ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка на патент испрашивает преимущество по предварительной заявке на патент США № 62/393,281, поданной 12 сентября 2016 г.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область применения изобретения
Настоящее изобретение относится к электронным офтальмологическим устройствам, таким как пригодные для ношения линзы, включая контактные линзы, имплантируемые линзы, включая интраокулярные линзы (ИОЛ), а также к любым другим типам устройств, содержащих оптические компоненты, а, более конкретно, к конфигурациям и способам улучшения аспектов биосовместимости батарей, особенно путем формирования двустворчатых конфигураций, выполненных из твердых структур. В некоторых других примерах область применения биосовместимых батарей может включать любое биосовместимое устройство или продукт, для которых необходимы элементы питания.
2. Описание уровня техники
Поскольку электронные устройства продолжают уменьшаться в размерах, все более вероятным становится создание микроэлектронных устройств, пригодных для ношения или выполненных с возможностью встраивания, для различных областей применения. Такие области применения могут включать в себя контроль биохимических процессов в организме, введение управляемых доз лекарственных препаратов или терапевтических средств посредством различных механизмов, включая автоматические, в ответ на измерения или в ответ на внешние сигналы управления и усиление функциональных процессов в органах или тканях. Примеры таких устройств включают в себя инфузионные помпы для введения глюкозы, кардиостимуляторы, дефибрилляторы, вспомогательные желудочковые устройства и нейростимуляторы. Новой особенно используемой областью применения являются пригодные для ношения офтальмологические линзы и контактные линзы. Например, в пригодную для ношения линзу может быть встроен узел линзы, имеющий фокус с возможностью электронного регулирования для увеличения или улучшения функции глаза. В другом примере в пригодную для ношения контактную линзу с регулируемым фокусом или без него могут быть встроены электронные датчики для обнаружения концентраций определенных химических веществ в прекорнеальной (слезной) пленке. Применение встроенных электронных компонентов в узле линзы представляет потенциальную потребность для связи с электронными компонентами, для способа обеспечения питанием и/или повторной подачи питания в электронные компоненты, в том числе схемы управления мощностью или управления питанием, для взаимного соединения электронных компонентов, для внутренних и внешних сенсорных и/или контрольных устройств, а также для управления электронными компонентами и результирующей функцией линзы.
Человеческий глаз способен различать миллионы цветов, легко приспосабливаться к изменению условий освещения и передавать сигналы или информацию в головной мозг со скоростью, превышающей высокоскоростную передачу данных через Интернет. В настоящее время линзы, такие как контактные линзы и интраокулярные линзы, используют для коррекции таких дефектов зрения, как миопия (близорукость), гиперметропия (дальнозоркость), пресбиопия и астигматизм. Тем не менее, линзы правильной конфигурации со встроенными дополнительными компонентами могут использоваться как для улучшения зрения, так и для коррекции дефектов зрения.
Контактные линзы можно использовать для коррекции миопии, гиперметропии, астигматизма, а также других дефектов остроты зрения. Контактные линзы также можно использовать для улучшения природного внешнего вида глаз пользователя линз. Контактные линзы - это просто линзы, которые размещают на передней поверхности глаза. Контактные линзы относятся к медицинским устройствам и могут применяться для коррекции зрения и/или из косметических или иных терапевтических соображений. Контактные линзы используют для продажи с целью улучшения зрения с 1950-х годов. Первые контактные линзы изготавливались или производились из твердых материалов, были относительно дорогими и хрупкими. Кроме того, эти первые контактные линзы изготавливали из материалов, которые не обеспечивали достаточного проникновения кислорода через контактную линзу в конъюнктиву и роговицу, что могло потенциально повлечь за собой ряд неблагоприятных клинических эффектов. Хотя такие контактные линзы используют и в настоящее время, они подходят не всем пациентам из-за низкого уровня первоначального комфорта. Дальнейшие разработки в данной области привели к созданию мягких контактных линз на основе гидрогелей, которые сегодня чрезвычайно популярны и широко используются. В частности, силикон-гидрогелевые контактные линзы, доступные в настоящее время, сочетают преимущества силикона, отличающегося исключительно высокой кислородной проницаемостью, с признанным комфортом при ношении и клиническими показателями гидрогелей. Как правило, такие силикон-гидрогелевые контактные линзы обладают более высокой кислородной проницаемостью, и, по существу, их удобнее носить, чем контактные линзы, изготовленные из применявшихся в прошлом твердых материалов.
Стандартные контактные линзы являются полимерными структурами с установленными формами для коррекции различных проблем со зрением, которые были кратко упомянуты выше. Для достижения улучшенной функциональности в эти полимерные структуры встраивают различные схемы и компоненты. Например, управляющие схемы, микропроцессоры, устройства связи, блоки питания, датчики, исполнительные механизмы, светодиоды и миниатюрные антенны могут быть встроены в контактные линзы посредством изготовленных на заказ оптоэлектронных компонентов, предназначенных не только для коррекции зрения, но и для его улучшения и обеспечения дополнительной функциональности, как объясняется в настоящем документе. Электронные контактные линзы и/или контактные линзы с электропитанием могут быть выполнены с возможностью улучшения зрения посредством увеличения или уменьшения фокусного расстояния или простого изменения рефракционных свойств линз. Электронные контактные линзы и/или контактные линзы с электропитанием могут быть выполнены с возможностью усиления цвета и разрешающей способности, отображения информации о текстуре, преобразования речи в субтитры в режиме реального времени, передачи визуальных ориентиров от навигационной системы и обеспечения обработки изображений и доступа в Интернет. Линзы могут быть выполнены с возможностью позволять пользователю видеть в условиях низкой освещенности. Надлежащим образом выполненные электронные компоненты и/или расположение электронных компонентов на линзах могут позволить проецировать изображение на сетчатку, например, без оптической линзы с переменным фокусом, предоставить новые устройства отображения изображения или даже предоставить уведомления для пробуждения. Альтернативно или в дополнение к любым из этих функций или схожим функциям, в контактные линзы могут быть встроены компоненты неинвазивного контроля биомаркеров и показателей здоровья пользователя. Например, встроенные в линзы датчики могут позволять пациенту, страдающему сахарным диабетом, принимать таблетки в соответствии с уровнем сахара в крови путем анализа компонентов слезной пленки без необходимости забора крови. Кроме того, в соответствующим образом сконфигурированную линзу могут быть встроены датчики для контроля уровней холестерина, натрия и калия, а также других биологических маркеров. Это, в сочетании с беспроводным передатчиком данных, может позволить врачу иметь практически немедленный доступ к результатам биохимического анализа крови пациента без необходимости для пациента тратить время на посещение лаборатории и проведение забора крови. Кроме того, датчики, встроенные в линзы, можно использовать для обнаружения света, падающего на глаз, для компенсации условий внешнего света или для применения при определении характера моргания.
Надлежащая комбинация устройств может обеспечить потенциально неограниченные функциональные возможности; однако существует ряд трудностей, связанных со встраиванием дополнительных компонентов во фрагмент полимера оптического качества. По существу, получение таких компонентов непосредственно на линзе, а также монтаж и взаимное соединение плоских устройств на неплоской поверхности являются затруднительными по ряду причин. Также затруднительно получить их в масштабе. Компоненты, предназначенные для размещения на линзе или в ней, необходимо уменьшить в размере и встроить в прозрачный полимер размером всего 1,5 квадратного сантиметра, обеспечивая при этом защиту компонентов от жидкой среды глаза. Также затруднительно изготовление контактной линзы с увеличенной толщиной, необходимой для размещения дополнительных компонентов, которая была бы комфортна и безопасна для пользователя.
Учитывая ограничения по площади и объему офтальмологического устройства, такого как контактная линза, и среду, в которой оно должно использоваться, для его физической реализации необходимо преодолеть ряд проблем, включая установку и взаимное соединение множества электронных компонентов на неплоской поверхности, большая часть которой состоит из оптического пластика. Таким образом, существует потребность в создании электронной контактной линзы, которая будет иметь надежную конфигурацию с точки зрения механики и электроники.
Поскольку эти линзы представляют собой линзы с электропитанием, существует проблема потребления энергии или, более конкретно, тока, который приводит в действие электронные компоненты, учитывая технологию батареи в масштабе офтальмологической линзы. В дополнение к обычному потреблению тока, устройства или системы с электропитанием такого типа в целом требуют запасов тока в холостом режиме, точного управления напряжением и возможностей переключения для обеспечения работы в потенциально широком диапазоне рабочих параметров, а также при пиковом потреблении, например до 18 (восемнадцати) часов на одном заряде после потенциального отсутствия активности в течение нескольких лет. Таким образом, существует потребность в офтальмологической линзе с электропитанием, которая оптимизирована для низкозатратной работы, долгосрочной надежной службы, обеспечения безопасности, небольших размеров и скорости работы и при этом обеспечивает требуемую мощность для управления различными компонентами, включая оптический элемент с переменным фокусом.
Одним из важных компонентов таких линз являются элементы энергоснабжения, которые используются для питания линзы и во многих случаях могут представлять собой батарею. При использовании батареи в устройствах биомедицинского типа может быть важным, чтобы структура и конфигурация батареи учитывали аспекты биосовместимости. Таким образом, существует потребность в новых примерах изготовления биосовместимых батарей, предназначенных для применения в биосовместимых элементах подачи питания, которые могут значительно улучшать аспекты герметизации.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Соответственно, в настоящем документе были раскрыты относящиеся к улучшенной герметичности стратегии и конфигурации для применения в биосовместимых элементах питания. Двустворчатая конфигурация, по существу, относится к формам с углублениями и выступом вдоль края, которые можно соединить друг с другом и загерметизировать по краю. Выступ может быть изготовлен в виде тонкого элемента вокруг полости или углубления, которые можно заполнить другим материалом. Тонкий элемент рядом с материалом батареи можно загерметизировать различными способами и сформировать герметичный уплотнительный слой. Как уже упоминалось, герметичные уплотнительные слои играют важную роль для биосовместимости батареи. Герметичные уплотнительные слои также играют важную роль для функционирования батареи, так как они могут препятствовать утечке важных компонентов батареи из нее. В некоторых случаях важность уплотнительного слоя может быть связана с необходимостью предотвращения утечки материала из батареи.
Двустворчатая конфигурация может позволить обработку различных материалов для заполнения створок конфигурации химическими веществами и компонентами батареи, а затем для обеспечения надежных и удобных способов обработки области уплотнительного слоя с целью образования хорошего уплотнительного слоя. Для формирования частей двустворчатой конфигурации могут использоваться различные материалы, включая металлы, керамику, стекло, полупроводниковые материалы и т.п. Каждый вид материала может иметь разные преимущества или характеристики, связанные с ними, как обсуждается в настоящем документе. Например, в полупроводниковый материал могут добавляться примеси для изменения проводимости материала и создания областей контакта.
В некоторых примерах уплотнительные слои различных примеров осуществления двустворчатой конфигурации могут быть выполнены даже более герметичными, если покрыть эти слои и материал двустворчатой конфигурации металлическим уплотнителем, по меньшей мере, частично по поверхности материала. В некоторых примерах осаждение методом химического восстановления, которое применяется самостоятельно или с последующим электролитическим осаждением, может использоваться для образования металлического нанесенного слоя на поверхностях, которые могут не быть пригодны для прямого нанесения электрохимическими методами. Улучшение уплотнительного слоя и целостности батареи может, в частности, достигаться за счет пластиковых компонентов батареи.
Один общий аспект включает биомедицинское устройство, которое содержит: электроактивный компонент и батарею. Батарея также включает в себя анодный токоотвод, в иных случаях анод служит собственным токоотводом. Батарея также включает в себя катодный токоотвод. Батарея также включает в себя анод. Батарея также включает в себя катод. Батарея также включает в себя двустворчатую конфигурацию, инкапсулирующую анод и катод с первым отверстием для анодного токоотвода, вторым отверстием для катодного токоотвода и герметичным уплотнительным слоем между верхней половиной двустворчатой конфигурации и нижней половиной двустворчатой конфигурации. Батарея также включает в себя металлическое покрытие, по меньшей мере, части внешней поверхности верхней половины двустворчатой конфигурации и нижней половины двустворчатой конфигурации, причем на металлическое покрытие нанесен, по меньшей мере, первый слой покрытия методом химического восстановления. Батарея также включает в себя первый биосовместимый инкапсулирующий слой, причем первый биосовместимый инкапсулирующий слой инкапсулирует, по меньшей мере, электроактивный компонент и батарею.
Один общий аспект включает двустворчатую батарею, которая включает в себя: анодный токоотвод, причем анодный токоотвод представляет собой первую металлическую пленку или фольгу на верхней половине двустворчатой конфигурации; анод, причем химический состав анода содержится внутри верхней половины двустворчатой конфигурации или нанесен на нее; катодный токоотвод, причем катодный токоотвод представляет собой вторую металлическую пленку или фольгу на нижней половине двустворчатой конфигурации; катод, причем химический состав катода содержится внутри нижней половины двустворчатой конфигурации или нанесен на нее; и где верхняя половина двустворчатой конфигурации и нижняя половина двустворчатой конфигурации изготовлены из одного или более из керамического, металлического, стеклянного или пластикового материалов, и где уплотнительный слой образован между выступами верхней половины двустворчатой конфигурации и нижней половины двустворчатой конфигурации.
Один общий аспект включает двустворчатую батарею, которая включает в себя: анодный токоотвод, причем анодный токоотвод представляет собой первую металлическую створку двустворчатой конфигурации; анод, причем химический состав анода содержится внутри первой металлической створки двустворчатой конфигурации; катодный токоотвод, причем катодный токоотвод представляет собой вторую металлическую створку двустворчатой конфигурации; катод, причем химический состав катода содержится внутри второй металлической створки двустворчатой конфигурации; изолирующую промежуточную створку двустворчатой конфигурации с первой уплотнительной поверхностью, которая герметизирующим образом взаимодействует с первой металлической створкой двустворчатой конфигурации, и второй уплотнительной поверхностью, которая герметизирующим образом взаимодействует со второй металлической створкой двустворчатой конфигурации; и уплотнительный материал, который размещается в зазоре между первой уплотнительной поверхностью и первой металлической створкой двустворчатой конфигурации.
Один общий аспект включает двустворчатую батарею, которая включает в себя: анодный токоотвод, причем анодный токоотвод представляет собой первую пластиковую створку двустворчатой конфигурации, причем пластик может представлять собой проводящий органический полупроводник; анод, причем химический состав анода содержится внутри первой пластиковой створки двустворчатой конфигурации; катодный токоотвод, причем катодный токоотвод представляет собой вторую пластиковую створку двустворчатой конфигурации; катод, причем химический состав катода содержится внутри второй пластиковой створки двустворчатой конфигурации; и уплотнительный слой, включающий в себя расплавленную область, которая включает выступы первой пластиковой створки двустворчатой конфигурации и второй пластиковой створки двустворчатой конфигурации. В некоторых примерах вторая створка двустворчатой конфигурации может представлять собой плоскую створку двустворчатой батареи.
