ОБЛАСТЬ ТЕХНИКИ
[0001]
Данное изобретение относится к абсорбирующему изделию. В частности, оно относится к одноразовым подгузникам.
УРОВЕНЬ ТЕХНИКИ
[0002]
Одноразовый подгузник, описанный в японской нерассмотренной патентной публикации No. 2006-141761 имеет прорези между центральной абсорбирующей частью и парой боковых абсорбирующих частей, при этом прорези имеются на обоих концах центрального участка по меньшей мере в продольном направлении центральной абсорбирующей части (продольное направление изделия) и открыты на обоих концах другого участка в продольном направлении (участок задней части), и боковые абсорбирующие части расположены по меньшей мере в нижнем паховом отделе (рядом с центральным участком изделия). Так как в примере известного уровня техники имеются прорези, нижний паховый отдел не является слишком свободным, когда подгузник надет, внешний вид подгузника гладкий, качество прилегания и непротекаемость превосходны в паховом участке, и стабильность производства (непрерывная производительность) в месте производства подгузника превосходна.
МАТЕРИАЛ ИЗВЕСТНОГО УРОВНЯ ТЕХНИКИ ПАТЕНТНАЯ ЛИТЕРАТУРА
[0003]
[PTL 1] Японская нерассмотренная патентная публикация No. 2006-141761
ОПИСАНИЕ ИЗОБРЕТЕНИЯ ПРОБЛЕМЫ, КОТОРЫЕ РЕШАЕТ ИЗОБРЕТЕНИЕ
[0004]
Если подгузник имеет прорези в абсорбирующей части, степень свободы деформирования слишком высока, когда подгузник надет, и поэтому абсорбирующая часть подвергается нежелательной деформации, что приводит к проблемам, таким как втягивание подгузника между ягодицами. Кроме того, при использовании в течение долгого времени (в ночное время или на прогулке) или при ношении младенцами или детьми, которые интенсивно двигаются, это создает нагрузку на абсорбирующую часть или перед, или после впитывания, и форма абсорбирующей части иногда опадает. Также, когда плотность чрезмерно увеличивается, например, при избыточном нажиме на абсорбирующую часть, чтобы свести к минимуму такое опадение, становится невозможным поддерживать мягкость подгузника.
Задача данного изобретения - представить абсорбирующее изделие, отличающееся тем, что участок абсорбирующей части легко изгибается до заданной формы, и опадение формы абсорбирующей части во время использования можно предотвратить.
СПОСОБЫ РЕШЕНИЯ ПРОБЛЕМ
[0005]
Изобретатели выполнили данное изобретение, обнаружив, что проблемы, связанные с примером известного уровня техники, описанные выше, можно разрешить, снабдив абсорбирующую часть абсорбирующего изделия образующими складки полосами, имеющими малый основной вес и небольшое содержание суперабсорбирующего полимера, далее снабдив его компрессионными канавками высокой плотности в образующих складки полосах, и расположив образующие складки полосы вплоть до места рядом с боковыми краями абсорбирующей части.
В частности, данное изобретение является абсорбирующим изделием, содержащим проницаемый для жидкости верхний слой, непроницаемый для жидкости нижний слой, абсорбирующую часть, расположенную между ними, пару левых и правых боковых слоев, образующих барьеры для протечек, и наружный слой,
абсорбирующую часть, включающую в себя гидрофильные волокна и суперабсорбирующий полимер,
каждый боковой слой, состоящий из области переднего края, центральной области и области заднего края, поперечной наружной области бокового слоя, соединенной по меньшей мере с одним верхним слоем, нижним слоем и наружным слоем, при этом боковой слой соединен с верхним слоем в поперечных участках внутреннего края области переднего края и области заднего края бокового слоя, поперечный внутренний край центральной области бокового слоя является свободным краем, отличающимся тем, что эластичная деталь крепится на свободном крае и центральная область бокового слоя функционирует как барьер для протечек;
абсорбирующую часть, состоящую из передней области, паховой области и задней области, в абсорбирующей части имеется пара левых и правых образующих складки полос, проходящих и вперед, и назад от центра паховой области, расстояние между правой образующей складки полосой и левой образующей складки полосой в поперечном направлении шире у передних краев и задних краев образующих складки полос по сравнению с центром паховой области, передние края и задние края образующих складки полос расположены более наружу в поперечном направлении, чем поперечные внутренние места соединенных зон между боковыми слоями и верхним слоем у поперечных участков внутреннего края областей переднего края и областей заднего края боковых слоев, образующие складки полосы включают в себя гидрофильные волокна и супер-абсорбирующий полимер, но имеют меньший основной вес и меньшее содержание супер-абсорбирующего полимера, чем другие участки абсорбирующей части,
отличающимся тем, что компрессионная канавка формируется в каждой образующей складки полосе, компрессионная канавка имеет более высокую плотность, чем другие участки абсорбирующей части.
[0006]
Изобретение охватывает следующие варианты.
[1] Абсорбирующее изделие, содержащее проницаемый для жидкости верхний слой, непроницаемый для жидкости нижний слой, абсорбирующую часть, расположенную между ними, пару левых и правых боковых слоев, образующих барьеры для протечек, и наружный слой,
абсорбирующую часть, включающую в себя гидрофильные волокна и суперабсорбирующий полимер,
каждый боковой слой, содержащий область переднего края, центральную область и область заднего края, поперечную наружную область бокового слоя, соединенную по меньшей мере с верхним слоем, или нижним слоем или наружным слоем, боковой слой соединен с верхним слоем в поперечных участках внутреннего края области переднего края и области заднего края бокового слоя, поперечный внутренний край центральной области бокового слоя является свободным краем, отличающимся тем, что эластичная деталь крепится к свободному краю и центральная область бокового слоя функционирует как барьер для протечек; и
абсорбирующую часть, состоящую из передней области, паховой области и задней области, в абсорбирующей части имеется пара левых и правых образующих складки полос, проходящих и вперед, и назад от центра паховой области, расстояние между правой образующей складки полосой и левой образующей складки полосой в поперечном направлении шире у передних краев и задних краев образующих складки полос по сравнению с центром паховой области, передние края и задние края образующих складки полос расположены более наружу в поперечном направлении, чем поперечные внутренние места соединенных зон между боковыми слоями и верхним слоем у поперечных участков внутреннего края областей переднего края и областей заднего края боковых слоев, и образующие складки полосы включают в себя гидрофильные волокна и супер-абсорбирующий полимер, но имеют меньший основной вес и меньшее содержание супер-абсорбирующего полимера, чем другие участки абсорбирующей части,
отличающимся тем, что компрессионная канавка образуется в каждой образующей складки полосе, компрессионная канавка имеет более высокую плотность, чем другие участки абсорбирующей части.
[2] Абсорбирующее изделие в соответствии с [1], отличающееся тем, что передние края и задние края образующих складки полос расположены на боковых краях абсорбирующей части.
[3] Абсорбирующее изделие в соответствии с [1] или [2], отличающееся тем, что образующие складки полосы имеют изогнутые или прерывистые формы, которые выгнуты в направлении поперечного центра абсорбирующей части.
[4] Абсорбирующее изделие в соответствии с [3], отличающееся тем, что образующие складки полосы имеют дугообразные формы, которые выгнуты в направлении поперечного центра абсорбирующей части.
[5] Абсорбирующее изделие в соответствии с [1]-[4], отличающееся тем, что основной вес абсорбирующей части ниже в областях более наружных в поперечном направлении, чем образующие складки полосы, по сравнению с областями более внутренними в поперечном направлении, чем образующие складки полосы.
[6] Абсорбирующее изделие в соответствии с [1]-[5], отличающееся тем, что компрессионные канавки формируются выдавленным тиснением на абсорбирующей части через верхний слой.
[7] Абсорбирующее изделие в соответствии с [1]-[5], отличающееся тем, что оберточный слой абсорбирующей части расположен между абсорбирующей частью и верхним слоем и между абсорбирующей частью и нижним слоем, компрессионные канавки формируются выдавленным тиснением на абсорбирующей части через верхний слой и оберточный слой абсорбирующей части или через оберточный слой абсорбирующей части.
[8] Абсорбирующее изделие в соответствии с [1]-[7], отличающееся тем, что основной вес абсорбирующей части в образующих складки полосах составляет 35-65% к весу основного веса абсорбирующей части в областях более внутренних в поперечном направлении, чем образующие складки полосы.
[9] Абсорбирующее изделие в соответствии с [1]-[8], отличающееся тем, что основной вес гидрофильных волокон в образующих складки полосах составляет 45-80% к весу основного веса гидрофильных волокон в областях более внутренних в поперечном направлении, чем образующие складки полосы, и основной вес супер-абсорбирующего полимера в образующих складки полосах составляет 25-50% к весу основного веса супер-абсорбирующего полимера в областях более внутренних в поперечном направлении, чем образующие складки полосы.
[10] Абсорбирующее изделие в соответствии с [1]-[9], отличающееся тем, что основной вес абсорбирующей части в областях более наружных в поперечном направлении, чем образующих складки полосы, составляет 50-80% к весу основного веса абсорбирующей части в областях более внутренних в поперечном направлении, чем образующие складки полосы.
РЕЗУЛЬТАТ ИЗОБРЕТЕНИЯ
[0007]
Абсорбирующее изделие данного изобретения имеет участок абсорбирующей части, который легко изгибается до заданной формы, и может помочь предотвратить разрушение формы абсорбирующей части во время использования, при этом он также препятствует протеканию.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0008]
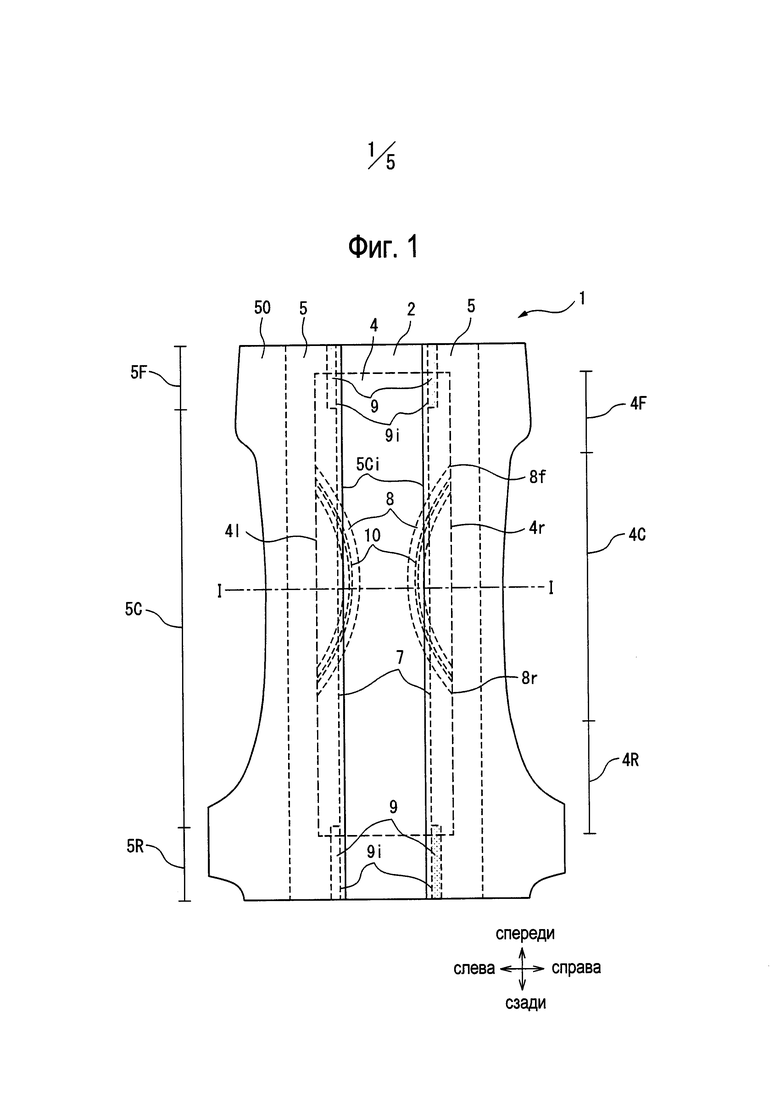
Фиг. 1 - вид в плане, демонстрирующий один вариант осуществления абсорбирующего изделия изобретения.
