ОБЛАСТЬ ТЕХНИЧЕСКОГО ПРИМЕНЕНИЯ
Настоящее изобретение, в целом, относится к способу нумерации листов и листообрабатывающему устройству для осуществления такого способу нумерации листов. В частности, изобретение применимо к производству банкнот и подобных ценных бумаг.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Банкноты и подобные ценные бумаги обычно производят в форме отдельных листов (или последовательных частей непрерывного полотна, которое в итоге разрезают на листы), каждый из которых содержит ряд отдельных оттисков, упорядоченных в матрице из строк и столбцов, и перед разрезкой на отдельные купюры эти листы подвергают различным этапам печати и обработки. В числе этапов печати и обработки, как правило, осуществляемых в ходе производства банкнот, находятся офсетная печать, глубокая печать, шелкотрафаретная печать, нанесение фольги, высокая печать и/или лакировка. В ходе производства могут осуществляться и другие этапы, такие, как прорезка окон, чернильно-струйная маркировка, лазерная маркировка, микроперфорирование и т.д. Будучи полностью отпечатанными, эти листы должны быть подвергнуты так называемому способу отделки, при котором листы обрабатываются, например, разрезаются и собираются, для формирования пачек купюр и упаковок пачек купюр.
Банкноты и подобные ценные бумаги также, как правило, должны соответствовать жестким требованиям к качеству, в особенности в том, что касается качества их печати. Поэтому банкноты или ценные бумаги в ходе их производства, как правило, подвергают контролю с целью обнаружения и, преимущественно, маркировки дефектных купюр, т.е. купюр, проявляющих низкое качество печати, ошибки печати, физические повреждения и т.п. с тем, чтобы эти дефектные купюры можно было отбраковать. Контроль можно осуществлять на разных стадиях производства: вручную, в оперативном режиме на печатных или обрабатывающих станках и/или в автономном режиме - на специально предназначенных для этого контрольно-измерительных машинах. Окончательный контроль банкнот удобно осуществлять перед отделкой, как это будет разъяснено далее в настоящем описании со ссылкой на фигуру 1, служащую иллюстрацией известного уровня техники.
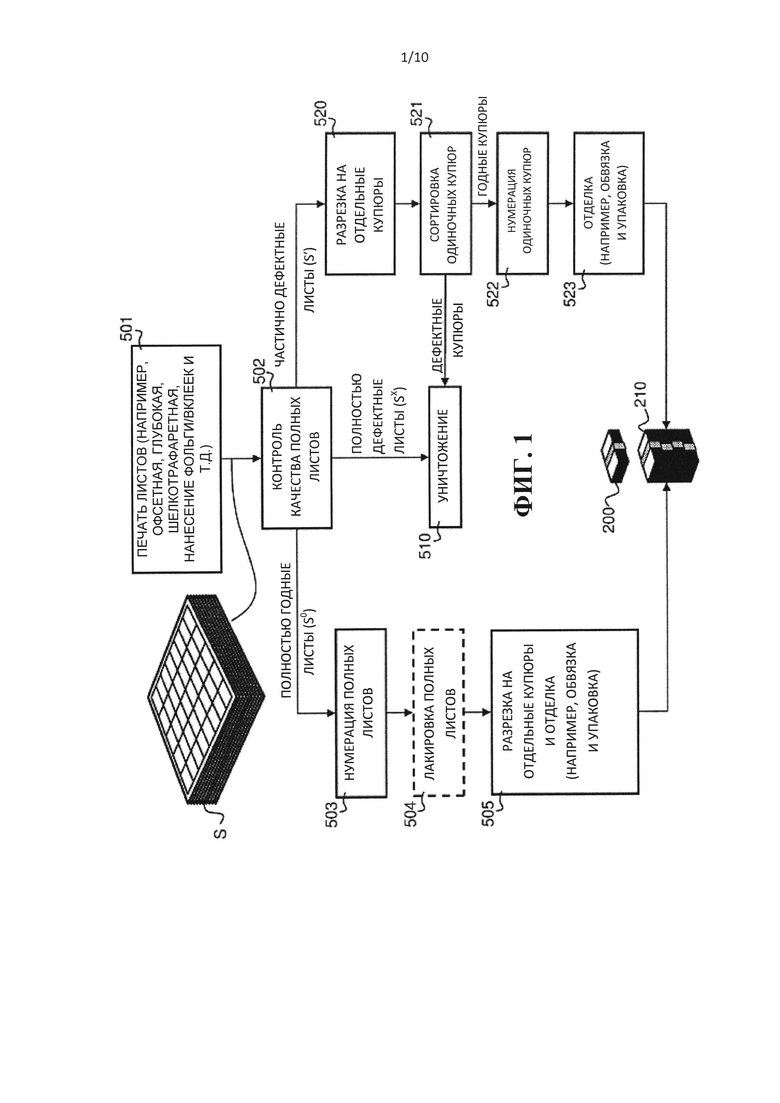
Фигура 1 суммирует типичный способ производства ценных бумаг, при котором этап окончательного контроля осуществляют перед отделкой. Производственный способ, проиллюстрированный на фигуре 1, является преимущественным в том, что он допускает максимальное увеличение эффективности производства путем сведения к минимуму количества отходов и позволяет изготавливать пачки купюр и упаковки пачек купюр с непрерывной последовательностью нумерации.
Этап 501 на фигуре 1 обозначает различные фазы печати, как правило, осуществляемые в ходе производства ценных бумаг. Как было упомянуто, эти различные фазы печати включают, в частности, фазу офсетной печати, посредством которой листы ценных бумаг отпечатывают с одной или обеих сторон офсетным фоном, фазу глубокой печати, посредством которой листы отпечатывают с одной или обеих сторон признаками глубокой печати (т.е. рельефно тиснеными признаками, легко распознаваемыми на ощупь), фазу шелкотрафаретной печати, посредством которой листы отпечатывают с одной или обеих сторон шелкотрафаретными признаками, такими, как признаки, изготовленные из оптически изменяющейся краски (OVI), и/или фазы нанесения фольги/вклеек, посредством которой на одну или обе стороны листов наносят фольгу или вклейки, в частности, оптически изменяющиеся устройства (OVD), голограммы или аналогичные оптические дифракционные конструкции и т.д.
Как результат различных фаз печати, на этапе 501 вырабатывают последовательные листы S. Тогда как контрольные проверки качества обычно выполняют на разных стадиях в ходе производства ценных бумаг, выходной контроль качества, как правило, осуществляют на полных листах S после того, как они были полностью отпечатаны. Этот контроль качества схематически полных листов изображен на фигуре 1 посредством этапа 502. В результате этого контроля качества полных листов генерируют три категории листов относительно требований к качеству, а именно: (i) полностью годные листы S0 (т.е. листы, содержащие оттиски, все из которых считаются удовлетворительными с точки зрения требований к качеству), (ii) частично дефектные листы S' (т.е. листы, содержащие смешения оттисков, являющихся удовлетворительными с точки зрения требований к качеству, и оттисков, являющихся неприемлемыми, которые, как правило, снабжают знаком аннулирования), и (iii) полностью дефектные листы SX, содержащие только дефектные оттиски. Начиная с этого момента, эти три категории листов следуют различными технологическими маршрутами. Точнее, полностью дефектные листы SX уничтожают на этапе 510, тогда как полностью годные листы S0 обрабатывают на этапах 503-505, а частично дефектные листы S' обрабатывают на этапах 520-523.
Обращаясь к этапам 503-505, полностью годные листы S0, как правило, нумеруют на этапе 503, затем необязательно лакируют на этапе 504 и в заключение разрезают и подвергают способу завершающей отделки на этапе 505, т.е. стопки листов S разрезают на отдельные пачки 200 ценных бумаг (такие, как пачки банкнот), причем пачки 200, как правило, обандероливают (т.е. окружают защитной лентой), а затем укладывают в стопки для формирования упаковок 210 пачек. В то время как листы S обрабатывают в последовательности этапов 503 и 504, этап 505 обычно осуществляют на стопках из сотен листов в каждой, посредством чего вырабатывают пачки 200 последовательных купюр по сто ценных бумаг в каждой пачке, и эти пачки 200 банкнот укладывают в стопки для формирования, например, упаковок 210 по десять пачек купюр в каждой упаковке.
Обращаясь к этапам 520-523, частично дефектные листы S', в первую очередь, разрезают на отдельные купюры на этапе 520, и получаемые в результате ценные бумаги затем отбраковывают на этапе 521 (на основе наличия или отсутствия знака аннулирования, ранее нанесенного на дефектные оттиски на этапе 502), дефектные купюры уничтожают на этапе 510, тогда как годные купюры обрабатывают далее на этапах 522 и 523. На этапе 522 отдельные ценные бумаги последовательно нумеруют, а затем на этапе 523 подвергают способу отделки, сходной с отделкой, осуществляемой на этапе 505, т.е. формируют пачки 200 купюр ценных бумаг, причем пачки 200 купюр обандероливают и укладывают в стопки для формирования упаковок 210 пачек купюр.
