[001] Данная заявка испрашивает приоритет согласно предварительной заявке на патент США No. 61/801,620, поданной 15 марта 2013 (находится на рассмотрении), содержание которой полностью включено в настоящую заявку посредством ссылки и является частью настоящей заявки.
[002] Заявочное описание данного изобретения в общем относится к абсорбционному композиционному материалу (или абсорбирующей сердцевинной слоистой прослойке) и способу изготовления абсорбционного композиционного материала. Заявленное изобретение также относится к одноразовым абсорбирующим изделиям, содержащим абсорбционные композиционные материалы и способы их изготовления. Данные одноразовые абсорбирующие изделия включают, например, детские подгузники, трусики, приучающие к горшку, изделия для взрослых с различными формами недержания, впитывающие изделия, женские гигиенические изделия и прочую абсорбирующую продукцию (совместно именуемые «одноразовые абсорбирующие изделия» или «одноразовая абсорбирующая продукция»).
[003] Одноразовые абсорбирующие изделия, как правило, используют три основных элемента конструкции: внутренний слой, формирующий внутреннюю поверхность, наружный слой, формирующий наружную поверхность, и абсорбирующую (поглощающую) прослойку, располагаемую между внутренним и наружным слоями таким образом, чтобы внутренний слой позволял жидкости проходить по направлению извне через внутренний слой в абсорбирующую прослойку. Внутренний слой может быть выполнен из ассортимента гидрофильных или гидрофобных материалов, пропускающих жидкость и испарения. Проницаемость внутреннего слоя может быть увеличена при помощи агентов активации поверхности («сурфактанты»). Сурфактанты уменьшают поверхностную энергию или контактный угол поверхности раздела между жидкой и твердой фазой и упрощают прохождение жидкости через внутренний слой.
[004] Наружный слой предназначен для того, чтобы препятствовать проникновению жидкости из абсорбирующей прослойки через наружный слой наружу из абсорбирующего изделия. Наружный слой может быть выполнен из непроницаемой пленки, расширяющей изделие на полную ширину или из сочетания тканеподобного материала и непроницаемой пленки. Наружный слой может также иметь свойства паропроницаемости («вентиляция»), которые позволяют пару проходить через наружный слой, не выпуская жидкость, содержащуюся в абсорбирующей прослойке. Наружный слой может также быть сделан из нетканого материала, водонепроницаемого, но паропроницаемого, например «спанбонд-вспученный слой-спанбонд» («CBC», «SMS»); «спанбонд-вспученный слой-вспученный слой-спанбонд» («CBBC», «SMMS»); микро, нано, или распушенная фибра; спан-расплавленный или спан-плетеный; чесаный; и т.п.
[005] Абсорбирующая прослойка предназначена для удержания и распределения жидкости, проходящей через внутренний слой. Типичная абсорбирующая прослойка сделана из высоко- или суперабсорбирующего полимера (САП, САП), стабилизированного абсорбирующей матрицей. САП обычно изготавливают из материалов, таких как поливиниловый спирт, полиакрилаты, различные привитые крахмалы и перекрестно-сшитый полиакрилат натрия. САП может быть в форме частиц, фибры, поролонов, сетки, сфер, агломератов правильной или неправильной формы, и пленки. Абсорбирующая матрица, как правило, представляет собой распушенную целлюлозу или подобный материал. Абсорбирующая матрица занимает достаточно большой объем по сравнению с внутренним и наружным слоями и САП. Большая часть толщины подгузника занимает абсорбирующая прослойка.
[006] Все большее количество потребителей требуют более тонкие абсорбирующие изделия. Для удовлетворения этим требованиям, производители уменьшают толщину абсорбирующих изделий путем уменьшения объема абсорбирующей матрицы, используемой в поглощающих прослойках. Несмотря на то, что получающиеся поглощающие прослойки получаются более тонкими, их качество ухудшается. Поскольку объем абсорбирующей матрицы уменьшается, она менее эффективна при стабилизации частиц САП - препятствование тому, чтобы САП мигрировали в поглощающей прослойке. Поскольку САП мигрируют в прослойке, поглощающая прослойка теряет свою эффективность и универсальную абсорбцию. Например, неудерживаемые САП имеет тенденцию скапливаться в смоченных участках и становится неэффективным для удержания последующих поступающих порций жидкости.
[007] Производители попытались решить эту проблему путем создания маленьких, отдельных карманов САП или путем склеивания САП. Эти решения, однако, были в основном неуспешны. Карманы САП просто ограничивают миграцию передвижением в карманах. Однако, поскольку присутствует движение частиц, в поглощающей прослойке отсутствует универсальная абсорбция. Склеивание САП стабилизирует САП, но приводит к некомфортной жесткой поглощающей прослойке и уменьшению набухаемости САП. Заявители также обнаружили, что данные способы удержания САП могут отрицательно повлиять на САП и вместительность поглощающей прослойки при получении и распределении поступающей жидкости.
[008] Соответственно, существует потребность в наличии улучшенного абсорбирующего изделия, с характеристиками снижения толщины изделия при уменьшении жесткости изделия и превосходной абсорбции и удержания жидкости. Спецификация патента США №8,148,598, принадлежащего одному и тому, же правообладателю и назначающего, по крайней мере, одного общего изобретателя, как и настоящая заявка, описывает предшествующее улучшение текущего состояния техники и служит предпосылкой описания заявленного изобретения. Патентная заявка '598 настоящим включена посредством ссылки, полностью, во всех смыслах и является частью раскрытия заявленного изобретения, которое может, с одной стороны, рассматриваться как развитие и содействие усилию обеспечить получение улучшенных абсорбирующих изделий и способов их изготовления.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[009] В одном аспекте, заявленное раскрытие обеспечивает получение улучшенных абсорбционных композиционных материалов и способов изготовления данных материалов. Приведены практические воплощения, раскрывающие состав или расположение компонентов абсорбционных композиционных материалов. В одном воплощении, абсорбционный сердцевинный композиционный материал имеет первый слой ткани, прилегающий к телу второй слой ткани, и группы скоплений суперпоглощающих частиц (САП), расположенных между первым и вторым слоями ткани. Около каждой группы скоплений частиц САП расположены дистанционно друг от друга отдельные склеенные участки, закрепляющие второй слой ткани с первым и формирующие карман, в котором совокупность частиц САП удерживается между первым и вторым слоями ткани. Второй, прилегающий к телу слой ткани, является объемным нетканым материалом, включающим волокна, переплетающиеся, по крайней мере, с некоторыми частицами в группе скоплений САП. В предпочтительных воплощениях, адгезивный рисунок может быть предварительно нанесен на первый слой ткани {например, рисунок, включающий множество пересекающихся петель, определяющих открытые участки, не содержащие адгезив).
[0010] В другом аспекте, раскрыт способ изготовления абсорбционного композиционного слоистого материала для одноразового абсорбирующего изделия. Способ включает подачу первого слоя ткани в положение для, принятия суперпоглощающих частиц (САП) и внесение САП в упомянутый первый слой ткани для получения дискретных скоплений САП. Далее происходит подача второго слоя ткани из объемного нетканого материала и расположение второго слоя ткани относительно первого слоя ткани таким образом, чтобы волокна объемного нетканого материала переплетались с частицами в верхнем слое скоплений САП. Это обеспечивает, таким образом, по крайней мере, частично, закрепление скопления САП между ними. Происходит склеивание первого и второго слоев ткани в сетку склеенных участков для формирования вытянутого слоистого материала, имеющего множество карманов скопления САП, посредством чего каждый карман определяется склеенными участками, расположенными около скопления САП и закрепляет второй слой ткани с первым слоем ткани; и далее - подача вытянутого слоистого материала, посредством чего объемный нетканый материал и карманы предотвращают перемещение частиц САП из упомянутых карманов. В предпочтительных воплощениях, склеенные участки являются склеенными точками и/или склеенными участками, которые формируют карманы ромбовидной формы и соответствующую сетку, не содержащую какие-либо прямолинейные проходы к боковому краю.
[0011] Также раскрыто одноразовое абсорбирующее изделие, включающее стан, определенный краями переднего конца и заднего конца, расположенный продольно на расстоянии от края переднего конца, причем края концов частично определяют области передней и задней части талии, которые застегиваются на талии пользователя. Изделие также включает лицевой лист, изнаночный лист и абсорбционный композиционный материал, расположенный между лицевым и изнаночным листами. Абсорбционный композиционный материал включает первый слой ткани, второй слой ткани, соединенный с упомянутым первым слоем ткани, и поглощающие частицы, закрепленные между упомянутыми первым и вторым слоями ткани. Первый слой ткани периодично присоединен ко второму слою ткани для определения множества карманов, расположенных между упомянутыми первым и вторым слоями ткани и содержащий скопления суперпоглощающих частиц (САП), в котором перемежающиеся и располагаемые на расстоянии друг от друга склеенные участки закрепляют первый слой ткани со вторым слоем ткани. Второй слой ткани является объемным нетканым материалом, расположенным на прилегающей к телу стороне абсорбционного композиционного материала и поверх скопления САП таким образом, что волокна объемного нетканого материала переплетаются с суперпоглощающими частицами, причем скопление САП не содержит абсорбирующую матрицу в центральной части, простирающейся из-под объемного нетканого материала.
[0012] В еще одном аспекте, раскрыт абсорбционный композиционный материал, включающий объемный нетканый субстрат (подложку); лицевой слой ткани, склеенный с упомянутым объемным нетканым субстратом; и слой суперпоглощающих частиц (САП), закрепленный между ними. Кроме того, присутствует терморасплавленный адгезив, вкрапленный с упомянутыми САП для усиления закрепления САП с объемным нетканым субстратом и лицевым слоем ткани. Лицевой слой ткани является тканевым слоем в предпочтительных воплощениях.
[0013] В еще одном аспекте, раскрыт способ изготовления абсорбционного композиционного материала. Данный способ включает подачу первого субстрата нетканого материала, нанесение смеси суперпоглощающих частиц (САП) с частицами терморасплавленного адгезива на поданный первый субстрат, и, после нанесения на первый субстрат упомянутой смеси, подачу тепла к первому субстрату, что, таким образом, активирует частицы терморасплавленного адгезива и соединяет САП с терморасплавленными частицами и первым субстратом. Затем накладывают второй субстрат на первый субстрат и склеенный с ним слой САП.
[0014] Раскрыты различные воплощения, в которых скопления или поглощающие частицы стратегически расположены и/или включены между верхним слоем и нижним слоем, и сквозь объем композиционного материала или сердцевинной прослойки. Путем варьирования позиции скоплений или ограничивая скопления, можно управлять или влиять на характеристики и возможности абсорбционного композиционного материала. В определенных воплощениях, скопления поглощающих частиц расположены в контейнерах или карманах. В дальнейших воплощениях, размер, интервал, расположение, и\или геометрия или форма контейнеров или карманов в частности служат для достижения определенных свойств удержания жидкости сердцевинной прослойки.
[0015] В одном из воплощений, одноразовое абсорбирующее изделие включает стан, определенный краями переднего конца и заднего конца, расположенный продольно на расстоянии от края переднего конца, причем края концов частично определяют области передней и задней части талии, которые застегиваются на талии пользователя. Изделие также включает лицевой лист, изнаночный лист и абсорбционный композиционный материал, расположенный между лицевым и изнаночным листами. Лицевой и изнаночный листы определяют продольные и боковые края стана. Кроме того, поглощающие частицы, закрепленные между упомянутыми первым и вторым слоями ткани, а первый слой ткани периодично присоединен ко второму слою ткани для определения множества контейнеров, расположенных между упомянутыми первым и вторым слоями ткани и содержащий совокупности поглощающих частиц. Абсорбционный композиционный материал включает области контейнеров поглощающих частиц, включая основную область, имеющую контейнеры первого размера и вторичную область, имеющую множество контейнеров второго размера, отличающегося от первого размера.
[0016] Существующее раскрытие относится к абсорбционному композиционному материалу, которое, в некоторых воплощениях, не требует абсорбирующей матрицы и новый способ получения абсорбционного композиционного материала. Данный документ также раскрывает абсорбирующее изделие, включающее абсорбционный композиционный материал. Абсорбционный композиционный материал позволяет изготовить абсорбирующее изделие, которое могут выполнить очень тонким и гибким, одновременно включая достаточный объем частиц САП для обеспечения надлежащей абсорбции и сухой и влажной целостности (универсальная абсорбция). Несмотря на то, что приведено описание использования абсорбционного композиционного материала именно в подгузнике, специалисту в данной области техники незамедлительно стало бы понятно, что абсорбционный композиционный материал, полученный согласно заявленному способу, может использоваться в большом разнообразии абсорбирующих изделий.
[0017] Существующее раскрытие также направлено на обеспечение получения улучшенного абсорбирующего изделия, включающего абсорбционный композиционный материал.
[0018] В одном примере, описан способ получения композиционного листа, включающий этапы расположения первого слоя ткани для нанесения частиц, внесение частиц в первый слой ткани, нанесение адгезива на второй слой ткани, расположение второго слоя ткани относительно первого слоя ткани и формирования склеенных участков, простирающихся между первым и вторым слоями ткани. Способ может далее включать изделие, в котором частицы включают частицы САП, частицы с компонентами ухода за кожей, абсорбирующие запах частицы, связующие частицы, ионообменные частицы и их сочетания. Помимо этого, способ может включать этап покрытия частиц гидрофобным материалом.
[0019] Способ может включать приспосабливание первого слоя ткани к особенностям поверхности. Поверхность может включать углубления, формирующие карманы или контейнеры в первом слое ткани, когда ткань нужно приспособить к поверхности. Частицы САП могут направляться в карманы, сформированные в первом слое ткани. Всасывание может использоваться для приспосабливания первого слоя ткани к поверхности. Адгезив, нанесенный на второй слой ткани, может быть применен в концентрации, достаточной для обеспечения эффективного количества сухих частиц. Такая концентрация обычно составляет 1-100 г на квадратный метр. В частности, адгезив может быть применен в концентрации от 5 до 75 г на квадратный метр, или еще более оптимально, от 12 до 50 г на квадратный метр. Адгезив может быть применен способом, таким образом, что общее количество адгезивных частиц составляло от 1 до 100 г на квадратный метр. Изобретательский способ может далее включать этап нанесения адгезива на первый слой ткани до внесения частиц в первый слой ткани.
[0020] Склеенные участки, подходящие для способа, могут быть склеенными линиями, которые могут быть непрерывными или прерывистыми и могут определять карманы или другие формы и модели. Также склеенные участки могут быть склеенными точками. Склеенные участки могут быть расположены относительно частиц и/или устроены для предотвращения прямолинейной миграции частиц больше чем на 2 дюйма.
[0021] Альтернативно, способ включает подачу первого слоя ткани в положение для принятия частиц, внесение частиц в первый слой ткани, обеспечения закрепления частиц относительно первого слоя ткани, расположения второго слоя ткани над частицами, и формирования склеенных участков, соединяющих первый слой ткани со вторым слоем ткани. Склеенные участки могут быть дискретными точками, располагаемыми для предотвращения перемещения (миграции) частиц. Склеенные участки могут также быть линиями склеивания, располагаемыми для предотвращения миграции частиц, или линиями склеивания, связанными для формирования единой склеенной линии. Линии склеивания могут быть устроены для формирования карманов, в которых расположены некоторые частицы. Частицы могут быть частицами САП, частицами с компонентами ухода за кожей, абсорбирующими запах частицами, связующими частицами, ионообменными частицами и их сочетаниями. Частицы могут быть закреплены к первому слою ткани при помощи адгезива, термопластика или их сочетания. В дополнение или как альтернатива, частицы могут быть закреплены к второму слою ткани при помощи адгезива, термопластика или их сочетания. Кроме того, в первом слое ткани могут быть сформированы формы для получения частиц.
[0022] Одноразовое абсорбирующее изделие согласно раскрытию может включать лицевой лист, изнаночный лист и абсорбирующую прослойку, расположенную между ними, причем, по крайней мере, частично лицевой лист, изнаночный лист и абсорбирующую прослойку. Абсорбирующая прослойка представляет собой абсорбционный композиционный материал, включающий первый слой ткани, второй слой ткани, соединенный с упомянутым первым слоем ткани; и поглощающие частицы, закрепленные между упомянутыми первым и вторым слоями ткани. Частицы могут быть частицами САП, частицами с компонентами ухода за кожей, абсорбирующими запах частицами, связующими частицами, ионообменными частицами и их сочетаниями.
[0023] Также, может присутствовать абсорбирующий слой, поддерживаемый на изнаночном листе, таким образом, чтобы изнаночный лист обеспечивал второй слой ткани с абсорбционным композиционным материалом. Изнаночный лист может далее включать первый слой изнаночного листа, второй слой изнаночного листа и частицы САП в концентрации приблизительно 20 г/м2, расположенные между ними, а второй слой изнаночного листа является СВС, имеющий базисный вес в диапазоне приблизительно от 10 до 60 г/м2. Абсорбирующий слой может быть закреплен между первым и вторым слоями ткани с адгезивной концентрацией от 1 до 100 г/м2. Первый слой ткани может быть соединен со вторым слоем ткани в дискретных точках, при этом данные дискретные точки могут определять карманы. Далее, первый слой ткань может быть соединен со вторым слоем ткани вдоль множества линий склеивания (склеенных линий), при этом данные линии склеивания могут определять карманы.
[0024] Абсорбирующая сердцевинная прослойка может также включать первый слой ткани, второй слой ткани, склеенные участки, на которых первый слой ткани связан со вторым слоем ткани; а слой поглощающих частиц закреплен между первым и вторым слоями ткани. Частицы могут быть частицами САП и/или другими частицами с полезными свойствами. Абсорбирующий слой может поддерживаться под областью лицевого листа, с тем, чтобы область лицевого листа обеспечивала бы второй слой ткани с абсорбционным композиционным материалом. Абсорбирующий слой может поддерживаться в области изнаночного листа, с тем, чтобы область изнаночного листа обеспечивала бы первый слой ткани с абсорбционным композиционным материалом.
[0025] В некоторых воплощениях одноразовое абсорбирующее изделие может включать концентрацию частиц САП в поглощающем слое приблизительно от 50 до 650 г/м2. Частицы САП могут также быть покрыты гидрофобным материалом для предотвращения первоначального получения жидкости частицами САП в поглощающем слое. Склеенные участки могут определять множество сплошных линий, препятствующих перемещению частиц САП поглощающего слоя. Сплошные линии могут быть сформированы для образования карманов между первыми и вторыми слоями ткани. Склеенные участки могут определять множество прерывистых линий, препятствующих перемещению частиц САП поглощающего слоя. Прерывистые линии могут быть сформированы для образования карманов между первыми и вторыми слоями ткани.
[0026] В еще одном воплощении, склеенные участки могут быть расположены вдоль периферии карманов частиц. Склеенные участки могут сформировать рисунок, например, рисунок «елочка», кирпичик, круги, треугольники, точки, черточки, прямоугольники и их сочетания. Еще одно воплощение может также включать свободные частицы, расположенные между первым и вторым листами.
[0027] Предшествующее описание обрисовало в общих чертах особенности и технические преимущества заявленного изобретения, с тем, чтобы следующее подробное описание могло быть лучше понято. Дополнительные функции и преимущества будут описаны далее по тексту. Нужно обратить внимание на тот факт, что определенные раскрытые воплощения могут быть с готовностью использованы как основание для изменения или создания других конструкций для выполнения тех же функций. Нужно также понять, что такие эквивалентные конструкции не отступают от раскрытия, как указано в прилагаемой формуле. Особенности, которые, предположительно, характерны для раскрытия, относительно его сути и способов практического воплощения, вместе с дальнейшими целями и преимуществами, будут лучше поняты из последующего описания, при рассмотрении в связи с сопроводительными фигурами. Нужно явно подразумевать, однако, что каждая из фигур предоставлена исключительно в целях иллюстрации и описания и не предназначена для определения рамок существующего раскрытия. Одноразовое абсорбирующее изделие согласно раскрытию может включать лицевой и изнаночный листы, и абсорбирующую сердцевинную прослойку, расположенную между ними. Абсорбирующая сердцевинная прослойка является абсорбционным композиционным материалом, включающим первый слой ткани, второй слой ткани, соединенный с первым слоем ткани и частицы, закрепленными между первым и вторым слоями ткани. Частицы могут быть частицами САП, частицами с компонентами ухода за кожей, абсорбирующими запах частицами, связующими частицами, ионообменными частицами и их сочетаниями, или в предпочтительных воплощениях состоят из САП.
[0028] Также может присутствовать абсорбирующий слой, поддерживаемый на изнаночном листе, таким образом, чтобы изнаночный лист обеспечивал второй слой ткани с абсорбционным композиционным материалом. Изнаночный лист может далее включать первый слой изнаночного листа, второй слой изнаночного листа и частицы САП в концентрации приблизительно 20 г/м2, расположенные между ними, а второй слой изнаночного листа является СВС, имеющий базисный вес в диапазоне приблизительно от 10 до 60 г/м2. Абсорбирующий слой может быть закреплен между первым и вторым слоями ткани с адгезивной концентрацией от 1 до 100 г/м2. Первый слой ткани может быть соединен со вторым слоем ткани в дискретных точках, при этом данные дискретные точки могут определять карманы. Далее, первый слой ткань может быть соединен со вторым слоем ткани вдоль множества линий склеивания (склеенных линий), при этом данные линии склеивания могут определять карманы.
[0029] Абсорбирующая сердцевинная прослойка может также включать первый слой ткани, второй слой ткани, склеенные участки, на которых первый слой ткани связан со вторым слоем ткани; а слой поглощающих частиц закреплен между первым и вторым слоями ткани. Частицы могут быть частицами САП и/или другими частицами с полезными свойствами. Абсорбирующий слой может поддерживаться под областью лицевого листа, с тем, чтобы область лицевого листа обеспечивала бы второй слой ткани с абсорбционным композиционным материалом. Абсорбирующий слой может поддерживаться в области изнаночного листа, с тем, чтобы область изнаночного листа обеспечивала бы первый слой ткани с абсорбционным композиционным материалом.
[0030] В некоторых воплощениях одноразовое абсорбирующее изделие может включать концентрацию частиц САП в поглощающем слое приблизительно от 50 до 650 г/м2. Частицы САП могут также быть покрыты гидрофобным материалом для предотвращения первоначального получения жидкости частицами САП в поглощающем слое. Склеенные участки могут определять множество сплошных линий, препятствующих перемещению частиц САП поглощающего слоя. Сплошные линии могут быть сформированы для образования карманов между первыми и вторыми слоями ткани. Склеенные участки могут определять множество прерывистых линий, препятствующих перемещению частиц САП поглощающего слоя. Прерывистые линии могут быть сформированы для образования карманов между первыми и вторыми слоями ткани.
[0031] В еще одном воплощении, склеенные участки могут быть расположены вдоль периферии карманов частиц. Склеенные участки могут сформировать рисунок, например, рисунок «елочка», кирпичик, круги, треугольники, точки, черточки, прямоугольники и их сочетания. Еще одно воплощение может также включать свободные частицы, расположенные между первым и вторым листами.
