Материал для экранно-вакуумной теплоизоляции и способ его изготовления.
Изобретение относится к области тепловой защиты объектов космической и криогенной техники, в частности, к экранно-вакуумной беспылевой теплоизоляции космических аппаратов (ЭВТИ), а также может быть использовано в нефтяной и химической промышленностях, медицине и др. отраслях народного хозяйства.
Обычно ЭВТИ представляет пакет чередующихся теплоотражающих экранов, например, из металлизированной полиэтилентерефталатной пленки и сепарационных прокладок из нетканых материалов, например стеклянного холста или разреженных тканей (стеклянных или синтетических). При этом сепарационная прокладка должна быть совмещена с теплоотражающим экраном таким образом, чтобы при раскрое, монтаже и эксплуатации предотвратить смещение прокладки относительно экрана, обеспечив тем самым сохранение целостности конструкции пакета ЭВТИ.
ЭВТИ эксплуатируется в вакууме до 10-1 мм рт.ст. и выше и температуре от минус 150 до +400°С.
Кроме того, от ЭВТИ требуется быстрое газоудаление при эксплуатации в безвоздушном пространстве, например в космосе, поэтому пленочные теплоотражающие экраны перфорируют. При недостаточной скорости газоудаления может возникнуть набухание пакета ЭВТИ с образованием надрывов и разрушением пакета.
Существует множество способов крепления теплоотражающих экранов с сепарационной прокладкой.
Известны способы прошивки металлизированных экранов с тканью, например, по патентам SU №1839976 (B64G 1/58), SU №31840181 (B64G 9/00), SU №1106955 (F16L 5/06), USA №7252890 (B64G 1/58), RU №2269146 (B64G 1/58), RU №57145 (B01J 20/28).
Эти технические решения имеют существенный недостаток -увеличивается количество сквозных отверстий, что при прошивке часто приводит к механическим повреждениям слоев, и, таким образом, к снижению прочности пакета ЭВТИ в целом.
Известны способы изготовления материала для ЭВТИ путем механического соединения слоев с помощью кнопок, пуговиц, клея, например, по патентам RU №2384492 (B64G 1/58), USA №6497390 (B64G 1/58). Такие способы требуют применения дополнительных материалов в виде кнопок, пуговиц, что снижает эффективность ЭВТИ, т.к. увеличивается кондуктивная теплопередача, а применение клея повышает газовыделение за счет деструкции клея в процессе эксплуатации, особенно, в экстремальных условиях.
Известны способы соединения слоев материала ЭВТИ путем спекания, например, по патенту RU №2397926 (B64G 1/58). При спекании слоев материалов ЭВТИ происходит деструкция и разрушение материалов пленки со значительным газовыделением продуктов разложения.
Известны многочисленные способы получения многослойного материала путем термокомпрессионной сварки, например, по патентам RU №2493058 (B64G 1/58), RU №2166740 (G01L 7/08), RU №2411473 (G01L 7/08), заявке ЕПВ №0219149 (G01L 5/00). Термокомпрессионные способы соединения путем точечной сварки не обеспечивают равномерное соединение слоев пленки и прокладочного материала по всей поверхности при изготовлении ЭВТИ больших площадей, а в случае сплошной сварки увеличивается теплопередача, что снижает эффективность ЭВТИ.
Известны технические решения соединения перфорированной металлизированной пленки с частично подплавленным нетканым материалом, например, по патенту RU №13043 (D04H 1/40), принятые за прототип для материала и способа его получения. При частичном подплавлении нетканого материала он, как правило, сдвигается и перекрывает перфорационные отверстия пленки, что снижает скорость газоудаления, кроме того, увеличивается теплопередача за счет большего пятна контакта между теплоотражающим и сепарационным слоями, а использование волокнистого синтетического материала приводит к пылеобразованию, т.о. в целом уменьшается эффективность ЭВТИ.
