Область техники
Изобретение относится к заготовке для изготовления флип-топ контейнера (контейнера с откидной крышкой), к способу ее получения, а также к способу получения флип-топ контейнера из предлагаемой заготовки. В предпочтительном варианте заготовка согласно изобретению может содержать секцию, соответствующую наружному корпусу контейнера, и секцию, соответствующую его внутреннему каркасу. Первая из этих секций состоит из двух боковых панелей, передней панели и задней панели, причем в типичном случае каждая боковая панель соединена с передней панелью у противоположных вертикальных линий сгиба, а задняя панель - с одной из боковых панелей по вертикальной линии сгиба. В боковых панелях и в передней панели предусмотрена линия биговки. Каждая из боковых панелей, передняя панель и задняя панель снабжены клапаном, присоединенным у верхней и нижней горизонтальных линий сгиба, предусмотренных в панели. Секция заготовки, соответствующая внутреннему каркасу, состоит из двух внутренних боковых секций и внутренней передней секции, к которой каждая из двух внутренних боковых секций присоединена у противоположных вертикальных линий сгиба. При этом у верхней горизонтальной линии сгиба к внутренней передней части присоединен клапан, в котором выполнена линия биговки, задающая над собой участок клапана.
Уровень техники
Контейнеры с откидывающейся крышкой часто именуются флип-топ коробками. Такие коробки используются для многочисленных задач упаковки. В WO 02/26571 описан один из примеров такой коробки, которая получена сгибанием заготовки с формированием контейнера, имеющего между картонным корпусом и крышкой защелкивающее средство, после применения контейнера блокирующее крышку в закрывающем положении. В конструкцию защелки входят защелкиваемый выступ, представляющий собой часть дополнительной внутренней стенки/панели, и захватный компонент, прикрепленный к панели крышки во время сборки коробки. Внутренняя панель снабжена также дополнительной панелью, которая выполнена с возможностью прикрепления к передней стенке и снабжена линиями разрыва. Между будущими крышкой и корпусом коробки заготовка имеет ломкие мембраны, которые при первом открывании коробки служат доказательством, что коробку до этого не вскрывали.
Защелкивающее средство из WO 02/26571 сформировано продолжением части контейнера (защелкиваемой части), прикрепленной у дна к передней панели и загнутой внутрь по линии сгиба. Дно флип-топ коробки, предложенной в WO 02/26571, сформировано посредством загибания трех клапанов (каждый из которых присоединен соответственно к нижней части боковой или задней панели), в результате чего в передней панели образуется щелевидное отверстие, проходящее вдоль нижней линии сгиба. Наличие такого отверстия часто нежелательно, т.к. тем самым образуется доступ во внутренний объем контейнера.
В добавление к этому, сгибание описанной в WO 02/26571 заготовки с целью формирования контейнера оказалось, в числе прочих факторов, процессом, требующим осторожного обращения, поскольку защелку прикрепляют у нижней части передней панели, так что приходится выполнять сгибание два раза: во-первых, чтобы установить защелку заподлицо с внутренней поверхностью передней панели контейнера, и, во-вторых, чтобы позиционировать верхнюю секцию защелки между внутренней поверхностью передней панели и той секцией защелки, которая проходит снизу вверх. Все это делает невыполнимым изготовление контейнеров из такой заготовки в горизонтальной картонажной машине.
Таким образом, может оказаться, что сформировать контейнер из описанной в WO 02/26571 заготовки затруднительно. К тому же, контейнер, сам по себе, невозможно эффективно перекрыть снизу и сверху, поскольку у него в этих местах имеется щелевидное отверстие.
Хотя известные флип-топ контейнеры находят широкое применение, часто оказывается также, что их трудно повторно закрыть. Соответствующие затруднения проявляются, в числе прочих факторов, в том, что при повороте крышки в сторону ее закрывающего положения закрыванию могут препятствовать элементы контейнера, которые предназначены для размещения внутри крышки после ее закрывания и которые блокируют движение крышки в указанном направлении.
Раскрытие изобретения
В связи с этим представляется желательным иметь усовершенствованную заготовку, а конкретно - заготовку, из которой контейнер получают более эффективным образом и/или посредством которой обеспечивается преимущество в виде надежного повторного закрывания контейнера.
Кроме того, желательно иметь заготовку для флип-топ контейнера, которая легко сгибается при использовании горизонтальной картонажной машины.
Задача, решаемая изобретением, состоит также в том, чтобы полностью или частично устранить недостатки и дефекты, свойственные уровню техники, и, более конкретно, создать заготовку, в результате сгибания которой можно получить контейнер, обеспечивающий эффективное и/или надежное повторное закрывание, и которую можно загибать, используя горизонтальную картонажную машину.
Рассмотренные выше и некоторые другие задачи решаются, в соответствии с первым аспектом изобретения, созданием заготовки для контейнера, имеющего наружный корпус и внутренний каркас.
Секция заготовки, соответствующая наружному корпусу, имеет две боковые панели, переднюю панель и заднюю панель. Каждая боковая панель соединена с передней панелью у противоположных вертикальных линий сгиба, а задняя панель - с одной из боковых панелей тоже по вертикальной линии сгиба. В боковых панелях и в передней панели предусмотрена линия биговки, в предпочтительном варианте проходящая в боковых панелях с наклоном вниз в сторону передней панели и проходящая горизонтально по меньшей мере в части передней панели.
Когда заготовка сгибается для преобразования ее в контейнер, участки, расположенные выше линий биговки в боковых и передних панелях, формируют боковые стороны крышки и ее переднюю часть. Линии биговки могут быть выполнены перфорированными, тогда каждая из них содержит строку разрываемых перфораций, что позволяет открыть крышку. В результате образуется контейнер, в котором открываемую крышку получают ручным разрыванием перфораций, составляющим этап первого открывания контейнера. Это означает, что для того, чтобы удерживать контейнер закрытым после его заполнения и вплоть до применения, никакие дополнительные перекрывающие средства не нужны.
Кроме того, каждая из боковых панелей, передняя панель и задняя панель снабжены клапаном, присоединенным у предусмотренных в панели верхней и нижней горизонтальных линий сгиба.
Секция заготовки, соответствующая внутреннему каркасу, имеет две внутренние боковые секции и внутреннюю переднюю секцию. Каждая из внутренних боковых секций у противоположных вертикальных линий сгиба соединена с внутренней передней секцией, которая снабжена клапаном, присоединенным у верхней горизонтальной линии сгиба. Клапан внутренней передней секции содержит линию биговки, проходящую через нее горизонтально и задающую участок клапана, расположенный выше данной линии.
Когда заготовка сгибается для преобразования ее в контейнер, участок клапана, расположенный выше линии биговки, адгезивно прикрепляется, например приклеивается, к внутренней поверхности крышки, а при первом открывании крышки клапана отрывается по линии биговки, оставляя свой участок на крышке и формируя на внутренней передней секции участок, выступающий наружу и вниз. Тем самым будут обеспечены легкое повторное открывание и наличие защелки (см. далее более подробно).
Заготовка дополнительно содержит промежуточный участок, соединенный вдоль вертикальной линии сгиба с одной из внутренних боковых секций и с задней панелью.
За счет, в числе других факторов, наличия внутреннего каркаса с клапаном, присоединенным у верхней горизонтальной линии сгиба, обеспечивается механизм легкого открывания, который, в то же время, позволяет более эффективно закрывать дно контейнера, поскольку оно сформировано четырьмя клапанами, каждый из которых присоединен у нижних горизонтальных линий сгиба, соответствующих передней панели, боковым панелям и задней панели.
Хотя в данном описании термины использованы в значениях, известных специалисту в этой области, далее некоторые из них разъяснены более подробно.
Для ориентаций в изобретении используются такие понятия, как доковая, передняя, задняя, вверх, вниз. Такие ориентации предпочтительны, поскольку они находятся в соответствии с чертежами. Однако ориентация контейнера и, таким образом, также и различные упоминаемые ориентации выбраны так, что крышка находится у контейнера сверху, задняя сторона в типичном случае задана как позиция, к которой крышка присоединена, будучи открытой. Передняя сторона расположена напротив задней, а боковая сторона лежит между передней и задней сторонами.