Один общий аспект включает двустворчатую батарею, которая включает в себя: анодный токоотвод, причем анодный токоотвод представляет собой первую полупроводниковую створку двустворчатой конфигурации; анод, причем химический состав анода содержится внутри первой полупроводниковой створки двустворчатой конфигурации; катодный токоотвод, причем катодный токоотвод представляет собой вторую полупроводниковую створку двустворчатой конфигурации; катод, причем химический состав катода содержится внутри второй полупроводниковой створки двустворчатой конфигурации; уплотнительный слой между выступами первой полупроводниковой створки двустворчатой конфигурации и второй полупроводниковой створки двустворчатой конфигурации; и где в изолированные области первой полупроводниковой створки двустворчатой конфигурации и второй полупроводниковой створки двустворчатой конфигурации добавлены примеси, чтобы позволить току течь по областям с примесями из батареи к внешнему соединению.
Один общий аспект включает способ изготовления двустворчатой батареи, который включает получение первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации, выполненных из изолирующего материала, причем половины двустворчатой конфигурации включают в себя участок корпуса для поддержки компонента батареи, вокруг которого находится выступ. В целом, в примерах выступ материала может выдаваться от края материала участка тела, образовывая край створки. В некоторых других примерах выступ может представлять собой плоский участок на конце материала, образовывая тело двустворчатой конфигурации. В дополнительных примерах одна из створок, формирующих двустворчатую батарею, может содержать тело и выступ, а вторая створка может представлять собой плоскую створку, где выступ может быть теоретическим элементом, который окружает или находится рядом с периферической частью плоской створки. Поверхности выступов двух створок или выступ первой створки и часть второй плоской створки образовывают поверхности, которые могут быть загерметизированы вокруг всего тела двустворчатого устройства.
Способ также включает образование проводящих дорожек в первой половине двустворчатой конфигурации. Способ также включает размещение анода в первой половине двустворчатой конфигурации. Способ также включает размещение катода во второй половине двустворчатой конфигурации. Способ также включает размещение разделительной пленки на одной или обеих из первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации. Способ также включает нанесение электролита на одну или обе из первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации. Способ также включает соединение половин двустворчатой конфигурации. Способ также включает образование уплотнительного слоя между выступами половин двустворчатой конфигурации.
Один общий аспект включает способ изготовления двустворчатой батареи, который включает получение первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации, изготовленных из пластикового материала, причем половины двустворчатой конфигурации включают в себя участок корпуса для поддержки компонента батареи, вокруг которого находится выступ, причем выступ может использоваться для герметизации. Способ также включает образование проводящих дорожек в первой половине двустворчатой конфигурации. Способ также включает размещение анода в первой половине двустворчатой конфигурации. Способ также включает размещение катода во второй половине двустворчатой конфигурации. Способ также включает размещение разделительной пленки на одной или обеих из первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации. Способ также включает нанесение электролита на одну или обе из первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации. Способ также включает соединение половин двустворчатой конфигурации. Способ также включает образование уплотнительного слоя между выступами половин двустворчатой конфигурации, причем образование уплотнительного слоя включает плавку пластиковых выступов первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации. Способ также включает герметизацию, по меньшей мере, участков поверхности первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации путем покрытия методом химического восстановления.
Один общий аспект включает способ изготовления двустворчатой батареи, который включает получение первой половины двустворчатой конфигурации, выполненной из полупроводникового материала, и второй половины двустворчатой конфигурации, выполненной из полупроводникового материала, причем половины двустворчатой конфигурации включают в себя участок корпуса для поддержки компонента батареи, вокруг которого находится выступ, причем выступ может использоваться для герметизации. Способ также включает наличие участков с примесями на одной или обеих из первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации, причем наличие примесей повышает проводимость материала и создает область контакта. Способ также включает нанесение металлической пленки на поверхность первой половины двустворчатой конфигурации. Способ также включает размещение анода в первой половине двустворчатой конфигурации. Способ также включает размещение катода во второй половине двустворчатой конфигурации. Способ также включает размещение разделительной пленки на одной или обеих из первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации. Способ также включает нанесение электролита на одну или обе из первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации. Способ также включает соединение половин двустворчатой конфигурации. Способ также включает образование уплотнительного слоя между выступами половин двустворчатой конфигурации. Способ также включает герметизацию, по меньшей мере, участков поверхности первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации путем покрытия методом химического восстановления.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Вышеизложенные и прочие признаки и преимущества настоящего изобретения станут понятны после следующего, более подробного описания предпочтительных вариантов осуществления изобретения, показанных на прилагаемых чертежах.
На Фиг. 1A-1B показаны примеры аспектов элементов подачи питания, соответствующие примерам использования контактных линз.
На Фиг. 2А1 показан пример поперечного сечения двустворчатой конфигурации с включенными элементами выступов.
На Фиг. 2А2 показан пример поперечного сечения двустворчатой конфигурации с выдающимися элементами выступов.
На Фиг. 2А3 показан пример поперечного сечения двустворчатой конфигурации со створкой с углублением и плоской створкой.
На Фиг. 2В-2Е показаны аспекты примеров двустворчатой конфигурации с герметичным уплотнительным слоем.
На Фиг. 3А-3I показаны дополнительные примеры конфигураций двустворчатой батареи.
На Фиг. 4 показана двустворчатая конфигурация с более чем двумя герметизирующими компонентами.
На Фиг. 5A-5D показан пример пластиковой двустворчатой конфигурации, в которой для формирования герметичного уплотнительного слоя применяется метод химического восстановления и электролитического осаждения.
На Фиг. 6A-6D показан пример конфигурации двустворчатой батареи.
На Фиг. 7 показан пример этапов способа изготовления двустворчатой батареи со створками, выполненными из изолирующего материала.
На Фиг. 8 показан пример этапов способа изготовления двустворчатой батареи со створками, выполненными из пластикового материала.
На Фиг. 9 показан пример этапов способа изготовления двустворчатой батареи со створками, выполненными из металлического материала.
На Фиг. 10 показан пример этапов способа изготовления двустворчатой батареи со створками, выполненными из полупроводникового материала.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящей заявке описываются способы изготовления двустворчатых батарей с улучшенной биосовместимостью. В следующих разделах приведены подробные описания различных примеров. Описания примеров представляют собой только примеры осуществления, и специалистам в данной области могут быть понятны различные модификации и изменения. Поэтому примеры не ограничивают объем настоящей заявки. В некоторых примерах данные биосовместимые батареи могут быть выполнены с возможностью применения внутри или вблизи тела живого организма.
Определения
В описании и представленной ниже формуле изобретения могут использоваться различные термины, для которых применяются приведенные ниже определения.
В настоящем документе термин «анод» относится к электроду, через который электрический ток втекает в поляризованное электрическое устройство, такое как батарея, во время цикла разрядки. Направление электрического тока, как правило, противоположно направлению потока электронов. Иными словами, электроны текут из анода, например, в электрическую цепь. В настоящем документе аналогичный элемент поляризованного устройства относится к аноду, даже если во время цикла подзарядки и других событий, таких как электролитическое осаждение элемента, стандартные определения могут обозначать этот элемент по-другому.
В контексте настоящего документа термин «батарея» относится к электрохимическому источнику питания, который состоит из одного электрохимического элемента или множества электрохимических элементов, соответствующим образом соединенных друг с другом для обеспечения требуемого напряжения или тока. Элементы могут представлять собой первичные (не перезаряжаемыми) или вторичные (перезаряжаемыми) элементы.
В настоящем документе термин «связующее вещество» относится к полимеру, который способен проявлять упругие отклики на механические деформации и который химически совместим с другими компонентами элемента энергоснабжения. Например, связующие вещества могут включать в себя электроактивные материалы, электролиты, полимеры и т. д. В некоторых примерах связующее вещество может относиться к субстанции, которая удерживает частицы и/или частицы+жидкость вместе в клейкой массе.
В настоящем документе термин «биосовместимый» относится к материалу или устройству, которое функционирует в конкретном приложении при соответствующем отклике носителя. Например, биосовместимое устройство не оказывает токсических или травмирующих воздействий на биологические системы.
В настоящем документе термин «катод» относится к электроду, через который электрический ток вытекает из поляризованного электрического устройства, такого как батарея, во время цикла разрядки. Направление электрического тока, как правило, противоположно направлению потока электронов. Поэтому поток электронов поступает в катод поляризованного электрического устройства и вытекает, например, за пределы подключенной электрической цепи. В настоящем документе аналогичный элемент поляризованного устройства относится к катоду, даже если во время цикла подзарядки и других событий, таких как электролитическое осаждение элемента, стандартные определения могут обозначать этот элемент по-другому.
В настоящем документе термин «двустворчатая конфигурация», по существу, относится к формам с углублениями и выступом вдоль края, которые можно соединить друг с другом и загерметизировать по краю. В некоторых примерах створки можно соединить друг с другом. В других примерах створки могут существовать как отдельные части двустворчатой конфигурации. В некоторых примерах двустворчатая батарея может быть образована первой створкой, которая имеет углубление и выступ для герметизации, в то время как вторая створка представляет собой плоский материал, который можно герметично присоединить к выступу первой створки.
В настоящем документе термин «покрытие» относится к нанесению тонких слоев материала. В ряде видов применения этот термин будет относиться к тонкому нанесенному слою, который по существу покрывает поверхность подложки, на которой он образован. В других более специализированных видах применения этот термин может применяться для описания небольших тонких нанесенных слоев на меньших областях поверхности.
В настоящем документе термин «электрод» может относиться к активной массе в источнике энергии. Например, он может включать в себя один или оба из анода и катода.
В настоящем документе термин «с электропитанием» относится к состоянию способности подачи электрического тока или хранения электрической энергии внутри.
В настоящем документе термин «энергия» относится к способности физической системы выполнять работу. Многие варианты применения элементов энергоснабжения могут относиться к способности выполнять электрические действия.
В настоящем документе термин «источник энергии», или «элемент энергоснабжения я», или «устройство энергоснабжения» относится к любому устройству или слою, который способен снабжать энергией или переводить логическое или электрическое устройство в состояние с электропитанием. Элементы энергоснабжения могут включать в себя батареи. Батареи могут быть сформированы из химических элементов щелочного типа и могут быть твердотельными батареями или батареями жидкостных элементов, включающими в качестве составляющей электролита водную щелочь, водную кислоту или водную соль или неводные составляющие, составляющую в виде расплава соли или твердотельную составляющую. Батареи могут представлять собой сухой элемент (иммобилизованный электролит) или жидкостный элемент (свободный, жидкий электролит).
В настоящем документе термин «наполнители» относится к одному или более сепараторам элементов энергоснабжения, которые не взаимодействуют ни с кислотными, ни с щелочными электролитами. По существу наполнители могут включать в себя по существу нерастворимые в воде материалы, например углеродную сажу; угольную пыль; графит; оксиды и гидроксиды металлов, например кремния, алюминия, кальция, магния, бария, титана, железа, цинка и олова; карбонаты металлов, например кальция и магния; такие минералы, как слюда, монтмориллонит, каолинит, аттапульгит и тальк; синтетические и природные цеолиты, например портландцемент; осажденные силикаты металлов, например силикат кальция; пустотелые или сплошные полимерные или стеклянные микросферы, пластинки и волокна; и т. п.
В настоящем документе термин «функционализированный» относится к выполнению слоя или устройства, способного выполнять некоторую функцию, включая, например, энергоснабжение, активацию и/или управление.
В настоящем документе термин «форма для литья» относится к жесткому или полужесткому объекту, который можно применять для формирования трехмерных объектов из неполимеризованных составов. Некоторые примеры форм для литья включают в себя две части формы для литья, которые при соединении друг с другом образуют конструкцию трехмерного объекта.
В настоящем документе термин «мощность» относится к выполняемой работе или энергии, передаваемой за единицу времени.
В настоящем документе термины «перезаряжаемый» или «повторно подключаемый к источнику питания» относятся к возможности восстановления до состояния с более высокой способностью выполнять работу. Во многих случаях эти термины могут относиться к возможности восстановления со способностью обеспечивать электрический ток определенной величины в течение определенных периодически повторяющихся промежутков времени.
В настоящем документе термины «перезаряжать» или «повторно подключать к источнику питания» относятся к восстановлению до состояния повышенной способности выполнять работу. Во многих случаях эти термины могут относиться к возможности восстановления устройства до способности обеспечивать электрический ток определенной величины в течение определенных периодически повторяющихся промежутков времени.
В настоящем документе термин «высвобожденный», или иногда «высвобожденный из формы для литья», означает, что трехмерный объект либо полностью отделен от формы для литья, либо лишь слабо прикреплен к форме для литья, так что может быть извлечен легким встряхиванием.
Термин «многослойный» в настоящем документе относится к размещению по меньшей мере двух слоев компонентов поблизости друг от друга таким образом, что по меньшей мере участок одной поверхности одного из слоев контактирует с первой поверхностью второго слоя. В некоторых примерах между двумя слоями может находиться покрытие, обеспечивающее сцепление или иные функции, так что слои контактируют друг с другом через указанное покрытие.
В настоящем документе термин «дорожки» относится к компонентам элементов энергоснабжения, выполненным с возможностью соединения вместе компонентов цепи. Например, дорожки цепи могут включать в себя медь или золото, если подложка представляет собой печатную плату, и, как правило, могут представлять собой пленку из меди или золота, печатную пленку в гибкой схеме. Токоотвод представляет собой «дорожку» особого типа. Токоотводы представляют собой дорожки с электрохимической совместимостью, которые позволяют применять токоотводы для передачи электронов на анод или катод электрохимического элемента и от них.
Могут быть и другие примеры способов сборки и изготовления батарей в соответствии с настоящим описанием, и некоторые из них могут быть описаны в следующих разделах. Тем не менее, для многих из этих примеров существуют выбранные параметры и характеристики батарей, которые могут быть описаны отдельно. В следующих разделах будет уделено внимание некоторым характеристикам и параметрам.
Пример конструкции биомедицинского устройства с биосовместимыми элементами энергоснабжения
Примером биомедицинского устройства, в которое могут быть встроены элементы энергоснабжения (батареи) настоящего изобретения, может быть электроактивная контактная линза с переменным фокусом. На Фиг. 1А в качестве примера вставки для такой контактной линзы показана вставка 100 для контактной линзы. Во вставке 100 для контактной линзы может находиться электроактивный элемент 120, который может изменять фокусные характеристики в ответ на управляющие сигналы напряжения. Цепь 105 для обеспечения этих управляющих сигналов напряжения, а также для обеспечения других функций, таких как датчик, контролирующий условия окружающей среды для внешних контрольных сигналов, может получать электропитание от биосовместимого элемента 110 батареи. Как показано на Фиг. 1А, элемент 110 батареи может состоять из множества крупных деталей, в данном случае трех деталей, и может включать в себя химические элементы батареи различной конфигурации, как описано выше. Элементы 110 батареи могут иметь различные соединительные элементы для соединения вместе деталей, как показано на рисунке, лежащих ниже области соединения 114. Элементы 110 батареи могут быть подключены к элементу 105 цепи, который может иметь собственную подложку 115, на которой могут быть размещены соединительные элементы 125 и 130. Цепь 105, которая может быть в форме интегральной схемы, может быть электрически и физически подключена к подложке 115 и ее соединительным элементам 125 и 130.