Задачей изобретения является способ изготовления и материал для ЭВТИ с уменьшением времени газоудаления за счет фиксированного прочного безсдвигового соединения металлизированных перфорированных экранов с беспылевым сепарационной прокладкой в виде разреженной ткани с одновременным достижением высокой механической прочности и низкой теплопроводности.
Эта задача решается тем, что в материале для экранно-вакуумной теплоизоляции, состоящем из чередующихся слоев экранов металлизированной теплоотражающей перфорированной пленки и сепарационной прокладки, в качестве которой использована разреженная ткань, при этом упомянутые слои сварены по краям перфорированных отверстий, диаметр которых от 1 до 8 мм, а шаг перфорации составляет от 10 до 50 мм.
Эта задача решается также за счет того, что чередующиеся слои экранов металлизированной теплоотражающей перфорированной пленки и разреженной ткани сваривают одновременно по краям всех перфорированных отверстий металлизированной пленки.
Сварка может быть выполнена любым методом, например лазерным, терморезистивным, СВЧ.
Приведем примеры экспериментальной отработки изобретения.
Пример 1
Материал для ЭВТИ с температурой эксплуатации от минус 150 до +150°С, поверхностно плотностью 11,5 г/м2, состоит из пленки полиэтилентерефталатной металлизированной с двух сторон, толщиной 5 мкм (марка ПЭТ-КДА, ТУ 6-49-04719662-119-93) и ткани полиэфирной (артикул 5440-11, ТУ 2278-185-35227510-2012), термостатированной, с поверхностной плотностью 4,5 г/м2, которые соединены термической сваркой по краям перфорационных отверстий диаметром 2 мм, с шагом перфорации 50 мм. Сварка проведена на установке УСП-01. Режимы сварки: время сварки 0,3 с, температура сварки 190°С, скорость перемотки 1,0 м/мин.
Пример 2
Материал для высокотемпературной ЭВТИ с температурой эксплуатации от минус 200 до +350°С, массой 32 г/м2, состоит из пленки полиимидной металлизированной с двух сторон, толщиной 12 мкм (марка ПМ-1ЭУ-ДА, ТУ 6-49-04719662-118-93) и термостатированной ткани аримидной полотняного плетения, выработанной из аримидной нити исходной линейной плотности 6,0 текс с термопластичным покрытием на основе термопластичного полиимидного лака (артикул ткани 5432-10, ТУ 8278-178-35227510-2011), поверхностная плотность ткани 15 г/м2, которые соединены термической сваркой по краям перфорационных отверстий диаметром 2 мм, с шагом перфорации 50 мм. Сварка проведена на установке УСП-01. Режимы сварки: время сварки 0,6 с, температура сварки 330°С, скорость перемотки 0,3 м/мин.
Пример 3
Материал для высокотемпературной ЭВТИ с температурой эксплуатации от минус 200 до +250°С, массой 21,5 г/м2, состоит из пленки полиимидной термопластичной, толщиной 12 мкм (марка ПИ-ПК-200, ТУ 6-05-211-1392-85), металлизированной с двух сторон, и ткани технической, выработанной с использованием нити из ароматического полиамида с линейной плотностью 2,0 текс (артикул 5394-07, ТУ 8378-147-35227510-2007); поверхностная плотность ткани 4,5 г/м2, которые соединены термической сваркой по краям перфорационных отверстий диаметром 2 мм, с шагом перфорации 50 мм. Сварка проведена на установке УСП-01. Режимы сварки: время сварки 0,5 с, температура 280°С, скорость перемотки 0,8 м/мин.