Термин "соединенный с…", используемый, например, во фразе "каждая из внутренних боковых секций соединена с внутренней передней секцией", в типичном случае относится к ситуации, в которой две секции не являются двумя отдельными соединенными деталями, а просто разграничены, например, линией сгиба и/или линией биговки. Однако в границах объема изобретения принимается, что две секции могут быть двумя отдельными состыкованными деталями.
Термин "панель" предпочтительно используется в значении секции контейнера, например ограниченной линиями сгиба по меньшей мере по части своего периметра. Данный термин применен также и в широком смысле, означая лист материала. Для кубического контейнера это означает, что в типичном случае панелью считается каждая часть, содержащая поверхность куба.
Термин "заготовка" предпочтительно используется в значении элемента, готового к сгибанию для преобразования в контейнер.
Термин "линия биговки" предпочтительно используется в значении линии, вдоль которой с промежутками выполнены сквозные разрезы. В результате два элемента, между которыми проходит линия биговки, можно отодвинуть друг от друга, что приведет к разламыванию материала вдоль данной линии.
В задней панели в предпочтительном варианте может быть выполнена линия сгиба. В типичном случае такая линия проходит горизонтально между вертикальными линиями сгиба, вдоль которых задняя панель соединена с боковыми панелями и с промежуточным участком, и оканчивается в точке пересечения линии биговки, выполненной в боковой панели, и указанной линии сгиба. Такая линия сгиба после ее формирования задаст положение линии, вокруг которой поворачивается крышка во время открывания или закрывания контейнера, выполненного из заготовки согласно изобретению.
Желательно придать клапану внутренней передней секции форму трапеции, у которой более короткая горизонтальная сторона образует в заготовке наружную кромку.
Желательно, чтобы выступающие части внутренних боковых секций были выполнены сужающимися вниз от вертикальных линий сгиба, у которых эти секции соединены с внутренней передней секцией.
Самая верхняя часть каждой из выступающих секций внутренних боковых секций предпочтительно расположена выше линии биговки, выполненной в боковой панели.
В контексте данного описания предпочтительная заготовка представляет собой плоский элемент (в том смысле, что исходно она не имеет сгибов и лежит в одной плоскости). Заготовка согласно изобретению может быть выполнена из разных материалов, в число которых входят металл, пластик, бумага, картон или их комбинации. В предпочтительном варианте она выполнена из картона, такого как картон марки GC или GD2.
В задней панели на центральном участке линии сгиба или рядом с ним желательно выполнить по меньшей мере пару взаимно параллельных и пространственно разделенных поперечных надрезов. Такие поперечные надрезы перфорируют заднюю панель на всю ее толщину и расположены, по существу, симметрично линии сгиба и перпендикулярно ей. Желательно, чтобы концы поперечных надрезов соединялись линиями сгиба.
В некоторых вариантах изобретения концы поперечных надрезов соединяются тиснеными (выдавленными) линиями. Такое тиснение может быть выполнено также вдоль линии сгиба на задней панели. В типичном варианте оно выполняется в материале, из которого изготовлен контейнер, с целью облегчить желательное сгибание материала при открывании крышки. Данная операция может, например, выполняться с помощью высечного инструмента, используемого при формировании листа материала, из которого, как правило, изготавливается контейнер.
Количество поперечных надрезов может равняться двум, и в этом случае они, как правило, расположены симметрично относительно средней точки линии сгиба. Длина поперечных надрезов может зависеть от размеров контейнера, причем ее оптимальное значение может быть определено, например, экспериментально. Возможные значения этой длины равны 20-40 мм, например 20-30 мм или 30-40 мм.
Контейнер, как это было упомянуто выше, может также иметь концевые надрезы, выполненные на расстоянии от каждого конца линии сгиба, но вблизи него на всю толщину задней панели. При этом линия сгиба перфорируется между концевыми надрезами и своими концами, примыкающими к боковым панелям. Было установлено, что присутствие таких концевых надрезов дополнительно минимизирует риск повреждения у концов линии сгиба, поскольку усилия будут распределяться по большей области и в различных направлениях, а не только в одном. Концевые надрезы могут быть расположены, по существу, симметрично относительно линии сгиба.
Каждый из концевых надрезов может быть выполнен в виде двух прямолинейных стыкующихся отрезков, расположенных неперпендикулярно линии сгиба. Угол между этими отрезками может составлять 90°-175°, например 100°-170°, в частности 110°-150° или 120°-130°, например 125°. Альтернативно, данные отрезки могут находиться на одной линии, т.е. располагаться перпендикулярно линии отгиба; так что угол между ними будет равен 180°. В другом варианте концевые надрезы могут иметь форму дуг. Конкретное выполнение концевых надрезов применительно к конкретной конструкции контейнера, включая тип и толщину используемого материала, может быть определено, например, экспериментально.
В некоторых вариантах изобретения вдоль линии сгиба также может быть выполнена серия (строка) дискретных перфораций. Было установлено, что это уменьшает усилие, требуемое для повторного закрывания открытого контейнера. Такие перфорации могут также дополнительно облегчить первое открывание крышки вдоль линии сгиба и тем самым снизить риск выпирания, которое могло бы привести к повреждению линии сгиба, как это было описано выше.
В предпочтительном варианте каждая из линий биговки в боковых панелях выполнена в виде строки перфораций, содержащей пары из первого и второго надрезов, образующих тупой угол. Эти перфорации предпочтительно можно расположить так, чтобы они сформировали серию зубчатых участков, каждый из которых отграничен первым надрезом и вторым надрезом от двух смежных, но не контактирующих с ним перфораций. Кроме того, первые надрезы предпочтительно расположить параллельно друг другу, но взаимно сместить так, чтобы они не лежали на одной линии.
В предпочтительном варианте вершины зубчатых участков могут быть обращены к задней панели. Под "вершиной" в контексте описания понимается самый узкий участок области с зубцами, т.е. участок, на котором расстояние между двумя смежными перфорациями является наименьшим.
В дополнение к сказанному или альтернативно, тупой угол между первым и вторым надрезами в перфорациях, сформированных в боковых панелях, предпочтительно можно выбрать в интервале 145°-175°, например 155°-165° или 165°-175°.
Наименьшее расстояние между двумя перфорациями в боковых панелях может составлять 0,5-3 мм, например 1-2 мм, предпочтительно около 1 мм. Это расстояние целесообразно определить, как наименьшее расстояние, измеряемое перпендикулярно первому надрезу в направлении смежной перфорации. Расстояние, которое следует выбрать для конкретного применения, будет зависеть от ряда параметров, включая толщину и прочность на разрыв материала, из которого изготовлен контейнер, ширину надрезов и угол наклона линии перфорации к горизонтальной плоскости.
Длина первых надрезов в перфорациях в боковых панелях может составлять 8-16 мм, предпочтительно 10-14 мм, например 11-13 мм.
Перед сгибанием заготовок с получением контейнера желательно предусмотреть возможность уложить их в стопу. В предпочтительном варианте в такой стопе может находиться множество заготовок, выполненных согласно первому аспекту изобретения, при этом заготовки уложены одна на другую и имеют идентичную ориентацию в пространстве.
Во втором своем аспекте изобретение относится к способу изготовления заготовок, отвечающих требованиям первого аспекта. Предлагаемый способ включает следующие этапы:
- обеспечивают наличие листа, состоящего из выбранного материала и по сравнению с наружным контуром заготовки имеющего увеличенный наружный размер,
- вырезают заготовку по ее наружному контуру,
- выполняют тиснение линий сгиба на заготовке и прорезание линий биговки.
Процедуру вырезания предпочтительно выполняют посредством штамповки. В добавление к этому, предлагаемый способ изготовления заготовки может включать этап нанесения печатной информации на поверхность заготовки до ее сгибания.
В своем третьем аспекте изобретение относится к способу изготовления контейнера, предназначенного для хранения содержимого и полученного из заготовки, выполненной согласно первому аспекту изобретения. В предпочтительном варианте способ включает этап, обеспечивающий получение заготовки, которая предпочтительно может быть изготовлена посредством способа согласно указанному второму аспекту. При этом последовательность, в которой далее следуют этапы, является только предпочтительной, и этапы могут выполняться в другом порядке.
В предпочтительном варианте способ изготовления контейнера из предлагаемой заготовки может включать этапы нанесения адгезива на клапаны, соединенные с задней панелью, на промежуточный участок и вдоль вертикальной выступающей части внутренней боковой секции, образующей наружную выступающую часть заготовки.