На Фиг. 1В показано, что рельеф в поперечном сечении контактной линзы 150 может содержать вставку 100 для контактной линзы и ее компоненты, описанные выше. Вставка 100 для контактной линзы может быть герметизирована в юбке из гидрогеля 155 контактной линзы, которая может герметизировать вставку 100 для контактной линзы и обеспечивать комфортное взаимодействие контактной линзы 150 с глазом пользователя.
Требования по электропитанию микробатарей
Другая область конструктивных соображений может относиться к требованиям по электропитанию устройства, которое может обеспечиваться батареей. Для функционирования в качестве источника питания для медицинского устройства соответствующей батарее может потребоваться полностью удовлетворять требованиям по электропитанию системы при эксплуатации в автономном режиме или без внешних источников питания. Развивающаяся область биомедицинских устройств, работающих автономно или без внешних источников питания, может включать, например, контактные линзы для коррекции зрения, устройства для контроля за состоянием здоровья, камеры-таблетки и другие новые устройства. Последние разработки в области технологии интегральных схем (ИС) могут позволять эксплуатировать электрические устройства на очень низких уровнях тока, например, на уровне пикоампер для тока холостого хода и на уровне микроампер для рабочего тока. ИС могут позволять также значительно уменьшить размеры устройств.
Микробатареям для биомедицинских сфер применения может быть необходимо одновременно удовлетворять ряд сложных требований. Например, от микробатарей может требоваться наличие возможности обеспечивать приемлемое рабочее напряжение для встроенных электрических цепей. Это рабочее напряжение может зависеть от нескольких факторов, включая функциональный «узел» ИС, выходной сигнал напряжения из цепи на другое устройство, а также конкретный целевой показатель по потребляемому току, который также может относиться к расчетному сроку службы устройства.
С точки зрения функции ИС, узлы, как правило, могут различаться по минимальному размеру элемента транзистора, такому как так называемый «канал транзистора». Этот физический элемент, наряду с другими параметрами производства ИС, такими как толщина слоя подзатворного оксида, может быть связан с полученным номинальным пороговым напряжением, или напряжением включения полевых транзисторов (FET), произведенных для конкретного функционального узла. Например, в узле с минимальным размером элемента 0,5 мкм, как правило, применяют FET с напряжением включения 5,0 В. Однако при минимальном размере элемента 90 нм FET могут включаться при напряжении 1,2, 1,8 и 2,5 В. Изготовители ИС могут поставлять стандартные гальванические элементы цифровых блоков, например инвертеры и триггеры с характеристиками, соответствующими определенным диапазонам напряжения. Конструкторы выбирают функциональный узел ИС на основании ряда факторов, включая плотность цифровых устройств, возможность совмещения аналоговых и цифровых схем, ток утечки, количество слоев соединений и доступность специальных устройств, таких как полевые транзисторы высокого напряжения. С учетом этих параметрических аспектов электрических компонентов, которые могут получать электропитание от микробатареи, может быть важно обеспечить, чтобы источник питания микробатареи соответствовал требованиям выбранного функционального узла и конфигурации ИС, особенно с точки зрения доступного уровня напряжения и тока.
В некоторых примерах электрическая цепь, получающая электропитание от микробатареи, может быть подключена к другому устройству. В качестве не имеющего ограничительного характера примера электрическая цепь, получающая электропитание от микробатареи, может быть подключена к исполнительному механизму или преобразователю. В зависимости от сферы применения, это может быть светодиод (LED), датчик, насос на основе микроэлектромеханических систем (MEMS) и многие другие подобные устройства. В некоторых примерах устройствам, соединенным таким образом, может требоваться более высокое рабочее напряжение, чем стандартным функциональным узлам ИС. Например, линза с переменным фокусом может требовать напряжения 35 В. Следовательно, рабочее напряжение, обеспечиваемое батареей, может быть критическим фактором при проектировании такой системы. В некоторых примерах, связанных с такими факторами, эффективность привода линзы, преобразующего напряжение батареи 1 В в напряжение 35 В, может быть значительно ниже, чем эффективность привода, работающего от батареи 2 В. Дополнительные требования, такие как размер кристалла, могут значительно различаться, в том числе с учетом рабочих параметров микробатареи.
Отдельные гальванические элементы батареи, как правило, могут характеризоваться напряжением при разомкнутой цепи, напряжением с нагрузкой и напряжением отсечки. Напряжение при разомкнутой цепи представляет собой потенциал, создаваемый гальваническим элементом батареи при бесконечном сопротивлении нагрузки. Напряжение с нагрузкой представляет собой потенциал, создаваемый гальваническим элементом при подключении к выводам гальванического элемента нагрузки с соответствующей и, как правило, также установленной величиной полного сопротивления. Напряжение отсечки представляет собой, как правило, напряжение, при котором большая часть батареи разряжена. Напряжение отсечки может представлять собой напряжение, или степень разряда, ниже которого батарею нельзя разряжать во избежание нежелательных последствий, таких как сильное выделение газов. Напряжение отсечки может зависеть, как правило, не от самой батареи, а от цепи, к которой подключена батарея, например от рабочего напряжения электронной цепи. В одном примере щелочной гальванический элемент может иметь напряжение при разомкнутой цепи 1,6 В, напряжение с нагрузкой в диапазоне от 1,0 до 1,5 В и напряжение отсечки 1,0 В. Напряжение, создаваемое гальваническим элементом микробатареи конкретной конфигурации, может зависеть и от других характеристик используемого химического состава гальванического элемента. И поэтому разные по химическому составу гальванические элементы могут иметь разные показатели напряжения элемента.
Для увеличения напряжения гальванические элементы могут подключаться последовательно; однако эта комбинация может повлечь за собой увеличение размеров, повышение внутреннего сопротивления и усложнение батареи. Гальванические элементы также можно объединять в параллельные конфигурации, чтобы снизить сопротивление и увеличить емкость; однако эта комбинация может повлечь за собой увеличение размера батареи и сокращение срока хранения.
Емкость батареи может представлять собой способность батареи производить ток или выполнять работу в течение определенного периода времени. Емкость батареи можно, как правило, указать в таких единицах, как микроампер-часы. Батарея, которая может обеспечивать 1 микроампер тока в течение 1 часа, имеет емкость 1 микроампер-час. Как правило, емкость батареи можно повысить путем увеличения массы (и, следовательно, объема) реагентов внутри устройства батареи; тем не менее, следует учитывать, что биомедицинские устройства могут быть существенно ограничены по доступному объему. На емкость батареи также может влиять материал электрода и электролита, а также другие факторы, например, физическая конструкция электродов, свойства и размеры материала любого сепаратора, расположенного между электродами, и относительные пропорции анода, активных материалов катода, электропроводных материалов и электролита.
В зависимости от требований к цепи, к которой подключена батарея, от батареи может требоваться служить источником тока определенного диапазона величин. В период хранения до активного применения, через схемы, соединения и изоляторы может протекать ток утечки, величиной порядка от нескольких пикоампер до нескольких наноампер. В период активной эксплуатации цепь может потреблять ток покоя для считывания показаний датчиков, запуска таймеров и выполнения других подобных функций с низким энергопотреблением. Потребление тока покоя может составлять величину порядка от нескольких наноампер до нескольких миллиампер. Цепь также может иметь еще большие потребности по пиковому току, например, при записи данных в электрически программируемую постоянную память или при их передаче на радиочастоте (РЧ). Этот пиковый ток может составлять до десятков миллиампер или более. Активное и полное сопротивление микробатареи также может быть важным для аспектов конфигурации.
Срок хранения, как правило, относится к периоду времени, в течение которого батарея может поддерживать подходящие рабочие параметры. Срок хранения может быть особенно важным для биомедицинских устройств по нескольким причинам. Электронные устройства могут заменять собой устройства, не подключаемые к электропитанию, например в случае внедрения электронных контактных линз. Изделия в этих существующих сегментах рынка могут иметь установленные требования к срокам хранения, например три года, исходя из пожеланий потребителей, особенностей цепочки поставок и других требований. Как правило, изменение таких технических требований для новых изделий считается нежелательным. Требования к сроку хранения могут быть также установлены с учетом факторов распределения, инвентаризации и способов применения устройства, включающего в себя микробатарею. Соответственно, микробатареи для биомедицинских устройств могут иметь конкретные требования к сроку хранения, которые можно измерять, например, числом лет.
В некоторых примерах трехмерные биосовместимые элементы энергоснабжения могут быть перезаряжаемыми. Например, индукционная катушка может быть также изготовлена на трехмерной поверхности. Впоследствии индукционная катушка может получать энергообеспечение с помощью радиочастотного (РЧ) импульса. Индукционную катушку можно подключить к трехмерному биосовместимому элементу энергоснабжения для подзарядки элемента энергоснабжения при подаче РЧ на индукционную катушку. В другом примере фотоэлектрические устройства также можно изготовить на трехмерной поверхности и подключить к трехмерному биосовместимому элементу энергоснабжения. Под действием света или фотонов фотоэлектрические устройства будут продуцировать электроны для подзарядки элемента энергоснабжения.
В некоторых примерах батареи могут функционировать для обеспечения электрической системы электрической энергией. В этих примерах батарея может быть электрически подключена к цепи электрической системы. Связи между цепью и батареей можно классифицировать как соединения. Эти соединения могут со временем представлять проблему для биомедицинских микробатарей ввиду нескольких факторов. В некоторых примерах биомедицинские устройства с электропитанием могут быть очень маленькими, предоставляя таким образом малые площади и объемы для соединений. Ограничения по размеру и площади могут отрицательно повлиять на величину электрического сопротивления и надежность соединений.
Кроме того, батарея может содержать жидкий электролит, который может закипать при высокой температуре. Данное ограничение может прямо конкурировать с желанием применения паяного соединения, которое может плавиться, например, при относительно высоких температурах, таких как 250 градусов Цельсия. Хотя в некоторых примерах химические компоненты батареи, включающие в себя электролит, и источник тепла, применяемый для образования паяных соединений, могут быть пространственно отделены друг от друга. В случае перспективных биомедицинских устройств малый размер может препятствовать разделению электролита и паяных соединений расстоянием, достаточным для уменьшения проводимости.
Компоненты модульной батареи
В некоторых примерах можно изготовить компонент модульной батареи в соответствии с некоторыми аспектами и примерами настоящего изобретения. В этих примерах узел модульной батареи может быть компонентом, отдельным от других частей биомедицинского устройства. В примере устройства офтальмологической контактной линзы такая конфигурация может включать в себя модульную батарею, которая является отдельной от остальной части вкладыша-субстрата. Существует множество преимуществ формирования компонента модульной батареи. Например, в примере контактной линзы компонент модульной батареи можно образовывать в ходе отдельного, независимого процесса, что может ослабить необходимость в манипуляциях с жесткими трехмерными оптическими пластиковыми компонентами. Кроме того, средства изготовления могут быть более гибкими и могут выполнять операции в параллельном режиме с изготовлением других компонентов биомедицинского устройства. Кроме того, изготовление компонентов модульной батареи может быть отделено от характеристик устройств трехмерной (3D) формы. Например, в сферах применения, требующих конечные трехмерные формы, систему модульной батареи можно изготовить в плоском или приблизительно двухмерном (2D) виде, а впоследствии придать ей соответствующую трехмерную форму. В некоторых примерах батарея может иметь достаточно небольшие размеры для того, чтобы не нарушать трехмерную форму, даже если она не согнута. В некоторых других примерах множество соединенных небольших батарей может быть установлено в пространство трехмерной формы. Компонент модульной батареи можно испытывать независимо от остальной части биомедицинского устройства, и потерю выхода из-за компонентов батареи можно отбраковать до начала сборки. Полученный компонент модульной батареи можно использовать в различных конструкциях вкладыша-субстрата, которые не имеют соответствующей жесткой области, на которой можно было бы разместить компоненты батареи; а еще в одном дополнительном примере применение компонентов модульной батареи может облегчить применение вариантов технологий изготовления, отличных от тех, что могли бы быть использованы в ином случае, таких как рулонная (roll to roll) технология, листовая (sheet-to-sheet) технология, печать, литография и ракельная печать. В некоторых примерах модульной батареи аспект дискретной герметичности такого устройства может привести к добавлению дополнительного материала к общей конструкции биомедицинского устройства. Такие воздействия могут установить ограничение на применение решений в виде модульных батарей в случаях, когда параметры имеющегося пространства требуют минимизировать толщину или объем решений.
Внутренние уплотнительные слои элемента батареи
В некоторых примерах элементов батареи для применения в биомедицинских устройствах химическое действие батареи включает водный химический состав, где вода или влага представляют собой важный компонент для контроля. Следовательно, может быть важно встраивать уплотняющие механизмы, которые ограничивают или предотвращают перемещение влаги либо наружу, либо внутрь тела батареи. Средства защиты от влаги могут быть выполнены с возможностью поддержания уровня внутренней влажности на расчетном уровне в пределах допустимых отклонений. В некоторых примерах средства защиты от влаги можно разделить на две секции или два компонента, а именно изолирующую оболочку и уплотнительный слой.
Герметичной оболочкой может считаться основной материал корпуса. В некоторых примерах изолирующая оболочка может содержать насыпной материал. Скорость проникновения водяных паров (WVTR) может быть показателем эффективности, при этом стандарты ISO и/или ASTM контролируют процедуру испытаний, включая условия окружающей среды во время испытаний. В идеале WVTR для хорошей изолирующей оболочки батареи может быть равна нулю. Примерами материалов с почти нулевой WVTR могут быть стекло и металлическая фольга, а также керамические и металлические элементы. Пластик, с другой стороны, может быть по сути пористым и пропускать влагу, что может значительно варьироваться у разных типов пластика. Как правило, конструкционные материалы, ламинаты или коэкструдаты могут быть гибридами обычных материалов изолирующей оболочки.
Уплотнительный слой может служить разделом между двумя поверхностями изолирующей оболочки. Соединение поверхностей уплотнительного слоя завершает создание тела вместе с изолирующей оболочкой. Во многих примерах характер конфигураций уплотнительного слоя может затруднять их оценку для WVTR уплотнительного слоя ввиду сложности выполнения измерений с применением стандарта ISO или ASTM, так как объем пробы или площадь поверхности могут быть не совместимы с этими процедурами. В некоторых примерах практическим способом испытания целостности уплотнительного слоя может быть функциональное испытание фактической конфигурации уплотнительного слоя для некоторых определенных условий. Эффективность уплотнения может зависеть от материала уплотнительного слоя, толщины уплотнительного слоя, длины уплотнительного слоя и ширины уплотнительного слоя, а также от адгезии или близости уплотнительного слоя к подложкам изолирующей оболочки.
В некоторых примерах уплотнительные слои могут быть образованы с помощью способа сварки, который может включать термическую, лазерную, фрикционную, ультразвуковую или электродуговую сварку, а также сварку растворителем. В других примерах уплотнительные слои могут быть образованы путем применения клейких герметиков, таких как клеи, эпоксидные и акриловые составы, натуральный каучук, синтетический каучук, смолы, гудроны или битумы. Другие примеры могут быть связаны с использованием уплотнительных материалов, которые могут быть изготовлены из натурального и синтетического каучука, политетрафторэтилена (ПТФЭ), полипропилена или силиконов, которые являются лишь немногими примерами, не имеющими ограничительного характера. В некоторых примерах уплотняющий материал может быть термореактивным, термопластичным или представлять собой комбинацию термореактивного и термопластичного материалов.
