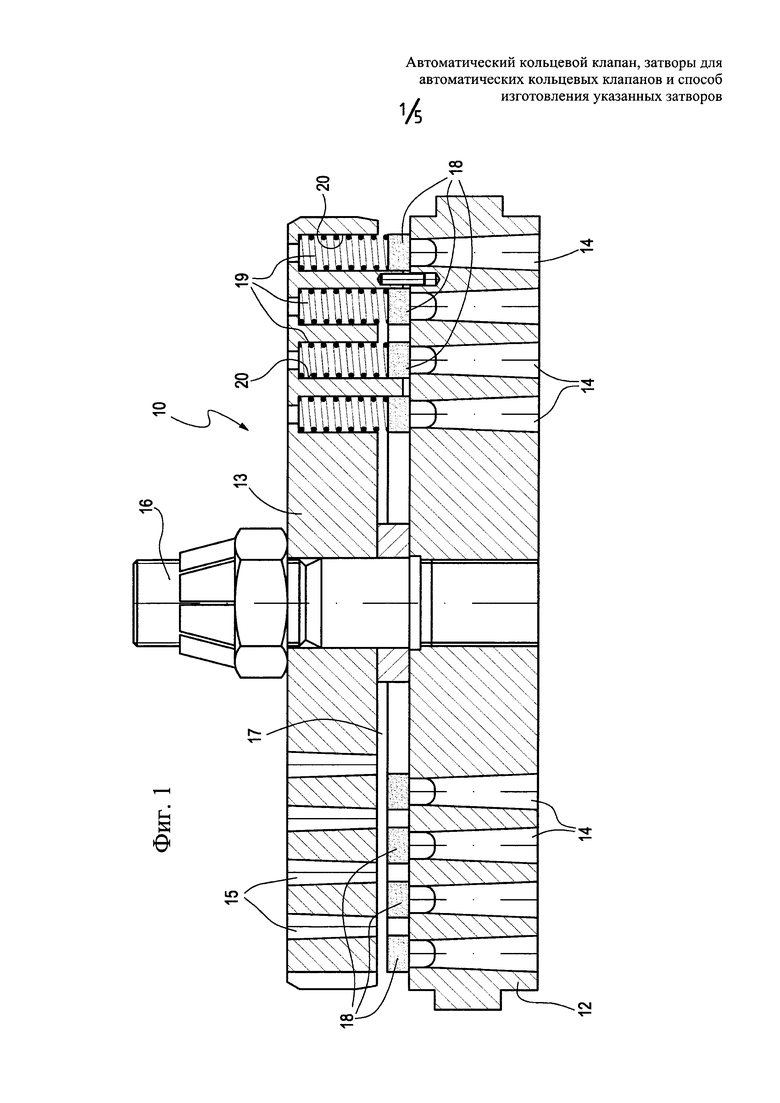
фиг. 1 изображает разрез предлагаемого автоматического кольцевого клапана;
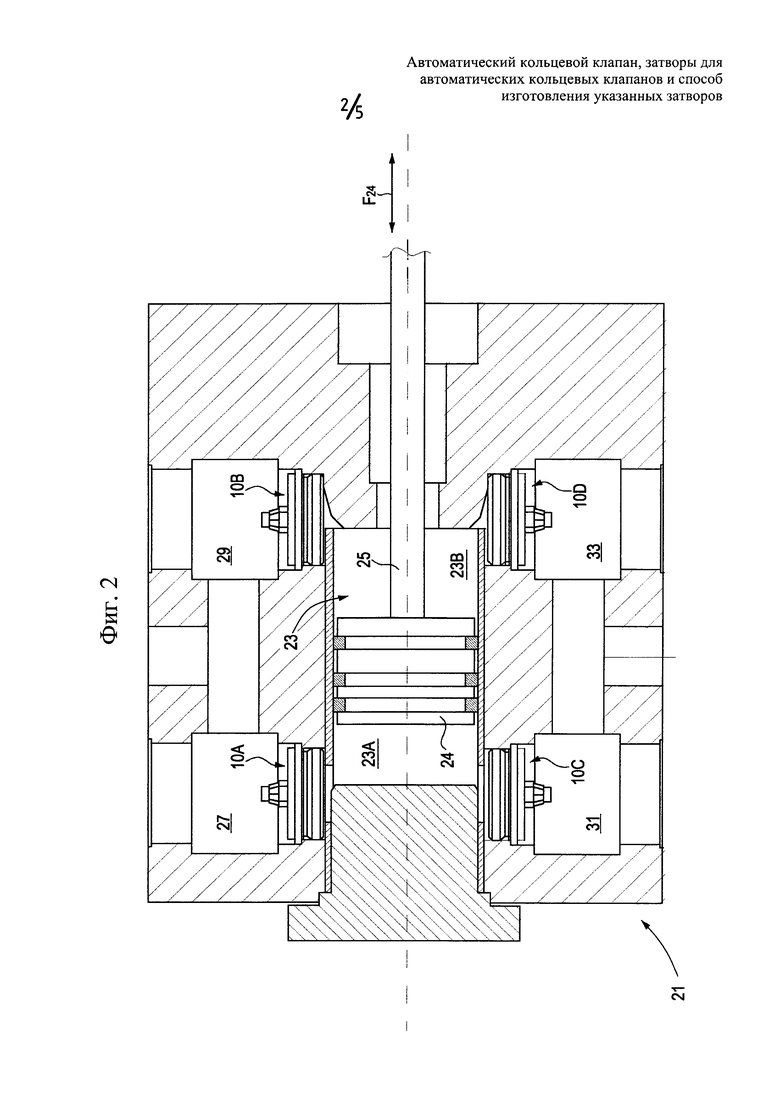
фиг. 2 изображает головку поршневого компрессора, в котором используются четыре автоматических кольцевых клапана, выполненных аналогично клапану, показанному на фиг. 1;
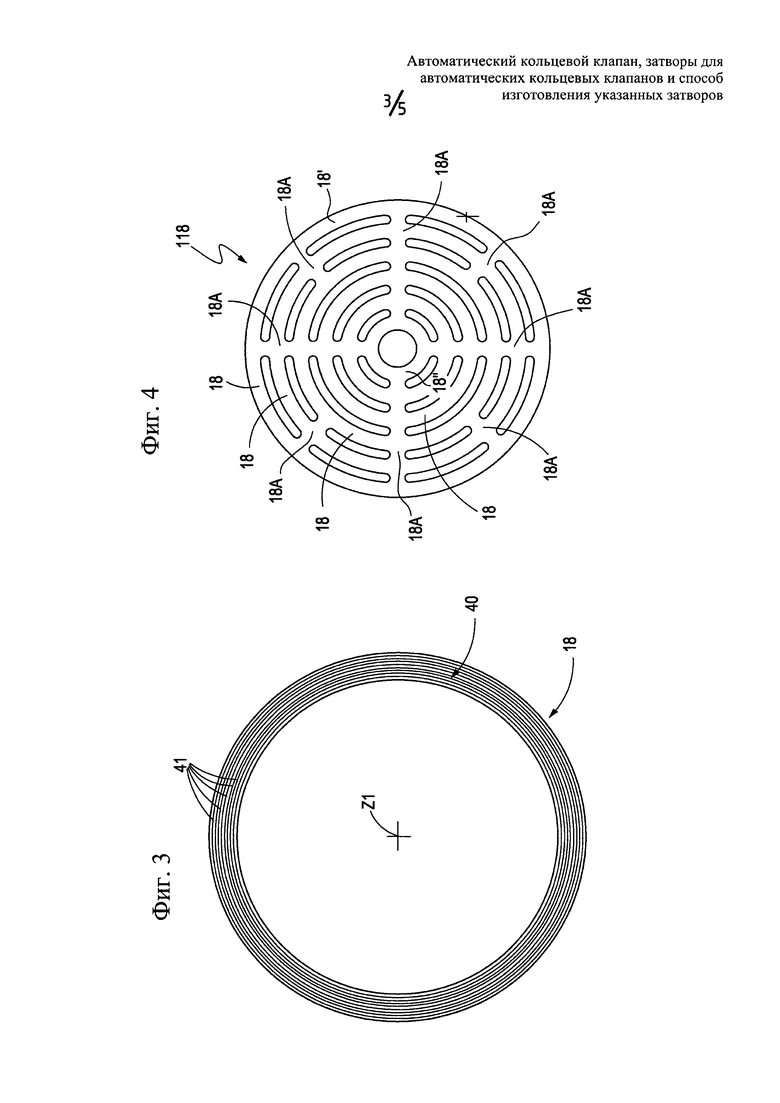
фиг. 3 изображает схематичный разрез затворного кольца для автоматического кольцевого клапана, выполненного в соответствии с некоторыми вариантами выполнения изобретения;
фиг. 4 изображает схематичный разрез затвора для автоматического кольцевого клапана, выполненного в соответствии с некоторыми вариантами выполнения изобретения;
