Изобретение относится к технологии перфорации многослойных рулонных материалов и предназначено, в частности, для применения в космической технике при изготовлении экранно-вакуумной теплоизоляции космических аппаратов (КА).
Экранно-вакуумная теплоизоляция (ЭВТИ) используется для обеспечения тепловой защиты КА от воздействия окружающей среды с целью уменьшения теплообмена и сохранения заданных тепловых условий. ЭВТИ обычно изготавливается в виде матов, состоящих из нескольких слоев металлизированных полиэтилентерефталатной и полиимидной пленок, которые могут быть разделены прокладками из диэлектрического материала, выполненными, например, из стекловолокнистого холста или стекловуали.
Пленки ЭВТИ должны соответствовать заданным требованиям по отражающей способности и теплопередачи, что налагает жесткие условия по выбору материалов для их изготовления.
Для лучшего вакуумирования и защиты от электростатического разряда слои пленки для мата ЭВТИ необходимо перфорировать. Как правило, принято перфорировать пленку для мата ЭВТИ отверстиями с диаметром 2 мм на расстоянии 50 мм друг от друга.
В процессе изготовления ЭВТИ необходимо обеспечить перфорацию всех слоев ЭВТИ и их соединение, в том числе и соединение с прокладочным материалом. Рулонный многослойный материал для изготовления ЭВТИ обычно представляет собой двух- или трехслойную структуру, состоящую из толстого слоя на основе, как правило, полиимида (или полиэтилентерефталата) и тонкого слоя (или тонких слоев) алюминия, напыленного с его внешней стороны. Толщина толстого слоя, согласно отраслевому стандарту, находится в диапазоне от 5 до 20 мкм. Толщина алюминиевого напыления составляет обычно единицы микрометров. Прокладочный материал может иметь сетчатую квадратную структуру на основе аримидных или полиэфирных волокон (нитей) с шагом, как правило, 0,5 мм. При этом использование сетчатой структуры для прокладочного материала создает дополнительные проблемы при изготовлении ЭВТИ из-за необходимости обеспечения достаточной площади сварного шва между пленкой и сеткой для получения требуемых прочностных параметров рулонного многослойного материала ЭВТИ.
Известен способ перфорации рулонных материалов, при котором посредством лентопротяжного механизма подают с заданной скоростью рулонный материал в зону действия узла перфорации, обеспечивая при этом постоянное натяжение материала в месте перфорации, после чего осуществляют перфорацию материала посредством воздействия несколькими световыми излучателями, объединенными в блок световых излучателей (патент RU 121185, приоритет от 21.06.2012, B26F 1/31). Излучатели установлены последовательно по ходу движения рулонного материала. Размер и форма отверстий определяются размером выходного луча светового излучателя. Указанный способ позволяет осуществлять прошивку отверстий только при их линейном расположении и постоянном межцентровом расстоянии, что существенно ограничивает технологические возможности способа.
Известен способ лазерной прошивки отверстий в движущейся заготовке, при котором в процессе движения перфорируемой заготовки за счет сканирования луча лазера, поворачиваемого на заданный угол, обеспечивается поддержание фокального пятна сфокусированного лазерного излучения неподвижным относительно движущейся обрабатываемой заготовки или его перемещение со скоростью, меньшей скорости движения самой заготовки (RU 2035279, приоритет от 20.05.1993, В23К 26/00). Указанный способ позволяет улучшить синхронность перемещений обрабатываемой заготовки и луча лазера во время прошивки отверстий, что повышает производительность и точность обработки, но не предназначен для перфорации многослойных рулонных материалов.
Известно устройство для перфорации рулонных материалов, содержащее лентопротяжный механизм, включающий исходные, промежуточные и приемный валы для протяжки рулонных материалов, приводы вращения валов, блок управления и блок перфорации, выполненный в виде набора световых излучателей, расположенных линейно на расстоянии друг от друга, каждый из которых выполнен и/или размещен с возможностью обеспечения перфорации материала за счет локального нагрева материала в месте перфорации одним из световых излучателей независимо от других световых излучателей (патент RU 121185, приоритет от 21.06.2012, B26F 1/31). Указанное устройство позволяет осуществлять прошивку отверстий только при их линейном расположении и постоянном межцентровом расстоянии, что ограничивает сферу его применения, и не предназначено для перфорации многослойных рулонных материалов.