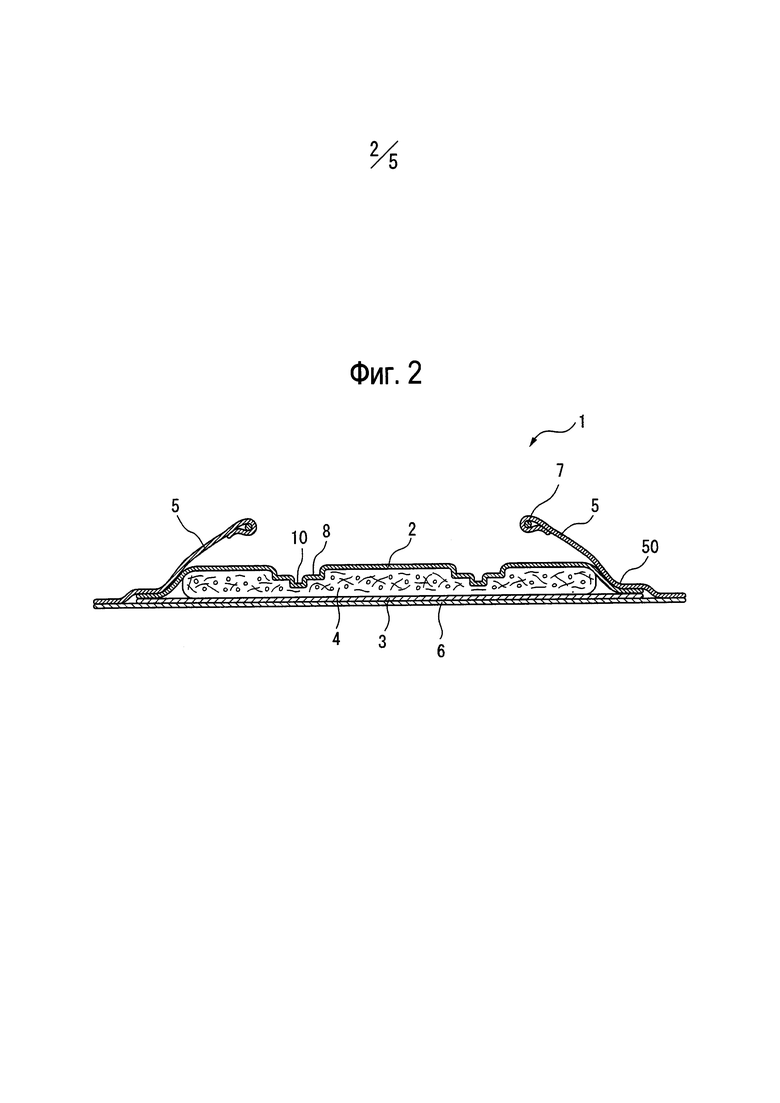
Фиг. 2 - вид в разрезе по линии I-I на фиг. 1.
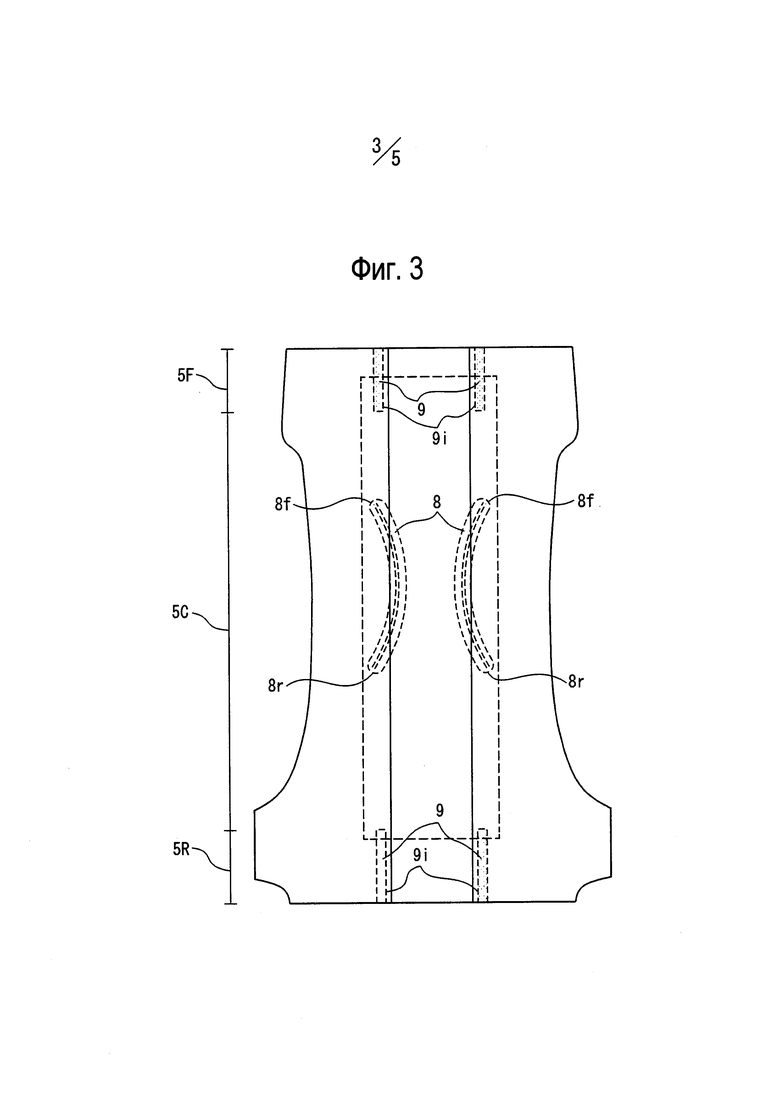
Фиг. 3 - демонстрирует форму образующей складки полосы в соответствии с другим вариантом осуществления.
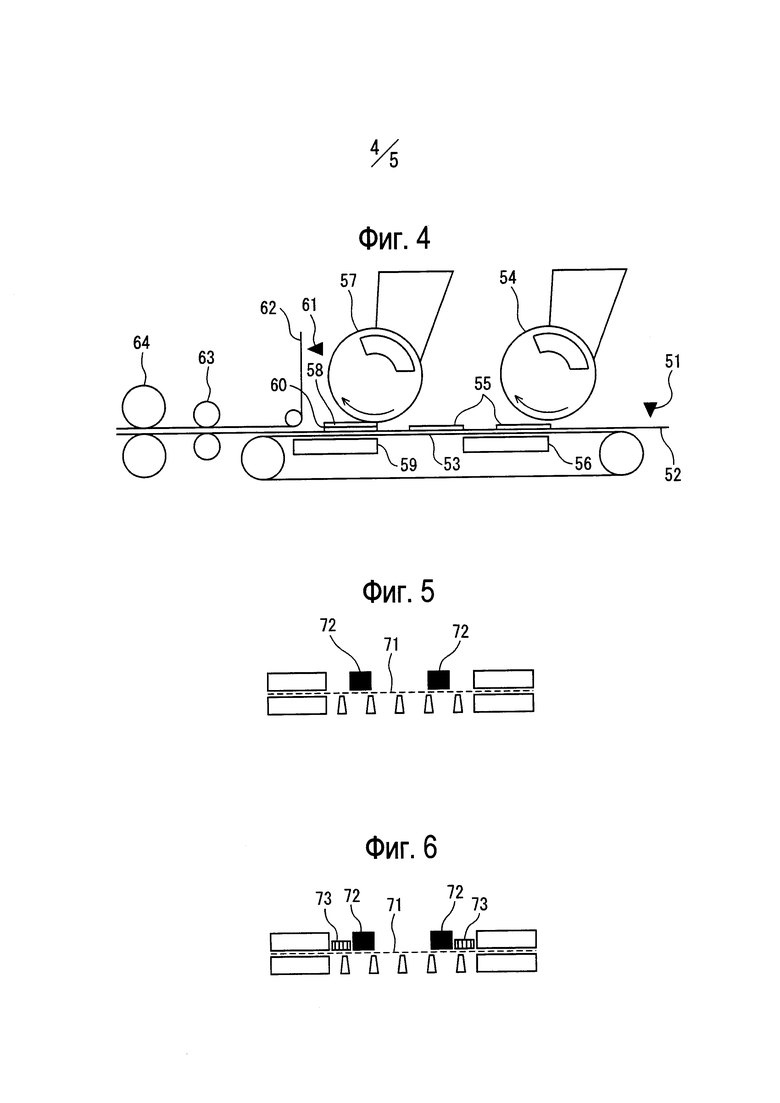
Фиг. 4 - схема, демонстрирующая пример производственного оборудования для абсорбирующей части.
Фиг. 5 - схема, демонстрирующая пример поперечного разреза формовочного участка первого формовочного барабана.
Фиг. 6 - схема, демонстрирующая иной пример поперечного разреза формовочного участка первого формовочного барабана.
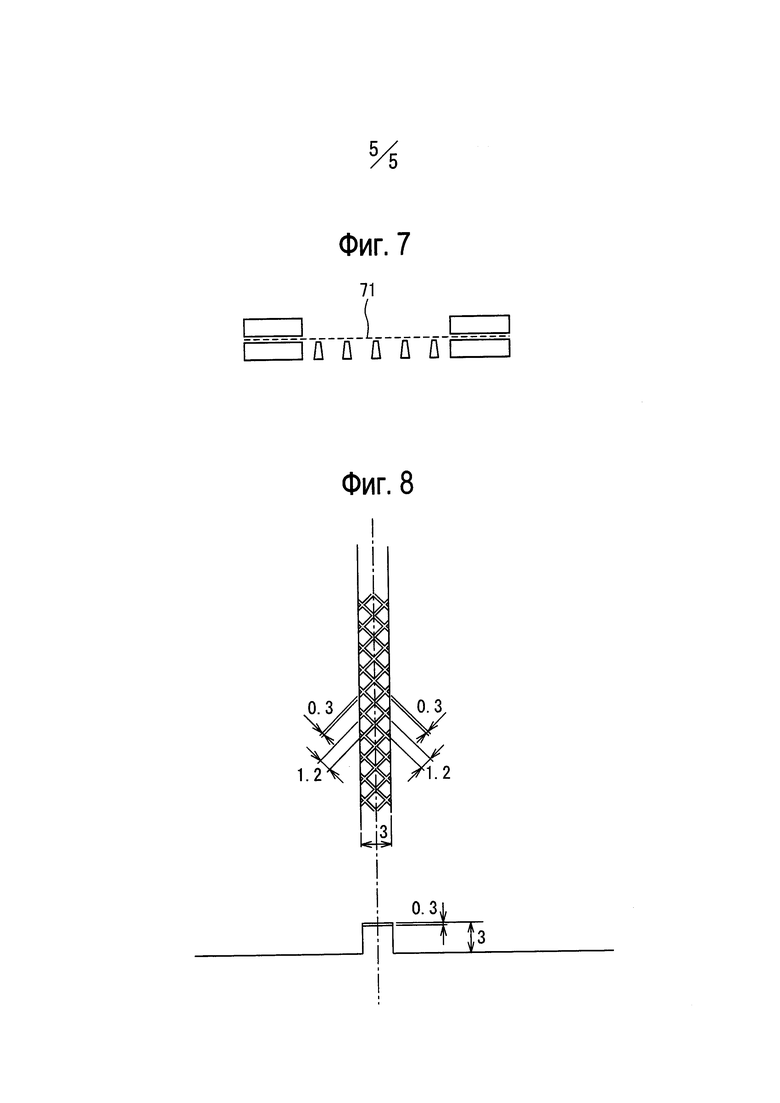
Фиг. 7 - схема, демонстрирующая пример поперечного разреза формовочного участка второго формовочного барабана.
Фиг. 8 - схема, демонстрирующая пример формы тиснения валика для тиснения.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0009]
Далее изобретение описывается со ссылками на сопровождающие чертежи, при этом следует понимать, что изобретение не ограничивается описаниями на чертежах.