В некоторых примерах батареи в соответствии с настоящим описанием могут быть выполнены с возможностью обладать установленным сроком эксплуатации. Срок эксплуатации можно оценить путем практического определения объема влагопроницаемости, который можно получить с помощью конкретной системы батареи, а впоследствии путем оценки того, когда такая утечка влаги сможет привести к концу срока жизнеспособности батареи. Например, если батарея хранится во влажной окружающей среде, то разность парциальных давлений внутри и снаружи батареи будет минимальной, что приведет к снижению скорости потери влаги, благодаря чему срок службы батареи может быть продлен. Если та же батарея хранится в особенно сухой и горячей окружающей среде, это может значительно сократить ожидаемый срок службы ввиду ускоренной потери влаги.
Уплотнительные слои металл/металл, металл/стекло, металл/керамика, стекло/стекло, полупроводник/полупроводник и металл/полупроводник
Могут быть применены многочисленные средства для формирования герметичного или хорошо уплотненного соединения между твердыми материалами, которые могут выступать в качестве герметизатора для химической составляющей батареи. Типовые способы формирования надлежащей герметичной механической связи между твердыми материалами включают в себя низкотемпературную пайку, высокотемпературную пайку и сварку. Эти способы в большинстве случаев можно рассматривать как аналогичные, поскольку все они включают в себя термическую обработку как базовых материалов (подлежащих связыванию материалов, которые могут быть либо однородными, либо неоднородными материалами), так и материала-наполнителя, который связывает между собой два базовых материала. Основные различия, существующие между этими способами, состоят в конкретных значениях температуры, применяемых для нагревания материалов согласно каждому способу, и в том, как эти температуры влияют на свойства каждого материала в случае применения в течение длительного периода времени. В частности, как при высокотемпературной пайке, так и при низкотемпературной пайке могут применять температуру, которая выше температуры ликвидуса материала-наполнителя, но ниже температуры солидуса обоих базовых материалов. Основное различие между высокотемпературной пайкой и низкотемпературной пайкой состоит в конкретной применяемой температуре. Например, если применяемая температура ниже 450 °C, способ можно назвать низкотемпературной пайкой, и он может упоминаться как высокотемпературная пайка, если применяемая температура выше 450 °C. Однако при сварке могут применять температуру, которая выше ликвидуса материала-наполнителя и базовых материалов.
Каждый из вышеупомянутых способов может быть применен для различных комбинаций материалов, а конкретные комбинации материалов могут быть связаны друг с другом с применением более чем одного из этих способов. Оптимальный выбор среди этих способов соединения двух материалов может определяться любым количеством характеристик, включая, среди прочих, конкретные свойства материала и температуры ликвидуса требуемых материалов, другие термические свойства требуемых связующих или материалов-наполнителей, технологии, время и точность соединения двух материалов рабочим или машинной и приемлемый уровень механического или поверхностного повреждения связанных материалов с применением каждого способа. В некоторых примерах согласно настоящему изобретению материалы, используемые для соединения двух материалов, могут включать в себя чистые металлы, такие как золото, серебро, индий и платина. Они также могут включать в себя сплавы, например, серебро-медь, серебро-цинк, медь-цинк, медь-цинк-серебро, медь-фосфор, серебро-медь-фосфор, золото-серебро, золото-никель, золото-медь, сплавы индия и алюминий-кремний. Они также могут включать в себя активные сплавы для высокотемпературной пайки, например, титановые активные сплавы для высокотемпературной пайки, которые могут включать в себя золото, медь, никель, серебро, ванадий или алюминий. Могут быть применены и другие материалы для высокотемпературной пайки, которые могут соответствовать потребностям в герметизации, упомянутым в настоящем описании.
Различные комбинации материалов для каждого из этих способов связывания могут включать в себя металл/металл, металл/стекло, металл/керамику, стекло/стекло, полупроводник/полупроводник и металл/полупроводник.
В примере первого типа может быть сформирован уплотнительный слой «металл-металл». Низкотемпературная пайка, высокотемпературная пайка и сварка представляют собой способы, очень часто используемые для выполнения соединения металл/металл. Поскольку свойства различных металлов могут отличаться довольно сильно друг от друга, температура перехода металла в жидкое состояние, как правило, может считаться решающим показателем при выборе метода связывания с желаемым металлом, так, например, у основного металла может быть настолько низкая температура перехода в жидкое состояние, что он будет быстро плавиться при температурах пайки, или же у основного металла может быть настолько высокая температура перехода в жидкое состояние, что он не будет химически реагировать на температуру пайки для образования соответствующей связи.
В другом примере может быть образован металлостеклянный уплотнительный слой. Из-за неоднородности металла и стекла как материалов типовые способы соединения металла с металлом могут не обеспечивать связывание металлов со стеклом. Например, типовые материалы-наполнители, используемые при низкотемпературной пайке металл/металл, могут хорошо связываться с металлом, но могут не реагировать со стеклом для создания связи с его поверхностью при термической обработке. Одной из возможностей преодоления этой проблемы может быть применение других материалов, таких как эпоксидные смолы, которые связываются с обоими материалами. Типовые эпоксидные смолы имеют в своей структуре боковые гидроксильные группы, которые могут обеспечивать сильное связывание с неорганическими материалами. Эпоксидная смола может быть легким и недорогим средством связывания материалов, благодаря возможности универсального склеивания со многими типами поверхностей. Эпоксидные смолы можно легко отверждать одинаково успешно как до, так и после нанесения с помощью многих способов, таких как смешивание химических веществ, которые затем быстро наносят, тепловое, световое или другие виды излучения, которые передают энергию в эпоксидную смолу, вызывая реакцию связывания/отверждения, или с помощью других способов. Многие различные типы эпоксидных смол могут иметь различную приемлемость для различных вариантов применения в зависимости от множества различных свойств, включая, среди прочих, прочность сцепления, легкость применения, способ отверждения, время отверждения, связующие материалы и многие другие. Для достижения полностью герметичного уплотнения с помощью эпоксидной смолы необходимо учитывать скорость утечки определенных текучих сред через эпоксидную смолу. Однако герметичное уплотнение с помощью эпоксидной смолы обеспечивает гибкость применения медных сплавов для проводов или контактов с сохранением герметичности уплотнительного слоя в отличие от менее электропроводных материалов, которые необходимы для других типов связывания или создания герметичного уплотнения. Однако эпоксидные уплотнительные слои, как правило, являются устойчивыми в гораздо более ограниченных диапазонах рабочих температур, чем в случае применения других способов связывания, и могут также иметь значительно более низкую прочность связи.
В другом примере может быть образован металлокерамический уплотнительный слой. Пайка может рассматриваться как стандартный способ получения металлокерамической связи, и для получения герметичного уплотнительного слоя между материалами существует множество признанных и утвержденных способов. Они могут включать в себя способ нанесения молибден-марганец/никелевого покрытия, в котором частицы молибдена и марганца смешивают со стеклянными добавками и летучими носителями с образованием покрытия, которое наносят на керамическую поверхность, в отношении которой будет произведена высокотемпературная пайка. Это покрытие обрабатывают, а затем покрывают никелем и производят дополнительную обработку для возможности легкого выполнения высокотемпературной пайки с применением стандартных способов и материалов-наполнителей.
Другим распространенным способом пайки является нанесение тонкой пленки. В этом способе комбинация материалов может быть нанесена на неметаллическую поверхность с применением способа физического осаждения из паровой фазы (РVD). Выбор наносимых материалов может зависеть от требуемых свойств материала или толщин слоя, а иногда наносят множество слоев. Этот способ имеет много преимуществ, включая большое разнообразие возможных металлов для использования, а также скорость и надежный постоянный успех в случае применения со стандартными материалами. Однако существуют и недостатки, в том числе необходимость применения специализированного PVD-оборудования для нанесения покрытий, необходимость в применении сложных техник маскирования, если требуется маскирование, и геометрические ограничения с керамикой, которые могут препятствовать достижению однородных толщин покрытия. PVD-слой может включать в себя такие компоненты, как титан, цирконий и гафний, а в некоторых примерах может иметь толщину от 100 до 250 нанометров. В некоторых примерах может быть нанесен инертный надслой, содержащий, в качестве примеров, не имеющих ограничительного характера, такие составляющие, как золото, палладий, платина или серебро.
Связывание материала Nanofoil®
Коммерчески доступный продукт Nanofoil® представляет собой нанотехнологический материал, производимый компанией Indium Corporation, который может стать важным примером того, когда может потребоваться герметизация металлической, керамической и/или полупроводниковой защитной оболочки для батарей. В некоторых примерах может быть желательным, чтобы любые тепловые эффекты при формировании уплотнительного слоя были по возможности максимально локализованы в самом уплотнительном слое. Композитные материалы, такие как материал Nanofoil®, могут обеспечить значительную термическую локализацию с одновременным формированием герметично связанных уплотнительных слоев. Композитные пленки типа Nanofoil® могут быть изготовлены из сотен или тысяч уровней наноразмерных пленок. В одном примере реактивную многослойную фольгу изготавливают путем парового осаждения тысяч чередующихся слоев алюминия (Al) и никеля (Ni). Эти слои могут иметь толщину в несколько нанометров. При активации небольшим импульсом локальной энергии из электрических, оптических или тепловых источников фольга реагирует экзотермически. Результирующая экзотермическая реакция передает измеримый объем энергии за тысячные доли секунд с нагревом на поверхностях до очень высоких локальных температур, но может быть спроектирована таким образом, чтобы не доставлять весь объем энергии, который увеличивал бы температуру в герметизируемых металлических, керамических или полупроводниковых элементах.
Герметизация S-Bond®
Другим примером, аналогичным связыванию материала Nanofoil®, может быть связывание материала S-Bond®. Материал S-Bond может содержать обычное основание из сплава припоя с добавлением к материалу титана или других редкоземельных элементов, и его производит компания S-Bond Technologies. Активные материалы, такие как титан, реагируют с оксидами или другими инертными материалами на границе взаимодействия и либо химически связаны с ними, либо транспортируют их в расплав припоя. При нагревании материалы S-bond® могут плавиться, но в то же время содержать тонкий поверхностный слой оксида. Когда разрушается этот поверхностный слой оксида, на поверхностных участках связи/уплотнительного слоя происходят реакции активного материала. Оксид может быть разрушен в результате соскабливания, но также может быть разрушен ультразвуком. Поэтому поверхностную реакцию можно инициировать при относительно низкой температуре, и связь может быть образована с материалами, с которыми может быть сложно создать связь иным способом. В некоторых примерах материал S-Bond® может быть скомбинирован с материалом Nanofoil® с образованием структуры, которая может быть локально связана без существенной тепловой нагрузки с остальной частью системы батареи.
Связывание кремния
В некоторых примерах связывание кремния может быть выполнено с помощью материала S-Bond®. Композиция, содержащая S-Bond® 220M, может быть применена в некоторых примерах с образованием интерфейса, который можно припаивать. На кремниевую поверхность можно нанести материал S-Bond® 220M для связывания/герметизации при температурах в диапазоне 115-400oC. Таким образом, имеющие форму банки части кремния могут быть сильно легированы на закрытом конце либо путем применения легированных пленок, таких как POCl, путем имплантации, либо с применением других способов легирования. Другие средства могут включать в себя оксидирование тела полупроводника, а затем химическое травление оксида в областях, где требуется легирующая примесь. Затем легированные области могут подвергать воздействию титана и нагревать с образованием силицида. Области кремниевых банок, которые применяют для формирования уплотнительных слоев, могут содержать нанесенный на них материал S-Bond 220M, нагретый до появления влаги на поверхности кремния или поверхности силицида. В некоторых примерах пленка материала Nanofoil® может быть нанесена в области уплотнения для последующей активации. Химическая составляющая батареи, электролит и другие структуры могут образовывать половины банки, а затем эти две половины могут быть совмещены. При одновременной активации ультразвуком и при активации материала Nanofoil® может быть быстро образовано низкотемпературное герметичное уплотнение.
Толщина модуля батареи
При проектировании компонентов батареи для биомедицинских сфер применения можно корректировать различные параметры, находя компромисс между техническими и функциональными требованиями, а также требованиями безопасности. Толщина компонента батареи может быть важным и ограничивающим параметром. Например, в сфере применения оптической линзы от толщины биомедицинского устройства может в значительной мере зависеть способность устройства быть комфортным при ношении пользователем. Поэтому существуют важные аспекты при проектировании батарей, позволяющие сделать их более тонкими. В некоторых примерах толщина батареи может определяться объединенной толщиной верхнего и нижнего листов, разделительных листов и слоя адгезива. Практические аспекты изготовления могут потребовать соответствия определенных параметров толщины пленки стандартным значениям для имеющегося листового материала. Кроме того, пленки могут иметь минимальные значения толщины, которые могут быть установлены на основании технических соображений, касающихся химической совместимости, проницаемости для жидкостей/газов, обработки поверхности и совместимости с покрытиями, которые можно осаждать поверх слоев пленки.
В некоторых примерах требуемая или целевая толщина готового компонента батареи может представлять собой толщину компонента, составляющую менее 220 мкм. В этих примерах эта требуемая толщина может быть обусловлена трехмерной геометрией иллюстративного устройства офтальмологической линзы, причем может потребоваться посадка компонента батареи внутрь имеющегося объема, образованного формой гидрогелевой линзы, с учетом определенного уровня комфорта конечного пользователя, биосовместимости и критериев приемлемости. Этот объем линзы и его воздействие на требования к толщине компонента батареи могут зависеть от общих технических требований к толщине устройства, а также технических требований к ширине, углу конуса и внутреннему диаметру устройства. Другой важный аспект конфигурации итогового компонента батареи может относиться к объему, доступному для активных химических веществ и материалов батареи, с учетом определенной конфигурации компонента батареи в отношении получаемой химической энергии, которая может стать результатом такой конфигурации. Эта итоговая химическая энергия может впоследствии быть сбалансирована для удовлетворения требованиям по электропитанию функционального биомедицинского устройства для целевых условий его срока службы и эксплуатации.
Ширина модуля батареи
Существует множество сфер применения, в которых можно использовать биосовместимые элементы энергоснабжения или батареи настоящего изобретения. В целом требование к ширине батареи в основном обусловлено сферой ее применения. В иллюстративном случае система батареи контактной линзы может иметь ограничения в технических требованиях к ширине компонента модульной батареи. В некоторых примерах офтальмологического устройства, где устройство имеет функцию с изменяемыми оптическими свойствами с электропитанием от компонента батареи, участок устройства с изменяемыми оптическими свойствами может занимать центральную сферическую область диаметром около 7,0 мм. Элементы батареи в этих примерах можно рассматривать как трехмерный объект, который размещается как коническая кольцевая юбка вокруг центрального оптического участка и образует усеченное коническое кольцо. Если требуемый максимальный диаметр жесткой вставки составляет 8,50 мм, а угол касательной к сфере определенного диаметра можно задать (например, диаметр приблизительно 8,40 мм), то геометрия может определить допустимую ширину батареи. Существуют геометрические модели, которые могут использоваться для расчета желательных технических параметров полученной геометрической формы, которая в некоторых примерах может представлять собой усеченный конус, развернутый в виде сектора кольцевой зоны.
