ОБЛАСТЬ ТЕХНИЧЕСКОГО ПРИМЕНЕНИЯ
Описание относится к офтальмологическим линзам и в частности к способам формования и сборки сверхтонких оптических деталей для применения в качестве офтальмологических устройств или в их составе.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Контактные линзы применяют для улучшения зрения в течение многих лет. Контактные линзы первых конфигураций изготавливали из твердых материалов, таких как полиметилметакрилат (ПММА). Однако эти линзы были неудобными и вызывали различные проблемы у пациентов, поскольку имели относительно низкую проницаемость для кислорода. Позднее были разработаны мягкие контактные линзы, проницаемые для кислорода, с применением материалов на основе гидрогелей. Хотя в настоящее время гидрогелевые линзы чрезвычайно популярны, промышленность постоянно стремится совершенствовать конфигурацию линз или разрабатывать линзы, рассчитанные на определенное условие.
Например, пресбиопия представляет собой, как правило, возрастное состояние, при котором способность глаза фокусироваться на близких объектах прогрессивно снижается. В результате этого многим людям требуются вариофокальные или бифокальные очки. Некоторые из этих очков включают линзы, которые представляют собой попытку корректировать как ближнее, так и дальнее зрение с помощью одной и той же линзы. Что касается контактных линз, то некоторые люди выбирают контактные линзы для коррекции ближнего зрения для одного глаза и дальнего зрения — для другого глаза, хотя могут развиваться побочные эффекты в виде нарушения восприятия глубины вследствие утраты параллельной фокусировки одного глаза относительно другого.
Технология жидкостных линз набирает темп в отношении использования в медицинских устройствах визуализации, микрокамерах и оптоволоконных телекоммуникационных системах. В жидкостной линзе применяется одна или более текучих сред для создания линзы с переменным фокусом без каких-либо движущихся деталей. В большинстве случаев в замкнутом устройстве обеспечены две несмешивающиеся текучие среды, одна из которых представляет собой электропроводный водный раствор, а другая — непроводящее масло. На внутренние участки устройства может быть нанесено гидрофобное покрытие, например, чтобы придать водному раствору конфигурацию в форме полусферической линзы, направленной к участку устройства, не имеющему гидрофобного покрытия. В рамках процесса, который называется «электросмачиванием», приложение очень кратковременных потенциалов постоянного тока к гидрофобному покрытию снижает водоотталкивающие свойства покрытия. Во время процесса изменяется поверхностное натяжение жидкости, в результате чего изменяется радиус кривизны мениска, что, в свою очередь, приводит к изменению фокусного расстояния линзы. Таким образом, жидкостная линза выполнена с возможностью изменения формы от выпуклой (собирающей) на вогнутую (рассеивающую) форму линзы при потенциалах всего 0,1 микроджоуля лишь за несколько миллисекунд.
В решении для коррекции пресбиопии может использоваться возможность создания жидкостной менисковой линзы с множеством состояний, которая позволяет человеку управлять, например, увеличивающей или уменьшающей способностью линзы. Однако возможность создания офтальмологической линзы такого типа зависит от возможности создавать и собирать сверхтонкие детали оптического качества, которые не деформируются в процессе производства.
Конфигурации офтальмологических устройств, соответствующих аспектам настоящего описания, рассчитаны на применение сверхтонких материалов, требующих чрезвычайной осторожности при формовании составных деталей и манипулировании ими. Даже при осторожном обращении сверхтонкие детали зачастую могут скручиваться, изгибаться или необратимо деформироваться. Необходимы способы и системы, позволяющие осуществлять сборку, например, заполненного жидкостью офтальмологического устройства, с применением сверхтонких деталей, которые не деформируются при формовании, манипулировании и сборке.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее описание включает в себя способы и аппарат для сборки сверхтонких составных частей/деталей оптического качества с применением узла формы с выталкиваемыми деталями формы. Детали формы выполнены с возможностью поддержания и сохранения целостности хрупких сверхтонких деталей в течение всего процесса сборки.
Настоящее изобретение включает в себя описание офтальмологической линзы, сконструированной из множества сверхтонких деталей, причем каждая из сверхтонких деталей удерживается в контакте с опорной поверхностью детали формы в течение всего процесса сборки. Отдельные детали формы, на каждой из которых закреплена сверхтонкая деталь, выталкиваются из формующего аппарата перед попаданием на станцию сборки узла жидкостной линзы. Детали формы могут быть выполнены с возможностью сопряжения внутри водного раствора на станции сборки узла жидкостной линзы таким образом, что это облегчает окончательную сборку жидкостной линзы перед ее удалением с подложки.
В соответствии с некоторыми аспектами настоящего описания представлено офтальмологическое устройство с жидкостной линзой, выполненное с возможностью ношения на передней поверхности глаза. Офтальмологическое устройство с жидкостной линзой, включающее в себя: узел жидкостной линзы, включающий в себя первую сверхтонкую оптическую деталь, образованную вогнутой подложечной поверхностью первого блока формы, вторую сверхтонкую оптическую деталь, образованную выпуклой подложечной поверхностью второго блока формы, одну или более текучих сред, содержащихся в полости, образованной первой сверхтонкой оптической деталью и второй сверхтонкой оптической деталью; уплотнение, удерживающее одну или более текучих сред в полости между первой сверхтонкой оптической деталью и второй сверхтонкой оптической деталью, причем уплотнение включает в себя взаимодействующие элементы, включенные в периферические области указанной первой сверхтонкой оптической детали и указанной второй сверхтонкой оптической детали; и гидрогелевый участок, выполненный с возможностью поддержания указанного узла жидкостной линзы.
В других дополнительных аспектах настоящего описания представлен способ производства жидкостной линзы, подходящей для офтальмологического устройства. Способ включает в себя этапы, на которых: выполняют первую сверхтонкую оптическую деталь на вогнутой или выпуклой подложечной поверхности первого блока формы; выполняют вторую сверхтонкую оптическую деталь на вогнутой или выпуклой подложечной поверхности второго блока формы; удерживают одну или более текучих сред в полости, образованной первой сверхтонкой оптической деталью, поддерживаемой вогнутой подложечной поверхностью первого блока формы, и второй сверхтонкой оптической деталью, поддерживаемой выпуклой подложечной поверхностью второго блока формы; создают уплотнение, удерживающее одну или более текучих сред в полости между первой сверхтонкой оптической деталью, поддерживаемой вогнутой или выпуклой подложечной поверхностью первого блока формы, и второй сверхтонкой оптической деталью, поддерживаемой вогнутой или выпуклой подложечной поверхностью второго блока формы; и удаляют одну или обе из указанной первой сверхтонкой оптической детали с поддерживающей вогнутой подложечной поверхности первого блока формы и указанной второй сверхтонкой оптической детали с поддерживающей выпуклой подложечной поверхности второго блока формы.
