Изобретение относится к способу и устройству проверки инспекционной системы для обнаружения поверхностных дефектов продукта, преимущественно плоского стального продукта. Кроме того, изобретение относится к проверяемой таким способом инспекционной системе, содержащей, по меньшей мере, одну камеру, преимущественно цифровую камеру, для получения, по меньшей мере, одного снимка, по меньшей мере, одной поверхности, по меньшей мере, одного продукта и оцифровыватель для оцифровывания снимка.
При производстве продуктов, к качеству поверхности которых предъявляются особые требования, при необходимости, осуществляется обеспечение качества таким образом, что с помощью инспекционной системы проверяется качество поверхности продукта. Если при таком контроле обнаруживаются недопустимые пороки, то продукт может быть отбракован. В случае соответствующих продуктов речь идет, например, о металлических продуктах, таких как стальные или легкометаллические плоские продукты. Под плоскими продуктами следует понимать обычно любые катаные продукты в виде полосы, листа или сутунки в горяче- или холоднокатаном состоянии. В частности, рассматриваются покрытые или непокрытые стальные полосы.
Стальные полосы производятся большими длинами и с высокими скоростями, причем готовая стальная полоса наматывается в рулон. Если качество поверхности стальных полос должно определяться онлайн и без разрушения, то контроль качества поверхности должен проходить очень быстро и надежно.
Для обеспечения автоматического и неразрушающего контроля качества известны способы и инспекционные системы, в которых с помощью, по меньшей мере, одной камеры делаются снимки поверхности продукта и передаются в оцифрованном виде на устройство обработки изображений, посредством которого проверяют снимки на наличие поверхностных дефектов и классифицируют их по типу. С помощью числа и типа поверхностных дефектов на определенном участке поверхности продукта может быть автоматически принято решение, отвечает ли этот участок критериям качества или, при необходимости, соответствующий участок продукта или весь продукт должен быть отвергнут.
Для получения удовлетворительных результатов при автоматическом обеспечении качества к инспекционной системе на вступительной фазе тренинга подаются различные снимки дефектных поверхностей продукта. Во время этой фазы тренинга инспекционная система калибруется в отношении обнаружения и классификации пороков. После тренинга и завершения калибровки инспекционная система может использоваться для обеспечения качества. Однако при работе следует в равные промежутки времени проверять, продолжает ли удовлетворительно работать инспекционная система и не требуется ли ее адаптация или новая калибровка. Таким образом, следует предотвратить, чтобы существенные поверхностные дефекты не остались необнаруженными или несущественные поверхностные дефекты случайно не были классифицированы как существенные.
Для проверки работоспособности инспекционной системы известны различные способы. В некоторых способах инспектируемая поверхность в равные промежутки времени целенаправленно снабжается поверхностными дефектами, причем контролируется, обнаруживаются ли эти поверхностные дефекты инспекционной системой как пороки. Во избежание необходимости повреждения инспектируемой поверхности для проверки инспекционной системы в других способах в равные промежутки времени изображения поверхностных дефектов наклеиваются на инспектируемую поверхность. Затем исследуется, обнаруживаются ли поверхностные дефекты. Правда при этом инспектируемая поверхность не повреждается, поскольку наклеенные изображения могут быть снова отделены от нее. Однако, как правило, процесс изготовления продукта приходится прерывать, чтобы наклеить на инспектируемую поверхность изображение поверхностного дефекта. Это имеет место, в частности, при изготовлении очень быстро движущихся металлических полос, поскольку они имеют слишком высокую скорость перемещения, чтобы можно было наклеить изображения поверхностных дефектов на поверхность движущейся металлической полосы. Чтобы процесс изготовления не пришлось прерывать, один известный способ проверки инспекционной системы основан на том, что к устройству обработки изображений инспекционной системы вместо снятого, по меньшей мере, одной камерой оцифрованного изображения подается оцифрованное изображение предварительно снятой тестовой поверхности и оценивается устройством обработки изображений. С помощью результата оценки можно проверить, удовлетворительно ли происходят обнаружение и классификация пороков.
Однако названный последним способ имеет тот недостаток, что устройство обработки изображений во время исследования им эталонного изображения эталонной поверхности не может исследовать реальную поверхность продукта на наличие пороков. Следовательно, поверхностные дефекты могут остаться необнаруженными. Кроме того, на практике оказалось, что осуществляемая с помощью эталонных изображений калибровка не всегда приводит к удовлетворительной точности инспекционной системы.
В основе изобретения лежит задача выполнения и усовершенствования способа проверки инспекционной системы для обнаружения поверхностных дефектов продукта и проверяемой инспекционной системы соответственно названного выше и более подробно описанного рода таким образом, чтобы можно было достичь обеспечения качества в очень высокой степени без существенного нарушения процесса производства продукта с инспектируемой поверхностью.