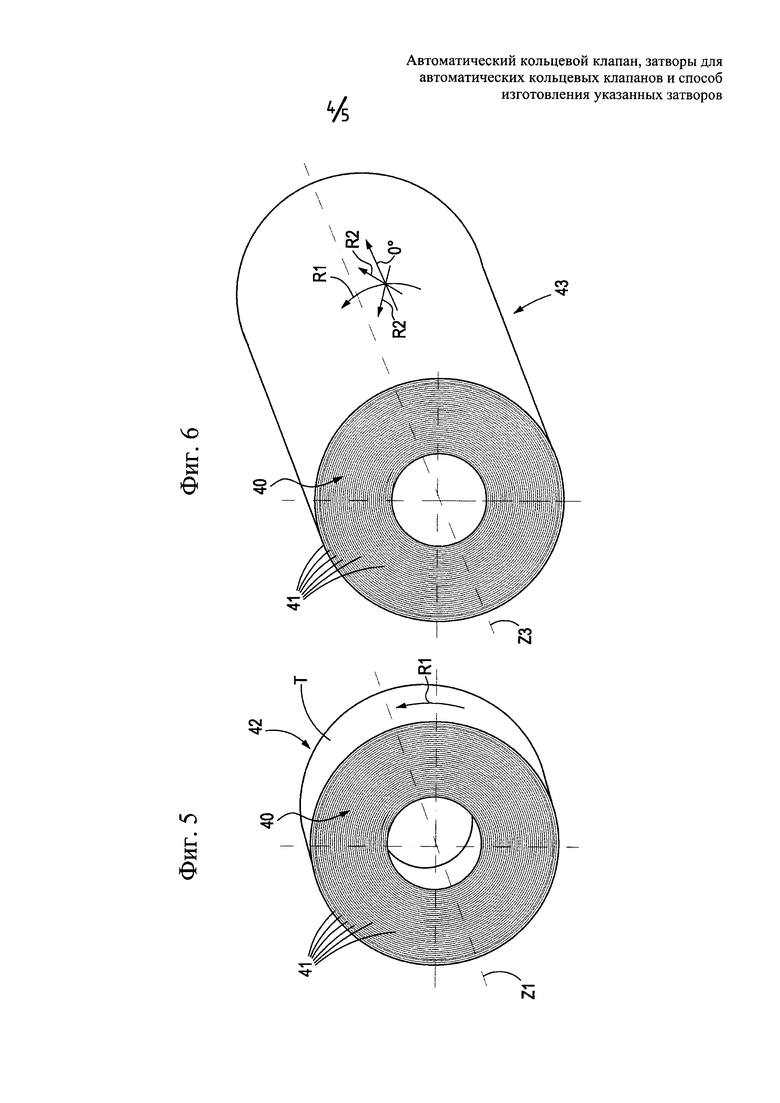
фиг. 5 изображает схематичный разрез промежуточного кольцевого изделия, получаемого способом изготовления затворного кольца или затвора в соответствии с некоторыми вариантами выполнения изобретения;
фиг. 6 изображает другой схематичный разрез промежуточного кольцевого изделия, получаемого способом изготовления затворного кольца или затвора в соответствии с некоторыми вариантами выполнения изобретения;
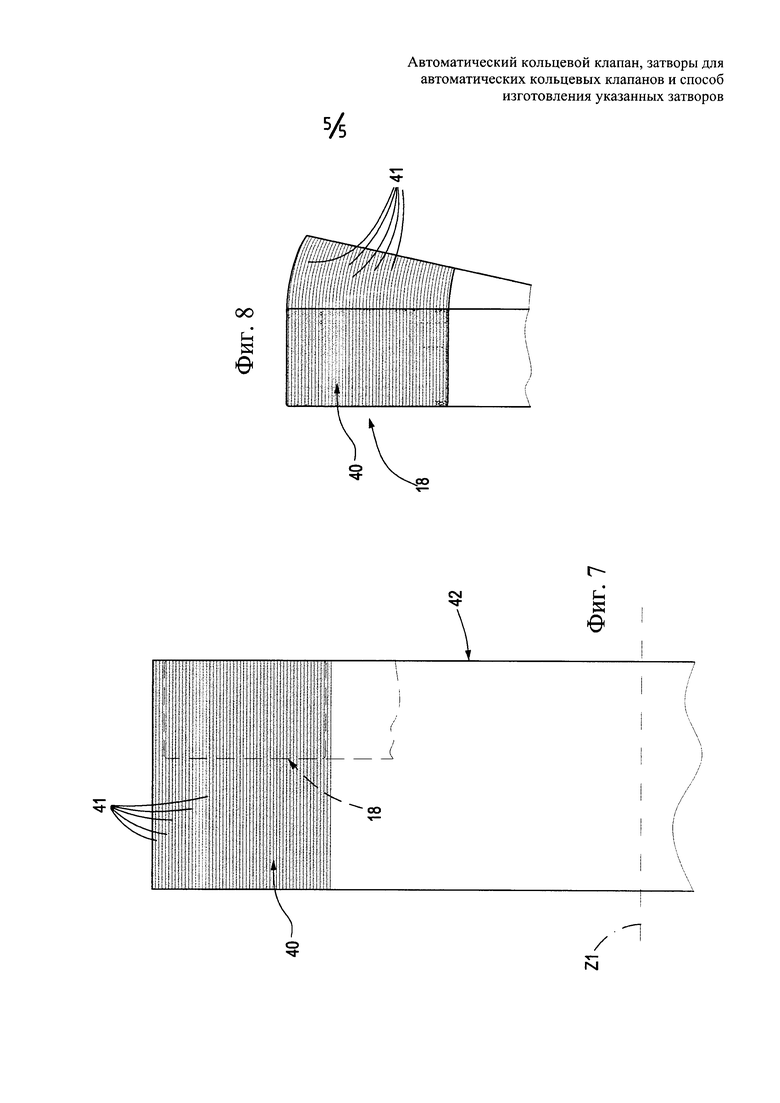
фиг. 7 изображает другой схематичный разрез промежуточного кольцевого изделия, аналогичного изделию, показанному на фиг. 5, и получаемого способом изготовления затворного кольца в соответствии некоторыми вариантами выполнения изобретения;
фиг. 8 изображает схематично часть затворного кольца, отрезанную от промежуточного кольцевого изделия, показанного на фиг. 7.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
В следующем подробном описании предпочтительных вариантов изобретения ссылка делается на прилагаемые чертежи. На разных чертежах одинаковые цифровые обозначения обозначают одинаковые или аналогичные элементы. Кроме этого, чертежи не обязательно выполнены в масштабе. Кроме этого, следующее подробное описание не ограничивает предлагаемое изобретение. Напротив, объем правовой защиты предлагаемого изобретения определен формулой изобретения.