Фиг. 1 - вид в плане, демонстрирующий один вариант осуществления абсорбирующего изделия в соответствии с изобретением. Абсорбирующее изделие изобретения в частности не ограничивается и может быть одноразовым подгузником, трусиками, приучающими к горшку, урологической прокладкой или тому подобным. Абсорбирующее изделие на фиг. 1 является примером одноразового подгузника.
Фиг. 2 - вид в разрезе по линии I-I на фиг. 1.
[0010]
Абсорбирующее изделие 1 изобретения содержит проницаемый для жидкости верхний слой 2, непроницаемый для жидкости нижний слой 3, абсорбирующую часть 4, расположенную между ними, пару левых и правых боковых слоев 5, 5, образующих барьеры для протечек, и наружный слой 6.
Абсорбирующая часть 4 включает в себя гидрофильные волокна и суперабсорбирующий полимер.
Каждый боковой слой 5 содержит область 5F переднего края, центральную область 5С и область 5R заднего края, поперечную наружную область 5O бокового слоя, соединенную по меньшей мере с верхним слоем 2, или нижним слоем 3 или наружным слоем 6, боковой слой 5 соединен с верхним слоем 2 в поперечных участках внутреннего края области переднего края и области заднего края бокового слоя, поперечный внутренний край 5Ci центральной области бокового слоя является свободным краем, отличающимся тем, что эластичная деталь 7 крепится к свободному краю и центральная область бокового слоя функционирует как барьер для протечек.
Абсорбирующая часть 4 содержит переднюю область 4F, паховую область 4С и заднюю область 4R, в абсорбирующей части 4 имеется пара левых и правых образующих складки полос 8,8, проходящих и вперед, и назад от центра паховой области, расстояние между правой образующей складки полосой и левой образующей складки полосой в поперечном направлении шире у передних краев 8f и задних краев 8r образующих складки полос по сравнению с центром паховой области, передние края 8f и задние края 8r образующих складки полос расположены более наружу в поперечном направлении, чем поперечные внутренние места 9i соединенных зон 9 между боковыми слоями и верхним слоем у поперечных участков внутреннего края областей переднего края и областей заднего края боковых слоев, образующие складки полосы 8 включают в себя гидрофильные волокна и супер-абсорбирующий полимер, но имеют меньший основной вес и меньшее содержание супер-абсорбирующего полимера, чем другие участки абсорбирующей части.
Компрессионная канавка 10 имеется в каждой образующей складки полосе 8, компрессионная канавка 10 имеет более высокую плотность, чем другие участки абсорбирующей части.
[0011]
Образующая складки полоса 8 является областью, которая включает в себя гидрофильные волокна и супер-абсорбирующий полимер, но имеет меньший основной вес, чем другие участки абсорбирующей части, и она имеет лентообразную вытянутую форму, с начальной точкой и конечной точкой на боковом крае абсорбирующей части или рядом с боковым краем абсорбирующей части, и с формой изогнутой или прерывистой линии, которая выгнута вовнутрь в поперечном направлении. Предпочтительно, как изображено на фиг. 1, она имеет начальную точку и конечную точку на боковом крае абсорбирующей части, и она имеет дугообразную форму, которая выгнута вовнутрь в поперечном направлении. Однако форма образующей складки полосы 8 может быть прямой линейной формой или формой, которая частично направлена внутрь, например, поскольку она имеет цельную форму изнутри абсорбирующей части по направлению к боковому краю абсорбирующей части, которая является наружной стороной. Поперечное направление в этом случае то же, что и направление слева-направо. Более того, начальная точка и конечная точка образующей складки полосы 8 - та же, что и переднего края 8f и заднего края 8r образующей складки полосы 8.
Расстояние между правой образующей складки полосой и левой образующей складки полосой в поперечном направлении предпочтительно является самым узким в центре паховой области, и самым широким у передних краев 8f и задних краев 8r образующей складки полосы.
Паховая область 4С абсорбирующей части является областью, которая контактирует с пахом, когда абсорбирующее изделие надето. Передняя область 4F абсорбирующей части является областью абсорбирующей части, которая более направлена к переду (стороне живота), чем паховая область 4С. Задняя область 4R абсорбирующей части является областью абсорбирующей части, которая более направлена назад (к стороне спины), чем паховая область 4С. Центр паховой области абсорбирующей части приблизительно является центром в продольном направлении паховой области 4С. Иначе говоря, место, где расстояние между правой образующей складки полосой и левой образующей складки полосой в поперечном направлении является самым узким, является центром паховой области абсорбирующей части.
[0012]
Расстояние между правой образующей складки полосой и левой образующей складки полосой в поперечном направлении в частности не ограничивается, но в самом узком варианте оно может быть, например, 20-90 мм, предпочтительно 25-75 мм и более предпочтительно 35-60 мм, а в самом широком варианте оно предпочтительно приблизительно соответствует ширине абсорбирующей части.
Ширина образующей складки полосы в частности не ограничивается и может составлять, например, 3-30 мм, предпочтительно 5-25 мм и более предпочтительно 7-20 мм. Если ширина образующей складки полосы слишком узкая, может увеличиться возможность сдвига синхронизированных мест образующих складки полос и выдавленного тиснения, в то же время, наоборот, если она слишком широкая, возможность сдвига синхронизированных мест будет меньше, но будет больше областей, где содержание гидрофильных волокон и супер-абсорбирующего полимера будет низким, что, возможно, уменьшит удержание воды абсорбирующей частью.
Линейное расстояние между передним краем и задним краем образующей складки полосы в частности не ограничивается и может составлять, например, 50-400 мм, предпочтительно 100-350 мм и более предпочтительно 150-300 мм. Если линейное расстояние между передним краем и задним краем образующей складки полосы слишком короткое, нижняя паховая область может стать тесной, когда подгузник надет, или, наоборот, если оно слишком длинное, нижняя паховая область может стать слишком свободной, когда подгузник надет.
[0013]
Передний край 8f и задний край 8r каждой из образующих складки полос расположены более наружу в поперечном направлении, чем поперечное внутреннее место 9i соединенной зоны 9 между боковым слоем 5 и верхним слоем 2 в поперечных участках внутреннего края области переднего края и области заднего края бокового слоя. Предпочтительно, как показано на фиг. 1, передние края 8f и задние края 8r образующих складки полос расположены на боковых краях 4r, 4l абсорбирующей части, или иными словами, образующие складки полосы доходят до боковых краев 4r, 4l абсорбирующей части.
Фиг. 3 демонстрирует формы образующих складки полос в соответствии с другим вариантом осуществления. На фиг. 3 отсутствует изображение некоторых деталей. Каждая из образующих складки полос на фиг. 3 имеет передний край 8f и задний край 8r образующих складки полос, расположенных более в направлении наружной стороны в поперечном направлении, чем поперечное внутреннее место 9i соединенной зоны 9 между боковым слоем и верхним слоем в поперечных участках внутреннего края области 5F переднего фая и области 5R заднего фая бокового слоя, но они не доходят до боковых краев 4r, 4l абсорбирующей части.
Имея передний край 8f и задний край 8r образующей складки полосы, расположенные более в направлении наружной стороны в поперечном направлении, чем поперечное внутреннее место 9i соединенной зоны 9 между боковым слоем 5 и верхним слоем 2 в поперечных участках внутреннего края области переднего края и области заднего края бокового слоя, можно предотвратить сворачивание абсорбирующей части вовнутрь в поперечном направлении, рядом с передним краем и задним краем барьеров для протечек (то есть качество прилегания в паховом участке превосходно), и протекание за барьеры для протечек можно предотвратить.
[0014]
Боковой слой 5 и верхний слой 2 соединены в поперечных участках внутреннего края области переднего края и области заднего края бокового слоя, образуя соединенные зоны 9.
Боковой слой 5 разделен на область 5F переднего края, центральную область 5С и область 5R заднего края в продольном направлении, т.е. направлении по длине, центральная область 5С является свободным краем, т.е. областью, где присутствует барьер для протечек, область 5F переднего края является областью, где свободный край не имеется, которая является областью, более дальней от переда, чем центральная область, а область 5R заднего края является областью, где свободный край не имеется, которая является областью, более дальней от задней части, чем центральная область. Размеры области 5F переднего края в продольном направлении могут быть, например, 10-100 мм, предпочтительно 20-85 мм и более предпочтительно 30-70 мм. Размеры области 5R заднего края в продольном направлении могут быть, например, 10-100 мм, предпочтительно 20-90 мм и более предпочтительно 30-80 мм.
Участок поперечного внутреннего края области переднего края бокового слоя является областью рядом с поперечным внутренним краем области переднего края бокового слоя и, например, это область в пределах 10 мм от поперечного внутреннего края. Участок поперечного внутреннего края области заднего края бокового слоя является областью рядом с поперечным внутренним краем области заднего края бокового слоя и, например, это область в пределах 10 мм от поперечного внутреннего края.
[0015]
Соединенные зоны 9 между боковым слоем 5 и верхним слоем 2 имеются в поперечных участках внутреннего края области переднего края и области заднего края бокового слоя. Соединенные зоны 9 должны иметься только в областях рядом с поперечными внутренними краями области переднего края и области заднего края бокового слоя, и не обязательно должны проходить до поперечных внутренних краев, и, например, они не обязательно должны быть соединены в пределах 2 мм и предпочтительно в пределах 1 мм от поперечного внутреннего края. Размеры каждой соединенной зоны 9 в продольном направлении в области 5F переднего края бокового слоя в частности не ограничены и могут быть, например, 10-100 мм, предпочтительно 20-85 мм и более предпочтительно 30-70 мм. Размеры каждой соединенной зоны 9 в продольном направлении в области 5R заднего края бокового слоя в частности не ограничены и могут быть, например, 10-100 мм, предпочтительно 20-90 мм и более предпочтительно 30-80 мм. Размеры каждой соединенной зоны 9 в поперечном направлении в частности не ограничены и могут быть, например, 1-20 мм, предпочтительно 1,5-15 мм и более предпочтительно 2-10 мм. Размеры каждой соединенной зоны 9 в поперечном направлении в области 5F переднего края бокового слоя и размеры каждой соединенной зоны 9 в поперечном направлении в области 5R заднего края бокового слоя могут быть одинаковыми или различаться.
[0016]
Поперечные внутренние места 9i каждой соединенной зоны 9 между боковым слоем 5 и верхним слоем 2 предпочтительно находятся на одинаковом расстоянии от поперечного внутреннего края бокового слоя в области переднего края, и в области заднего края бокового слоя, но они могут быть и, наоборот, различными. Когда удаленность поперечных внутренних мест 9i от поперечного внутреннего края бокового слоя различается в области переднего края и в области заднего края, передний край 8f образующей складки полосы расположен более на наружной стороне в поперечном направлении, чем в поперечном внутреннем месте 9i соединенной зоны 9 между боковым слоем 5 и верхним слоем 2 в участке поперечного внутреннего края области 5F переднего края бокового слоя, а задний край 8 г образующей складки полосы расположен более на наружной стороне в поперечном направлении, чем в поперечном внутреннем месте 9i соединенной зоны 9 между боковым слоем 5 и верхним слоем 2 в участке поперечного внутреннего края области 5R заднего края бокового слоя.
[0017]
Поперечный внутренний край центральной области 5Ci бокового слоя является свободным фаем. Эластичная деталь 7 крепится к свободному краю. Фиг. 1 показывает вариант, при котором только одна эластичная деталь 7 прикрепляется, но множество эластичных деталей может быть прикреплено вместо этого. Поперечный внутренний край центральной области 5Ci бокового слоя является свободным краем, и с прикрепленной к свободному краю эластичной деталью 7 центральная область бокового слоя работает как барьер для протечек.