[0032] Предшествующее описание обрисовало в общих чертах особенности и технические преимущества заявленного изобретения, с тем, чтобы следующее подробное описание могло быть лучше понято. Дополнительные функции и преимущества будут описаны далее по тексту. Нужно обратить внимание на тот факт, что определенные раскрытые воплощения могут быть с готовностью использованы как основание для изменения или создания других конструкций для выполнения тех же функций. Нужно также понять, что такие эквивалентные конструкции не отступают от раскрытия, как указано в прилагаемой формуле. Особенности, которые, предположительно, характерны для раскрытия, относительно его сути и способов практического воплощения, вместе с дальнейшими целями и преимуществами, будут лучше поняты из последующего описания, при рассмотрении в связи с сопроводительными фигурами. Нужно явно подразумевать, однако, что каждая из фигур предоставлена исключительно в целях иллюстрации и описания и не предназначена для определения рамок существующего раскрытия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0033] Для более полного понимания существующего раскрытия, далее приведена ссылка на следующие описания, взятые в сочетании с сопровождающим чертежом, в которых:
[0034] ФИГ. 1 является схематическим изображением одного из воплощений способа получения абсорбционного композиционного материала с использованием прокатных валков;
[0035] ФИГ. 2 является схематическим изображением другого воплощения способа получения инновационного абсорбционного композиционного материала с использованием прокатных валков;
[0036] ФИГ. 3 является схематическим изображением способа по ФИГ. 1 с источником дополнительной энергии;
[0037] ФИГ. 4 является вариацией способа, представленного на ФИГ. 1, который использует соединение методом ультразвуковой сварки вместо прокатных валков;
[0038] ФИГ. 5 является вариацией способа, представленного на ФИГ. 2, который использует соединение методом ультразвуковой сварки вместо прокатных валков;
[0039] ФИГ. 6 является иллюстрацией различных потенциальных орнаментов склеивания, которые могут использоваться в заявленных способе и абсорбирующем изделии;
[0040] ФИГ. 7 представляет поперечное сечение карманов, сформированных заявленным способом и используемых в абсорбирующем изделии;
[0041] ФИГ. 8 является видом в перспективе одноразового абсорбирующего изделия с включением абсорбционного композиционного материала;
[0042] ФИГ. 9 является видом сверху одноразового абсорбирующего изделия по ФИГ. 8 в плоском и расширенном виде;
[0043] ФИГ. 10 является изображением в разобранном виде одноразового абсорбирующего изделия по ФИГ. 8;
[0044] ФИГ. 11 является парциальным сечением абсорбирующей сердцевинной прослойки, использующей абсорбционный композиционный материал и включенной в одноразовое абсорбирующее изделие;
[0045] ФИГ. 12 является парциальным сечением абсорбирующей сердцевинной прослойки, использующей альтернативное воплощение инновационного абсорбционного композиционного материала и включенной в альтернативное одноразовое абсорбирующее изделие;
[0046] ФИГ. 13 является видом в поперечном разрезе абсорбирующего изделия с абсорбционным композиционным материалом в манжетах;
[0047] ФИГ. 14 является видом в поперечном разрезе абсорбирующего изделия с набухшим абсорбционным композиционным материалом в манжетах;
[0048] ФИГ. 15А-15Г являются упрощенными иллюстрациями абсорбционного композиционного материала согласно заявленному изобретению, с особым акцентом на расположение скоплений поглощающих частиц в композиционном материале;
[0049] ФИГ. 16А является упрощенной иллюстрацией предшествующего сэндвича САП;
[0050] ФИГ. 16Б является упрощенной иллюстрацией структуры САП (сэндвич) в соответствии с заявленным изобретением;
[0051] ФИГ. 17А-17Г являются упрощенными иллюстрациями в поперечном разрезе карманов и жидкостных свойств, характеризующих расположение карманов, в соответствии с раскрытием;
[0052] ФИГ. 18А является упрощенной схемой способа изготовления абсорбционного композиционного материала согласно раскрытию;
[0053] ФИГ. 18Б-18В являются иллюстрациями или фотографиями образцовых компонентов способа, представленного на ФИГ. 18А;
[0054] ФИГ. 19 является упрощенным видом в разрезе, представляющим абсорбционный композиционный материал в соответствии со способом на ФИГ. 18А;
[0055] ФИГ. 20А являются упрощенным видом в разрезе через боковую среднюю линию одноразового абсорбирующего изделия, использующей поглощающий основной ламинат в соответствии с предпочтительным воплощением раскрытия;
[0056] ФИГ. 20Б представляет упрощенный вид в поперечном разрезе через продольную среднюю линию одноразового абсорбирующего изделия, включающего абсорбирующую сердцевинную слоистую прослойку в соответствии с предпочтительным воплощением раскрытия;
[0057] ФИГ. 20В является упрощенным видом в разрезе абсорбционного композиционного материала в абсорбирующей сердцевинной слоистой прослойке по ФИГ. 20А и 20Б;
[0058] ФИГ. 21 является изображением в разобранном виде абсорбирующей сердцевинной слоистой прослойки согласно воплощению раскрытия;
[0059] ФИГ. 22А-22В являются изображением в разобранном виде различных стадий производства слоистого материала по ФИГ. 21;
[0060] ФИГ. 23 является видом в перспективе сверху рельефной абсорбирующей сердцевинной слоистой прослойки согласно воплощению раскрытия;
[0061] ФИГ. 24 является видом сверху варианта выполнения абсорбирующей сердцевинной слоистой прослойки, использующей точки склеивания, согласно воплощению раскрытия;
[0062] ФИГ. 25 является видом сверху абсорбирующей сердцевинной слоистой прослойки согласно альтернативному воплощению раскрытия;
[0063] ФИГ. 26 является изображением в разобранном виде абсорбирующей сердцевинной слоистой прослойки согласно альтернативному воплощению раскрытия;
[0064] ФИГ. 27 является упрощенной иллюстрацией этапа изготовления абсорбирующей сердцевинной слоистой прослойки согласно воплощению раскрытия;
[0065] ФИГ. 28 является видом сверху одноразового абсорбирующего изделия, включающего абсорбирующую сердцевинную слоистую прослойку, согласно предпочтительному воплощению раскрытия;
[0066] ФИГ. 29 является упрощенной иллюстрацией в поперечном разрезе абсорбционного композиционного материала согласно предпочтительному воплощению раскрытия; и
[0067] ФИГ. 30 является упрощенной иллюстрацией парциального сечения точки объемного нетканого материала, склеенной в абсорбционном композиционном материале согласно раскрытию.
ПОДРОБНОЕ ОПИСАНИЕ
[0068] После анализа приведенных подробного описания и сопроводительных чертежей, для обычного специалиста в данной области техники будет очевидно, что абсорбционный композиционный материал, полученный согласно существующему раскрытию, может использоваться в одноразовых абсорбирующих изделиях, и более подробно, в таких одноразовых абсорбирующих изделиях, как детские подгузники, трусики, приучающие к горшку, изделия для взрослых с различными формами недержания. Соответственно, существующее раскрытие не должно быть ограничено структурами и процессами, в частности описанными и проиллюстрированными в данном раскрытии, несмотря на то, что нижеследующее описание в частности, прежде всего, относится к абсорбционному материалу, использующемуся в одноразовом подгузнике. Термин «абсорбирующее изделие» или «абсорбирующий предмет одежды», с которым связано существующее раскрытие, включает различные типы одноразовых изделий и предметов одежды, носимых на или вблизи тела пользователя, чтобы поглотить и удержать различные физические выпоты, выделения организма или биологическую жидкость.
[0069] Возможно, для получения лучшего понимания и оценки определенных предложений и улучшений, представленных в существующем раскрытии, могут предоставить вначале ссылку на улучшения, ранее раскрытые в Патенте США No. 8,148,598. Эти более ранние улучшения описаны по ФИГ. 1-14. Часть предложений там, в дополнение к подтверждению предшествующего уровня техники, может перевести к определенным воплощениям существующего раскрытия (которое станет очевидным для специалиста в данной области техники, относительно заявленного изобретения).
[0070] На ФИГ. 1, показана ткань 125, после раскрутки из рулона 120 и подачи вдоль конвейерной ленты 100. Ткань 125 может быть термопластичным материалом, который может быть тканным, нетканым, пленочным, или их сочетанием. Ткань 125 закреплена на конвейерной ленте 100 вакуумной системой 110. Вакуумная система 110 предназначена для закрепления ткани 125 на конвейерной ленте 100.
[0071] В одном воплощении поверхность конвейерной ленты 100 имеет углубленные участки, формирующие чашечки в ткани 125, при вытягивании ткани относительно поверхности конвейерной ленты 100. Поверхность конвейерной ленты 100 не ограничивается наличием конструкции, которая формирует чашечки в ткани, но, вместо этого, может формироваться со многими различными поверхностными формами и размерами. Примеры включают выступы-гребни, приподнятые формы и отверстия. Кроме того, поверхностные формы могут быть распределены однородно или неоднородно вдоль ширины и длины конвейерной ленты. Также конвейерная лента 100 может быть плоской. В воплощениях, в которых конвейерная лента 100 имеет отверстия или другую подобную конструкцию, глубина карманов, сформированных в ткани 125, может быть изменена мощностью вакуумной системы 110, эластичностью ткани 125, или сочетанием данных параметров. Кроме того, может использоваться тепло для увеличения эластичности ткани 125, поскольку ткань вытянулась вдоль поверхности конвейерной ленты 100. Тепло может быть приложено к ткани посредством горячей конвейерной ленты или любых других приспособлений, известных в технике. Вакуум 110 может быть применен однородно через поверхность конвейерной ленты 100 или в выбранных расположениях. Например, в конфигурации, в которой поверхность конвейерной ленты 100 имеет углубления, вакуум может быть применен только в углублениях.
[0072] Частицы САП 135 затем депонированы на ткани 125 при помощи распределителя САП 130. Распределитель САП 130 может принимать конфигурацию для расположения частиц САП в их желаемой позиции в первом слое ткани или может устанавливаться просто для внесения частиц САП на первый слой ткани, в случаях, когда позиционирование частиц САП выполняют другим устройством. Специалисту в данной области техники понятно, что могут быть использованы многочисленные распределители САП 130. Частицы САП 135 могут быть депонированы, расположены, или сочетанием данных методов на ткани 125, при помощи продувания или другими известными методами. Также конвейерную ленту, показанную на ФИГ. 1 могут расположить так, чтобы происходило всасывание сверху вакуумной системой 110. В такой конфигурации ткань 125 пропускают над скоплением частиц САП 135, а частицы САП вводятся на поверхность ткани 125 вакуумной системой 110. В альтернативных воплощениях распределитель САП 130 может включать частицы ухода за кожей, такие как ионообменные смолы, дезодорант, антибактериальные агенты, связующие частицы или другие частицы с полезными свойствами. Далее, несмотря на то, что предпочтительное воплощение направлено на частицы САП, раскрытые методы могут использоваться с любым сочетанием вышеупомянутых частиц, включая сочетания, не включающие САП. Также, отдельные распределители, преимущественным образом расположенные вдоль конвейерной ленты (не показаны), могут использоваться для внесения различных типов частиц, как, например, частиц ухода за кожей.
[0073] Частицы САП 135 расположены и сконцентрированы на ткани 125 согласно многим альтернативным методам. В одном воплощении, вакуумная система 110 и ткань 125 может формироваться, чтобы позволить вакуумной системе 110 вытягивать частицы САП 135 относительно поверхности ткани 125 однородно или в определенных областях. В другом воплощении, форма ткани 125 направляет частицы САП 135 в позицию. Например, когда ткань 125 формируется для формирования карманов, частицы САП 135 перекатывватся в карманы в результате воздействия вакуумной системы 110, вибрации конвейерной ленты, ветра, угла конвейерной ленты или сочетаний данных параметров. Также, распределитель(и) САП 130 можно расположить и управлять для предустановленного распределения частиц САП 135 по поверхности ткани 125, при этом данное «стратегическое» расположение включает, но не ограничивается, движением по или против хода конвейерной ленты, будь-то предустановленное или рандомизированное движение. Далее, САП могут располагать таким образом, чтобы получить зоны без частиц САП. Также, частицы САП могут быть расположены с помощью адгезива таким образом, чтобы применяя адгезив к определенным расположениям на поверхности, депонировать частицы САП на поверхности. Помимо этого, частицы САП могут быть расположены на обоих слоях ткани 125 и 155.
[0074] Как только частицы САП были депонированы и расположены на ткани 125, второй слой ткани 155 вводится в поточную линию из рулона 150. Второй слой ткани 155 может быть выбран из множества материалов, спан-склеенный (фильерный) термопластик или подобный тканый или нетканый материал, пленка или их сочетания.
[0075] Адгезив 145 наносят на частицы САП 135 многими способами. ФИГ. 1 показывает, что адгезив 145 нанесли на ткань 155. Альтернативно, адгезив 145 могут применять на ткань 125 и частицы САП 135, на ткань 125 до депонирования частиц САП 135 на ткани 125, или непосредственно к частицам САП, прежде чем они будут депонированы на ткани 125. В еще одном воплощении, адгезив 145 применяют в месте, где ткани 125 и 155 соединены вместе. В еще одном воплощении нанесены множественные слои адгезива. Например, адгезив 145 могут применять на ткань 125, прежде чем частицы САП 135 будут депонированы на ней, к частицам САП 135 после того, как они были расположены на ткани 155, или сочетание этих вариантов. Альтернативно или в дополнение к вышеупомянутым воплощениям, связующие частицы могут смешивать с частицами САП 135. Кроме того, адгезив может быть применен однородно, случайным образом, или в определенном рисунке, в зависимости от желаемых поглощающих свойств готового соединения.
[0076] Адгезив применяют согласно многим методам, известным специалистам в данной области техники. Например, адгезив можно распылить, раскатать или спаннаносить на поверхность ткани 155. Адгезив может быть гидрофобным, гидрофильным, биоразлагаемым, биополученным, или сочетанием данных вариантов. Предпочтительный адгезив является гидрофобным. Концентрация адгезива в слое варьируется от 1 до 100 г за квадратный метр («г/м2»). Оптимальная концентрация составляет от 5 до 75 г/м2. В предпочтительном воплощении, концентрация составляет от 12 до 50 г/м2. Кроме того, достаточное количество адгезива должно быть использовано для покрытия по крайней мере 25% предназначенной для этого области.
[0077] Ткани 125 и 155 затем соединены вместе. ФИГ. 1 показывает систему термического склеивания, в которой используют прокатные валки 160 и 170. Однако, могут использоваться другие системы/методы связывания. Например, может использоваться система ультразвуковой сварки по ФИГ. 4 и 5. Адгезив 145 закрепляет частицы САП 135 в относительно определенном месте относительно тканей во время термокомпрессии и после термокомпрессии. Орнамент склеивания может быть выровнен к распределению частиц САП 135. Также орнамент склеивания могут не выравнивать относительно распределения частиц САП 135. В таких воплощениях, оборудование склеивания может быть адаптировано, чтобы подтолкнуть частицы САП 135 в сторону до склеивания или сцепления через частицы САП 135. Эти воплощения избавляют от необходимости синхронизировать точки склеивания с распределением частиц САП.
[0078] Ткани 155 и 125 показаны как два материала. Однако специалисту в данной области техники понятно, что ткани могут фактически быть частью того же материала. В такой конфигурации однородная ткань свернута для покрытия частиц САП. Также, края ткани 125 могут быть подогнуты (свернуты) до применения второй ткани 155. В воплощениях, в которых ткани 125 и 155 являются отдельными, ткани 125 и 155 могут быть одним и тем же или различным материалом. Кроме того, ткань 155 может быть доведена до требуемого размера для покрытия определенных областей, таких как центральная область ткани 125.
[0079] Как только ткани были соединены вместе, абсорбционный композиционный материал 195 собирают на перематывателе 200.
[0080] В методе, проиллюстрированном на ФИГ. 2, ткань 125 транспортируется вдоль конвейерной ленты 100. Когда ткань 125 транспортируется вдоль конвейерной ленты 100, тонкий слой адгезива 145 наносят на ткань 125. Как с методом по ФИГ. 1, адгезив может быть применен однородно, случайным образом, или с определенным орнаментом, в зависимости от желаемых поглощающих свойств готового композиционного материала. Несмотря на то, что показан адгезив 145 с применением до нанесения частиц САП 135, предполагаются также и альтернативные воплощения. Например, адгезив может быть применен согласно воплощениям, описанным по ФИГ. 1.
[0081] После применения адгезива частицы САП 135 депонированы и расположены на ткани 125. Частицы САП 135 могут быть депонированы непосредственно на ткани 125, как показано на ФИГ. 2, или косвенно, например, при помощи продувания, перемещающего частицы САП через ткань 125. Вес частиц САП дополнительно способствует закреплению ткани 125 к конвейерной ленте 100. Кроме того, частицы САП могут быть расположены согласно способу, подобному раскрытому по ФИГ. 1.
[0082] Второй слой ткани 155 затем подают в поточную линию из рулона 150. Второй слой ткани располагают для покрытия частиц САП 135. Адгезив 145 препятствуют тому, чтобы частицы САП перемещались свободно между этими двумя тканями. Получаемая прослоенная структура затем транспортируется в прокатные валки для термосклеивания. Как описано по ФИГ. 1, орнамент склеивания могут не выравнивать относительно частиц САП 135. Абсорбционный композиционный материал 195 собирают на перематывателе 200. Как описано по ФИГ. 1, ткани 125 и 155 могут быть частью одинарного листа. Кроме того, ткани могут быть свернуты образом, описанным по ФИГ. 1. В другом воплощении ткань 125 может быть покрыта адгезивом и запрессована над скоплением частиц САП.
[0083] ФИГ. 3 аналогична ФИГ. 1 и 2, за исключением того, что источник энергии 900, например, печь или микроволновый генератор располагают вдоль сборочного конвейера. Источник энергии излучает тепло и/или излучение 910, которые могут использоваться для расплавления термосвязующего пластика. Количество тепла может также быть отрегулировано для расплавления определенных типов частиц или волокон, определенных участков (областей) тканей, или только внешних слоев частиц/связующего.
[0084] ФИГ. 4 и 5 аналогичны ФИГ. 1 и 2, за исключением того, что ткани соединены вместе с помощью ультразвукового скрепления (сварки). ФИГ. 4 и 5 показывают систему ультразвукового скрепления (210а и 210б). Понятно, что ФИГ. 1-5 показывают различные воплощения нового метода и что аспекты различных методов могут быть полезным образом объединены в зависимости от требований. Важным для всех сочетаний, однако, является объем адгезива 145, частиц связующего, или применения сочетаний данных параметров к частицам САП 135 и силе скрепления. Как следует заметить относительно ФИГ. 1, оптимальная концентрация адгезива составляет от 12 до 50 г/м2, хотя приемлемы и другие концентрации. Во всех воплощениях важно, чтобы концентрация адгезива 145 была достаточно высокой для предотвращения перемещения частиц САП 135. Концентрация не должна быть слишком высокой, однако достаточной для того, чтобы покрывать частицы САП 135 и уменьшить набухание САП. Адгезив должен только предотвращать миграцию достаточного количества частиц САП 135 для обеспечения универсальной абсорбции. Несмотря на то, что не представлено, специалисту в данной области техники понятно, что то источник энергии 900, показанный на ФИГ. 3, могут также быть применять в конфигурациях, показанных на ФИГ. 2, 4 и 5.
[0085] ФИГ. 6(A)-(q) показывают различные орнаменты склеивания, рассмотренные методом. Орнаменты склеивания могут полностью замыкать область, частично замыкать область или обеспечить локальные зоны склеивания. Линии и пункты указывают склеенные участки. Сплошные линии изображают поверхности склеивания. Поверхности склеивания могут сформировать открытые формы или замкнутые формы, те, которые могут быть найдены в примерах (а) и (в), изображающие непрерывные поверхности склеивания, полностью замыкают карманы частиц САП 135 или, как в примере (ж), разграничивающие различные области абсорбционного композиционного материала. Пунктирные линии, те, которые могут быть найдены в примерах (б) и (m), являются прерывистыми орнаментами склеивания, не полностью замыкающими карманы частиц САП 135. В этих конфигурациях миграция сухих частиц САП предотвращается адгезивными и непрерывными или орнаментами склеивания. Прерывистыми орнаментами склеивания можно заменить непрерывные орнаменты склеивания и наоборот. Далее, хотя ФИГ. 6 показывает или непрерывные или прерывистые орнаменты склеивания, могут использоваться сочетания прерывистых и непрерывных орнаментов склеивания.
[0086] ФИГ. 7 показывает парциальное сечение абсорбционного композиционного материала 195. ФИГ. 7 показывает, как склеивания 192 могут действовать для разделения карманов частиц САП 135. Обращая внимание на орнамент склеивания, частицы САП 135 могут быть полностью замкнуты в карманах, определенных рисунком связывания, частично приложенным в карманах, определенных орнамент склеивания или просто ограниченных орнамент склеивания. Ограничение в этом контексте означает, что частицы САП 135 не могут мигрировать непосредственно из одной области сердцевины в другую область, но вместо этого, должны перемещаться около склеенных участков.
[0087] Особенно, многочисленные функции или полезные свойства получены в абсорбционном композиционном материале путем варьирования суммы частиц САП, типа и числа используемых слоев тканей, и структурных переменных, например, соотношение САП к адгезиву, и применения абсорбционного композиционного материала в различных расположениях в изделии. Такие технологии производства и методы расчета могут быть включены в структурные проектирования и методы существующего раскрытия.
[0088] Кроме того, специалисту в данной области техники понятно, что процесс для изготовления одной порции абсорбционного композиционного материала, описанного выше, может быть изменен для производства множества партий слоистого абсорбционного композиционного материала. В структурах, включающих многочисленные слои, слои могут быть листами абсорбционного композиционного материала 195, которые являются совместно ламинированными (расслоенными) для формирования единой структуры или перемежающихся слоев ткани и частиц САП 135, которые формируют единую структуру. Специалисту в данной области техники понятно, что перемежающиеся слои могут быть получены путем нанесения адгезива поверх ткани 155 (ФИГ. 1), применения второго слоя частиц САП 135, и третьего слоя ткани (не показано). Точно так же могут быть добавлены дополнительные слои, ограничены только максимальной толщиной, подходящей для термокомпрессии.
[0089] Частицы САП 135 могут быть покрыты смешивающимся, гидрофобным материалом. Покрытие действует как барьер или мембрана, первоначально замедляющие поглощение жидкости, таким образом экономя вместительность САП для дополнительных или вторичных поступлений. В данном случае, покрытие выравнивает показатели абсорбции между поступлениями. В процессах, показанных на ФИГ. 1-5, покрытие может быть применено до нанесения адгезива 145, после того, как наносят адгезив 145, или одновременно. Также адгезив может быть смешан с материалом покрытия.
[0090] В одном примере, тонкий слой минерального масла нанесли на частицы САП 135. Покрытие задерживает начальное поглощение жидкости частицами САП и позволяет жидкости распределиться в изделии в течение большего количества времени. Предпочтительно, минеральное масло применяют в концентрации приблизительно от 0,00001 граммов на грамм САП до приблизительно 0,1 грамм на грамм САП (в зависимости от определенного дизайна продукта). Также минеральное масло могут применять в определенных целевых зонах. Таким образом, полученная жидкость преимущественно первоначально распределяется в области, свободные от покрытия, прежде чем будут активированы и начнут разбухать области с покрытием.
[0091] Абсорбционный композиционный материал, полученный вышеописанным процессом, может использоваться для одноразового абсорбирующего изделия или как один или более компонентов одноразового абсорбирующего изделия. Компоненты поглощающей статьи включают изнаночный и лицевой листы, абсорбирующую сердцевинную прослойку, герметизирующие стенки или манжеты (включая буфы штанин), изнаночный лист/абсорбционный сердцевинный композиционный материал, лицевой лист/абсорбционный композиционный материал и сочетания вышеупомянутых слоев. Такая структура описано далее более подробно.
[0092] ФИГ. 8 является видом в перспективе одноразового абсорбирующего изделия с включением абсорбционного композиционного материала в форме подгузника 10. Подгузник 10 включает лицевой лист 50, изнаночный лист 60 и абсорбирующую сердцевинную прослойку (не показана). Подгузник далее включает приподнятые барьерные манжетки 34, которые расположены в продольном направлении вдоль подгузника и прорезинены для комфортного прилегания к ягодицам пользователя. Кроме того, подгузник включает резинку 52 и элементы застежки 26. Элемент 26, при ношении, вытягивается и закрепляется на соответствующем противоположном конце подгузника для закрепления подгузника на пользователе.
[0093] ФИГ. 9 иллюстрирует сложную сетчатую структуру подгузника 10 по ФИГ. 8 в обычной плоской и развернутой конфигурации. Как будет объяснено далее по тексту, сетчатая структура может быть впоследствии обрезана, сложена, запечатана, обработана сваркой и/или иным образом для формирования одноразового подгузника 10 в готовой форме. Для упрощения описания подгузника 10, описание отсылает к пролегающей в продольном направлении оси AA, латерально пролегающей центральной оси BB, паре продольно пролегающих боковых краев 90 и паре концевых краев 92, которые расположены между боковыми краями 90. Вдоль продольной оси AA подгузник 10 включает первую концевую область или область талии спереди 12, вторую концевую область или область талии сзади 14, и область промежности 16, расположенную между ними. Каждая из областей талии передней и задней части 12, 14 характеризуется парой областей ушек 18, которые расположены по обе стороны от центра стана, делят на части 20 и простираются со стороны от боковых краев 90. Структура застежки 26 (например, стандартная застежка ленты) присоединяется к каждому из ушек 18 вдоль задней области талии 14 из подгузника 10.