Во всем описании ссылка на "один вариант выполнения" или "вариант выполнения" или на "некоторые варианты выполнения" означает, что отдельный признак, конструкция или характеристика, описанная в связи с вариантом выполнения, содержится в, по меньшей мере, одном варианте выполнения предлагаемого изобретения. Таким образом, вид фраз "в одном варианте выполнения" или "в варианте выполнения" или "в некоторых вариантах выполнения" в соответствующих местах во всем описании не обязательно относится к одному и тому же варианту выполнения (вариантам). Кроме этого, отдельные признаки, конструкции или характеристики могут быть скомбинированы любым подходящим образом в одном или более вариантах выполнения.
Предпочтительный вариант выполнения предлагаемого автоматического кольцевого клапана показан на фиг. 1. Автоматический кольцевой клапан 10 содержит клапанное седло 12 и клапанный ограничитель 13. Клапанное седло имеет расположенные по кругу проходы 14 для потока газа, проходящие через седло 12. В свою очередь, клапанный ограничитель 13 имеет проходы 15 для потока газа. Центральный винт 16 соединяет клапанное седло 12 и клапанный ограничитель 13 друг с другом с образованием пространства 17 между указанными седлом и ограничителем. Между седлом 12 и ограничителем 13 расположена группа концентрично расположенных затворных колец 18. Каждое кольцо 18 расположено вдоль набора соответствующих, расположенных по кольцу проходов 14 для потока газа, выполненных в седле 12. При этом имеется группа противодействующих элементов для противодействия открывающему перемещению затворных колец 18. Например, данные элементы могут содержать группу упругих элементов, например, нажимных пружин 19, для каждого затворного кольца 18, для поджатия кольца 18 в закрытое положение, причем кольцо 18 выполнено для закрытия соответствующего набора проходов 14 путем герметичного контакта с соответствующими уплотнительными поверхностями проходов 14. Пружины 19 размещены в соответствующих пружинных карманах 20, выполненных в ограничителе 13.
Перепад давления в клапане 10 вызывает автоматическое открытие и закрытие клапана. На фиг. 2 показана головка 21 поршневого компрессора, в котором используются четыре автоматических кольцевых клапана 10, расположенных в отверстиях для всасывания в компрессор и в отверстиях для выпуска из компрессора и обозначенных 10А, 10В, 10С, 10D.
Более подробно, головка 21 компрессора ограничивает цилиндр 23 компрессора, в котором расположен поршень 24 с возможностью возвратно-поступательного перемещения. Шток 25 поршня 24 соединен с кулисой (не изображена), выполненной с возможностью возвратно-поступательного перемещения поршня 24 по двойной стрелке f24. Поршень 24 разделяет цилиндр 23 на две отдельные камеры 23А, 23В сжатия.
Головка 21 компрессора имеет первое отверстие 17 для всасывания, выполненное с возможностью проточного сообщения с первой камерой 23А сжатия через первый автоматический кольцевой клапан 10А. Второе отверстие 29 для всасывания выполнено с возможностью проточного сообщения со второй камерой 23В сжатия через второй автоматический кольцевой клапан 10В. Первое отверстие 31 для выпуска выполнено с возможностью проточного сообщения с первой камерой 23А сжатия через третий автоматический кольцевой клапан 10С, и второе отверстие 33 для выпуска выполнено с возможностью проточного сообщения со второй камерой 23В сжатия через четвертый автоматический кольцевой клапан 10D.
Возвратно-поступательное перемещение поршня 24 вызывает избирательное всасывание газа в первую камеру 23А и выпуск сжатого газа из второй камеры 23В, и наоборот. Клапаны 10A, 10В, 10С и 10D избирательно открываются, когда давление в первых проходах 14 превышает упругую силу пружин 19.
Коленчатый вал поршневых компрессоров выполнен с возможностью вращения с частотой вращения в диапазоне, например, 100-1200 об/мин и, как правило, между 200 и 1000 об/мин. Таким образом, затворные кольца 18 подвержены воздействию периодических ходов открытия и закрытия с высокой скоростью. Седло 12 и ограничитель 13 изготовлены, например, из металла.
Каждое затворное кольцо 18 содержит вышеописанную упрочненную волокнами матрицу 40 для уменьшения инерции движущегося затвора. В соответствии с предлагаемым изобретением волокна упрочненной волокнами матрицы представляют собой непрерывные волокна 41, причем по меньшей мере группа волокон из указанных волокон проходит по меньшей мере на 360° круговой протяженности кольца. Предпочтительно, почти все волокна из указанных волокон представляют собой непрерывные волокна, проходящие более чем на 360° по круговой протяженности кольца.
В сущности, непрерывные волокна окружают центральную ось Z1 кольца 18. На фиг. 3 изображен схематичный вид спереди в разрезе кольца 18, причем непрерывные волокна 41 изображены в виде концентрических кругов.
В соответствии с несколькими предпочтительными вариантами выполнения изобретения матрица 40 содержит полимерную смолу, в которую заделаны непрерывные волокна 41. Полимерная смола предпочтительно представляет собой полиэфирэфиркетон (PEEK), являющийся термопластичной смолой.