Дополнительные элементы, преимущества и варианты осуществления изобретения могут быть изложены или могут стать понятными после рассмотрения представленного ниже подробного описания и рисунков. Более того, следует отметить, что как предшествующее изложение изобретения, так и последующее подробное описание являются примерами и предназначены для обеспечения дополнительного разъяснения без ограничения объема изобретения, представленного в пунктах формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
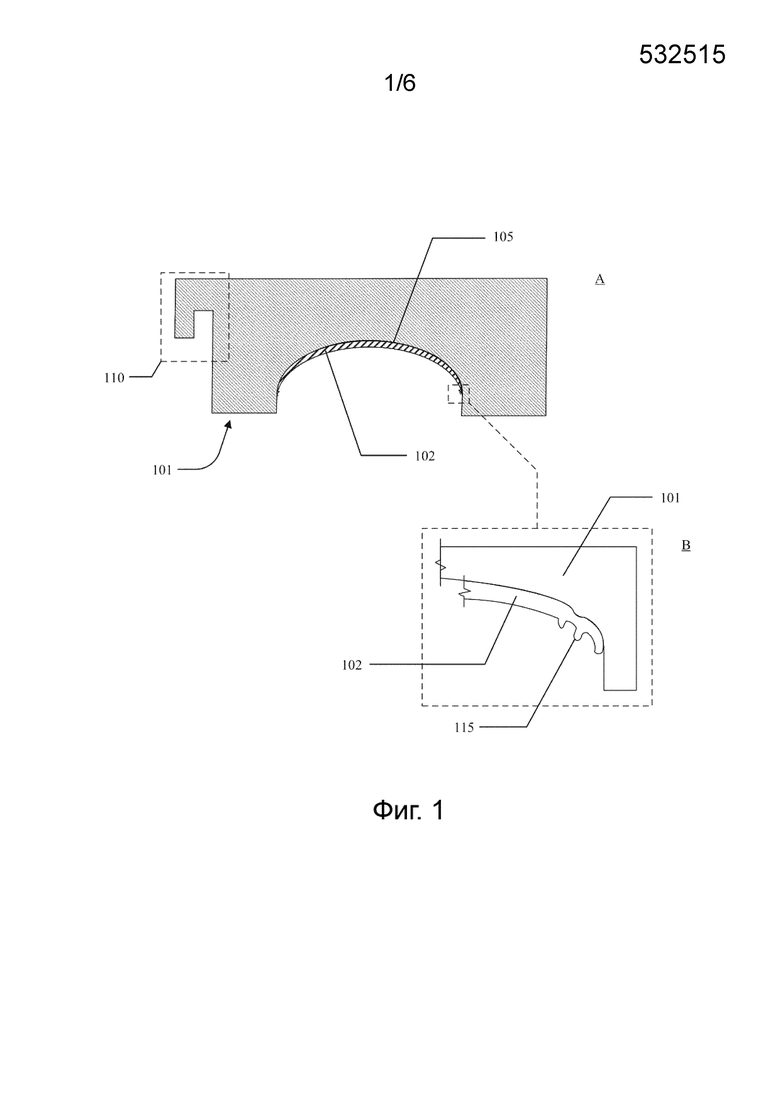
На Фиг. 1 представлен вид А в поперечном сечении примера сверхтонкой оптической детали 102 на вогнутой подложке 101 и увеличенный фрагмент B края сверхтонкой оптической детали 102, покоящейся на подложке 101, в соответствии с аспектами настоящего описания;
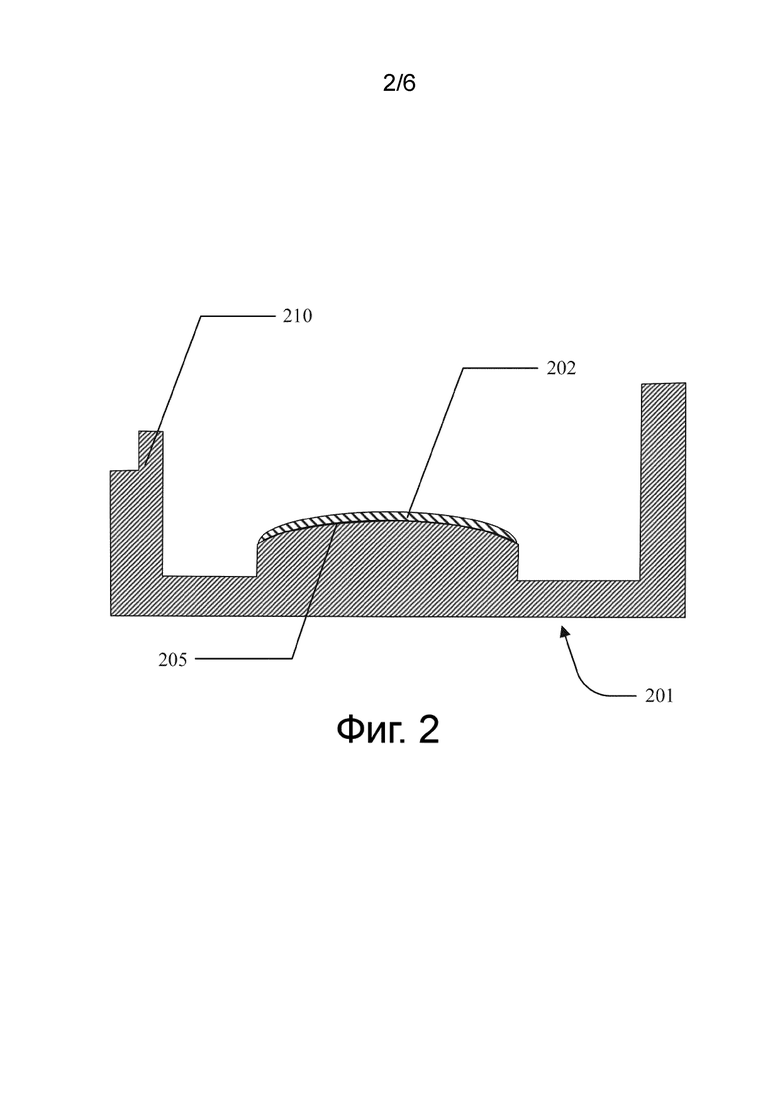
на Фиг. 2 представлен вид в поперечном сечении примера выпуклой подложки 201, поддерживающей сверхтонкую оптическую деталь 202, в соответствии с аспектами настоящего описания;
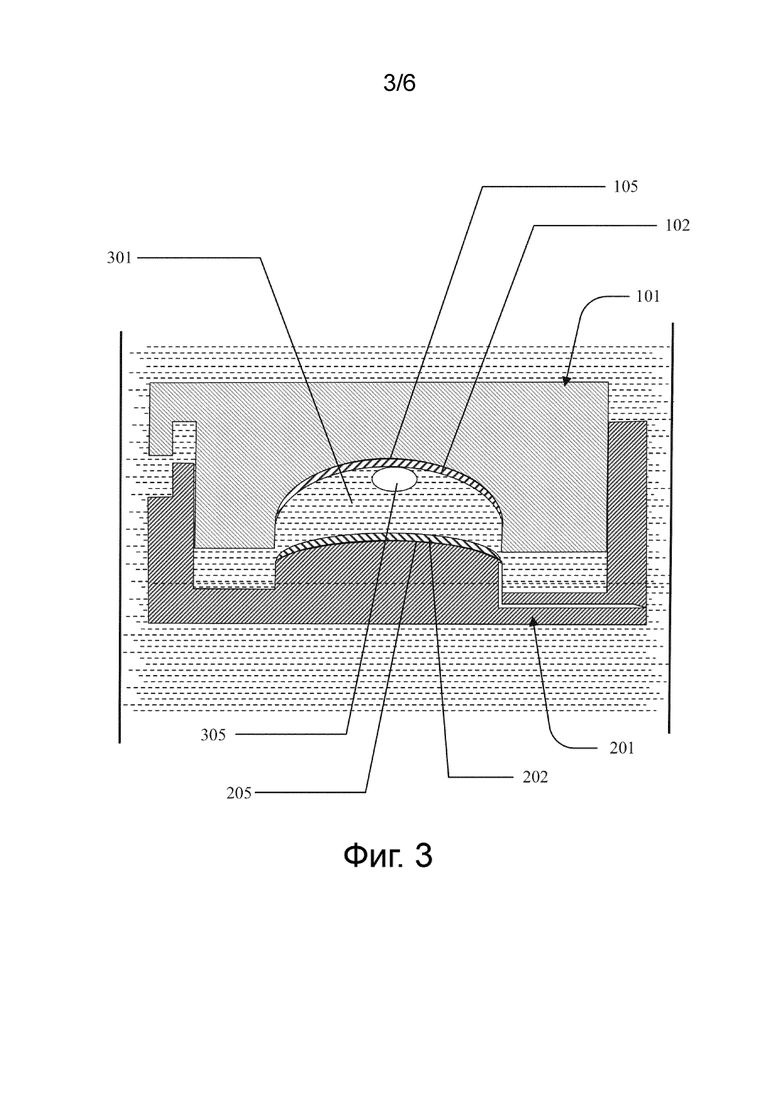