[0018]
Образующая складки полоса 8 включает в себя гидрофильные волокна и суперабсорбирующий полимер, но основной вес меньше и содержание супер-абсорбирующего полимера ниже, чем в других участках абсорбирующей части. При основном весе образующей складки полосы 8 меньшем, чем в других участках абсорбирующей части, абсорбирующая часть будет более легко складываться в образующей складки полосе, когда абсорбирующая часть надета, и в результате можно предотвратить сворачивание в неподходящих участках, и предотвратить нежелательную деформацию абсорбирующей части. Компрессионная канавка, сформированная выдавленным тиснением, имеется в образующей складки полосе, но если супер-абсорбирующий полимер в большом количестве имеется в местах, которые подвергались выдавленному тиснению, частички супер-абсорбирующего полимера станут очень уплотненными в выдавленном тиснении, так что абсорбирующая часть может стать жесткой в образующей складки полосе и ощущение частичек супер-абсорбирующего полимера может создать ощущение инородного вещества на поверхности со стороны пользователя и поверхности со стороны прилегания, увеличивая потенциальную нагрузку абсорбирующей части на кожу, но если содержание супер-абсорбирующего полимера понижено, таких проблем можно избежать. То есть при наличии компрессионной канавки в образующей складки полосе, которая имеет низкое содержание супер-абсорбирующего полимера, можно сохранить мягкость абсорбирующей части.
[0019]
Основной вес абсорбирующей части может быть одинаковым в областях иных, чем образующая складки полоса, но основной вес может, наоборот, отличаться в областях более внутренних в поперечном направлении, чем образующая складки полоса, и в области более наружной в поперечном направлении, чем образующая складки полоса. Предпочтительно основной вес абсорбирующей части ниже в области более наружной в поперечном направлении, чем образующая складки полоса, по сравнению с областью более внутренней в поперечном направлении, чем образующая складки полоса. Основной вес абсорбирующей части в области более наружной в поперечном направлении, чем образующая складки полоса, предпочтительно составляет 50-80% к весу основного веса абсорбирующей части в области более внутренней в поперечном направлении, чем образующая складки полоса. Если основной вес абсорбирующей части меньше в области более наружной в поперечном направлении, чем образующая складки полоса, по сравнению с областью более внутренней в поперечном направлении, чем образующая складки полоса, нижняя паховая область не будет слишком свободной, когда подгузник надет, внешний вид будет гладким, и качество прилегания в паховом участке будет улучшено.
Область более внутренняя в поперечном направлении, чем образующая складки полоса, является областью, ограниченной левым боковым краем правой образующей складки полосы, правым боковым краем левой образующей складки полосы, прямой линией, соединяющей передний край правой образующей складки полосы и передний край левой образующей складки полосы, и прямой линией, соединяющей задний край правой образующей складки полосы и задний край левой образующей складки полосы.
Области, более наружные в поперечном направлении, чем образующие складки полосы, являются областями, ограниченными правым боковым краем правой образующей складки полосы, правым боковым краем абсорбирующей части, прямой линией, проходящей вправо от отрезка линии, соединяющей передний край правой образующей складки полосы и передний край левой образующей складки полосы, и прямой линией, проходящей вправо от отрезка линии, соединяющей задний край правой образующей складки полосы и задний край левой образующей складки полосы, и областью, ограниченной левым боковым краем левой образующей складки полосы, левым боковым краем абсорбирующей части, прямой линией, проходящей влево от отрезка линии, соединяющей передний край правой образующей складки полосы и передний край левой образующей складки полосы, и прямой линией, проходящей влево от отрезка линии, соединяющей задний край правой образующей складки полосы и задний край левой образующей складки полосы.
Далее область более внутренняя в поперечном направлении, чем образующая складки полоса, будет называться «внутренний участок паховой складки», а область, более наружная в поперечном направлении, чем образующая складки полоса, будет называться «наружный участок паховой складки».
Также, образующие складки полосы также будут называться «области малого основного веса», а области иные, чем образующие складки полосы, будут называться «области большого основного веса». Когда основной вес абсорбирующей части меньше в области более наружной в поперечном направлении, чем образующая складки полоса, по сравнению с областью, более внутренней в поперечном направлении, чем образующая складки полоса, образующая складки полоса будет называться «область малого основного веса», область, более наружная в поперечном направлении, чем образующая складки полоса, будет также называться «область среднего основного веса», а область абсорбирующей части, оставшаяся после удаления области более наружной в поперечном направлении, чем образующая складки полоса, и образующей складки полосы, будет также называться «область большого основного веса».
[0020]
Основной вес абсорбирующей части в области более внутренней в поперечном направлении, чем образующая складки полоса, не ограничивается, но предпочтительно составляет 100-1000 г/м2, более предпочтительно 200-900 г/м2 и еще более предпочтительно 300-800 г/м2. Если основной вес абсорбирующей части в области более внутренней в поперечном направлении, чем образующая складки полоса, слишком мал, может быть невозможным сохранять эффективность удержания воды в качестве абсорбирующей части (что приведет к протеканиям), и наоборот, если он слишком большой, паховая область может стать слишком свободной, внешний вид может быть слишком гладким, и качество прилегания в паховом участке может быть снижено.
Содержание супер-абсорбирующего полимера в области более внутренней в поперечном направлении, чем образующая складки полоса, не ограничивается, но предпочтительно составляет 10-80% к весу, более предпочтительно 20-70% к весу и еще более предпочтительно 30-60% к весу. Если содержание супер-абсорбирующего полимера в области более внутренней в поперечном направлении, чем образующая складки полоса, слишком мало, может быть невозможным сохранять эффективность удержания воды в качестве абсорбирующей части (что приведет к протеканиям), и наоборот, если оно слишком большое, абсорбирующая часть может стать жесткой, ощущение частичек супер-абсорбирующего полимера может создать ощущение инородного вещества, и абсорбирующая часть может стать жесткой, разбухнув при впитывании урины.
[0021]
Основной вес абсорбирующей части в образующей складки полосе предпочтительно составляет 35-65% к весу основного веса абсорбирующей части в областях более внутренних в поперечном направлении, чем образующие складки полосы. Если основной вес абсорбирующей части в образующей складки полосе слишком мал, может произойти деформация абсорбирующей части (из-за этого участка), и когда избыточное просачивание телесных жидкостей, таких как урина, происходит, возможность впитывать и удерживать телесные жидкости будет снижена, и возможность протекания телесной жидкости повышается. Наоборот, если он слишком велик, абсорбирующая часть станет жесткой из-за выдавленного тиснения (ощущение инородного вещества создается из-за ощущения частичек супер-абсорбирующего полимера), повышая возможность создания нагрузки абсорбирующей части на кожу по сравнению с другими местами.
Основной вес гидрофильных волокон в образующей складки полосе предпочтительно составляет 45-80% к весу основного веса гидрофильных волокон в областях более внутренних в поперечном направлении, чем образующие складки полосы. Если основной вес гидрофильных волокон в образующей складки полосе слишком мал, возможность быстро впитывать телесные жидкости, такие как урина (первоначальная водопоглощающая способность), в абсорбирующей части может понизиться, повышая возможность протекания телесных жидкостей. Наоборот, если он слишком велик, формирование образующей складки полосы выдавленным тиснением может быть несоответствующим (из-за толщины гидрофильных волокон), и возможность контролировать сворачивание вовнутрь абсорбирующей части может уменьшиться.
Основной вес супер-абсорбирующего полимера в образующих складки полосах предпочтительно составляет 25-50% к весу основного веса супер-абсорбирующего полимера в областях более внутренних в поперечном направлении, чем образующие складки полосы. Если основной вес супер-абсорбирующего полимера в образующих складки полосах слишком мал, возможность впитывать и удерживать телесные жидкости, такие как урина, может понизиться, повышая возможность протекания телесных жидкостей. Наоборот, если он слишком велик, абсорбирующая часть станет жесткой из-за выдавленного тиснения (ощущения инородного вещества создается из-за ощущения частичек супер-абсорбирующего полимера), повышая возможность создания нагрузки абсорбирующей части на кожу по сравнению с другими местами.
Содержание супер-абсорбирующего полимера в образующей складки полосе предпочтительно составляет 10-80% к весу, более предпочтительно 15-70% к весу и еще более предпочтительно 20-60% к весу. Если содержание супер-абсорбирующего полимера в образующей складки полосе слишком низкое, возможность впитывать и удерживать телесные жидкости, такие как урина, может понизиться, повышая возможность протекания телесных жидкостей. Наоборот, если оно слишком велико, абсорбирующая часть станет жесткой из-за выдавленного тиснения (ощущения инородного вещества создается из-за ощущения частичек супер-абсорбирующего полимера), повышая возможность создания нагрузки абсорбирующей части на кожу по сравнению с другими местами.
[0022]
Содержание супер-абсорбирующего полимера (далее именуемого САП) измеряется следующим образом.
[Способ измерения содержания САП (способ погружения в толуол)]
<Подготовительные материалы>
Абсорбирующая часть
Перфорирующая матрица (перфорирующая матрица оснащена металлическим лезвием)
250 Ячеистая нейлоновая сетка (N-NO.250HD производства NBC Industries) (герметично упакована в мешок 200×200 мм)
Толуол
Алюминиевый лоток
Пинцет
Фильтрующая бумага (Advantech, Inc. №2, 100 мм × 100 мм)
3,5 кг/100 см2 масса
Электронные весы
Устройство для термосварки
Колба (1000 мл)
Центробежный сепаратор (модель HI30, сепаратор от Kokusan Centrifugation Co., Ltd., число оборотов: 850 об/мин = 150 G)
<Процедура оценки>
(Шаги выполняются без подачи воздуха)
(1) После формовки целлюлозы и САП ткани, покрытые адгезивом горячего расплава, укладываются поверх для подготовки абсорбирующей части, сформованной тканями.
(2) Выполняется перфорирование в каждом образце на каждом участке с помощью перфорирующей матрицы (площадь: 2,785 см2), снабженной металлическим лезвием, и приблизительно 1 г отбирается как образец.
*Участки: Три участка: участок внутренней паховой складки, участок наружной паховой складки и образующая складки полоса.
Сухой вес сетки, в которую должен помещаться каждый образец, измеряется.
(Шаги выполняются с подачей воздуха)
(3) Толуол помещается в алюминиевый лоток и перфорированный образец погружается и вымачивается в толуоле, после чего он перемещается в другой лоток, и верхняя и нижняя ткани снимаются пинцетом.
(4) После того, как жидкость слегка осушена, он помещается на нейлоновую сетку и прослаивается 20 верхними и нижними слоями фильтрующей бумаги, и подвергается воздействию весовой нагрузки (1 мин.).
*Сухой вес нейлоновой сетки измеряется предварительно (вес А).
(5) После подтверждения некоторой степени удаления толуола, абсорбирующая часть в нейлоновой сетке перемешивается (разбивается) размешивающей ложкой.
(6) Сушка выполняется в потоке воздуха (можно также сушить путем развешивания на прищепках в потоке воздуха) (5 часов).
(7) После подтверждения испарения толуола сетка, содержащая абсорбирующую часть, убирается (с соответствующей поправкой на время в зависимости от состояния высушенности).
(Шаги выполняются без подачи воздуха)
(8) Оставшееся стороны нейлоновой сетки герметично закрывается, и сухая масса герметизированной абсорбирующей части измеряется (вес В).
(8-1) Измерение коэффициента поглощения воды
(8-1-1) 1000 мл ионообменной воды добавляется в колбу.
(8-1-2) Подготовленный герметизированный мешок погружается, так чтобы он коснулся дна колбы (8-1-1).
(8-1-3) Верхняя сторона мешка крепится к краю колбы прищепкой.
(8-1-4) Он выдерживается так 1 час.
(8-1-5) После этого мешок поднимается и центр короткой стороны мешка (5 мм от верхнего края и 50 мм от обоих краев) зажимается прищепками и высушивается в течение 15 минут.
(8-1-6) Вес измеряется (вес С).
(8-2) Измерение коэффициента удержания воды
(8-2-1) Содержимое (8-1-6) осушается в центробежном сепараторе. Условия: 850 об/мин (150 G), время: 90 секунд после достижения постоянных 850 об/мин.
(8-2-2) Вес после осушения измеряется (вес D).
(8-3) Коэффициент поглощения воды и коэффициент удержания воды рассчитываются по следующим формулам.
Коэффициент поглощения воды = (Вес С - вес А) / (вес В - вес А)
Коэффициент удержания воды = (Вес D - вес А) / (вес В - вес А)
*И для коэффициента поглощения воды, и для коэффициента удержания воды коэффициентом поглощения воды и коэффициентом удержания воды нейлоновой сетки пренебрегают.