Может быть выбрана полимерная смола другого типа, в качестве примера, - из группы, содержащей полиэфирэфиркетон (PEEK), полиарилэфиркетон (ПАЭК), полифениленсульфид (PPS), полисульфон (PSU), полифениленсульфид (PPS), полиамид (РА), полифталамид (РРА), полиамид-имид (PAI), полиэтилен (ПЭ), поликарбонаты (ПК), полиимидоэфир (PEI), политетрафторэтилен (PTFE), полиимид (PI), полибензимидазол (PBI) или эпоксидные смолы.
Смола может также представлять собой смолу термоусадочного типа.
Непрерывные волокна 41 предпочтительно выбраны из группы, содержащей стекловолокна, волокна из Е-стекла, волокна из ECR-стекла, волокна из S-стекла, углеродные волокна, углеродные волокна STD, углеродные волокна IM, углеродные волокна НМ, углеродные волокна UHM, арамидные волокна.
Преимущественно количество указанных непрерывных волокон составляет от 30% да 80% по массе от полной массы кольцеобразного участка.
В преимущественных вариантах выполнения коэффициент линейного теплового расширения в одном направлении волокон (в случае кольцеобразного объекта - в круговом направлении) составляет от 0,05×10-6/°С до 10×10-6/°С.
В качестве примера, если матрица изготовлена из смолы РЕЕК с 68%, по массе, непрерывных углеродных волокон, коэффициент линейного теплового расширения составляет 0.27×10-6/°С.
Использование непрерывных волокон обеспечивает увеличение доли наполнителя в материале кольца со снижением разницы коэффициента расширения, в абсолютном значении, материала клапанного седла и материала затворного кольца, и одновременно, неожиданное повышение прочности на изгиб затвора при открывающих/закрывающих воздействиях, что дает очевидную выгоду как относительно износостойкости и жесткости затвора, так и относительно надежности герметизации клапана.
Указанная матрица предпочтительно имеет слоистую структуру, в которой слои содержат указанные волокна. Данная матрица может быть образована намотанными участками гибкого элемента в виде ленты Т (или вышеописанных гибких элементов другого типа), содержащей непрерывные волокна 41, проходящие в направлении протяженности гибкого элемента. При этом намотанные участки скрепляют друг с другом для образования конструкции затвора. В случае термопластичной смолы скрепляющее действие может представлять собой термоскрепляющее действие.
На фиг. 5 изображен кольцевой компонент 42 цилиндрической формы, изготовленный из намотанной ленты, уложенной под углом 90° по стрелке R1 (что означает, что при каждом обороте намотки новый участок ленты накладывается на нижележащий участок ленты с постоянной шириной, причем лента уложена под углом 90° относительно оси Z1 наматывания). Таким образом, лента образована в виде матрицы 40, представляющей собой полимерную конструкцию, в которую встроены непрерывные волокна, проходящие в направлении протяженности ленты.
В сущности, непрерывные волокна перекрывают друг друга в по существу ортогональном направлении относительно оси Z1 кольцевого компонента 42 (непрерывное волокно проходит в плоскости, ортогональной оси Z1 компонента 42).
В соответствии с данной конфигурацией непрерывные волокна 41 проходят по существу по спиральной направляющей вокруг центра/оси компонента 42.
От кольцевого компонента 42 может быть отрезано кольцо 18 (как показано на фиг. 7, на которой форма кольца 18 изображена скрытой линией внутри продольного сечения части кольцевого компонента 42, и на фиг. 8 изображена часть кольца 18, отрезанного от компонента 42).
Отрезание является преимущественным для гарантии правильных допусков на размеры кольца. Очевидно, что в другом примере кольцо 18 может быть изготовлено путем непосредственного наматывания на оправку с диаметром, равным внутреннему диаметру кольца 18, ленты с шириной, равной высоте (размер, параллельный оси) кольца 18 до равенства внешнего диаметра намотанной ленты внешнему диаметру кольца. Отрезание предпочтительно выполняют таким образом, что непрерывные волокна проходят в по существу ортогональном направлении относительно оси Z1 кольца 18 (непрерывное волокно проходит в плоскости, ортогональной оси кольца 18).
На фиг. 6 изображен другой кольцевой компонент 43 с похожей на кольцевой брусок цилиндрической формой, имеющий высоту, превышающую высоту кольцевого компонента, показанного на фиг. 5. В данном случае этот компонент 43 может быть изготовлен из ленты, наматываемой с укладкой под углом 90°, с шириной, превышающей ширину ленты, показанной на фиг. 5.
Как вариант, компонент 43 может быть изготовлен из гибкого элемента, наматываемого с укладкой под углом, отличным от 90°, с шириной, аналогичной ширине ленты, показанной на фиг. 5. Это означает, что непрерывные волокна проходят по существу по спиральной траектории вокруг оси Z3 (оси наматывания) компонента 43. В сущности, при этом непрерывные волокна проходят по существу по наклонной образующей (то есть на 45° от направления 0° оси) относительно Z3 компонента 43 (стрелка R2).
В указанном последнем случае может быть использована группа гибких элементов с одинаковой или наклонной направляющей относительно оси Z3.