на Фиг. 3 представлен пример вогнутой подложки 101, изображенной на Фиг. 1, и пример выпуклой подложки 201, изображенной на Фиг. 2, собираемых под текучей средой в соответствии с аспектами настоящего описания;
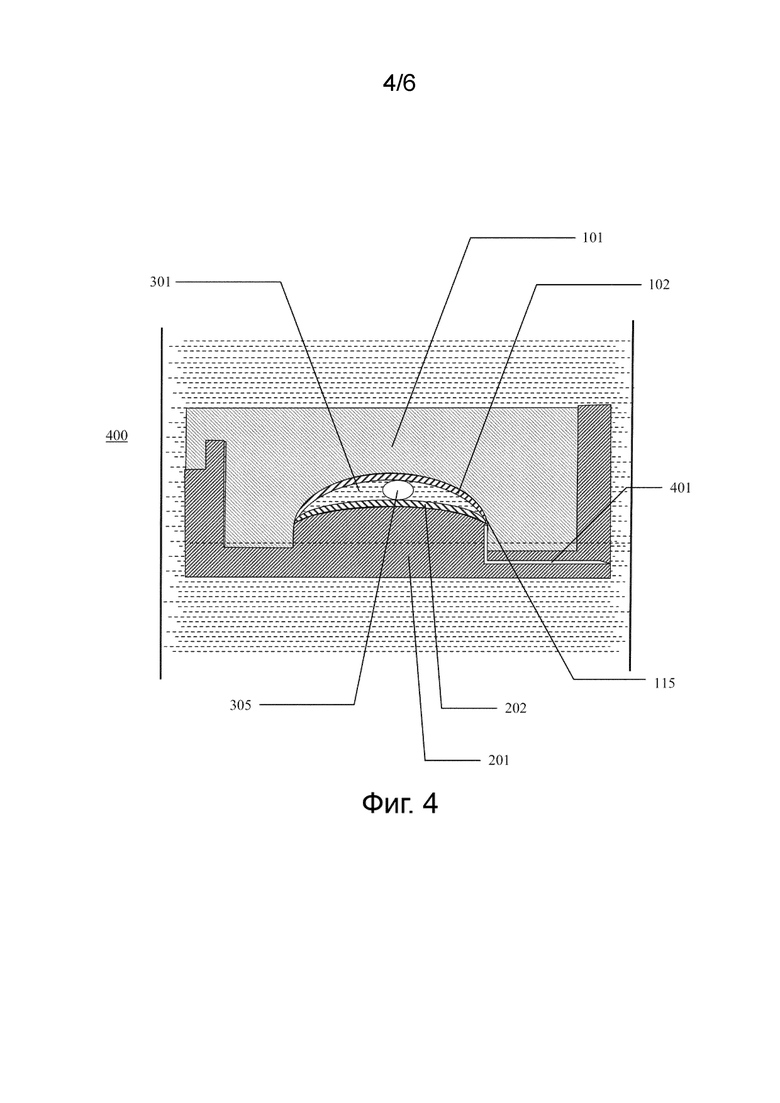
на Фиг. 4 представлены собранные и герметизированные вместе сверхтонкие оптические детали 102 и 202, содержащие между собой одну или более жидкостей, в соответствии с аспектами настоящего описания;
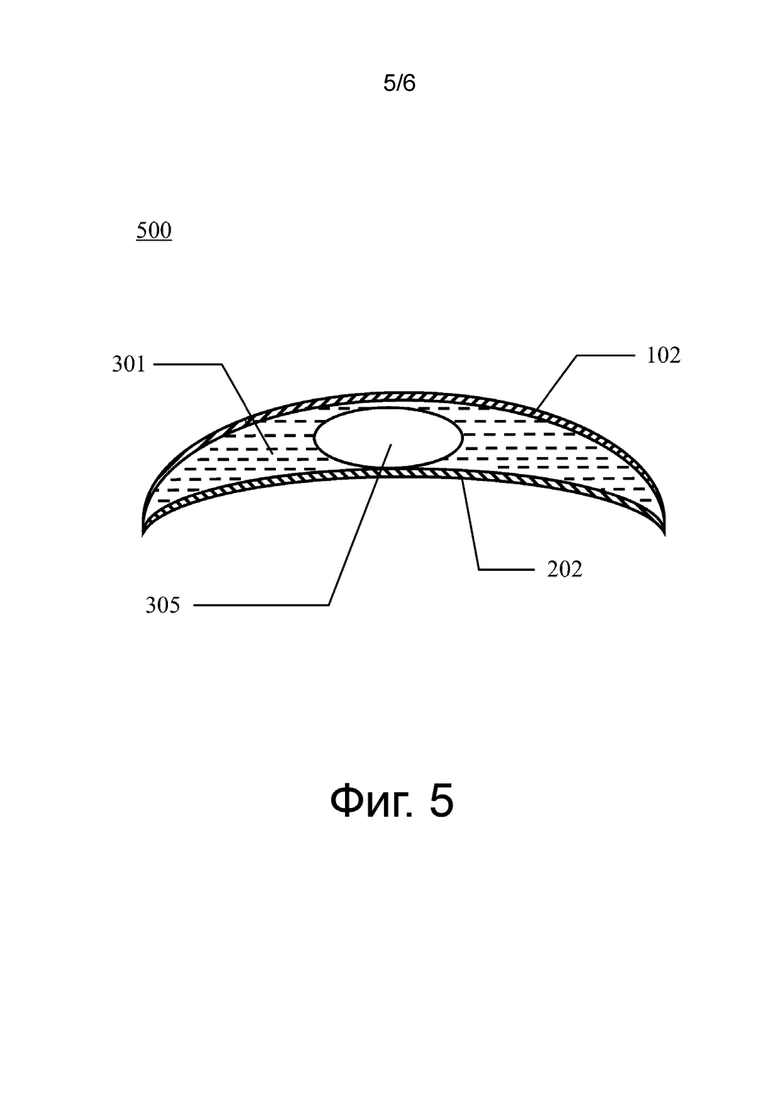
на Фиг. 5 представлена жидкостная линза 500, высвобожденная из узла 400 формы после сборки сверхтонких оптических деталей 102 и 202 в соответствии с аспектами настоящего описания; и
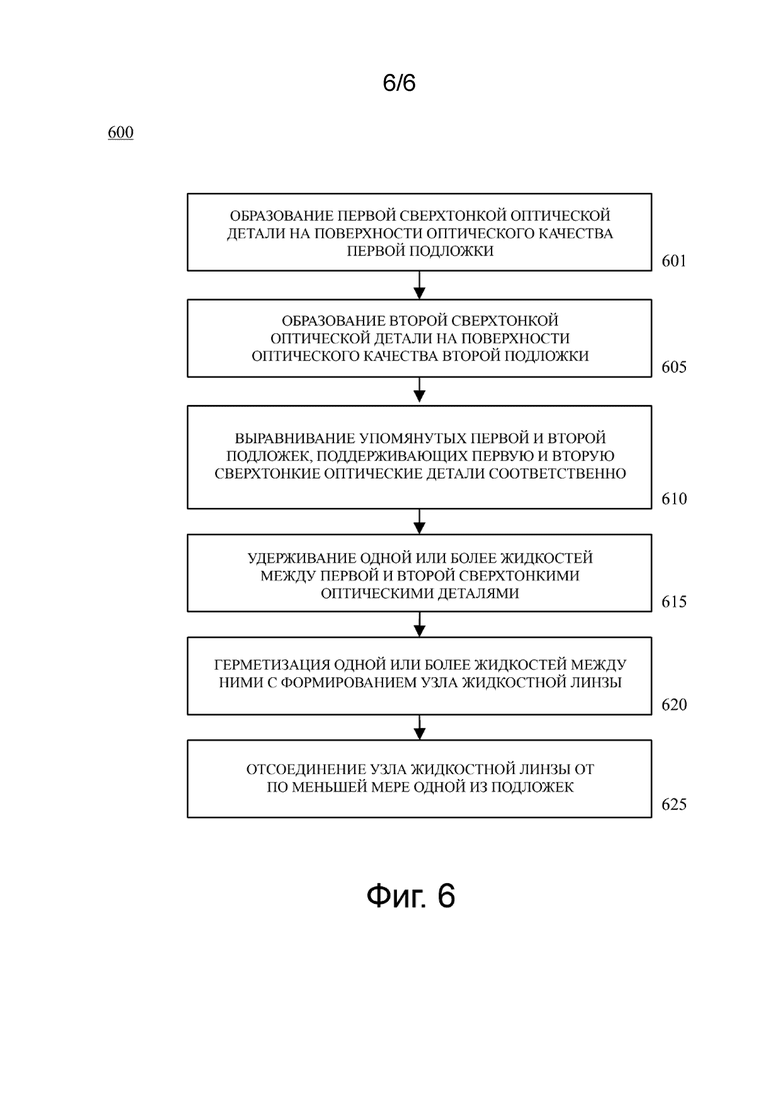
на Фиг. 6 представлены этапы способа, которые можно применять при производстве сверхтонких оптических деталей жидкостной линзы в соответствии с аспектами настоящего описания.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже будет представлено описание со ссылкой на фигуры с рисунками, на которых одинаковые номера позиций обозначают одинаковые детали во всем тексте.