Эта задача решается в части способа согласно пункту 7 формулы изобретения, при котором с помощью, по меньшей мере, одной камеры, преимущественно цифровой камеры, делают, по меньшей мере, один снимок поверхности, по меньшей мере, одного продукта, по меньшей мере, один снимок в оцифрованном виде передают на устройство обработки изображений, по меньшей мере, одно оцифрованное изображение поверхностного дефекта интегрируют в оцифрованный снимок посредством устройства обработки изображений с помощью оцифрованного снимка, включая оцифрованное изображение поверхностного дефекта, осуществляют обнаружение порока и определяют, обнаруживает ли устройство обработки изображений оцифрованное изображение поверхностного дефекта как порок инспектируемой поверхности.
Поставленная выше задача решается в части инспекционной системы в соответствии с ограничительной частью пункта 13 формулы изобретения за счет того, что предусмотрен интегратор для интеграции оцифрованного изображения поверхностного дефекта в оцифрованный снимок, предусмотрено устройство обработки изображений для обнаружения порока с помощью оцифрованного снимка, включая оцифрованное изображение поверхностного дефекта, и предусмотрен блок определения того, обнаруживается ли посредством устройства обработки изображений оцифрованное изображение поверхностного дефекта как порок инспектируемой поверхности.
Следовательно, изобретение основано на том, что сначала посредством камеры делается снимок инспектируемой поверхности, который затем в оцифрованном виде передается на устройство обработки изображений, причем оцифрованное изображение поверхностного дефекта в смысле тестового дефекта или эталонного дефекта интегрируется, т.е., так сказать, вставляется в снимок. Посредством устройства обработки изображений обрабатывается соответствующее изображение так, как будто это - оцифрованное изображение исследуемой поверхности, т.е. как будто поверхность имеет соответствующий поверхностный дефект также физически или реально. Таким образом, можно проверить, обнаруживает ли устройство обработки изображений поверхностный дефект также как таковой. При этом поверхностный дефект выбирается преимущественно так, что он должен обнаруживаться устройством обработки изображений как поверхностный дефект. Однако может быть выбран также поверхностный дефект, который не должен быть обнаружен, чтобы проверить, действительно ли поверхностный дефект остается необнаруженным.
Этот способ не требует прерывания процесса изготовления продукта, а именно также при изготовлении очень быстро движущихся мимо камеры стальных полос. Кроме того, обеспечение качества может осуществляться почти без влияния со стороны проверки инспекционной системы. Поскольку в фактические снимки инспектируемых поверхностей приходится интегрировать лишь очень ограниченно оцифрованные изображения относительно мелких поверхностных дефектов, оставшиеся части изображений фактически инспектируемых поверхностей исследуются устройством обработки изображений на наличие пороков независимо от контроля инспекционной системы. К тому же принятие во внимание фактических поверхностей при проверке инспекционной системы, причем изображения поверхностных дефектов вставляются в фактически сделанные снимки инспектируемых поверхностей вместо замены фактических изображений эталонными изображениями тестовых поверхностей, приводит к тому, что последующая калибровка может осуществляться намного более надежно и адаптировано к фактическим поверхностям.
На основе названных преимуществ изобретения экономически возможна проверка инспекционной системы в очень короткие промежутки времени, при необходимости, квазинепрерывно, чтобы сразу же можно было обнаружить, когда требуется адаптация. Кроме того, проверка в очень короткие промежутки времени позволяет получить достаточную базу данных для весьма информативной статистической оценки.
В качестве альтернативы или дополнительно возможно использование оцифрованных изображений различных поверхностных дефектов одновременно и/или последовательно для проверки инспекционной системы. Так, можно получить более дифференцированную информацию о степени обеспечения качества, которая зависит, например, от вида и/или интенсивности поверхностных дефектов. При этом интенсивность может определяться, например, высотой или глубиной дефекта, а также его величиной и/или протяженностью.
В качестве, по меньшей мере, одной камеры рассматривается, в принципе, любой тип камеры. Однако предпочтительнее цифровая камера, поскольку она создает непосредственно оцифрованные изображения, исключая отдельный этап преобразования снимка в оцифрованное изображение. Тогда оцифровыватель уже встроен в камеру. К тому же могут быть также предусмотрены несколько камер для создания изображения инспектируемой поверхности удовлетворительного качества. При этом изображение одной или нескольких камер может быть снабжено, по меньшей мере, одним оцифрованным изображением поверхностного дефекта и исследовано параллельно или последовательно. Однако может быть также предусмотрено, что сначала из нескольких снимков, например путем их наложения, создается одно оцифрованное изображение, в которое затем интегрируется оцифрованное изображение поверхностного дефекта.
В принципе, оцифрованное изображение поверхностного дефекта может быть интегрировано с помощью интегратора в оцифрованный снимок инспектируемой поверхности за счет того, что на оцифрованное изображение поверхностного дефекта в одном месте накладывается оцифрованный снимок реальной поверхности. Однако предпочтительнее будет, если цифровое изображение поверхностного дефекта в зоне изображения заменит оцифрованный снимок фактической поверхности. Другими словами, пиксели изображения поверхностного дефекта в соответствующем месте могут заменить в изображении реальной поверхности пиксели изображения инспектируемой поверхности.