В других примерах вместо по меньшей мере одной ленты может использоваться по меньшей мере один предварительно пропитанный композитный жгут, причем полимерная смола, используемая для пропитывания непрерывных волокон, - фактически волокон, может быть того же типа, что и для решений с лентой.
На фиг. 4 изображен другой клапанный затвор 118. В данном случае затвор 118 изготовлен в виде единой детали из концентрических кольцеобразных участков 18, соединенных друг с другом поперечными участками 18А. Эти поперечные участки 18А предпочтительно расположены вдоль радиального направления кольцевых участков 18.
Предлагаемый способ изготовления затвора или затворного участка для автоматического кольцевого клапана, выполненного в соответствии с вышеуказанным описанием, включает следующие этапы:
наматывание по меньшей мере одного гибкого элемента Т, содержащего полимерную смолу и непрерывные волокна 41, расположенные в гибком элементе Т вдоль него, на цилиндрическую конструкцию и вокруг нее с образованием по существу цилиндрической многослойной конфигурации,
скрепление слоев указанного по меньшей мере одного гибкого элемента с образованием единого изделия, имеющего в целом цилиндрическую форму,
отрезание по меньшей мере одной круговой части от части указанного единого изделия.
Отрезание кольцеобразной части может быть выполнено, например, обычной или нестандартной обработкой резанием, - например, на токарном станке, путем растачивания, сверления, фрезерования, лазерной резкой, гидроабразивной резкой или по другой подобной технологии.
В случае, когда единое изделие выполнено в виде кольцевого бруска 43, этот брусок может быть разделен на кольцевые куски (как для кольцевого тела 42), и затем из одного кольцевого куска вырезают одну кольцеобразную часть 18, - как указано выше в пункте (с).
Из одного кольцевого куска может быть получено по меньшей мере одно кольцо, составляющее затвор.
В случае затвора 118, показанного на фиг. 4, единое изделие 42 (или кусок кольцевого бруска 43) отрезают путем выполнения сквозных отверстий, предпочтительно щелей или удлиненных отверстий, через толщину компонента (в осевом направлении) таким образом, что затвор 118 имеет соосную группу кольцеобразных участков и группу поперечных участков 18, соединяющих кольцеобразные участки 18 друг с другом. При этом силуэт единого затвора 118 между внешними и внутренними кольцеобразными участками 18'и 18" может быть комплементарным силуэту соответствующей части клапанной пластины.
Как указано выше, по меньшей мере один "бесконечный" или удлиненный гибкий элемент может быть намотан по спирали вокруг и вдоль оси Z3 цилиндрической конструкции (кольцевого бруска 43). Таким образом, гибкие элементы могут перемещаться относительно цилиндрической конструкции (или наоборот) с вращением и поступательным перемещением параллельно оси Z3. Это означает, что гибкие элементы наматывают по существу наклонным образом относительно оси Z3 цилиндрической конструкции 43. Для примера, вокруг указанной цилиндрической конструкции наматывают по меньшей мере один жгут по технологии автоматического нанесения волокон (AFP).
В других предпочтительных вариантах выполнения предлагаемого способа вокруг оси Z1 цилиндрической конструкции 42 или 43 по спирали наматывают по меньшей мере один гибкий элемент. Таким образом, в данном случае гибкие элементы могут перемещаться относительно цилиндрической конструкции (или наоборот) только с вращением вокруг оси Z1. Таким образом, гибкие элементы наматывают по существу ортогональным образом относительно оси цилиндрической конструкции 42, 43. Для примера, вокруг указанной цилиндрической конструкции наматывают одну ленту по технологии автоматического укладки ленты (AFP).
Раскрытые варианты выполнения описанного в данном документе изобретения изображены на чертежах и полностью описаны выше, со спецификой и подробностями, в связи с рядом предпочтительных вариантов выполнения. Тем не менее, для специалистов очевидно, что возможны многочисленные модификации, изменения и отступления без существенного отклонения от идей новизны, принципов и замыслов, изложенных в данном документе, а также от преимуществ изобретения, указанного в формуле изобретения. Таким образом, реальный объем раскрытых инноваций должен быть определен только путем самого широкого толкования формулы изобретения с охватом всех подобных модификаций, изменений и отступлений. Кроме этого, порядок или последовательность этапов любого процесса или способа может варьироваться или меняться местами в соответствии с альтернативными вариантами выполнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ КЛАПАН С УДЕРЖИВАЮЩИМ ПРУЖИНЫ КОЛЬЦОМ | 2013 |