После этого формируют внутренний каркас, сгибая заготовку на 90° по вертикальным линиям сгиба, у которых внутренние боковые секции соединены с внутренней передней секцией, а затем вокруг сформированного внутреннего каркаса формируют наружный корпус, сгибая заготовку на 90° по вертикальным линиям сгиба наружного корпуса. Клапан загибают на 180° по линии сгиба, вдоль которой клапан соединен с внутренней передней секцией.
После формирования, посредством сгибания, внутреннего каркаса и корпуса осуществляют адгезивное скрепление боковой панели, образующей крайнюю выступающую часть заготовки, с промежуточным участком и такое же скрепление по меньшей мере участка клапана с внутренней поверхностью передней панели.
После проведения этапов адгезивного скрепления клапаны загибают по линиям сгиба, формируя нижнюю и верхнюю панели контейнера.
Кроме того, способ включает этап, на котором внутри контейнера перед формированием нижней и/или верхней панелей помещают пакет или другое содержимое. Другими словами, это содержимое может быть вложено, когда у контейнера еще не сформированы (т.е. еще открыты) верхняя и нижняя части или когда еще не сформирована (открыта) только одна из этих частей.
Таким образом, способ изготовления контейнера, предназначенного для хранения его содержимого, дополнительно включает следующие этапы:
- помещают содержимое в контейнер, изготовленный из заготовки, которая выполнена в соответствии с первым и вторым аспектами изобретения, при этом заготовку сгибают, формируя наружный корпус и внутренний каркас, причем клапаны боковых панелей, передней панели и задней панели остаются незагнутыми, а клапан внутренней передней секции загибают на 180° по линии сгиба, вдоль которой данная отгибка соединена с внутренней передней секцией, и осуществляют ее адгезивное скрепление с внутренней поверхностью передней панели,
- загибают клапаны по линиям сгиба, формируя нижнюю и верхнюю панели контейнера, и осуществляют адгезивное скрепление двух крайних клапанов (т.е. клапанов нижней и верхней панелей) один с другим.
Предпочтительно вложенное в контейнер содержимое хранить в пакете, помещенном в контейнер.
Остальные варианты, детали и аспекты изобретения будут раскрыты далее, а также в прилагаемой формуле.
Краткое описание чертежей
Далее изобретение будет описано более подробно со ссылками на прилагаемые чертежи. Представленный на чертежах вариант осуществления изобретения не должен рассматриваться как ограничивающий другие возможные варианты, охватываемые прилагаемой формулой изобретения.
На фиг. 1 показана заготовка, выполненная согласно предпочтительному варианту изобретения.
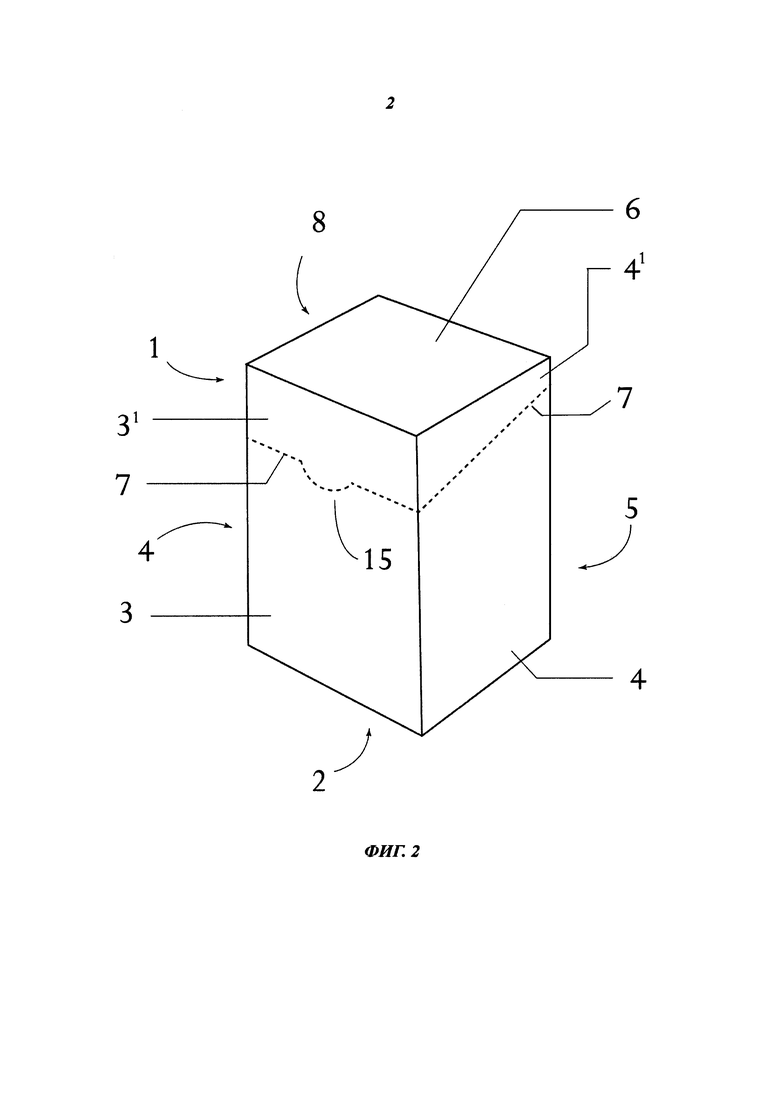
На фиг. 2 показан, в схематичном перспективном изображении, контейнер, представленный в закрытом состоянии и изготовленный из предлагаемой заготовки посредством способа согласно предпочтительному варианту изобретения.
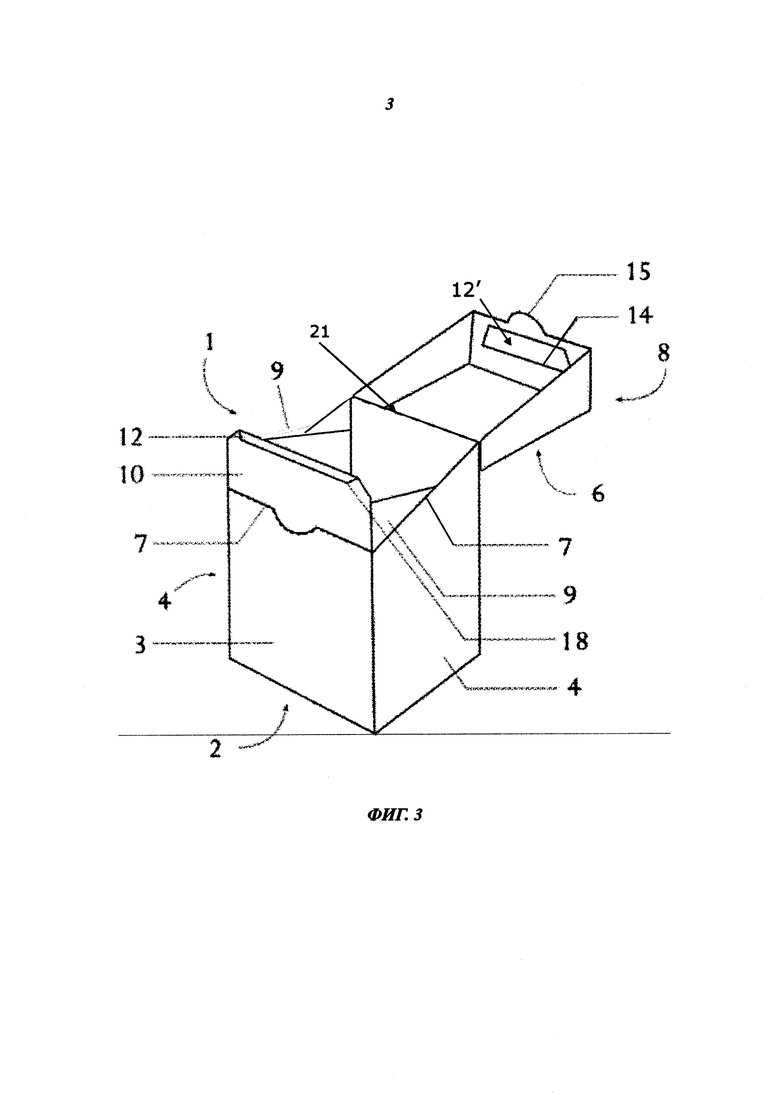
На фиг. 3 контейнер по фиг. 2 представлен, в схематичном перспективном изображении, в открытом состоянии.