Различные аспекты способа и аппарата для формования сверхтонких оптических деталей могут быть проиллюстрированы путем описания соединенных, герметизированных, присоединенных и/или объединенных вместе компонентов. В настоящем документе термины «соединенные», «герметизированные», «присоединенные» и/или «объединенные» применяются для обозначения либо непосредственного соединения между двумя компонентами, либо, когда применимо, косвенного соединения друг с другом посредством расположенных между ними или промежуточных компонентов. В противоположность этому, если компонент называется «непосредственно соединенным», «непосредственно герметизированным», «непосредственно присоединенным» и/или «непосредственно объединенным» с другим компонентом, то промежуточные компоненты отсутствуют.
Относительные термины, такие как «нижний» или «низ» и «верхний» или «верх», могут применяться в настоящем документе для описания пространственного отношения одного элемента, изображенного на рисунках, к другому элементу. Следует понимать, что относительные термины охватывают разные ориентации в дополнение к ориентации, представленной на рисунках. Например, если аспекты узла формы, показанные на рисунках, перевернуты, то элементы, описанные как находящиеся на «нижней» стороне относительно других элементов, будут ориентированы на «верхней» стороне относительно других элементов. Таким образом, термин «низ» может охватывать как «нижнюю», так и «верхнюю» ориентацию в зависимости от конкретной ориентации аппарата.
Различные аспекты способа и аппарата для формования сверхтонких оптических деталей/частей могут быть проиллюстрированы со ссылкой на один или более примеров осуществления. В настоящем документе термин «пример» означает «служащий примером, образцом или иллюстрацией» и не должен в обязательном порядке рассматриваться как предпочтительный или имеющий преимущества по сравнению с другими вариантами осуществления способов и устройств, описанных в настоящем документе.
СПИСОК ТЕРМИНОВ
В настоящем описании и формуле изобретения, которая относится к описываемому изобретению, могут применяться различные термины, для которых будут применяться следующие определения.
В настоящем документе термин «краевой угол смачивания» может относиться к углу, под которым граница раздела масло/солевой раствор, также называемая «границей жидкостного мениска», соприкасается со стенкой мениска. В случае если стенка мениска является линейной, краевой угол смачивания определяют как угол между стенкой мениска и касательной к границе жидкостного мениска в точке соприкосновения границы жидкостного мениска со стенкой мениска. В случае если стенка мениска является изогнутой, краевой угол смачивания определяют как угол между касательной к стенке мениска и касательной к границе жидкостного мениска в точке их соприкосновения.
В настоящем документе термин «взаимодействующие элементы» может относиться к структурным элементам, расположенным вдоль периферической зоны сверхтонких оптических деталей и применяемым для удержания одной или более текучих сред в менисковой полости, образованной между двумя или более сверхтонкими оптическими деталями. В некоторых вариантах осуществления структурные элементы вдоль периферии могут включать в себя последовательность отходящих выступов, которые могут быть изготовлены из того же материала, что и сверхтонкие детали, или из другого материала, который может быть жестким. Структурные элементы могут повышать структурную жесткость всего оптического узла, образованного сверхтонкими оптическими деталями. В некоторых вариантах осуществления структурные элементы могут сопрягаться с соответствующими фрагментами одной сверхтонкой оптической детали и другой сверхтонкой оптической детали с применением выравнивающего элемента на блоках формы. Блоки формы могут включать в себя одну или более подложечных формующих поверхностей, на которых сверхтонкие оптические детали могут формоваться и оставаться до тех пор, пока узел не будет соединен и, таким образом, предотвращена деформация деталей.
В настоящем документе термин «граница жидкостного мениска» может относиться к дугообразной поверхности раздела между солевым раствором и маслом. По существу, поверхность образует линзу, которая является вогнутой с одной стороны и выпуклой с другой.
В настоящем документе термин «вкладыш-субстрат» может относиться к формуемой или жесткой подложке, которая выполнена с возможностью ношения источника энергии внутри офтальмологической линзы. В некоторых вариантах осуществления вкладыш-субстрат может включать в себя одну или более линз с изменяемыми оптическими свойствами.
В настоящем документе термин «менисковая полость» может относиться к пространству в дугообразной жидкостной менисковой линзе между передней изогнутой линзой и задней изогнутой линзой, в которой содержится масло и солевой раствор.
В настоящем документе «стенка мениска» может относиться к конкретной области на внутренней стороне передней изогнутой линзы, которая находится внутри менисковой полости, вдоль которой перемещается граница жидкостного мениска.
В настоящем документе термин «офтальмологическая линза» может относиться к любому офтальмологическому устройству, которое выполнено с возможностью размещения в глазу или на нем. Эти устройства могут обеспечивать одно или более из оптической коррекции, терапии и могут обеспечивать косметический эффект. Например, биомедицинское офтальмологическое устройство может относиться к контактной линзе с энергообеспечением, интраокулярной линзе, накладной линзе, глазной вставке, оптической вставке, пробке для слезной точки или другому аналогичному офтальмологическому устройству, за счет которого обеспечивается коррекция или модификация зрения, улучшение или профилактика состояния глаза и/или которое обеспечивает косметическое улучшение физиологии глаза (например, изменение цвета радужной оболочки). В некоторых вариантах осуществления офтальмологическое устройство изобретения может включать в себя мягкие контактные линзы, изготовленные из силиконовых эластомеров или гидрогелей, которые включают в себя, без ограничений, силиконовые гидрогели и фторгидрогели.
В настоящем документе «оптическая зона» может относиться к области офтальмологической линзы, через которую смотрит пользователь линзы.
В настоящем документе термин «периферическая зона» или «неоптическая зона» может относиться к области офтальмологической линзы и/или узла жидкостной линзы за пределами оптической зоны офтальмологической линзы и, таким образом, за пределами участка офтальмологической линзы, через который смотрит пользователь линзы, когда офтальмологическая линза в соответствии с обычным назначением находится на глазу, около него или внутри него.
В настоящем документе термин «высвобожденный из формы» может относиться к узлу жидкостной линзы, который либо полностью отделяется от одной или более поверхностей формы, либо лишь прикреплен к ней так, что его можно удалить легким встряхиванием или при помощи устройства без дополнительных перемещений формы. К примерам методик удаления можно отнести, без ограничений, выталкивание тампоном, захват чашкой присоски или с применением другого манипуляционного устройства.