[0094] Когда подгузник 10 носят на талии, к области талии спереди 12 прилегает смежная передняя область талии пользователя, к области талии сзади 14 прилегает смежная задняя область талии, а область промежности 16 прилегает вокруг и под областью промежности. Для надлежащего прилегания подгузника 10 к пользователю, ушки 18 из области талии сзади 14 обхватывают талию владельца в передней части и выравниваются с ушками 18 из области талии спереди 12. Поверхность прилегания может быть расположена на или обеспечена внутренней или внешней поверхностью области талии спереди 12. Также застежки 26 могут быть расположены на ушках 18 из области талии спереди 12 и выполнены с возможностью прикрепления к ушкам 18 из области талии сзади 14.
[0095] ФИГ. 10 является изображением в разобранном виде подгузника по ФИГ. 8 и 9. Подходящая структура подгузника, как правило, использует, по крайней мере, три уровня. Эти три уровня включают изнаночный лист 60, абсорбирующую сердцевину 46 и лицевой лист 50. Основная часть структуры подгузника может не содержать пару герметизирующих стенок или буф штанин (барьерные манжетки) 34, расположенных вверх от лицевого листа 50 и предпочтительно снабженных, по крайней мере, одним или несколько расположенными независимо, в длину эластичными компонентами 38. Как будет показано далее, любой из этих элементов подгузника или сочетание этих элементов могут быть изготовлены из или использовать абсорбционный композиционный материал 195. Кроме того, впитывающий слой 48 может быть добавлен для улучшения характеристик изделия.
[0096] ИЗНАНОЧНЫЙ СЛОЙ
[0097] Как упомянуто выше, подгузник 10 использует изнаночный лист 60, покрывающий сердцевину 46 и предпочтительно простирающийся вне сердцевины 46 к боковым краям 90 и концевым краям 92 из подгузника 10. В одном аспекте изобретения, изнаночный лист 60 изготовлен из однослойного листа абсорбционного композиционного материала 195. В такой конфигурации, ткань 125 расположена как наружная поверхность изнаночного листа 60.
[0098] Кроме того, альтернативная структура могла использоваться для гелевого блокирования. Для применения с помощью гелевого блокирования, изнаночный лист инновационного одноразового абсорбирующего изделия одноразового абсорбирующего изделия выполняют относительно тонким и обеспечивающим улучшенную гибкость. В сухом состоянии, изнаночный лист остается мягким и дышащим, но, после смачивания, формируется тонкий слой блокирующего геля (т.е. на внутренней поверхности изнаночного листа), который отдает изнаночный лист, существенно жидкий непроницаемый. Блокирующий гель формируется набуханием частиц САП 135.
[0099] ЛИЦЕВОЙ СЛОЙ
[00100] Точно так же, абсорбционный композиционный материал 195 могут использовать вместе с или как лицевой лист одноразового абсорбирующего предмета одежды. Лицевой лист 50 является предпочтительно мягким, приспосабливаемым, упругим и с низкой повторной смачиваемостью от жидкого водопроницаемого материала. Лицевой лист 50 помещается в непосредственную близость от кожи владельца, когда подгузник 10 носят. Таким образом, такой лицевой лист 50 позволяет поступающей жидкости быстро проникать через него, чтобы течь к сердцевине 46 более быстро, но препятствуя поступающей жидкости вытекать из задней части через лицевой лист 50. Лицевой лист 50 может быть изготовлен из любого материала из широкого ряда водо- и паропроницаемых гидрофильных материалов. Поверхность (поверхности) лицевого листа может быть обработана с сурфактантом, чтобы упростить передачу жидкости через нее, особенно в центральной зоне или области лицевого листа, расположенного по сердцевине и внутренней поверхности сердцевины. Лицевой лист может также быть покрыт веществом, обладающим свойством предотвращать или уменьшать сыпь (например, алоэ вера).
[00101] В одном примере, лицевой лист 50 формируется из абсорбционного композиционного материала 195, который покрывает существенно всю поверхность абсорбирующего изделия 10, включая существенно всю область талии спереди 12, область талии сзади 14 и область промежности 16. Далее, уровень ушка внутренней области 18 формируется из того же самого материала лицевого листа и, таким образом, может рассматриваться как единый лицевой лист 50 в формовочных боковых расширениях материала лицевого листа. Также, лицевой лист 50 может быть сформирован из многочисленных различных материалов, отличающихся по ширине лицевого листа 50. Такой дизайн из многочисленных составных частей допускает создание предпочтительных свойств и различные зоны лицевого листа.
[00102] АБСОРБИРУЮЩАЯ СЕРДЦЕВИННАЯ ПРОСЛОЙКА
[00103] В дополнение к или как альтернатива вышеупомянутым примерам, абсорбирующая сердцевинная прослойка одноразового абсорбирующего изделия может быть изготовлена из абсорбционного композиционного материала 195, слоистых уровней абсорбционного композиционного материала 195 (не показаны) или многочисленных слоев частиц САП 135 и ткани. ФИГ. 11 и 12 изображают поперечные представления перемежающихся слоев частиц САП 135 и ткань, которые формируют многослойный абсорбционный композиционный материал 700 и 900, соответственно. Как показано в этих рисунках, сердцевина 46 может состоять из различных слоев частиц САП 135 (710 и 910). Слои могут быть однородными или неоднородными, в зависимости от применения по назначению. В неоднородном многослойном абсорбционном композиционном материале 900, концентрация частиц САП 135 может отличаться в данном слое, между слоями или в различных сочетаниях упомянутых параметров.
[00104] ФИГ. 11 изображает композиционную структуру 700, в которой слои частиц САП 710 и тканевые слои 720 чередуются для формирования завершенной сложной структуры 700. Многослойный дизайн может также быть получен путем скрепления/склеивания вместе листов абсорбционного композиционного материала, сворачивания единого листа абсорбционного композиционного материала или изготовления абсорбционного композиционного материала с многочисленными слоями во время производственного процесса. В вариантах с подгибкой, сложным сгибом может быть С-сгиб, Z-сгиб, V-сгиб, W-сгиб или их сочетания. Далее, сгибы могут быть открытыми, закрытыми, или перехлестываться друг с другом.
[00105] ФИГ. 12 изображает многослойный абсорбционный композиционный материал 900. Как показано на ФИГ. 12, области высоких концентраций частиц САП 910 могут быть стратегически расположены для обеспечения дополнительной абсорбции в определенных участках, таких как промежность абсорбирующего изделия. Специалист в данной области техники понимает, что области высокой концентрации могут быть дополнены для управления объемом и направлением проникающей жидкости. Кроме того, слой с зонами высоких концентраций может быть объединен с уровнями существенно однородных слоев. Также высокие области концентрации САП могут быть сформированы путем расположения многочисленных слоев абсорбирующей сердцевины.
[00106] Сердцевину могут конфигурировать для растягивания полной длины и/или ширины одноразового абсорбирующего изделия. Предпочтительно, однако, чтобы сердцевина была расположена или иным образом сконцентрирована в области промежности изделия. В различных воплощениях, сердцевина распространяется на края изделия, и частицы САП 135 сконцентрированы в области промежности или другой целевой зоне изделия. В еще одном воплощении, частицы могут быть сочетанием частиц САП, частиц ухода за кожей, таких, как ионообменные смолы, дезодорант, антибактериальные агенты, связующие частицы или другие частицы с полезными свойствами.
[00107] ГЕРМЕТИЗИРУЮЩИЕ СТЕНКИ
[00108] По ФИГ. 13 и 14, одноразовое абсорбирующее изделие 10 использует пару герметизирующих стенок или манжеток 34, которые включают абсорбционный композиционный материал 195. Каждая герметизирующая стенка 34 является в длину простирающейся стеночной структурой, предпочтительно расположенной на каждом боковом крае сердцевины 46 и располагаемой со стороны от продольного центра. Продольные торцы стенок 34 могут быть прикреплены, например, к лицевому листу 50 в передней части и задних областях талии 12 и 14. Предпочтительно, торцы герметизирующей стенки 34 прикреплены внизу внутри и склеены, например, адгезивом к сетчатой структуре. Такая структура оказывает эффективное влияние на герметизирующую стенку 34 внутри и, как обычно предполагается, позволяет лучше предотвратить протекание жидкости через герметизирующую стенку 34.
[00109] ФИГ. 13 обеспечивает вид в разрезе подгузника 10. Подгузник 10 включает изнаночный лист 60, абсорбирующую сердцевину 46, впитывающий слой 48 и лицевой лист 50. Как показано на ФИГ. 13, сердцевина выполнена из абсорбционного композиционного материала 195. Подгузник 10 также включает пару герметизирующих стенок или манжеток 34, которые формируются путем сгибания лицевого листа 50 и подворачивания его на концах абсорбционного композиционного материала 195. Также, абсорбционный композиционный материал 195 в манжетах 34 может быть отличным от материала абсорбирующей сердцевины 46.
[00110] Предпочтительно, герметизирующие стенки 34 снабжены эластичными элементами 38, которые простираются практически вдоль всей длины герметизирующих стенок 34. Во время ношения, эластичные элементы 38 размещаются в герметизирующих стенках 34, предпочтительно наверху герметизирующих стенок 34, в то время как в вытянутом состоянии и будучи приклеенными к герметизирующим стенкам, по крайней мере, по их краям. В расслабленном положении, эластичные элементы 38 распружиниваются вовнутрь. Во время ношения изделия 10, эластичные элементы 38 сжимают герметизирующие стенки 34 на ягодицах и бедрах пользователя таким образом, чтобы получить сжатие между изделием 10, ягодицами и бедрами. Сердцевина 46 могут быть одинарным листом абсорбционного композиционного материала 195 или многослойным, как описано выше.
[00111] ФИГ. 13 изображает конфигурацию герметизирующих стенок 34, в мягком и сухом состоянии. ФИГ. 14, с другой стороны, изображает герметизирующие стенки после смачивания, в котором абсорбционный композиционный материал 195 раздулся для расположения герметизирующих стенок 34 в упругом вертикальном положении. В отличие от классических буф штанин в предшествующей технике, упругие вертикальные герметизирующие стенки 34 сопротивляются сплющиванию (например, когда пользователь садится), и, таким образом, гарантируют предотвращение протекания, особенно во время неожиданных жидких испражнений и мочевых выделений.
[00112] ДОПОЛНИТЕЛЬНЫЕ СЛОИ
[00113] Одноразовое абсорбирующее изделие может использовать дополнительные слои, включая впитывающий слой или поглощающий слой 48, предпочтительно расположенный между лицевым листом и сердцевиной (например, ФИГ. 10). Одной из функций такого слоя является распределение или рассеяние потока жидкости так, чтобы жидкость была распределена более равномерно по поверхности сердцевины. Это служит для замедления потока с тем, чтобы было достаточно времени для поглощения жидкости сердцевиной. Впитывающий слой также предназначен для того, чтобы препятствовать локальному насыщению сердцевины, в то время как большая часть сердцевины не поглощает жидкости.
[00114] ПЕТЕЛЬКИ И ЛЕНТЫ
[00115] Одноразовое абсорбирующее изделие должно быть закреплено на пользователе. Это является самым важным в качестве подгузников, так как подгузники не надеваются так, как спортивные штаны или приучающие трусики, а застегиваются вокруг пользователя. Закрепляющие элементы дополняют эластичные элементы путем квазиуплотнения между пользователем и поясом и буфами штанин, таким образом, чтобы жидкость задерживалась в изделии и затем впитывалась; другими словами, так, чтобы не просачивалась через разрывы между пользователем и краем изделия. Закрепляющие элементы могут быть адгезивными, механическими деталями застежек на липучке, или натягивающимися крючками-застежками, т.е. закрепляющими один край изделия к продольно противоположному краю. Закрепляющие элементы могут также со-адгезивно закрепленными друг с другом, таким образом, что они совместно поддерживаются, но не с другими материалами.
[00116] В примерах, показанных в иллюстрациях (см., например, ФИГ. 10), изделие 10 присоединяется к пользователю застежками ленты 26, которые постоянно присоединены к (например, вшиты непосредственно в), изнаночному листу 60. Ленточные застежки 26 завязываются с поперек противоположным ушком 2, выступая из изнаночного листа там, где они остаются присоединенными благодаря адгезивному составу, нанесенному на застежки 26. Также изделие 10 может быть приучающими штанами, подгузниками без застежек, и т.п. В этой конфигурации у изделия 10 может не быть ленточных застежек 26.
[00117] ПОЯСНЫЕ ПОЛОСЫ
[00118] Поясные полосы с эластичными элементами 52 расположены вдоль поперечной части изделия 10 так, чтобы при ношении поясные полосы были расположены вдоль талии владельца. Обычно пояс предпочтительно создает квазиуплотнение на талии (поперечные эластичные элементы 52) так, чтобы жидкие выделения не просачивались из областей между эластичной талией и талией пользователя. Квазиуплотнение является значительным, потому что, несмотря на то, что жидкость может быть в конечном счете поглощена наполнителем, поступление жидкости может превысить показатель поглощения наполнителя. Следовательно, пояса впитывают жидкость во время ее поглощения. Во-вторых, пояса могут иметь вместительность для поглощения жидкости (см., например, Патент США №5,601,544, который настоящим включен посредством ссылок).
[00119] Скопления частиц в орнаментах, рельефные орнаменты и выбор материала для поглощающих ворсистых композиционных изделий
[00120] Упрощенные иллюстрации ФИГ. 15А-15Г представляют абсорбционные композиционные материалы 510 с особенно преимущественным расположением скоплений 512 поглощающих частиц, согласно существующему раскрытию (с подобными справочными цифрами, используемыми для указания как элементы). Относясь сначала к ФИГ. 15А, каждое из скоплений на абсорбционном композиционном материале 510 представлено ромбовидным вложением 514 в орнаменте. В предпочтительных воплощениях, САП используется как поглощающие частицы в скоплениях. Кроме того, скопления САП в каждой из ФИГ. 15А-15Г, предпочтительно сохраняются на месте и стабилизируются физическими скреплениями или контейнерами, обеспеченными скреплением первого слоя ткани, располагаемого обычно выше скопления САП, со вторым слоем ткани, располагаемым обычно ниже скопления САП. Таким образом, в альтернативном представлении ФИГ. 15А, ромбовидные участки представляют схему контейнеров или карманов, отражающихся в конкретных вариантах, скреплении лицевой ткани с изнаночной тканью, как ранее описано в данном раскрытии.
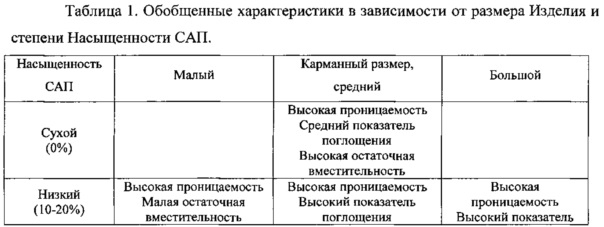
[00121] Как описано ранее, на абсорбирующие характеристики САП могут повлиять размер и структура контейнера. Поскольку САП становятся более влажными, их проницаемость уменьшается. Вода не может пройти через частицу САП из-за высокого уровня воды, уже содержащейся в частице САП, и в конечном счете САП может полностью остановить прохождение дальнейшей жидкости через них. Это известно как блокирование геля. Кроме того, поскольку САП становятся более влажным, они разбухают и их объем увеличивается. Путем ограничения САП в маленьком контейнере постоянного объема возможно ограничить набухание САП и препятствовать тому, чтобы они достигли своего самого высокого уровня насыщенности (и, соответственно, предотвращая САП достичь самых низких уровней проницаемости). Степень ограничения параметров частицы САП зависит от ряда факторов, включая: предназначение и размер контейнера, размер и частота любых разрывов в контейнере (например, вдоль боковых стенок), объем САП, расположенных в контейнере и объем жидкости, поглощенной САП. Далее, на свойства САП влияет степень их насыщения. В частности, поглощающие комплексные параметры, такие как проницаемость, показатель поглощения, капиллярное давление (являющееся результатом присутствия вакуума в композиционном соединении) различаются значительно, по мере изменения состояния САП от сухого до полностью влажного. В соответствии с заявленным способом по данному раскрытию, целевое или оптимальное исполнение САП может быть достигнуто путем изменения размера контейнера и/или концентрации САП, чтобы физически ограничить набухание САП и контролировать точку максимального насыщения САП. Путем комбинирования этих физических характеристик, предпочтительные уровни проницаемости или предпочтительная абсорбция могут быть достигнуты в целевых областях абсорбирующей сердцевины. Таким образом, путем подбора двух переменных, размера кармана и количества САП в кармане, может быть «установлена» минимальная проницаемость контейнера или кармана. В карманах некоторых областях подгузника можно предотвратить блокирование геля, и проницаемость соответствующей области сердцевины может быть оптимизирована. Градиент размера кармана может также быть установлен для получения максимального потока и использования абсорбирующей сердцевины. Этот градиент будет проходить от целевой зоны к краям или бокам подгузника.
[00122] Различные расположения контейнеров или карманов также способствуют надлежащему использованию САП и препятствуют тому, чтобы жидкость обошла контейнеры. Идеально, жидкость должна просочиться или вытекать из контейнера к контейнеру, поскольку САП достигает максимального уровня насыщенности, установленной или свойствами САП или объемом кармана, в котором они набухают. Заявители придерживаются мнения, что в некоторых ранее описанных композиционных материалах или расположениях карманов (см. ФИГ. 6), прослеживается тенденция протекания жидкости между карманами. Это - жидкие протеки вдоль каналов, сформированных рельефными линиями, и не впитывающиеся в сердцевину. Для уменьшения этой тенденции, предпочтительными являются расположения или орнаменты для контейнеров, минимизирующие или устраняющие короткие и прямые маршруты (например, вдоль рельефных линий) потока жидкости от центра сердцевины до ее боковых краев (на краях концов). Для иллюстрирования, контейнеры или карманы, сформированные в виде ромбов, более предпочтительны, чем сформированные в виде квадратов или прямоугольников, потому что диагональные линии или каналы, сформированные ромбовидными контейнерами, являются более длительными при удержании жидкости и менее прямолинейными. Окружности также являются эффективными, если упакованы без каналов, протекающих быстро к краю. В более предпочтительных воплощениях, поток жидкости вынужден изменить направления один или несколько раз прежде, чем перетечь через край подгузника.
[00123] Абсорбирующая сердцевинная прослойка для детского подгузника или изделия для взрослых с различными формами недержания требует быстрого поглощения жидкости, в анатомически выстроенной области сердцевины, поглощать всю жидкость без протекания на боках или концах изделия и удержания этой жидкости без смачивания кожи пользователя, особенно под давлением, вызванным массой тела пользователя. Заявленное раскрытие выполняет эту задачу путем обеспечения наличия областей сердцевины, определяющих различные эксплуатационные параметры при помощи варьирования размера контейнеров, содержащих САП, а также расположения контейнеров. Таким образом, сердцевина может быть создана для достижения оптимизированных рабочих характеристик путем изменения размера кармана и/или концентрации САП в данном кармане.
[00124] В определенных воплощениях, показанных здесь, особенности дизайна объединены для обеспечения сердцевины, которая с меньшей вероятностью допустит протекание жидкости, быстро поглощает влагу и предоставляет сухое, удобное изделие при ношении пользователю. В области промежности сердцевины, размер контейнера и загрузка САП оптимизированы для обеспечения открытой структуры, с высокой проницаемостью, приводящей к быстрому принятию или распределению жидкости на расстоянии от пункта впитывания и от кожи пользователя. Проницаемость сохраняется, даже когда САП раздуты из-за физических ограничений контейнера, ограничивающего далее набухание. Это позволяет жидкости распространяться более эффективно к областям еще дальше от целевой зоны (область промежности) и способствует лучшему исполнению и использованию абсорбирующей сердцевины. В областях далеко от области промежности, таких как области, ближайшие к периферии сердцевины и вне, проницаемость уменьшается для замедления впитывания жидкости. Поглощающая способность увеличена большими карманами, позволяющими САП раздуться более полно и удерживать большее количество жидкости.
[00125] На ФИГ. 15А, большие контейнеры ромбовидной формы или карманы 514 из скопления поглощающих частиц 522 присутствуют в области, анатомически выровненной к пункту поступления жидкости. Контейнеры затем постепенно уменьшают в размере по направлению к боковым краям и передней и задней частям или краям сердцевины 510. Существует три различных области контейнеров. В области промежности «A», обеспечиваются большие карманы ромбовидной формы. Смежный и окружающий область промежности является промежуточной областью «B» карманов меньшего размера, чем те в области промежности (A). Помимо прочего, меньшие карманы этой промежуточной области (B) подарок прерывают потенциальный поток жидкости вокруг скоплений САП и вдоль рельефных линий. Как описано ранее, представление таких барьеров для прямого обходного пути потока жидкости через боковые края предотвращает утечку, и способствует использованию скоплений САП. Наконец, третья область «C» карманов присутствует около каждого из концевых краев сердцевины 510, заполненных карманами меньшего размера со скоплениями САП.
[00126] ФИГ. 15Б иллюстрирует второе образцовое практическое воплощение предпочтительного расположения скоплений САП 522 и карманов 514. В этом примере, маленькие карманы ромбовидной формы 522 расположены в области, анатомически выровненной с пунктом поступления жидких выделений. Карманы в этом случае постепенно увеличиваются в размере в областях, расположенных к бокам и задним кромкам спереди сердцевины. Эти два расположения (по ФИГ. 15А и 15Б) обеспечивают альтернативные способы структурирования ожидаемого градиента потока и также удержания жидких выделений. Абсорбционный композиционный материал и расположение карманов на ФИГ. 15А могут предусмотреть область по центру с большей первоначальной вместительностью, но которая, в течение долгого времени, перераспределяет жидкость в своем объеме пустот, или от последующих жидких выделений к меньшим смежным карманам или клеткам. По ФИГ. 15Б область по центру может быть выполнена с меньшей первоначальной вместительностью, которая заставит жидкость перемещаться в большие клетки. Это может также генерировать поверхностную топографию, предотвращающую протекание от боков и концов подгузника, т.е. будут создаваться т.н. «дамбы» для пересечения и поглощения поверхностного потока.
[00127] ФИГ. 15В и 15Г обеспечивают альтернативные расположения, в которых используются круглые карманы для скоплений САП. На ФИГ. 15В, большие карманы круглой формы присутствуют в области, анатомически выровненной к пункту поступления выделений. Карманы 534 постепенно уменьшают в размере к бокам и задним и передним кромкам сердцевины 530. Рисунок (орнамент) подобен используемому на ФИГ. 15А, но с круглыми карманами, а не ромбовидными. Многие из характеристик по ФИГ. 15А перешли в дизайн по ФИГ. 15В.
[00128] Однако, в отличие от кармана ромбовидной формы, невозможно получить совершенно компактно упакованный орнамент с карманами круглой формы, и получающееся пространство между круглыми карманами могло быть расположено многими способами. Предусматривается, что пространство между круглыми карманами может быть абсолютно рельефным (т.е. иметь большие рельефные, термосклеенные области между карманами), частично рельефным или не рельефным. Участки могут также содержать или не содержать САП.
[00129] ФИГ. 15Г иллюстрирует дальнейшее воплощение данного изобретения с орнаментом, аналогичным по ФИГ. 15С. В этом примере маленькие карманы круглой формы 544 расположены в области, анатомически выровненной к пункту поступления жидких выделений. Карманы 544 постепенно увеличиваются в размерах в областях, расположенных по направлению к бокам и задним и передним кромкам сердцевины. Опять-таки, пространство между карманами 544 могло быть использовано многими способами, как описано выше.
[00130] Нужно обратить внимание, что расположения и тисненые орнаменты не ограничиваются использованием карманов ромбовидной формы или карманов круглой формы. Рассматриваются также и другие формы. Некоторые расположения могут даже использовать различные карманные формы в одном и том же орнаменте.
[00131] Следующая таблица суммирует характеристики различных карманных размеров, предполагая, что концентрация САП остается универсальной всюду по сердцевине.