Что касается операции лакировки, фигура 1 показывает, что такую лакировку, как правило, осуществляют на этапе 504 на полных листах после нумерации полных листов на этапе 503. И хотя этот этап лакировки является предпочтительным, он как таковой не является необходимым. Более того, лакировку можно осуществлять и на другой стадии производства, например, перед контролем полных листов на этапе 502 или непосредственно после контроля полных листов на этапе 502 на полностью годных листах S0 и частично дефектных листах S' (другое решение предполагало бы, что нумерацию осуществляют после лакировки).
В случае, если сохранение последовательности нумерации по всем банкнотам последовательных пачек 200 не требуется, частично дефектные листы S' могут следовать по технологическому маршруту, до некоторой степени сходному с технологическим маршрутом полностью годных листов S0, т.е. подвергаться этапу нумерации полных листов (посредством которого нумеруются как годные, так и дефектные оттиски), а затем - лакировке полных листов перед разрезкой на отдельные ценные бумаги, отбраковке - с целью извлечения и уничтожения дефектных ценных бумаг, а затем - способу окончательной отделки для формирования пачек купюр и упаковок пачек купюр (в этом случае не требовалась бы нумерация одиночных купюр).
Во всех вышеописанных случаях полностью годные листы S0 и частично дефектные листы S' следуют по различным технологическим маршрутам и нумеруются в отдельных способах нумерации. Это может создавать логистические трудности, связанные с тем, что полностью годные листы S0 и частично дефектные листы S' приходится направлять по технологическим маршрутам в разные местоположения и перерабатывать по-разному и по отдельности.
В публикации европейского патента №1808391 А1 раскрыт, со ссылкой на его фигуры 7А-7Е, способ нумерации листов, посредством которого листы, содержащие ряд оттисков, упорядоченных в матрице из строк и столбцов, в первую очередь, подвергают контролю с целью идентификации специальных групп частично дефектных листов, где дефекты сосредоточены в пределах одиночных столбцов оттисков, и сортируют эти листы в зависимости от значимого столбца, в котором расположены эти дефекты. После сортировки значимые листы нумеруют, вызывая пропуск впечатывающим и нумерующим устройством нумерации тех отдельных столбцов, в которых были идентифицированы один или несколько дефектов, или удаляя соответствующие нумерующие механизмы из этого впечатывающего и нумерующего устройства.
Значительный недостаток этого известного способа заключается в том, что он требует сложной операции сортировки перед операцией нумерации. Дальнейший недостаток этого известного способа заключается в том, что оттиски, не считающиеся дефектными, но оказавшиеся расположенными в том же столбце, где был обнаружен дефект, не нумеруются совсем, и, таким образом, образуются излишние отходы. Кроме того, способ согласно европейскому патенту №1808391 А1 требует индивидуальной и отдельной нумерации каждой конкретной группы частично дефектных листов в зависимости от сортировки этих листов. Эту нумерацию осуществляют в отдельном впечатывающем и нумерующем устройстве, предварительно настроенном в зависимости от значимой группы частично дефектных листов, подлежащих нумерации (а именно путем отключения или удаления значимых нумерующих механизмов), перед осуществлением операции нумерации.
Поэтому существует потребность в усовершенствованном способе нумерации листов и в делающем его возможным листообрабатывающем устройстве, что упрощает логистику в том, что касается нумерации листов. Кроме того, существует потребность в таком усовершенствованном способе нумерации листов (и связанном с ним листообрабатывающем устройстве), который является более гибким, чем известные решения.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Таким образом, главной целью изобретения является обеспечение усовершенствованного способа нумерации листов и листообрабатывающего устройства, делающего этот способ возможным.
