Изобретение относится к литейному производству, в частности к способам изготовления крупнотоннажных и толстостенных отливок из чугуна с шаровидным графитом преимущественно корпусов контейнеров для транспортировки и хранения отработавшего ядерного топлива и других радиоактивных отходов.
Известна конструкция транспортного упаковочного комплекта (ТУК) для транспортирования и хранения отработавших тепловыделяющих сборок (ОТВС) [Описание к патенту на полезную модель RU 56704, приоритет 10.04.2006, опубликовано 10.09.2006), реализуемая по способу, включающему изготовление из высокопрочного чугуна с шаровидным графитом отливки корпуса, механическую обработку отливки корпуса, изготовление внутреннего стакана путем облицовки внутренней поверхности корпуса нержавеющей сталью, облицовку нержавеющей сталью поверхностей корпуса под установку внутренней и наружной крышек, установку во внутренний стакан чехла для размещение тепловыделяющих сборок, установку на корпус с использованием средств крепления и уплотнения внутренней и наружной крышек.
К недостаткам способа изготовления известного транспортного упаковочного комплекта (ТУК) для транспортирования и хранения отработавших тепловыделяющих сборок (ОТВС) можно отнести высокую трудоемкость работ, обусловленную сложностью монтажа внутреннего стакана в виде облицовки из нержавеющей стали внутренней поверхности корпуса контейнера. Облицовка из нержавеющей стали имеет высокую стоимость, высокую трудоемкость ее нанесения, что делает конструкцию, изготавливаемую по данному способу не технологичной.
Известен способ изготовления устройства для получения бесприбыльного полого слитка (Описание изобретения к патенту RU 2261776, заявлено 31.10.2003, опубликовано 10.10.2005), включающий установку поддона, размещение на поддоне полой оправки (центрального стержня), установку на поддоне соосно полой оправке кокиля, заливку между кокилем и полой оправкой жидкого металла, утепление верхней части экзотермической смесью. При данном способе основной отвод тепла осуществляется от жидкого металла через массивный чугунный поддон.
Недостатком известного способа изготовления устройства для получения бесприбыльного полого слитка является отсутствие на внутренней поверхности отливки, стойкого к воздействию дезактивационных растворов покрытия, что существенно затрудняет повторное использование контейнера при транспортировке отработавшего ядерного топлива. Это в свою очередь влечет необходимость нанесения такового покрытия и ведет к увеличению трудоемкости изготовления контейнера и снижению его технологичности и повышению себестоимости. Еще одним недостатком известного способа является высокая вероятность возникновения литейных дефектов в отливке из-за недостаточно хороших условий охлаждения центральной части отливки, имеющей большую массу.
Наиболее близким и взятым за прототип является известный способ литья многослойных заготовок для крупнотоннажных корпусов транспортно-упаковочных контейнеров (ТУК) из высокопрочного чугуна с шаровидным графитом (ВЧШГ) ферритного и аустенитного классов для перевозки и хранения отработавшего ядерного топлива (ОЯТ) (Описание изобретения к патенту RU 2531157, заявлено 16.10.2013, опубликовано 20.10.2014), включающий установку и закрепление центрового стержня на металлическом поддоне, установку коаксиально центровому стержню наружной стенки кокиля, заливку через литниковую систему жидкого металла. На центровой стержень устанавливают отдельно отлитую цилиндрическую обечайку с толщиной стенки 15-30 мм из аустенитного чугуна с шаровидным графитом с коррозионностойкими и нейтронопоглощающими свойствами, оформляющую внутреннюю стенку отливки заготовки корпуса контейнера, установку наружной стенки кокиля осуществляют путем сборки коаксиальных чугунных колец относительно центрового стержня с обечайкой, высота которой соответствует высоте корпуса контейнера, при этом на торец обечайки и последнее коаксиальное чугунное кольцо устанавливают и герметично закрепляют крышку из того же чугуна, толщина которой равна толщине наружной стенки кокиля, а заливку жидкого металла осуществляют в полость между наружной стенкой кокиля и обечайкой с получением наружного слоя отливки заготовки корпуса контейнера, при этом в качестве жидкого металла используют ферритный чугун с шаровидным графитом.