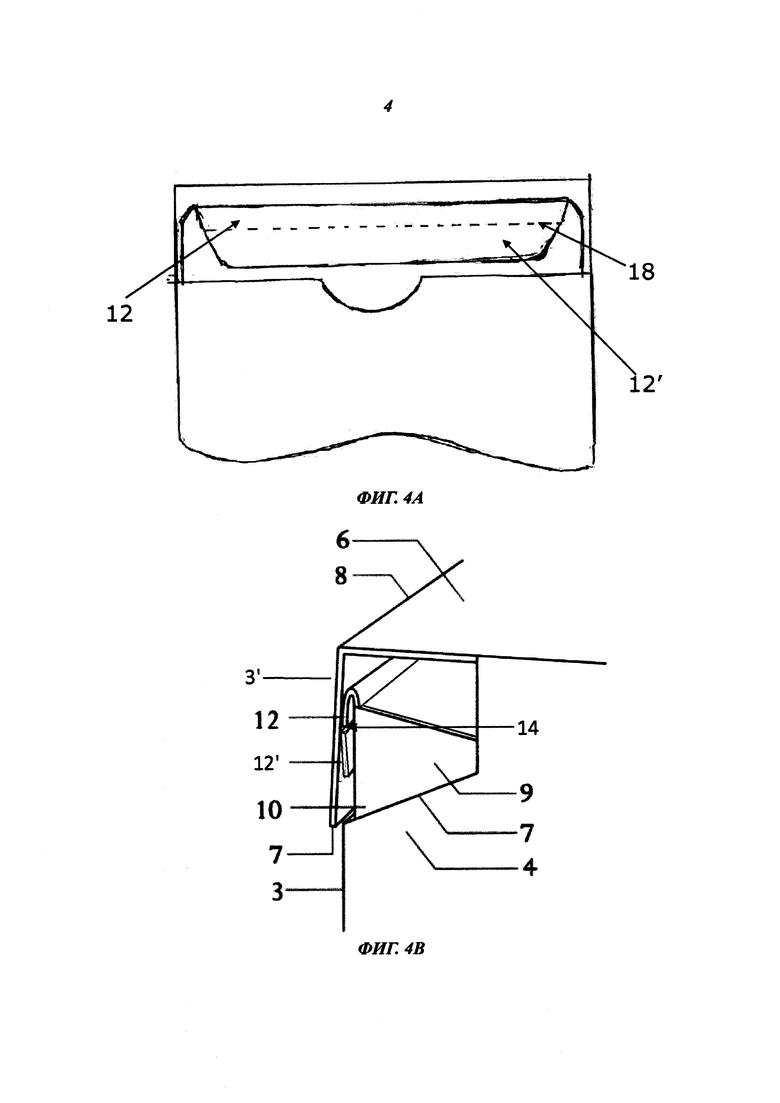
На фиг. 4 схематично показана, в увеличенном масштабе и в перспективном изображении, часть контейнера по фиг. 2; видна секция контейнера, часть материала удалена.
На фиг. 5 приведена фотография, иллюстрирующая, на виде сзади, линию сгиба при закрытом контейнере, изготовленном из заготовки согласно предпочтительному варианту изобретения.
На фиг. 6 приведена фотография, иллюстрирующая, на виде сзади, линию сгиба при открытом контейнере, изготовленном из заготовки согласно предпочтительному варианту изобретения.
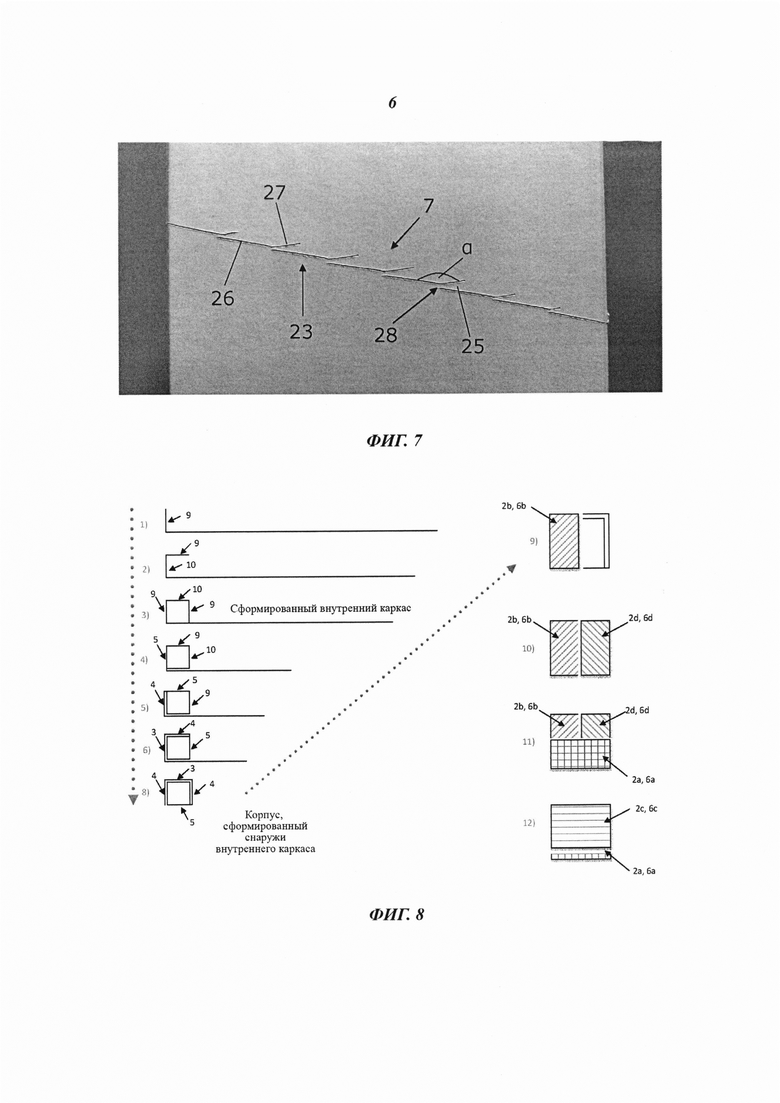
На фиг. 7 приведена фотография, иллюстрирующая, на виде сзади, пример линии биговки на боковых панелях контейнера по фиг. 1, имеющей зубчатые участки.
На фиг. 8 схематично проиллюстрированы этапы сгибания заготовки с получением контейнера согласно предпочтительному варианту; по сравнению с левой стороной чертежа его правая сторона выполнена в увеличенном масштабе.
Осуществление изобретения
На фиг. 1 представлена заготовка, из которой посредством ее сгибания может быть получен контейнер согласно изобретению. Линия 7 биговки на фиг. 1 снабжена штрихами, отличающими ее от линий сгиба, каждая из которых на данном чертеже обозначена как "FL" (folding line). Панели 3, 4, 5 отмечены соответствующими цифровыми обозначениями в кружках. Нижняя панель 2 формируется четырьмя клапанами 2а, 2b, 2с, 2d, расположенными под панелями, 5, 4, 3, 4 соответственно, а верхняя панель 6 формируется клапанами 6а, 6b, 6с, 6d, расположенными соответственно над панелями, 5, 4, 3, 4. На данном чертеже в кружки помещены цифровые обозначения всех перечисленных клапанов. Как показано на фиг. 1, внутренняя передняя секция 10 и внутренние боковые секции 9 выполнены заодно с другими частями заготовки. На фиг. 1 показано также, что для фиксирования сформированного контейнера в собранном состоянии применен клей. Однако вместо клея или в комбинации с ним может быть использована также сварка.
Как указывалось выше, контейнер, изготовленный из заготовки согласно изобретению, можно рассматривать как объект, состоящий из наружного корпуса и внутреннего каркаса. Наружный корпус содержит боковые панели 4, переднюю панель 3, заднюю панель 5, верхнюю панель 6 и нижнюю панель 2. Внутренний каркас содержит внутреннюю переднюю секцию 10 и внутренние боковые секции 9. Далее со ссылками на фиг. 1 заготовка для контейнера, состоящего из наружного корпуса и внутреннего каркаса, описана более подробно.