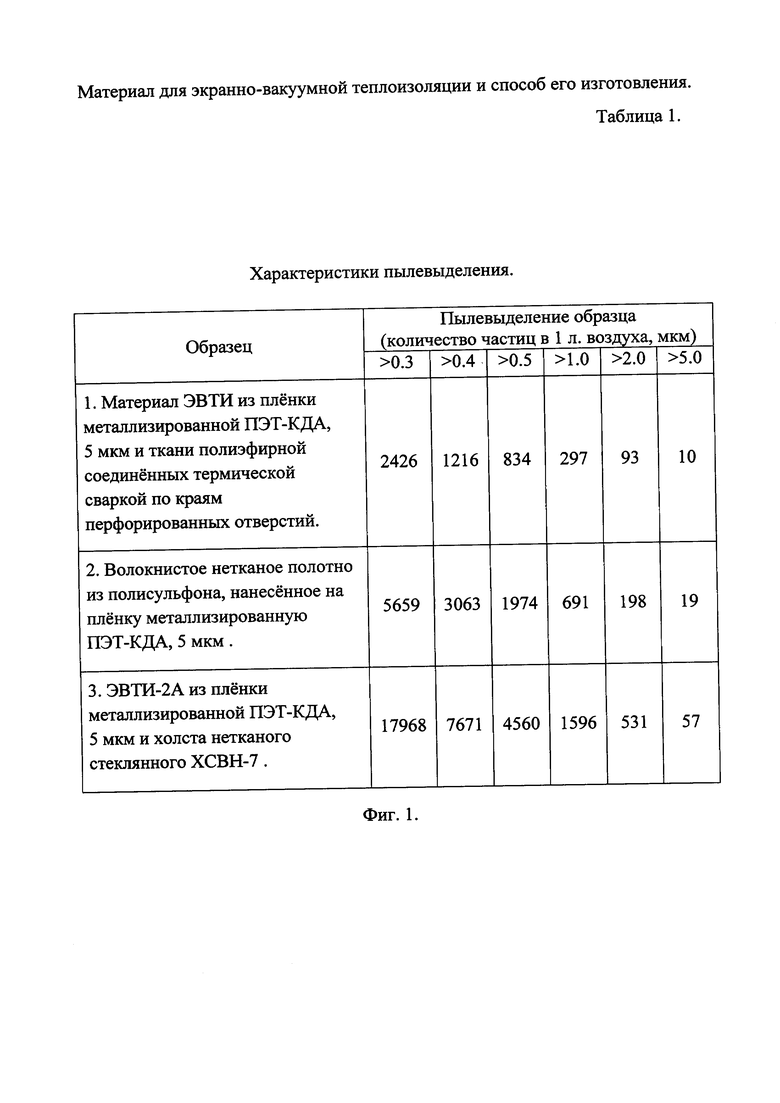
Полученные материалы для ЭВТИ обладают существенно меньшим пылевыделением по сравнению с аналогичным ЭВТИ, где в качестве сепараторов используют нетканые материалы (Фиг. 1).
Образцы испытывались в одинаковых условиях вибрационных нагрузок при давлении продувки равном 0,1 кгс/см2. Замеры осуществлялись анализатором запыленности A3-10.