Недостатком известного способа литья многослойных заготовок для крупнотоннажных корпусов транспортно-упаковочных контейнеров (ТУК) из высокопрочного чугуна с шаровидным графитом (ВЧШГ) ферритного и аустенитного классов для перевозки и хранения отработавшего ядерного топлива (ОЯТ) является высокая вероятность возникновения литейных дефектов в отливке из-за недостаточно хороших условий охлаждения центральной части отливки. К недостаткам также можно отнести отсутствие на внутренней поверхности цилиндрической обечайки, изготовленной из чугуна, стойкого к многократному воздействию дезактивационных растворов покрытия, что существенно затрудняет повторное использование контейнера при транспортировке отработавшего ядерного топлива, что в свою очередь влечет необходимость нанесения такового покрытия и тем самым увеличивает трудоемкость изготовления контейнера и снижает его технологичность, повышает себестоимость.
Технический результат предлагаемого способа изготовления корпуса контейнера для транспортировки и хранения отработавшего ядерного топлива заключается в снижении вероятности возникновения литейных дефектов в отливке, получении более мелкого зерна в высокопрочном чугуне с шаровидным графитом, обеспечении лучших механических свойств отливки, а также в сокращении затрат и трудоемкости работ, связанных с проведением дополнительных работ по обеспечению приспособленности внутренней поверхности отливки к многократному воздействию дезактивационных растворов, снижении себестоимости.
Достигается технический результат тем, что способе изготовления корпуса контейнера для транспортировки и хранения отработавшего ядерного топлива, включающем изготовление обечайки, установку и закрепление центрового стержня на металлическом поддоне, установку обечайки снаружи на центровой стержень, установку коаксиально центровому стержню кокиля, установку на верхний торец кокиля крышки, заливку в полость между кокилем и центровым стержнем через литниковую систему жидкого ферритного чугуна с шаровидным графитом, в центровой стержень соосно устанавливают трубу, формируя тем самым опустошение, внутренне пространство центрового стержня, ограниченное с наружной стороны обечайкой, а с внутренней стороны трубой, формирующей опустошение, заполняют металлической дробью, сверху на торец центрового стержня устанавливают холодильник, на верхний торец кокиля устанавливают литейный стержень, сверху на литейный стержень устанавливают верхнюю плиту, на верхнюю плиту устанавливают груз, затем через литниковую систему заполняют полость между кокилем и центровым стержнем жидким ферритным чугуном с шаровидным графитом, после его кристаллизации разбирают литейную форму, проводят механическую обработку полученной отливки, в образованное обечайкой глухое отверстие отливки корпуса вставляют днище, днище приваривают к обечайке, затем осуществляют футеровку посадочных поверхностей под установку внутренней и внешней крышек никельсодержащим материалом, стойким к воздействию дезактивационных растворов.