Дальнейшей целью изобретения является обеспечение такого способа нумерации листов и листообрабатывающего устройства, которые допускают более эффективное и централизованное управление нумерацией листов, в особенности, полностью годных листов, а также частично дефектных листов.
Еще одной целью изобретения является обеспечение такого решения, которое делает возможной большую гибкость в схемах нумерации, подлежащих осуществлению на указанных листах.
Эти цели достигаются благодаря способу нумерации листов и листообрабатывающему устройству, определенным в формуле изобретения.
Ниже обсуждаются дальнейшие преимущественные варианты осуществления изобретения, определяющие предмет изобретения из зависимых пунктов формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ (если они есть в наличии)
Другие характерные признаки и преимущества настоящего изобретения станут более ясно очевидны из прочтения нижеследующего подробного описания вариантов осуществления изобретения, представленных единственно в качестве неограничивающих примеров и проиллюстрированных приложенными графическими материалами, на которых:
на фигуре 1 изображена блок-схема, иллюстрирующая известный способ производства купюр ценных бумаг (таких, как банкноты), отличающийся тем, что малая часть продукции подвергается обработке одиночных купюр;
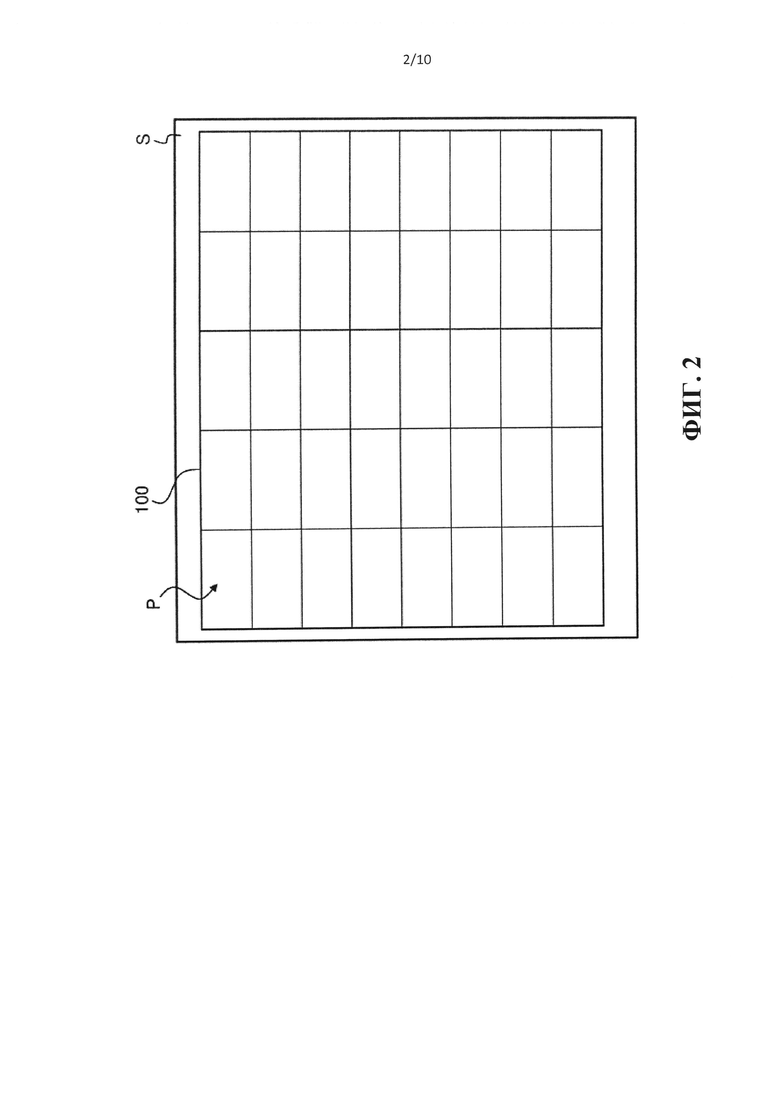
на фигуре 2 схематически изображен (еще не пронумерованный) лист, используемый для производства ценных бумаг (таких как банкноты), причем этот лист содержит ряд оттисков, упорядоченных в матрице из (например, восьми) строк и (например, пяти) столбцов;
на фигуре 3 изображена блок-схема, иллюстрирующая один из вариантов осуществления изобретения, применимый в контексте нумерации листов, подвергнутых контролю полных листов перед нумерацией листов;
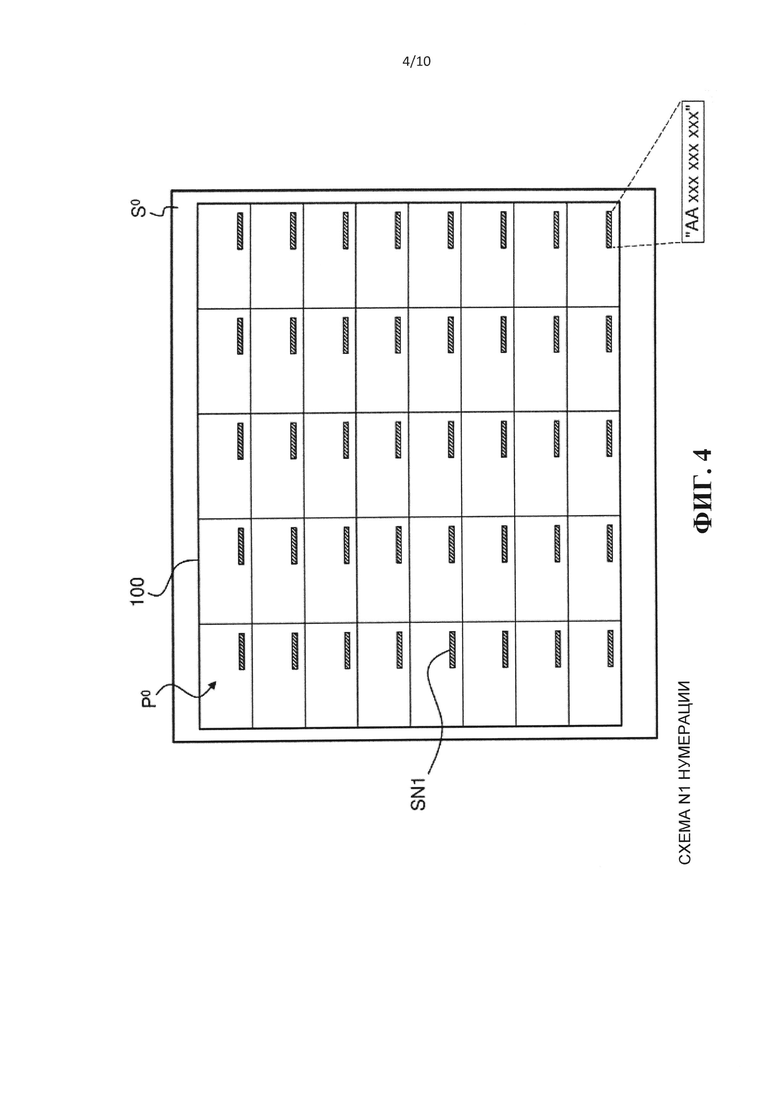
на фигуре 4 изображен полностью годный лист (т.е. лист, оттиски которого удовлетворяют требованиям к качеству), пронумерованный в соответствии с первой схемой нумерации;
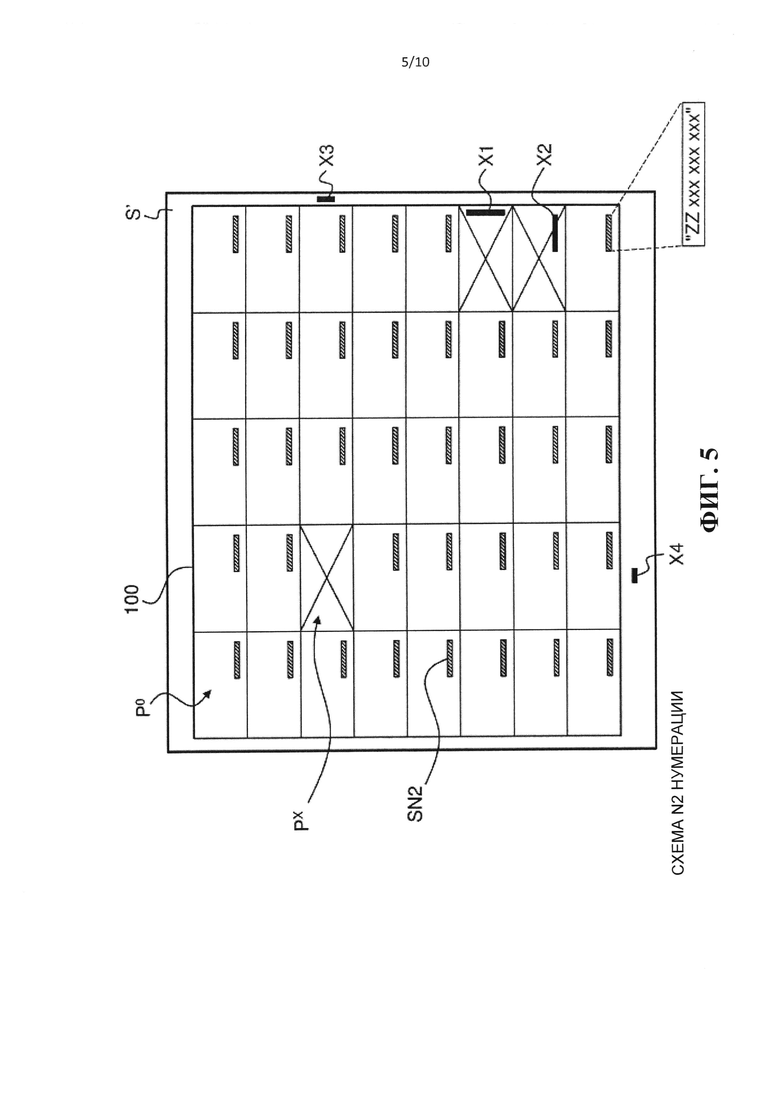
на фигуре 5 схематически изображен частично дефектный лист (т.е. лист, содержащий смешение годных оттисков и дефектных оттисков), пронумерованный в соответствии с первым и вторым вариантами второй схемы нумерации, отличающейся от первой схемы нумерации;
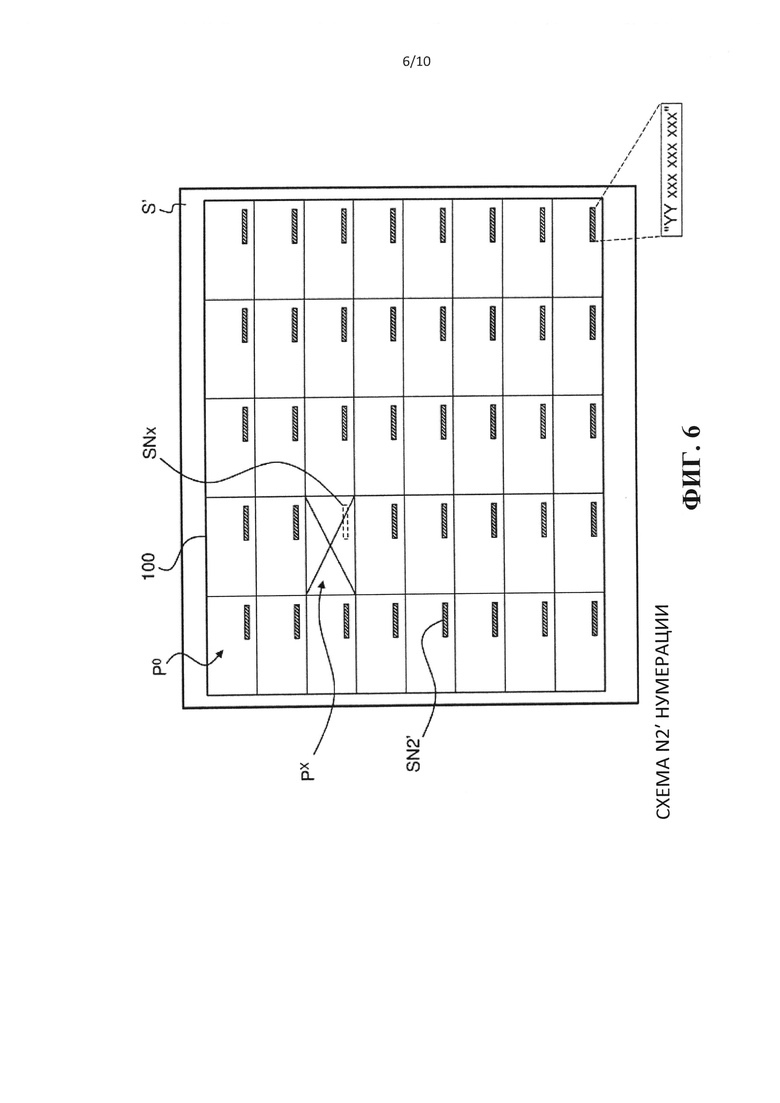
на фигуре 6 схематически изображен частично дефектный лист (т.е. лист, содержащий смешение годных оттисков и дефектных оттисков), пронумерованный в соответствии с другим вариантом второй схемы нумерации, отличающейся от первой схемы нумерации;
на фигуре 7 изображена схематическая блок-схема, иллюстрирующая функциональные компоненты листообрабатывающего устройства в соответствии с предпочтительным вариантом осуществления изобретения;
на фигуре 8 изображена блок-схема, иллюстрирующая один из вариантов осуществления изобретения, применимый в контексте нумерации листов с целью осуществления статистического (или выборочного) контроля производственных процессов на пронумерованных листах;
на фигуре 9 схематически изображен лист, пронумерованный в соответствии со схемой нумерации, отличающейся от первой схемы нумерации, с целью осуществления статистического контроля производственных процессов на пронумерованных листах; и
на фигуре 10 изображен иллюстративный пример листообрабатывающего устройства, сочетающего функциональные возможности окончательного контроля и нумерации листов.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение будет описано в конкретном контексте производства банкнот. Как уже было упомянуто, банкноты, как правило, изготавливают в форме листов, каждый из которых содержит ряд оттисков, упорядоченных в матрице из строк и столбцов. Фигура 2 схематически иллюстрирует лист S, используемый для производства банкнот, причем лист S содержит эффективную зону 100 печати, состоящую из нескольких оттисков Р (банкнот), упорядоченных в регулярную структуру из строк и столбцов. Лист S проявляет участки полей рядом с эффективной зоной 100 печати, причем эти участки полей, как правило, используются с целью печати контрольных изображений и т.п.