[00132]
[00133] Системы, способ и структуры для получения и/или стабилизации поглощающих частиц
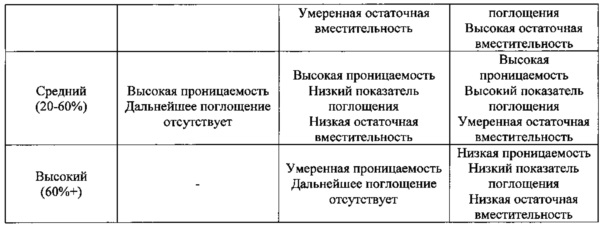
[00134] В еще одном практическом воплощении обеспечения абсорбционного композиционного материала согласно существующему раскрытию, одна или больше нетканых сетей, используемых в предыдущих примерах, заменяется более открытой структурой. Примеры такого нетканого материала включают, сети из чесаной шерсти домашних питомцев, пневмосоединенные нетканые материалы, склеенные смолой нетканые материалы и негигроскопические пневмоуложенные структуры. Материалы, известные как и слои принятия и распределения (ADL), включены в этот список подходящих материалов. Получающаяся структура обеспечивает альтернативное средство включения поглощающих частиц и в частности в волокнистой сети, но без использования абсорбирующей матрицы волокон (т.е. без ворса). Структура способствует распределению САП в сети волокон, обеспеченной нетканым сетчатым слоем. Это распределение частиц САП в более открытую сеть обеспечивает, среди прочего, механизм для дальнейшей стабилизации САП в нетканом материале, всего лишь благодаря переплетению частиц в волокнистой сети.
[00135] ФИГ. 16А иллюстрирует сложную структуру, как ранее описано. Соединение использует нетканый материал как нижний слой (NW1) и верхний слой (NW2) для прослаивания уровня материала САП (САП). ФИГ. 16Б иллюстрирует альтернативную структуру из объемного нетканого материала («объемный» NW1), используемую как нижний слой. Объемный нетканый материал NW1 обеспечивает волокна, направленные наружу и переплетающиеся с частицами САП. Такое переплетение с волокнами в более открытом материале приводит к стабилизации САП в абсорбционном композиционном материале. В производственном процессе, частицы САП, нанесенные на лист или объемный нетканый материал, могут энергетически насыщать, чтобы продвинуть проникновение в волокнистую сеть более открытой нетканой сети. Эффект силы тяжести на частицах может быть достаточным для достижения желаемого проникновения, поскольку частицы САП установлены на сеть. Методы, такие как вакуум или вибрация, могли использоваться для дальнейшего улучшения проникновения частиц САП в открытую волокнистую сеть.
[00136] Стабилизация САП предотвращает движение материала во время обработки, хранения и использования. В образцовых воплощениях, абсорбционный композиционный материал или сердцевина могут использовать "большую нетканую" структуру (как на ФИГ. 16Б) для стабилизации САП в дополнение к использованию адгезива и контейнеров или карманов скоплений САП, как ранее описано.
[00137] Нужно также обратить внимание, что более открытый нетканый материал может обеспечить дополнительные технические характеристики. Они включают более быстрое принятие жидкости и улучшенное ощущение сухости (перевлажной) для пользователя. Кроме того, абсорбирующая матрица будет ощущаться более мягкой (более губчатой), чем «сплющенные» нетканые сети и обеспечит более гибкое соединение, что приводит к отличному комфорту для пользователя и лучшей посадке вокруг контуров тела пользователя, приводящего к меньшему шансу утечки жидкости.
[00138] По чертежам на ФИГ. 17А-17Б, образцовый абсорбционный композиционный материал предпочтительно предоставляют с лицевым слоем «объемного» нетканого материала. Иллюстрации могут рассматриваться как упрощенные виды в разрезе композиционного материала по ФИГ. 15А. Поскольку субстрат, используемый для включения САП, является открытой нетканой структурой, он характеризуется большими порами (~2000 микронов). Придание рельефности установит и стабилизирует локальную структуру поры объемного эластичного сетчатого субстрата из волокон. В областях, в которых рельефный орнамент является маленьким (использует маленькие контейнеры) (ФИГ. 17А), получают меньшие поры (см. ФИГ. 17А) по сравнению с областями с большими рельефными орнаментами (ФИГ. 17Б), создающими большие капиллярные поры (17Б). Иными словами, меньшее расстояние между волокнами, охарактеризованное меньшими орнаментами/рисунками, приводит к более высокой плотности и более высокой капиллярности. Большие рисунки обеспечивают большие расстояния между волокнами, приводя к низкой плотности и низкой капиллярности. Результатом этого сочетания карманов по всей сердцевине является оптимизированная капиллярная структура, как проиллюстрировано на ФИГ. 17В. С большими порами, расположенными в целевой области и меньшими порами далеко от места принятия жидкости, получают эффективный проток для поступления жидкости. Этот проток может быть более эффективно использован для транспортировки жидкости против силы тяжести. (См. иллюстрацию движения жидкости на ФИГ. 17В). Такая выгодная структура может быть создана в нетканом субстрате надлежащим выбором рельефного орнамента, соответственно позволяющего жидкости распространяться далее, улучшая использование сердцевины и принятие жидкости.
[00139] В дальнейших воплощениях и в отношении ФИГ. 17В и 17Г, во время использования могут быть сформированы 3D рисунки или контуры (поглощение жидкости) в результате набухания САП. Как показано на ФИГ. 17В и 17Г, карманы различного размера обеспечивают различия в набухаемости, в свою очередь приводящей к дифференциальной набухаемости. С одной стороны, дамбы могут быть созданы карманами с более различными выпуклостями (т.е. большими подушками). Это структурное решение помогает уменьшить протекание в талии и по бокам. В большинстве случаев, неконтролируемая жидкость (скопление жидкости на поверхности изделия) приводит к протеканию в изделии. 3D топография, сгенерированная как САП, раздувается, определяется размером/частотой рельефного орнамента. Абсорбирующая сердцевинная прослойка, которая может самогенерировать поверхностную топографию, может препятствовать перекрестно-направленному поверхностному потоку (для предотвращения боковой утечки) или препятствовать утечке в области талии (продольные края сердцевины). Структура и расположение карманов на ФИГ. 15А наилучшим образом предназначены для достижения этих свойств в абсорбирующей сердцевине.
[00140] Дополнительные образцовые способы и системы для получения абсорбционного композиционного материала, с использованием САП.
[00141] В способе, именуемым профилированием, темп дозирования САП различен для получения профилируемой сердцевины. См., например, Патентную заявку США No 12/925,765 для профилируемых сердцевинных моделей, данный документ включен посредством ссылок и является частью раскрытия. Профилируемая сердцевинная структура обеспечивает улучшенное использование подгузника путем обеспечения большего количества абсорбционного материала в тех областях сердцевины, где это необходимо. Профиль может также быть достигнут путем укладки многочисленных уровней абсорбционного композиционного материала, но в различных длинах (например, короткая лицевая сердцевина, полно-длинная изнаночная сердцевина). Более эффективное решение может состоять в том, чтобы различить темп дозирования САП во время применения САП и выровнять высокие области дозы САП с областью промежности подгузника, когда сердцевина преобразовывается на линии подгузника. Такой способ может быть более эффективным, поскольку он использует меньше нетканого материала, чем наборная сердцевина, что также является более экономически эффективным.
[00142] В одном воплощении, порошкообразный горячее-расплавленный адгезив смешан с САП для обеспечения дополнительного скрепления. САП и адгезивная смесь распределяются между двумя неткаными сетями, и расплавленный адгезив «активирован» путем прохождения соединения через нагревающее устройство. Подходящие устройства включают нагретые ролики, инфракрасный нагреватель и т.п. Адгезив плавится и соединяет САП и нетканые участки друг с другом. Данный процесс может также быть объединен с нанесением рельефного орнамента/ультразвуковой сваркой для получения орнаментов карманов, как описано ранее. Как правило, адгезив/САП смешан в отношении 10-100 частей САП к 1 части адгезива по весу (1-10% адгезива по весу). Слишком много адгезива ограничит поглощения САП, в то время, как слишком мало адгезива может ухудшить герметичность. Предпочтительно, адгезив применяют приблизительно в количестве 1-2 частиц адгезива на частицу САП. Точные соотношения могут быть выработаны, если известны средний размер частиц и плотность САП и адгезива.
[00143] Абсорбционные композиционные материалы, описанные к настоящему времени, хорошо подходят для производства и в автономных, и в онлайновых производственных процессах. В автономном процессе, станок для производства сердцевинного материала размещают отдельно от всех других процессов, для получения рулонов, шпулек или коробок орнаментированного материала, который затем передается на линию производства подгузников. Как правило, но не обязательно, станок, связанный с получением изделия по ФИГ. 6-7, как описано ранее, производит широкий лист абсорбционного композиционного материала. Изделие затем разрезают по длине для получения рулонов материала для использования на линии производства подгузника, например, машина 1.5 м шириной произвела бы 15 рулонов материала в 100 мм шириной. В автономном процессе, автономный станок будет, как правило, работать на скоростях намного медленнее, чем линия производства подгузника. В онлайновом процессе данный станок является частью линии производства подгузника, и получаемая сердцевина является частью процесса производства подгузника. Производительность данного станка должна соответствовать скорости линии производства подгузника, а ширина сердцевины должна соответствовать ширине сердцевины в изделии.
[00144] В автономном процессе, изображенном на ФИГ. 18А, формируется сэндвич САП, с субстратом А, вторым субстратом Б и покрытием САП, расположенным между этими двумя субстратами. В одном воплощении, САП стабилизируют путем склеивания этих двух субстратов друг с другом для закрепления САП в дискретных плоских объемах между уровнями. Может использоваться один или сочетание следующих способов для стабилизации САП. В первом процессе, используют горячее тиснение или ультразвуковую сварку для плавления уровней субстратов с получением определенного орнамента. Во втором процессе, наносят адгезив к одному или обеим из внутренних поверхностей субстратов. Эти два субстрата таким образом стратегически соединены вместе согласно предпочтительному рельефному орнаменту. В-третьих, термоклеевое связующее, например, низкоплавкие адгезивные частицы, может быть смешано с частицами САП. Наружный обогрев в таком случае применяют к композиционному материалу, чтобы активировать или расплавить адгезив, склеивая, таким образом, частицы с субстратом и друг с другом. Здесь, тиснение для получения рельефного орнамента может использоваться для улучшения слоистости для поддержания более открытой слоистой структуры САП для расширенного потребления жидкости. Если орнамент не желаем, гладкий прокатный валок (без узора) может также использоваться для связывания слоя покрытия со слоем САП для получения трехслойной конструкции.
[00145] В онлайновом процессе процесс формовки сердцевины непосредственно соединен с процессом производства подгузника. Трехслойная конструкция САП формируется как с первым и вторым процессом, обсужденным выше на скоростях в 3-4 раза больше, чем в автономном процессе. Третий способ может не подходить для более быстрого онлайнового процесса из-за короткого времени выдержки, требуемого для нагрева и активирования термоклеевого связующего, смешанного с САП. Автономный процесс создан для производства широкого материала на более медленных скоростях. Получаемый материал тогда разрезают в длину в более узкие ширины для передачи на несколько линий производства подгузников. Напротив, онлайновый процесс создан для производства узкого (1-широкого) материала на более высоких скоростях и передачи материала сердцевины только на один станок производства подгузника за один раз.
[00146] Так, в предпочтительном воплощении с помощью автономного способа согласно третьему методу, описанному выше, небольшое количество (10% или меньше) терморасплавленных частиц смешано с САП. Данную смесь частиц однородно депонируют на субстрате А и затем подвергают инфракрасному излучению IR, нагревающему материал для расплавления адгезивных частиц. Второй субстрат Б затем размещают поверх, пока материал является все еще горячим. Уровни немедленно слоисто склеиваются друг с другом при помощи горячего тиснения с использованием узорчатого валка/системы штампового печатания. Таблица 2 ниже суммирует процесс и обеспечивает определенные параметры предпочтительного воплощения.
[00147]
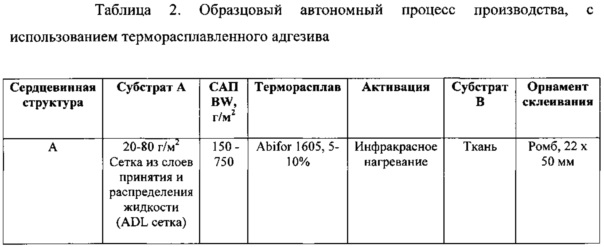
[00148] Линия нанесения покрытия, произведенная компанией Santex, Tobel, в Швейцарии, может обеспечить технологию рассеивания САП, инфракрасное нагревание и обработку сетки. Посмотрите, например, ФИГ. 18Б. Как показано на ФИГ. 18Б, рассеивающее устройство включает накопитель и стандартный поворотный игольчатый валок, чтобы смешать и применить смесь в сети. Материал САП выбран согласно его пригодности для применения, но в целом, предпочтителен САП с высокой вместительностью задержания и высокой абсорбцией при загрузке, например, Вместительность задержания центрифуги (CRC) от 20-40 г/г, Индекс абсорбции давления (PAI) больше 100 г/г, образцовые САП представляют собой M-151, произведенные Nippon Shokubai. Подходящий горячерасплавленный адгезив является низкоплавким полимером EVA, Abifor 1605, класс размера частиц 0-200 микрон, который в настоящее время доступен по технологии AbiforPowder, Швейцария. Как показано на ФИГ. 18, рассеивающее устройство использует игольчатый валок для смешивания и применения смеси в сети. Рисунок склеивания, определенный для этого воплощения, является удлиненным ромбом с длиной большой оси 50 мм, ориентированным в продольном направлении и на незначительной длине оси 22 мм. См., например, ФИГ. 18В.
[00149] ФИГ. 19 изображает абсорбционный композиционный материал 910, который производится способом и системой, как описано по ФИГ. 18А-18В выше. Предпочтительно, абсорбционный композиционный материал 910 включает нижний субстрат, который является объемным нетканым материалом, верхним слоем или субстратом Б, а суперпоглощающие частицы S расположены между этими двумя слоями с вкраплениями терморасплавленных частиц НМ (как описано выше). Более предпочтительно, верхний субстрат Б обеспечивается материалом ткани, легко доступным и понятым в технике. Верхний субстрат Б, в альтернативе, может быть обеспечен вторым слоем объемного нетканого материала или CBC/SMS дли спанбонд («необъемным») нетканым слоем.
[00150] Как описано выше, слоистый компонент (прослойка) абсорбционного композиционного материала 910 может быть произведен в режиме онлайнового или автономного производственного процесса. Слоистый компонент может быть изменен для возможности принятия дополнительной или дифференциальной загрузки САП (т.е. Профилируемая Сердцевина), как также обсуждено выше. В автономном процессе, композиционный материал может быть поставлен как широкий лист, который является шлицованным и разделенным на отдельные сердцевинные сложные секции.
[00151] ФИГ. 20А и 20Б являются видами в разрезе одноразового абсорбирующего изделия 812 (в сплющенном состоянии), с включением абсорбирующей сердцевинной прослойки 812 или абсорбционного композиционного материала 810. Для удобства в описании сопроводительных иллюстраций, весь абсорбционный композиционный материал, расширенный для обеспечения всей абсорбирующей сердцевины одноразового абсорбирующего изделия, может упоминаться как абсорбирующая сердцевинная прослойка, в то время, как абсорбционный композиционный материал может использоваться для описания компонентов секции или части прослойки. В иных местах, включая формулу изобретения, термины могут быть использованы взаимозаменяемо. Абсорбирующая сердцевинная слоистая прослойка 812 включает множество расположенных независимо карманов 814 со скоплениями САП 816 (суперпоглощающие частицы (S)), содержащихся в ней. ФИГ. 20В предоставляет детальное поперечное представление в поднятом виде одного из этих карманов 814. ФИГ. 20В также изображает компоненты предпочтительного абсорбционного композиционного материала 810.
[00152] Касательно ФИГ. 28, показано базовое одноразовое абсорбирующее изделие 862 (в сплющенном состоянии), с включением абсорбирующей сердцевинной прослойки 812 как абсорбирующую сердцевину, согласно раскрытию. Абсорбирующая сердцевинная прослойка 860 полностью покрыта лицевым листом 864, но для удобства восприятия, лицевой лист 864, как показано, прозрачен. Абсорбирующая сердцевинная прослойка 860 поддерживается на широком изнаночном листе 866 с боковыми краями 868. Каждый боковой край 868 выполнен с вырезами, которые показывают вогнутую форму по обе стороны от абсорбирующей сердцевинной прослойки 860. Как общеизвестно, вогнутое очертание будет совпадать с или соответствовать отверстиям штанин на бедрах пользователя.
[00153] Относительно ФИГ. 20В, в предпочтительной структуре, нетканый материал предоставляет основному или нижнему слою 818 композиционного материала (во время изготовления абсорбирующего изделия). Во время использования изделия, нижний слой 818 может быть описан как располагаемый на расстоянии от тела, в противоположность тому, чтобы быть расположенным на стороне, прилегающей к телу абсорбционного композиционного материала 810 для прямого принятия выделений. Далее в этом воплощении, основной нетканый слой 818 имеет нанесенный на него адгезивный слой 822. Адгезивный слой 822 предпочтительно наносят, непрерывными капельными вкраплениями, на основной нетканый слой 818 и в предпочтительном открытом орнаменте, как будет описано ниже.
[00154] Абсорбционный композиционный материал также включает слой САП 806, расположенный выше адгезивного слоя 822 и между нижним нетканым слоем 818 и верхним нетканым слоем 826. В этом воплощении слой САП 824 составлен только из частиц S САП, без каких-либо связующих или матрицы. Его можно описать как безворсовый. Верхний нетканый слой 826 предпочтительно обеспечивается объемным нетканым материалом с волокнами, простирающимися к и латерально перепутывающимися с некоторыми САП на или около верхней поверхности слоя 806 САП. Верхний нетканый слой 826 предпочтительно соединен с основным нетканым слоем 818 при помощи рельефного тиснения и, более предпочтительно, точками склеивания. Точки склеивания 828 определяют периферию кармана 814 и также сжимают эластичный объемный нетканый материал 826 в карманной периферии для представления формы полного пузыря или крытого куполом поперечного сечения (как показано на ФИГ. 20В). Упрощенная иллюстрация ФИГ. 29 обеспечивает альтернативное представление абсорбционного композиционного материала 810 и, более подробно, компонентов соединения, не показывая точечное склеивание и сжатие на периферии карманов 814.
[00155] В этой предпочтительной структуре объемный нетканый слой 826 контактирует с и покрывает слой САП 824, чтобы ограничить перемещение частиц САП S. Объемный нетканый слой 826 также преимущественным образом расположен как покрывающий слой во время производства и обработки изделия, таким образом, ограничив перемещение или миграцию частиц САП даже перед использованием. Во время ношения абсорбирующего изделия объемный нетканый слой 826 также преимущественным образом расположен на стороне тела для получения и распределения поступающей жидкости в САП и далее.
[00156] В этой предпочтительной структуре САП организованы в дискретное, располагаемое независимо скопление или островки 816 из САП, каждый из которых сохраняется в кармане или контейнере 814, как описано ранее. Два нетканых слоя 818, 826 скреплены на склеенных участках или, в частности, на расположении дискретных, расположенных независимо склеенных точках 828. Объемный нетканый слой 826, поэтому, увеличивается и периодично закрепляется на скоплении САП 816 и помогает поддерживать скопления САП 816 на месте. Уникальные функции и свойства, передаваемые абсорбционному композиционному материалу и абсорбирующей сердцевинной прослойке посредством использования объемного нетканого материала, описаны далее ниже.
[00157] Представление в разобранном виде на ФИГ. 21 показывает различные компоненты или уровни абсорбционного композиционного материала 810 или абсорбирующей сердцевинной прослойки 812 и их взаимные положения, согласно предпочтительному воплощению. ФИГ. 22 обеспечивает дополнительные изображения в разобранном виде, иллюстрирующие основной процесс или этапы выполнения композиционного материала при помощи последовательности, согласно которой объединены компоненты композиционного материала. Ссылка должна также быть сделана на предыдущие описания создания абсорбционного композиционного материала или абсорбирующего изделия, использующего композиционный материал, включая ФИГ. 1-5 и сопутствующие описания. Многие этапы процесса и компоненты процесса, описанные там, могут быть применимы или адаптируемы к использованию в процессе создания абсорбционного композиционного материала по ФИГ. 19-29.
[00158] На начальном этапе предпочтительного способа, сетка из нетканого материала 818 передается стандартным способом и затем располагается около адгезивного аппликатора. Аппликатор-распылитель адгезива предпочтительно поставляет непрерывную капельную струю на нетканый материал 818 в открытом адгезивном рисунке (см. ФИГ. 22А). Таким образом, получают петли адгезива 822а на поверхности нетканого материала 818, определяемые или определяющие открытые области, не содержащие адгезива (а не однородный слой или пленка). Петли 822а в образцовых воплощениях меньше (т.е. ширина или диаметр), чем ранее описанные карманы 814, а их диаметр составляет, как правило, от 1 мм до 25 мм.
[00159] ФИГ. 22Б иллюстрирует получение скопления САП 816 способами, описанными здесь, или иначе известными в технике, на субстрате, составленным из основного нетканого слоя 818 с адгезивным слоем 822 или открытым рисунком, предварительно нанесенным на нем. В частности, САП наносят с воздушным потоком и, с помощью стандартной вакуумной системы или механизма всасывания, таких, как ранее описанные здесь или иначе известные в технике. Всасывание, примененное на и ниже сетки нетканых слоев 818, притягивает САП к нетканым слоям 818 и организует САП в желаемое предварительное расположение в виде скоплений или островков 816 из САП (как показано на ФИГ. 22Б). Вакуумная система может использовать экран или сетчатый интерфейс для лучшего использования нижнего нетканого слоя, и определить целевую геометрию скоплений САП. Таким образом, интерфейс представляет рисунок всасывания, соответствующий желаемому карманному орнаменту скоплений САП 816. Вакуумная система предпочтительно тянет САП непосредственно из потока выше сетки и в дискретные островки или скопления в сетке выше механизма всасывания. Определенные области, включая области вдоль боков и концов, определены как не включающие САП (а также без адгезивов) зоны и будут специально не включать САП.
[00160] САП обычно непосредственно попадает в желаемое расположение в противоположность тому, чтобы быть сначала распределенными через сетку и затем перемещаться вокруг сетки прежде, чем сформировать более плотные концентрации в сетке (как в альтернативных воплощениях). САП обычно не должен перемещаться по адгезиву в сетке для формирования целевого скопления САП 816. Получающаяся сетка, поэтому, составлена из нетканого нижнего слоя 818 с открытым адгезивным рисунком 822 на нем и расположения или слоя 806 дискретных, располагаемых независимо, скоплений САП 816. Остовки САП обычно располагаются на и склеены с адгезивом, но открытый рисунок адгезива занимает существенно меньшую площадь, чем нижний слой с упомянутым скоплением САП. Нужно обратить внимание, однако, что адгезив, контактирующий с частицей САП, может обычно быть неподвижным. Другая частица САП, расположенная рядом и в контакте с такой остановленной частицей САП, может, в свою очередь, быть ограничена (в движении) и, по крайней мере, частично остановлена данной частицей САП (и/или другие смежными частицами САП). Такой механизм трения, по крайней мере, препятствует горизонтальному движению частиц САП.
[00161] По мере продвижения сетки из нетканого материала с САП по направлению от вакуумной системы, адгезивный рисунок 822 действует для поддержания желаемого расположения и позиции скопления САП 816. На последующем этапе, сетка из второго слоя нетканого материала 826 передается и накладывается на нетканый материал с САП. См. ФИГ. 22В. Как обсуждено выше, предпочтительным верхним нетканым слоем 826 является объемный нетканый материал. С последующей обработкой и перемещением скопления САП 816 в процессе создания абсорбирующего изделия, к примеру, подгузника или приучающих к туалету штанишек, дополнительный нетканый слой 826 обеспечивает дополнительное покрытие и закрепляет скопления САП в желаемом рисунке. В дополнение к обеспечению выгодных функций в конечном продукте и во время использования, объемные нетканые материалы 826 переплетаются с расположенными в верхнем слое частицами САП S, как представлено на ФИГ. 29, таким образом содействуя иммобилизации скоплений САП 816 (во время изготовления изделия, и затем в постобработке изделия). Переплетение САП с фиброй объемного нетканого материала ограничивает поперечное движение и вертикальное перемещение САП около верха скопления САП 816 и также препятствует движению САП непосредственно под ним. Как следует отметить здесь, САП и объемный нетканый материал определены и отобраны с учетом желаемой степени переплетения и проникновения.