(9) Калибровочная кривая для расчета процента САП
Следующие 3 образца подготавливаются, и коэффициент поглощения воды и коэффициент удержания воды рассчитываются таким же образом, как в (1)-(8) выше.
Целлюлоза: 1 г (процент САП: 0%)
Целлюлоза: 0,5 г, САП: 0,5 г (процент САП: 50%)
САП: 1 г (процент САП: 100%)
(10) Калибровочная кривая строится на основании результатов измерения (9) выше (содержание САП, основанное на коэффициенте удержания воды).
* Содержание САП может определяться из коэффициента удержания воды по прямой линии, аппроксимированной из 3 точек.
(11) Коэффициент удержания воды для каждого участка каждой абсорбирующей части, измеренный в (8) выше, вставляется в калибровочную кривую, составленную в (10) выше, и содержание САП рассчитывается для каждого участка каждой абсорбирующей части.
* Аналогично (8), коэффициентом поглощения воды и коэффициентом удержания воды нейлоновой сетки можно пренебречь для коэффициента поглощения воды и коэффициента удержания воды, рассчитанных в (9),и поэтому они могут считаться не оказывающими воздействия на значение содержания САП.
[0023]
Компрессионная канавка 10 имеется в каждой образующей складке полосе 8. Компрессионная канавка 10 является лентообразной канавкой, образованной при уплотнении. При наличии компрессионной канавки 10 абсорбирующая часть будет легче сворачиваться в месте, где сформирована компрессионная канавка, когда абсорбирующая часть надета, и в результате можно предотвратить сворачивание в неподходящих участках и предотвратить нежелательную деформацию абсорбирующей части. Это действие также проявляется вследствие малого основного веса образующей складки полосы, но наличие компрессионных канавок может еще более эффективно предотвратить нежелательную деформацию абсорбирующей части. Компрессионные канавки также способствуют предотвращению деформации абсорбирующей части.
[0024]
Компрессионные канавки имеют большую плотность, чем другие участки абсорбирующей части. Плотность в данном документе - это масса на единицу объема. Плотность (г/см3) определяется путем измерения площади (см2), толщины (см) и массы (г) образца и делением массы (г) продукта площадью (см2) и толщиной (см). Плотность других участков абсорбирующей части не ограничивается, но предпочтительно составляет 0,01-0,5 г/см3, более предпочтительно 0,03-0,4 г/см3 и еще более предпочтительно 0,05-0,3 г/см3. Если плотность других участков абсорбирующей части слишком низкая, абсорбирующая часть в целом может стать слишком свободной, внешний вид может утратить гладкость, и в особенности качество прилегания может снизиться в паховой области. Если она слишком высокая, наоборот, абсорбирующая часть в целом может стать жесткой, создавая нагрузку на кожу.
[0025]
Компрессионная канавка может присутствовать в любом месте в каждой образующей складки полосе, если только она имеется в образующей складки полосе, но предпочтительно компрессионная канавка имеется приблизительно в центре в поперечном направлении образующей складки полосы.
Ширина компрессионной канавки не ограничивается, поскольку она меньше, чем ширина образующей складки полосы, но предпочтительно она составляет 0,5-20 мм, более предпочтительно 1-10 мм и еще более предпочтительно 1,5-5 мм. Если ширина компрессионной канавки слишком узкая, сила сцепления в выдавленном тиснении может снизиться, верхний слой и абсорбирующая часть, которые соединены, могут разделиться, и фактическая укладка складки (начиная от уплотненной канавки) может стать невозможной. Если она слишком широкая, наоборот, в образующей складки полосе может быть пониженное содержание гидрофильных волокон и супер-абсорбирующего полимера, но жесткость выдавленного тиснения может потенциально оказывать давление на кожу.
Линейное расстояние между передним краем и задним краем компрессионной канавки не ограничивается, поскольку оно такое же или более короткое, чем линейное расстояние между передним краем и задним краем образующей складки полосы, но предпочтительно составляет 50-400 мм, более предпочтительно 100-350 мм и еще более предпочтительно 150-300 мм. Если линейное расстояние между передним краем и задним краем компрессионной канавки слишком короткое, нижняя паховая область может стать тесной, когда подгузник надет.Если оно слишком длинное, наоборот, нижняя паховая область может стать слишком свободной, когда подгузник надет.
[0026]
Компрессионная канавка обычно формируется выдавленным тиснением на абсорбирующей части с помощью валика для тиснения или тому подобного. В соответствии с одним вариантом осуществления компрессионная канавка формируется выдавленным тиснением на абсорбирующей части через верхний слой. Другими словами, компрессионная канавка может быть сформирована выдавленным тиснением на абсорбирующей части и верхнем слое вместе со стороны верхнего слоя. В другом варианте осуществления оберточный слой абсорбирующей части расположен между абсорбирующей частью и верхним слоем и между абсорбирующей частью и нижним слоем, компрессионные канавки формируются выдавленным тиснением на абсорбирующей части через верхний слой и оберточный слой абсорбирующей части или через оберточный слой абсорбирующей части. То есть компрессионная канавка предпочтительно формируется выдавленным тиснением на абсорбирующей части и оберточном слое абсорбирующей части вместе со стороны оберточного слоя абсорбирующей части, когда поверхность стороны верхнего слоя абсорбирующей части покрыта оберточным слоем абсорбирующей части. Компрессионная канавка может быть также сформирована выдавленным тиснением на абсорбирующей части, оберточном слое абсорбирующей части и верхнем слое вместе со стороны верхнего слоя.
[0027]
Верхний слой абсорбирующего изделия выполняет функцию обеспечения пропускания жидких выделений, таких как урина, от тела через абсорбирующую часть, имеющуюся на нижнем слое, в то же время удерживая абсорбирующую часть путем фиксации абсорбирующей части между ним и нижним слоем. Весь или участок верхнего слоя является проницаемым для жидкости, области, проницаемые для жидкости, изготавливаются из пленки на основе смолы со множеством проницаемых для жидкостей отверстий в ней, или из сетеобразного полотна со множеством ячеистых отверстий, или проницаемого для жидкости нетканого полотна или тканого полотна. Вышеупомянутая пленка на основе смолы или сетеобразное полотно могут быть изготовлены из полипропилена (РР), полиэтилена (ПЭ), полиэтилентерефталата (PET) или тому подобного. Также используемое нетканое полотно может быть нетканым полотном спанлейс, изготовленным из целлюлозных волокон, таких как вискозное волокно или волокна из синтетической смолы, или воздухопроницаемое нетканое полотно, изготовленное из волокон синтетической смолы, или тому подобное. Также используемый материал может быть биоразлагаемым натуральным материалом, таким как полимолочная кислота, хитозан, полиальгиновая кислота или тому подобное. Кроме того, вместе с формированием множества проницаемых для жидкости отверстий может быть нанесена водоотталкивающая смазка на основе силикона или фторсодержащего полимера, чтобы сделать наружную сторону невосприимчивой к прилипанию телесных жидкостей.
[0028]
Нижний слой абсорбирующего изделия выполняет функцию предотвращения протекания наружу жидкостей, таких как урина, которые были впитаны абсорбирующей частью, и поэтому используемый материал является таким, который может предотвратить протекание наружу таковых жидкостей. Если используемый материал предотвращает протекание жидкостей, но является воздухопроницаемым, можно уменьшить влажность при ношении и уменьшить неприятное ощущение при ношении. Примеры таких материалов включают в себя проницаемые для жидкости пленки, состоящие в основном из полиэтилена (РЕ) или полипропилена (РР), воздухопроницаемых пленок, и композитных слоев, полученных укладкой проницаемой для жидкости пленки на одну сторону спанбонда или другого типа нетканого полотна. Предпочтительно использовать гидрофобное нетканое полотно, непроницаемую пластиковую пленку или листовой слоистый материал, содержащий нетканое полотно и непроницаемую пластиковую пленку. Материалом также может быть SMS нетканым полотном, полученным укладкой нетканого полотна мелтблоун с высоким показателем водостойкости между высокопрочными неткаными полотнами спанбонда.
[0029]
Абсорбирующая часть абсорбирующего изделия выполняет функцию поглощения и удержания жидкостей, таких как урина, и предпочтительно она имеет большую вместимость, устойчивость к деформации и низкую химическую раздражимость.
Абсорбирующая часть включает в себя гидрофильные волокна и суперабсорбирующий полимер.
Гидрофильные волокна не ограничиваются и могут быть рыхлой волокнистой массой, химической волокнистой массой, целлюлозным волокном или искусственным целлюлозным волокном, таким как вискозное волокно, ацетатное волокно или тому подобное.
Супер-абсорбирующий полимер (САП) имеет трехмерное сетчатое строение с соответствующим образом перекрестно сшитым водорастворимым полимером, и поэтому впитывает от нескольких десятков до нескольких сотен раз своего веса в воде, но он существенным образом водонерастворимый, и впитанная вода не выступает даже при некоторой степени приложении давления; примеры такового включают в себя волокнистые полимеры или полимеры в форме частиц на основе крахмала, акриловой кислоты и аминокислоты.
Абсорбирующая часть может быть проложена между или обернута оберточным слоем абсорбирующей части. Оберточный слой абсорбирующей части не ограничен и может быть тканью.
[0030]
Боковые слои абсорбирующего изделия образуют барьеры для протечек.
Материал, составляющий каждый боковой слой, может быть воздухопроницаемым нетканым полотном, полотном спанбонд, пленкой или пористой пленкой, из которых воздухопроницаемое нетканое полотно предпочтительно.
Боковые слои 5, изображенные на фиг. 1 и фиг. 2, имеются и на левой, и на правой сторонах абсорбирующего изделия, их внешние контуры преимущественно такие же, как наружный слой 6 в участках, перекрытых наружным слоем 6, и частично перекрытых участками бокового края верхнего слоя 2, в то время как участки, не перекрытые верхним слоем 2, перекрыты наружным слоем 6 и по меньшей мере частично присоединены к нему. Соединение между боковыми слоями 5, верхним слоем 2 и наружным слоем 6 может быть выполнено, например, с помощью адгезива горячего расплава или горячего тиснения. Однако боковые слои 5 необязательно ограничиваются формами, изображенными на фиг. 1 и фиг. 2, и форма может быть такой, что участки боковых краев боковых слоев в поперечном направлении обертываются вокруг задней стороны абсорбирующей части вместе с верхним слоем.
Эластичная деталь, прикрепленная к свободному краю бокового слоя, не ограничивается, но может быть лентой из натурального каучука или синтетическим эластичным волокном, таким как полиуретановое эластичное волокно или волокно из сложного полиэфирного эластомера.
[0031] I
Наружный слой, входящий в состав абсорбирующего изделия, представлен на противоположной стороне верхнего слоя, оконтуривая наружную форму абсорбирующего изделия. Материал, входящий в состав наружного слоя, в частности не ограничивается и может быть нетканым полотном, таким как нетканое полотно спанбонд-мелтблоун-спанбонд (SMS), точечно склеенное нетканое полотно или нетканое полотно, изготовленное по технологии спанбонд. Наружный слой может состоять из множества деталей и может быть сформирован, например, из двух или более наслаивающихся нетканых полотен. Кроме того, задний слой может располагаться между двумя или более неткаными полотнами, входящими в состав наружного слоя. Наружный слой может включать в себя покрывающее нетканое полотно (боковой верхний слой), уходящее дальше на сторону кожи, чем на нижний слой.
[0032]
Далее описывается процесс производства абсорбирующего изделия изобретения.
Абсорбирующая часть формируется смешиванием гидрофильных волокон и суперабсорбирующего полимера и их формовкой. Формовка выполняется таким образом, что основной вес и содержание САП меньше в области, соответствующей образующей складки полосе.
Фиг. 4 - схема, демонстрирующая пример производственного оборудования для абсорбирующей части. Однако способ производства абсорбирующего изделия изобретения не ограничивается способом, изображенным на фиг. 4.