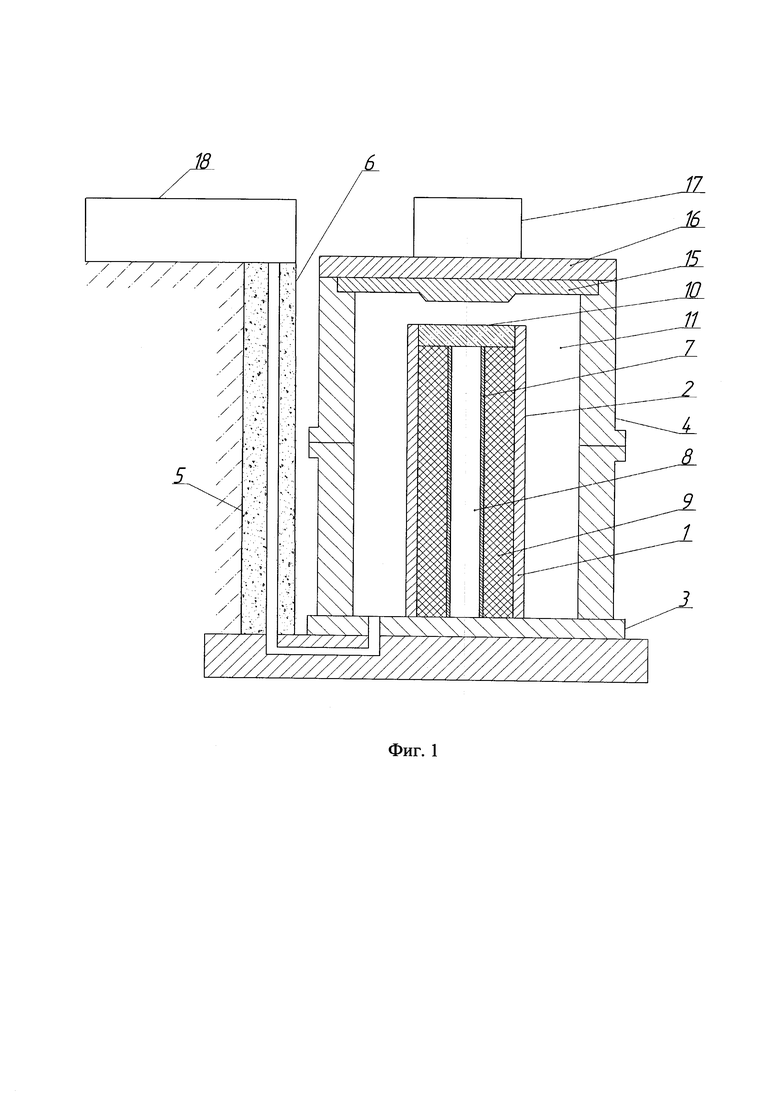
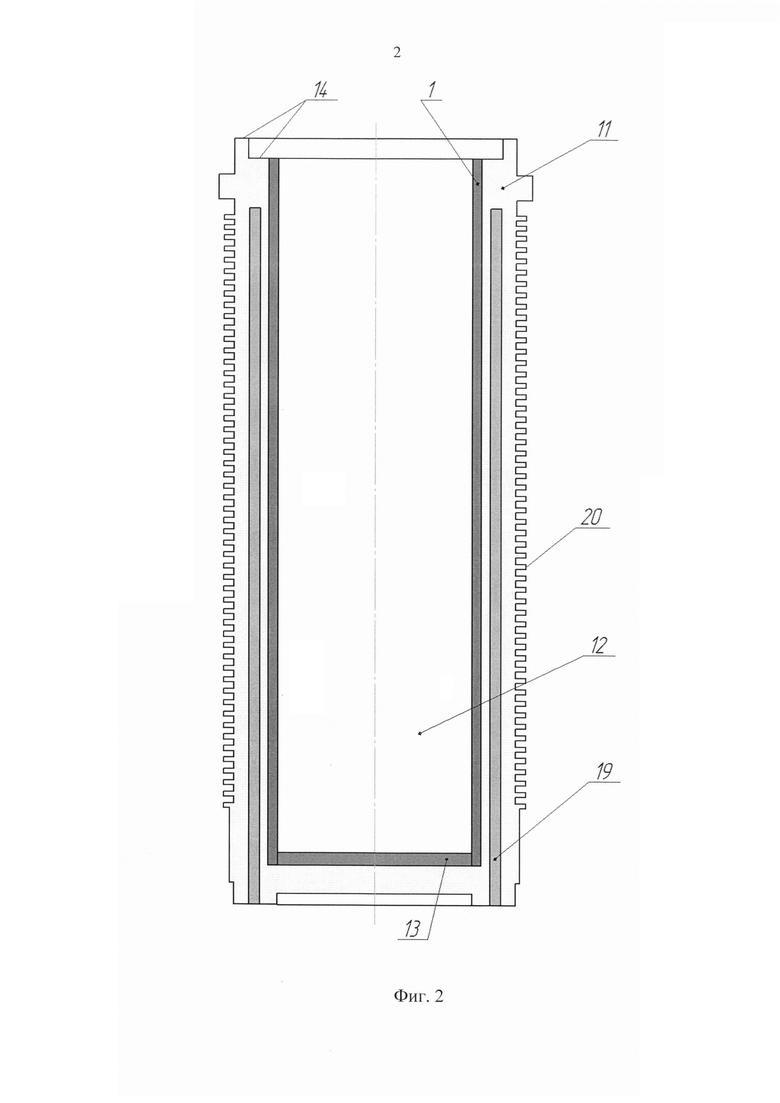
На фиг. 1 представлена литейная форма для изготовления корпуса контейнера для транспортировки и хранения отработавшего ядерного топлива. На фиг. 2 представлен корпус контейнера для транспортировки и хранения отработавшего ядерного топлива.