В зависимости от габаритов продукта или в случае параллельного обеспечения качества нескольких продуктов в инспекционной системе и в соответствующем способе проверки могут быть предусмотрены также несколько камер, посредством которых делаются снимки различных поверхностей, различных продуктов и/или различных участков одной поверхности. Эти снимки могут исследоваться, при необходимости, параллельно одним или несколькими устройствами обработки изображений на наличие поверхностных дефектов.
В отношении, по меньшей мере, одной камеры, разумеется, предпочтительно, если она делает как снимок, который интегрируется в оцифрованное изображение реального и/или искусственного поверхностного дефекта, так и снимки, которые в противном случае (без манипулирования) подаются к устройству обработки изображений для поиска пороков при текущем обеспечении качества. Следовательно, преимущественно не предусмотрено никакой отдельной камеры для создания снимков, манипулируемых с помощью оцифрованных изображений поверхностных дефектов, и она не требуется для проверки инспекционной системы.
В случае цифрового изображения, по меньшей мере, одного поверхностного дефекта речь необязательно должна идти об изображении реального поверхностного дефекта. Речь может идти также об искусственно созданном, т.е., например, запрограммированном, поверхностном дефекте. Этот поверхностный дефект также необязательно должен соответствовать реально возможному поверхностному дефекту. Поверхностный дефект может быть создан, при необходимости, без учета реальных поверхностных дефектов. Тем не менее, для понимания изобретения в таком случае речь идет ниже о поверхностном дефекте, поскольку он в любом случае будет отличаться от оптимальной поверхности продукта. К тому же интеграция оцифрованного изображения поверхностного дефекта в оцифрованный, сделанный камерой снимок приводит к искусственному снимку, отличающемуся от реального изображения.
В остальном ни способ, ни инспекционная система не ограничен/ограничена тем, что оцифрованное изображение поверхностного дефекта представляет собой только поверхностный дефект. Также возможно, что соответствующее оцифрованное изображение представляет собой изображение одного недефектного участка поверхности. Таким образом, в переданном на устройство обработки изображений снимке можно достичь воспроизводимый переход между безупречной поверхностью и дефектом. Однако от этого перехода можно и отказаться в пользу перехода от реальной поверхности к дефекту оцифрованного изображения поверхностного дефекта.
Кроме того, оцифрованное изображение поверхностного дефекта интегрируется преимущественно только на относительно небольшом участке сделанного камерой снимка в этот снимок, чтобы за счет этого оказывать минимально возможное влияние на непрерывное обеспечение качества.
В принципе, далее предпочтительно, если описанный способ проверки инспекционной системы осуществляется автоматически, а ручное вмешательство происходит лишь тогда, когда требуется ручная калибровка, неавтоматическая адаптация и т.п.
Ниже предпочтительные варианты способа и устройства для его осуществления описаны сообща без различения в каждом случае между устройством и способом. Однако специалист с помощью контекста обнаружит предпочтительные признаки устройства и способа.
В первом предпочтительном варианте способа и устройства предусмотрено, что обнаруженные устройством обработки изображений пороки классифицируются посредством классифицирующего устройства. Эта классификация может осуществляться с помощью заданных параметров, касающихся поверхностных дефектов. При этом обнаруженные поверхностные дефекты могут быть классифицированы, например, по их виду и, тем самым, разделены на царапины, вмятины, возвышенности, поверхностные трещины, окисления, загрязнения и/или посторонние тела. В качестве альтернативы или дополнительно обнаруженные поверхностные дефекты могут быть классифицированы также по их интенсивности, которая может определяться высотой, глубиной, величиной и/или протяженностью. Следовательно, можно, например, различить, идет ли речь о поверхностном дефекте легком, средней тяжести или существенном, например, в смысле царапины легкой, средней тяжести или глубокой. В случае проведения классификации поверхностных дефектов предпочтительно, если определяется, классифицирует ли классифицирующее устройство обнаруженный на основе оцифрованного изображения поверхностного дефекта порок, как задано. Таким образом, можно улучшить калибровку или лучше оценить степень обеспечения качества. Проверка классификации может проводиться дополнительно или в качестве альтернативы определению того, обнаруживается ли интегрированный в снимок инспектируемой поверхности поверхностный дефект или нет. Если осуществляется проверка того, правильно ли проведена классификация, то это позволяет сделать вывод о том, был ли вообще обнаружен поверхностный дефект или нет.
Чтобы можно было оценить, был ли обнаружен, по меньшей мере, один, происходящий, по меньшей мере, от одного оцифрованного изображения поверхностного дефекта порок, и/или был ли порок классифицирован, как задано, напрашивается его отображение, сигнализация и/или запись в память. Отображение может осуществляться непосредственно или по запросу, а сигнализация - оптически и/или акустически. Запись соответствующей информации в память имеет то преимущество, что может осуществляться компьютерная и/или смещенная по времени оценка.