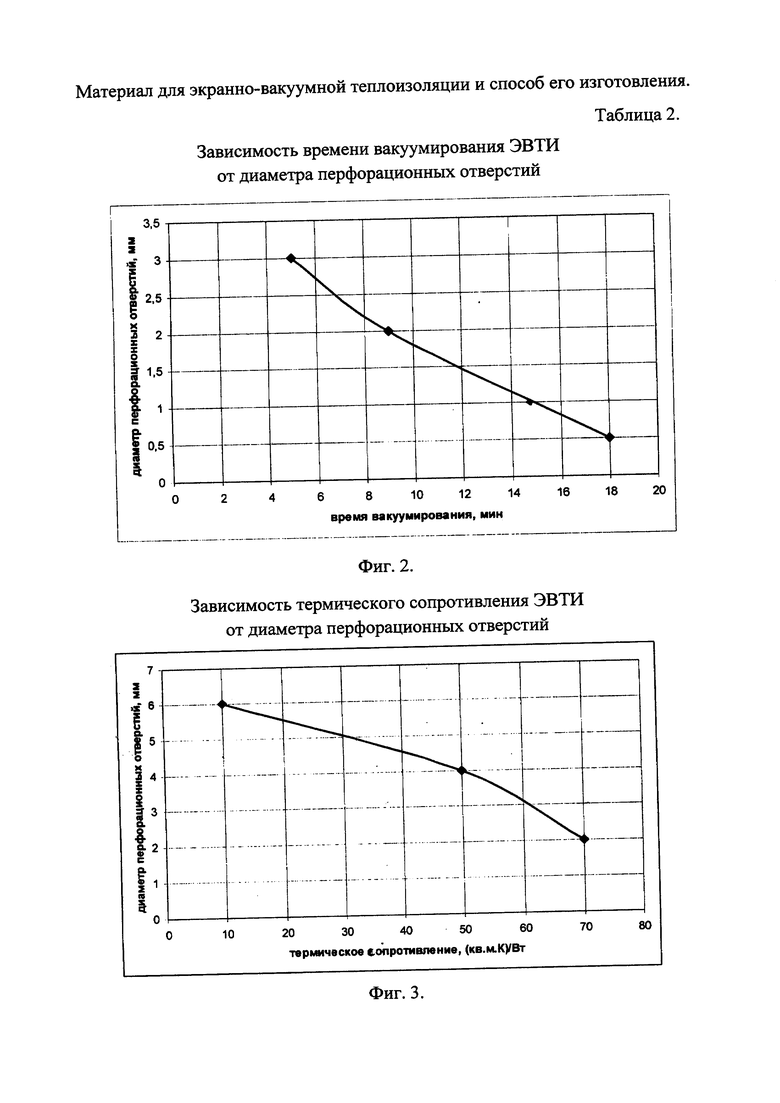
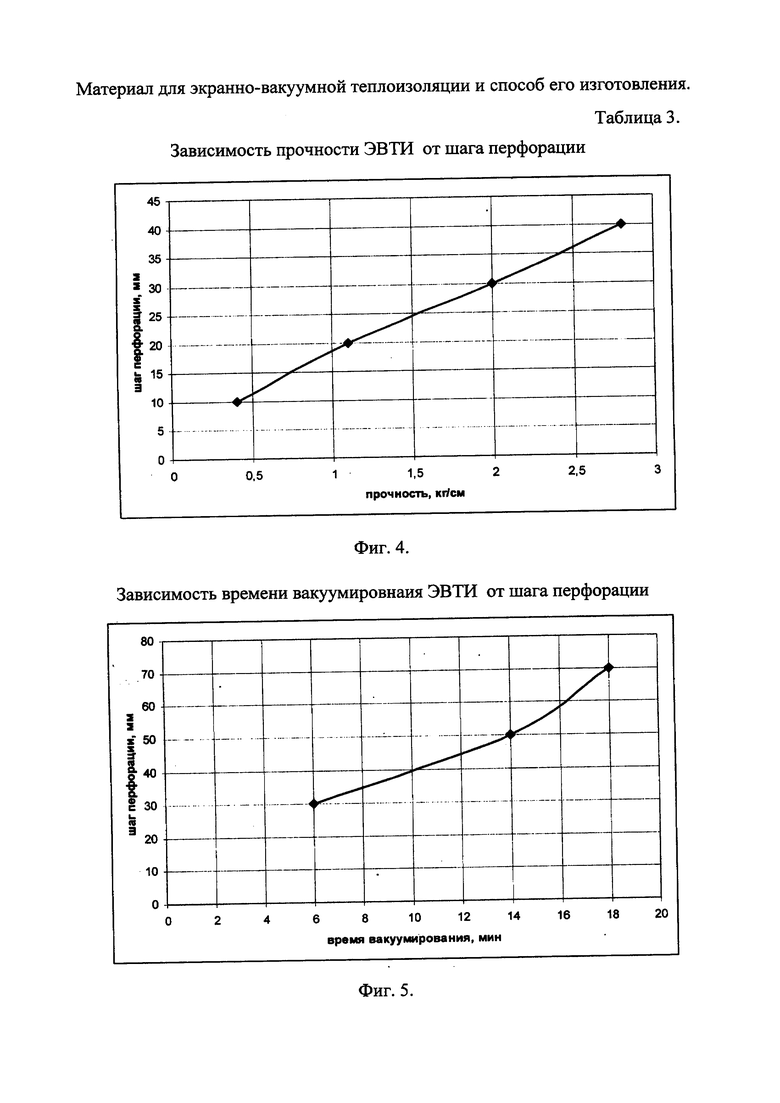
Зависимость времени газоудаления материала и зависимость термического сопротивления материала от диаметра отверстий перфорации показаны в таблице 2 (Фиг. 2 и Фиг. 3), а зависимость прочности и времени газоудаления от шага перфорации показаны в таблице 3 (Фиг. 4 и Фиг. 5).