Способ изготовления контейнера для транспортировки и хранения отработавшего ядерного топлива включает изготовление обечайки 1. Обечайку 1 изготавливают из нержавеющей ферритной стали с содержанием хрома не менее 13%. Подготавливают литейную форму. Для этого на металлическом поддоне 3 устанавливают и закрепляют центровой стержень 2. Снаружи на центровой стержень 2 устанавливают обечайку 1, формируя тем самым наружную поверхность центрового стержня 2. В центровой стержень 2 соосно обечайке 1 устанавливают трубу 7, формируя тем самым опустошение 8. Внутренне пространство центрового стержня 2, ограниченное с наружной стороны обечайкой 1, а с внутренней стороны трубой 7, формирующей опустошение 8, заполняют металлической дробью 9. Сверху на торец центрового стержня 2 устанавливают холодильник 10. На металлический поддон 3 коаксиально центровому стержню 2 устанавливают кокиль 4. Кокиль может быть выполнен составным. На верхний торец кокиля 4 устанавливают литейный стержень 15. Сверху на литейный стержень 15 устанавливают верхнюю плиту 16. Сверху на верхнюю плиту 16 устанавливают груз 17, обеспечивающий прижатие литейного стержня 15, верхней плиты 16 к верхнему торцу кокиля 4. Подготавливают литниковую систему 6, включающую опоку стояковую 5, литниковую чашу 17. Затем в полость между кокилем 4 и центровым стержнем 2 через литниковую систему 6 из литниковой чаши 18 производят заливку жидкого ферритного чугуна с шаровидным графитом. После заполнения полости между кокилем 4 и центровым стержнем 2 жидким ферритным чугуном с шаровидным графитом, по мере остывания происходит его кристаллизация в результате чего образуется отливка 11. Затем разбирают литейную форму, проводят механическую обработку полученной отливки 11. При этом в процессе кристаллизации расплава ферритного чугуна с шаровидным графитом происходит его усадка за счет которой обечайка 1 оказывается влитой в отливку 11. Затем литейная форма разбирается и из нее извлекается отливка 11. Далее производят механическую обработку отливки 11. Затем в образованное обечайкой 1 глухое отверстие 12 отливки 11 корпуса вставляют днище 13, днище 13 приваривают к обечайке 1. Производят футеровку посадочных поверхностей 14 под установку внутренней и внешней крышек никельсодержащим материалом, стойким к воздействию дезактивационных растворов.
При механической обработке отливки 11 на ее наружной поверхности формируют ребра охлаждения 20, а в стенке, например, методом сверления, изготавливают каналы 19 для размещения нейтронно-поглощающего материала.
Использование в предлагаемом способе изготовления корпуса контейнера для транспортировки и хранения отработавшего ядерного топлива, устанавливаемого на верхнем торце кокиля 4 литейного стержня 16, верхней плиты 16, прижимаемой грузом 17, холодильника 10, установленного на торце центрового стержня 2, заполнения внутреннего пространства центрового стержня 2 металлической дробью 9 позволяет получить отливку 11 без прибыли, обеспечив за счет этого снижение массы отливки и упрощение ее механической обработки, а также создать хорошие условия охлаждения отливки, обеспечивающие: снижение вероятности возникновения литейных дефектов; получение более мелкого зерна в высокопрочном чугуне с шаровидным графитом, а следовательно, и лучшие механические свойства отливки; направленность застывания отливки.