За счет подходящего выбора оцифрованного изображения поверхностного дефекта или оцифрованного изображения различных поверхностных дефектов на основе того факта, обнаруживаются и/или правильно ли классифицируются поверхностные дефекты возможно определение того, превышены ли заданные критерии допусков инспекционной системой. На незначительные отклонения от заданных критериев для обнаружения пороков, как правило, могут назначаться допуски. Иначе дело обстоит тогда, когда отклонения слишком велики, и, тем самым, критерий допуска превышен. Превышение критерия допуска можно, при необходимости, отображать, сигнализировать и/или записывать в память. Таким образом, оператор получает квитирование превышения диапазона допуска и может соответственно вмешаться.
В качестве альтернативы или дополнительно можно, при необходимости, с помощью обнаруженных и/или необнаруженных пороков, восходящих, по меньшей мере, к одному оцифрованному изображению, по меньшей мере, одного поверхностного дефекта, определить, по меньшей мере, один показатель эффективности, который характеризует качество инспекционной системы при обнаружении поверхностных дефектов. Таким образом, можно лучше квантифицировать качество инспекционной системы. В качестве альтернативы или дополнительно, по меньшей мере, один показатель эффективности можно определить с помощью классификации порока, восходящего, по меньшей мере, к одному оцифрованному изображению, по меньшей мере, одного поверхностного дефекта, как задано, или отлично от заданных критериев. Алгоритм, по которому определяется показатель эффективности, в значительной степени свободно выбирается или адаптируется к назначению.
При необходимости, в способе и устройстве может быть предусмотрено, что устройство обработки изображений и/или классифицирующее устройство калибруется, если оцифрованное изображение поверхностного дефекта или несколько оцифрованных изображений, по меньшей мере, одного поверхностного дефекта не обнаруживается/обнаруживаются как порок и/или не
классифицируется/классифицируются, как задано. Таким образом, гарантировано, что инспекционная система всегда позволяет обеспечить качество в достаточной степени. При этом калибровка может осуществляться вручную. Насколько это возможно, предпочтительно, однако, осуществлять калибровку автоматически, а именно с помощью данных, которые были предварительно получены за счет проверки инспекционной системы. В качестве альтернативы или дополнительно к калибровке инспекционной системы полученные за счет ее проверки данные могут использоваться в целях аудита через контроль обеспечения качества.
Чтобы обеспечение качества инспектируемого продукта оставалось максимально без влияния со стороны проверки инспекционной системы, пороки, обнаруженные устройством обработки изображений на основе реальных дефектов инспектируемой поверхности, могут быть записаны в память как таковые, а пороки, обнаруженные устройством обработки изображений на основе, по меньшей мере, одного оцифрованного изображения поверхностного дефекта не записываются в память или записываются, например, в другом месте с отличием от пороков, восходящих к реальным поверхностным дефектам. За счет разного обращения с обнаруженными пороками, смотря по тому, восходят ли они к фактическому снимку поверхности или к вставленному оцифрованному изображению поверхностного дефекта, можно различать оба типа пороков. Это можно целесообразно использовать для того, чтобы при дальнейшей обработке продукта вырезать и отбраковать места с реальными пороками, а пороки, обнаруженные на основе оцифрованного изображения поверхностного дефекта, т.е. реально не существующие пороки, не приводят к тому, что часть продукта вырезается и/или отбраковывается. Если часть продукта нельзя вырезать, как в случае, например, стальной полосы, то в случае реального порока можно отбраковать весь продукт, например в виде сутунки.
Особенно целесообразно, если пороки, обнаруженные устройством обработки изображений на основе оцифрованного изображения поверхностного дефекта, записываются в память так, что их можно автоматически отличить от пороков, восходящих к реальным поверхностным дефектам. Тогда можно автоматически различать тип порока. Соответствующие данные могут быть привлечены, следовательно, как для калибровки, так и для принятия решения о дальнейшем использовании продукта.
В качестве альтернативы или дополнительно пороки, обнаруженные на основе реальных поверхностных дефектов, могут быть записаны в память вместе, по меньшей мере, с одной соответствующей классифицирующей информацией. Это позволяет легче принять решение о том, оправдывает ли обнаруженный порок отбраковку продукта или его части.
Если обнаруженные на основе реальных поверхностных дефектов пороки записываются в память в связи с локальной информацией, характеризующей место реального поверхностного дефекта на инспектируемой поверхности, то охватывающий место поверхностного дефекта участок может быть удален или отбракован просто и надежно, при необходимости, автоматически. В случае стальной полосы это может осуществляться также только тогда, когда она для дальнейшего использования снова разматывается с рулона. При этом особенно предпочтительно, если эта информация записывается в память вместе, по меньшей мере, с одной классифицирующей информацией. Тогда можно легко определить, требует ли поверхностный дефект вмешательства в соответствующем месте, или можно назначить допуск на него.