Секции заготовки, соответствующие наружному корпусу, содержат две боковые панели 4, переднюю панель 3 и заднюю панель 5. Как показано на чертеже, каждая из боковых панелей 4 соединена с передней панелью 3 у противоположных вертикальных линий FL сгиба, а задняя панель 5 соединена по вертикальной линии FL сгиба с одной из боковых панелей 4. Как видно из чертежа, в этой конфигурации вертикальная выступающая часть одной из боковых панелей 4 составляет часть наружной выступающей части заготовки.
Кроме того, каждая из боковых панелей 4, передней панели 3 и задней панели 5 имеет клапаны (6а, 6b, 6с, 6d, 2а, 2b, 2с, 2d), расположенные у верхней и нижней горизонтальных линий сгиба панелей. В результате выступающая часть клапанов (не соединяющаяся с панелями) составляет часть крайней выступающей части заготовки.
Секции заготовки, соответствующие внутреннему каркасу, содержат две внутренние боковые секции 9 и внутреннюю переднюю секцию 10. Каждая из внутренних боковых секций 9 соединена с внутренней передней секцией 10 у противоположных вертикальных линий сгиба. Кроме того, у внутренней передней секции 10 предусмотрено наличие клапана 12, расположенного у верхней горизонтальной линии сгиба.
В добавление к этому, у заготовки имеется промежуточный участок 20, соединенный с одной из внутренних боковых секций 9 и с задней панелью 5 по вертикальной линии сгиба.
Таким образом, как следует из конфигурации по фиг. 1, заготовка не содержит какого-либо избыточного материала и представляет собой цельный объект, сгибая который можно получить контейнер, такой, например, как на фиг. 2.
Как показано на фиг. 1, в боковых панелях 4 и в передней панели 3 выполнена линия биговки. В боковой панели 4 она наклонена вниз в сторону передней панели 3, а в передней панели 3, по меньшей мере в ее части, ориентирована горизонтально. Из сопоставления такого выполнения линии биговки с контейнером, представленным на фиг. 2, можно заключить, что при сгибании боковых панелей 4 назад на 90° данная линия совпадает с показанной на данном чертеже линией 7.
Кроме того, линия сгиба может быть предусмотрена и в задней панели 5. Эта линия проходит горизонтально между вертикальными линиями сгиба, у которых задняя панель соединена с боковой панелью 4 и с промежуточным участком 20, и оканчивается в точке пересечения линии биговки, выполненной в боковой панели 4, и указанной линии сгиба. Как можно видеть из фиг. 3, эта линия 21 сгиба совпадает с той линией, вокруг которой во время открывания и закрывания поворачивается крышка.
Клапан 12, расположенный на внутренней передней секции 10, имеет линию 18 биговки, проходящую через клапан горизонтально, задавая тем самым участок 12' клапана, выступающий над линией 18. При сгибании заготовки с получением контейнера участок 12' фиксируется на внутренней стороне крышки 8 (конкретно, на внутренней стороне секции 3'), формируя таким образом полку 14 (см. фиг. 4).
Клапану 12, содержащему участок 12', придана форма трапеции, у которой более короткая горизонтальная сторона образует наружную кромку заготовки (см. фиг. 1).
Выступающие участки внутренних боковых секций 9 выполнены сужающимися вниз в направлении от вертикальных линий сгиба, у которых секции 9 соединены с внутренней передней секцией 10. В результате, когда самый верхний участок каждой выступающей части внутренних боковых секций оказывается выше линии 7 биговки (см. фиг. 1), выполненной в боковой панели 4, выступающие части секций 9 проходят над линией биговки (как это показано на фиг. 3), когда заготовку сгибают, формируя контейнер.
Как показано на фиг. 1, заготовка является плоской.
В предпочтительных вариантах заготовка изготовлена из картона марки GD2, отвечающего следующим спецификациям: макулатурный картон, газетно-макулатурный картон, мелованный коалином, вторично используемый газетно-макулатурный картон с удельным объемом >1,4 см3/г и с покрытием из пигмента.
На фиг. 2 проиллюстрированы, в схематичном перспективном изображении, повторно закрываемый контейнер 1, изготовленный из заготовки согласно предпочтительному варианту изобретения, а также способ его изготовления согласно предпочтительному варианту изобретения. Как показано на чертеже, контейнер 1 состоит из нижней панели 2, передней панели 3, двух боковых панелей 4, задней панели 5 и верхней панели 6. В предпочтительном варианте панели контейнера представляют собой плоские листы из выбранного материала и соединены друг с другом у линий сгиба (см. далее).
Контейнер 1 снабжен крышкой 8, сформированной секциями передней панели 3 и двух боковых панелей 4, выступающими за линию 7 биговки, и той секцией задней панели 5, которая выступает за линию сгиба. Как показано на чертеже, линия 7 биговки (пунктирная линия) проходит от кромки между боковой панелью 4 и задней панелью 5 вдоль боковой панели 4, продолжается, пересекая переднюю панель 3, и упирается в кромку между противоположной боковой панелью 4 и задней панелью 5. Кроме того, на фиг. 2 видно, что линия 7 в боковой панели 4 наклонена от задней панели 5 вниз, а на передней панели 3 по меньшей мере частично проходит горизонтально. Следует отметить, что направление линии биговки на передней панели 3 может отличаться от указанного наклона вниз (хотя такой наклон предпочтителен). Так, данная линия может проходить горизонтально или даже с наклоном вверх.
Поскольку в задней панели 5 наличие линии 7 биговки не предусмотрено, крышка 8 при открывании контейнера не отделяется, но может быть откинута поворотом вдоль линии 21 сгиба, выполненной в панели 5. Следует отметить, что линия 7 биговки может быть также продолжена на заднюю панель, однако, характер или протяженность такого продолжения не должны допускать отделения крышки от задней стороны контейнера.
Линия 21 сгиба в задней панели 5 может быть сформирована до первого открывания крышки 8, например, посредством тиснения, выполняемого во время изготовления контейнера. В другом варианте ее можно сформировать, используя воздействие первого открывания крышки 8. Поскольку крышка 8 выполнена с возможностью отгибаться в обратную сторону более чем на 90°, она может оставаться открытой без какой-либо необходимости удерживать ее. В своем откинутом положении крышка представлена на фиг. 3.
С целью обеспечить легкое повторное закрывание контейнера 1 передняя панель 3 в варианте по фиг. 3 снабжена внутренней передней секцией 10, выступающей над линией 7 биговки в передней панели 3 без прикрепления к этой панели выше линии 7. Дополнительно секция 10 содержит выступающий вниз клапан 12, который будет подробно описан далее. Кроме того, каждая боковая панель 4 снабжена внутренней боковой секцией 9, выступающей над линией 7 биговки в боковой панели 4 без прикрепления к этой панели выше линии 7. Как показано на фиг. 3, выступающая часть каждой внутренней боковой секции 9 предпочтительно выполнена сужающейся в направлении к задней панели 5. Такое сужение в направлении к задней панели может рассматриваться как средство, снижающее риск непреднамеренного зацепления секций 4' за внутреннюю боковую секцию 9 во время закрывания контейнера 1.
В то время как выполнение внутренних боковых секций 9 снижает риск непреднамеренного зацепления секций 4', для секции 3' может сохраняться риск непреднамеренного зацепления за внутреннюю переднюю секцию 10. Чтобы уменьшить этот риск, внутренняя передняя секция 10 снабжена клапаном 12 (см. фиг. 3), отходящим вниз от выступающей части внутренней передней секции 10.
Этом клапан 12 выполнена таким образом, что она упирается во внутреннюю поверхность секции 3' передней панели 3 выше линии 7 биговки, когда крышка 8 находится в положении, в котором она закрывает контейнер 1. Когда же крышка 8 находится в положении, в котором контейнер открыт, клапан 12 выступает вниз и наружу. При этом ее выступающая наружу часть в типичном случае содержит гибкий материал, а клапан образован сгибанием по линии сгиба выступающей части внутренней передней секции 10, которая после этого сгибания приобретает свою окончательную форму.