Ширина развернутой батареи может быть обусловлена двумя компонентами элемента батареи: активными компонентами батареи и шириной уплотнительного слоя. В некоторых примерах, относящихся к офтальмологическим устройствам, целевая толщина может быть в пределах от 0,100 мм до 0,500 мм на сторону, а ширина активных компонентов батареи может быть установлена как приблизительно 0,800 мм. Другие биомедицинские устройства могут иметь другие ограничения конфигурации, но принципы для гибких плоских элементов батареи могут применяться аналогичным образом.
Гибкость модуля батареи
Другим критерием соответствия конфигурации батареи и конфигурации соответствующих устройств, в которых используются источники энергии на основе батарей, является гибкость компонента батареи. Существует множество преимуществ, предоставляемых гибкими формами батареи. Например, гибкий модуль батареи может облегчить вышеупомянутую возможность изготовления батареи двухмерной (2D) плоской формы. Впоследствии гибкость формы может позволить преобразование двухмерной батареи в соответствующую трехмерную (3D) форму, для посадки в биомедицинское устройство, такое как контактная линза.
В другом примере преимуществ, которые могут обеспечиваться гибкостью модуля батареи, показано, что если батарея и последующее устройство являются гибкими, то могут возникнуть преимущества, относящиеся к применению устройства. В одном примере форма контактной линзы биомедицинского устройства может иметь преимущества вставки/извлечения контактной линзы на основе вкладыша-субстрата, что может больше напоминать вставку/извлечение стандартной, незаполненной гидрогелевой контактной линзы.
Число изгибаний может быть важным для конструирования батареи. Например, батарея, которая допускает только одно изгибание при переходе от плоской формы к форме, приемлемой для контактной линзы, может значительно отличаться по конфигурации от батареи, выполненной с возможностью множества изгибаний. Изгибание батареи также может превышать ее устойчивость к механическому изгибу. Например, электрод может быть физически выполнен с возможностью изгибаться без разрушения, но при этом из-за изгибания могут изменяться механические и электрохимические свойства электрода. Изменения, происходящие в результате изгибания, могут проявляться сразу же, например, в виде изменений полного сопротивления, либо изгибание может вызвать изменения, которые становятся заметными только в ходе испытаний, проводимых после длительного хранения.
Аспекты формы батареи
Требования к форме батареи могут быть обусловлены, по меньшей мере частично, сферой применения батареи. Традиционные формы батареи могут быть цилиндрическими формами или прямоугольными призмами, изготовленными из металла, и их можно использовать для изделий, которые требуют больших объемов энергии в течение длительного времени. Такие варианты применения имеют достаточно большие размеры, чтобы содержать батареи с крупным типоразмером. В другом примере плоские твердотельные батареи представляют собой тонкие прямоугольные призмы, как правило, сформированные на жестком кремнии или стекле. В некоторых примерах эти плоские твердотельные батареи можно изготавливать с применением технологий обработки кремниевых пластин. Другие типоразмеры батарей, маломощные, но гибкие батареи, можно изготавливать в виде пакетов с применением тонкой фольги или пластика, которые содержат химические элементы батареи. Эти батареи можно сделать плоскими (2D) и выполнить с возможностью функционирования при умеренной внеплоскостной кривизне (3D).
В некоторых примерах применения батареи в соответствии с настоящим изобретением, в которых батареи можно использовать в линзах с изменяемыми оптическими свойствами, типоразмер может потребовать создания трехмерной кривизны компонента батареи, где радиус этой кривизны может составлять порядка приблизительно 8,4 мм. Характер такой кривизны может считаться относительно резким и, в качестве сравнения, может приближаться к типу кривизны кончика пальца человека. Характер относительно резкой кривизны создает сложности при производстве. В некоторых примерах настоящего изобретения компонент модульной батареи может быть выполнен таким образом, что он может быть изготовлен плоским, двухмерным, а впоследствии сформирован в трехмерную форму относительно большой кривизны.
Разделители элементов батареи
Батареи типа, описанного в настоящем описании, могут использовать материал разделителя, который физически и электрически отделяет части анода и анодного коллектора тока от частей катода и катодного коллектора тока. Сепаратор может представлять собой мембрану, проницаемую для воды и растворенных компонентов электролита; однако, как правило, он может быть неэлектропроводным. Несмотря на то, что специалистам в данной области может быть известно большое количество коммерчески доступных материалов разделителя, новая форма настоящего описания может представлять уникальные ограничения в задаче выбора, обработки и использования разделителя.
Поскольку конфигурации настоящего описания могут иметь сверхтонкие профили, выбор может быть ограничен наиболее тонким из имеющихся материалов разделителя. Например, могут быть желательны разделители толщиной приблизительно 25 микрон. Некоторые примеры, которые могут быть преимущественными, могут иметь толщину приблизительно 12 микрон. Существует множество приемлемых коммерческих разделителей, включая разделительные мембраны из однослойного микроволокнистого, микропористого полиэтилена и/или трехслойные разделительные мембраны полипропилен-полиэтилен-полипропилен (ПП/ПЭ/ПП), такие как те, что производит компания Celgard (г. Шарлотт, штат Северная Каролина, США). Желательным примером материала разделителя может быть трехслойная мембрана Celgard M824 ПП/ПЭ/ПП, имеющая толщину 12 микрон. Альтернативные примеры материалов разделителя, подходящие для примеров настоящего изобретения, могут включать разделительные мембраны, содержащие регенерированную целлюлозу (например, целлофан).
Хотя трехслойные разделительные мембраны ПП/ПЭ/ПП могут иметь преимущества из-за толщины и механических свойств, благодаря их полиолефиновой природе, они также могут иметь ряд недостатков, которые необходимо преодолеть, чтобы сделать их подходящими для примеров настоящего изобретения. Рулонные или листовые трехслойные материалы разделителя ПП/ПЭ/ПП могут иметь многочисленные складки или другие нарушения формы, которые могут быть нежелательными для допусков на уровне микронов, применимых к батареям, описанным в настоящем документе. Кроме того, для включения в настоящие конфигурации может потребоваться высокоточная резка полиолефиновых разделителей, что может подразумевать лазерную резку в качестве одного примера способа формирования отдельных коллекторов тока желательных форм с жесткими допусками. Вследствие полиолефинового характера этих разделителей, некоторые лазерные резаки, подходящие для микропроизводства, которые могут использовать длины волн лазера, например, 355 нм, будут не в состоянии разрезать полиолефины. Полиолефины не поглощают энергию лазерного излучения в ощутимых количествах и, таким образом, являются неразрушаемыми. Наконец, полиолефиновые разделители по своей природе не могут смачиваться водными электролитами, которые применяются в батареях, описанных в настоящих документах.
Тем не менее, существуют способы преодоления этих присущих мембранам полиолефинового типа ограничений. Для того, чтобы подвергать микропористую разделительную мембрану воздействию высокоточного лазерного резака для резки деталей на дугообразные сегменты или другие преимущественные конфигурации разделителя, от мембраны может требоваться быть плоской и свободной от складок. Если эти два условия не выполнены, разделительная мембрана не может быть полностью разрезана, так как режущий луч может быть ослаблен в результате нарушения фокусировки или иного рассеивания падающей лазерной энергии. Кроме того, если разделительная мембрана не является плоской и свободной от складок, точность формы и геометрические допуски разделительной мембраны не могут быть достижимы в достаточной мере. Допустимые отклонения для разделителей в текущих примерах могут, например, составлять +0 микрон и -20 микрон в отношении характеристических длин и/или радиусов. Могут существовать преимущества для более жестких допусков в +0 микрон и -10 микрон и дополнительно для допусков в +0 микрон и -5 микрон. Сырьевой материал разделителя можно сделать плоским и свободным от складок путем временного ламинирования материала на подложке из флоат-стекла с помощью соответствующей низколетучей жидкости. Низколетучие жидкости могут быть более предпочтительны по сравнению с временными адгезивами ввиду хрупкости разделительной мембраны и ввиду количества времени на обработку, которое может потребоваться для высвобождения разделительной мембраны из слоя адгезива. Кроме того, в некоторых примерах получение плоской и свободной от складок разделительной мембраны на флоат-стекле с применением жидкости оказалось намного более легким, чем с применением адгезива. Перед ламинированием разделительную мембрану можно очистить от твердых частиц. Это можно выполнить путем ультразвуковой очистки разделительной мембраны для удаления всех прилипших к поверхности твердых частиц. В некоторых примерах обработку разделительной мембраны можно выполнить в подходящей среде с низким содержанием частиц, такой как ламинарный бокс или чистая комната класса, по меньшей мере, 10 000. Кроме того, подложку из флоат-стекла можно очистить от частиц путем промывки соответствующим растворителем, ультразвуковой очистки и/или протирки салфетками для чистых комнат.
Несмотря на то, что для механической цели ламинирования микропористых полиолефиновых разделительных мембран на подложке из флоат-стекла можно применять самые разные низколетучие жидкости, к жидкости могут применяться конкретные требования для облегчения последующей лазерной резки отдельных форм разделителя. Одним требованием может быть наличие у жидкости достаточно низкого поверхностного натяжения, чтобы проникать в поры материала разделителя, в чем можно легко удостовериться путем визуальной проверки. В некоторых примерах материал разделителя меняет белый цвет на прозрачный, когда жидкость заполняет микропоры материала. Может быть желательным выбор жидкости, которая может быть благоприятной и «безопасной» для рабочих, которые будут выполнять операции подготовки и резки разделителя. Может быть желательным выбор жидкости, давление паров которой будет достаточно низким, так чтобы не возникало заметного испарения в период обработки (порядка 1 суток). Наконец, в некоторых примерах жидкость может иметь достаточную сольватирующую способность, чтобы растворять преимущественные УФ-абсорберы, что может облегчить лазерную резку. В одном примере оказалось, что 12%-ный (по весу) раствор авобензона (УФ-абсорбер) в бензилбензоате (растворитель) может удовлетворять вышеуказанным требованиям и может быть пригоден для облегчения лазерной резки полиолефиновых разделителей с высокой точностью и в пределах допусков через небольшие промежутки времени и без избыточного числа проходов луча лазерного резака. В некоторых примерах разделители можно резать с помощью твердотельного лазера 8 В 355 нм с диодной накачкой и наносекундными импульсами с применением этого подхода, причем лазер может быть настроен на низкую мощность затухания (например, мощность 3%), среднюю скорость от 1 до 10 мм/с и только от 1 до 3 проходов лазерного луча. Несмотря на то, что эта УФ-абсорбирующая маслообразная композиция оказалась эффективным вспомогательным средством для ламинирования и резки, специалисты в данной области могут без ограничений использовать другие маслообразные составы.
В некоторых примерах разделитель можно резать закрепленным на флоат-стекле. Одним из преимуществ сепараторов, зафиксированных на носителе из полированного листового стекла и нарезанных лазером, может быть очень высокая плотность сепараторов, которые можно вырезать из одного листа материала сепараторов, что делает их похожими на полупроводниковые кристаллы, которые можно плотно разместить на кремниевой подложке. Такой подход может обеспечить преимущества экономии на масштабе и параллельной обработке, характерные для полупроводниковых технологий. Кроме того, можно минимизировать образование некондиционных разделительных мембран. После того как разделители разрезаны, маслообразная текучая среда вспомогательного средства может быть удалена путем многостадийной экстракции с помощью смешивающихся растворителей, причем последняя экстракция может быть выполнена с помощью высоколетучего растворителя, такого как изопропиловый спирт в некоторых примерах. Отдельные разделители после экстракции можно хранить неопределенное количество времени в любой подходящей среде с низким содержанием частиц.
Как установлено выше, полиолефиновые разделительные мембраны могут быть по своей природе гидрофобными и могут требовать смачивания водными поверхностно-активными веществами, применяемыми в батареях настоящего изобретения. Одним подходом к обеспечению смачиваемости разделительных мембран может быть обработка кислородной плазмой. Например, разделители можно обрабатывать от 1 до 5 минут 100%-ной кислородной плазмой в широком диапазоне настроек мощности и расхода кислорода. Несмотря на то, что такой подход может улучшить смачиваемость на некоторое время, известно, что модификации поверхностей плазмой обеспечивают лишь временный эффект, который не может длиться достаточно долго для надежного смачивания растворов электролита. Другой подход к улучшению смачиваемости разделительных мембран может заключаться в обработке поверхности путем встраивания в мембрану подходящих поверхностно-активных веществ. В некоторых случаях поверхностно-активное вещество можно применять в сочетании с гидрофильным полимерным покрытием, которое остается внутри пор разделительной мембраны.
Другой подход к обеспечению стойкости гидрофильности, обеспеченной обработкой кислородной плазмой, может заключаться в последующей обработке подходящим гидрофильным органосиланом. Таким образом, кислородную плазму можно применять для активации и обеспечения функциональных групп по всей площади поверхности микропористого разделителя. Затем органосилан может ковалентно привязаться и/или нековалентно приклеиться к поверхности, обработанной плазмой. В примерах, где применяется органосилан, характерная пористость микропористого разделителя может и не претерпеть заметных изменений; однослойное покрытие поверхности также может быть возможным и желательным. Известные в области способы встраивания поверхностно-активных веществ в сочетании с полимерными покрытиями могут требовать строгого контроля над фактическим объемом покрытия, нанесенного на мембрану, и потому могут проявлять технологическую нестабильность. В крайних случаях поры разделителя могут закупориться, таким образом негативно воздействуя на функциональность разделителя во время эксплуатации электрохимического элемента. Примером органосилана, подходящего для настоящего описания, может быть 3-аминопропилтриэтоксисилан. Специалистам в данной области могут быть известны и другие гидрофильные органосиланы, которые можно применять без ограничений.
Еще один способ обеспечения смачиваемости разделительных мембран водными электролитами может заключаться во встраивании подходящего поверхностно-активного вещества в состав электролита. Одним соображением при выборе поверхностно-активного вещества для обеспечения смачиваемости разделительных мембран может быть воздействие, которое поверхностно-активное вещество может оказывать на активность одного или более электродов внутри электрохимического элемента, например, за счет повышения полного электрического сопротивления элемента. В некоторых случаях поверхностно-активные вещества могут иметь преимущественные антикоррозионные свойства, в частности в случае присутствия цинковых анодов в водных электролитах. Известно, что цинк может быть примером материала, который медленно взаимодействует с водой с выделением газообразного водорода, что может быть нежелательно. Специалистам в данной области может быть известен ряд поверхностно-активных веществ, ограничивающих скорость указанного взаимодействия до преимущественных уровней. В других случаях поверхностно-активное вещество может так сильно взаимодействовать с поверхностью цинковых электродов, что функционирование батареи может быть затруднено. Следовательно, выбору соответствующих типов поверхностно-активных веществ и уровней их загрузки следует уделять особое внимание, чтобы обеспечить смачиваемость разделителя без неблагоприятного воздействия на электрохимические показателей элемента. В некоторых случаях можно применять множество поверхностно-активных веществ, при этом одни придают смачиваемость разделительной мембране, а другие усиливают антикоррозийные свойства цинкового анода. В одном примере гидрофильная обработка разделительной мембраны не проводится, но в состав электролита добавляется одно или множество поверхностно-активных веществ в количестве, достаточном для обеспечения смачиваемости разделительной мембраны.