Чтобы проверить, обнаруживается ли определенный поверхностный дефект инспекционной системой или какие поверхностные дефекты обнаруживаются инспекционной системой как пороки, можно в качестве оцифрованного изображения поверхностного дефекта использовать, например, искусственно созданное изображение. Оно может представлять собой, например, определенный градиент контраста. Следовательно, искусственно созданное изображение поверхностного дефекта необязательно должно выглядеть аналогично поверхностному дефекту, который мог бы возникнуть реально. Таким образом, можно, при необходимости, точнее определить качество обнаружения пороков инспекционной системой и/или для проверки инспекционной системы, по меньшей мере, один особенно целесообразный поверхностный дефект «сшить по заказу».
В качестве альтернативы или дополнительно в качестве оцифрованного изображения поверхностного дефекта можно использовать оцифрованное изображение реального поверхностного дефекта, преимущественно в виде царапины, вмятины, возвышенности, поверхностной трещины, окисления, строчечного шлакового включения, загрязнения и/или постороннего тела. Таким образом, можно, при необходимости, точнее определить качество классификации пороков инспекционной системой.
Изобретение боле подробно поясняется ниже только на одном примере его осуществления со ссылкой на чертежи, на которых изображают:
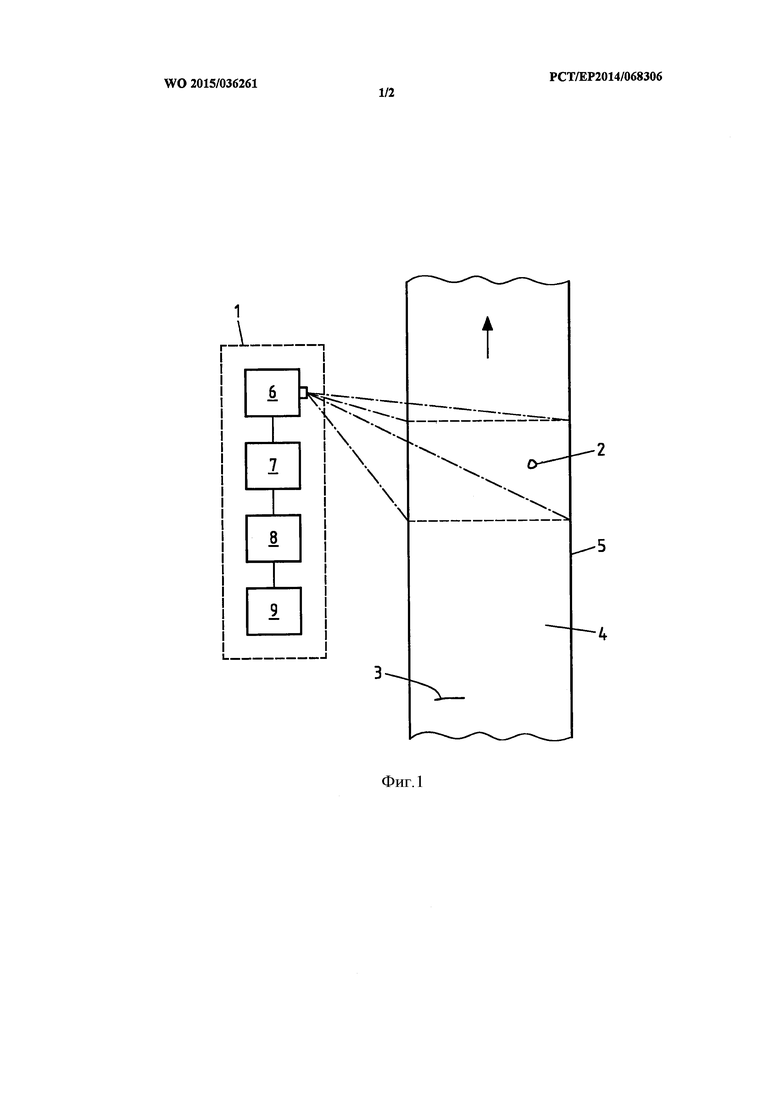
- фиг. 1: схематично предложенную инспекционную систему для обнаружения поверхностных дефектов;
- фиг. 2: схематично этапы предложенного способа;
- фиг. 3: схематично другие этапы предложенного способа из фиг. 2.
На фиг. 1 изображена инспекционная система 1, которая должна обнаруживать дефекты 2, 3 на поверхности 4 продукта 5 в виде плоского стального продукта. Для этого инспекционная система 1 включает в себя камеру 6, мимо которой инспектируемая поверхность 4 продукта 5 направляется в обозначенном стрелкой производственном направлении. В изображенной и предпочтительной инспекционной системе 1 камера 6 регистрирует поверхность 4 продукта 5 по всей его ширине. Камера 6 представляет собой цифровую камеру, которая делает непосредственно оцифрованный снимок поверхности 4.