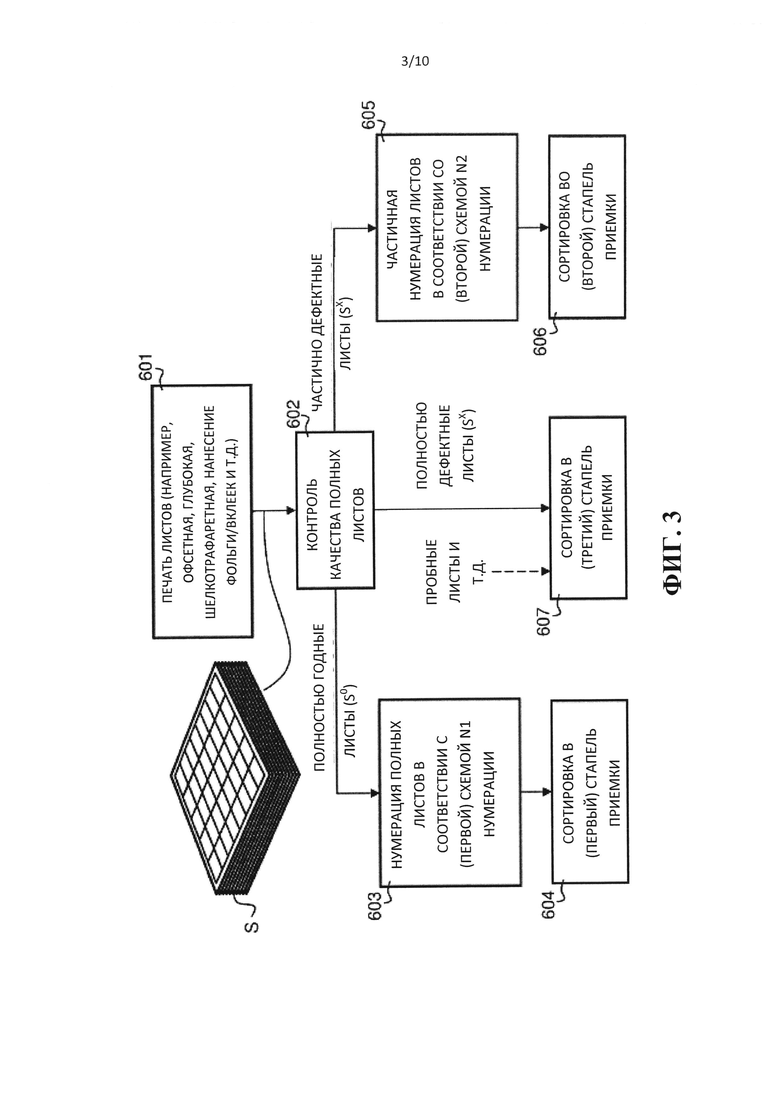
Фигура 3 представляет собой блок-схему, иллюстрирующую один из вариантов осуществления изобретения, применяемый в контексте нумерации листов S, причем листы подвергаются контролю полных листов перед нумерацией листов.
Этап 601 по фигуре 3 обозначает различные фазы печати, как правило, осуществляемые в ходе производства ценных бумаг (такие как этап 501 по фигуре 1). В результате различных фаз печати этапа 601 изготавливают последовательные листы S, причем листы подвергают выходному контролю качества, схематически показанному на фигуре 3 посредством этапа 602. Еще раз в результате этого контроля качества полных листов генерируют листы трех категорий относительно требований к качеству, а именно: (i) полностью годные листы S0 (т.е. листы, содержащие исключительно годные оттиски), (ii) частично дефектные листы S' (т.е. листы, содержащие смешение годных и дефектных оттисков), и (iii) полностью дефектные листы SX, содержащие только дефектные оттиски. Начиная с этого момента, указанные три категории листов следуют различными технологическими маршрутами.
Точнее, полностью годные листы S0 на этапе 603 подвергают способу нумерации полных листов в соответствии с первой схемой нумерации, обозначаемой ссылочной позицией N1, а затем на этапе 604 сортируют в (первый) блок стапеля приемки листов. Частично дефектные листы S', с другой стороны, на этапе 605 подвергают способу частичной нумерации листов в соответствии со второй схемой нумерации, обозначаемой ссылочной позицией N2 и отличающейся от первой схемы N1 нумерации, а затем на этапе 606 сортируют во (второй) блок стапеля приемки листов. Полностью дефектные листы SX, содержащие исключительно дефектные оттиски, не нумеруют и на этапе 607 сортируют в (третий) блок стапеля приемки листов.
Следует принять во внимание, что нумерацию полных листов на этапе 603 и частичную нумерацию листов на этапе 605, в соответствии с изобретением, выполняют в одном и том же местоположении нумерации (например, на одном и том же листообрабатывающем устройстве), не прерывая процесс нумерации. То есть нумерация отдельных листов S является избирательно переключаемой между первой схемой нумерации и по меньшей мере второй схемой нумерации, отличающейся от первой схемы нумерации, без прерывания процесса нумерации. Это будет более подробно разъяснено со ссылкой на фигуры 4-6 данного описания.
Фигура 4 схематически иллюстрирует полностью годный лист S0, т.е. подвергнутый контролю лист, который был классифицирован в результате контроля полных листов как лист, содержащий только годные оттиски, для различения обозначаемые на фигуре 4 ссылочной позицией Р0. В результате нумерации полных листов на этапе 603 по фигуре 3 каждый оттиск Р0 был снабжен уникальным серийным номером, обобщенно распознаваемым по ссылочной позиции SN1, причем этот уникальный серийный номер SN1 предусмотрен в зависимости от выбранной первой схемы N1 нумерации.
Эта первая схема N1 нумерации в своей основе может представлять собой любую подходящую схему нумерации. Первая схема N1 нумерации, однако, предпочтительно представляет собой так называемую неподборочную схему нумерации, т.е. особую схему нумерации, допускающую непрерывно продолжающуюся отделку последовательно пронумерованных документов. Такая неподборочная схема нумерации раскрыта в международной патентной публикации № WO 2004/016433 А1, ссылкой полностью включенной в настоящее описание, и она не будет описана здесь более подробно. Достаточно понять, что листы нумеруют в последовательных партиях, например, по сто листов каждая, и, таким образом, каждая партия из ста листов приводит к соответствующему количеству последовательно пронумерованных документов.
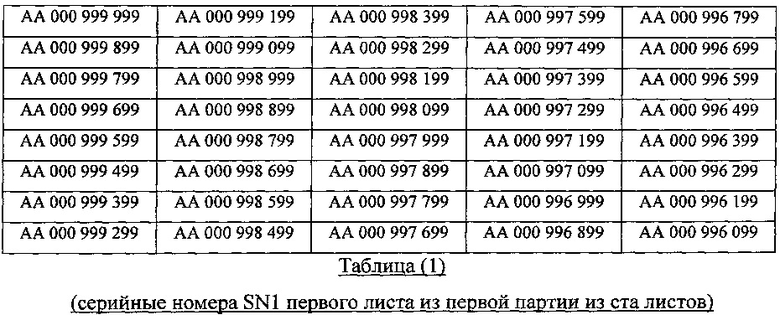
Для иллюстрации предположим, что требуется изготовить один миллион пронумерованных купюр с серийными номерами в диапазоне от «АА 000 000 000» до «АА 000 999 999». Как раскрыто в международной патентной публикации № WO 2004/016433 А1, нумерацию можно удобно осуществить в сторону понижения, например, от начального номера «АА 000 999 999», путем надлежащей нумерации листов следующим образом. Предположим, что каждый лист содержит сорок оттисков, упорядоченных в матрице из восьми строк и пяти столбцов, как, например, проиллюстрировано на фигуре 4. Первый лист, подлежащий нумерации (т.е. первый лист первой партии из ста листов) можно было бы пронумеровать в соответствии со следующей таблицей (1), где каждое положение в таблице соответствует значимому положению оттиска на листе.
В соответствии с международной патентной публикацией № WO 2004/016433 А1 последующие девяносто девять листов той же партии из ста листов нумеруют в убывающей последовательности, что приводит к тому, что последний лист первой партии (т.е. сотый лист) пронумерован в соответствии с таблицей (2) ниже.

Укладка в стопку пронумерованных таким образом листов первой партии и разрезка этой стопки по строкам и столбцам, таким образом, позволяет изготовить непрерывную последовательность из четырех тысяч (сорок раз по сто) отдельных купюр, серийные номера которых образуют жесткую последовательность серийных номеров в диапазоне от «АА 000 999 999» до «АА 000 996 000».
В соответствии с идеями международной патентной публикации № WO 2004/016433 А1 первый лист следующей (т.е. второй) партии из ста листов нумеруют новыми серийными номерами в качестве начальных номеров, а именно в соответствии с таблицей (3) ниже.

Последующие девяносто девять листов второй партии из ста листов затем нумеруют аналогично в убывающей последовательности, что приводит к производству еще одного набора из четырех тысяч отдельных купюр, серийные номера которых на этот раз находятся в диапазоне от «АА 000 995 999» до «АА 000 992 000», т.е. набор купюр прямо следует за числовой последовательностью вышеупомянутого предыдущего набора из четырех тысяч купюр.