Известно устройство для лазерной прошивки отверстий в движущейся заготовке, содержащее лазер, сканирующее устройство в виде поворотного зеркала с приводами поворота и датчиками угла поворота, систему фокусировки, координатный стол с приводами и датчиками пути перемещения заготовки, систему фокусировки затвора оптического канала, систему управления и блок синхронизации, обеспечивающие синхронизацию перемещений фокального пятна сфокусированного лазерного и обрабатываемой заготовки (RU 2035279, приоритет от 20.05.1993, В23К 26/00). Указанное устройство позволяет улучшить синхронность перемещений обрабатываемой заготовки и луча лазера во время прошивки отверстий, что повышает производительность и точность обработки, но не предназначено для перфорации многослойных рулонных материалов. Кроме того, производительность устройства ограничена скоростью перемещения и максимальных ходом двухкоординатного стола.
Наиболее близкими аналогами к заявленным способу лазерной перфорации многослойных рулонных материалов и устройству для его осуществления теплопередающей панели КА, выбранными в качестве прототипов, являются способ и устройство для лазерной перфорации многослойных материалов, известные из патента РФ 133046 с приоритетом от 23.05.2013; B26F 1/31, В23К 26/08.
В известном способе лазерной перфорации многослойных рулонных материалов осуществляют с заданным натяжением подачу перфорируемых слоев рулонных материалов в зону воздействия лазерного излучения, обеспечивая их прижим друг к другу посредством пропускания через вал лентопротяжного механизма, определяют границы перфорируемых отверстий и места их расположения на поверхности рулонных материалов, задают параметры лазерного излучения и режим воздействия лазерным излучением, производят перфорацию рулонных материалов импульсным лазерным излучением, в процессе которой осуществляют линейное и угловое смещение лазерного излучения посредством сканирующего устройства и синхронизацию импульсного режима лазерного излучения с режимами работы лентопротяжного механизма, при этом в течение действия лазерного импульса испаряют материал в зоне его действия и формируют область сварки в виде краевого шва области перфорации, обеспечивая соединение рулонных материалов оплавленным краем перфорируемого отверстия.
Известное устройство для лазерной перфорации многослойных рулонных материалов содержит лазерный излучатель и последовательно установленное по ходу лазерного луча сканирующее устройство, включающее оптический блок с приводом, обеспечивающее линейное и угловое перемещение лазерного луча, лентопротяжный механизм, включающий исходные, промежуточные и приемный валы для протяжки слоев рулонных материалов, поддерживающий элемент, приводы и датчики скорости движения перфорируемых материалов, у которых управляющие входы лазерного излучателя, привода сканирующего устройства и приводов вращения исходных и приемного валов лентопротяжного механизма подключены к выходам блока управления, а выходы датчиков скорости движения перфорируемых материалов подключены к входам блока управления.
Указанный способ и устройство позволяют обеспечить лазерную перфорацию многослойных рулонных материалов и повысить производительность процесса. Вместе с тем, в данных технических решениях при осуществлении контроля скорости подачи рулонных материалов и соответственно заданного натяжения подаваемых перфорируемых слоев рулонных материалов в зону воздействия лазерного излучения рулонный материал рассматривается как единое целое.
Однако перфорируемый рулонный материал может состоять из слоев разнородных материалов, например ЭВТИ, которая, как было указано выше, может быть выполнена из нескольких слоев металлизированных полиэтилентерефталатной и полиамидной пленок, разделенных прокладками из стекловолокнистого холста или стекловуали.
Эти слои могут обладать различной структурой и прочностными характеристиками, что требуется учитывать при выборе их натяжения в процессе перфорации и сварки. Непринятие во внимание данного фактора приводит к снижению качества изготавливаемых перфорируемых многослойных материалов ввиду возможности образования складок, воздушных пузырей и т.п., образуемых при соединении слоев материала.
Технической задачей, решаемой предлагаемыми способом и устройством, является повышение качества перфорируемых многослойных рулонных материалов посредством устранения возможности образования складок, воздушных пузырей и т.п., образуемых при соединении слоев материала в процессе перфорации.