[00162] Затем, сетка из двух нетканых слоев и скоплений САП между ними подается к прокатному валку, втягивающему и сжимающему сетку. Прокатный валок оборудован гравированной поверхностью, имеющей рисунок, соответствующий карманному рисунку в сетке, как описано ранее. ФИГ. 23 изображает типичный склеенный абсорбционный композиционный материал 812 с использованием прерывистых точек склеивания. Точки отражают углубление в объемных нетканых слоях 826 после придания рельефности. Точки являются также точками склеивания 828 для карманов 814 (см. также виды в разрезе по ФИГ. 20А-20В). Закрепление двух нетканых слоев вместе с скоплением САП 816, обеспечивает иной механизм поддержания расположения скопления САП 816, и результирующего абсорбционного слоистого материала 812. Как будет обсуждено здесь, расположение склеенных участков обеспечивает геометрическую сетку 830, которая определяет местоположение и контуры карманов 814 из скоплений САП 816.
[00163] Таким образом, в этом образцовом воплощении, предпочтительная структура слоистого материала САП получается из нескольких конструктивных деталей для предотвращения миграции частиц САП из желаемого расположения скопления САП, во время изготовления и постобработки абсорбирующего изделия. Во-первых, адгезив обеспечивается на основном нетканом уровне, а скопления САП положены на адгезиве. Дополнительный адгезивный слой обеспечивается, однако, в открытом рисунке замкнутых петель, которые связываются только с некоторыми частицами САП в нижней части слоя, но предотвращают перемещение частиц САП вне этих связанных частиц САП. Наложение верхнего нетканого слоя на скопления САП увеличивает минимально примененный адгезив для дальнейшего ограничения движения САП. Преимуществом является слой САП, нанесенный на нетканую основу, без ворса и не содержащим матрицы или связующего вещества, оптимизирующего поглощающие характеристики композиционного материала и удержание и перераспределение им жидкости. Он является также не содержащим адгезива, но для нижнего слоя. Таким образом, большая часть слоя САП, особенно, средней части слоя САП, состоит из САП, несмотря на то, что другие материалы, в альтернативных воплощениях, могут быть включены для передачи выгодных свойств. Предпочтение структурам только с САП приводит к рыхлой, более мягкой, более гибкой структуре САП, как обсуждено ранее. Кроме того, большие участки структуры только с САП, соответственно, сохраняющиеся в позиции (запрещающей миграцию частиц САП), обеспечивают улучшенные поглощающие свойства и удержание и перераспределение жидкости.
[00164] Как дальнейшее улучшение, предпочтительная структура слоистого материала САП использует расположение дискретных или прерывистых (перемежающихся) точек склеивания в сочетании со структурой слоистого материала на ФИГ. 22. См. ФИГ. 23. Рельефный рисунок, обеспечивающий неустойчивые или перемежающиеся точки склеивания, оказывает синергетический эффект при использовании структуры слоистого материала САП по ФИГ. 20-22 и/или использовании объемного нетканого слоя как верхнего или прилегающего к телу слоя абсорбционного композиционного материала (или наоборот). Разрыв, образованный между склеенными точками, пропускает жидкость для прохождения между скоплениями САП, включая поток жидкости, проходящий от средних участков только САП слоя САП. Наличие объемного нетканого и/или адгезивного материалов уменьшает потребность в сплошных или непрерывных линиях склеивания. Точно так же, расположение объемного нетканого и/или склеенных точек уменьшает объем адгезива, требуемого для стабилизации САП.
[00165] Кроме того, уменьшенное сжатие объемного нетканого слоя при помощи точек рельефности, а не более длинных точек склеивания или плотных поверхностей склеивания, позволяет объемному нетканому эластичному материалу расширяться и эффективно получить и распределить потребление жидкости. Давление, оказанное тиснением рельефного рисунка, сжимает объемный нетканый материал в точке склеивания, как показано на ФИГ. 20В, но эластичный объемный нетканый материал «отскакивает» от точки склеивания. См. также ФИГ. 30. Это приводит к более открытой подструктуре, хорошо способной к обработке поступающей жидкости. Далее, участок только с САП функционирует, чтобы получить и поглотить потребление жидкости и, по мере необходимости, направлять жидкость к смежным карманам САП через разрывы между склеенными точками. В данном аспекте, существует жидкий канал, проходящий от верхней поверхности к относительно открытому объемному нетканому слою, через объемный нетканый слой, и в область только с САП, и от среднего уровня области только с САП, боковыми проходами через разрывы между склеенными точками, и затем в другое, предпочтительно только с САП, скопление.
[00166] Вид сверху на ФИГ. 24 представляет связанный абсорбционный слоистый материал сердцевины 812, взаимно скрепленный дискретными точками склеивания 828. ФИГ. 24 изображает предпочтительный рисунок карманов САП 814, согласно этому образцовому воплощению. Слоистый материал 812 вытянут, имеет боковое измерение ширины и продольное измерение длины. Форма слоистого материала 812 на данном этапе является обычно прямоугольной. Процесс тиснения предпочтительно использует перемежающийся рисунок склеивания для улучшения потока жидкости между карманами, как описано выше. Выбранный карманный рисунок использует рельеф ромбовидной формы для производства карманов ромбовидной формы 814. Преимущество использования ромбовидной формы на карманах и соответствующей сетке - то, что с ее прямыми, пересекающимися линиями проще создать и соответствовать рисункам тиснения на валках для тиснения и интерфейсах для вакуумных систем.
[00167] Предпочтительно, ромбовидные формы устроены таким образом, что линии тиснения рельефа или ряд склеенных точек не являются квадратными с боковыми краями сердцевины. Прямые линии (SL), выровнявшие склеенные участки, которые могут присутствовать на поверхности слоистого материала 812, преимущественно ориентированы в меньший, чем, девяносто градусов, угол по отношению к боковым границам и более предпочтительно приблизительно между 60 и 30 градусами. Таким образом, соединенные между собой линии склеивания (SL), которые могут обеспечить потенциальный проход для жидкости (т.е. выше поверхности, а также в карманах 814 и вдоль линий) более длинные, чем перпендикулярная линия к боковым границам 834 (что возможно, например, на другом рисунке). Это влияет на возможную утечку жидкости к боковым границам 834, и обеспечивает обходные пути для протекания жидкости в ненасыщенные карманы в нисходящем направлении.
[00168] Абсорбирующая слоистая сердцевинная прослойка 812 также включает проходы САП 838 вблизи боковых границ 834, и вблизи концевых границ 836. Этапы нанесения САП и расположение скоплений САП на нижнем нетканом слое предназначены для минимизированного использования САП в этих, не содержащих САП, участках. Данные области позже запечатывают и в случае боковых границ, изогнутая секция может быть оформлена из абсорбционной слоистой сердцевины 812, чтобы разместить очертания штанины и/или получить сформированную сердцевину в форме песочных часов. Отсутствие САП в этих областях приводит к более гибкому и легко складывающемуся материалу слоев. Также можно избежать необходимости разрезания (или склеивания) через относительно тяжелый, более жесткий материал САП, как может требоваться в производственном процессе, таким образом, способствуя более аккуратным и более точным покроям (и склеиванию). Возможно, что еще более важно, это позволит избежать дополнительного износа режущих лезвий, расходов в техническом обслуживании и сократить время простоя производственного оборудования.
[00169] Вид сверху на ФИГ. 25 иллюстрирует альтернативную абсорбирующую слоистую сердцевинную прослойку 840, с использованием альтернативного карманного орнамента и склеивания рисунка. Вместо прерывистого склеивания, рисунок склеивания использует непрерывные поверхности склеивания 842, которые образуют плотную сетку. Как с ранее описанным воплощением, используются карманы ромбовидной формы 844. Среди прочего, образуется потенциальный путь прохождения жидкости, создаваемый связью поверхностей склеивания, направлен к углу по направлению от бокового края (т.е. 45 градусов), таким образом, несколько снизив риск прямого протока жидкости к боковому краю.
[00170] Как используются в данном раскрытии, карманы ромбовидной формы означают карман, имеющий четыре бока и с двумя углами, предпочтительно взаимно выровненными к продольному направлению и другими двумя углами с боковыми направлениями. Карманы предпочтительно не ориентированы как прямоугольный квадрат с боковыми и продольными средними линиями слоистого материала, причем поверхности склеивания для «прямого» пути прямой линии к боковым границам. Как используется здесь, термин «сетка» означает геометрию, установленную путем пересечения линий вдоль склеенных участков или рельефных линий. Далее, как используется здесь относительно расположения или геометрии карманов, «прямой» проход прямой линии означает одну или более поверхностей склеивания, соединяющихся для создания непрерывного и свободного (не «прерывистого») прохода от проксимальной продольной сред. Такой прямой проход прямой линии делает самым коротким путь протекающей жидкости к боковым границам. Для ясности такие проходы прямой линии, которые отклоняются больше, чем на тридцать градусов от перпендикуляра, должны упоминаться как косвенный проход прямой линии, не направляющие проходы прямой линии. Не настолько отклоненные проходы прямой линии считают «прямыми» проходами линии.
[00171] Нужно обратить внимание, что могут использоваться другие «сетки» и другие формы карманов и расположения карманов. Некоторые используемые карманные формы не покажут каких-либо прямых линий, проходов к боковым границам. Они включают некоторые расположения, ранее описанные здесь, включая расположение круга или карманов эллиптической формы.
[00172] Профилируемый сердцевинный композиционный материал.
[00173] В этом предпочтительном воплощении, способ производства абсорбирующей сердцевины включает этапы получения профилируемой сердцевинной структуры. Способ является дальнейшей версией способа, ранее описанного, и в одном предпочтительном процессе, включает все этапы предыдущего способа. Например, в то время, как более ранний способ может использовать единственный аппликатор САП, настоящий способ использует второй аппликатор САП для увеличения доставки САП первым аппликатором САП. Второй аппликатор САП может быть расположен в восходящем направлении (впереди) или в нисходящем направлении первого аппликатора. Принимая во внимание, что носик первого аппликатора может быть доведен до требуемого размера для покрытия ширины целевой сердцевины, второй аппликатор может быть доведен до требуемого размера для покрытия суженной части сердцевины. Далее, второй аппликатор может быть запрограммирован для доставки САП в течение установленного периода, который является частью срока поставки первого аппликатора. Например, первый аппликатор может быть запрограммирован для непрерывной поставки САП к почти всей ширине сердцевины (за исключением узкого прохода без САП на боковых краях). Второй аппликатор может быть доведен до требуемого размера и запрограммирован для поставки САП в более узкой центральной области и/или в прерывистом участке, который будет соответствовать центральной области сердцевины. В образцовых воплощениях, второй аппликатор САП расположен в нисходящем направлении первого аппликатора САП, таким образом, наносящего вторую дозу или загрузку САП поверх САП, вначале нанесенных на сетку нетканого материала. Таким образом, расположения скоплений САП, полученные вторым аппликатором (а также первым аппликатором) имеют более высокую загрузку САП, чем другие скопления САП, полученные только первым аппликатором.
[00174] Как прежде, предпочтительный процесс использует механизмы всасывания и экраны для организации карманов САП в сети. По доставке, загрузки САП быстро вовлечены в формирование скопления САП. Скопления САП, полученные двумя аппликаторами САП, предоставляют карманам более толстый и большой слой САП, чем полученные иным способом карманы.
[00175] В предпочтительном расположении, двойные загруженные САП карманы расположены в центральной области, где происходит большее потребление жидкости. В дальнейших воплощениях, составляющие двух загрузок САП могут быть различны для достижения желаемой смеси или желаемых поглощающих или удерживающих жидкость свойств. В дополнительных воплощениях, дополнительные аппликаторы САП могут использоваться и стратегически располагаться для получения желаемых рисунка кармана САП и функции.
[00176] Использование объемного нетканого материала
[00177] «Объемный» нетканый материал, упоминаемый здесь, представляет собой открытую волокнистую сеть или паутину гидрофильных, но негигроскопических волокон. Далее, как используется здесь, объемный нетканый материал является волокнистым сетчатым материалом, имеющим толщину от 100 мкм до 10000 мкм (предпочтительно, от 1000 мкм до 5000 мкм), базисный вес от 15 г/м2 до 200 г/м2 (предпочтительно, от 20 г/м2 до 80 г/м2), и плотность от 0,01 г/см3 до 0,3 г/см3 (предпочтительно, 0,01-0,08 г/см3). Кроме того, объемный нетканый материал будет иметь эффективный диаметр поры от 300 мкм до 2000 мкм. Как правило, частицы выбранного САП будут иметь средний размер частиц приблизительно 300 мкм, гарантирующий некоторое проникновение или переплетение между САП и выбранным объемным нетканым материалом. Таблицы 3 и 4 ниже могут использоваться в дальнейшем для определения объемного нетканого материала и представления взаимосвязи между основными свойствами. (Заштрихованные области в таблицах указывают на объемные нетканые материалы согласно раскрытию.) Эффективный диаметр поры рассчитывается из плотности сетки, диаметра фибры и значений плотности фибры после метода Dunstan & White, J. Colloid Interface Sci, 111 (1986), 60, при этом эффективный диаметр поры = 4 * (объем твердой фракции) / (объем твердой фракции * твердая плотность * твердая удельная поверхность).
[00178] Подходящие волокна включают полипропилен (ПП), полиэтилен (ПЭ), полиэтилентерефталат (ПЭТ), полимолочную кислоту (PLA); полиолефины, их сополимеры и их любые сочетания, в том числе, двухкомпонентные волокна. Волокна обычно обрабатываются с поверхностно-активным веществом, сурфактантом, для изменения поверхностного натяжения волокон так, чтобы они были гидрофильными волокнами.
[00179]
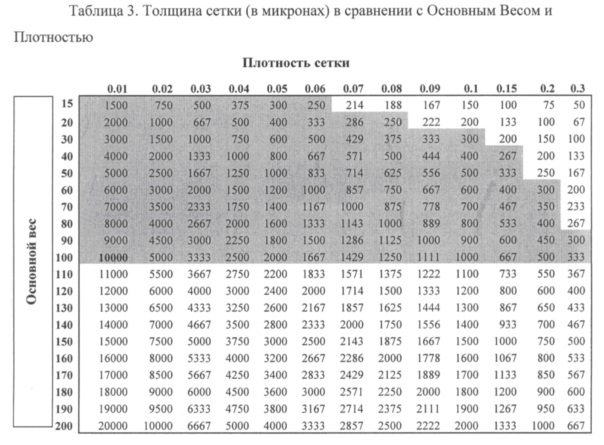
[00180]
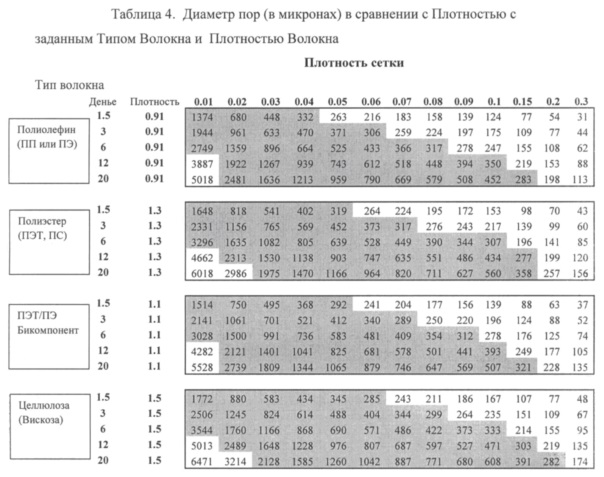
[00181] Как описано выше относительно ФИГ. 16 и 17, существуют преимущества удержания жидкости, являющиеся результатом заполнения объемного нетканого материала как ткани в абсорбционном композиционном слое. Кроме того, ориентация абсорбционного композиционного материала с объемным нетканым материалом, прилегающим к телу, особенно выгодно, поскольку это улучшает вместительность абсорбционного композиционного материала для принятия и распределения жидкости. Объемный нетканый материал имеет высокий объем пустот и проницаемость, и позволяет композиту быстро захватывать и эффективно распределять жидкость далеко от места ее принятия.
[00182] Кроме того, объемный нетканый материал с рельефными рисунками, описанными также, имеет следующие особенности:
- Структура «подушки» (см., например, ФИГ. 20В, ФИГ. 29 и ФИГ. 30) обеспеченная объемным нетканым прилегающим к телу слоем, создает сжимаемую и эластичную структуру, улучшающую восприятие мягкости.
- В карманной области существует градиент размера поры (см, например, ФИГ. 20В и ФИГ. 30), который поощряет жидкость перемещаться от складок (более открытая область с большим межволоконным расстоянием, I) в склеенную область (более плотная область с меньшим межволоконным расстоянием). Это проиллюстрировано на ФИГ. 30, которая показывает объемный нетканый слой 826 с меньшим межволоконным расстоянием I по направлению к склеенной точке 828. Так как капиллярность обратно пропорциональна плотности, капиллярность более плотной области выше, чем капиллярность открытой области, следовательно, жидкость в нетканом слое будет иметь тенденцию оттягиваться к более плотным областям. Это особенно важно для восприятия сухости, так как оно позволяет любой остающейся жидкости в складках оттекать к склеенным областям и далее в основную структуру САП, где жидкость плотно удерживается. Следовательно, образуется верхняя поверхность, которая относительно свободна от жидкости, что способствует восприятию сухости. Этот градиент поры также препятствует оттоку жидкости обратно на поверхность.
- Прерывистый рисунок склеивания также способствует восприятию мягкости путем создания более гибкого соединения.
[00183] Распыляемый адгезив
[00184] Адгезивы могут использоваться для обеспечения дополнительного склеивания для композиционного материала и могут использоваться для закрепления (защиты) САП на нетканом слое. Это необходимо во время изготовления композиционного материала, последующей обработки одноразового абсорбирующего изделия, включающего композиционный материал, и хранение и возможное использование композиционного материала в абсорбирующем изделии. Идеально, адгезив применяют к, по крайней мере, одной из нетканых сеток композиционного материала или адгезив могут применять к обеим верхней и нижней нетканым сеткам.
[00185] Подходящие адгезивы включают терморасплавленные адгезивы, наносимые щелевым аппликатором или спрейным аппликатором (производимые NordsonCorporation). В предпочтительном воплощении адгезив применен методом спрея, где непрерывные бусинки расплавленного адгезива направлены воздушными потоками в рисунки, такие как спиральный рисунок или более хаотичная картина. ФИГ. 22 показывают один такой рисунок. Диаметр спирали находится в диапазоне от 1 мм до 25 мм. Преимущество таких распыленных рисунков состоит в том, что адгезивное покрытие в нетканой сети не универсально и существуют открытые области, которые являются существенно не содержащими адгезив. Эти открытые области обеспечивают неограниченный доступ для потока жидкости через нетканую сеть и в суперпоглощающий слой, тогда как однородное покрытие может замедлить или уменьшить поток жидкости через сетку.
[00186] В других и различных воплощениях, в которых используют адгезивы, предпочтительный адгезив является гидрофильным. Кроме этого, концентрация адгезива в слое отличается от 0,5 до 100 граммов на квадратный метр. Оптимально, концентрация от 1 до 25 г/м2. В предпочтительном воплощении концентрация составляет от 2 до 10 г/м2.
[00187] Для иллюстрирования возможных изменений предпочтительного воплощения ФИГ. 26 показывает представление в разобранном виде абсорбирующей слоистой сердцевины 850 согласно альтернативному воплощению. Абсорбирующая сердцевинная слоистая прослойка 850 использует основной нетканый слой 818 с предварительно нанесенным на него адгезивным рисунком 822, как описано ранее. Сердцевина 850 также предусматривает первый слой 816 расположенных независимо скоплений САП, которые занимают существенно боковое и продольное пространство сердцевины 850. Адгезивный рисунок 822 и скопления САП могут применяться, как описано ранее, с САП, нанесенными аппликатором САП, в виде желаемого карманного рисунка при помощи стандартной вакуумной системы и т.п., как описано ранее. В этом воплощении, второй аппликатор САП может быть расположен в нисходящем направлении первого аппликатора САП для внесения САП на выбранную область (области) сетки, имеющей первый слой скоплений 816 САП, предварительно нанесенных на них. Область, выбранная для получения дополнительной составляющей САП или возможно, абсорбционного материала со свойствами, отличающимися от уже присутствующих САП, как правило, является центральной областью, которая будет соответствовать области промежности при ношении одноразового абсорбирующего изделия. В процессе, в котором машинное направление сердцевины 850 совпадает с боковым направлением, аппликатор САП может быть оборудован носиком или областью спрея, которая является более узкой, чем у первого аппликатора САП. Область, на которую наносят САП, поэтому, будет более узкой, чем слой 816 САП. Если машинное направление совпадает с продольным направлением, второй аппликатор САП может быть запрограммирован для поставки САП только во время периода, выровненного к перемещению центральной области под вторым аппликатором САП.
[00188] Что касается ФИГ. 20А и 20Б, карманы 814 в центральной области 854 содержат концентрации, или скопления САП, которые больше, чем концентрации САП в карманах 814 почти продольных концевых областей 856 абсорбирующей слоистой сердцевины 812. Промежуточным звеном этих областей и центральных областей являются карманы 857 со средней концентрацией САП. Концентрации САП в этих карманах 857 могут быть определены производительностью второго аппликатора САП и возможно, перераспределением избыточного САП между смежными карманами. Эти карманы 857 могут служить постепенным переходом между высокими и низкими концентрациями САП, поглощением и набуханием и могут обеспечить получение выгодного потока жидкости (через абсорбирующую сердцевинную прослойку), как описано здесь.
[00189] По ФИГ. 26, это воплощение также включает второй адгезивный рисунок 862, чтобы помочь закрепить САП в карманах. Адгезивный рисунок 862 может быть идентичен открытому рисунку 82,2 предпочтительно применяемому на нетканой нижней (изнаночной) части, и будет предварительно нанесен на верхний (лицевой) нетканый слой 826 перед введением лицевого нетканого слоя 826 в получающуюся сердцевину 850. В получающейся структуре этот второй адгезивный рисунок 862 помогает закрепить частицы скопления САП, связывающиеся или почти связывающиеся с верхним нетканым слоем 826. Если объемный нетканый материал используется как лицевой нетканый слой 826, адгезив помогает защитить САП в области верхнего (лицевого) слоя скоплений САП с фиброй объемного нетканого материала, включая переплетение с САП. Возможно, что, когда два адгезивных рисунка используются в дизайне, как с сердцевиной по ФИГ. 26, общий объем адгезива (например, толщина бусинки, размер петель), используемый в каждом рисунке, может быть уменьшен. Кроме того, число или частота склеенных участков могут также быть уменьшены. Различные механизмы для закрепления САП в карманах 814 действуют по-разному на САП и другие компоненты, но позволяют эффективно достичь общей цели.
[00190] ФИГ. 27 иллюстрирует последующий этап в образцовом процессе получения абсорбирующей сердцевинной прослойки и/или одноразового абсорбирующего изделия. Сеть 870 из отделимых абсорбирующих сердцевинных прослоек 872 показана при подаче в продольном направлении, совпадающим с машинным направлением. Показаны прослойки 872, будучи подготовленными с формой песочных часов. Доставка САП на нижний нетканый слой обеспечивается таким образом, что области без САП 874 присутствуют рядом, или вдоль боковых границ 876 отдельных абсорбирующих сердцевинных прослоек. Кроме того, как показано на ФИГ. 27, более широкие области 878 вблизи центра боковых границ 876, также лишены САП в подготовке покроя для размещения отверстие штанины и/или просто, чтобы произвести предпочтительную форму песочных часов, способствующую более комфортному ношению пользователем области промежности изделия. Таким образом, могут быть уменьшены использование САП и затраты на материалы.