В настоящем документе термин «складка» может относиться к геометрическому элементу внутренней поверхности детали либо передней изогнутой линзы, либо задней изогнутой линзы, достаточному для того, чтобы содержать место линии контакта двух заданных текучих сред на оптическом элементе. Как правило, складка представляет собой наружный угол, а не внутренний угол. Со стороны текучей среды это угол, превышающий 180 градусов.
В настоящем документе термин «подложечная формующая поверхность» может относиться к поверхности, которая применяется для формования деталей линзы. В некоторых вариантах осуществления любая такая поверхность может включать в себя поверхность оптической обработки, что означает, что поверхность является достаточно гладкой и образована так, что поверхность линзы, сформированной при полимеризации линзообразующего материала, находящегося в контакте с формующей поверхностью, может быть оптически приемлемого качества. Дополнительно в некоторых вариантах осуществления подложечная формующая поверхность может иметь геометрию, которая необходима для придания поверхности детали линзы требуемых оптических характеристик, включая, без ограничений, сферическую, асферическую и цилиндрическую оптическую силу, коррекцию аберрации волнового фронта, коррекцию топографии роговицы и т. п., а также любых их комбинаций.
В настоящем документе термин «подложка», «форма», «блок» или «блок формы» может относиться к физическому объекту, на котором могут быть расположены или образованы другие объекты.
На Фиг. 1 представлен вид A в поперечном сечении примера сверхтонкой оптической детали 102 на подложке 101 и увеличенный фрагмент B края сверхтонкой оптической детали 102, расположенной на подложке 101. В некоторых вариантах осуществления подложка 101 может предпочтительно представлять собой выталкиваемую деталь формы, имеющую по меньшей мере одну формующую поверхность 105 оптического качества. Материалы подложек 101 и 201 (показаны на Фиг. 2) могут включать в себя любые стандартные материалы для изготовления форм, включая, без ограничений, сталь, алюминий, сплавы с высокой электропроводностью, такие как латунь. В более общем случае подложки могут быть из любого материала, способного точно сохранять форму сверхтонкой оптической детали 102 и 202. В случае поперечно-сшитых сверхтонких оптических деталей подложки 101 и 201 могут быть выполнены из материала другого типа, не имеющего температурной устойчивости металлических сплавов, таких как литые полимеры или другие литые поперечно-сшитые структуры.
В некоторых вариантах осуществления подложка 101 может включать в себя выравнивающие элементы 110, которые могут соответствовать выравнивающим элементам на второй подложке или детали формы, например, подложке 201 (показана на Фиг. 2). В некоторых аспектах выравнивающие элементы 110 можно применять для сборки узла 500 жидкостной линзы (показан на Фиг. 5) с применением сверхтонкой оптической детали 102, поддерживаемой вогнутой подложечной формирующей поверхностью 105. В некоторых вариантах осуществления выравнивающие элементы 110 могут включать в себя механические элементы, такие как подвижная оправа, а также дополнительные электромеханические средства.
Толщина образованной сверхтонкой оптической детали 102 может составлять, например, от 200 до 25 мкм, а предпочтительно около 100 мкм. В результате этого без поддержки со стороны подложки 101 сверхтонкая оптическая деталь 102 может деформироваться, теряя свои оптические свойства, если ее необходимо высвободить из формующей поверхности 105 оптического качества до формирования узла 500 жидкостной линзы. Например, в традиционных системах формования отвержденную сверхтонкую оптическую деталь 102, как правило, выталкивают или физически удаляют с формующей поверхности 105 оптического качества подложки 101. Затем удаленную или вытолкнутую сверхтонкую оптическую деталь 102 собирают с другой сверхтонкой оптической деталью 202 отдельно от форм. Однако при работе с такими сверхтонкими компонентами, как в случае со сверхтонкими оптическими деталями 102 и 202 (показаны на Фиг. 2), выталкивание любым способом или манипулирование сверхтонкой оптической деталью 102 за пределами подложек 101 или 102 во многих случаях неизбежно может приводить к искривлению, изгибу или деформации.
Таким образом, в соответствии с различными аспектами настоящего описания для предотвращения вышеуказанных проблем, связанных с выталкиванием или удалением сверхтонких оптических деталей 102 и 202 с соответствующих им подложек 101 и 201, сверхтонкие оптические детали 102 и 202 никогда не удаляют с соответствующей им формующей поверхности оптического качества, например, 105, до тех пор, пока узел 500 жидкостной линзы не будет собран полностью. Напротив, подложки 101 и 201 могут обеспечивать поддержание структурной целостности каждой сверхтонкой оптической детали 102 и 202 в процессе сборки после того, как они сами будут вытолкнуты из выталкиваемого блока, применяемого для образования сверхтонких оптических деталей 102 и 202. Соответственно, каждая их сверхтонких оптических деталей 102 и 202 сохраняет структурную поддержку по меньшей мере участка подложки 101 или 201, вытолкнутой из узла формы, например, вогнутой формующей поверхности 105.
В некоторых примерах осуществления детали формы могут включать в себя подложку 101 задней поверхности и подложку 201 передней поверхности. В настоящем документе термин «деталь формы для передней поверхности» относится к детали формы, у которой вогнутая формующая поверхность 105 оптического качества может применяться для образования передней поверхности сверхтонкой оптической детали 102. Аналогичным образом, термин «деталь формы для задней поверхности» относится к подложке 201, выпуклая формующая поверхность 205 оптического качества которой может образовывать заднюю поверхность сверхтонкой оптической детали 202 (показана на Фиг. 2). В некоторых вариантах осуществления подложки 101 и 201 могут иметь выпукло-вогнутую форму, включающую плоские круговые кромки, которые могут ограничивать по окружности самые верхние края выпукло-вогнутых областей подложки 101 и/или 201.
В увеличенном фрагменте B на Фиг. 1 показан край сверхтонкой оптической детали 102, поддерживаемый подложкой 101. В частности, показаны взаимодействующие элементы 115, расположенные вдоль периферической зоны сверхтонких оптических деталей 102. В некоторых вариантах осуществления взаимодействующие элементы 115 можно применять для обеспечения структурной целостности узла 500 жидкостной линзы (показан на Фиг. 5) путем обеспечения уплотнения после их взаимного сцепления или «соединения». Уплотнение можно применять для удерживания одной или более жидкостей между двумя или более сверхтонкими оптическими деталями, например, 102 и 202. Взаимодействующие элементы 115 могут быть образованы из того же материала, что и остальная часть сверхтонкой оптической детали 102, или из другого материала, который также является жестким или полужестким. К материалам могут относиться, например, полиолефины, Zenor, Topas, полистирол и т. п.
В некоторых вариантах осуществления взаимодействующие элементы 115 могут повышать структурную жесткость для каждой из сверхтонких оптических деталей 102 и 202 и в целом образованного узла 500 жидкостной линзы (показан на Фиг. 5). Взаимодействующие элементы 115 могут быть радиально симметричными или несимметричными, требуя радиального выравнивания, а также общего выравнивания относительно друг друга. Выравнивания сверхтонких оптических деталей 102 и 202 можно достигать, например, с применением соответствующих выравнивающих элементов 110 и 210 подложек 101 и 201 соответственно с помощью подвижных оправ, электромеханических выравнивающих средств и т. п.