[0033]
Сначала на аппарате 51 для нанесения покрытий адгезив, такой как адгезив горячего расплава, дисперсионно наносится нитевидным образом на всю поверхность оберточного слоя 52 абсорбирующей части, такого как ткань. Оберточный слой 52 абсорбирующей части с клеящим покрытием помещается на ленточный конвейер 53 и транспортируется конвейером.
[0034]
На первом формовочном барабане 54 участок, соответствующий области большого основного веса (или когда должна быть область среднего основного веса, участок, соответствующий области большого основного веса и области среднего основного веса, то же далее в данном документе), формуется. Сформованный основной вес принимается как основной вес области большого основного веса минус основной вес области малого основного веса (т.е. образующей складки полосы). Формовка осуществляется смешиванием гидрофильных волокон и супер-абсорбирующего полимера, транспортировкой на конвейере смеси воздухом и формовкой ее на воздухопроницаемом ячеистом экране 71, как показано на фиг. 5. Имеются воздухонепроницаемые выступы 72, так что абсорбирующая часть формуется в области, соответствующей образующей складки полосе, когда она формуется. Материал для воздухонепроницаемых выступов 72 не ограничивается, но, например, может использоваться металлическая пластина из алюминия, железа или тому подобного или эластичная твердая пластина из нейлона или резины. Когда должна иметься область среднего основного веса, могут также иметься воздухопроницаемые регулировочные детали 73 в местах, соответствующих областям среднего основного веса, как показано на фиг. 6. Места, где расположены воздухопроницаемые регулировочные детали 73, имеют меньший сформованный основной вес. Воздухопроницаемые регулировочные детали не ограничиваются, и например, могут использоваться ячеистые (например, металлические или твердые эластичные) пластины.
Первый формовочный материал 55, формуемый на первом формовочном барабане 54, подсасывается пересасывающим устройством 56, расположенным под ленточным конвейером 53, чтобы переместить его на сторону с клеящим покрытием оберточного слоя 52 абсорбирующей части.
[0035]
Абсорбирующая часть единым целым затем формуется на втором формовочном барабане 57. Сформованный основной вес принимается в соответствии с основным весом области малого основного веса. На втором формовочном барабане 57 формовка выполняется с равномерным основным весом на воздухопроницаемом ячеистом экране 71, где воздухонепроницаемые выступы и воздухопроницаемые регулировочные детали не имеются, как показано на фиг. 7.
Второй формовочный материал 58, формуемый на втором формовочном барабане 57, подсасывается пересасывающим устройством 59, расположенным под ленточным конвейером 53, чтобы переместить его на первый формовочный материал 55, чтобы сформировать сформованную часть 60 из первого формовочного материала 55 и второго формовочного материала 58.
[0036]
Потом на аппарате 61 для нанесения покрытий клей, такой как клей горячего расплава, дисперсионно наносится нитевидным образом на всю поверхность оберточного слоя 62 абсорбирующей части, такого как ткань, и оберточный слой 62 абсорбирующей части укладывается на сформованную часть 60, так что покрытая поверхность контактирует со сформованной частью 60. Сформованная часть 60, на которую был уложен оберточный слой 62 абсорбирующей части, проходит через прессовочное устройство 63, где она утрамбовывается, так что толщина области большого основного веса становится постоянной. Толщина не ограничивается, но учитывая, что цель состоит в том, чтобы одноразовый подгузник использовался ребенком, предпочтительно отрегулировать ее приблизительно на 3 мм в области большого основного веса.
[0037]
Потом прессовочный валик 64 для тиснения используется для формирования компрессионных канавок в образующих складки полосах. Форма тиснения прессовочного валика 64 для тиснения не ограничивается и может иметь форму, как изображенная на фиг. 8, например. Единицы измерения численных значений на фиг. 8 являются миллиметрами. Сила тиснения не ограничивается, но учитывая, что цель состоит в том, чтобы одноразовый подгузник использовался ребенком, сила сцепления в соединенных зонах после выдавливания тиснения предпочтительно устанавливается как 0,065 Н / 25 мм или больше.
На этом шаге изготавливается абсорбирующая часть, проложенная между двумя оберточными слоями абсорбирующей части.
[0038]
Потом наружный слой, нижний слой, абсорбирующая часть, верхний слой и пара боковых слоев накладываются друг на друга стандартным способом для изготовления абсорбирующего изделия.
Пример способа изготовления абсорбирующего изделия в соответствии с изобретением был объяснен выше, но способ изготовления абсорбирующего изделия изобретения не ограничивается этим способом.
[0039]
В одноразовом подгузнике известного уровня техники, имеющем центральную абсорбирующую часть и прорези на боковых абсорбирующих частях, наличие прорезей уменьшает устойчивость (сохранение формы) самих абсорбирующих частей в этих местах, в то время как сами прорези не обладают качествами поглощения телесной жидкости абсорбирующей части. Следовательно, после надевания абсорбирующей части абсорбирующая часть деформируется вокруг прорезей в качестве центров, после активности, такой как движения ног, имея тенденцию вызывать сдвиг подгузника (ослабевая при разделении абсорбирующей части), что уменьшает возможность поглощать и удерживать телесные жидкости, такие как урина, собирающиеся вокруг периферийных участков, что повышает возможность протекания телесной жидкости, в результате чего снижается непротекаемость абсорбирующего изделия. Кроме того, несмотря на наличие прорезей, так как абсорбирующая часть не имеет специальной складчатой структуры в области передней части абсорбирующей части, абсорбирующая часть сворачивается в местах без прорезей, что часто приводит к невозможности гарантировать желаемую зону поглощения.
Наоборот, абсорбирующее изделие изобретения имеет направляющие складки области в абсорбирующей части и имеет компрессионные канавки в направляющих складки областях, посредством чего абсорбирующая часть становится устойчивой к деформации, внешний вид гладкий при ношении, и качество прилегания в нижней паховой области превосходное.
ПРИМЕРЫ
[0040]
Производственное оборудование для производства абсорбирующей части, изображенное на фиг. 4, использовалось для изготовления абсорбирующей части. Полученная абсорбирующая часть использовалась для изготовления одноразового подгузника обычным способом и оценивалась.
Следующие исходные материалы использовались в примерах и сравнительных примерах.
Гидрофильное волокно: древесная распушенная целлюлоза (NBKP)
Супер-абсорбирующий полимер: SAP AQUA KEEP SA60S производства Sumitomo Seika Chemicals Co., Ltd.
Адгезив горячего расплава: эластичный термопластичный клей горячего расплава на основе стирола производства Henkel Japan, Ltd.
Ткань: Unicharm Kokko Nonwoven Co., Ltd. (16 г/м2)
[0041]
Пример 1
На первом формовочном барабане подаваемая по конвейеру ткань покрывалась адгезивом горячего расплава по 5 г/м2, и предварительно взвешенная целлюлоза в 90 г/м2 и САП в 140 г/м2 укладывались поверх нее. В местах, соответствующих образующей складки полосе, имелись воздухонепроницаемые выступы 72, как изображено на фиг. 5, так чтобы формовка в них не осуществлялась.
На втором формовочном барабане предварительно взвешенная целлюлоза в 160 г/м2 и САП в 80 г/м2 формовались, и ткань, покрытая адгезивом горячего расплава по 5 г/м2, укладывалась поверх, формируя абсорбирующую часть, зажатую между тканями.
После уплотнения толщины в участках большого основного веса до 3 мм с помощью прессовочного устройства, валик для тиснения с формой тиснения, изображенной на фиг. 8, использовался для выдавленного тиснения, чтобы сформировать компрессионные канавки в местах, соответствующих образующим складки полосам. Сила сцепления в соединенных зонах после выдавливания тиснения устанавливалась как 0,065 Н / 25 мм.
Образующие складки полосы и компрессионные канавки, проходящие вперед и назад от центра паховой области, как изображено на фиг. 1, и расстояние между правой образующей складки полосой и левой образующей складки полосой в поперечном направлении было узким в центре паховой области и более широким по мере удаления от центра паховой области, так что оно расширялось до боковых краев абсорбирующей части. Эта процедура позволила получить абсорбирующую часть, имеющую внутренние участки паховой складки и наружные участки паховой складки как области большого основного веса (целлюлоза: 250 г/м2, САП: 220 г/м2) и образующие складки полосы как области малого основного веса (целлюлоза: 160 г/м2, САП: 80 г/м2). Области малого основного веса образующих складки полос каждая содержит область высокой плотности, подвергаемую выдавливанию тиснением в центральном участке, и области малой плотности без тиснения по периферии. Наружные размеры абсорбирующей части составляли 420 мм в длину и 120 мм в ширину, ширина каждой образующей складки полосы составляла 10 мм, расстояние между двумя образующими складки полосами в поперечном направлении составляло 35 мм в самом узком месте, и линейное расстояние между передними краями и задними краями образующих складки полос составляло 220 MM.
Подготовленная абсорбирующая часть, расположенная между тканями, укладывалась на наружный слой и нижний слой, верхний слой укладывался поверх абсорбирующей части, расположенной между тканями, и пара боковых слоев укладывалась поверх него для изготовления одноразового подгузника, такого как изображенный на фиг. 1.
[0042]
Пример 2
Одноразовый подгузник изготавливался таким же образом, как в примере 1, за исключением того, что на первом формовочном барабане положения воздухонепроницаемых выступов первого формовочного барабана регулируются для формовки так, как изображено на фиг. 3, передние края и задние края образующих складки полос направлены более к внутренней стороне в поперечном направлении, чем боковые края абсорбирующей части, и располагались более в направлении наружных сторон в поперечном направлении, чем поперечные внутренние места соединенных зон между боковыми слоями и верхним слоем в поперечных участках внутреннего края областей переднего края и областей заднего края боковых слоев. Удаленность передних краев и задних краев образующих складки полос от боковых краев абсорбирующей части составляла 10 мм, а линейная длина передних краев и задних краев образующих складки полос составляла 195 мм.
[0043]
Пример 3
Одноразовый подгузник изготавливался таким же образом, как в примере 1, за исключением того, что на первом формовочном барабане воздухопроницаемые регулировочные детали, открытые с сетками, располагались в местах, соответствующих наружным участкам паховой складки (см. фиг. 6), и регулировка настраивалась под формовку 25 г/м2 целлюлозы и 40 г/м2 САП.
[0044]
Пример 4
Формовка осуществлялась со 130 г/м2 целлюлозы и 160 г/м2 САП в первом формовочном барабане. Однако воздухонепроницаемые выступы располагались в местах, соответствующих образующим складки полосам, воздухопроницаемые регулировочные детали, открытые с сетками, располагались в местах, соответствующих наружным участкам паховой складки, чтобы не осуществлять формовку в этих местах (см. фиг. 6), и регулировка настраивалась под формовку 25 г/м2 целлюлозы и 30 г/м2 САП. Формовка осуществлялась со 120 г/м2 целлюлозы и 60 г/м2 САП во втором формовочном барабане. Процедура в остальном осуществлялась таким же образом, как в примере 1, для изготовления одноразового подгузника.
[0045]
Пример 5
Формовка осуществлялась с 50 г/м2 целлюлозы и 120 г/м2 САП в первом формовочном барабане. Однако воздухонепроницаемые выступы располагались в местах, соответствующих образующим складки полосам, воздухопроницаемые регулировочные, детали, открытые с сетками, располагались в местах, соответствующих наружным участкам паховой складки, чтобы не осуществлять формовку в этих местах (см. фиг. 6), и регулировка настраивалась под формовку 25 г/м2 целлюлозы и 50 г/м2 САП. Формовка осуществлялась с 200 г/м2 целлюлозы и 100 г/м2 САП во втором формовочном барабане. Процедура в остальном осуществлялась таким же образом, как в примере 1, для изготовления одноразового подгузника.
[0046]
Сравнительный пример 1
Одноразовый подгузник изготавливался таким же образом, как в примере 1, за исключением того, что на первом формовочном барабане положения воздухонепроницаемых выступов первого формовочного барабана регулировались для формовки так, чтобы передние края и задние края образующих складки полос располагались еще дальше к внутренней стороне в поперечном направлении, чем поперечные внутренние места соединенных зон между боковыми слоями и верхним слоем в поперечных участках внутреннего края областей переднего края и областей заднего края боковых слоев.