Указанная задача обеспечивается тем, что в известном способе лазерной перфорации многослойных рулонных материалов, при котором осуществляют с заданным натяжением подачу перфорируемых слоев рулонных материалов в зону воздействия лазерного излучения, обеспечивая их прижим друг к другу посредством пропускания через вал лентопротяжного механизма, определяют границы перфорируемых отверстий и места их расположения на поверхности рулонных материалов, задают параметры лазерного излучения и режим воздействия лазерным излучением, производят перфорацию рулонных материалов импульсным лазерным излучением, в процессе которой осуществляют линейное и угловое смещение лазерного излучения посредством сканирующего устройства и синхронизацию импульсного режима лазерного излучения с режимами работы лентопротяжного механизма, при этом в течение действия лазерного импульса испаряют материал в зоне его действия и формируют область сварки в виде краевого шва области перфорации, обеспечивая соединение рулонных материалов оплавленным краем перфорируемого отверстия, новым является то, что величину натяжения перфорируемых слоев рулонных материалов устанавливают отдельно для каждого слоя, в зависимости от их материала и структуры, при этом перед осуществлением перфорации воздействуют на перфорируемые слои материалов ионизированным излучением, формируя на смежных слоях разноименные электростатические заряды, а после осуществления перфорации измеряют полярность и величину остаточного электростатического заряда на изготовленном многослойном рулонном материале, определяют параметры ионизированного излучения, необходимого для нейтрализации остаточного электростатического заряда и производят его нейтрализацию посредством воздействия на многослойный материал нейтрализующим ионизированным излучением.
Установление величины натяжения перфорируемых слоев рулонных материалов отдельно для каждого слоя в зависимости от их материала и структуры позволяет обеспечить отсутствие складок и пузырей при соединении слоев разнородных материалов.
Воздействие на перфорируемые слои материалов ионизированным излучением перед осуществлением перфорации, при котором формируют на смежных слоях разноименные электростатические заряды, обеспечивает слипание всех слоев материала перед осуществлением перфорации под воздействием электростатического заряда, что позволяет сохранить заданное натяжение слоев и предохраняет от их смещения относительно друг друга, Это имеет особое значение при использовании в многослойном материале слоев с различной плотностью плетения (например, при использовании прокладочного материала с сетчатой структурой).
Осуществление после перфорации измерения полярности и величины остаточного электростатического заряда на изготовленном многослойном рулонном материале, определения параметров ионизированного излучения, необходимого для нейтрализации остаточного электростатического заряда, и его нейтрализация посредством воздействия на многослойный материал нейтрализующим ионизированным излучением позволяет полностью устранить остаточный электростатический заряд на изготовленном материале.
Использование в качестве ионизированного излучения ионизированного газового потока позволяет упростить процесс ионизации слоев материала и нейтрализации остаточного электростатического заряда.
Установление величины натяжения для каждого слоя перфорируемых рулонных материалов посредством задания разницы скоростей исходных и приемного валов лентопротяжного механизма позволяет обеспечить задание и поддержание величины натяжения для каждого слоя с достаточной точностью при упрощении технологического процесса.
Выбор скорости протяжки рулонного материала из соотношения:

где: V - скорость протяжки рулонного материала, м/с;
Δ - шаг перфорации, мм;
h - ширина материала, мм;
Рл - мощность лазера, Вт;
µ - КПД перфорации;
Епрож - энергия, затрачиваемая на прожиг одного отверстия перфорируемой пленки, Дж.
Кроме того, указанная задача обеспечивается тем, что в известном устройстве для лазерной перфорации многослойных рулонных материалов, содержащем лазерный излучатель и последовательно установленное по ходу лазерного луча, сканирующее устройство, включающее оптический блок с приводом, обеспечивающее линейное и угловое перемещение лазерного луча, лентопротяжный механизм, включающий исходные, промежуточные и приемный валы для протяжки слоев рулонных материалов, поддерживающий элемент, приводы вращения валов и датчики скорости движения перфорируемых материалов, у которых управляющие входы лазерного излучателя, привода сканирующего устройства и приводов вращения исходных и приемного валов лентопротяжного механизма подключены к выходам блока управления, а выходы датчиков скорости движения перфорируемых материалов подключены к входам блока управления, новым является то, что устройство снабжено ионизаторами, установленными с возможностью оказания ионизирующего воздействия на слои рулонных материалов до их пропускания через промежуточный вал лентопротяжного механизма, при этом управляющие входы ионизаторов подключены к выходам блока управления, и датчиками ионизации, установленными с возможности замера остаточного электростатического заряда многослойного рулонного материала после осуществления перфорации, причем выходы датчиков ионизации подключены к входам блока управления.