|
RU2618732C2 |
| АВТОМАТИЧЕСКИЙ КЛАПАН С ЗАМЕНЯЕМОЙ ГНЕЗДОВОЙ ПЛАСТИНОЙ | 2012 |
|
RU2658177C2 |
| КЛАПАН, ОСНАЩЕННЫЙ КЕРАМИЧЕСКИМ ЗАТВОРОМ С ЗАЩИЩЕННЫМИ ЗАПИРАЮЩИМИ ПОВЕРХНОСТЯМИ | 2011 |
|
RU2559955C2 |
| КЛАПАН И ЗАТВОР КЛАПАНА | 2007 |
|
RU2437017C2 |
| СИСТЕМА УПРАВЛЕНИЯ КОЛЬЦЕВЫМ ЗАТВОРОМ (ВАРИАНТЫ) И СПОСОБ УПРАВЛЕНИЯ КОЛЬЦЕВЫМ ЗАТВОРОМ | 2013 |
|
RU2534649C1 |
| СЕРВОДВИГАТЕЛЬ, В ЧАСТНОСТИ, ДЛЯ КЛАПАНА АВТОМАТИЧЕСКОГО ЗАТВОРА | 1994 |
|
RU2132468C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ КЛАПАН | 2009 |
|
RU2495311C2 |
| ЗАТВОР ЗАДВИЖКИ | 2003 |
|
RU2247276C1 |
| БЕСКРЫШЕЧНЫЙ ЗАТВОР ДЛЯ НАЛИВНОЙ ГОРЛОВИНЫ | 2006 |
|
RU2399510C9 |
| ВТУЛКА ДЛЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2507437C2 |
Изобретение относится к автоматическим кольцевым клапанам, предназначенным для использования в поршневых компрессорах. Клапан 10 содержит клапанное седло 12, имеющее группу проходов 14 для потока газа, расположенных по меньшей мере по одному круговому ряду, по меньшей мере один затвор, содержащий по меньшей мере один кольцеобразный участок 18 для избирательного закрытия и открытия проходов 14 для потока газа, и по меньшей мере один противодействующий элемент для противодействия открывающему перемещению кольцеобразного участка затвора. Указанный кольцеобразный участок затвора содержит упрочненную волокнами матрицу 40. Кольцеобразный участок затвора содержит непрерывные волокна, и по меньшей мере некоторые из указанных волокон проходят по меньшей мере на 360° круговой протяженности кольцеобразного участка. 3 н. и 22 з.п. ф-лы, 8 ил.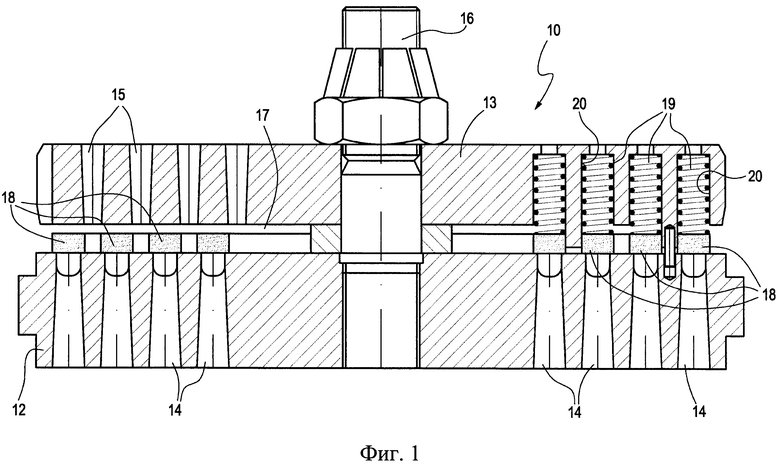
1. Автоматический кольцевой клапан, содержащий:
клапанное седло, имеющее группу проходов для потока газа, расположенных по, по меньшей мере, одному круговому ряду,
по меньшей мере затвор, содержащий по меньшей мере один кольцеобразный участок для избирательного закрытия и открытия указанных проходов для потока газа, причем указанный кольцеобразный участок содержит упрочненную волокнами матрицу, и
по меньшей мере один противодействующий элемент для противодействия открывающему перемещению кольцеобразного участка затвора,
причем указанный кольцеобразный участок затвора содержит непрерывные волокна, по меньшей мере некоторые из которых проходят по меньшей мере на 360° круговой протяженности кольцеобразного участка.
2. Автоматический кольцевой клапан по п. 1, в котором указанная матрица имеет слоистую структуру.
3. Автоматический кольцевой клапан по п. 1 или 2, в котором указанная упрочненная волокнами матрица образована намотанными участками по меньшей мере одного гибкого элемента, содержащего указанные непрерывные волокна, проходящие в направлении протяженности непрерывного гибкого элемента, причем указанные намотанные участки скреплены друг с другом.
4. Автоматический кольцевой клапан по п. 1, в котором указанные непрерывные волокна окружают центральную ось указанного кольцеобразного участка затвора.
5. Автоматический кольцевой клапан по п. 1, в котором указанные непрерывные волокна расположены по существу по спиральной направляющей вокруг оси указанного кольцеобразного участка.
6. Автоматический кольцевой клапан по п. 1, в котором указанные непрерывные волокна расположены по существу по наклонной направляющей относительно оси указанного кольцеобразного участка.
7. Автоматический кольцевой клапан по п. 1, в котором указанные непрерывные волокна расположены по существу по спиральной направляющей вокруг центра указанного кольцеобразного участка.
8. Автоматический кольцевой клапан по п. 1, в котором указанные непрерывные волокна наложены друг на друга по существу в ортогональном направлении относительно оси указанного кольцеобразного участка.
9. Автоматический кольцевой клапан по п. 1, в котором количество указанных непрерывных волокон составляет от 30% до 80% по массе от полной массы кольцеобразного участка.