Благодаря тому что в предлагаемом способе изготовления корпуса контейнера для транспортировки и хранения отработавшего ядерного топлива обечайка 1 неподвижно крепится в отливке 11 за счет усадки расплава высокопрочного чугуна с шаровидным графитом в процессе его кристаллизации, обеспечивается не только ее надежное фиксирование, но и сопряжение по всей ее наружной поверхности с внутренней поверхностью корпуса контейнера для транспортировки и хранения отработавшего ядерного топлива, что обеспечивает максимально возможную площадь их контакта, а следовательно, и хороший теплоотвод.
Благодаря тому что обечайка 1, выполненная из ферритной стали и обрамляющая центровой стержень 2, после разборки литейной формы, за счет усадки, происходящей в результате кристаллизации расплава ферритного чугуна с шаровидным графитом, оказывается влитой в отливку 11, обеспечиваются приспособленность внутренней поверхности корпуса контейнера для транспортировки и хранения отработавшего ядерного топлива к многократному воздействию дезактивационных растворов при отказе от трудоемкой и дорогостоящей операции по нанесению никелевого покрытия на внутреннюю поверхность корпуса контейнера для транспортировки и хранения отработавшего ядерного топлива, что существенно упрощает и удешевляет технологию его изготовления, т.е. ведет к снижению себестоимости.
При использовании предлагаемого способа изготовления корпуса контейнера для транспортировки и хранения отработавшего ядерного топлива за счет создания благоприятных условий охлаждения, обусловленных наличием металлической дроби и расположением холодильника в конструкции центрового стержня, расправа ферритного чугуна с шаровидным графитом, заполнившего литейную форму, обеспечиваются получение более мелкого зерна в высокопрочном чугуне с шаровидным графитом, снижение вероятности возникновения литейных дефектов в отливке, улучшение механических свойств отливки, заключающееся в том, что наихудший результат механических свойств будет в центре стенки отливки, что существенно улучшит прочностные показатели корпуса контейнера для транспортировки и хранения отработавшего ядерного топлива.
БИБЛИОГРАФИЯ
1. Описание к патенту на полезную модель RU 56704, приоритет 10.04.2006, опубликовано 10.09.2006.
2. Описание изобретения к патенту RU 2261776, заявлено 31.10.2003, опубликовано 10.10.2005.
3. Описание изобретения к патенту RU 2531157, заявлено 16.10.2013, опубликовано 20.10.2014.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА КОРПУСА КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2016 |
|
RU2660143C2 |
| СПОСОБ ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КРУПНОТОННАЖНЫХ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОНТЕЙНЕРОВ (ТУК) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) ФЕРРИТНОГО И АУСТЕНИТНОГО КЛАССОВ ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) | 2013 |
|
RU2531157C1 |
| КОРПУС КОНТЕЙНЕРА ДЛЯ ПЕРЕМЕЩЕНИЯ И ХРАНЕНИЯ РАДИОАКТИВНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2674464C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2014 |
|
RU2582083C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| ДВУХЦЕЛЕВОЙ КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2019 |
|
RU2711078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА КОНТЕЙНЕРА ДЛЯ ТУК С ЧЕХЛОМ ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2017 |
|
RU2646852C1 |