Снабжение устройства ионизаторами, установленными с возможностью оказания ионизирующего воздействия на слои рулонных материалов до их пропускания через промежуточный вал лентопротяжного механизма, позволяет обеспечить слипание всех слоев материала перед осуществлением перфорации под воздействием электростатического заряда и соответственно сохранить заданное натяжение слоев и устранить опасность их смещения относительно друг друга.
Подключение управляющих входов ионизаторов к выходам блока управления и наличие датчиков ионизации, установленных с возможностью замера остаточного электростатического заряда многослойного рулонного материала после осуществления перфорации, у которых выходы датчиков ионизации подключены к входам блока управления, позволяет обеспечить управление процессом ионизации и нейтрализации электростатического заряда перфорируемого многослойного рулонного материала при упрощении технологического процесса.
Выполнение ионизаторов в виде источников ионизированного газа позволяет упростить процесс ионизации слоев материала и нейтрализации остаточного электростатического заряда.
Сущность заявленного способа и устройства поясняется чертежами, где:
Фиг. 1 - блок-схема устройства для лазерной перфорации многослойных рулонных материалов;
Фиг. 2 - вид перфорируемого отверстия и сварного шва в двухслойном материале;
Фиг. 3 - график циклов перфорации и сварки;
Фиг. 4 - принципиальная схема ионизатора лазерной перфорации многослойных рулонных материалов.
Устройство для лазерной перфорации многослойных рулонных материалов содержит лазерный излучатель 1 и последовательно установленное по ходу лазерного луча сканирующее устройство 2, включающее оптический блок 3 с приводом 4, обеспечивающим линейное и угловое перемещение лазерного луча. Лентопротяжный механизм 5 включает исходные 6, 7, промежуточные 8, 9 и приемный 10 валы для протяжки слоев рулонных материалов, приводы вращения валов 11, 12, 13 и датчики скорости движения 14, 15, 16 перфорируемых материалов. При этом скорость вращения каждого вала контролируется отдельным датчиком. Каждый отдельный слой многослойного рулонного материалов первоначально намотан на бобины 17, 18, которые закрепляются на исходных валах 6,7 с помощью крепежных конусов. Управляющие входы лазерного излучателя 1, привода 4 сканирующего устройства 2 и приводов вращения 11, 12, 13 исходных 6, 7 и приемного 10 валов лентопротяжного механизма 5 подключены к выходам блока управления 19, а выходы датчиков скорости движения перфорируемых материалов 14, 15, 16 подключены к входам блока управления 19. В качестве блока управления используется компьютер. Устройство снабжено ионизаторами 20, 21, 22, выполненными, например, в виде формирователя заряда 23 с использованием потока ионов, трубопровода 24 и рассеивателя 25 (фиг. 4). Ионизаторы установлены с возможностью оказания ионизирующего воздействия на слои рулонных материалов 26, 27 до их пропускания через промежуточный вал 8 лентопротяжного механизма 5. Управляющие входы ионизаторов 20, 21, 22 подключены к выходам блока управления 19. Кроме этого устройство снабжено датчиком ионизации 28, установленным с возможности замера остаточного электростатического заряда многослойного рулонного материала 29 после осуществления перфорации. Выход датчика ионизации 28 подключен к входу блока управления 19.
Особенности реализации предлагаемого способа и устройства раскрыты на примере изготовления с применением лазерной перфорации двухслойного рулонного материала, у которого в качестве верхнего слоя ЭВТИ используют металлизированную полимерную пленку, а в качестве нижнего слоя ЭВТИ - полимерную сетку. Пленка 26 и сетка 27 намотаны на бобины 17 и 18, которые, соответственно, закреплены на первом 6 и втором 7 исходных валах.