На Фиг. 2 представлен вид в поперечном сечении примера выпуклой подложки 201, поддерживающей сверхтонкую оптическую деталь 202 в соответствии с аспектами настоящего описания. Выпуклая подложка 201 может иметь аспекты, аналогичные описанному ранее примеру вогнутой подложки 101. Например, выпуклая подложка 201, подобная вогнутой подложке 101, может являться частью узла блока (не показан), применяемого для образования сверхтонкой оптической детали 202, так чтобы после образования сверхтонких оптических деталей 102 и 202 подложки 101 и 201 можно было вытолкнуть из узлов формы с каждой из сверхтонких оптических деталей 102 и 202, поддерживаемых на формирующих поверхностях 105 и 205 оптического качества соответственно. Соответственно, сверхтонкая оптическая деталь 202 может сохранять структурную поддержку со стороны подложечной формующей поверхности 205 оптического качества после того, как подложка 201 была вытолкнута из узла формы (не показан) для предотвращения какой-либо деформации и утраты оптического качества сверхтонкой оптической детали 202. Как было указанно ранее, деформация и утрата оптического качества сверхтонкой оптической детали 202 может происходить вследствие чрезвычайной тонкости сверхтонких оптических деталей 102 и 202, поскольку независимое манипулирование любой деталью может напоминать манипулирование гибким пленкообразным материалом.
Так как традиционный инструментарий и манипуляционные средства в типичных системах формования неспособны к манипулированию отдельными сверхтонкими оптическими деталями 102 и 202 в процессе сборки без искривления, изгиба или деформации тонких структур этих деталей. Чтобы сохранить целостность формы и свойства материала сверхтонких оптических деталей 102 и 202 во время производства узла 500 жидкостной линзы, требуется постоянная структурная поддержка в течение всего процесса обработки. Только полностью собранные в узел 500 жидкостной линзы объединенные детали структурно способны функционировать приемлемым образом, не вызывая проблем, которые создают отдельные детали.
Сверхтонкая оптическая деталь 202 может быть образована аналогично сверхтонкой оптической детали 102, за исключением того, что подложки 101 и 201 могут иметь разные конфигурации. Таким образом, для сверхтонкой оптической детали 202 можно применять второй узел формы, выполненный отлично от описанного для сверхтонкой оптической детали 102, чтобы придать ей необходимые оптические свойства, требуемые для заднего оптического участка узла 500 жидкостной линзы. Например, степень кривизны, приданной сверхтонкой оптической детали 202, может отличаться от степени кривизны, приданной сверхтонкой оптической детали 102. Соответственно, хотя некоторые аспекты настоящего описания могут быть представлены только в отношении сверхтонкой оптической детали 102 и/или в отношении узла формы (не показан) или подложек 101 и 201, следует понимать, что специалистам в данной области будут очевидны по существу такие же способы, детали или устройства.
В некоторых вариантах осуществления аспекты удаляемой подложки 201 могут быть конкретно образованы так, чтобы помогать позиционировать подложку 201 в процессе формирования жидкостной линзы и/или облегчать выталкивание подложки 201 из узла формы (не показан) после образования сверхтонкой оптической детали 202. Например, выравнивающие элементы 210 подложки могут включать в себя механические элементы, такие как подвижная оправа, а также дополнительные электромеханические средства.
На Фиг. 3 представлен пример вогнутой подложки 101, показанной на Фиг. 1, и пример выпуклой подложки 201, показанной на Фиг. 2, которые собирают под текучей средой 301 в соответствии с аспектами настоящего описания. Как было указанно ранее, выталкиваемые подложки 101 и 201 могут поддерживать сверхтонкие оптические детали 102 и 202 для образования узла 500 жидкостной линзы под одной или более текучими средами. Например, солевой раствор 301 и масло 305 могут содержаться в дугообразной полости, образованной между двумя сверхтонкими оптическими деталями 102 и 202. В некоторых предпочтительных вариантах осуществления объем солевого раствора 301, содержащегося внутри полости, превышает объем масла 305, содержащегося внутри полости. Кроме того, некоторые предпочтительные варианты осуществления могут включать в себя солевой раствор 301, который находится в контакте с по существу всей внутренней поверхностью задней изогнутой сверхтонкой оптической детали 202. Некоторые варианты осуществления могут включать в себя объем масла 305 около 66% или более по объему в сравнении с количеством солевого раствора 301. Некоторые дополнительные варианты осуществления могут включать в себя узел дугообразной жидкостной менисковой линзы 500, в которой объем масла 305 составляет около 90% или менее по объему в сравнении с количеством солевого раствора 301.
В соответствии с аспектами настоящего описания подложки 101 и 201 могут быть погружены в водный раствор 301, и, находясь в водном растворе, подложки 101 и 201 могут сопрягаться, как показано на Фиг. 4. Таким образом, как описано, подложки 101 и 201 представляют собой удаляемые компоненты блока, применяемого для образования сверхтонких оптических деталей 102 и 202. Подложки 101 и 201 могут выстраиваться в виде «сэндвича» в узле 400 формы (показан на Фиг. 4). Передняя поверхность подложки 101 формы находится сверху, при этом вогнутая формующая поверхность 105 детали формы обращена вниз. Подложка 201 задней поверхности может быть расположена симметрично на дне подложки 101 передней поверхности, при этом выпуклая формирующая поверхность 205 подложки 101 задней поверхности выступает частично в вогнутую область подложки 101 передней поверхности. Предпочтительно подложка 201 задней поверхности может иметь такой размер, чтобы ее выпуклая поверхность 205 входила в контакт с внешним краем вогнутой поверхности 105 передней изогнутой подложки 101 по всей ее окружности, взаимодействуя таким образом, чтобы образовывать герметичную полость, содержащую солевой раствор 301 и масло 305.
На Фиг. 4 представлены собранные и герметизированные вместе сверхтонкие оптические детали 102 и 202, содержащие между собой одну или более жидкостей, в соответствии с аспектами настоящего описания. Переднюю изогнутую подложку 101 и заднюю изогнутую подложку 201 собирают вместе, формируя узел 400 формы, применяемый для соединения сверхтонких оптических деталей 102 и 202 с солевым раствором 301 и масляным раствором 305 в них. В некоторых вариантах осуществления узел 400 формы может включать в себя канавку 401 в одной из подложек 201 или 202, которую можно применять для доставки адгезива, применяемого для герметизации солевого раствора 301 и масляного раствора 305 между сверхтонкими оптическими деталями 102 и 202. В альтернативных вариантах осуществления узел формы может включать в себя средство термического скрепления сверхтонких оптических деталей 102 и 202 вместе. В других дополнительных вариантах осуществления уплотнение можно создать путем полимеризации краев двух сверхтонких оптических деталей 102 и 202 или путем соединения взаимодействующих элементов 115, формирующих часть сверхтонкой оптической детали 102, с взаимодействующими элементами другой сверхтонкой оптической детали или с самой деталью, например, сверхтонкой оптической деталью 202. В некоторых вариантах осуществления могут быть обеспечены фиксаторы, выступы, каналы или другие образования, которые помогают позиционировать высвобожденные подложки 101 и 201 для обеспечения координации, например, с системой подачи адгезива или системой термического склеивания.
Так как узел 500 жидкостной линзы (показан на Фиг. 5) можно собирать внутри водного раствора, после склеивания / соединения сверхтонких оптических деталей 102 и 202 друг с другом, предпочтительно по внешней периферии каждой детали, один или более водных растворов 301 и 305 могут сжиматься и захватываться между сверхтонкими оптическими деталями 102 и 202, повышая структурную целостность детали.
На Фиг. 5 показана жидкостная линза 500, высвобожденная из узла 400 формы после соединения сверхтонких оптических деталей 102 и 202, герметизирующих одну или более жидкостей 301 и 305. Структурная целостность сверхтонких оптических деталей 102 и 202 является экспоненциально растущей вследствие содержащихся в них жидкостей 301 и 305. Экспоненциально растущая структурная прочность может позволять некоторое манипулирование с жидкостной линзой 500, чтобы ее можно было встраивать и/или применять в качестве офтальмологической линзы, не влияя на качество сверхтонких оптических деталей 102 и 202. Соответственно, узел 500 жидкостной линзы может иметь структуру, достаточную, чтобы любые последующие манипуляции, очистка и/или упаковка узла 500 жидкостной линзы были устойчивы к необратимому искривлению, изгибу или деформации линзовых поверхностей отдельных сверхтонких оптических деталей 102 и 202.