При шаге перфорации меньше 10 мм снижается прочность материала ниже допустимого предела эксплуатации, а при шаге более 50 мм возрастает время газоудаления.
Для сравнения термическое сопротивление, R мата ЭВТИ аналогичных конструкций при испытании в стандартных условиях при вакууме 1⋅10-5 мм рт.ст. составляет: - 51 К⋅м2/Вт, для ЭВТИ с 27 слоями материала из пленки ПЭТ-КДА толщиной 5 мкм и ткани полиэфирной соединенной по краям перфорированных отверстий (пример 1); - 45 К⋅м/Вт для ЭВТИ-2А с 27 слоями материала ПЭТ-КДА толщиной 5 мкм и холста нетканого стеклянного ХСВН 7.
Таким образом, предлагаемый материал для ЭВТИ и способ его изготовления дают возможность уменьшить время газоудаления за счет фиксированного прочного безсдвигового соединения металлизированных перфорированных экранов с беспылевой сепарационной прокладкой в виде разреженной ткани с одновременным достижением высокой механической прочности и низкой теплопроводности.
Предлагаемый материал удобен при изготовлении ЭВТИ, т.к. при раскрое и монтаже отсутствует взаимное смещение скрепленных слоев теплоотражающего экрана и сепарационной прокладки.
Сепарационная прокладка может быть выполнена в виде разреженной ткани из термопластичной нити или нити с покрытием термопластичным полимером.
Способ изготовления позволяет упростить процесс изготовления ЭВТИ за счет объединения стадии перфорации и крепления экрана с прокладкой, а так же обеспечить их эффективное крепление при минимальном механическом повреждении и минимальном пятне контакта между экраном и сепарационной прокладкой.
Для сварки может быть использована сварочно-перфорационная установка. Ткань и пленка подаются с двух размоток с постоянной скоростью и совмещаются в зоне сварки. Рабочий инструмент, например постоянно нагретый электрод в виде рейки двигаясь синхронно с пленкой совершает рабочий цикл сварки состоящий из: - опускания прижимной планки; - опускания горячих электродов; - непосредственно контактной сварки; - подъема электродов; - остывания сваренного материала; - подъема прижимной планки. После этого узел сварки возвращается в противоположном направлении движения пленки, при этом необходимый шаг перфорации задается автоматически, и цикл повторяется при постоянной скорости перемотки. Готовый материал сматывается на приемный вал с постоянной скоростью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКРАННО-ВАКУУМНАЯ ТЕПЛОИЗОЛЯЦИЯ КОСМИЧЕСКОГО АППАРАТА | 2007 |
|
RU2344972C2 |
| Способ изготовления низкотемпературной изоляции | 1990 |
|
SU1758330A1 |
| ОГНЕЗАЩИТНЫЙ МАТЕРИАЛ | 1998 |
|
RU2135235C1 |
| СПОСОБ ЛАЗЕРНОЙ ПЕРФОРАЦИИ МНОГОСЛОЙНЫХ РУЛОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2561580C1 |
| ТЕРМОРЕГУЛИРУЮЩИЙ МАТЕРИАЛ | 2012 |
|
RU2493057C1 |
| Многослойная гибкая надувная оболочка для космического аппарата | 2021 |