Вращение бобин 17 и 18 задается приводами через исходные валы по сигналам, получаемым с выходов блока управления 19. В результате вращения исходных валов пленка и сетка, разматываясь с бобин 17 и 18, последовательно проходят через два промежуточных вала 8, 9 и установленный между ними поддерживающий элемент 30. В процессе этого системой вытяжки 31 по сигналу с выхода блока управления 19 создается воздушный поток, вытягивающий (высасывающий) продукты и остатки взаимодействия лазерного излучения и рулонных материалов. Затем уже в виде пленки ЭВТИ рулон наматывается на бобину 32 приемного вала 10. Величину натяжения перфорируемых слоев рулонных материалов устанавливают отдельно для каждого слоя, в зависимости от их материала и структуры. Регулирование величины натяжения перфорируемых слоев может осуществляться за счет изменения скорости вращения исходных валов 6, 7, например, путем их притормаживания. Для этого исходные валы 6, 7, так же как и промежуточный вал 8, снабжены датчиками скорости движения перфорируемых материалов 14, 15, 16, выходы которых подключены к входам блока управления 19, вырабатывающего сигналы управления для валов. Сигналы, поступающие от датчиков скорости движения к блоку управления, позволяют синхронизировать процесс перфорации и сварки по фактическому движению пленки и сетки, а также сообщить дополнительную информацию о приблизительном запасе их длины (при расчете по скорости вращения и диаметра бобины) или об их разрыве (по отсутствию изменения сигнала). Проходя через первый промежуточный вал 8, натянутые пленка и сетка прижимаются друг к другу и далее в виде двухслойного материала попадают в зону обработки на поддерживающий элемент 30. При этом до пропускания пленки и сетки через промежуточный вал 8 на них с помощью ионизаторов 20, 21 оказывается ионизирующее воздействие, придающее пленке и сетке разнополярные электростатические заряды Q+ и Q- для их дополнительного взаимного притяжения. Ионизаторы 20, 21 расположены рядом с поверхностью пленки и сетки перед промежуточным валом 8 и в процессе работы создают газовые потоки, содержащие заряженные частицы газа. Эти газовые потоки, например воздуха, направляются на поверхность пленки и сетки, обдувают их и передают им электростатический заряд. После прохождения первого промежуточного вала 8 двуслойный рулонный материал подвергается перфорации посредством воздействия сфокусированного импульсного лазерного излучения. Выбор скорости протяжки V рулонного материала на приемном валу определяют из соотношения:
где: V - скорость протяжки рулонного материала, м/с;
Δ - шаг перфорации, мм;
h - ширина материала, мм;
Рл - мощность лазера, Вт;
µ - КПД перфорации;
Епрож - энергия, затрачиваемая на прожиг одного отверстия перфорируемой пленки, Дж.
В процессе перфорации импульсное лазерное излучение формируется импульсным лазером по сигналу, поступающему с выхода блока управления 19. Затем излучение проходит через оптический блок 3 и фокусируется на поверхности обрабатываемой двухслойной пленки. При этом управление оптическим блоком осуществляется с помощью привода 4, обеспечивающего линейное и угловое перемещение лазерного луча:
- за счет линейного смещения сканирующего устройства 2 линейным приводом по сигналу ΔU1(ΔLx, ΔLy) с выхода блока управления 19;
- за счет угловых смещений лазерного луча, осуществляемых по сигналу ΔU2(Δα, Δβ), поступающему на сканирующее устройство 2 с выхода блока управления 19.
По сигналу ΔU1(ΔLx, ΔLy), поступающему на привод 4, сканирующее устройство перемещается вдоль осей ОХ и OY. По сигналу ΔU2(Δα, Δβ), поступающему на привод 4, задается угловое отклонение Δα и Δβ лазерного луча. Таким образом, сигналами ΔU1(ΔLx, ΔLy) и ΔU2(Δα, Δβ) задается нужная пространственная траектория движения лазерного луча по поверхности двухслойного материала.