Сделанный камерой 6 оцифрованный снимок передается на устройство 7 обработки изображений, которое контролирует снимок на возможные поверхностные дефекты 2, 3, которые обнаруживаются устройством 7 обработки изображений как пороки поверхности 4, если они, например в отношении своего контраста на снимке, достаточно отделены от свободных от пороков участков поверхности 4. На изображенном на фиг. 1 снимке имеется вмятина, которая должна была быть обнаружена устройством 7 обработки изображений, если оно правильно настроено, в частности калибровано. В другом месте поверхности 4 имеется царапина.
Информация, касающаяся обнаруженного устройством 7 обработки изображений порока, передается дальше на классифицирующее устройство 8, которое классифицирует пороки по заданным критериям. Например, может происходить разделение, представляет ли собой порок царапину, вмятину, возвышенность, поверхностную трещину, окисление, строчечное шлаковое включение, загрязнение и/или постороннее тело. В качестве альтернативы или дополнительно классификация может осуществляться в том отношении, насколько серьезным данный порок является для дальнейшего использования продукта 5.
Информация, касающаяся данного порока и данной классификации порока, вместе с локальной информацией о том, где на поверхности 4 возник порок, записывается в память 9. Записанная информация может быть затем вместе с продуктом 5 направлена на дальнейшее использование продукта 5, так что при этом дальнейшем использовании пороки могут быть учтены. Участки поверхности с недопустимыми пороками могут быть, например, отбракованы.
На фиг. 2 показано, как инспекционная система 1 из фиг. 1 автоматически проверяется в равные промежутки времени. Схематично показано, как участок поверхности 4 продукта снимается камерой, которая делает оцифрованный снимок 10 поверхности 4. В этот оцифрованный снимок 10 посредством интегратора (не показан) интегрируется оцифрованное изображение 11 искусственного поверхностного дефекта. Оцифрованное изображение 11 занимает очень маленький участок образующегося снимка 10. На фиг. 2 для наглядности оцифрованное изображение 11 искусственного поверхностного дефекта показано в сильно увеличенном виде. Оцифрованное изображение 11 искусственного поверхностного дефекта представляет собой поверхность с разными уровнями серого и контрастами. Соответствующий поверхностный дефект называется искусственным потому, что он в таком виде на практике не встречается.
Снимок 10, образующийся из комбинации реального снимка и искусственного поверхностного дефекта, направляется на устройство 7 обработки изображений, которое в изображенном и предпочтительном примере объединено с классифицирующим устройством 8. Устройство 7 обработки изображений исследует снимок 10, включая цифровое изображение 11 искусственного поверхностного дефекта, на наличие пороков. Если цифровое изображение 11 искусственного поверхностного дефекта или реальный поверхностный дефект обнаруживается как порок поверхности 4, то он классифицируется классифицирующим устройством 8. Параллельно контролируется, обнаруживается ли цифровое изображение 11 искусственного поверхностного дефекта как порок и правильно ли он классифицируется по заданным критериям. Кроме того, обнаруженный вследствие цифрового изображения 11 искусственного поверхностного дефекта порок удаляется вместе с классифицирующей и локальной информацией. Это означает, что обнаруженная вследствие цифрового изображения 11 искусственного поверхностного дефекта информация о пороке удаляется, и только восходящая к реальным порокам информация о них обрабатывается дальше как таковая. Восходящая к цифровым изображениям 11 поверхностных дефектов информация о пороках может записываться в память и обрабатываться дальше, при необходимости, отдельно. Благодаря этому на обеспечение качества продукта 5 не влияет проверка инспекционной системы 1.
При необходимости, цифровое изображение 11 искусственного поверхностного дефекта нельзя классифицировать или можно классифицировать лишь ограниченно, поскольку этот поверхностный дефект не похож ни на один реально ожидаемый поверхностный дефект. Тогда или также независимо от этого в сделанные камерой 6 снимки 10 поверхности продукта 5 с помощью интегратора можно, при необходимости, интегрировать дополнительно одно или несколько цифровых изображений 12 поверхностных дефектов, которые воспринимаются как реальные поверхностные дефекты или соответствуют им. В данном случае этими поверхностными дефектами являются вмятина и царапина. Также в этом случае образующийся снимок 10 исследуется устройством 7 обработки изображений на наличие пороков. При их обнаружении они классифицируются посредством интегрированного классифицирующего устройства 8. Поскольку цифровые изображения 12 поверхностных дефектов более или менее соответствуют реальным поверхностным дефектам, качество классификации можно, при необходимости, оценить лучше, чем в случае искусственных поверхностных дефектов, которые, при необходимости, исследуются параллельно.
Отдельно не показано, что проверка инспекционной системы 1 происходит в равные промежутки времени и, при необходимости, вызывает ее автоматическую калибровку. К тому же с помощью обнаруженных, нереальных пороков и их классификации рассчитывается показатель эффективности для квантификации качества инспекционной системы 1 и, кроме того, происходит отображение при превышении определенных заданных критериев допуска.