Модуль изгиба первой сверхтонкой оптической детали 102, например, в комбинации с модулем изгиба второй сверхтонкой оптической детали 202, повышает структурную устойчивость устройства в целом. Более того, при принудительном введении узла 500 жидкостной линзы в состояние изгиба, например, путем сжатия диаметрально противоположных участков периферии, квадратичный момент жидкости, захваченной между сверхтонкими оптическими деталями 102 и 202, экспоненциально повышает устойчивость узла 500 жидкостной линзы к дальнейшему изгибу. Таким образом, узел 500 жидкостной линзы, как правило, сопротивляется изгибу, сохраняя приданную форму каждой из сверхтонких оптических деталей 102 и 202 благодаря раствору, герметизированному между сверхтонкими оптическими деталями 102 и 202.
Жидкостную линзу можно применять для обеспечения запитываемой энергией жидкостной менисковой офтальмологической линзы с переменной оптической силой. Например, сверхтонкие оптические детали 102 и 202 могут быть прозрачными, а центр может включать в себя первую жидкость 301, которая может представлять собой изолирующую жидкость, и вторую жидкость 305, которая является электропроводящей жидкостью. Первая жидкость 301 и вторая жидкость 305 по существу не смешиваются и имеют разные оптические показатели. Кольцевой электрод (не показан), который открыт в сторону выреза, может быть расположен на задней поверхности сверхтонкой оптической детали 202. Другой электрод может быть расположен в контакте с проводящей жидкостью 305. Приложение потенциала к электродам используется для создания эффекта электросмачивания и изменения кривизны поверхности раздела между двумя жидкостями в соответствии с потенциалом, приложенным между электродами. Пучок света, проходящий через ячейку перпендикулярно верхней пластине и нижней пластине и в области капли, будет в большей или меньшей степени фокусироваться в соответствии с потенциалом, приложенным к электродам. Проводящая жидкость, как правило, является водной соляной жидкостью, например, 301, а изолирующая жидкость, как правило, является масляным раствором, например, 305. Однако в других вариантах осуществления, входящих в объем описания, центр может включать в себя другие типы или комбинации негазообразных сред.
В некоторых вариантах осуществления материал линзы может представлять собой любой подходящий полимерный материал, такой как гидрогель, силиконовый гидрогель, силиконакрилат или фторсиликонакрилат. Материал линзы изначально может находиться в расплавленном состоянии и, например, непосредственно впрыскиваться в полость формы. Сверхтонкие оптические детали 102 и 202 могут формоваться в соответствии с одной и той же или другими методиками, включая, например, центробежное литье, токарную обработку, алмазную обточку или лазерную резку. Хотя способы и аппарат для формования и сборки сверхтонких оптических устройств 102 и 202 описаны в настоящем документе применительно к переднему оптическому участку и заднему оптическому участку, их также можно применять для формования любого множества формованных деталей, которые традиционно требуют отдельного манипулирования и сборки.
На Фиг. 6 представлены этапы 600 способа, которые можно применять для производства сверхтонких оптических деталей жидкостной линзы 500 в соответствии с аспектами настоящего описания. Начиная с этапа 601, первая сверхтонкая оптическая деталь может быть образована на вогнутой формующей поверхности 105 оптического качества первой подложки 101. На этапе 605 вторая сверхтонкая оптическая деталь может быть образована на выпуклой формующей поверхности 205 оптического качества второй подложки 201. Каждая из указанных первой и второй подложек 101 и 201 может образовывать часть блока, применяемого для образования каждой из выпуклой формующей поверхности 205 оптического качества соответственно. Поверхности оптического качества могут являться частью двух разных подложек 101 и 201, каждая из которых формирует часть блока, применяемого для образования сверхтонких оптических деталей 102 и 202. Как было указанно ранее, сверхтонкие оптические детали 102 и 202 могут быть образованы и/или сформованы с помощью методик, включающих в себя, например, литье под давлением, центробежное литье, токарную обработку, алмазную обточку или лазерную резку.
На этапе 610 указанные первая и вторая подложки 101 и 201, поддерживающие первую и вторую сверхтонкие оптические детали 102 и 202 соответственно, можно выровнять друг с другом. Как представлено в настоящем описании, выравнивание можно выполнить с помощью выравнивающих элементов 110 и 210 подложек 101 и 201. Как было описано ранее, выравнивающие элементы 110 и 210 могут включать в себя электромеханические средства выравнивания, механические средства и т. п.
На этапе 615 одна или более жидкостей могут содержаться между первой и второй сверхтонкими оптическими деталями 102 и 202 без отделения сверхтонких оптических деталей 102 и 202 от соответствующих им подложек 101 и 201. К одной или более жидкостям могут относиться, например, солевой раствор и масляный раствор, например, 301 и 205 соответственно, которые могут применяться для образования узла 500 жидкостной линзы. В некоторых вариантах осуществления этот этап может выполняться путем погружения обеих подложек 101 и 201 в раствор. Масло 305 можно вводить через структуру одной из подложек 101 и 102 или путем добавления капли масляного раствора 305 после того, как подложки 101 и 201 были погружены в солевой раствор 301. На этапе 620 один или более растворов можно герметизировать между ними с формированием узла 500 жидкостной линзы. Герметизация может обеспечиваться с помощью взаимодействующих структур на одной или более сверхтонких оптических деталях 102 и 202 с применением адгезива, термического скрепления и других подходящих известных в данной области методик, используемых для сборки оптических деталей. На этапе 625 узел 500 жидкостной линзы можно удалять с по меньшей мере одной из подложек 101 и/или 201 с образованием детали офтальмологической линзы. В некоторых вариантах осуществления узел 500 жидкостной линзы может быть расположен на гидрогелевой юбке. В альтернативных вариантах осуществления узел 500 жидкостной линзы может быть герметизирован гидрогелем.
Многие признаки и преимущества изобретения очевидны из подробного описания, и, таким образом, считается, что приложенная формула изобретения охватывает все такие признаки и преимущества изобретения, которые соответствуют сущности и объему изобретения. Кроме того, поскольку специалисты в данной области легко могут внести многочисленные модификации и изменения, нежелательно ограничивать изобретение показанной и описанной точной конструкцией и эксплуатацией, и, соответственно, все подходящие модификации и эквиваленты могут входить в объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДУГООБРАЗНАЯ ЖИДКОСТНАЯ МЕНИСКОВАЯ ЛИНЗА | 2011 |
|
RU2570807C2 |
| СИСТЕМА ИНТРАОКУЛЯРНОЙ ЛИНЗЫ С ПРОЦЕССОРНЫМ КОНТРОЛЕМ | 2012 |
|
RU2594435C2 |
| ЛИНЗА С МНОГОВОГНУТОЙ СТЕНКОЙ МЕНИСКА | 2012 |
|
RU2580875C2 |
| ЖИДКОСТНАЯ МЕНИСКОВАЯ ЛИНЗА С ОТРИЦАТЕЛЬНОЙ АДДИДАЦИЕЙ | 2011 |
|
RU2598905C2 |
| ЖИДКОСТНАЯ МЕНИСКОВАЯ ЛИНЗА С ВОГНУТОЙ СТЕНКОЙ МЕНИСКА В ФОРМЕ СЕГМЕНТА ТОРА | 2011 |
|
RU2603239C2 |
| ЛИНЗА СО СЛОЖНОЙ ЛИНЕЙНО-ВЫПУКЛОЙ СТЕНКОЙ МЕНИСКА | 2011 |
|
RU2577173C2 |
| ОФТАЛЬМОЛОГИЧЕСКАЯ ЛИНЗА С ПЕРЕМЕННОЙ ОПТИЧЕСКОЙ СИЛОЙ | 2013 |
|
RU2557372C2 |
| ЛИНЗА СО СТЕНКОЙ МЕНИСКА В ФОРМЕ УСЕЧЕННОГО КОНУСА | 2011 |
|
RU2572653C2 |
| ЛИНЗА С МНОГОСЕГМЕНТНОЙ ЛИНЕЙНОЙ СТЕНКОЙ МЕНИСКА | 2011 |
|
RU2608974C2 |
| ЖИДКОСТНАЯ МЕНИСКОВАЯ ЛИНЗА С НЕСФЕРИЧЕСКОЙ СТЕНКОЙ МЕНИСКА | 2011 |
|
RU2554893C2 |
Изобретение относится к офтальмологическим линзам и, в частности, к способам формования и сборки сверхтонких оптических деталей для применения в качестве офтальмологических устройств или в их составе. В настоящем изобретении предложен оптический узел, в котором применяются две сверхтонкие оптические детали, образующие внешнюю границу узла с жидким ядром, а также способы формирования указанного узла. В частности, в настоящем изобретении описаны конструкции указанных сверхтонких оптических деталей и манипулирование ими для предотвращения деформации и утраты оптического качества указанных сверхтонких оптических деталей. Сверхтонкие оптические детали могут иметь толщину 25–200 мкм, а их структурная целостность может сохраняться за счет постоянного поддержания подложками в течение всего периода герметизации одной или более текучих сред, например солевого раствора и масляного раствора, которые можно применять для образования жидкостной менисковой линзы. Некоторые варианты осуществления могут включать в себя взаимодействующие элементы, включенные в сверхтонкие оптические детали, для создания уплотнения и/или обеспечения структурной поддержки для узла жидкостной линзы. В другом варианте осуществления опорные детали для сверхтонких оптических компонентов имеют механизм блокировки или центрирования, который помогает при сборке и герметизации указанного оптического узла. Изобретение обеспечивает сохранение целостности формы и свойств материала сверхтонких оптических деталей во время производства узла жидкостной линзы. 2 н. и 13 з.п. ф-лы, 6 ил.