Блок управления 19 синхронизирует режимы работы лазера 1 сканирующего устройства 2 с движением пленки и сетки по данным датчиков скорости движения перфорируемых материалов 14, 15, 16 и реализует процесс облучения лазерным излучением в нужном месте по заданной траектории. Заданное отверстие перфорации вырезается за счет последовательного выжигания (лазерной резки) сфокусированным лазерным лучом диаметром dл1≈40 мкм мощностью Рперф по контуру (периметру) отверстия. Как правило, для большинства вариантов ЭВТИ вырезаются отверстия перфорации диаметром dперф≈2 мм с шагом ≈ 50 мм по осям ОХ и OY.
В процессе лазерной резки длительностью tперф (фиг. 3а) возникает сопутствующее естественное оплавление и сварка краев пленок, приводящее к появлению небольшого краевого шва 33 шириной lкрш (фиг. 2). Для определенных задач прочностных параметров шва, образованного таким естественным путем, достаточно. Однако при повышенных требованиях по прочности шва возможно формирование дополнительного усиленного сварного шва 34 шириной lсвш за счет дополнительного обхода и освещения лазерным излучением мощностью Рсвар в зоне, смежной с краевым швом, длительностью tсвар для целенаправленного и усиленного прижигания (лазерная сварка) пленок друг к другу (фиг. 3б).
После осуществления всех этих операций появляется готовое изделие в виде многослойной пленки ЭВТИ 29, которая проходит второй промежуточный вал 9, огибая его и наматываясь на бобину 32 приемного вала 10. При этом до поступления ЭВТИ на бобину 32 приемного вала 10 измеряют полярность и величину остаточного электростатического заряда на изготовленном многослойном рулонном материале с помощью датчика ионизации 28, и с помощью блока управления 19 определяют параметры ионизированного излучения, необходимого для нейтрализации остаточного электростатического заряда. Затем подают управляющий сигнал на ионизатор 22, расположенный рядом поверхностью выходной пленки ЭВТИ между вторым промежуточным валом 9 и приемным валом 10, и производят его нейтрализацию посредством воздействия на многослойный материал нейтрализующим ионизированным излучением, например, в виде ионизированного газового потока, концентрация заряженных частиц газа в котором равна измеренному остаточному заряду Qост, а по знаку является обратным. После изготовления заданного количества перфорируемого многослойного материала ЭВТИ устройство прекращает работу.
Использование предлагаемого изобретения позволяет повысить качество перфорируемых рулонных материалов и производительность технологического процесса.
Изобретение относится к способу и устройству лазерной перфорации многослойных рулонных материалов и предназначено, в частности, для применения в космической технике при изготовлении экранно-вакуумной теплоизоляции космических аппаратов (КА). Величину натяжения перфорируемых слоев рулонных материалов устанавливают отдельно для каждого слоя в зависимости от материала и структуры. Сначала воздействуют на перфорируемые слои материалов ионизированным излучением, формируя на смежных слоях разноименные электростатические заряды. После перфорирования измеряют полярность и величину остаточного электростатического заряда на изготовленном многослойном рулонном материале и определяют параметры ионизированного излучения, необходимого для нейтрализации остаточного электростатического заряда. Производят его нейтрализацию посредством воздействия на многослойный материал нейтрализующим ионизированным излучением. Использование изобретения позволяет повысить качество перфорируемых рулонных материалов и производительность технологического процесса. 2 н. и 3 з.п. ф-лы, 4ил.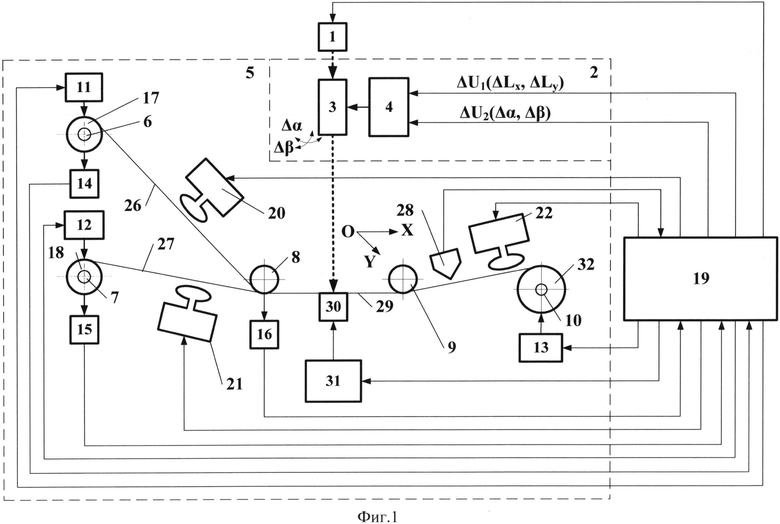