| КОНТЕЙНЕР ДЛЯ ТУК С ЧЕХЛОМ ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2017 |
|
RU2642449C1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| КОРПУС КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2018 |
|
RU2686457C1 |
Изобретение относится к литейному производству. Способ изготовления корпуса контейнера для транспортировки и хранения отработавшего ядерного топлива включает изготовление обечайки, установку и закрепление центрового стержня на металлическом поддоне. Установку на верхний торец кокиля крышки, заливку в полость между кокилем и центровым стержнем через литниковую систему жидкого ферритного чугуна с шаровидным графитом. В центровой стержень соосно устанавливают трубу, формируя опустошение. Сверху на торец центрового стержня устанавливают холодильник. Сверху на литейный стержень устанавливают верхнюю плиту. На верхнюю плиту устанавливают груз, затем через литниковую систему заполняют полость жидким ферритным чугуном с шаровидным графитом. После кристаллизации ферритного чугуна разбирают литейную форму. Проводят механическую обработку полученной отливки. Осуществляют футеровку посадочных поверхностей под установку внутренней и внешней крышек никельсодержащим материалом. Изобретение позволяет снизить вероятность возникновения литейных дефектов в отливке. 2 ил.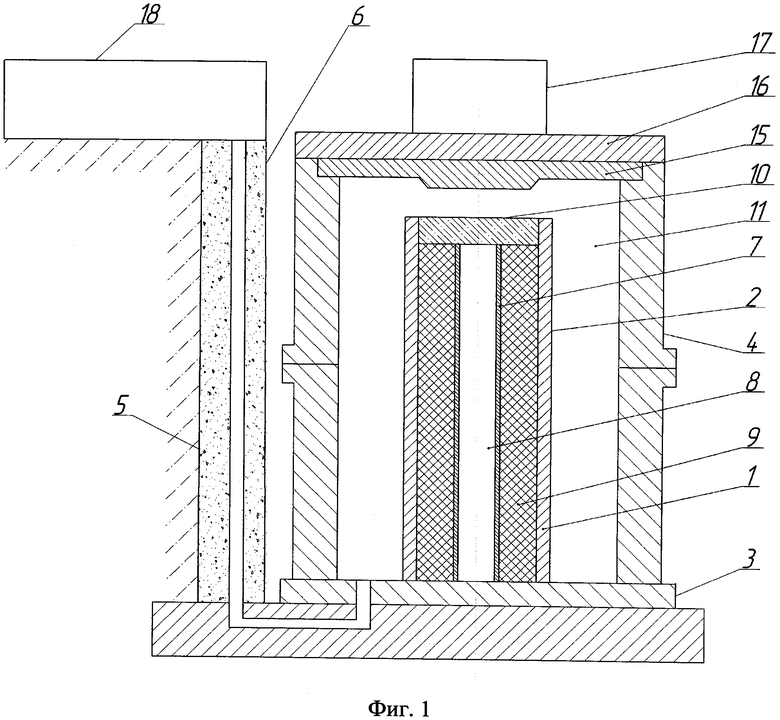
Способ изготовления корпуса контейнера для транспортировки и хранения отработавшего ядерного топлива, включающий изготовление обечайки, установку и закрепление центрового стержня на металлическом поддоне, установку обечайки снаружи на центровой стержень, установку коаксиально центровому стержню кокиля, установку на верхний торец кокиля крышки, заливку в полость между кокилем и центровым стержнем через литниковую систему жидкого ферритного чугуна с шаровидным графитом, отличающийся тем, что в центровой стержень соосно устанавливают трубу, формируя тем самым опустошение, внутренне пространство центрового стержня, ограниченное с наружной стороны обечайкой, а с внутренней стороны трубой, формирующей опустошение, заполняют металлической дробью, сверху на торец центрового стержня устанавливают холодильник, на верхний торец кокиля устанавливают литейный стержень, сверху на литейный стержень устанавливают верхнюю плиту, на верхнюю плиту устанавливают груз, затем через литниковую систему заполняют полость между кокилем и центровым стержнем жидким ферритным чугуном с шаровидным графитом, после его кристаллизации разбирают литейную форму, проводят механическую обработку полученной отливки, в образованное обечайкой глухое отверстие отливки корпуса вставляют днище, днище приваривают к обечайке, затем осуществляют футеровку посадочных поверхностей под установку внутренней и внешней крышек никельсодержащим материалом, стойким к воздействию дезактивационных растворов.
| СПОСОБ ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КРУПНОТОННАЖНЫХ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОНТЕЙНЕРОВ (ТУК) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) ФЕРРИТНОГО И АУСТЕНИТНОГО КЛАССОВ ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) | 2013 |
|
RU2531157C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2014 |
|
RU2582083C2 |
| КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВКИ И/ИЛИ ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 1995 |
|
RU2084975C1 |
| US 3774037 A1, 20.11.1973 | |||
| US 4883637 A1, 28.11.1989. | |||