Группа изобретений относится к способу и устройству проверки инспекционной системы для обнаружения поверхностных дефектов продукта. Способ проверки инспекционной системы (1) и система для реализации способа для обнаружения поверхностных дефектов (2, 3) продукта (5), преимущественно плоского стального продукта, в котором с помощью одной камеры (6), преимущественно цифровой камеры, делают один снимок (10) одной поверхности (4) одного продукта (5), один снимок (10) в оцифрованном изображении передают на устройство (7) обработки изображений, одно оцифрованное изображение (11, 12) поверхностного дефекта (2, 3) интегрируют в оцифрованный снимок (10), с помощью устройства (7) обработки изображений и с помощью оцифрованного снимка (10), включая оцифрованное изображение (11, 12) поверхностного дефекта (2, 3), обнаруживают недостаток и определяют, распознает ли устройство (7) обработки изображений оцифрованное изображение (11, 12) поверхностного дефекта (2, 3) как недостаток на проверяемой поверхности (4). В качестве оцифрованного изображения (11, 12) поверхностного дефекта используют искусственно созданное изображение, которое представляет собой поверхность с различными оттенками серого цвета и различными степенями контрастности. Технический результат заключается в отсутствии существенного нарушения процесса производства продуктов и усовершенствовании способа проверки инспекционной системы для обнаружения поверхностных дефектов. 2 н. и 13 з.п. ф-лы, 3 ил.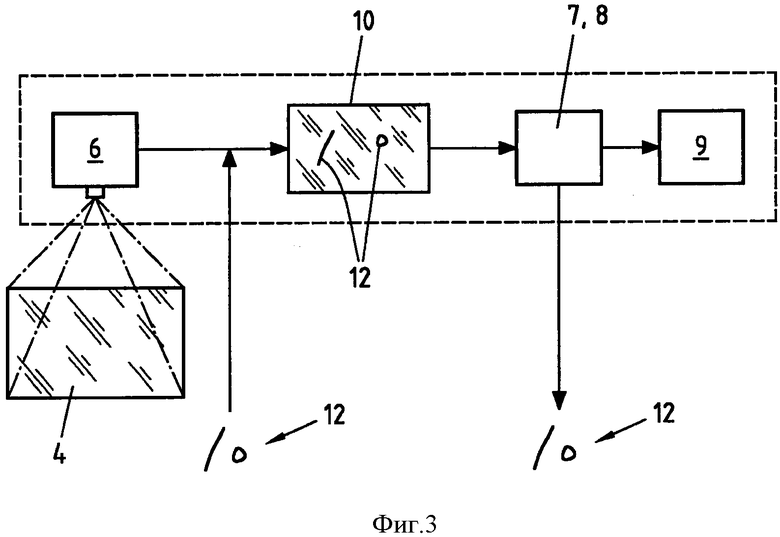
1. Способ проверки инспекционной системы (1) для обнаружения поверхностных дефектов (2, 3) продукта (5), преимущественно плоского стального продукта, в котором с помощью по меньшей мере одной камеры (6), преимущественно цифровой камеры, делают по меньшей мере один снимок (10) по меньшей мере одной поверхности (4) по меньшей мере одного продукта (5), по меньшей мере один снимок (10) в оцифрованном изображении передают на устройство (7) обработки изображений, по меньшей мере одно оцифрованное изображение (11, 12) поверхностного дефекта (2, 3) интегрируют в оцифрованный снимок (10), с помощью устройства (7) обработки изображений и с помощью оцифрованного снимка (10), включая оцифрованное изображение (11, 12) поверхностного дефекта (2, 3), обнаруживают недостаток и определяют, распознает ли устройство (7) обработки изображений оцифрованное изображение (11, 12) поверхностного дефекта (2, 3) как недостаток на проверяемой поверхности (4), причем в качестве оцифрованного изображения (11, 12) поверхностного дефекта используют искусственно созданное изображение, которое представляет собой поверхность с различными оттенками серого цвета и различными степенями контрастности.
2. Способ по п. 1, в котором с помощью обнаруженных и/или необнаруженных недостатков, восходящих по меньшей мере к одному оцифрованному изображению (11, 12) по меньшей мере одного поверхностного дефекта (2, 3) с совпадением или с отличием от заданных критериев, определяют по меньшей мере один показатель эффективности, характеризующий качество инспекционной системы (1).
3. Способ по п. 1, в котором обнаруженные устройством (7) обработки изображений недостатки классифицируют посредством классифицирующего устройства (8) и определяют классификацию классифицирующим устройством (8) недостатка, обнаруженного на основе оцифрованного изображения (11, 12) поверхностного дефекта (2, 3), как задано.
4. Способ по п. 2, в котором с помощью обнаруженных и/или необнаруженных недостатков, восходящих по меньшей мере к одному оцифрованному изображению (11, 12) по меньшей мере одного поверхностного дефекта (2, 3), и/или с помощью классификации недостатков, восходящих по меньшей мере к одному оцифрованному изображению (11, 12) по меньшей мере одного поверхностного дефекта (2, 3) с совпадением или с отличием от заданных критериев, определяют по меньшей мере один показатель эффективности, характеризующий качество инспекционной системы (1).