1. Способ лазерной перфорации многослойных рулонных материалов, включающий подачу перфорируемых слоев рулонных материалов в зону воздействия лазерного излучения с заданным натяжением и с обеспечением их прижима друг к другу посредством пропускания через вал лентопротяжного механизма, определение границы перфорируемых отверстий и места их расположения на поверхности рулонных материалов, задание параметров лазерного излучения и режима воздействия лазерным излучением, перфорирование рулонных материалов импульсным лазерным излучением, в процессе которого осуществляют линейное и угловое смещение лазерного излучения посредством сканирующего устройства и синхронизацию импульсного режима лазерного излучения с режимами работы лентопротяжного механизма, при этом в течение действия лазерного импульса испаряют материал в зоне его действия и формируют область сварки в виде краевого шва области перфорации, обеспечивая соединение рулонных материалов оплавлением края перфорируемого отверстия, отличающийся тем, что величину натяжения перфорируемых слоев рулонных материалов устанавливают отдельно для каждого слоя в зависимости от материала и структуры, при этом перед осуществлением перфорации на перфорируемые слои материалов воздействуют ионизированным излучением и формируют на смежных слоях разноименные электростатические заряды, а после перфорирования измеряют полярность и величину остаточного электростатического заряда на изготовленном многослойном рулонном материале, определяют параметры ионизированного излучения, необходимого для нейтрализации остаточного электростатического заряда, и производят его нейтрализацию посредством воздействия на многослойный материал нейтрализующим ионизированным излучением.
2. Способ по п. 1, отличающийся тем, что в качестве ионизированного излучения используют ионизированный газовый поток.
3. Способ по п. 1, отличающийся тем, что величину натяжения для каждого слоя перфорируемых рулонных материалов устанавливают посредством задания разницы скоростей исходных и приемного валов лентопротяжного механизма.
4. Устройство для лазерной перфорации многослойных рулонных материалов, содержащее лазерный излучатель и последовательно установленное по ходу лазерного луча сканирующее устройство, включающее оптический блок с приводом линейного и углового перемещения лазерного луча, лентопротяжный механизм, включающий исходные, промежуточные и приемный валы для протяжки слоев рулонных материалов, поддерживаемый элемент, приводы вращения упомянутых валов и датчики скорости движения перфорируемых материалов, при этом управляющие входы лазерного излучателя, привода сканирующего устройства и приводов вращения исходных и приемного валов лентопротяжного механизма подключены к выходам блока управления, а выходы датчиков скорости движения перфорируемых материалов подключены к входам блока управления, отличающееся тем, что оно снабжено ионизаторами, установленными с возможностью оказания ионизирующего воздействия на слои рулонных материалов до их пропускания через промежуточный вал лентопротяжного механизма, при этом управляющие входы ионизаторов подключены к выходам блока управления, и датчиком ионизации, установленным с возможностью замера остаточного электростатического заряда многослойного рулонного материала после перфорирования, причем выход датчика ионизации подключен к входу блока управления.
5. Устройство для лазерной перфорации по п. 4, отличающееся тем, что ионизаторы выполнены в виде источников ионизированного газа.
| Способ получения синтетической кожи | 1959 |
|
SU133046A1 |
| Способ управления процессом нанесения перфорации на оболочку табачных изделий | 1978 |
|
SU1071203A3 |
| Устройство для изготовления табачных изделий | 1978 |
|
SU753344A3 |
| ПРОЦЕССЫ ЛАЗЕРНОГО СВЕРЛЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ УСТРОЙСТВ ФОРМИРОВАНИЯ МАТЕРИАЛА И ПЛЕНКИ | 1996 |
|
RU2151036C1 |
| ДИАГНОСТИРУЮЩИЙ КОМПЛЕКС | 2006 |
|
RU2305488C1 |
| US6720525B2 , 13.04.2004 | |||
| WO2011151245A1 , 08.12.2011 | |||