Соответственно, когда крышка 8 движется из положения, показанного на фиг. 3, в положение, показанное на фиг. 2, во время первой стадии операции закрывания выступающие части внутренних боковых секций 9 начнут отжимать секции 4' наружу и/или секции 4' начнут отжимать внутренние боковые секции 9 внутрь. При переходе операции закрывания на стадию, на которой секция 3' вступит в контакт с внутренней передней секцией 10, клапан 12, выступающий наружу и вниз, начнет отжимать секцию 3' наружу и/или внутреннюю переднюю секцию 10 внутрь. В результате будет осуществлено легкое повторное закрывание контейнера 1.
Непреднамеренное открывание контейнера предотвращается блокирующим механизмом, которым в предпочтительном варианте обеспечивается тактильный и/или звуковой отклик, чтобы информировать пользователя о том, что контейнер закрыт и заблокирован. Такой механизм проиллюстрирован на фиг. 4. Конкретно, на внутренней поверхности секции 3' передней панели 3 выше линии 7 биговки предусмотрена полка 14, положение которой выбрано таким, что нижняя кромка отходящего вниз клапана 12 упирается в верхнюю поверхность полки 14, когда крышка 8 находится в положении, в котором она закрывает контейнер 1. Как показано, в частности, на фиг. 4 A, В, полка 14 образуется участком 12' клапана 12 и формируется во время первого (исходного) открывания контейнера, когда участок 12' отделяется от клапана 12 по линии 18 биговки в результате его адгезивного скрепления с внутренней стороной секции 3' крышки. Таким образом, позиция, обозначенная на фиг. 4В стрелкой, относящейся к полке 14, представляет собой положение линии 18 биговки до исходного первого открывания контейнера 1.
Таким образом, когда крышка 8 переводится в закрывающее положение, клапан 12 будет изгибаться внутрь и/или секция 3' будет отгибаться наружу до тех пор, пока клапан 12 не будет в состоянии отогнуться наружу. Это может привести к защелкиванию клапана 12, которое, при соответствующем выборе материала для контейнера, будет сопровождаться звуком и/или восприниматься тактильно. Положение, в котором контейнер заблокирован, показано на фиг. 4В, иллюстрирующей внутренний объем контейнера у верхнего угла с вырезанной (только в иллюстративных целях) частью секции 4'.
Линия 18 биговки, в целом, образована как локальное линейное ослабление материала, которое во время операции исходного открывания контейнера обеспечит распечатывание контейнера по этой линии при приложении усилия к частям, формирующим клапан 12. В типичной ситуации имеет место ослабление такого типа, при котором контейнер можно открыть рукой, не прибегая к помощи каких-либо инструментов.
На крышке 8 может быть сформирован выступающий вниз язычок 15. В представленном на чертежах варианте он образуется линией 7 биговки, проходящей по передней панели 3 и изгибающейся вниз между двумя, по существу, прямолинейными участками, и секцией 3' передней панели 3, расположенной над линией 7 и содержащей этот язычок, воспроизводящий кривизну данной линии. Язычком 15 обеспечивается наличие интуитивной отправной точки продавливания внутрь, чтобы выполнить исходный разрыв линии 7 биговки, когда контейнер открывают первый раз. При следующих открываниях язычок 15 может выполнять также функцию клапана, за которую во время открывания можно ухватиться. Кроме того, в комбинации с клапаном 12 он способен дополнительно облегчить повторное открывание контейнера 1.
В желательном варианте контейнер 1 может быть изготовлен из бумаги, картона и/или пластика.
Во многих ситуациях для контейнера 1 коробчатая форма может оказаться предпочтительной, хотя возможны и другие его конфигурации.
На фиг. 5 приведен, на виде с задней стороны, пример контейнера, изготовленного из заготовки согласно изобретению. Так же, как и на фиг. 3, в данном случае заготовка содержит линию 21 сгиба, выполненную в задней панели 5. В предпочтительных вариантах линии 7 биговки, выполненные в боковых панелях 4, продолжены на заднюю панель 5 и заканчиваются у выполненных в ней двух концевых надрезов 32 (см. фиг. 5), которые расположены поблизости от каждого конца линии 21 сгиба, но на расстоянии от него. В типичном случае каждый из концевых надрезов 32 является парным по отношению к другому. Эти концевые надрезы 32 выполнены на всю толщину задней панели 5. Кроме того, как показано на фиг. 5, линия 21 сгиба может быть выполнена с перфорациями 33. Каждый из концевых надрезов 32 предпочтительно является, по существу, симметричным относительно линии 21 сгиба. В соответствии с фиг. 5 в концевых надрезах 32, выполненных в виде двух прямолинейных стыкующихся отрезков, угол (β) между этими отрезками в типичном варианте составляет 90°-175°, в частности 110°-160°, например 125°.
Как показано на фиг. 4 и 5, заготовка согласно изобретению может содержать по меньшей мере два параллельных и пространственно разделенных поперечных надреза 31, которые расположены на центральном участке линии 21 сгиба, выполненной в задней панели 5, или рядом с ним. Эти поперечные надрезы 31 в задней панели 5 выполнены на всю ее толщину, причем каждый из них расположен, по существу, симметрично линии 21 сгиба и перпендикулярно ей. В дополнение к этому их концы соединены линиями 35 сгиба.
Эффект от этих поперечных надрезов 31 проиллюстрирован на фиг. 6, где крышка контейнера показана после его открывания, а контейнер представлен на виде сзади. Как показано на этом чертеже, два поперечных надреза 31 образуют между собой область 34, которая по сравнению с остальной частью линии 21 сгиба отогнута в противоположном направлении, т.е. из плоскости фиг. 6. Было показано, что это позволяет устранить или по меньшей мере уменьшить прогиб задней панели 5 во время открывания контейнера, причем оказалось, что данный эффект дополнительно усиливается под воздействием линий 35 сгиба.
Особенно предпочтительные варианты проиллюстрированы, в частности, на фиг. 7. В этих вариантах каждая линия 7 биговки в боковых панелях 4 выполнена в виде строки перфораций 23, содержащей пары из первого и второго надрезов 26, 27, образующих тупой угол (α). Эти перфорации формируют серию зубчатых участков 25, каждый из которых отграничен первым надрезом 26 и вторым надрезом 27 от двух смежных, но не контактирующих с ним перфораций 23. Первые надрезы 26 расположены параллельно друг другу, но взаимно смещены так, что они не лежат на одной линии. Вершины 28 зубчатых участков 25 обращены к задней панели 5.
Тупой угол (α) между первым и вторым надрезами 26, 27 в перфорациях 23, сформированных в боковых панелях 4, предпочтительно выбрать в интервале 145°-175°, например 155°-165° или 165°-175°.
Как описано выше, контейнер изготавливается из предлагаемой заготовки, причем заготовка содержит секцию, образующую внутренний каркас и наружный корпус контейнера. Чтобы полезное пространство в контейнере не было чрезмерно ограниченным, соответствующие размеры в заготовке выбраны так, чтобы внутренний каркас плотно входил во внутренний объем наружного корпуса.
В часто встречающихся ситуациях заготовку изготавливают в одном месте, а затем транспортируют в другое, где заготовки сгибают, формируя контейнер. Чтобы сократить пространство, занимаемое во время изготовления контейнеров, множество заготовок, выполненных согласно изобретению, укладывают в стопу, в которой заготовки уложены одна поверх другой и имеют идентичную ориентацию в пространстве.
Заготовка может быть получена из листа из выбранного материала и по сравнению с наружным контуром заготовки имеющего увеличенный наружный размер. Из такого листа вырезают заготовку по ее наружному контуру, а затем на ней выполняют тиснение линий сгиба и прорезание линий биговки.
Процедуры вырезания можно выполнить посредством штамповки.
Поскольку часто требуется снабдить контейнер печатной информацией, желательно нанести ее на поверхность заготовки до проведения операции сгибания заготовки с получением из нее контейнера. Следует отметить, что предусмотрена возможность наносить печатную информацию, на выбор, до прорезания и тиснения или после этих операций.
После подготовки заготовки к преобразованию в контейнер согласно изобретению в предпочтительном варианте осуществляют следующие операции. Сначала наносят адгезив на клапаны 2а и 6а, соединенные с задней панелью 5 и промежуточным участком 20. Предпочтительно также нанести адгезив вдоль вертикальной выступающей части внутренней боковой секции 9, образующей наружную выступающую часть заготовки. На фиг. 1 обработанные таким образом участки заштрихованы и обозначены словом "клей". Кроме того, адгезив наносят на клапан 12, расположенный выше линии 18 биговки, конкретно, на поверхность клапана 12 (точнее, на поверхность участка 12'), обращенную от тех поверхностей клапанов 2а и 6а, на которые наносится адгезив. Важно иметь в виду, что на фиг. 1 клей, нанесенный на участок 12', тоже проиллюстрирован штриховкой, хотя клей нанесен на обратную сторону заготовки.