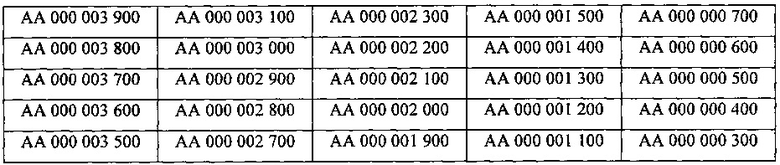
Поэтому производство одного миллиона купюр в соответствии с вышеупомянутой схемой нумерации требует двухсот пятидесяти партий по сто листов каждая, при этом последний лист из 250-й партии несет последний ряд серийных номеров в соответствии с таблицей (4) ниже.
В отличие от полностью годных листов S0, которые можно удобно пронумеровать в соответствии с приведенной выше неподборочной схемой нумерации, частично дефектные листы S' нельзя пронумеровать таким же образом по причине наличия дефектных оттисков, способных прервать последовательность нумерации. Одним из решений поэтому является нумерация частично дефектных листов S' путем пропуска дефектного оттиска (оттисков) и соответствующей коррекции последовательности нумерации.
Рассмотрим фигуру 5, которая представляет собой схематическую иллюстрацию частично дефектного листа S', содержащего дефектные оттиски, для различения обозначаемые ссылочной позицией РХ, в трех разных местоположениях, а именно: в третьей строке второго столбца и в шестой и седьмой строках пятого столбца (что схематически иллюстрируется на фигуре 5 соответствующим крестом). В этом примере все остальные оттиски, считающиеся годными оттисками Р0, снабжены уникальным серийным номером, обобщенно опознаваемым в этом другом примере ссылочной позицией SN2.
Местоположение дефектных оттисков РХ можно указать посредством соответствующего знака аннулирования, предусматриваемого на соответствующем значимом дефектном оттиске (оттисках) РХ или соответствующим образом идентифицирующего местоположение (местоположения) значимого дефектного оттиска (оттисков) РХ. Возможны различные решения, в том числе специальный знак X1 аннулирования, предусматриваемый на значимом дефектном оттиске (например, посредством специально предназначенной для этого системы маркировки), или, более преимущественно, знака Х2 аннулирования, предусматриваемого посредством значимого нумератора (в этом случае знак аннулирования предусматривается в том же местоположении, что и серийные номера SN2). Возможны и другие решения, такие как создание знаков Х3, Х4 аннулирования, предусматриваемых вне эффективной зоны 100 печати листа S'.
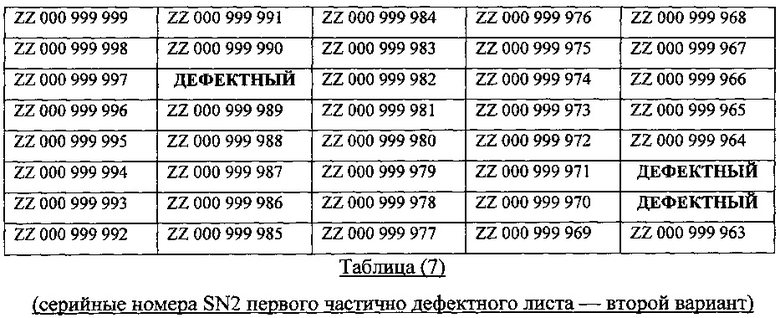
Нумерацию частично дефектного листа S' по фигуре 5 можно, например, осуществить так, как это указано в нижеследующей таблице (5), в предположении, что мы рассматриваем первый лист из ряда частично дефектных листов S'.

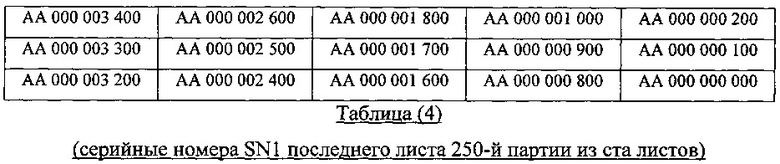
Предполагая, что следующий частично дефектный лист S', обнаруженный в результате контроля полных листов, содержит единственный дефектный оттиск РХ, расположенный в пятой строке третьего столбца листа, можно предположить нумерацию этого второго частично дефектного листа в соответствии с таблицей (6) ниже.
Таким образом, в соответствии с этим первым вариантом второй схемы нумерации, следует понимать, что жесткие последовательности нумерации формируют в каждом местоположении оттиска, причем дефектные оттиски РХ пропускают на полистовой основе.
В соответствии с другим вариантом вторая схема нумерации может предусматривать пропуск дефектных оттисков РХ в пределах каждого листа, как указывается в нижеследующей таблицей (7).
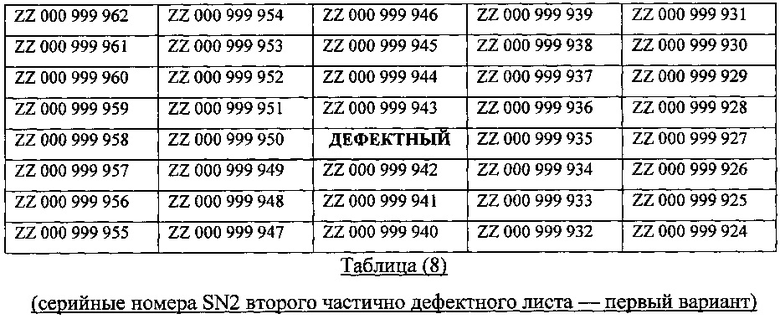
Снова с целью иллюстрации полагая, что следующий частично дефектный лист S', обнаруженный в результате контроля полных листов, содержит единственный дефектный оттиск РХ, расположенный в пятой строке третьего столбца листа, можно предположить нумерацию этого второго частично дефектного листа S' в соответствии с таблицей (8) ниже.
Еще одной возможностью является пропуск серийного номера (серийных номеров) дефектных оттисков РХ в целом, как схематически показано на фигуре 6. Это означает, что, вместо того чтобы корректировать последовательность нумерации в зависимости от наличия дефектных оттисков РХ, соответствующие серийные номера, обобщенно идентифицируемые ссылочной позицией SNx, просто отбрасывают, в то время как годные оттиски снабжают соответствующим серийным номером, обобщенно идентифицируемым на фигуре 6 ссылочной позицией SN2'. Серийные номера могут быть соответствующим образом предусмотрены в соответствии с нижеследующей таблицей (9).

Поэтому следует понимать, что в приведенном выше примере серийные номера «YY 000 998 999», «YY 000 996 299» и «YY 000 996 199», соответствующие дефектным оттискам РХ, представляют собой отбрасываемые серийные номера (SNx).
И снова, с целью иллюстрации полагая, что следующий частично дефектный лист S', обнаруженный в результате контроля полных листов, содержит единственный дефектный оттиск РХ, расположенный в пятой строке третьего столбца листа, можно предположить нумерацию этого второго частично дефектного листа S' в соответствии с таблицей (10) ниже.
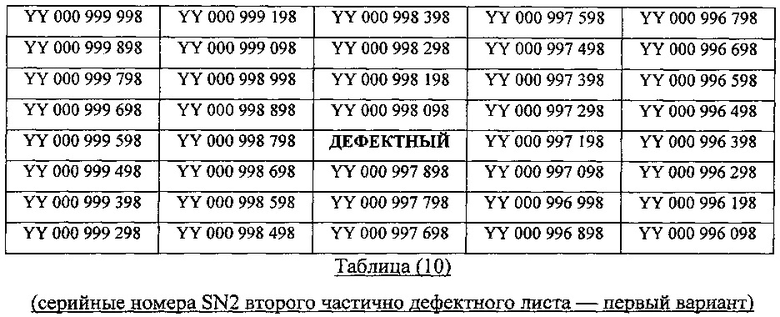
В этом случае, серийный номер «YY 000 997 998», соответствующий дефектному оттиску РХ, аналогично может представлять собой отбрасываемый серийный номер (SNx).