10. Автоматический кольцевой клапан по п. 1, в котором коэффициент линейного теплового расширения кольцеобразного участка в одном направлении волокон составляет от 0,05×10-6/°С до 10×10-6/°С.
11. Автоматический кольцевой клапан по п. 1, в котором указанная матрица содержит полимерную смолу, предпочтительно термопластичного или термоусадочного типа.
12. Автоматический кольцевой клапан по п. 11, в котором указанная полимерная смола выбрана из группы, содержащей полиэфирэфиркетон (РЕЕК), полиарилэфиркетон (ПАЭК), полифениленсульфид (PPS), полисульфон (PSU), полифениленсульфид (PPS), полиамид (РА), полифталамид (РРА), полиамид-имид (PAI), полиэтилен (ПЭ), поликарбонаты (ПК), полиимидоэфир (PEI), политетрафторэтилен (PTFE), полиимид (PI), полибензимидазол (PBI) или эпоксидные смолы.
13. Автоматический кольцевой клапан по п. 1, в котором указанные непрерывные волокна выбраны из группы, содержащей стекловолокна, волокна из Ε-стекла, волокна из ECR-стекла, волокна из S-стекла, углеродные волокна, углеродные волокна STD, углеродные волокна IM, углеродные волокна НМ, углеродные волокна UHM, арамидные волокна.
14. Автоматический кольцевой клапан по п. 1, в котором указанный затвор изготовлен из одиночных концентрических колец, отделенных друг от друга.
15. Автоматический кольцевой клапан по п. 1, в котором указанный затвор изготовлен в виде единой детали и содержит группу соосно расположенных кольцеобразных участков и группу поперечных соединений, соединяющих указанные кольцеобразные участки друг с другом.
16. Поршневой компрессор, содержащий автоматический кольцевой клапан, который содержит:
клапанное седло, имеющее группу проходов для потока газа, расположенных по, по меньшей мере, одному круговому ряду,
по меньшей мере затвор, содержащий по меньшей мере один кольцеобразный участок для избирательного закрытия и открытия указанных проходов для потока газа, причем указанный кольцеобразный участок содержит упрочненную волокнами матрицу, и
по меньшей мере один противодействующий элемент для противодействия открывающему перемещению кольцеобразного участка затвора,
причем указанный кольцеобразный участок затвора содержит непрерывные волокна, по меньшей мере некоторые из которых проходят по меньшей мере на 360° круговой протяженности кольцеобразного участка.
17. Способ изготовления затвора или затворного участка для автоматического кольцевого клапана, включающий следующие этапы:
наматывание по меньшей мере одного гибкого элемента, содержащего полимерную смолу и непрерывные волокна, включающие волокна, расположенные в гибком элементе вдоль него, на цилиндрическую конструкцию вокруг нее с образованием по существу цилиндрической многослойной конфигурации,
скрепление слоев указанного по меньшей мере одного гибкого элемента с образованием единого изделия, имеющего в целом цилиндрическую форму,
отрезание по меньшей мере одного кругового участка от части указанного единого изделия.
18. Способ по п. 17, в котором указанное единое изделие разделяют на кольцевые куски и затем от кольцевого куска машинной обработкой отделяют указанный по меньшей мере один кольцеобразный участок.
19. Способ по п. 18, в котором указанное единое изделие разделяют на кольцевые куски и затем образуют затвор путем выполнения сквозных отверстий, предпочтительно щелей или удлиненных отверстий, через кольцевой кусок таким образом, что указанный затвор изготовлен в виде единой детали и имеет соосную группу кольцеобразных участков и группу поперечных участков, соединяющих данные кольцеобразные участки друг с другом.
20. Способ по пп. 17, 18 или 19, в котором указанный по меньшей мере один гибкий элемент наматывают спиралеобразно вокруг и вдоль оси указанной цилиндрической конструкции.
21. Способ по п. 17, в котором указанный по меньшей мере один гибкий элемент наматывают по спирали вокруг оси указанной цилиндрической конструкции.
22. Способ по п. 17, в котором указанный по меньшей мере один гибкий элемент наматывают по существу под наклоном относительно оси указанной цилиндрической конструкции.
23. Способ по п. 17, в котором указанный по меньшей мере один гибкий элемент наматывают таким образом, что он наслаивается по существу в ортогональном направлении относительно оси указанной цилиндрической конструкции.
24. Способ по п. 20, в котором указанный по меньшей мере один гибкий элемент наматывают вокруг указанной цилиндрической конструкции по технологии автоматического нанесения волокон (AFP).
25. Способ по п. 20, в котором указанный по меньшей мере один гибкий элемент представляет собой ленту, и его наматывают вокруг указанной цилиндрической конструкции по технологии автоматической укладки ленты (ATL).
| WO 2013131976 A1, 12.09.2013 | |||
| WO 2013087615 A1, 20.06.2013 | |||
| US 4526195 A, 02.07.1985 | |||
| ЗАПИРАЮЩИЙ И ДЕМПФИРУЮЩИЙ ДИСК ДЛЯ КЛАПАНА | 2006 |
|
RU2407938C2 |
| Способ определения коэффициента механического демпфирования пьезоэлектрических преобразователей | 1985 |
|
SU1310712A1 |
| Устройство для изготовления фарфоровых изоляторов | 1957 |
|
SU115376A1 |