Затем складывают внутренний каркас, сгибая заготовку на 90° по вертикальным линиям сгиба, по которым внутренняя боковая секция 9 соединена с внутренней передней секцией 10. В результате этого сгибания будет образован внутренний каркас с поперечным сечением, имеющим вогнутый контур.
После формирования внутреннего каркаса получают наружный корпус, сгибая заготовку вокруг внутреннего каркаса на 90° по вертикальным линиям сгиба, выполненным в наружном корпусе. Конечный продукт этой операции будет иметь трубчатую структуру.
Наконец, на промежуточном участке 20 адгезивным образом фиксируют боковую панель 4, составляющую крайнюю выступающую часть заготовки, и, тем самым, скрепляют трубчатую структуру. После этого трубчатую структуру закрывают с торцев, сгибая клапаны по линиям сгиба, чтобы сформировать у контейнера нижнюю панель 2 и верхнюю панель 6.
Следует отметить, что описанное адгезивное скрепление рассмотрено по отношению к конкретному предпочтительному варианту изобретения, причем, вместо нанесения клея вдоль выступающей части внутренней боковой секции 9, его можно нанести, например, вдоль выступающей части боковой панели 4 или даже на оба этих участка. Аналогичным образом, участок, на который наносится клей (или, в более общем случае, адгезив), может быть обратной стороной по отношению к клапанам. Кроме того, никакого адгезива может не потребоваться, если производить описанное скрепление, например, посредством сварки.
Что касается нижней панели 2 и верхней панели 6, очевидно, что в типичном случае после сгибания каждая из них может представлять четырехслойную конструкцию, в которой в порядке снаружи внутрь расположены слои клапанов 2d, 2а, 2с и 2b, причем клапаны 2d и 2а адгезивно скреплены один с другим. В результате два клапана 2а и 2d являются двумя крайними клапанами нижней панели 2, а, соответственно, два клапана 6а и 6d являются двумя крайними снаружи клапанами верхней панели 6.
В процессе сгибания заготовки клапан 12 сгибают на 180° по линии сгиба, вдоль которой данный клапан 12 соединен с внутренней передней секцией 10. В результате, когда заготовка сгибается для формирования контейнера, поверхность клапана 12 оказывается обращенной к внутренней стороне передней панели 3. После этого участок 12' скрепляют посредством адгезива с внутренней поверхностью этой панели.
Следует отметить, что контейнер предназначен для хранения в нем содержимого, которое помещают внутрь контейнера 1 во время его изготовления, причем в типичном случае - до сгибания клапанов, формирующих верхнюю панель 6 или нижнюю панель 2. Предусмотрена возможность хранить содержимое в пакете, помещенном в контейнер до формирования верхней панели 6 и/или нижней панели 2.
На фиг. 8 схематично проиллюстрированы этапы сгибания заготовки с преобразованием ее в контейнер согласно предпочтительному варианту. На фиг. 8 на левой стороне; где представлены восемь этапов сгибания, пронумерованные в порядке от 1 до 8, использован первый масштаб, а на правой стороне, где представлены этапы сгибания от 9 до 12, масштаб увеличен, чтобы можно было проиллюстрировать сгибание клапанов более наглядно. Слева коробка показана в сечении, а справа - на виде снизу или сверху. Кроме того, важно иметь в виду, что на фиг. 8 этапы склеивания не приведены, а такое склеивание (на всех этапах, на которых обеспечивается адгезивное скрепление) идентифицировано выше в виде участков, обведенных контуром. В добавление к этому, на фиг. 8 пропущен также этап сгибания клапана 12, который может быть проведен перед этапом 1, т.е. как первый этап.
Как проиллюстрировано на фиг. 8, в возможном варианте сгибание начинают (на этапе 1), сгибая заготовку на 90° у линии сгиба, проходящей между крайней (если смотреть от центра заготовки) внутренней боковой секцией 9 и внутренней передней секцией 10. В результате внутренняя боковая секция оказывается отогнутой по отношению к остальной части заготовки, которую удерживают в горизонтальном положении. На этапе 2 заготовку сгибают еще на 90° у линии сгиба, проходящей между внутренней передней секцией 10 и внутренней боковой секцией 9, соединенной с промежуточным участком 20. На этапе 3 заготовку сгибают на 90° еще раз у линии сгиба, проходящей между промежуточным участком 20 и задней панелью 5. Как показано на чертеже, это сгибание продолжают до тех пор, пока снаружи внутреннего каркаса не сформируется наружный корпус.
Из иллюстрации, приведенной на фиг. 8, следует, что процесс сгибания заготовки с преобразованием ее в контейнер характеризуется тем, что часть заготовки, еще не принимающую участие в последовательности этапов сгибания, можно удерживать в горизонтальном положении, в результате чего сам процесс сгибания может быть проведен в виде последовательности этапов в горизонтальной гибочной машине. Это позволяет выполнить процесс сгибания очень быстро и эффективно.
В предпочтительном варианте перед размещением содержимого внутри контейнера контейнер складывают только предварительно. Это означает, что внутренний каркас и наружный корпус контейнера сформированы посредством загнутого клапана 12 и его участка 12', скрепленного посредством адегезива с внутренней стороной передней панели 3. Таким образом, контейнер имеет форму трубчатого элемента с открытым торцем, а клапаны 6а, 6b, 6с, 6d, 2а, 2b, 2с и 2d остаются незагнутыми (как это показано на фиг. 8 для этапа 8).
Чтобы обеспечить получение упаковки, готовой к использованию, например, конечными потребителями, в предпочтительный вариант изобретения могут быть включены этапы помещения содержимого в контейнер, изготовленный из заготовки согласно изобретению так, как это было описано выше.
После этого сгибают клапаны 6а, 6b, 6с, 6d и/или 2а, 2b, 2с, 2d по линиям сгиба, формируя в контейнере нижнюю панель 2 и/или верхнюю панель 6, и выполняют скрепление посредством адгезива (например клея) двух крайних клапанов панелей 2 и 6.
Следует отметить, что может понадобиться сформировать нижнюю панель 2 или верхнюю панель 6 до помещения содержимого в предварительно сформированный контейнер. Такой вариант также находится в границах объема изобретения.
Содержимое, размещаемое в контейнере, предпочтительно поместить в пакет, вложенный в контейнер. В таком пакете может содержаться порошкообразный продукт, помещенный в пакет до герметизации пакета.
Чтобы пакет не стал возможной помехой для легкого повторного закрывания контейнера, он в типичном случае выполнен с такими размерами, при которых его протяженность по вертикали меньше расстояния от нижней панели 2 контейнера 1 до самой низкой точки выступающей части каждой внутренней боковой секции 9. При этом наружная форма пакета после заполнения его продуктом воспроизводит внутреннюю конфигурацию контейнера 1.
Хотя изобретение было описано на примере своих конкретных вариантов, должно быть ясно, что его объем не ограничивается приведенными примерами, а определяется прилагаемой формулой изобретения. В контексте формулы термины "содержащий" или "содержит" не исключают возможности присутствия и других возможных элементов или операций. Кроме того, упоминание каких-то элементов в единственном числе не должно пониматься как исключающее наличие нескольких таких элементов. Использование в формуле цифровых обозначений элементов, изображенных на чертежах, также не должно рассматриваться как ограничивающее объем изобретения. При этом индивидуальные признаки, включенные в различные пункты, возможно, могут эффективно комбинироваться, так что включение этих признаков в различные пункты не исключает возможности такого комбинирования.