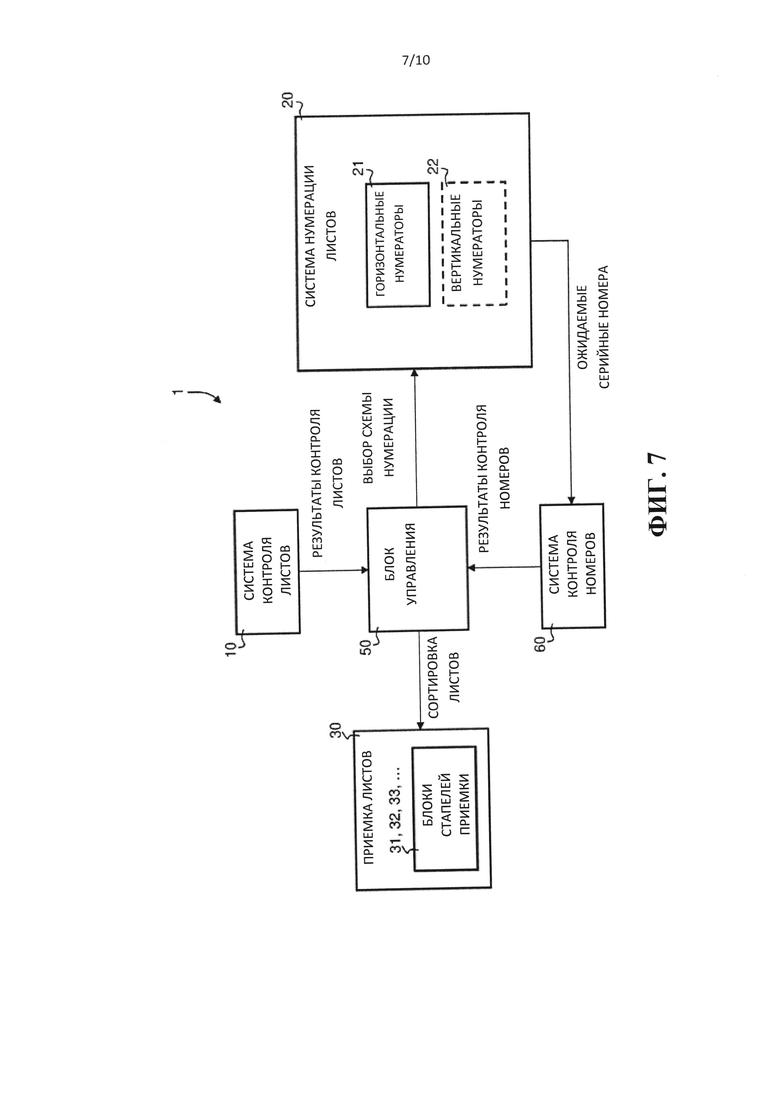
Фигура 7 представляет собой схематическую блок-схему, иллюстрирующую функциональные компоненты листообрабатывающего устройства, в целом обозначаемого ссылочной позицией 1, в соответствии с предпочтительным вариантом осуществления изобретения, посредством которого можно осуществлять приведенные выше варианты осуществления способа нумерации. Конкретный пример подходящего листообрабатывающего устройства показан на фигуре 10.
Как проиллюстрировано на фигуре 7, контроль отдельных листов S требует подходящей системы контроля листов, схематически идентифицируемой функциональным блоком, обозначенным ссылочной позицией 10. Эта система 10 контроля листов предоставляет обратную связь в отношении значимых результатов контроля листов блоку 50 управления, причем, в свою очередь, блок 50 управления управляет работой подходящей системы 20 нумерации листов. Как является обычным в данной области техники, система 20 нумерации листов включает по меньшей мере один набор (как правило, два набора) нумераторов в количестве, соответствующем количеству оттисков, подлежащих нумерации (т.е. сорок нумераторов в наборе). Банкноты, как правило, снабжают двумя одинаковыми серийными номерами, предусматриваемыми в разных положениях на поверхности банкноты, что требует двух наборов нумераторов. В некоторых случаях один из серийных номеров ориентирован горизонтально, тогда как другой серийный номер ориентирован вертикально, что требует одного набора так называемых горизонтальных нумераторов (идентифицируемых на фигуре 7 ссылочной позицией 21) и одного набора так называемых вертикальных нумераторов (идентифицируемых на фигуре 7 ссылочной позицией 22). Также возможны два набора горизонтальных или, в возможном случае, вертикальных нумераторов.
В контексте настоящего изобретения блок 50 управления рассчитан на избирательное переключение работы системы 20 нумерации между первой схемой нумерации (такой, как схема N1 нумерации, обсужденная со ссылкой на таблицы (1)-(4) и фигуру 4 настоящего описания) и по меньшей мере второй схемой нумерации (такой, как схема N2 или N2' нумерации, обсужденная со ссылкой на таблицы (5)-(10) и фигуры 5, 6 настоящего описания). Это переключение выполняется динамически, без прерывания процесса нумерации, в зависимости от результатов контроля листов, предоставляемых системой 10 контроля листов. Иными словами, в данном конкретном примере блок 50 управления осуществляет выбор соответствующей схемы нумерации в зависимости от того, является ли подвергнутый контролю лист полностью годным листом или частично дефектным листом.
Преимущественно, блок 50 управления также управляет приемкой 30 листов листообрабатывающего устройства 1 так, чтобы надлежащим образом сортировать листы в соответствующих блоках (31, 32, 33, …) стапелей приемки листов, что в общем проиллюстрировано на блок-схеме по фигуре 3.
В качестве дальнейшего усовершенствования, листообрабатывающее устройство 1 также может содержать систему 60 контроля номеров, предназначенную для контроля качества серийных номеров (SN1, SN2, SN2', …), предоставленных на оттисках. Система 60 контроля номеров может состоять из удобной системы OCR (оптического распознавания символов). Однако, с учетом того, что серийные номера, которыми снабжены оттиски, зависят от значимой схемы (N1, N2, N2', …) нумерации, осуществляемой системой 20 нумерации листов (и поэтому зависят от результатов контроля), намного более удобно обеспечить то, чтобы контроль качества серийных номеров осуществлялся в зависимости от работы системы 20 нумерации. То есть система 20 нумерации предпочтительно предоставляет системе 60 контроля номеров сведения о серийных номерах, которые, как ожидается, должны быть отпечатаны на оттисках, а система 60 контроля номеров проверяет, соответствуют ли фактически отпечатанные серийные номера ожидаемым номерам в дополнение к другим измерениям параметров качества, таким как смазывание краски или избыточное или недостаточное нанесение краски. Любое отклонение по качеству, идентифицируемое системой 60 контроля номеров, возвращается в блок 50 управления для соответствующей сортировки нумерованных листов.
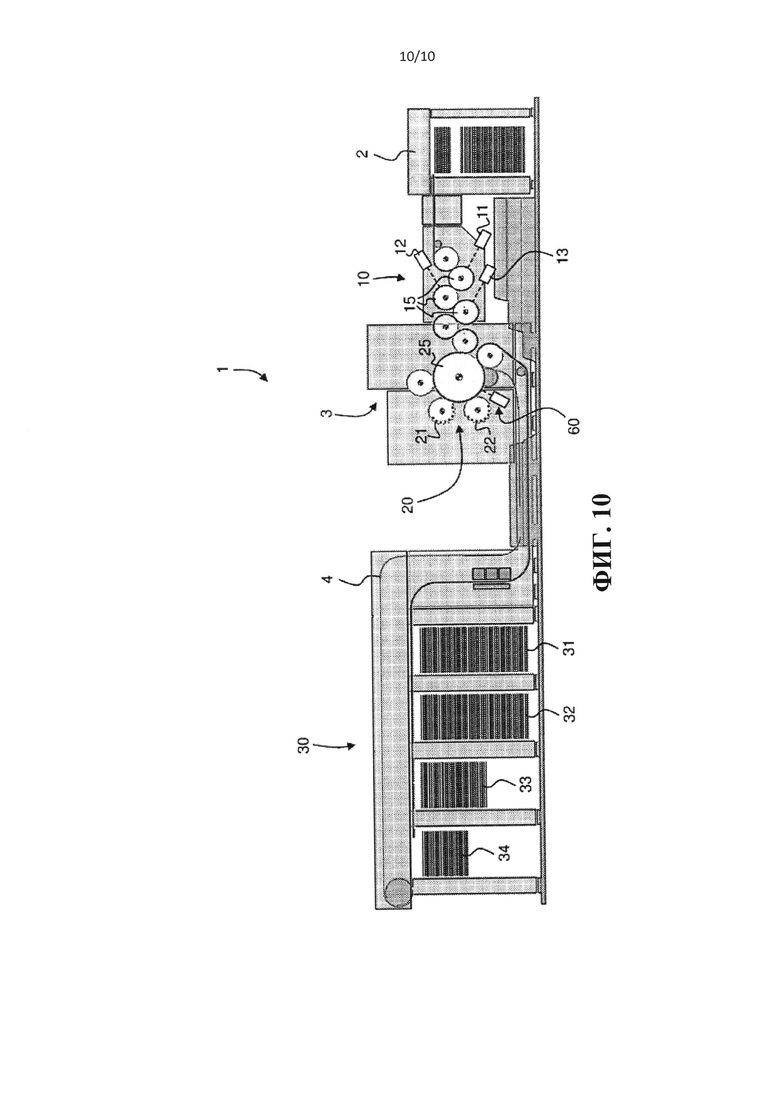
Фигура 10 схематически иллюстрирует один из примеров листообрабатывающего устройства, сочетающего функциональные возможности окончательного контроля и нумерации листов. Проиллюстрированное устройство сходно с листообрабатывающими устройствами, описанными в международных патентных публикациях № WO 01/85457 A1, WO 2005/008605 А1 и WO 2005/008606 А1, все из которых ссылкой полностью включены в настоящее описание, с тем отличием, что эти устройства предназначены для нумерации листов в соответствии только с одной предварительно определенной схемой нумерации.
В проиллюстрированном примере ссылочная позиция 2 обозначает приспособление для подачи листов, последовательно подающее отдельные листы S в систему 10 контроля. Эта система 10 контроля в данном примере содержит три камеры 11, 12, 13, одна из которых (например, 11) предназначена для преимущественного выполнения просвечивающего контроля листов, тогда как остальные две (например, 12, 13), соответственно, предназначены для выполнения отражательного контроля, соответственно, лицевых и оборотных сторон листов. Соответствующие транспортирующие барабаны или цилиндры 15 предусмотрены для соответствующей транспортировки листов мимо и перед указанными тремя камерами 11, 12, 13.