[0047]
Сравнительный пример 2
Формовка осуществлялась с 250 г/м2 целлюлозы и 220 г/м2 САП в первом формовочном барабане. В местах, соответствующих образующим складки полосам, имелись воздухонепроницаемые выступы, как изображено на фиг. 5, так чтобы формовка в них не осуществлялась. Шаг со вторым формовочным барабаном пропускался. Процедура в остальном осуществлялась таким же образом, как в примере 1, для изготовления одноразового подгузника. Одноразовый подгузник сравнительного примера 2 имел внутренний участок паховой складки и наружные участки паховой складки как области большого основного веса (целлюлоза: 250 г/м2, САП: 220 г/м2), и прорези без основного веса имелись в местах, соответствующих образующим складки полосам.
[0048]
Сравнительный пример 3
Формовка осуществлялась с 250 г/м2 целлюлозы и 220 г/м2 САП в первом формовочном барабане. Однако в формовочных участках первого формовочного барабана использовался воздухопроницаемый ячеистый экран без воздухонепроницаемых выступов или воздухопроницаемых регулировочных деталей, как изображено на фиг. 7. Шаг со вторым формовочным барабаном пропускался. Процедура в остальном осуществлялась таким же образом, как в примере 1, для изготовления одноразового подгузника. Одноразовый подгузник сравнительного примера 3 имел все области в местах, соответствующих внутреннему участку паховой складки, наружным участкам паховой складки и образующим складки полосам, как областях большого основного веса (целлюлоза: 250 г/м2, САП: 220 г/м2).
[0049]
Сравнительный пример 4
Одноразовый подгузник изготавливался таким же образом, как в примере 1, за исключением того, что не осуществлялось выдавливание тиснения. Одноразовый подгузник сравнительного примера 4 не имеет компрессионных канавок.
[0050]
Сравнительный пример 5
Одноразовый подгузник изготавливался таким же образом, как в сравнительном примере 3, за исключением того, что не осуществлялось выдавливание тиснения. Одноразовый подгузник сравнительного примера 5 не имеет образующих складки полос и компрессионных канавок.
[0051]
Сравнительный пример 6
Одноразовый подгузник изготавливался таким же образом, как в сравнительном примере 2, за исключением того, что для формы ячеистого экрана в формовочном участке первого формовочного барабана использовался ячеистый экран с формой без наружных участков паховой складки (форма «песочных часов»). В одноразовом подгузнике сравнительного примера 6 нет ни наружных участков паховой складки, ни образующих складки полос в абсорбирующей части.
[0052]
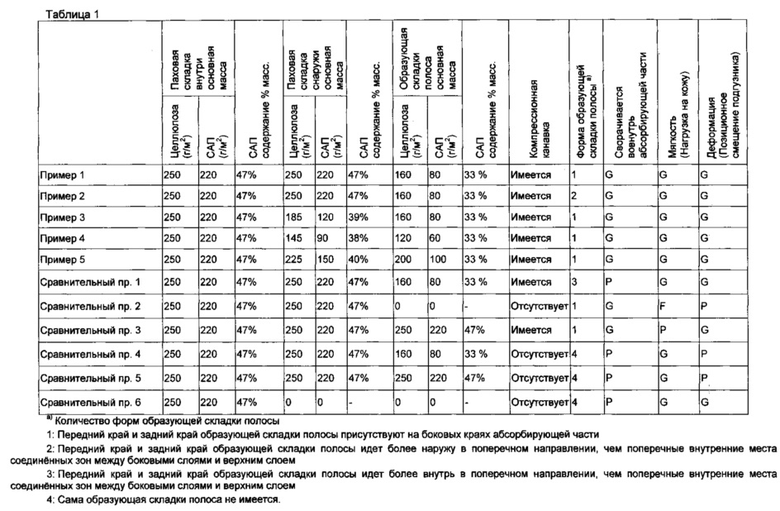
Одноразовые подгузники, изготовленные в примерах и сравнительных примерах, оценивались по критериям сворачивания вовнутрь абсорбирующей части, мягкости (нагрузки на кожу) и деформации (позиционному сдвигу подгузника). Оцененные характеристики и способы оценки были следующими. Результаты оценки приведены в таблице 1.
[0053]
[Сворачивание вовнутрь абсорбирующей части] (Подтверждение фактического состояния прилегания на младенцах)
Оцениваемые одноразовые подгузники надевались на 6 младенцев, и внешний вид каждого одноразового подгузника после 20 минут свободной активности, и сворачивание от верхнего слоя (стороны кожи) подгузника вовнутрь абсорбирующей части после снятия оценивались следующим образом.
Количество лиц, у которых наблюдалось сворачивание: 0-1 (G), 2-3 (F), ≥4 (Р)
[0054]
[Мягкость (нагрузка на кожу)] (Подтверждение мнением пользователя (родителя))
Оцениваемые одноразовые подгузники надевались на 6 младенцев, ощущение верхнего слоя (сторона кожи) подгузника подтверждалось пользователями (родителями), и мнение о жесткости выдавленного тиснения оценивалось следующим образом.
Количество лиц, ощущавших «жесткость» 0-1 (G), 2-3 (F), ≥4 (Р)
[0055]
[Деформация (позиционный сдвиг подгузника)] (Подтверждение фактического состояния прилегания на младенцах)
Оцениваемые подгузники надевались на 6 младенцев, и после 10 минут свободной активности 100 см3 солевого раствора 0,9% вводилось в паховый участок, после этого следовало еще 10 минут свободной активности, и состояние соскальзывания или поднятия абсорбирующей части от стороны верхнего слоя (кожи) подгузника после снимания одноразового подгузника подтверждалось с оценкой «деформация», если степень сдвиг абсорбирующей части в паховом участке была велика (сдвиг на 10 мм или больше в поперечном направлении по сравнению с положением перед использованием) или если верхний слой был в поднятом состоянии (разница в 20 мм или более от положения перед использованием), и оценивалась следующим образом.
Количество лиц, у которых наблюдалась деформация: 0-1 (G), 2-3 (F), ≥4 (Р)
[0056]
[Таблица 1]
[0057]
Пример 1 является примером, в котором внутренние участки паховой складки и наружные участки паховой складки принимались как области большого основного веса, основной вес образующих складки полос был уменьшен, а компрессионные канавки были сформированы выдавленным тиснением до боковых краев абсорбирующей части. Снижая основной вес образующих складки полос и выполняя выдавленное тиснение, можно сохранять эффективность поглощения абсорбирующей части около образующих складки полос и предотвратить деформацию абсорбирующей части. Кроме того, уменьшая содержание САП в образующих складки полосах в дополнение к снижению основного веса, можно увеличить плотность частиц САП выдавленным тиснением, чтобы избежать затвердения абсорбирующей части в образующих складки полосах, сохраняя такую же гибкость, как и в других местах, и чтобы уменьшить нагрузку на кожу. Кроме того, если образующие складки полосы проходят радиально от участков паховых складок в продольном направлении и доходят до боковых краев абсорбирующей части, сворачивание вовнутрь абсорбирующей части у передних краев и задних краев барьеров против протекания можно контролировать, и протекание за барьеры для протечек можно предотвратить.
[0058]
Пример 2 является примером, имеющим конструкцию, как в примере 1, отличающуюся тем, что образующие складки полосы, сформированные выдавленным тиснением, направлены более внутрь в поперечном направлении, чем к боковым краям абсорбирующей части, и более в направлении наружных сторон в поперечном направлении, чем к поперечным внутренним местам соединенных зон между боковыми слоями и верхним слоем у поперечных участков внутреннего края областей переднего края и областей заднего края боковых слоев. При направлении более к наружным сторонам в поперечном направлении, чем к поперечным внутренним местам соединенных зон между боковыми слоями и верхним слоем у поперечных участков внутреннего края областей переднего края и областей заднего края бокового слоя, проявляется действие, которое преимущественно такое же, как в примере 1, минимилизирующее сворачивание вовнутрь абсорбирующей части у передних краев и задних краев барьеров для протечек и позволяющее предотвратить протекание за барьеры для протечек.
[0059]
Пример 3 является примером, имеющим конструкцию, как в примере 1, отличающуюся тем, что основной вес снижается в наружных участках паховой складки. Хотя основной вес немного уменьшен в наружных участках паховой складки, действие проявляется преимущественным образом так же, как в примере 1. Этот пример можно модифицировать в соответствии с целью и использованием абсорбирующего изделия.
[0060]
Пример 4 является примером, имеющим конструкцию, как в примере 1, отличающуюся тем, что основные веса наружных участков паховой складки и образующих складки полос дополнительно уменьшены по сравнению с примером 3. Уменьшая основные веса наружных участков паховой складки и образующих складки полос, можно слегка уменьшить объем поглощения абсорбирующей части в целом по сравнению с примером 1, но с помощью выдавленного тиснения на образующих складки полосах можно предотвратить деформацию абсорбирующей части. Кроме того, уменьшая содержание САП в образующих складки полосах в дополнение к снижению основного веса, можно увеличить плотность частиц САП выдавленным тиснением, чтобы избежать затвердения абсорбирующей части в образующих складки полосах, сохраняя такую же гибкость, как и в других местах, и уменьшить нагрузку на кожу. Этот пример можно модифицировать в соответствии с целью и использованием абсорбирующего изделия.
[0061]
Пример 5 является примером, имеющим конструкцию, как в примере 1, отличающуюся тем, что основной вес наружных участков паховой складки меньше, чем в примере 1, но больше, чем в примере 3, и основной вес образующих складки полос больше, чем в примере 1 или примере 3. Увеличивая основные веса наружных участков паховой складки и образующих складки полос по сравнению с примером 3, можно увеличить объем поглощения абсорбирующей части в целом по сравнению с примером 3, но с помощью выдавленного тиснения на образующих складки полосах можно предотвратить деформацию абсорбирующей части. При увеличении основного веса образующих складки полос общее количество САП, находящегося в этих местах, также увеличивается, и выдавленное тиснение приводит к небольшому затвердению частиц САП абсорбирующей части в образующих складки полосах, но сохраняется приблизительно такая же гибкость, как и в других участках, и нагрузка на кожу облегчается. Этот пример можно модифицировать в соответствии с целью и использованием абсорбирующего изделия.
[0062]
Сравнительный пример 1 является примером, имеющим конструкцию, как в примере 1, отличающуюся тем, что передние края и задние края образующих складки полос более направлены внутрь в поперечном направлении, чем к поперечным внутренним местам соединенных зон между боковыми слоями и верхним слоем у поперечных участков внутреннего края областей переднего края и областей заднего края боковых слоев. Если форма такова, что передние края и задние края образующих складки полос еще более направлены внутрь в поперечном направлении, чем к поперечным внутренним местам соединенных зон между боковыми слоями и верхним слоем у поперечных участков внутреннего края областей переднего края и областей заднего края бокового слоя, это может привести к сворачиванию вовнутрь абсорбирующей части у передних краев и задних краев барьеров для протечек, и урина не может попасть в область обычной абсорбирующей части, но вместо этого она может попасть на барьеры для протечек, что часто приводит к протеканию за барьеры для протечек.
[0063]
Сравнительный пример 2 является примером, в котором основной вес образующих складки полос примера 1 устранен, а образующие складки полосы использовались как прорези. Если образующие складки полосы доходят до боковых краев абсорбирующей части, можно контролировать сворачивание внутрь абсорбирующей части, но деформация может произойти около места мочеиспускания рядом с участком паховой складки из-за прорезей, где абсорбирующая часть (целлюлоза/САП) не имеется, и аналогично примеру известного уровня техники, так как сами прорези не показывают эффективности в поглощении телесной жидкости в качестве абсорбирующей части, способность поглощать и удерживать телесные жидкости, такие как урина, будет снижена, и в результате непротекаемость (объем поглощения) абсорбирующего изделия будет уменьшена.