Изобретение относится к заготовке для флип-топ контейнера, а также к способу изготовления предлагаемой заготовки и к способу изготовления из нее флип-топ контейнера. В предпочтительном варианте заготовка согласно изобретению может иметь секцию, соответствующую наружному корпусу, и секцию, соответствующую внутреннему каркасу. Из них первая содержит две боковые панели, переднюю панель и заднюю панель. В типичном случае каждая боковая панель соединена с передней панелью по противоположным вертикальным линиям сгиба, а задняя панель - с одной из боковых панелей по вертикальной линии сгиба. В боковых панелях и в передней панели выполнена линия биговки, наклоненная в боковых панелях вниз в сторону передней панели, а по меньшей мере в части передней панели проходящая горизонтально. Каждая из боковых панелей, передняя панель и задняя панель снабжены клапаном, присоединенным у верхней и нижней горизонтальных линий сгиба панели. Кроме того, секция заготовки, соответствующая внутреннему каркасу, содержит две внутренние боковые секции и внутреннюю переднюю секцию, при этом каждая внутренняя боковая секции соединена с внутренней передней секцией у противоположных вертикальных линий сгиба, а внутренняя передняя секция снабжена клапаном, присоединенным у верхней горизонтальной линии сгиба и содержащим линию биговки, задающую участок клапана, расположенный над линией биговки. 3 н. и 7 з.п. ф-лы, 9 ил.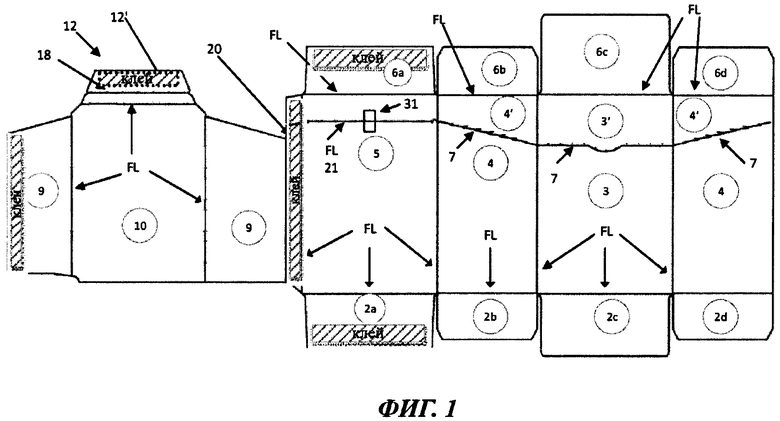
1. Заготовка для флип-топ контейнера, содержащая секцию, соответствующую его наружному корпусу, и секцию, соответствующую его внутреннему каркасу, при этом:
- секция заготовки, соответствующая наружному корпусу, имеет две боковые панели (4), переднюю панель (3) и заднюю панель (5), причем
- каждая боковая панель (4) соединена с передней панелью (3) у противоположных вертикальных линий сгиба,
- задняя панель (5) соединена с одной из боковых панелей (4) по вертикальной линии сгиба,
- каждая из боковых панелей (4), передняя панель (3) и задняя панель (5) снабжены клапаном (6а, 6b, 6с, 6d; 2а, 2b, 2с, 2d), присоединенным у верхней и нижней горизонтальных линий сгиба соответствующей панели,
- в боковых панелях (4) и в передней панели (3) выполнена линия (7) биговки,
- секция заготовки, соответствующая внутреннему каркасу, имеет две внутренние боковые секции (9) и внутреннюю переднюю секцию (10), причем
- каждая внутренняя боковая секция (9) соединена с внутренней передней секцией (10) у противоположных вертикальных линий сгиба,
- внутренняя передняя секция (10) снабжена клапаном (12), расположенным у верхней горизонтальной линии (FL) сгиба,
причем линия биговки, выполненная в боковых панелях (4) и в передней панели (3), наклонена в боковой панели (4) вниз в сторону передней панели, а по меньшей мере в части передней панели (3) проходит горизонтально,
- заготовка дополнительно содержит промежуточный участок (20), соединенный с одной из внутренних боковых секций (9) и с задней панелью (5) по вертикальной линии сгиба,
отличающаяся тем, что
- клапан (12) внутренней передней секции (10) содержит линию (18) биговки, проходящую горизонтально через клапан (12) и задающую горизонтальный участок (12') клапана, расположенный выше линии (18) биговки, и горизонтальный участок клапана, соединенный с передней секцией (10) через верхнюю горизонтальную линию (FL) сгиба,
- выступающие части внутренних боковых секций (9) выполнены сужающимися вниз в направлении от вертикальных линий сгиба, по которым внутренние боковые секции (9) соединены с внутренней передней секцией (10), и
при сгибе заготовки для преобразования ее в контейнер только верхний участок каждой выступающей части внутренних боковых секций расположен выше линии (7) биговки, выполненной в боковых панелях.
2. Заготовка по п. 1, в которой в задней панели (5) выполнена линия (FL) сгиба.
3. Заготовка по п. 2, в которой линия сгиба проходит горизонтально между вертикальными линиями сгиба, по которым задняя панель соединена с боковыми панелями (4) и с промежуточным участком (20), и оканчивается в точке пересечения линии биговки, выполненной в боковой панели (4), и указанной линии сгиба.
4. Заготовка по п. 1, в которой клапану (12) придана форма трапеции, у которой более короткая горизонтальная сторона образует в заготовке наружную кромку.
5. Заготовка по п. 1, выполненная плоской.
6. Заготовка по п. 1, изготовленная из картона, такого как картон GC или картон GD2.
7. Заготовка по п. 1, в которой в задней панели (5) на центральном участке линии (21) сгиба или рядом с ним предусмотрены по меньшей мере два параллельных и пространственно разделенных поперечных надреза (31), которые выполнены на всю толщину задней панели (5) и расположены симметрично линии (21) сгиба и перпендикулярно ей.
8. Заготовка по п. 1, в которой
- каждая из линий (7) биговки в боковых панелях (4) выполнена в виде строки перфораций (23), содержащей пары из первого и второго надрезов (26, 27), образующих между собой тупой угол (α), причем эти перфорации (23) формируют серию зубчатых участков (25), каждый из которых отграничен первым надрезом (26) и вторым надрезом (27) от двух смежных, но не контактирующих с ним перфораций (23),
- при этом первые надрезы (26) расположены параллельно друг другу, но взаимно смещены так, что они не лежат на одной линии.
9. Способ изготовления заготовки, выполненной по любому из предыдущих пунктов, включающий следующие этапы:
- получают лист, состоящий из выбранного материала и, по сравнению с наружным контуром заготовки, имеющий увеличенный наружный размер,
- вырезают заготовку по ее наружному контуру,
- выполняют тиснение линий сгиба на заготовке и
- прорезают линии биговки.
10. Способ изготовления контейнера, предназначенного для хранения его содержимого, включающий следующие стадии:
- получают заготовку в соответствии с любым из пп. 1-8,
- формируют внутренний каркас, сгибая заготовку на 90° по вертикальным линиям сгиба, по которым внутренние боковые секции (9) соединены с внутренней передней секцией (10),
- загибают клапан (12) на 180° по линии сгиба, вдоль которой клапан (12) соединен с внутренней передней секцией (10),
- формируют наружный корпус, сгибая заготовку на 90° вокруг сформированного внутреннего каркаса по вертикальным линиям сгиба наружного корпуса,
- осуществляют адгезивное скрепление боковой панели (4), образующей выступающую часть заготовки, с промежуточным участком (20) и адгезивное скрепление по меньшей мере участка (12') клапана с внутренней поверхностью передней панели (3),
- помещают содержимое в контейнер, изготовленный из заготовки, выполненной в соответствии с любым из предыдущих пунктов и согнутой с формированием наружного корпуса и внутреннего каркаса, но с незагнутыми клапанами (6а, 6b, 6с, 6d и/или 2а, 2b, 2с, 2d) боковых панелей (4), передней панели (3) и задней панели (5), а клапан (12) внутренней передней секции сгибают на 180° по линии сгиба, вдоль которой клапан (12) соединен с внутренней передней секцией, и осуществляют адгезивное скрепление клапана с внутренней поверхностью передней панели (3),
- загибают клапаны (6а, 6b, 6с, 6d; 2а, 2b, 2с, 2d) по линиям сгиба, формируя в контейнере нижнюю панель (2) и верхнюю панель (6), и осуществляют адгезивное скрепление одна с другой двух крайних клапанов нижней панели (2) и верхней панели (6).
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| US 2967010 A, 03.01.1961 | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| US 5511722 A, 30.04.1996 | |||
| РЕГУЛИРУЕМЫЙ МАГНИТНЫЙ СОЕДИНИТЕЛЬ | 1998 |
|
RU2197774C2 |