После прохождения контроля листы передаются посредством пары передаточных цилиндров или барабанов (не снабжены ссылками) на печатный цилиндр 25 группы 3 нумерации/печати листообрабатывающего устройства 1. Эта группа 3 нумерации/печати содержит вышеупомянутую систему 20 нумерации листов, которая здесь принимает форму двух блоков барабанов нумераторов, каждый из которых несет соответствующий набор нумераторов, соответственно, 21, 22, накатанных краской посредством соответствующих накатных групп красочного аппарата (не показаны на фигуре 10).
Система 60 контроля номеров в данном примере воплощена как система дополнительной камеры, смотрящей на отпечатанную сторону пронумерованных листов, в то время как эти листы по-прежнему поддерживаются печатным цилиндром 25.
Цепная конвейерная система 4, содержащая разнесенные штанги с захватами (не показаны), в конечном итоге принимает пронумерованные листы из печатного цилиндра 25 и транспортирует их в механизм 30 приемки листов, где листы подвергаются соответствующей сортировке в соответствующие блоки 31, 32, 33, 34 стапелей приемки листов. В этом примере предусмотрено четыре блока 31, 32, 33, 34 стапелей приемки листов. Первый блок 31 стапеля приемки листов можно соответствующим образом использовать в производстве для приемки полностью годных листов S0, пронумерованных в соответствии с вышеупомянутой первой схемой N1 нумерации. Второй блок 32 стапеля приемки листов можно соответствующим образом использовать в производстве для приемки частично дефектных листов S', пронумерованных в соответствии с вышеупомянутой второй схемой N2 или N2' нумерации. Третий блок 33 стапеля приемки листов, с другой стороны, можно использовать для приемки полностью дефектных листов SX, которые не нумеруются (а также для приемки каких-либо пробных листов). Очевидно, что это является чисто иллюстративным, и для приемки листов одного и того же типа может быть предназначено более одного блока стапеля приемки листов. Например, первый и второй блоки 31, 32 стапелей приемки листов можно альтернативным образом использовать в качестве блоков стапелей продукции для приемки полностью годных листов S0, пронумерованных в соответствии с первой схемой N1 нумерации, тогда как третий блок 33 стапеля приемки листов может быть предназначен для частично дефектных листов S', а четвертый блок 34 стапеля приемки листов используют в качестве блока стапеля брака для полностью дефектных листов SX.
Другой вариант осуществления изобретения будет описан ниже со ссылкой на фигуры 8 и 9. Этот другой вариант осуществления предусматривает возможность осуществления так называемого статистического (или выборочного) контроля производственных процессов (SPC) на пронумерованных листах. Способом, аналогичным предыдущим вариантам осуществления, нумерация отдельных листов S является избирательно переключаемой между первой схемой нумерации и по меньшей мере второй схемой нумерации, которая отличается от первой схемы нумерации, без прерывания процесса нумерации. В то время как первая схема нумерации может быть такой же, как вышеупомянутая схема N1 нумерации, вторая схема нумерации в этом примере состоит из специальной схемы нумерации, соответствующим образом идентифицирующей пронумерованные листы, которые будут подвергнуты статистическому контролю производственных процессов, т.е. листы, которые будут отбракованы в блок стапеля для особых случаев (или блок стапеля SPC) с тем, чтобы позволять оператору вынимать листы и передавать их в отдел контроля качества для более детального контроля.
По существу, как схематически проиллюстрировано блок-схемой по фигуре 8, этот способ предполагает возможность избирательного запуска отдельной специальной схемы нумерации на листах. Этапы 610 и 611 на фигуре 8 могут, соответственно, соответствовать этапам 603 и 604 по фигуре 3, тогда как этапы 620, 621 соответствуют нумерации листов в соответствии со специальной схемой нумерации SPC и последующей сортировке пронумерованных таким образом листов в блоке стапеля для особых случаев (таком, как, например, блок 34 стапеля приемки листов по фигуре 10).
Схема нумерации SPC может представлять собой любую подходящую схему нумерации, которая могла бы отличаться от схемы нумерации, используемой для фактической продукции. Как схематически изображено на фигуре 9, она может состоять из схемы нумерации, имеющей специальную приставку-идентификатор, такую как «SP» в иллюстрируемом примере.
Предпочтительно запускать специальную схему нумерации SPC исключительно на полностью годных листах, для различения идентифицируемых на фигуре 9 ссылочной позицией S*, и в этом случае контроль качества полных листов осуществляют на этапе 602. Иными словами, специальная схема нумерации SPC может быть прекрасно реализована как дополнительная функциональная возможность способа нумерации, изображенного на фигуре 3, т.е. путем запуска этой специальной схемы нумерации SPC (этапы 620, 621 по фигуре 8) на полностью годных листах S0 параллельно этапам 603 и 604 по фигуре 3.
Альтернативно, специальную схему нумерации SPC можно запускать на листах любого типа, даже на частично дефектных листах, но она является более чувствительной к выполнению такой схемы нумерации на полностью годных листах, так как она, как предусматривается, делает возможным более детальный контроль отделом контроля качества.
В контексте данного конкретного варианта осуществления контроль качества полных листов (т.е. этап 602 по фигуре 8) не является существенным, и нумерацию можно осуществлять на листах S независимо от их качества. Поэтому следует принять во внимание, что в данном конкретном контексте этап 602 на фигуре 8 является необязательным.
В контексте этого варианта осуществления преимущественным является запуск специальной схемы нумерации SPC на периодической основе (например, на каждом тысячном полностью годном листе) так, чтобы выполнять представительную выборку всей продукции через равные промежутки времени.
После того, как отделом контроля качества был осуществлен детальный контроль, лист (листы) S* статистического контроля производственных процессов может быть возвращен в производство или, если потребуется, уничтожен.
Очевидно, что для того чтобы сделать возможным избирательное переключение между различными схемами нумерации, следует использовать подходящие нумераторы. В этом отношении в высокой степени преимущественными являются полностью гибкие нумераторы, такие, как частично или полностью моторизированные нумераторы, раскрытые в международной патентной публикации № WO 2007/148288 А2 (ссылкой полностью включенной в настоящее описание), поступающие в продажу от заявителя под обозначением изделия NBX®.
В вышеописанные варианты осуществления могут быть внесены различные модификации и/или усовершенствования без отступления от объема изобретения, ограничиваемого приложенной формулой изобретения. Например, вместо вышеупомянутых полностью или частично моторизированных нумераторов альтернативно можно использовать полностью гибкие нумераторы, раскрытые, например, в опубликованном европейском патенте № ЕР 0718112 А1.


Предложен способ нумерации листов, включающий последовательную подачу отдельных листов (S), причем каждый из этих отдельных листов (S) содержит ряд оттисков (Р), упорядоченных в матрице из строк и столбцов, и снабжение уникальными серийными номерами множества оттисков из этого ряда оттисков (Р), содержащихся отдельными листами (S). Способ нумерации листов включает нумерацию по меньшей мере некоторых из этих отдельных листов (S), причем нумерация отдельных листов (S) является избирательно переключаемой между первой схемой (N1) нумерации и по меньшей мере второй схемой (N2; N2'; N*) нумерации, которая отличается от первой схемы (N1) нумерации, без прерывания процесса нумерации. Первая схема (N1) нумерации включает снабжение всех оттисков (Р) из первого подмножества (S0) отдельных листов (S) уникальным серийным номером (SN1) первой схемы (N1) нумерации. Вторая схема (N2; N2'; N*) нумерации включает снабжение всех или части оттисков (Р) из второго подмножества (S'; S*) отдельных листов (S) уникальным серийным номером (SN2; SN2'; SN*) второй схемы (N2; N2'; N*) нумерации. Первое подмножество (S0) отдельных листов (S) и второе подмножество (S'; S*) отдельных листов сортируют после нумерации в зависимости от схемы (N1; N2; N2'; N*) нумерации. Также описано листообрабатывающее устройство для осуществления вышеупомянутого способа нумерации листов. 2 н. и 20 з.п. ф-лы, 10 табл., 10 ил.
1. Способ нумерации листов, включающий последовательную подачу отдельных листов (S), причем каждый из этих отдельных листов (S) содержит ряд оттисков (Р), упорядоченных в матрице из строк и столбцов, и снабжение уникальными серийными номерами множества оттисков из этого ряда оттисков (Р), содержащихся отдельными листами (S), причем способ нумерации листов включает нумерацию по меньшей мере некоторых из этих отдельных листов (S),
где нумерация отдельных листов (S) является избирательно переключаемой между первой схемой (N1) нумерации и по меньшей мере второй схемой (N2; N2'; N*) нумерации, которая отличается от первой схемы (N1) нумерации, без прерывания процесса нумерации,
где первая схема (N1) нумерации включает снабжение всех оттисков (Р) из первого подмножества (S0) отдельных листов (S) уникальным серийным номером (SN1) первой схемы (N1) нумерации,
где вторая схема (N2; N2'; N*) нумерации включает снабжение всех или части оттисков (Р) из второго подмножества (S'; S*) отдельных листов (S) уникальным серийным номером (SN2; SN2'; SN*) второй схемы (N2; N2'; N*) нумерации,
и где первое подмножество (S0) отдельных листов (S) и второе подмножество (S'; S*) отдельных листов сортируют после нумерации в зависимости от схемы (N1; N2; N2'; N*) нумерации.