Отдельные разделители можно внедрить в двустворчатую микробатарею путем непосредственного помещения в часть одной двустворчатой конфигурации в сборе или по сторонам от нее.
Полимеризованные разделители элементов батареи
В некоторых конфигурациях батарей применение отдельного разделителя (как описано в предыдущем разделе) может быть исключено ввиду разных причин, таких как стоимость, доступность материалов, качество материалов или сложность обработки некоторых вариантов материалов, в качестве примеров, не имеющих ограничительного характера.
Способ получения однородного, механически надежного, сформированного на месте разделителя может заключаться в применении УФ-отверждаемых гидрогелевых составов. В разных отраслях, например, в отрасли производства контактных линз, известны многие водопроницаемые гидрогелевые составы. Примером гидрогеля, широко применяемого в отрасли производства контактных линз, может быть сшитый гель поли-(гидроксиэтилметакрилата), или просто pHEMA. Для множества сфер применения настоящего изобретения pHEMA обладает многими привлекательными свойствами для применения в батареях Лекланше или углеродно-цинковых батареях. Как правило, содержание влаги геля pHEMA в гидратированном состоянии составляет приблизительно 30-40 процентов, а модуль упругости - приблизительно 0,7 МПа (около 100 фунтов/кв. дюйм) или более. Кроме того, специалисты в данной области могут регулировать влагосодержание и модуль упругости сшитых гидрогелей путем встраивания дополнительных гидрофильных мономерных (например, метакриловая кислота) или полимерных (например, поливинилпирролидон) компонентов. Таким образом, влагосодержание и, более конкретно, ионную проницаемость гидрогеля можно регулировать за счет изменения состава.
В некоторых примерах особым преимуществом является то, что пригодный к литью и полимеризации состав гидрогеля может содержать один или более разбавителей для ускорения обработки. Летучесть разбавителя выбирают так, чтобы пригодную к литью смесь можно было продавить в полость, а затем дать достаточно времени на сушку для удаления компонента летучего растворителя. После сушки можно инициировать объемную фотополимеризацию путем воздействия актиничным излучением с соответствующей длиной волны, таким как синее УФ-излучение с длиной волны 420 нм, для выбранного фотоинициатора, например CGI 819. С помощью летучего разбавителя можно обеспечить требуемую рабочую вязкость для облегчения формирования в полости равномерного слоя полимеризуемого материала. Летучий разбавитель также может обеспечить эффективное снижение поверхностного натяжения, особенно в случае, когда в состав встроены высокополярные мономеры. Другим аспектом, который может быть важным для получения равномерного слоя полимеризуемого материала в полости, может быть рабочая вязкость. Обычные реактивные мономеры с низкой молярной массой обладают, как правило, невысокой вязкостью, которая может составлять, как правило, лишь несколько сантипуаз. Для обеспечения эффективного контроля вязкости пригодного к литью и полимеризации материала разделителя можно выбрать для встраивания в его состав полимерный компонент с высокой молярной массой и с известной степенью совместимости с полимеризуемым материалом. Примеры полимеров с высокой молярной массой, которые могут быть подходящими для встраивания в примеры составов, могут включать поливинилпирролидон и полиэтиленоксид.
В некоторых примерах пригодный к литью и полимеризации разделитель можно преимущественно поместить в сформированную полость, как описано выше. В альтернативных примерах полость может отсутствовать во время полимеризации. Вместо этого состав пригодного к литью и полимеризации разделителя можно нанести на подложку, содержащую электрод, например, из оцинкованной латуни, а затем подвергнуть актиничному излучению с применением фотомаски для избирательной полимеризации материала разделителя в заданных зонах. Непрореагировавший материал разделителя можно затем удалить путем воздействия соответствующих промывающих растворителей. В этих примерах материал разделителя может быть обозначен как фотоструктурируемый по шаблону разделитель.
Многокомпонентные составы разделителя
Подходящий разделитель в соответствии с примерами настоящего изобретения может обладать рядом свойств, важных для его функционирования. В некоторых примерах разделитель может быть желательно образован таким образом, чтобы создавать физический барьер, чтобы слои с каждой стороны разделителя не имели друг с другом физического контакта. Следовательно, слой может обладать важной характеристикой равномерной толщины, так как, хотя тонкий слой и может оказаться желательным по многим причинам, существенным может быть наличие слоя без пустот и зазоров. Кроме того, может быть желательно, чтобы тонкий слой обладал высокой проницаемостью, обеспечивающей свободный поток ионов. Разделитель также требует оптимального поглощения влаги для оптимизации механических свойств разделителя. Таким образом, состав может содержать сшивающий компонент, гидрофильный полимерный компонент и компонент растворителя.
Сшивающее вещество может представлять собой мономер с двумя или более полимеризуемыми двойными связями. Подходящие сшивающие вещества могут представлять собой соединения с одной или более полимеризуемыми функциональными группами. Примеры подходящих гидрофильных сшивающих веществ также могут включать соединения с одной или более полимеризуемыми функциональными группами, а также гидрофильными функциональными группами, такими как полиэфирная, амидная или гидроксильная группы. Конкретные примеры могут включать TEGDMA (тетраэтиленгликольдиметакрилат), TrEGDMA (триэтиленгликольдиметакрилат), этиленгликольдиметакрилат (ЭГДМА), этилендиамин, диметилакриламид, диметакрилат глицерина и их комбинации.
Количество сшивающего вещества, которое может применяться в некоторых примерах, может находиться в диапазоне, например, от приблизительно 0,000415 до приблизительно 0,0156 моль на 100 грамм реакционных компонентов в реакционной смеси. Количество используемого гидрофильного сшивающего вещества, как правило, может составлять от приблизительно 0 до приблизительно 2% вес. и, например, от приблизительно 0,5 до приблизительно 2% вес. Может быть желателен выбор гидрофильных полимерных компонентов, способных повышать вязкость реакционной смеси и/или повышать степень водородных связей с медленно реагирующим гидрофильным мономером, таких как гидрофильные полимеры с высокой молекулярной массой.
Гидрофильные полимеры с высокой молекулярной массой обеспечивают улучшенную смачиваемость и в некоторых примерах могут улучшать смачиваемость разделителя настоящего изобретения. В некоторых не имеющих ограничительного характера примерах могут считать, что гидрофильные полимеры с высокой молекулярной массой представляют собой рецепторы водородной связи, которые в водных средах с водородными связями становятся таким образом фактически более гидрофильными. Отсутствие воды может способствовать внедрению гидрофильного полимера в реакционную смесь. Кроме специально названных гидрофильных полимеров с высокой молекулярной массой можно ожидать, что любой полимер с высокой молекулярной массой будет подходить для настоящего изобретения при условии, что при добавлении указанного полимера в пример силикон-гидрогелевого состава гидрофильный полимер (a) не выделяется существенно в отдельную фазу из реакционной смеси и (b) увеличивает смачиваемость полученного отвержденного полимера.
В некоторых примерах предпочтительно, чтобы гидрофильный полимер с высокой молекулярной массой был растворимым в разбавителе при рабочих температурах. Производственные процессы, в которых используется вода или водорастворимые разбавители, такие как изопропиловый спирт (ИПС), могут быть предпочтительными примерами из-за своей простоты и невысокой стоимости. В этих примерах также могут быть предпочтительны гидрофильные полимеры с высокой молекулярной массой, которые растворяются в воде при рабочих температурах.
Примеры гидрофильных полимеров с высокой молекулярной массой включают, без ограничений, полиамиды, полилактоны, полиимиды, полилактамы и функционализированные полиамиды, полилактоны, полиимиды, полилактамы, такие как ПВП или его сополимеры, или альтернативно ДМА, функционализированный сополимеризацией ДМА с меньшим молярным количеством гидроксил-функционализированного мономера, такого как гидроксиэтилметакрилат (ГЭМА), с последующей реакцией гидроксильных групп полученного сополимера с материалами, содержащими радикальные полимеризуемые группы. Примеры гидрофильных полимеров с высокой молекулярной массой включают, без ограничений, поли-N-винилпирролидон, поли-N-винил-2-пиперидон, поли-N-винил-2-капролактам, поли-N-винил-3-метил-2-капролактам, поли-N-винил-3-метил-2-пиперидон, поли-N-винил-4-метил-2-пиперидон, поли-N-винил-4-метил-2-капролактам, поли-N-винил-3-этил-2-пирролидон и поли-N-винил-4,5-диметил-2-пирролидон, поливинилимидазол, поли-N--N-диметилакриламид, поливиниловый спирт, полиакриловую кислоту, полиэтиленоксид, поли-2-этилоксазолин, полисахариды гепарина, полисахариды, их смеси и сополимеры (включая блок-сополимеры или статистические, с разветвленной цепью, многоцепочечные, гребенчатые или звездообразные), где поли-N-винилпирролидон (ПВП) может представлять собой желательный пример, где ПВП добавляли в композицию гидрогеля с образованием взаимопроникающей полимерной сетки с низким уровнем поверхностного трения и низким уровнем дегидратации.
Также могут быть включены дополнительные компоненты или добавки, известные специалистам в данной области. Добавки могут включать, в частности, композиции с ультрафиолетовым поглощением, фотоинициаторы, такие как CGI 819, реакционно-способные краски, бактерицидные композиции, пигменты, фотохромные композиции, разделительные агенты, их комбинации и т. п.
Способ, связанный с сепараторами этих типов, также может включать в себя получение CGI 819; и затем смешивание с поливинилпирролидоном (ПВП), гидроксиэтилметакрилатом (ГЭМА), этиленгликольдиметакрилатом (ЭГДМА) и изопропиловым спиртом (ИПС); а затем отверждение полученной смеси с помощью источника тепла или воздействия фотонов. В некоторых примерах воздействие фотонов может осуществляться в условиях, когда энергия фотонов соответствует длине волны в ультрафиолетовой части электромагнитного спектра. Настоящее изобретение включает другие способы инициирования полимеризации, которая по существу выполняется в реакциях полимеризации.
Соединения
Соединения могут позволять току течь к батарее и от батареи, находящейся в соединении с внешней цепью. Такие соединения могут взаимодействовать с окружающей средой внутри и за пределами батареи и могут пересекать границу или уплотнительный слой между этими средами. Эти соединения можно рассматривать как дорожки, выполняющие соединения с внешней цепью, проходящие через уплотнительный слой батареи и впоследствии соединяющиеся с токоотводами внутри батареи. Как таковые эти соединения могут иметь несколько требований. Находящиеся за пределами батареи соединения могут быть похожи на типичные дорожки печатной платы. Они могут быть припаяны или иным способом подключены к другим дорожкам. В примере, где батарея представляет собой физический элемент, отдельный от печатной платы, содержащей интегральную схему, соединения батареи могут обеспечивать связь с внешней схемой. Эта связь может быть образована с помощью припоя, электропроводной ленты, электропроводных чернил, или эпоксидного состава, или других средств. Для соединительных дорожек может потребоваться оставаться сохранными в условиях среды, находящейся за пределами батареи, например не ржаветь в присутствии кислорода.
Поскольку соединение проходит через уплотнительный слой батареи, может быть чрезвычайно важно, чтобы соединение было совместимо с материалом уплотнительного слоя и обеспечивало герметичность. Адгезия может потребоваться между уплотнительным слоем и соединением в дополнение к адгезии, которая может потребоваться между уплотнительным слоем и изолирующей оболочкой батареи. При наличии электролита и других материалов внутри батареи может потребоваться поддержание целостности уплотнительного слоя. Соединения, которые, как правило, могут быть металлическими, могут быть известны как точки разрушения в изолирующей оболочке батареи. Электрический потенциал и/или течение тока могут усиливать тенденцию «просачивания» электролита вдоль соединения. Соответственно, для соединения может потребоваться проектирование, поддерживающее целостность уплотнительного слоя.
Внутри батареи соединения могут взаимодействовать с токоотводами или могут сами формировать токоотводы. В связи с этим для соединений может требоваться удовлетворять описанным в настоящем документе требованиям к токоотводам, либо может требоваться образовывать электрическое подключение к таким токоотводам.
Один класс потенциальных соединений и токоотводов представляет собой металлическую фольгу. Доступна такая фольга, имеющая толщину 25 мкм или менее, что делает ее приемлемой для очень тонких батарей. Такую фольгу также можно найти с низкими уровнями шероховатости и загрязнения поверхности (два фактора, которые могут быть критичными для рабочих характеристик батареи). Фольга может включать в себя цинк, никель, латунь, медь, титан, другие металлы и различные сплавы.
Токоотводы и электроды
Предполагается, что многие из конфигураций токоотвода и электрода образуют путем нанесения металлических пленок на боковую стенку или путем применения металлической проволоки в качестве подложек с образованием токоотводов и электродов. Их примеры были проиллюстрированы. Тем не менее, существуют некоторые конфигурации, которые используют другие токоотводы или конструкции электродов для двустворчатых батарей.
В некоторых примерах углеродно-цинковых гальванических элементов и элементов Лекланше катодный токоотвод может представлять собой спеченный углеродный стержень. Материал этого типа может представлять техническую трудность для тонких электрохимических элементов настоящего изобретения. В некоторых примерах в тонких электрохимических элементах для катодного токоотвода вместо спеченного углеродного стержня можно применять печатные углеродные чернила, и в этих примерах полученное устройство может быть образовано без существенного ухудшения полученного электрохимического элемента. Как правило, указанные углеродные чернила можно наносить непосредственно на изолирующие материалы, которые могут содержать пленки полимера или в некоторых случаях металлическую фольгу. В примерах, в которых изолирующая пленка может представлять собой металлическую фольгу, от углеродных чернил может требоваться защищать нижележащую металлическую фольгу от химического разрушения и/или коррозии под действием электролита. Кроме того, в этих примерах от токоотвода, содержащего углеродные чернила, может требоваться обеспечивать электропроводность изнутри электрохимического элемента за пределы электрохимического элемента, обеспечивая герметичность вокруг углеродных чернил или сквозь них.
Углеродные чернила также можно наносить слоями, которые имеют предельную и относительно небольшую толщину, например от 10 до 20 мкм. В конфигурации тонкого электрохимического элемента, в котором общая внутренняя толщина изолирующей оболочки может составлять всего от около 100 до 150 мкм, толщина слоя углеродных чернил может составлять существенную долю от общего внутреннего объема электрохимического элемента, таким образом негативно влияя на электрические характеристики элемента. Дополнительно малая толщина батареи в целом и токоотвода в частности может подразумевать небольшую площадь поперечного сечения токоотвода. Поскольку сопротивление дорожки возрастает с длиной дорожки и уменьшается с увеличением площади поперечного сечения, сопротивление токоотвода может напрямую зависеть от его толщины. Объемное удельное сопротивление углеродных чернил может быть недостаточным для удовлетворения требований к сопротивлению тонких батарей. Также считается, что добавление к чернилам серебра или других электропроводных металлов может понизить сопротивление и/или толщину слоя, но эти металлы могут привнести новые проблемы, такие как несовместимость с новыми электролитами. Учитывая эти факторы, в некоторых примерах может быть желательным создание высокоэффективных тонких электрохимических элементов настоящего изобретения за счет использования в качестве токоотвода тонкой металлической фольги или нанесения тонкой металлической пленки на нижележащий изолирующий слой полимера для функционирования в качестве токоотвода. Такая металлическая фольга может иметь значительно более низкое сопротивление, таким образом позволяя ей удовлетворять требованиям к электрическому сопротивлению при намного меньшей толщине, чем печатные углеродные чернила.