[00191] При любых обстоятельствах, узкая область или слой 852 скоплений САП депонированы в первом слое 816, и в выбранной центральной области. Вакуумная система может снова использоваться для направления депозита САП в целевые области. Таким образом, образуются скопления САП более высоких концентраций.
[00192] Как правило, абсорбирующая сердцевинная слоистая прослойка 812 вытягивается в длину при помощи двух располагаемых на расстоянии друг от друга в продольном направлении концевых областей 856 и центральной области 854 между ними, абсорбирующая сердцевинная слоистая прослойка расположена между лицевым и изнаночным листами в том, что составляет «сердцевинный конверт» 880. См. также поперечные сечения на ФИГ. 20А и 20Б. ФИГ. 20А можно описать как вид в разрезе со стороны через сердцевинный конверт 880 (т.е. перекрестная боковая средняя линия XX), в то время как ФИГ. 20Б является видом в разрезе в длину через сердцевинный конверт 880 (т.е. через продольную среднюю линию YY). Абсорбирующая сердцевинная слоистая прослойка 812 может также быть описана как имеющая боковые края, простирающиеся между концевыми областями 856. Расположение карманов 814 скоплений САП 816 имеет боковые края 812. Как видно из рисунков, расположение определяет рисунок, или сетку на абсорбирующей сердцевинной слоистой прослойке 812. В центральной области 854, пара очертаний 882 в боковом крае 856 обеспечивает вогнутость в обычно прямоугольной абсорбирующей сердцевинной слоистой прослойке 812, которая уменьшает наполнение карманов 814 в центральной области 854. Вогнутость имеет, как правило, форму песочных часов в абсорбирующей сердцевинной слоистой прослойке 812. Поскольку центральная область 854 обычно соответствует области промежности одноразового абсорбирующего изделия 862, вогнутость абсорбирующей сердцевинной слоистой прослойки 812, и общее отсутствие относительно более жесткого (в сравнении с материалом лицевого и изнаночного листов) сердцевинного материала упрощает деформацию одноразового абсорбирующего изделия 862 в области промежности во время использования и помогает разместить контур пользователя.
[00193] Существующее раскрытие, с этой целью, адаптировано надлежащим образом для достижения поставленных целей и преимуществ, упомянутых в данном описании, а также подразумеваемых. В то время, как в настоящем описании приведены предпочтительные воплощения (в форме подгузника), могут быть сделаны многочисленные изменения деталей структуры, расположения частей или компонентов изделия, и этапы процесса. Например, различные лицевые и изнаночные листы, абсорбирующая прослойка, герметизирующие стенки и другие абсорбирующие сложные композиционные материалы могут быть использованы в других частях изделия или с другими изделиями, помимо подгузников. Такие изменения с готовностью предложены специалистам в данной области техники и охвачены в духе изобретения и в объеме прилагаемой формулы заявленного изобретения.
[00194] Несмотря на то, что существующее раскрытие и его преимущества были подробно описаны, необходимо иметь ввиду, что различные изменения и замены могут быть произведены, не отступая от сути заявленного изобретения, как определено прилагаемой формулой. Кроме того, объем заявленного изобретения не ограничивается конкретными вариантами воплощения процесса, оборудования, изготовления, химического соединения, приспособления, способов и этапов, приведенных в описании. Поэтому, как следует из раскрытия, могут быть использованы процессы, оборудование, изготовление, химические соединения, приспособления, способы и этапы, уже в настоящее время существующие или изобретенные впоследствии, которые выполняют существенно ту же функцию или достигают существенно того же результата, как соответствующие описанные в данном раскрытии практические воплощения. Соответственно, пункты формулы заявленного изобретения предназначены для включения в их объем таких процессов, оборудования, изготовления, химических соединений, приспособлений, способов и этапов.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2014 |
|
RU2656793C2 |
| ИЗДЕЛИЕ С ЭЛАСТИЧНЫМ ВКЛЮЧЕНИЕМ, СИСТЕМА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2639631C2 |
| Абсорбирующие изделия, содержащие каналы | 2013 |
|
RU2637889C2 |
| Абсорбирующие изделия, содержащие карманы | 2013 |
|
RU2637983C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2009 |
|
RU2465878C2 |
| АБСОРБИРУЮЩИЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ КАНАЛЫ | 2013 |
|
RU2605066C1 |
| МНОГОСЛОЙНАЯ ВПИТЫВАЮЩАЯ СЕРДЦЕВИНА | 2019 |
|
RU2777976C2 |
| Упаковка абсорбирующих изделий, использующих формованный нетканый материал | 2016 |
|
RU2696333C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ И ПРИМЕНЕНИЕ НЕТКАНОГО МАТЕРИАЛА В АБСОРБИРУЮЩЕМ ИЗДЕЛИИ | 2020 |
|
RU2810779C2 |
| АБСОРБИРУЮЩАЯ ПРОКЛАДКА И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2805501C2 |
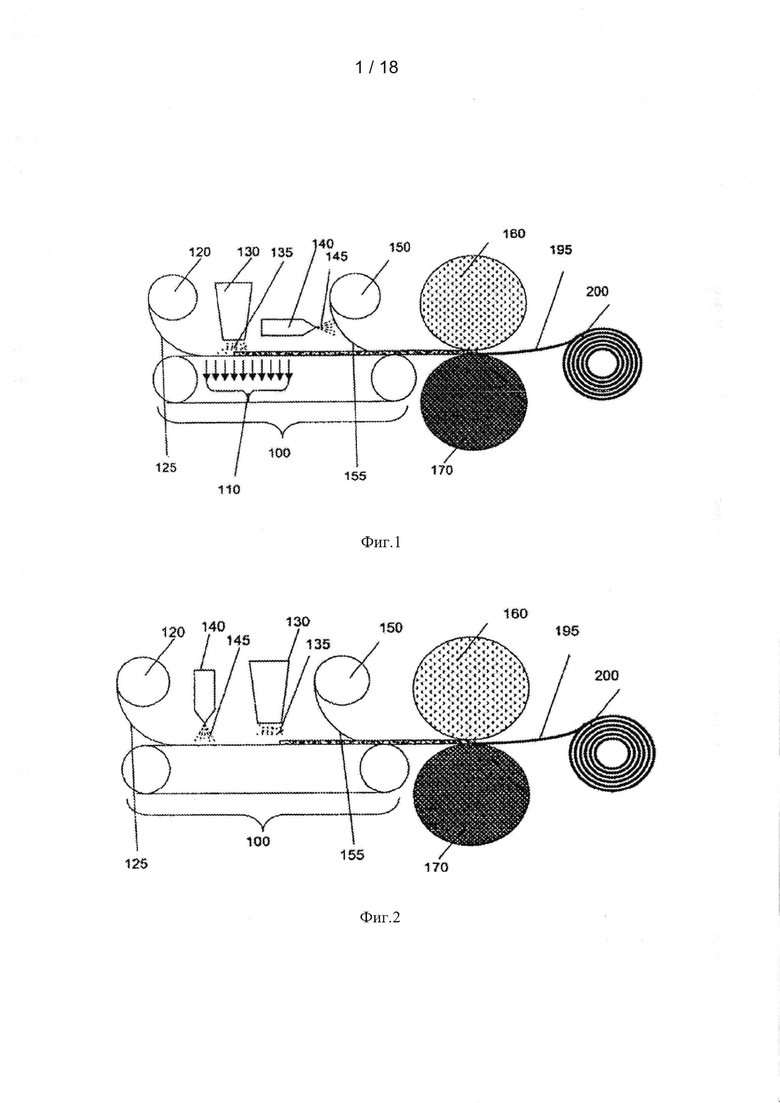
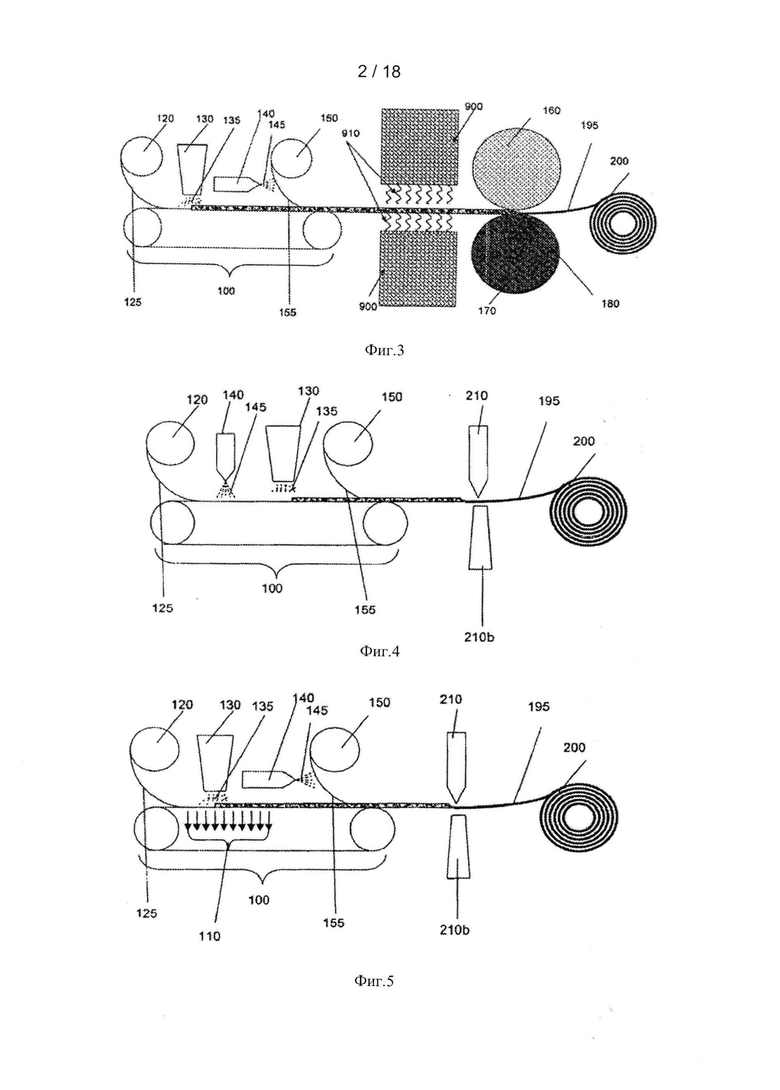
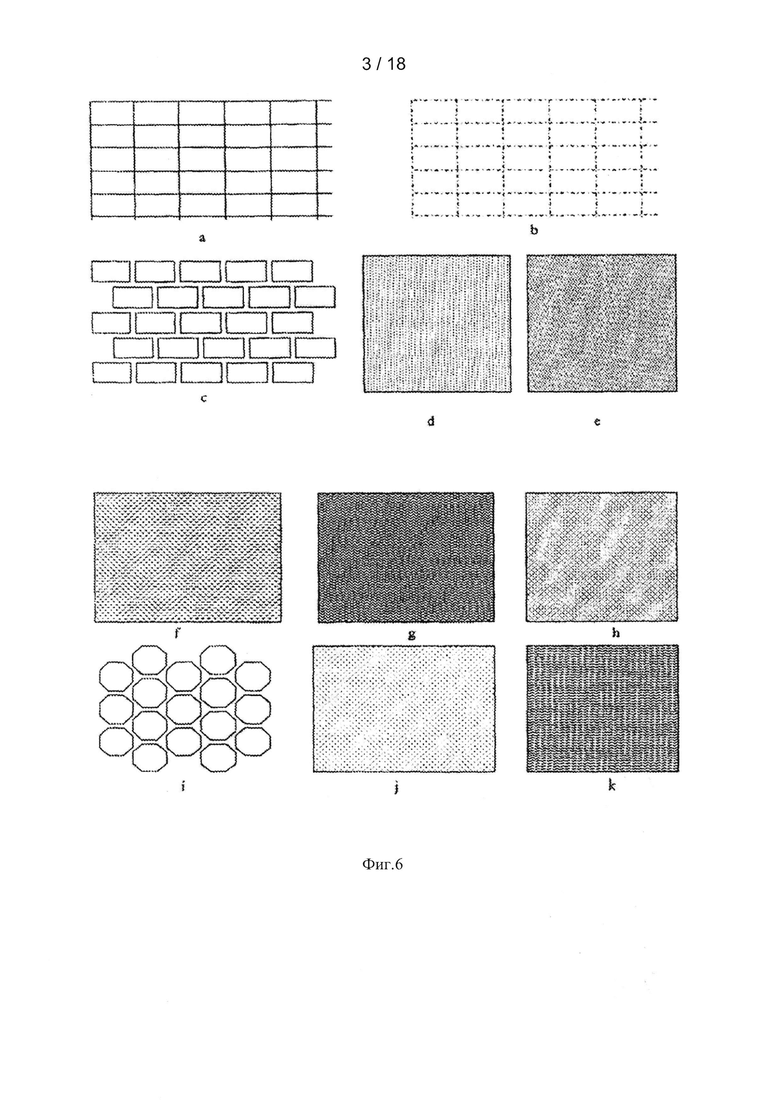
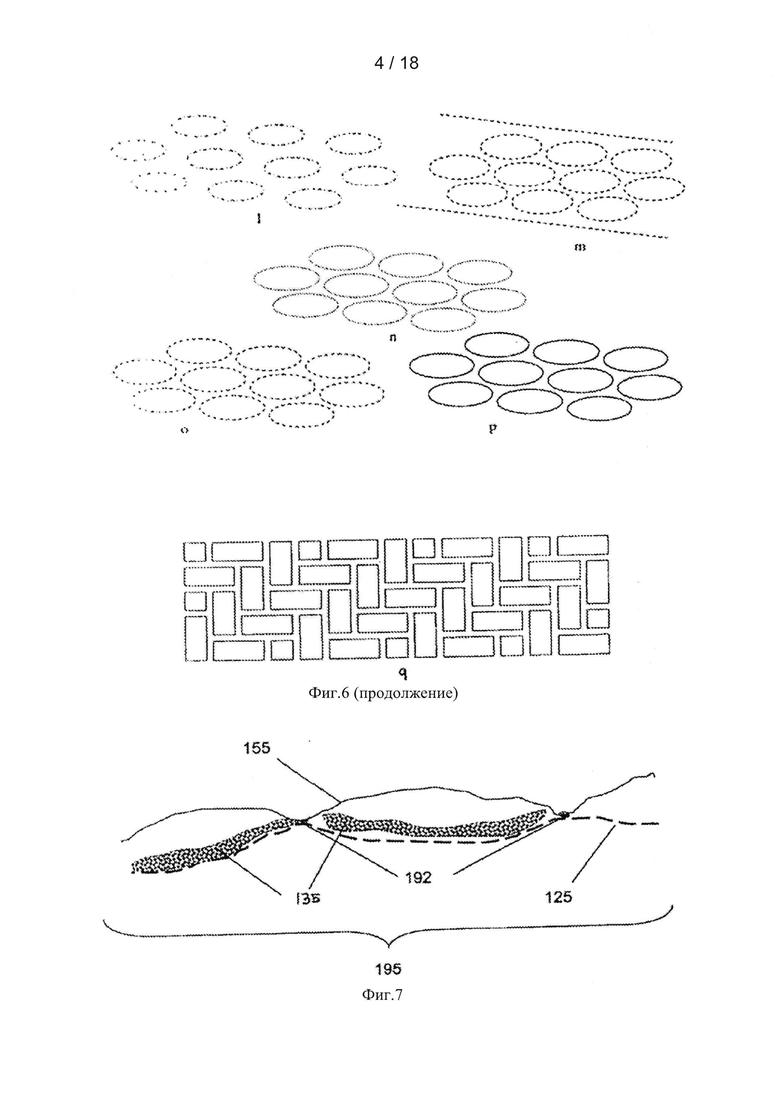
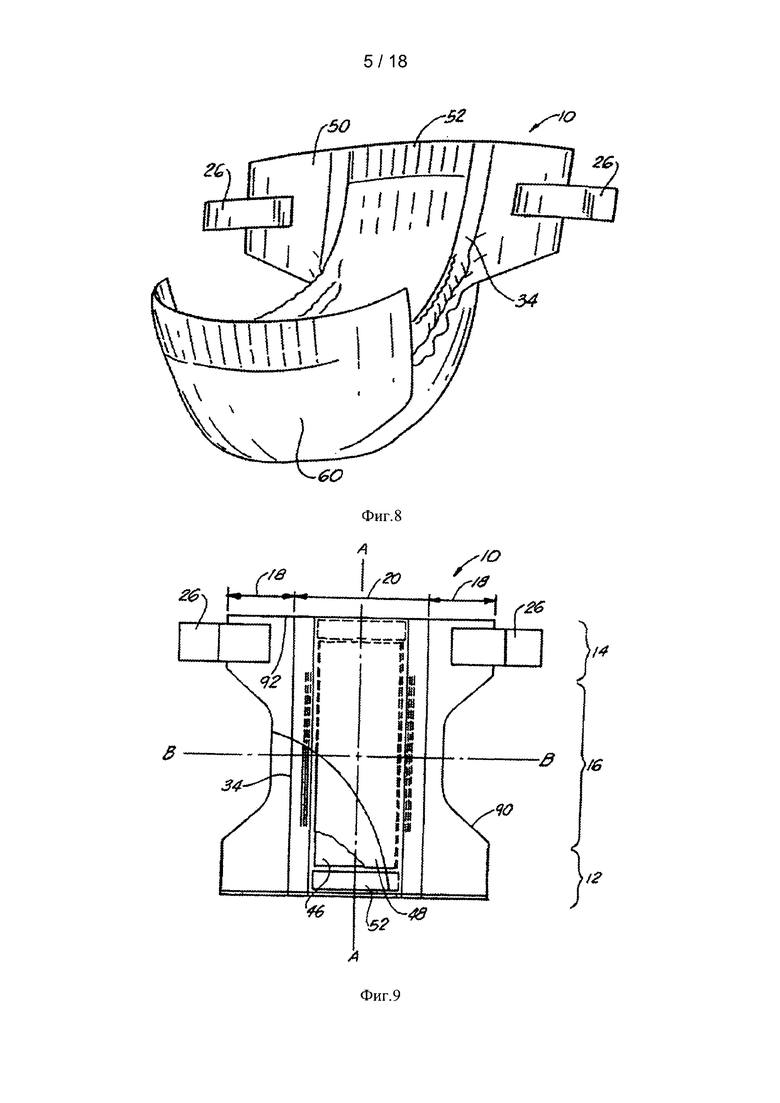
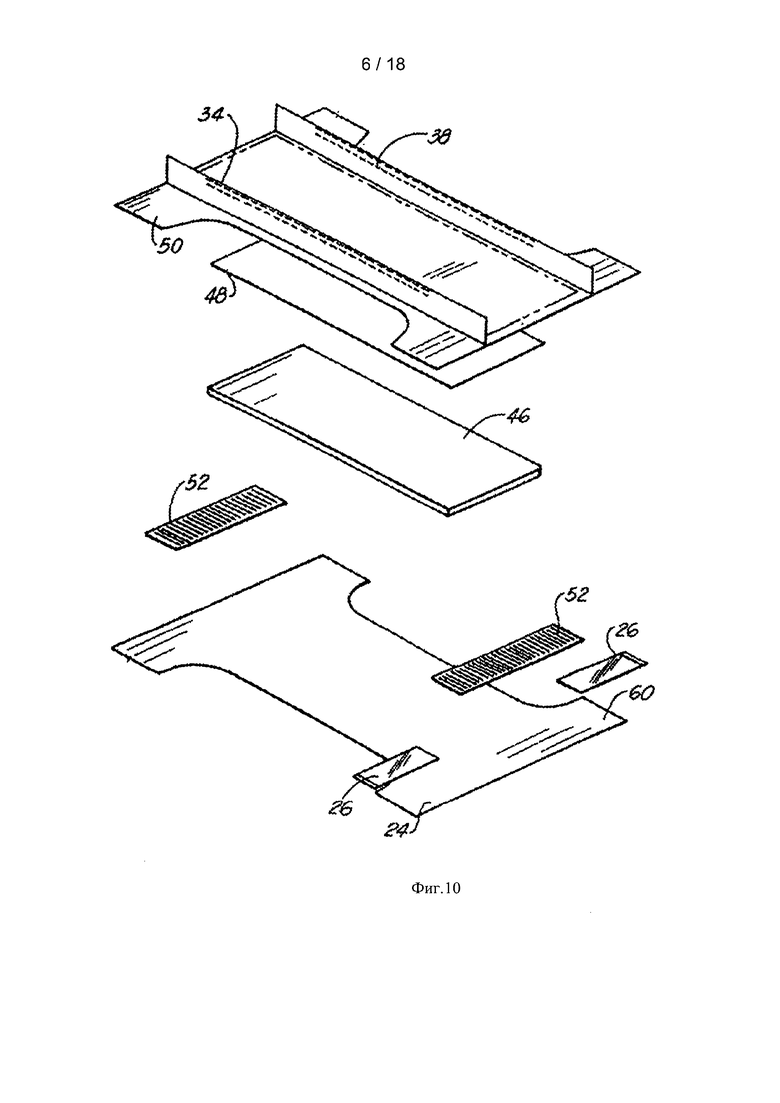
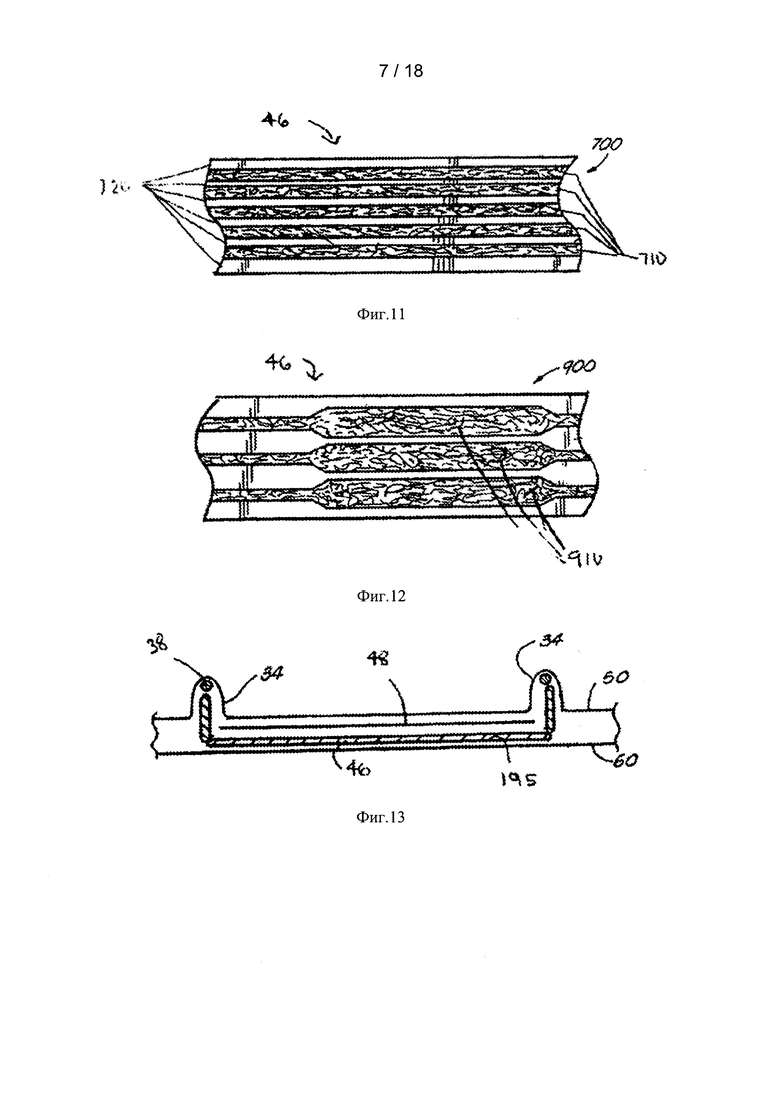
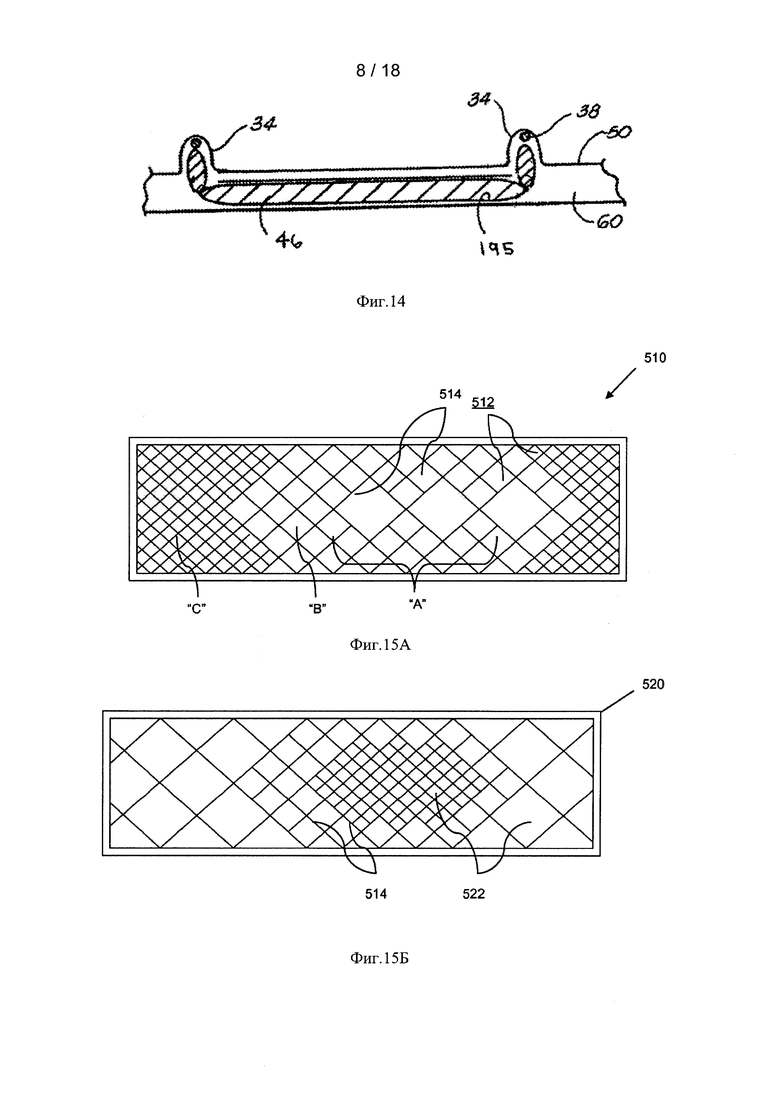
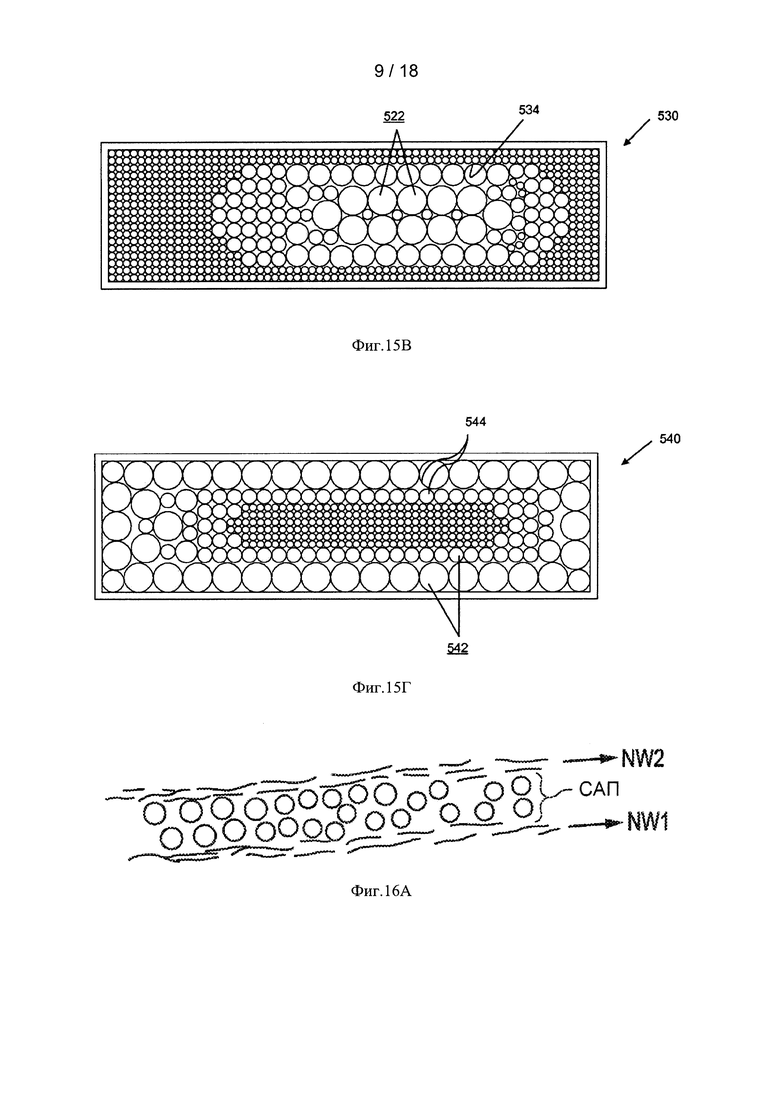
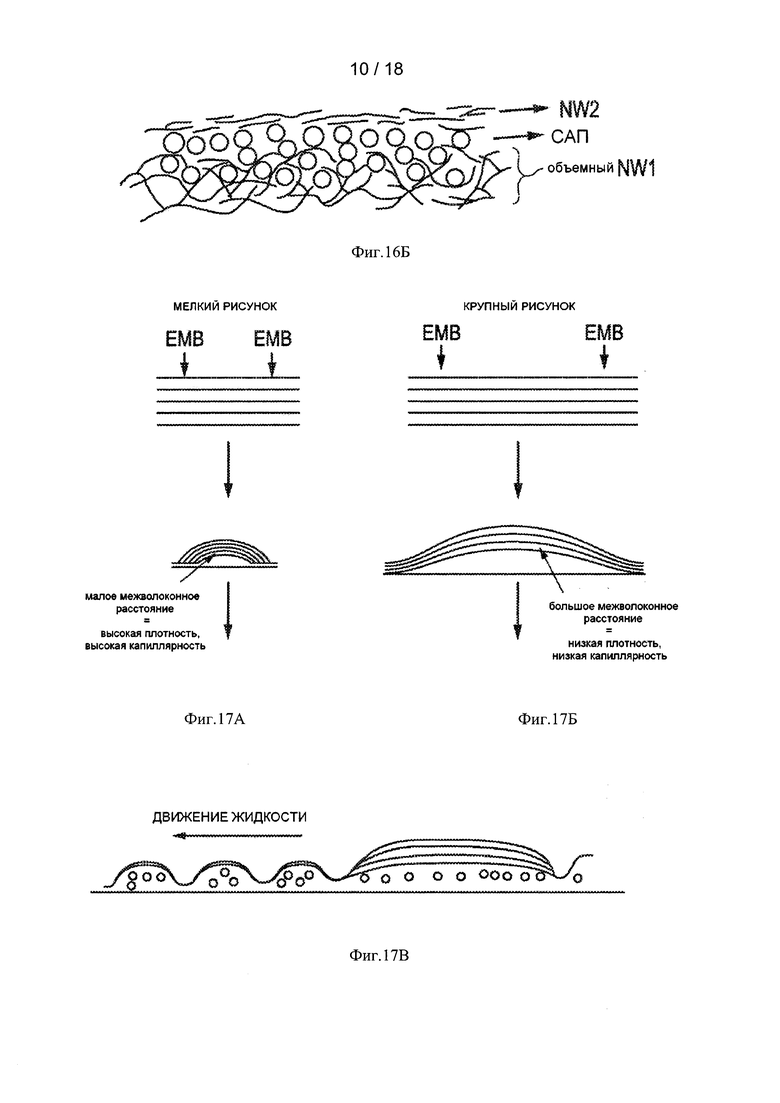
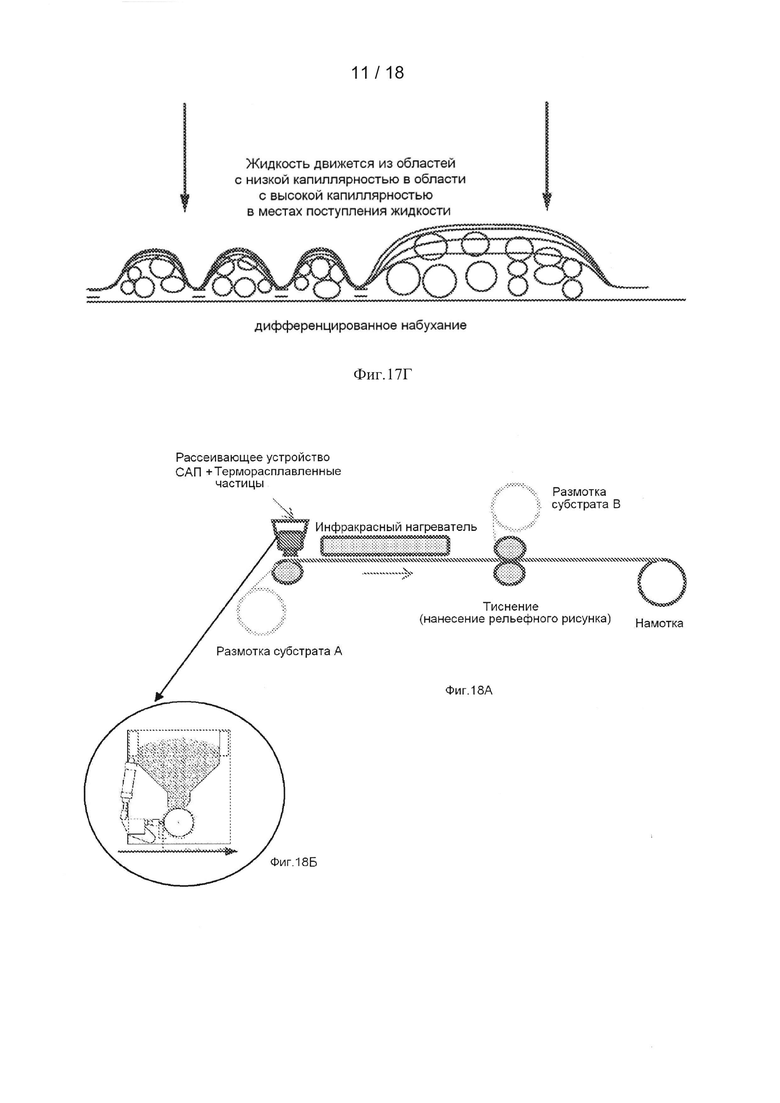
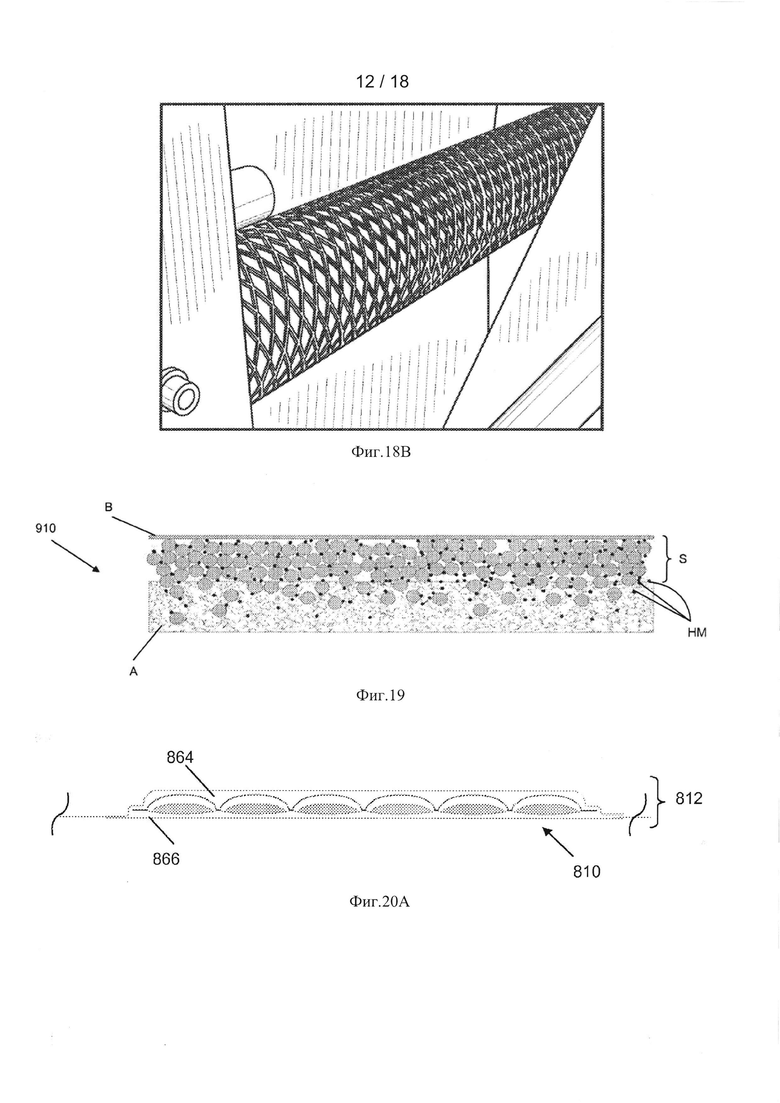
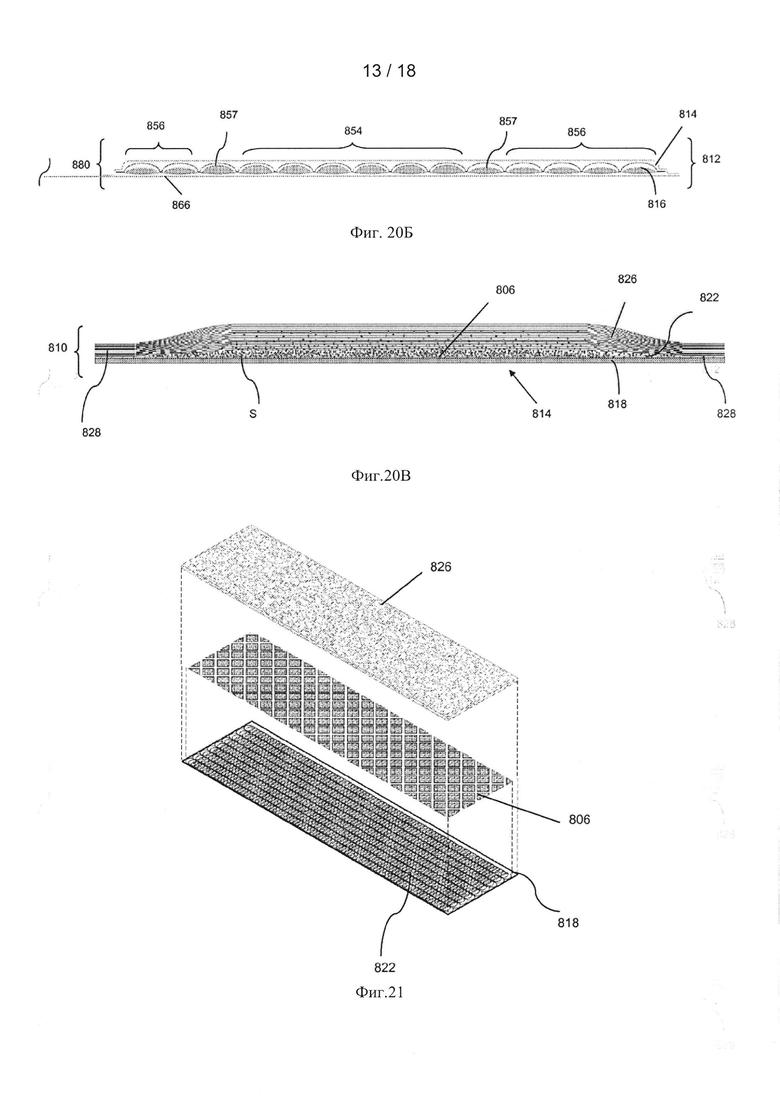
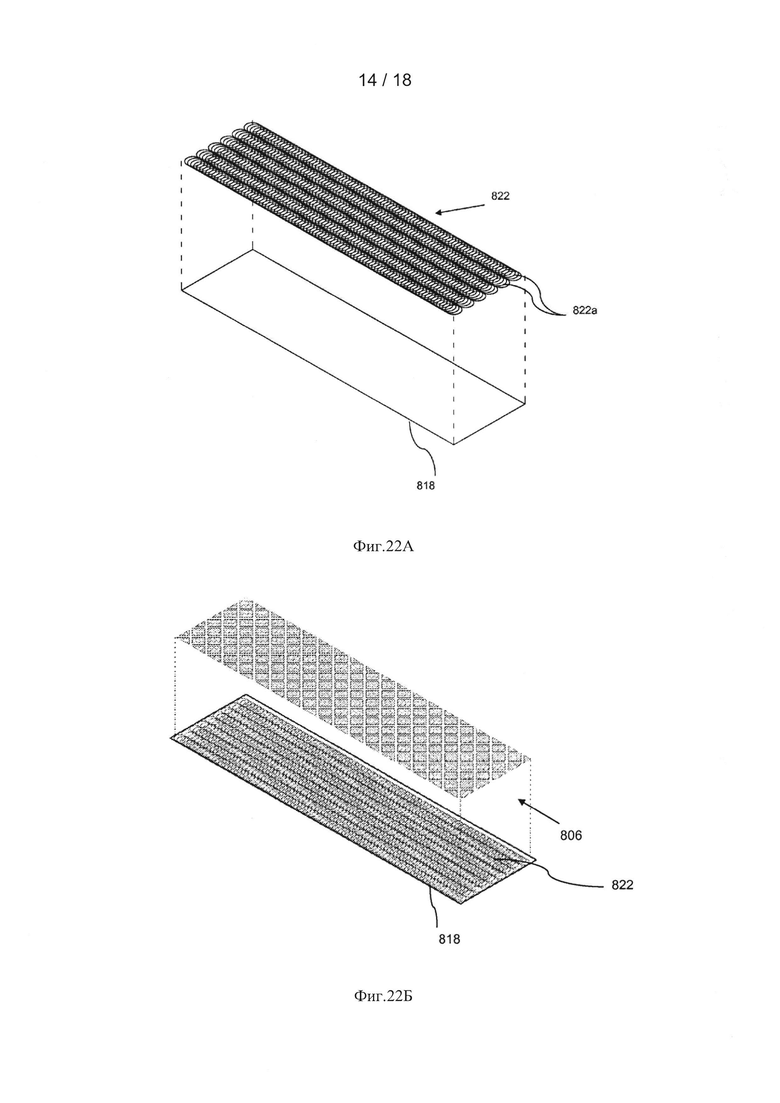
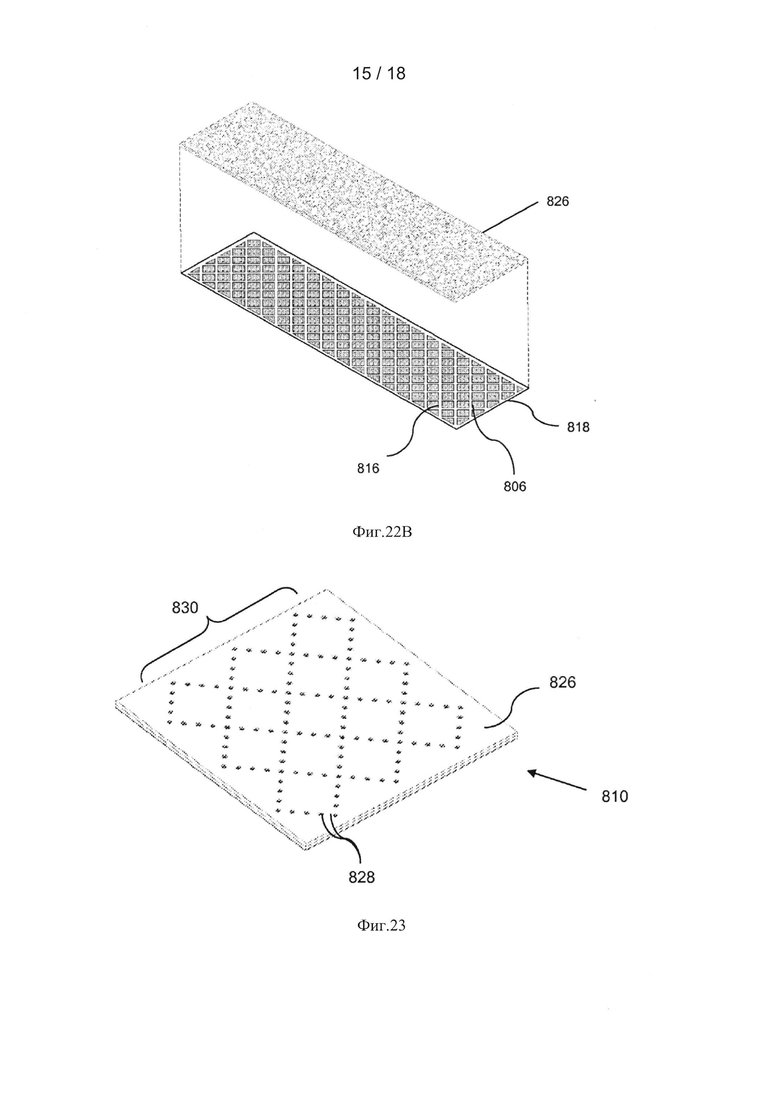
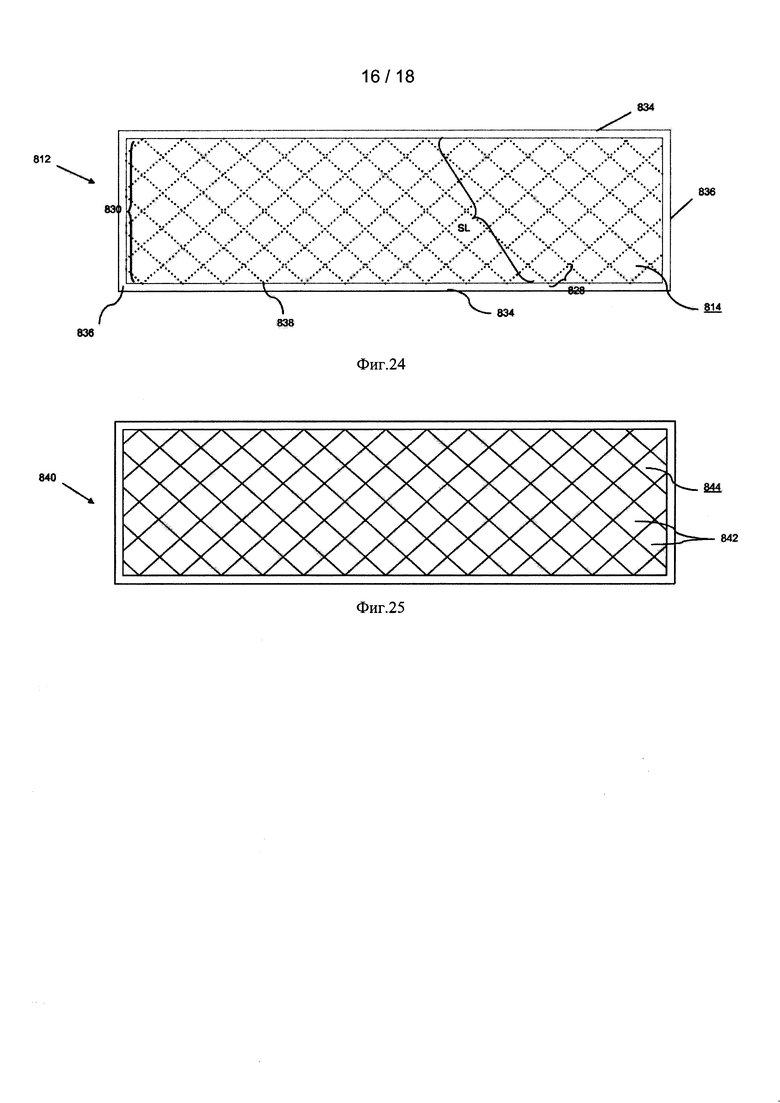
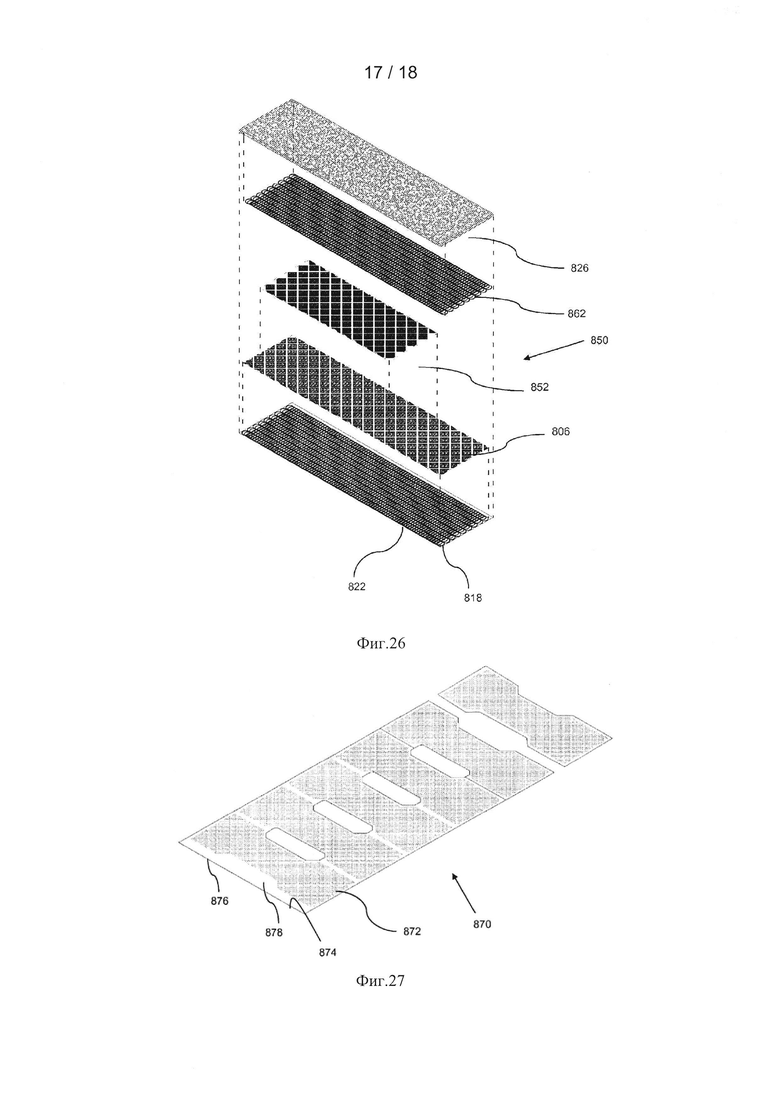
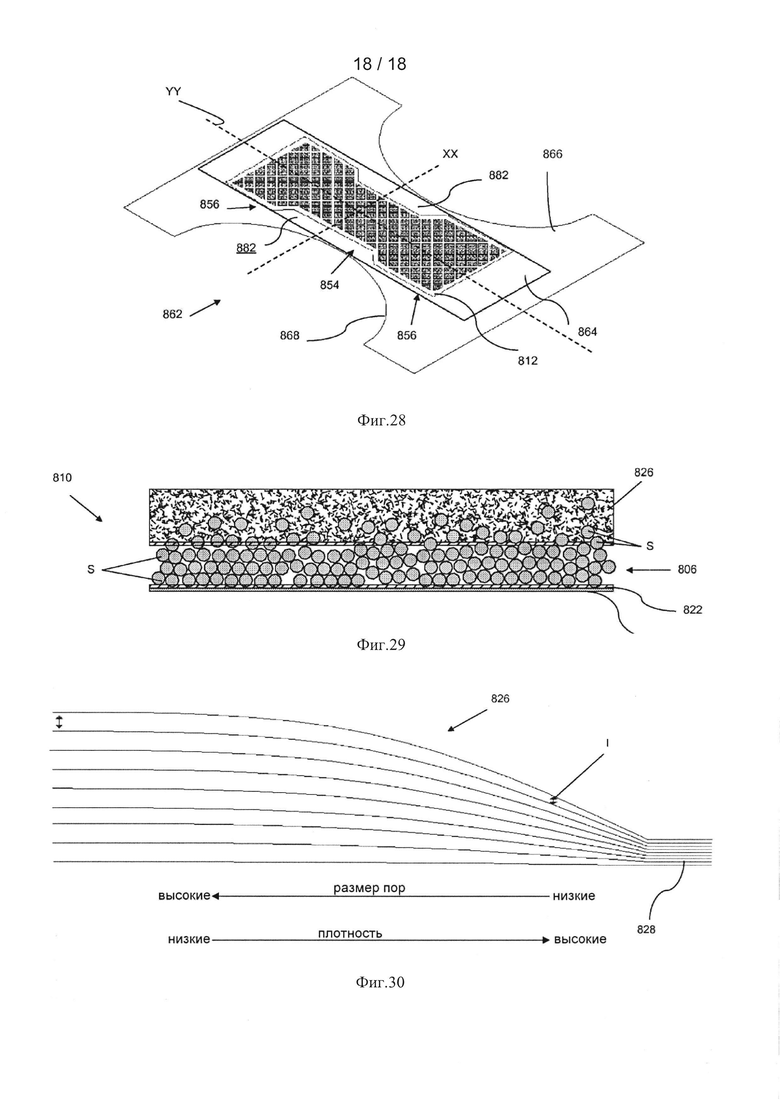
Раскрыт абсорбционный сердцевинный композиционный материал для одноразового абсорбирующего изделия, который имеет первый слой ткани, прилегающий к телу второй слой ткани и группы скоплений суперабсорбирующих (суперпоглощающих) частиц (САП), расположенных между первым и вторым слоями ткани. Около каждой группы скоплений частиц САП расположены отдельные склеенные участки, закрепляющие второй слой ткани с первым и формирующие карман, в котором совокупность частиц САП удерживается между первым и вторым слоями ткани. Второй, прилегающий к телу слой ткани, является объемным нетканым материалом, содержащим волокна, переплетающиеся, по крайней мере, с некоторыми частицами в группе скоплений САП. 5 н. и 43 з.п. ф-лы, 4 табл., 30 ил.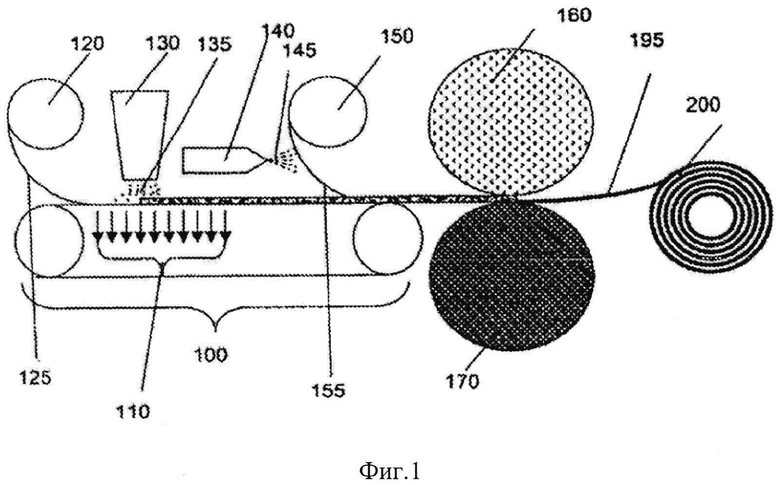
1. Абсорбционный сердцевинный композиционный материал для одноразового абсорбирующего изделия, включающий:
первый слой ткани;
прилегающий к телу второй слой ткани; и
группы скоплений суперпоглощающих частиц (САП), расположенных между первым и вторым слоями ткани;
в котором около каждой группы скоплений частиц САП расположены отдельные склеенные участки, закрепляющие второй слой ткани с первым и формирующие карман, в котором совокупность частиц САП удерживается между первым и вторым слоями ткани;
в котором отдельно расположенные склеенные участки около каждой группы скоплений частиц САП агрегируются, обеспечивая зазоры между склеенными участками, связывающие один из вышеупомянутых карманов с другим смежным вышеупомянутым карманом; и
в котором второй, прилегающий к телу, слой ткани, является объемным нетканым материалом, включающим волокна, переплетающиеся, по крайней мере, с некоторыми частицами в группе скоплений САП.
2. Абсорбционный сердцевинный композиционный материал по п. 1, в котором каждая упомянутая группа скоплений частиц САП не содержит абсорбирующую матрицу.
3. Абсорбционный сердцевинный композиционный материал по п. 1, в котором каждая упомянутая группа скоплений частиц САП состоит из суперпоглощающих частиц.
4. Абсорбционный сердцевинный композиционный материал по п. 1, в котором упомянутый второй слой включает фибру, проникающую через скопления САП в самом верхнем уровне суперпоглощающих частиц, при этом каждая упомянутая группа скоплений частиц САП не содержит абсорбирующую матрицу.
5. Абсорбционный сердцевинный композиционный материал по п. 1, дополнительно включающий:
адгезивный рисунок, наложенный на первый слой и адгезивно контактирующий с суперпоглощающими частицами САП упомянутой группы скоплений, расположенной в нижнем уровне скоплений САП, смежных с упомянутым первым слоем, для, как минимум, частичного закрепления суперпоглощающих частиц упомянутой группы скоплений САП.
6. Абсорбционный сердцевинный композиционный материал по п. 5, в котором упомянутый адгезивный рисунок, наложенный на упомянутый первый слой ткани, содержит множество пересекающихся петель, определяющих открытые участки, не содержащие адгезив.
7. Абсорбционный сердцевинный композиционный материал по п. 1, в котором упомянутые открытые участки, не содержащие адгезив, как правило, имеют ширину или диаметр меньше, чем ширина или диаметр упомянутых карманов, расположенных на упомянутом адгезивном рисунке.
8. Абсорбционный композиционный материал по п. 1, в котором упомянутый второй слой из объемного нетканого материала включает волокна (фибру), выбранные из группы, состоящей из: полипропилена (ПП), полиэтилена (ПЭ), полиэтилентерефталата (ПЭТ), полимолочной кислоты (PLA); полиолефинов, их сополимеров и сочетаний; и в котором упомянутые волокна являются обработанными гидрофильными волокнами.
9. Абсорбционный композиционный материал по п. 1, в котором упомянутый первый слой ткани является нетканым материалом, а упомянутые первый и второй слои ткани определяют, по крайней мере частично, вытянутый слоистый материал, имеющий боковую ширину, продольную ширину и центральную область, расположенную на пересечении боковой средней линии и продольной средней линии упомянутого вытянутого слоистого материала.
10. Абсорбционный композиционный материал по п. 9, в котором упомянутые склеенные участки формируют множество пересекающихся линий, определяющих сетку карманов ромбовидной формы.
11. Абсорбционный композиционный материал по п. 9, в котором упомянутые склеенные участки формируют множество пересекающихся линий, определяющих сетку сформированных карманов, в которой все прямые линии, определенные серией карманов, простирающихся от продольной средней линии к боковым краям слоистого материала, ориентированы под углом менее шестидесяти градусов от продольной средней линии.
12. Абсорбционный композиционный материал по п. 9, в котором упомянутая совокупность карманов включает карманы с различной набухаемостью, передающие упомянутому слоистому материалу свойство принятия формы поверхности, восприимчивой к поглощению жидкости.
13. Абсорбционный композиционный материал по п. 9, в котором упомянутая совокупность карманов включает карманы с различной набухаемостью, причем карманы в центральной области имеют меньшую набухаемость, чем карманы вне границ центральной области.
14. Абсорбционный композиционный материал по п. 9, в котором упомянутая совокупность карманов в центральной области меньше, чем карманы вне границ центральной области.
15. Абсорбционный композиционный материал по п. 1, в котором упомянутые склеенные участки являются перемежающимися склеенными точками.
16. Абсорбционный композиционный материал по п. 1, в котором на каждую упомянутую ткань предварительно нанесен адгезивный рисунок, имеющий петли, определяющие открытые участки, не содержащие адгезив; и
в котором упомянутые скопления САП являются безворсистыми и не содержат абсорбирующую матрицу.
17. Способ изготовления абсорбционного композиционного слоистого материала для одноразового абсорбирующего изделия, включающий:
подачу первого слоя ткани в положение для принятия суперпоглощающих частиц (САП);
внесение САП в упомянутый первый слой ткани для получения дискретных скоплений САП;
подачу второго слоя ткани из объемного нетканого материала;
расположение второго слоя ткани относительно упомянутого первого слоя ткани таким образом, чтобы волокна упомянутого объемного нетканого материала переплетались с частицами в верхнем слое скоплений САП, обеспечивая, таким образом, по крайней мере частично, закрепление скопления САП между ними;
склеивание упомянутых первого и второго слоев ткани в сетку склеенных участков для формирования вытянутого слоистого материала, имеющего множество карманов скопления САП, посредством чего каждый карман определяется склеенными участками, расположенными около скопления САП, и закрепляет второй слой ткани с первым слоем ткани; и
подачу вытянутого слоистого материала, посредством чего упомянутый объемный нетканый материал и упомянутые карманы предотвращают перемещение частиц САП из упомянутых карманов.
18. Способ по п. 17, в котором упомянутые нанесенные САП не содержат абсорбирующую матрицу, таким образом, чтобы упомянутые скопления САП не содержали абсорбирующую матрицу.
19. Способ по п. 17, в котором упомянутой подаче упомянутого слоя ткани предшествует нанесение адгезивного рисунка на упомянутый первый слой ткани, таким образом, что упомянутое внесение суперпоглощающих частиц на упомянутый первый слой ткани включает внесение группы скоплений САП на упомянутый первый слой ткани с предварительно нанесенным на него адгезивным рисунком.
20. Способ по п. 19, в котором упомянутое нанесение адгезива включает применение адгезива в непрерывном открытом рисунке с включенными открытыми участками, не содержащими адгезив.
21. Способ по п. 20, в котором упомянутые открытые участки имеют среднюю ширину, меньшую, чем средняя ширина упомянутых карманов.
22. Способ по п. 17, далее включающий нанесение адгезивного рисунка на упомянутый второй слой ткани до момента расположения упомянутого второго слоя ткани относительно упомянутого первого слоя ткани.
23. Способ по п. 17, в котором упомянутое склеивание включает склеивание упомянутых слоев ткани при помощи расположения прерывистых склеенных участков около упомянутых скоплений САП для получения расположенными на расстоянии склеенными участками с промежутками между ними для прохода жидкости.
24. Способ по п. 23, в котором расположения склеенных участков формируют сетку, характеризующуюся прямыми линиями склеивания, направленными обычно со стороны к боковым краям слоистого материала под углом, отклоняющимся более чем пятнадцать градусов от линии, перпендикулярной продольной средней линии упомянутого вытянутого слоистого материала.
25. Способ по п. 24, в котором расположения склеенных участков формируют карманы ромбовидной формы.
26. Способ по п. 23, в котором упомянутое склеивание включает обеспечение рельефного рисунка, соответствующего расположению скоплений САП на первом слое ткани, причем рельефный рисунок представляет расположение прерывистых склеенных участков, окружающих скопление САП во время склеивания.
27. Способ по п. 26, в котором рисунок включает сетку, не содержащую какие-либо прямолинейные проходы к боковому краю.
28. Способ по п. 17, в котором упомянутый второй слой ткани из объемного нетканого материала имеет эффективный диаметр пор более 300 мкм, а средний размер частиц САП составляет приблизительно 300 мкм.
29. Способ по п. 28, в котором упомянутый второй слой из объемного нетканого материала включает волокна (фибру), выбранные из группы, состоящей из: полипропилена (ПП), полиэтилена (ПЭ), полиэтилентерефталата (ПЭТ), полимолочной кислоты (PLA); полиолефинов, их сополимеров и сочетаний; и в котором упомянутые волокна являются обработанными гидрофильными волокнами.
30. Способ по п. 17, далее включающий, помимо упомянутого внесения суперпоглощающих частиц в упомянутый первый слой ткани, также внесение суперпоглощающих частиц в определенные участки упомянутого первого слоя ткани, с тем чтобы карманы скоплений САП, образованные после упомянутого склеивания первого и второго слоев ткани в упомянутых определенных участках, содержали бы более высокие концентрации скоплений САП, чем карманы за пределами упомянутых определенных участков.
31. Способ по п. 17, в котором упомянутые склеенные участки представляют собой расположенные на расстоянии друг от друга прерывистые склеенные точки, определяющие проходы для жидкости между ними и между смежными карманами.