2. Способ нумерации листов по п. 1, дополнительно включающий контроль качества отдельных листов (S) перед нумерацией и нумерацию по меньшей мере некоторых из тех отдельных листов (S), которые были подвергнуты контролю,
где контроль качества отдельных листов (S) включает проведение различий по меньшей мере между полностью годными листами (S0), где все оттиски (Р) являются годными оттисками (Р0), удовлетворяющими требованиям к качеству, и частично дефектными листами (S'), где лишь часть оттисков (Р) представляет собой годные оттиски (Р0), удовлетворяющие требованиям к качеству, а остальная часть оттисков (Р) представляет собой дефектные оттиски (PX), не удовлетворяющие требованиям к качеству,
где первое подмножество (S0) отдельных листов (S) состоит из полностью годных листов (S0), а второе подмножество (S') отдельных листов (S) состоит из частично дефектных листов (S'),
и где вторая схема (N2; N2') нумерации включает снабжение уникальным серийным номером (SN2; SN2') второй схемы (N2; N2') нумерации только годных оттисков (Р0) частично дефектных листов (S').
3. Способ нумерации листов по п. 2, дополнительно включающий этапы сортировки полностью годных листов (S0), которые были пронумерованы в соответствии с первой схемой (N1) нумерации, по меньшей мере в первый блок стапеля приемки листов и сортировки частично дефектных листов (S'), которые были пронумерованы в соответствии со второй схемой (N2; N2') нумерации, по меньшей мере во второй блок стапеля приемки листов.
4. Способ нумерации листов по п. 3, дополнительно включающий этап сортировки непронумерованных листов, в том числе пробных листов и/или полностью дефектных листов (SX), в которых все оттиски (Р) являются дефектными оттисками (PX), по меньшей мере в третий блок стапеля приемки листов.
5. Способ нумерации листов по любому из пп. 2-4, где каждый из дефектных оттисков (PX) частично дефектных листов (S') снабжают или идентифицируют знаком (X1; Х2; Х3; Х4) аннулирования.
6. Способ нумерации листов по п. 5, где нумерацию оттисков (Р) осуществляют посредством по меньшей мере одного соответствующего набора нумераторов (21, 22), причем нумераторы (21, 22) предназначены для снабжения дефектных оттисков (PX) знаком (Х2) аннулирования.
7. Способ нумерации листов по п. 6, где нумераторы (21, 22) являются частично или полностью моторизированными нумераторами.
8. Способ нумерации листов по п. 1, где второе подмножество (S*) отдельных листов (S) нумеруют с целью статистического контроля производственных процессов (SPC),
и где вторая схема (N*) нумерации включает снабжение всех оттисков (Р) из второго подмножества (S*) отдельных листов (S) уникальным серийным номером (SN*) второй схемы (N*) нумерации.
9. Способ нумерации листов по п. 8, где второе подмножество (S*) отдельных листов (S) нумеруют автоматически на периодической основе, и где листы (S*), которые были пронумерованы с целью статистического контроля производственных процессов (S*), автоматически сортируют по меньшей мере в один блок стапеля статистического контроля производственных процессов (SPC).
10. Способ нумерации листов по любому из пп. 1-4, где нумерацию первого подмножества (S0) отдельных листов (S) и второго подмножества (S'; S*) отдельных листов (S) осуществляют посредством по меньшей мере одного и того же набора нумераторов (21, 22) и где нумераторы (21, 22) динамически приводят в действие для выполнения нумерации соответствующих оттисков в соответствии с первой схемой (N1) нумерации или в соответствии по меньшей мере со второй схемой (N2; N2'; N*) нумерации.
11. Способ нумерации листов по п. 10, где нумераторы (21, 22) являются частично или полностью моторизированными нумераторами.
12. Способ нумерации листов по любому из пп. 1-4, дополнительно включающий этап контроля качества серийных номеров (SN1, SN2, SN2', SN*), представленных на оттисках.
13. Способ нумерации листов по п. 12, где контроль качества серийных номеров (SN1, SN2, SN2', SN*) осуществляют на основе фактического знания серийных номеров (SN1, SN2, SN2', SN*), которыми, как ожидается, снабжены оттиски.
14. Способ нумерации листов по любому из пп. 1-4, где первая схема (N1) нумерации представляет собой схему нумерации, допускающую неподборочную отделку последовательно пронумерованных документов.
15. Способ нумерации листов по любому из пп. 2-4, где вторая схема (N2) нумерации представляет собой схему нумерации, посредством которой серийный номер не присваивают дефектным оттискам (PX), и каждый дефектный оттиск (PX) пропускают в последовательности нумерации.
16. Листообрабатывающее устройство, подходящее для осуществления способа нумерации листов по п. 1, содержащее:
- систему (2, 4, 15) подачи и транспортировки листов, предназначенную для последовательной подачи и транспортировки отдельных листов (S), причем каждый отдельный лист (S) содержит ряд оттисков (Р), упорядоченных в матрице из строк и столбцов;
- систему (20) нумерации для нумерации по меньшей мере отдельных листов (S), причем система (20) нумерации предназначена для нумерации первого подмножества (S0) отдельных листов (S) в соответствии с первой схемой (N1) нумерации и по меньшей мере второго подмножества (S'; S*) отдельных листов (S) в соответствии по меньшей мере со второй схемой (N2; N2'; N*) нумерации, которая отличается от первой схемы (N1) нумерации;
- блок (50) управления, предназначенный для управления работой системы (20) нумерации и для избирательного переключения работы системы (20) нумерации между первой схемой (N1) нумерации и по меньшей мере второй схемой (N2; N2'; N*) нумерации без прерывания процесса нумерации; и
- механизм (30) приемки листов, где первое подмножество (S0) отдельных листов (S) и второе подмножество (S'; S*) отдельных листов (S) сортируют после нумерации в зависимости от схемы (N1; N2; N2'; N*) нумерации,
где первая схема (N1) нумерации включает снабжение посредством системы (20) нумерации каждого из всех оттисков (Р) из первого подмножества (S0) отдельных листов (S) уникальным серийным номером (SN1),
и где вторая схема (N2; N2'; N*) нумерации включает снабжение посредством системы (20) нумерации каждого из всех или части оттисков (Р) из второго подмножества (S'; S*) отдельных листов (S) уникальным серийным номером (SN2; SN2'; SN*).
17. Листообрабатывающее устройство по п. 16, дополнительно содержащее систему (10) контроля, расположенную перед системой (20) нумерации и предназначенную для контроля качества отдельных листов (S) и для проведения различий по меньшей мере между полностью годными листами (S0), в которых все оттиски (Р) являются годными оттисками (Р0), удовлетворяющими требованиям к качеству, и частично дефектными листами (S'), где лишь часть оттисков (Р) представляет собой годные оттиски (Р0), удовлетворяющие требованиям к качеству, а остальная часть оттисков (Р) представляет собой дефектные оттиски (PX), не удовлетворяющие требованиям к качеству,
где первое подмножество (S0) отдельных листов (S) состоит из полностью годных листов (S0), а второе подмножество (S') отдельных листов (S) состоит из частично дефектных листов (S'),
и где вторая схема (N2; N2') нумерации включает снабжение посредством системы (20) нумерации уникальным серийным номером (SN2; SN2') лишь каждого из годных оттисков (Р0) частично дефектных листов (S').
18. Листообрабатывающее устройство по п. 16, где второе подмножество (S*) отдельных листов (S) нумеруют с целью статистического контроля производственных процессов (SPC),
и где вторая схема (N*) нумерации включает снабжение посредством системы (20) нумерации каждого из оттисков (Р) второго подмножества (S*) отдельных листов (S) уникальным серийным номером (SN*).
19. Листообрабатывающее устройство по любому из пп. 16-18, где система (20) нумерации включает частично или полностью моторизированные нумераторы (21, 22).
20. Листообрабатывающее устройство по любому из пп. 16-18, дополнительно содержащее систему (60) контроля номеров, предназначенную для контроля качества серийных номеров (SN1, SN2, SN2', SN*), представленных на оттисках.
21. Листообрабатывающее устройство по п. 20, где система (60) контроля номеров предназначена для контроля качества серийных номеров (SN1, SN2, SN2', SN*), представленных на оттисках, в зависимости от работы системы (20) нумерации.
22. Листообрабатывающее устройство по любому из пп. 16-18, где механизм (30) приемки листов содержит по меньшей мере первый блок стапеля приемки листов, куда доставляется первое подмножество (S0) отдельных листов (S), которые были пронумерованы в соответствии с первой схемой (N1) нумерации, и по меньшей мере второй блок стапеля приемки листов, куда доставляется второе подмножество (S'; S*) отдельных листов (S), которые были пронумерованы в соответствии со второй схемой (N2; N2'; N*) нумерации.
| Распылитель жидкости | 1991 |
|
SU1808391A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛОВ КРЕМНИЯ ПРИ НАРУШЕНИИ МОНОКРИСТАЛЛИЧЕСКОГО РОСТА | 2000 |
|
RU2189407C2 |