|
RU2781894C1 |
| ТЕРМОРЕГУЛИРУЮЩИЙ МАТЕРИАЛ | 2012 |
|
RU2493058C1 |
| ЭКРАННО-ВАКУУМНАЯ ТЕПЛОИЗОЛЯЦИЯ КОСМИЧЕСКОГО АППАРАТА С ВНЕШНИМ КОМБИНИРОВАННЫМ ПОКРЫТИЕМ | 2008 |
|
RU2397926C2 |
| ОГНЕСТОЙКИЙ, УСТОЙЧИВЫЙ К УЛЬТРАФИОЛЕТОВОМУ ОБЛУЧЕНИЮ В ТЕЧЕНИЕ ДЛИТЕЛЬНОГО ВРЕМЕНИ ДРАПИРУЮЩИЙСЯ ЭКРАН | 1994 |
|
RU2127510C1 |
| МНОГОСЛОЙНЫЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ | 1994 |
|
RU2094957C1 |
Изобретение относится к тепловой защите объектов космической и/или криогенной техники, а также может быть использовано в других отраслях народного хозяйства. Материал состоит из чередующихся слоев экранов металлизированной теплоотражающей перфорированной пленки и сепарационной прокладки. В качестве прокладки использована разреженная беспылевая полимерная ткань. Указанные слои сварены по краям перфорационных отверстий диаметром от 1 до 8 мм, при шаге перфорации от 10 до 50 мм. Способ изготовления данного материала состоит в том, что указанные чередующиеся слои экранов и прокладочной ткани сваривают одновременно по краям всех перфорационных отверстий. Техническим результатом является уменьшение времени дегазации материала за счет фиксированного прочного бессдвигового соединения металлизированных экранов с прокладкой, при одновременной высокой механической прочности и низкой теплопроводности материала. 2 н.п. ф-лы, 5 ил.
1. Материал для экранно-вакуумной теплоизоляции, состоящий из чередующихся слоев экранов металлизированной теплоотражающей перфорированной пленки и сепарационной прокладки, отличающийся тем, что в качестве последней использована разреженная ткань, при этом упомянутые слои сварены по краям перфорационных отверстий, диаметр которых от 1 до 8 мм, а шаг перфорации составляет от 10 до 50 мм.
2. Способ изготовления материала для экранно-вакуумной теплоизоляции путём сварки, отличающийся тем, что чередующиеся слои экранов металлизированной теплоотражающей перфорированной пленки и прокладочной разреженной ткани сваривают одновременно по краям всех перфорационных отверстий металлизированной пленки.
| Приспособление для предупреждения проникания холодного воздуха в помещение через люк, служащий для подачи в последний каких-либо предметов | 1927 |
|
SU13043A1 |
| УСТРОЙСТВО ОБЕСПЕЧЕНИЯ ТЕПЛОВОГО РЕЖИМА КРИОГЕННОЙ ЕМКОСТИ ПРИ ЭКСПЛУАТАЦИИ КОСМИЧЕСКОГО ОБЪЕКТА | 2009 |
|
RU2413661C1 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И ПОДАЧИ КРИОГЕННЫХ ПРОДУКТОВ | 2000 |
|
RU2183301C1 |
| НЕСУЩАЯ ПАНЕЛЬ СОЛНЕЧНОЙ БАТАРЕИ КОСМИЧЕСКОГО АППАРАТА (ВАРИАНТЫ) | 2004 |
|
RU2283798C2 |
| УСТРОЙСТВО ГЕНЕРАЦИИ СВЕТА | 2012 |
|
RU2594747C2 |
| US 3152033 А, 06.10.1964 | |||
| М.Г.КАГАНЕР | |||
| Тепловая изоляция в технике низких температур" | |||
| Машиностроение | |||
| М., 1966, с.237-262. | |||