В некоторых примерах может использоваться одна или более двустворчатых конфигураций в качестве подложки для электродов и токоотводов или в качестве токоотводов как таковых. В некоторых примерах на поверхности металлов двустворчатой конфигурации могут выполнятся нанесения. Например, металлические створки двустворчатой конфигурации могут выполнять роль подложки для распыленного металла или металлического наложения токоотвода. Примеры металлических наложений, используемых в качестве катодных токоотводов, могут представлять собой слои адгезива титана-вольфрама (Ti-W) и проводящие слои титана (Ti). Примерами металлических наложений, используемых в качестве анодных токоотводов, могут быть слои адгезива Ti-W, проводящие слои золота (Au) и слои нанесения индия (In). В других примерах анодный и катодный токоотводы могут содержать никель, латунь, алюминий и медь. К необычным материалам могут относиться графен и углеродные нанотрубки.
Полная толщина слоев PVD может составлять менее 500 нм. Если применяется множество слоев металлов, может быть необходима совместимость электрохимических и защитных свойств с батареей. Например, на зародышевый слой можно способом электролитического осаждения нанести медь для создания толстого проводящего слоя. На медь можно наносить дополнительные слои. Однако медь может быть электрохимически несовместимой с некоторыми электролитами, особенно при наличии цинка. Соответственно, при применении меди в качестве слоя в батарее может потребоваться в достаточной степени изолировать ее от электролита батареи. В альтернативном варианте осуществления медь можно исключить или заменить другим металлом.
Кроме того, для формирования токоотводов и/или подложек для электродов могут применять провода, изготовленные из множества материалов. В некоторых примерах металлический проводник может проходить в изолирующий материал, например, стекло или керамику, для обеспечения изолированного электрического контакта токоотвода. В некоторых примерах провод может быть изготовлен из титана. В других примерах могут быть применены другие основные металлы, в том числе, среди прочих, алюминий, вольфрам, медь, золото, серебро, платина, и они могут иметь нанесенные поверхностные пленки.
Катодные смеси и нанесенные покрытия
Может существовать множество разных вариантов химического состава катодных смесей, которые могут соответствовать концепциям настоящего изобретения. В некоторых примерах катодная смесь (термин «катодная смесь» может означать химический состав, применяемый для образования катода батареи) может применяться в виде пасты, геля, суспензии или взвеси и может содержать оксид переходного металла, например диоксид марганца, определенную форму электропроводной добавки, например определенную форму электропроводного порошка, такого как углеродная сажа или графит, а также растворимый в воде полимер, например поливинилпирролидон (ПВП), либо некоторые другие связующие добавки. В некоторых примерах могут быть включены другие компоненты, такие как одно или более связующих веществ, электролитические соли, ингибиторы коррозии, вода или другие растворители, поверхностно-активные вещества, реологические модификаторы и другие электропроводные добавки, такие как электропроводные полимеры. Катодная смесь, надлежащим образом составленная и смешанная, может иметь желательные реологические свойства, которые позволяют либо дозировать ее на определенные участки сепаратора и/или катодного токоотвода, либо аналогичным образом продавливать ее через сетку или трафарет. В некоторых примерах катодную смесь можно высушивать перед применением в более поздних этапах сборки гальванического элемента, в то время как в других примерах катод может содержать некоторые или все компоненты электролита и может только частично высушиваться до выбранного содержания влаги.
Оксид переходного металла может, например, представлять собой диоксид марганца. Диоксид марганца, который можно применять в катодной смеси, например, может представлять собой электролитический диоксид марганца (EMD) из-за благоприятной дополнительной специальной подачи энергии, которую обеспечивает этот тип диоксида марганца по сравнению с другими формами, такими как природный диоксид марганца (NMD) или химический диоксид марганца (CMD). Кроме того, для EMD, используемого для батарей настоящего изобретения, может требоваться размер частиц и распределение частиц по размеру, которые могут быть благоприятными для изготовления паст/суспензий катодной смеси, пригодных для нанесения или отпечатывания. В частности, EMD можно обработать для удаления из него значительных крупных компонентов частиц, которые можно счесть крупными по сравнению с другими элементами, такими как внутренние размеры батареи, толщина сепаратора, диаметры наконечников дозатора, размеры отверстий трафарета или размеры ячеек сетки. Можно также оптимизировать размеры частиц, чтобы улучшить рабочие характеристики батареи, например внутреннее полное сопротивление и разрядную емкость.
Помол представляет собой измельчение твердых материалов с получением из частиц среднего размера частиц меньшего размера, чем средний, с помощью дробления, толчения, нарезания, вибраций или других способов. Помол можно также использовать для освобождения используемых материалов из материалов матрицы, в которые они могут быть включены, и для концентрирования минеральных веществ. Мельница представляет собой устройство, которое разбивает твердые материалы на части меньшего размера путем толчения, дробления или нарезания. Может быть несколько средств для помола и много типов материалов, обрабатываемых такими средствами. Такие средства для помола могут включать в себя, среди прочих альтернативных вариантов для помола, шаровую мельницу, бисерную мельницу, ступку и пестик, роликовый пресс, струйную мельницу. Один пример помола может представлять собой помол в струйной мельнице. После помола меняется состояние твердого вещества, например размер частиц, расположение частиц по размеру и форма частиц. Возможно использование способа помола заполнителя для удаления или отделения загрязнений или влаги из заполнителя для получения «сухого заполнения» перед транспортировкой или структурной засыпкой. В некотором оборудовании возможна комбинация разных способов сортировки твердого материала в смесь твердых частиц, размер которых ограничен минимальным и максимальным размером частиц. Такая обработка называется «сортировкой».
Помол может быть одним аспектом производства катодной смеси для единообразного распределения размеров частиц компонентов катодной смеси. Единообразие размера частиц в катодной смеси может способствовать достижению требуемой вязкости, реологических свойств, электропроводности и других свойств катода. Помол может способствовать достижению таких свойств путем контроля агломерирования или накопления массы компонентов катодной смеси. Агломерирование, т. е. группирование различных элементов, которые в случае катодной смеси могут являться аллотропами углерода и оксидами переходных металлов, может отрицательно влиять на процесс заполнения, оставляя пустые пространства в требуемой полости катода, как показано на Фиг. 11А-11J и подробно описано ниже.
Еще одним важным этапом удаления агломерированных или нежелательных частиц является фильтрация. Нежелательные частицы могут включать частицы слишком большого размера, загрязнения или другие частицы, не включенные в явной форме в способ изготовления. Фильтрацию можно выполнять с помощью таких способов, как, например, фильтрация фильтровальной бумагой, вакуумная фильтрация, хроматография, микрофильтрация и другие способы фильтрации.
В некоторых примерах EMD может иметь средний размер частиц 7 мкм с содержанием крупных частиц, которые могут содержать частицы вплоть до около 70 мкм. В альтернативных примерах EMD можно просеивать, дополнительно размалывать или иным образом отделять или обрабатывать с целью ограничения содержания крупных частиц до уровня ниже определенного порога, например, 25 мкм или ниже.
Кроме того, катод может содержать оксиды серебра, хлориды серебра или оксигидроксид никеля. Такие материалы могут обеспечить повышенную емкость и меньшее снижение напряжения с нагрузкой во время разрядки по сравнению с диоксидом марганца, причем оба эти свойства являются желательными для батареи. Батареи на основе этих катодов уже могут иметь примеры применения в отрасли и в литературе. Новая микробатарея с использованием диоксида серебра в составе катода может включать в себя биосовместимый электролит, например электролит, содержащий вместо гидроксида калия хлорид цинка и/или хлорид аммония.
Некоторые примеры катодной смеси могут включать полимерное связующее вещество. Связующее вещество может выполнять ряд функций в катодной смеси. Основной функцией связующего вещества может быть создание достаточной электрической сети между частицами EMD и частицами углерода. Второй функцией связующего вещества может быть усиление механической адгезии и электрического контакта с катодным токоотводом. Третьей функцией связующего вещества может быть влияние на реологические свойства катодной смеси для ее преимущественного дозирования и/или нанесения через трафарет/сетку. Наконец, четвертой функцией связующего вещества может быть ускорение поглощения и распределения электролита внутри катода.
Выбор связующего полимера, а также объема его применения может быть эффективным для функционирования катода в электрохимическом элементе настоящего изобретения. Если связующий полимер обладает повышенной растворимостью в применяемом электролите, это будет препятствовать выполнению основной функции связующего вещества - обеспечению непрерывного электрического контакта - вплоть до полной потери работоспособности гальванического элемента. Напротив, если связующий полимер нерастворим в применяемом электролите, участки EMD могут оказаться ионно изолированными от электролита, что приведет к ухудшению рабочих характеристик гальванического элемента, такому как снижение емкости, уменьшение напряжения при разомкнутой цепи и/или увеличение внутреннего сопротивления.
Связующее вещество может быть гидрофобным; оно также может быть гидрофильным. Примеры связующих полимеров, подходящих для настоящего изобретения, содержат, среди прочих, ПВП, полиизобутилен (ПИБ), резиноподобные триблок-сополимеры, содержащие стирольные конечные блоки, например, блоки, производимые компанией Kraton Polymers, стирол-бутадиеновые блок-сополимерные латексы, полиакриловую кислоту, гидроксиэтилцеллюлозу, карбоксиметилцеллюлозу, твердые фторуглеродные вещества, например, политетрафторэтилен, цементы, включая портландцемент.
Одним из компонентов катодной смеси может быть растворитель. Растворитель может использоваться для увлажнения катодной смеси, что может способствовать распределению частиц в смеси. Один пример растворителя может представлять собой толуол. Также для увлажнения и, таким образом, распределения катодной смеси может использоваться поверхностно-активное вещество. Один пример поверхностно-активного вещества может представлять собой детергент, такой как Triton™ QS-44, который можно приобрести в компании Dow Chemical Company. Triton™ QS-44 может способствовать разъединению агрегированных составляющих катодной смеси, обеспечивая более равномерное распределение составляющих катодной смеси.
При производстве катода, как правило, может использоваться электропроводный углерод. Углерод способен образовывать большое количество аллотропных или различных структурных модификаций. Разные аллотропные модификации углерода обладают разными физическими свойствами, что приводит к вариациям электропроводности. Например, «упругость» углеродной сажи может способствовать приклеиванию катодной смеси к токоотводу. Однако в элементах энергоснабжения, требующих относительно низких количеств энергии, такие вариации электропроводности могут быть менее важны, чем другие благоприятные свойства, например, среди прочего, плотность, размер частиц, теплопроводность и относительная однородность. Примеры аллотропных модификаций углерода включают алмаз, графит, графен, аморфный углерод (который неофициально называют углеродной сажей), бакминстерфуллерены, стекловидный углерод (также называемый стеклоуглеродом), углеродные аэрогели и другие возможные формы углерода, способные проводить электричество. Один пример аллотропной модификации углерода может представлять собой графит.
В некоторых примерах катод может размещаться на стенке двустворчатой конфигурации. Стенки двустворчатой конфигурации могут быть металлическими в некоторых примерах и содержать химические вещества катода, например, диоксид марганца, нанесенный на них электролитическим путем. В других примерах покрытия из электролитического диоксида марганца могут быть образованы на катодных токоотводах.
Аноды и ингибиторы анодной коррозии
Аноды двустворчатой батареи настоящего изобретения могут, например, содержать цинк. В традиционных цинково-углеродных батареях цинковый анод может физически принимать вид банки, в которой может удерживаться содержимое электрохимического элемента. Для батареи настоящего изобретения примером может быть цинковая банка, но существуют и другие физические формы цинка, которые могут обеспечить желательные для реализации конфигурации сверхмалых батарей.
Можно найти примеры применения нанесения цинка способом электролитического осаждения во многих отраслях, например для защитных и декоративных покрытий металлических частей. В некоторых примерах электролитическое осаждение цинка может применяться для образования тонких анодов нестандартной формы, используемых в батареях настоящего изобретения. Кроме того, в процессе нанесения слоя цинка способом электролитического осаждения его можно нанести с формированием узора во множестве различных заданных конфигураций. Простым способом нанесения электролитически осаждаемого цинка с формированием узора может быть обработка с применением фотомаски или физической маски. В случае фотомаски фоторезист можно нанести на электропроводную подложку, причем на подложку впоследствии можно наносить цинк. Требуемый узор нанесения можно впоследствии перенести на фоторезист посредством фотомаски, таким образом вызывая полимеризацию выбранных областей фоторезиста. Неполимеризованный фоторезист можно впоследствии удалить соответствующими методиками растворения и очистки. В результате можно получить узорные области электропроводного материала, которые можно обрабатывать цинком способом электролитического осаждения. Несмотря на то что этот способ может обеспечить преимущество для формы или конфигурации наносимого цинка, этот подход может потребовать применения имеющихся фотоструктурируемых по узору материалов, которые могут иметь ограниченные свойства для общей конструкции изолирующей оболочки гальванического элемента. Следовательно, для реализации некоторых конфигураций тонких микробатарей настоящего изобретения могут потребоваться новые способы формирования узора цинка.
После размещения цинковой маски можно выполнить электролитическое осаждение одного или более металлических материалов. В некоторых примерах цинк можно нанести путем электролитического осаждения непосредственно на электрохимически совместимую фольгу анодного токоотвода, такую как латунь. В альтернативных примерах конфигурации, в которых анодная сторона изолирующей оболочки содержит пленку полимера или многослойную пленку полимера, на которую нанесен зародышевый слой металла, цинк и/или растворы, используемые для нанесения цинка, могут быть химически несовместимы с нижележащим зародышевым слоем металла. Проявления недостаточной совместимости могут включать растрескивание пленки, коррозию и/или усиленное выделение H2 при контакте с электролитом гальванического элемента. В таком случае для обеспечения общей химической совместимости в системе на зародышевый металл можно нанести дополнительные металлы. Одним металлом, который может быть пригодным для конструкций электрохимического элемента, может быть индий. Индий можно широко применять в качестве легирующего агента в цинке для батареи, причем его основной функцией является обеспечение антикоррозионного свойства цинка в присутствии электролита. В некоторых примерах индий можно успешно осаждать на различные зародышевые слои металлов, таких как Ti-W или Au. Образующиеся на указанных зародышевых слоях металла пленки индия толщиной 1-3 мкм могут иметь низкое напряжение и хорошую адгезивность. Таким образом достигается совместимость и устойчивость изолирующей пленки со стороны анода и прикрепленного к ней токоотвода, имеющего слой индия сверху. В некоторых примерах можно осаждать цинк на обработанную индием поверхность, причем полученный нанесенный слой может быть очень неоднородным и зернистым. Такой эффект может проявляться при низких плотностях тока, например, 20 ампер на квадратный фут (А/кв. м). Под микроскопом видно, что зерна цинка образуются на нижележащем ровном нанесенном слое индия. В некоторых конфигурациях электрохимического элемента вертикальный зазор для анодного слоя цинка может составлять до около 5-10 мкм в толщину, но в некоторых примерах для осаждения цинка можно использовать более низкие плотности тока, и полученные зернистые неровности могут превышать по высоте желаемую максимальную вертикальную толщину для анода. Зернистые неровности цинка могут являться результатом комбинации высокого электрического перенапряжения индия и наличия оксидного слоя индия.