[0064]
Сравнительный пример 3 является примером, в котором основной вес образующих складки полос примера 1 является большим основным весом, аналогичным основному весу внутреннего участка паховой складки и основному весу наружных участков паховой складки. Если образующие складки полосы имеют большой основной вес, тогда повышенная плотность частиц САП из-за выдавленного тиснения будет делать более жесткой абсорбирующую часть в образующих складки полосах (создавая ощущение инородного вещества от частичек САП), более вероятно приводя к большей нагрузке на кожу от абсорбирующей части по сравнению с другими местами.
[0065]
Сравнительный пример 4 является примером, имеющим конструкцию, как в примере 1, отличающуюся тем, что выдавленное тиснение на образующих складки полосах не выполняется. Если нет компрессионных канавок, сформированных выдавленным тиснением, будет трудно контролировать сворачивание вовнутрь абсорбирующей части вдоль образующих складки полос, более вероятно приводя к протеканию за барьеры для протечек, в то время как деформация абсорбирующей части может произойти с центром вокруг зоны рядом с образующими складки полосами областей малого основного веса, имея тенденцию приводить к сдвигу подгузника (ослабевая при разделении абсорбирующей части), что уменьшает возможность поглощать и удерживать телесные жидкости, такие как урина, собирающиеся вокруг периферийных участков, что повышает возможность протекания телесной жидкости, в результате чего снижается непротекаемость абсорбирующего изделия.
[0066]
Сравнительный пример 5 является примером, в котором все области абсорбирующей части являются областями большого основного веса, аналогичными сравнительному примеру 3, но в отличие от сравнительного примера 3 в том, что он не имеет компрессионных канавок от выдавленного тиснения, и поэтому хотя затвердение абсорбирующей части не происходит, невозможно контролировать сворачивание вовнутрь абсорбирующего тела вдоль образующих складки полос, что повышает вероятность протекания за барьеры для протечек, в то же время также имея тенденцию приводить к позиционному сдвигу подгузника (ослабевая при разделении абсорбирующей части), что уменьшает возможность поглощать и удерживать телесные жидкости, такие как урина, собирающиеся вокруг периферийных участков, что повышает возможность протекания телесной жидкости, в результате чего снижается непротекаемость абсорбирующего изделия.
[0067]
Сравнительный пример 6 имеет форму «песочных часов» с отсутствием наружного участка паховой складки абсорбирующей части. При форме песочных часов области, соответствующие образующим складки полосам, отсутствуют, и деформация абсорбирующей части с центром вокруг этих мест не происходит, но так как нет выдавленного тиснения, становится невозможно контролировать сворачивание вовнутрь абсорбирующей части вдоль образующих складки полос, что повышает вероятность протекания за барьеры для протечек, в то время как форма песочных часов абсорбирующей части снижает общий объем поглощения, таким образом понижая способность поглощать и удерживать телесные жидкости, такие как урина, повышая возможность протекания телесной жидкости, в результате чего снижается непротекаемость абсорбирующего изделия.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0068]
Абсорбирующее изделие изобретения может удовлетворительно использоваться как одноразовый подгузник для младенцев, одноразовый подгузник для детей, трусики, приучающими к горшку, одноразовый подгузник для взрослых, урологическая прокладка или тому подобным.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
[0069]
1 Абсорбирующее изделие
2 Верхний слой
3 Нижний слой
4 Абсорбирующая часть
5 Боковой слой
6 Наружный слой
7 Эластичная деталь
8 Образующая складки полоса
9 Соединенная зона
10 Компрессионная канавка
51 Аппарат для нанесения покрытий
52 Оберточный слой абсорбирующей части
53 Ленточный конвейер
54 Первый формовочный барабан
55 Первый формовочный материал
56 Пересасывающее устройство
57 Второй формовочный барабан
58 Второй формовочный материал
59 Пересасывающее устройство
60 Формуемая часть
61 Аппарат для нанесения покрытий
62 Покровный слой абсорбирующей части
63 Прессовочное устройство
64 Нажимной валик для тиснения
71 Воздухопроницаемый ячеистый экран
72 Воздухонепроницаемый выступ
73 Воздухопроницаемая регулировочная деталь
Представлен одноразовый подгузник, который легко изгибается до заданной формы абсорбирующей части и который может предотвратить потерю формы абсорбирующей части во время использования. Абсорбирующая часть снабжена левой и правой парой образующими складки полосами (8), которые проходят вперед и назад от центра паховой области, расстояние в поперечном направлении между левой и правой парой образующими складки полосами больше у переднего края и заднего края образующих складки полос, чем в центре паховой области. Передние края и задние края образующих складки полос располагаются дальше к наружной части в поперечном направлении, чем поперечные внутренние положения соединенных зон (9) барьера для протечек и верхнего слоя. Образующие складки полосы включают в себя гидрофильные волокна и сильновпитывающий полимер, но имеют меньший основной вес и меньшее содержание сильновпитывающего полимера по сравнению с остальными областями абсорбирующей части. Компрессионные канавки (10) имеются в образующих складки полосах, компрессионные канавки имеют более высокую плотность по сравнению с другими областями абсорбирующей части. 9 з.п. ф-лы, 8 ил. 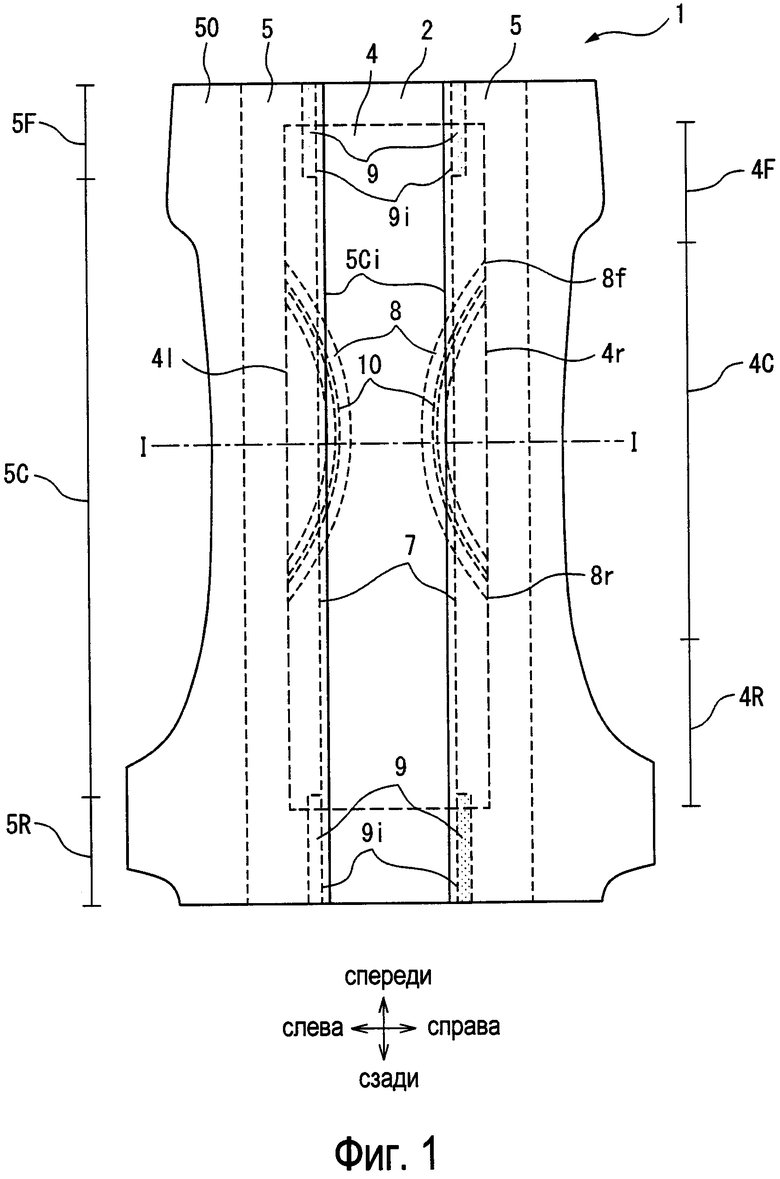
1. Абсорбирующее изделие, содержащее проницаемый для жидкости верхний слой, непроницаемый для жидкости нижний слой, абсорбирующую часть, расположенную между ними, пару левых и правых боковых слоев, образующих барьеры для протечек, и наружный слой, причем
абсорбирующая часть включает в себя гидрофильные волокна и суперабсорбирующий полимер,
каждый боковой слой состоит из области переднего края, центральной области и области заднего края, поперечной наружной области бокового слоя, соединенной по меньшей мере с верхним слоем, нижним слоем и наружным слоем, боковой слой соединен с верхним слоем в поперечных участках внутреннего края области переднего края и области заднего края бокового слоя, поперечный внутренний край центральной области бокового слоя является свободным краем, к которому крепится эластичная деталь, и центральная область бокового слоя функционирует как барьер для протечек; и при этом
абсорбирующая часть состоит из передней области, паховой области и задней области, в абсорбирующей части имеется пара левых и правых образующих складки полос, проходящих и вперед, и назад от центра паховой области, расстояние между правой образующей складки полосой и левой образующей складки полосой в поперечном направлении шире у передних краев и задних краев образующих складки полос по сравнению с центром паховой области, передние края и задние края образующих складки полос расположены более в направлении наружной стороны в поперечном направлении, чем поперечные внутренние места соединенных зон между боковыми слоями и верхним слоем у участков поперечного внутреннего края областей переднего края и областей заднего края боковых слоев, и образующие складки полосы включают в себя гидрофильные волокна и суперабсорбирующий полимер, но имеют меньший основной вес и меньшее содержание суперабсорбирующего полимера, чем другие участки абсорбирующей части,
отличающееся тем, что компрессионная канавка образуется в каждой образующей складки полосе, компрессионная канавка имеет более высокую плотность, чем другие участки абсорбирующей части.
2. Абсорбирующее изделие по п. 1, отличающееся тем, что передние края и задние края образующих складки полос расположены на боковых краях абсорбирующей части.
3. Абсорбирующее изделие по п. 1, отличающееся тем, что образующие складки полосы имеют изогнутые или прерывистые формы, которые выгнуты в направлении поперечного центра абсорбирующей части.
4. Абсорбирующее изделие по п. 3, отличающееся тем, что образующие складки полосы имеют дугообразные формы, которые выгнуты в направлении поперечного центра абсорбирующей части.
5. Абсорбирующее изделие по п. 1, отличающееся тем, что основной вес абсорбирующей части меньше в областях более наружных в поперечном направлении, чем образующие складки полосы, по сравнению с областями более внутренними в поперечном направлении, чем образующие складки полосы.
6. Абсорбирующее изделие по п. 1, отличающееся тем, что компрессионные канавки формируются выдавленным тиснением на абсорбирующей части через верхний слой.
7. Абсорбирующее изделие по п. 1, отличающееся тем, что оберточный слой абсорбирующей части расположен между абсорбирующей частью и верхним слоем и между абсорбирующей частью и нижним слоем, компрессионные канавки формируются выдавленным тиснением на абсорбирующей части через верхний слой и оберточный слой абсорбирующей части или через оберточный слой абсорбирующей части.
8. Абсорбирующее изделие по п. 1, отличающееся тем, что основной вес абсорбирующей части в образующих складки полосах составляет 35-65% к весу основного веса абсорбирующей части в областях более внутренних в поперечном направлении, чем образующие складки полосы.
9. Абсорбирующее изделие по п. 1, отличающееся тем, что основной вес гидрофильных волокон в образующих складки полосах составляет 45-80% к весу основного веса гидрофильных волокон в областях более внутренних в поперечном направлении, чем образующие складки полосы, и основной вес суперабсорбирующего полимера в образующих складки полосах составляет 25-50% к весу основного веса суперабсорбирующего полимера в областях более внутренних в поперечном направлении, чем образующие складки полосы.
10. Абсорбирующее изделие по п. 1, отличающееся тем, что основной вес абсорбирующей части в областях более наружных в поперечном направлении, чем образующие складки полосы, составляет 50-80% к весу основного веса абсорбирующей части в областях более внутренних в поперечном направлении, чем образующие складки полосы.
| JP 2005034652 A, 10.02.2005 | |||
| JP 2011156032 A, 18.08.2011 | |||
| JP 2012125354 A, 05.07.2012 | |||
| WO 2010107096 A1, 23.09.2010. |