1. Способ изготовления жидкостной линзы, подходящей для офтальмологического устройства, включающий в себя этапы, на которых:
выполняют первую сверхтонкую оптическую деталь на вогнутой подложечной поверхности первого блока;
выполняют вторую сверхтонкую оптическую деталь на выпуклой подложечной поверхности второго блока;
удерживают одну или более текучих сред в полости, образованной первой сверхтонкой оптической деталью, поддерживаемой вогнутой подложечной поверхностью первого блока, и второй сверхтонкой оптической деталью, поддерживаемой выпуклой подложечной поверхностью второго блока;
создают уплотнение, удерживающее одну или более текучих сред в полости между первой сверхтонкой оптической деталью, поддерживаемой вогнутой подложечной поверхностью первого блока, и второй сверхтонкой оптической деталью, поддерживаемой выпуклой подложечной поверхностью второго блока; и
удаляют одну или обе из указанной первой сверхтонкой оптической детали от поддерживающей вогнутой подложечной поверхности первого блока и указанной второй сверхтонкой оптической детали от поддерживающей выпуклой подложечной поверхности второго блока.
2. Способ по п. 1, дополнительно включающий в себя этап, на котором:
выполняют взаимодействующие элементы на по меньшей мере участке периферии каждой из первой сверхтонкой оптической детали и второй сверхтонкой оптической детали.
3. Способ по п. 2, дополнительно включающий в себя этап, на котором:
выравнивают взаимодействующие структуры, образованные в первой сверхтонкой оптической детали, с взаимодействующими структурами, образованными во второй сверхтонкой оптической детали, для создания указанного уплотнения, удерживающего одну или более текучих сред.
4. Способ по п. 2, в котором:
взаимодействующие структуры, образованные в первой сверхтонкой оптической детали, и взаимодействующие структуры, образованные во второй сверхтонкой оптической детали, являются осесимметричными.
5. Способ по п. 2, в котором:
взаимодействующие структуры, образованные в одной или обеих из первой сверхтонкой оптической детали, и взаимодействующие структуры, образованные во второй сверхтонкой оптической детали, включают в себя канавку вокруг периферии, используемую для включения адгезива.
6. Способ по п. 2, в котором:
взаимодействующие структуры, образованные в первой сверхтонкой оптической детали, и взаимодействующие структуры, образованные во второй сверхтонкой оптической детали, не являются осесимметричными.
7. Способ по п. 6, в котором:
выравнивание неосесимметричных взаимодействующих структур, образованных в первой сверхтонкой оптической детали, и неосесимметричных взаимодействующих структур, образованных во второй сверхтонкой оптической детали, выполняют с помощью выравнивающих элементов указанного первого и второго блоков.
8. Способ по п. 1, в котором:
уплотнение, удерживающее указанную одну или более текучих сред, создают тогда, когда первая сверхтонкая оптическая деталь, поддерживаемая указанной вогнутой подложечной поверхностью первого блока, и вторая сверхтонкая оптическая деталь, поддерживаемая указанной выпуклой подложечной поверхностью второго блока, погружены в одну или более текучих сред.
9. Способ по п. 1, дополнительно включающий в себя этап, на котором герметизируют узел жидкостной линзы в гидрогелевом материале.
10. Способ по п. 1, дополнительно включающий в себя этап, на котором располагают узел жидкостной линзы на гидрогелевой юбке.
11. Способ по п. 1, в котором уплотнение, созданное для удерживания одной или более текучих сред, включает в себя добавление адгезива между по меньшей мере участком периферии первой сверхтонкой оптической детали, а объем масляного раствора составляет менее чем 15 процентов общего объема текучих сред, содержащихся в полости, образованной между первым и вторым сверхтонкими оптическими деталями.
12. Офтальмологическое устройство с жидкостной линзой, выполненное с возможностью ношения на передней поверхности глаза, содержащее:
узел жидкостной линзы, включающий в себя
первую изогнутую сверхтонкую оптическую деталь;
вторую изогнутую сверхтонкую оптическую деталь;
одну или более текучих сред, содержащихся в полости, образованной первой сверхтонкой оптической деталью и второй сверхтонкой оптической деталью;
уплотнение, удерживающее одну или более текучих сред в полости между первой сверхтонкой оптической деталью и второй сверхтонкой оптической деталью, причем уплотнение включает в себя взаимодействующие элементы, включенные в периферические области указанной первой сверхтонкой оптической детали и указанной второй сверхтонкой оптической детали, при этом взаимодействующие элементы выполнены с возможностью обеспечения структурной жесткости узлу жидкостной линзы; и
гидрогелевый участок, выполненный с возможностью поддержания указанного узла жидкостной линзы.
13. Офтальмологическая линза по п. 12, в которой взаимодействующие структуры, образованные в одной или обеих из первой сверхтонкой оптической детали, и взаимодействующие структуры, образованные во второй сверхтонкой оптической детали, включают в себя канавку вокруг периферии, используемую для включения адгезива.
14. Офтальмологическая линза по п. 12, в которой взаимодействующие структуры, образованные в первой сверхтонкой оптической детали, и взаимодействующие структуры, образованные во второй сверхтонкой оптической детали, не являются осесимметричными.
15. Офтальмологическая линза по п. 12, в которой указанные сверхтонкие детали имеют толщину около 100 мкм.
| US 4927480 A, 22.05.1990 | |||
| US 2010079724 A1, 01.04.2010 | |||
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЯЧЕЕК РАБОЧЕГО ПОЛЯ ГИБРИДНОЙ ВБ1ЧИСЛИТЕЛЬНОЙ МАШИНЫ | 1972 |
|
SU435525A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОХРОМНЫХ КОМПОЗИЦИОННЫХ ПЛАСТМАССОВЫХ ЛИНЗ (ВАРИАНТЫ), КОМПОЗИЦИОННАЯ ПЛАСТМАССОВАЯ ОПТИЧЕСКАЯ ЛИНЗА (ВАРИАНТЫ) | 1994 |
|
RU2150388C1 |
| RU 2011117269 A, 10.11.2012. | |||