5. Способ по п. 1, в котором в качестве оцифрованного изображения (11, 12) поверхностного дефекта (2, 3) используют по меньшей мере одно оцифрованное изображение (11, 12) реального поверхностного дефекта (2, 3), преимущественно в виде царапины, вмятины, возвышенности, поверхностной трещины, окисления, загрязнения и/или постороннего тела.
6. Способ по любому из пп. 1-5, в котором отображают, сигнализируют и/или записывают в память, обнаружен ли и/или классифицирован ли как задано по меньшей мере один недостаток, восходящий по меньшей мере к одному оцифрованному изображению (11, 12) поверхностного дефекта (2, 3).
7. Способ по любому из пп. 1-5, в котором отображают, сигнализируют и/или записывают в память превышение заданных критериев допуска.
8. Способ по любому из пп. 1-5, в котором устройство (7) обработки изображений и/или классифицирующее устройство (8) калибруют вручную и/или автоматически, если оцифрованное изображение (11, 12) поверхностного дефекта (2, 3) или несколько оцифрованных изображений (11, 12) по меньшей мере одного поверхностного дефекта (2, 3) не обнаруживают как недостаток и/или не классифицируют как задано.
9. Способ по любому из пп. 1-5, в котором недостатки, обнаруженные устройством (7) обработки изображений на основе реальных поверхностных дефектов (2, 3) на проверяемой поверхности (4), записывают в память как таковые, а недостатки, обнаруженные устройством (7) обработки изображений на основе по меньшей мере одного оцифрованного изображения (11, 12) поверхностного дефекта (2, 3), не записывают в память или записывают в память отличающимися от восходящих к реальным поверхностным дефектам (2, 3) недостатков.
10. Способ по любому из пп. 1-5, в котором недостатки, обнаруженные устройством (7) обработки изображений на основе оцифрованного изображения (11, 12) поверхностного дефекта (2, 3), записывают в память с возможностью их различения от восходящих к реальным поверхностным дефектам (2, 3) недостатков.
11. Способ по любому из пп. 1-5, в котором обнаруженные на основе реальных поверхностных дефектов (2, 3) недостатки записывают в память вместе по меньшей мере с одной соответствующей классифицирующей информацией.
12. Способ по любому из пп. 1-5, в котором обнаруженные на основе реальных поверхностных дефектов (2, 3) недостатки записывают в память преимущественно вместе по меньшей мере с одной классифицирующей информацией, которая связана с локальной информацией, характеризующей место реального поверхностного дефекта (2, 3) на проверяемой поверхности (4).
13. Проверяемая инспекционная система (1) для обнаружения поверхностных дефектов (2, 3) продукта (5), преимущественно плоского стального продукта, для осуществления способа по пп. 1-12, содержащая по меньшей мере одну камеру (6), преимущественно цифровую камеру, для получения по меньшей мере одного снимка (10) по меньшей мере одной поверхности (4) по меньшей мере одного продукта (5) и оцифровыватель для оцифровывания по меньшей мере одного снимка (10), отличающаяся тем, что предусмотрены интегратор для интеграции оцифрованного изображения (11, 12) поверхностного дефекта (2, 3) в оцифрованный снимок (10) и устройство (7) обработки изображений для обнаружения недостатков с помощью оцифрованного снимка (10), включая оцифрованное изображение (11, 12) поверхностного дефекта (2, 3), при этом предусмотрен блок определения того, распознает ли устройство (7) обработки изображений оцифрованное изображение (11, 12) поверхностного дефекта (2, 3) как недостаток на проверяемой поверхности (4), причем оцифрованное изображение (11, 12) поверхностного дефекта является искусственно созданным изображением и представляет собой поверхность с различными оттенками серого цвета и различными степенями контрастности.
14. Система по п. 13, отличающаяся тем, что имеется классифицирующее устройство (8) для классификации обнаруженных устройством (7) обработки изображений недостатков, при этом блок определения выполнен преимущественно с возможностью установления того, классифицирует ли классифицирующее устройство (8) недостаток, обнаруженный на основе оцифрованного изображения (11, 12) поверхностного дефекта (2, 3) как задано.
15. Система по п. 13 или 14, отличающаяся тем, что имеется устройство отображения, сигнальное устройство и/или запоминающее устройство (9) для отображения, сигнализации и/или записи информации о том, обнаружен ли и/или классифицирован как задано по меньшей мере один недостаток, восходящий к оцифрованному изображению (11, 12) по меньшей мере одного поверхностного дефекта (2, 3).
| DE 10065321 A1, 11.07.2002 | |||
| EP 880023 A1, 25.11.1998 | |||
| US 7599050 B2, 06.10.2009 | |||
| US 4918321 A, 17.04.1990. |