32. Способ изготовления одноразового абсорбирующего изделия, включающий: подачу первого слоя ткани в положение для принятия суперпоглощающих частиц (САП);
внесение САП в упомянутый первый слой ткани для получения дискретных скоплений САП, не содержащих абсорбирующую матрицу;
подачу второго слоя ткани из объемного нетканого материала;
расположение второго слоя ткани относительно упомянутого первого слоя ткани таким образом, чтобы волокна упомянутого объемного нетканого материала переплетались с частицами в верхнем слое упомянутого скопления САП, обеспечивая, таким образом, по крайней мере частично, закрепление скопления САП; и
склеивание упомянутых первого и второго слоев ткани в сетку склеенных участков для формирования вытянутого абсорбционного сердцевинного слоистого материала, имеющего множество карманов скопления САП, посредством чего каждый карман определяется склеенными участками, расположенными около скопления САП, и закрепляет второй слой ткани с первым слоем ткани;
подачу вытянутого слоистого материала, благодаря чему упомянутый объемный нетканый материал и упомянутые карманы препятствуют перемещению частиц САП из упомянутых карманов;
расположение вытянутого сердцевинного слоистого материала между лицевым и изнаночным листами, таким образом, чтобы сформировался сердцевинный конверт из упомянутых лицевого и изнаночного листов и абсорбционного сердцевинного слоистого материала, при этом лицевой и изнаночный листы обеспечивают стан, обеспечивающий поддержку упомянутому абсорбционному сердцевинному слоистому материалу;
образование отверстия для штанин в упомянутом стане; и
соединение концевых областей упомянутого стана для формирования одноразового абсорбирующего изделия, при этом упомянутый объемный нетканый материал и упомянутые карманы препятствуют перемещению частиц САП из упомянутых карманов.
33. Способ по п. 32, в котором упомянутой подаче упомянутого слоя ткани предшествует нанесение адгезивного рисунка на упомянутый первый слой ткани.
34. Способ по п. 33, в котором упомянутое нанесение адгезива включает применение адгезива в непрерывном открытом рисунке с включенными открытыми участками, не содержащими адгезив, и при этом открытые участки имеют среднюю ширину, меньшую, чем средняя ширина упомянутых карманов.
35. Способ по п. 32, в котором упомянутое склеивание включает склеивание упомянутых слоев ткани при помощи расположения склеенных точек около упомянутых скоплений САП для получения карманов, ограниченных расположенными на расстоянии склеенными точками с промежутками между ними для прохода жидкости.
36. Способ по п. 32, в котором расположения склеенных точек формируют сетку, характеризующуюся линиями, проходящими через склеенные точки и направленными обычно со стороны к боковым краям вытянутого слоистого материала под углом менее девяноста градусов от продольной средней линии упомянутого слоистого материала.
37. Одноразовое абсорбирующее изделие, включающее:
стан, определенный краями переднего конца и заднего конца, расположенный продольно на расстоянии от края переднего конца, причем края концов частично определяют области передней и задней части талии, которые застегиваются на талии пользователя;
лицевой лист;
изнаночный лист; и
абсорбционный композиционный материал, расположенный между лицевым и изнаночным листами и включающий:
первый слой ткани;
второй слой ткани, соединенный с упомянутым первым слоем ткани; и
поглощающие частицы, закрепленные между упомянутыми первым и вторым слоями ткани; и
в котором первый слой ткани периодично присоединен ко второму слою ткани для определения множества карманов, расположенных между упомянутыми первым и вторым слоями ткани и содержащих скопления суперпоглощающих частиц (САП); и
в котором перемежающиеся и располагаемые на расстоянии друг от друга склеенные участки закрепляют первый слой ткани со вторым слоем ткани;
в котором упомянутый второй слой ткани является объемным нетканым материалом, расположенным на прилегающей к телу стороне абсорбционного композиционного материала и поверх скопления САП таким образом, что волокна объемного нетканого материала переплетаются с суперпоглощающими частицами; и
в котором упомянутое скопление САП не содержит абсорбирующую матрицу в центральной части, простирающейся из-под объемного нетканого материала.
38. Одноразовое абсорбирующее изделие по п. 37, в котором скопления САП состоят из САП.
39. Одноразовое абсорбирующее изделие по п. 37, в котором упомянутый абсорбционный композиционный материал включает адгезивный рисунок, предварительно нанесенный на первый слой ткани.
40. Одноразовое абсорбирующее изделие по п. 37, в котором первый слой ткани является нетканым материалом, упомянутые первый и второй слои ткани определяют, по крайней мере частично, вытянутый слоистый материал, имеющий боковую ширину, продольную ширину и центральную область, расположенную около пересечения боковой средней линии и продольной средней линии, и в котором упомянутая совокупность карманов включает карманы, расположенные в упомянутой центральной области, имеющей концентрацию суперпоглощающих частиц больше, чем ближайшие продольные концевые участки карманов, смежные с продольным вытягиванием упомянутого слоистого композиционного материала.
41. Одноразовое абсорбирующее изделие по п. 37, в котором упомянутые склеенные участки формируют множество пересеченных линий, определяющих сетку карманов ромбовидной формы.
42. Одноразовое абсорбирующее изделие по п. 37, в котором упомянутые склеенные участки формируют множество пересеченных линий, определяющих сетку сформированных карманов, причем все прямые линии через склеенные участки в серии карманов, простирающихся от продольной средней линии к боковым краям слоистого композиционного материала, ориентированы под углом менее шестидесяти градусов от продольной средней линии.
43. Одноразовое абсорбирующее изделие по п. 37, в котором упомянутый абсорбционный композиционный материал включает вогнутые участки вдоль каждого бокового края, с тем чтобы упомянутый композиционный материал имел форму песочных часов.
44. Абсорбционный сердцевинный композиционный материал по п. 1, в котором упомянутый второй слой из объемного нетканого материала имеет толщину от 1000 мкм до 5000 мкм, базисный вес от 20 г/м2 до 80 г/м2, плотность от 0,01 г/см3 до 0,08 г/см3 и эффективный диаметр пор более 300 мкм.
45. Способ по п. 17, в котором упомянутый второй слой ткани из объемного нетканого материала имеет толщину от 1000 мкм до 5000 мкм, базисный вес от 20 г/м2 до 80 г/м2, плотность от 0,01 г/ см3 до 0,08 г/ см3 и эффективный диаметр пор более 300 мкм.
46. Способ по п. 32, в котором упомянутый второй слой ткани из объемного нетканого материала имеет толщину от 1000 мкм до 5000 мкм, базисный вес от 20 г/м2 до 80 г/м2, плотность от 0,01 г/ см3 до 0,08 г/ см3 и эффективный диаметр пор более 300 мкм.
47. Одноразовое абсорбирующее изделие по п. 37, в котором упомянутый второй слой ткани из объемного нетканого материала имеет толщину от 1000 мкм до 5000 мкм, базисный вес от 20 г/м2 до 80 г/м2, плотность от 0,01 г/см3 до 0,08 г/см3 и эффективный диаметр пор более 300 мкм.
48. Абсорбционный сердцевинный композиционный материал для одноразового абсорбирующего изделия, включающий:
первый слой ткани;
прилегающий к телу второй слой ткани; и
группы скоплений суперпоглощающих частиц (САП), расположенных между первым и вторым слоями ткани;
в котором около каждой группы скоплений частиц САП склеенные участки закрепляют второй слой ткани с первым и формируют карман, в котором совокупность частиц САП удерживается между первым и вторым слоями ткани; и
в котором второй, прилегающий к телу, слой ткани, является объемным нетканым материалом, включающим волокна, переплетающиеся, по крайней мере, с некоторыми частицами в группе скоплений САП.
| US 20120175056 A1, 12.07.2012 | |||
| US 20120157904 A1, 21.06.2012 | |||
| US 5433715 A, 18.07.1995 | |||
| US 20120238977 A1, 20.09.2012 | |||
| US 6677498 B2, 13.01.2004.. |