В некоторых примерах относительно большие зернистые узоры цинка на поверхностях индия можно преодолеть за счет увеличения плотности постоянного тока в процессе электролитического осаждения. Например, плотность тока 100 А/кв. м в условиях электроосаждения может привести к зернистости цинка, но размер зерен цинка может быть значительно снижен по сравнению с плотностью тока 20 А/кв. м в условиях электроосаждения. Кроме того, число зерен может значительно возрасти при плотности тока 100 А/кв. м в условиях электроосаждения. Полученная пленка цинка может, в конце концов, склеиться в более или менее равномерный слой лишь с некоторыми остаточными элементами зернистости, соблюдая при этом вертикальный зазор около 5-10 мкм.
Дополнительным преимуществом индия в электрохимическом элементе может быть пониженное выделение образованного H2, которое может представлять собой медленный процесс, происходящий в водных электрохимических элементах, содержащих цинк. Индий может быть предпочтительно нанесен на один или более анодных токоотводов, на сам анод в качестве соосажденного легирующего компонента или в качестве поверхностного покрытия на электролитически осажденный цинк. В последнем случае поверхностные покрытия из индия может быть желательным нанесение на месте с помощью добавки к электролиту, такой как трихлорид индия или ацетат индия. При введении таких добавок в электролит в небольших концентрациях индий может спонтанно осаждаться на открытые цинковые поверхности, а также на участки открытого анодного токоотвода.
Цинковые и аналогичные аноды, обычно применяемые в доступных в продаже первичных батареях, как правило, доступны в форме листов, стержней и пасты. Анод миниатюрной биосовместимой батареи может иметь аналогичную форму, например, тонкой фольги, или может быть осажден, как описано выше. Свойства этого анода могут существенно отличаться от свойств анодов существующих батарей, например, вследствие различий в примесях или обработке поверхности, связанных с процессами механической обработки и электролитического осаждения. Соответственно, электроды и электролит могут потребовать специального проектирования, чтобы удовлетворить требования к емкости, полному сопротивлению и сроку хранения. Например, для оптимизации рабочих характеристик электрода могут потребоваться специальные параметры способа электролитического осаждения, композиция электролитической ванны, обработка поверхности и композиция электролита.
Компоновка и изготовление батареи
Компоновка и технология изготовление батареи могут быть тесно связаны между собой. Как описано в предыдущих разделах настоящего изобретения, батарея может иметь следующие элементы: катод, анод, разделитель, электролит, катодный токоотвод, анодный токоотвод и двустворчатую герметичную оболочку. В некоторых примерах конфигурации могут иметь компоненты двойного назначения, такого как применение двустворчатой металлической оболочки также в качестве токоотвода. С точки зрения относительного объема и толщины почти все эти элементы могут иметь одинаковый объем, за исключением катода. В некоторых примерах электрохимические системы могут требовать объем катода, превышающий объем анода приблизительно в 2-10 (два-десять) раз, ввиду существенных различий в механической плотности, плотности энергии, эффективности разряда, чистоте материала, а также наличии связующих, наполнителей и проводящих агентов.
Аспекты биосовместимости батарей
Батареи, согласно настоящему изобретению, могут иметь важные аспекты, касающиеся безопасности и биосовместимости. В некоторых примерах батареи для биомедицинских устройств должны удовлетворять требованиям, выходящим за рамки типовых сценариев применения. В некоторых примерах могут учитываться аспекты конфигурации, касающиеся случаев нагрузки. Например, может потребоваться учесть безопасность электронной контактной линзы для случаев, когда пользователь ломает линзу в процессе ее вставления или извлечения. В другом примере аспекты конфигурации могут учитывать вероятность удара пользователя посторонним предметом в глаз. В дополнительных примерах условия нагрузки, которые можно учитывать при разработке параметров и ограничений конфигурации, могут относиться к вероятности ношения пользователем линз в неблагоприятных условиях окружающей среды, таких как окружающая среда под водой или окружающая среда на большой высоте, в качестве примеров, не имеющих ограничительного характера.
На безопасность такого устройства могут влиять: материалы, с применением которых или из которых изготовлено устройство; количество материалов, применяемых при изготовлении устройства; и изолирующая оболочка, наносимая для отделения устройств от окружающей среды на теле или внутри тела. В качестве примера, кардиостимуляторы могут быть типичным примером биомедицинского устройства, которое может включать батарею и которое может быть имплантировано пользователю на длительный период времени. В некоторых примерах такие кардиостимуляторы, как правило, могут быть заключены в герметизированные путем сварки титановые корпусы, или в других примерах - множество слоев обложки. Новые биомедицинские устройства с электропитанием могут представлять дополнительные сложности в том, что касается оболочки, особенно оболочки батарей. Эти новые устройства могут быть намного мельче существующих биомедицинских устройств, например, электронная контактная линза или камера-таблетка могут быть значительно мельче кардиостимулятора. В таких примерах объем и площадь, имеющиеся для оболочки, могут быть значительно сокращены. Преимуществом ограниченного объема может быть то, что количества материалов и химикатов могут быть настолько малы, что по своей природе ограничивают потенциал воздействия на пользователя до уровня ниже предела безопасности.
Подход с использованием двустворчатой конфигурации, в частности, при наличии герметичных уплотнительных слоев может обеспечить средства для повышения биосовместимости. Каждый из компонентов двустворчатой конфигурации может обеспечить существенный барьер для входа и выхода материалов. Кроме того, с применением многих из описанных в настоящем документе способов герметичного уплотнения может быть образована батарея, которая обладает превосходной биосовместимостью.
Юбки контактной линзы
В некоторых примерах предпочтительный инкапсулирующий материал, который может формировать инкапсулирующий слой в биомедицинском устройстве, может включать в себя силиконсодержащий компонент. В примере этот инкапсулирующий слой может формировать линзовую юбку контактной линзы. Под термином «силиконсодержащий компонент» понимают компонент, который содержит, по меньшей мере, одно звено [-Si-O-] в составе мономера, макромера или форполимера. Предпочтительно общее содержание Si и связанного с ним O в силиконсодержащем компоненте составляет более чем около 20% вес., более предпочтительно более чем 30% вес. от общей молекулярной массы силиконсодержащего компонента. Используемые силиконсодержащие компоненты предпочтительно содержат полимеризуемые функциональные группы, такие как акрилатная, метакрилатная, акриламидная, метакриламидная, виниловая, N-виниллактамовая, N-виниламидная и стириловая функциональные группы.
В некоторых примерах юбка офтальмологической линзы, также называемая инкапсулирующим вставку слоем, который окружает вставку, может быть выполнена из стандартных гидрогелевых составов для офтальмологической линзы. Примеры материалов с характеристиками, которые могут обеспечивать приемлемое сочетание с множеством материалов вставки, могут включать в себя материалы семейства нарафилкона (включая нарафилкон A и нарафилкон B) и семейства этафилкона (включая этафилкон A). Ниже представлено более полное с технической точки зрения описание природы материалов, соответствующих уровню техники, описанному в настоящем документе. Специалисту в данной области будет понятно, что другие материалы, отличные от описанных ниже, также позволяют формировать приемлемую оболочку или частичную оболочку для уплотненных и герметизированных вставок, и они должны рассматриваться как последовательные и включенные в пределы объема формулы изобретения.
Приемлемые для целей настоящего изобретения силиконсодержащие компоненты включают соединения формулы I
где
R1 независимо выбран из одновалентных реакционноспособных групп, одновалентных алкильных групп или одновалентных арильных групп, причем любая из вышеупомянутых может дополнительно содержать функциональные группы, выбираемые из гидрокси, амино, окса, карбокси, алкилкарбокси, алкокси, амидо, карбамата, карбоната, галогена или их комбинаций; а одновалентные силоксановые цепи содержат 1-100 повторяющихся звеньев Si-O и могут дополнительно содержать функциональные группы, выбранные из алкила, гидрокси, амино, окса, карбокси, алкилкарбокси, алкокси, амидо, карбамата, галогена и их комбинаций;
где b=0-500, причем предполагается, что, если b отлично от 0, то по b имеется распределение, мода которого равна заявленному значению;
при этом по меньшей мере один R1 представляет собой одновалентную реакционноспособную группу, и в некоторых примерах от одного до 3 R1 представляют собой одновалентные реакционноспособные группы.
Используемый в настоящем документе термин «одновалентные реакционноспособные группы» относится к группам, способным к реакциям свободнорадикальной и/или катионной полимеризации. Характерные, но неограничивающие примеры свободнорадикальных реакционноспособных групп, содержат (мет)акрилаты, стирилы, винилы, виниловые эфиры, C1-6алкил(мет)акрилаты, (мет)акриламиды, C1-6алкил(мет)акриламиды, N-виниллактамы, N-виниламиды, C2-12алкенилы, C2-12алкенилфенилы, C2-12алкенилнафтилы, C2-6алкенилфенил-C1-6алкилы, O-винилкарбаматы и O-винилкарбонаты. Не имеющие ограничительного характера примеры катионных реакционноспособных групп включают винилэфирные или эпоксидные группы, а также их смеси. В одном варианте осуществления свободнорадикальные реакционноспособные группы содержат (мет)акрилат, акрилокси, (мет)акриламид и их смеси.
Приемлемые одновалентные алкильные и арильные группы включают незамещенные одновалентные C1-C16 алкильные группы, C6-C14 арильные группы, такие как замещенные и незамещенные метил, этил, пропил, бутил, 2-гидроксипропил, пропоксипропил, полиэтиленоксипропил, их комбинации и т. п.
В одном примере b равно нулю, один R1 представляет собой одновалентную реакционноспособную группу и по меньшей мере 3 R1 выбраны из одновалентных алкильных групп, имеющих от 1 до 16 атомов углерода, и в другом примере - из одновалентных алкильных групп, имеющих от 1 до 6 атомов углерода. Не имеющие ограничительного характера примеры силиконсодержащих компонентов в данном варианте осуществления включают 2-метил-, 2-гидрокси-3-[3-[1,3,3,3-тетраметил-1-[(триметилсилил)окси]дисилоксанил]пропокси]пропиловый сложный эфир (SiGMA),
2-гидрокси-3-метакрилоксипропилоксипропилтрис(триметилсилокси)силан,
3-метакрилоксипропилтрис(триметилсилокси)силан (TRIS),
3-метакрилоксипропилбис(триметилсилокси)метилсилан и
3-метакрилоксипропилпентаметилдисилоксан.
В другом примере b равно от 2 до 20, от 3 до 15 или в некоторых примерах от 3 до 10; по меньшей мере один концевой фрагмент R1 представляет собой одновалентную реакционноспособную группу, а остальные группы R1 выбраны из одновалентных алкильных групп, имеющих от 1 до 16 атомов углерода, а в другом варианте осуществления - из одновалентных алкильных групп, имеющих от 1 до 6 атомов углерода. В еще одном варианте осуществления b равно от 3 до 15, один концевой R1 представляет собой одновалентную реакционноспособную группу, другой концевой R1 представляет собой одновалентную алкильную группу, имеющую от 1 до 6 атомов углерода, а остальные R1 представляют собой одновалентные алкильные группы, имеющие от 1 до 3 атомов углерода. Не имеющие ограничительного характера примеры силиконовых компонентов этого варианта осуществления включают полидиметилсилоксан с конечными (моно-(2-гидрокси-3-метакрилоксипропил)-пропил-эфирными группами (молекулярная масса 400-1000)) (OH-mPDMS), полидиметилсилоксаны с конечной монометакрилоксипропильной группой с конечной моно-н-бутильной группой (молекулярная масса 800-1000), (mPDMS).
В другом примере b равно от 5 до 400 или от 10 до 300, оба концевых R1 представляют собой одновалентные реакционноспособные группы, а остальные R1 независимо выбирают из одновалентных алкильных групп, имеющих от 1 до 18 атомов углерода, которые могут иметь эфирные связи между атомами углерода и могут дополнительно содержать галоген.
В одном примере, где желательно использовать линзы из силиконового гидрогеля, линзы настоящего изобретения изготавливают из реакционной смеси, содержащей, по меньшей мере, около 20 и предпочтительно от около 20 до 70% вес. силиконсодержащих компонентов в расчете на общую массу реакционноспособных компонентов мономерной смеси, из которой образуется полимер. В другом варианте осуществления от одного до четырех R1 представляют собой винилкарбонат или карбамат формулы:
Формула II
где Y обозначает O-, S- или NH-;
R обозначает водород или метил; d равно 1, 2, 3 или 4; и q равно 0 или 1.
Силиконсодержащие винилкарбонатные или винилкарбаматные мономеры конкретно включают: 1,3-Бис[4-(винилоксикарбонилокси)бут-1-ил]тетраметилдисилоксан; 3-(Винилоксикарбонилтио)пропил-[трис(триметилсилокси)силан]; 3-[трис(триметилсилокси)силил]пропилаллилкарбамат; 3-[Трис(триметилсилокси)силил]пропилвинилкарбамат; триметилсилилэтилвинилкарбонат; триметилсилилметилвинилкарбонат и
Если необходимы биомедицинские устройства с модулем упругости менее около 200, только один R1 должен представлять собой одновалентную реакционноспособную группу, и не более двух из остальных R1 должны представлять собой одновалентные силоксановые группы.
Другой класс силиконсодержащих компонентов включает полиуретановые макромеры со следующими формулами:
Формулы IV-VI
(*D*A*D*G)a *D*D*E1;
E(*D*G*D*A)a *D*G*D*E1 или;
E(*D*A*D*G)a *D*A*D*E1,
где
D обозначает алкильный бирадикал, алкилциклоалкильный бирадикал, циклоалкильный бирадикал, арильный бирадикал или алкиларильный бирадикал, имеющий от 6 до 30 атомов углерода,
G обозначает алкильный бирадикал, циклоалкильный бирадикал, алкилциклоалкильный бирадикал, арильный бирадикал или алкиларильный бирадикал, имеющий от 1 до 40 атомов углерода, который может содержать в основной цепи эфирные, тиоэфирные или аминовые связи;
* означает уретановую или уреидовую связь;
a равно, по меньшей мере, 1;
A означает двухвалентный полимерный радикал формулы:
Формула VII
R11 независимо обозначает алкильную или фтор-замещенную алкильную группу, имеющую от 1 до 10 атомов углерода, которая может иметь эфирные связи между атомами углерода; y равно, по меньшей мере, 1; и p обеспечивает молекулярную массу от 400 до 10 000; каждый из E и E1 независимо обозначает полимеризуемый ненасыщенный органический радикал, представленный формулой:
Формула VIII

где R12 представляет собой водород или метил; R13 представляет собой водород, алкильный радикал, имеющий от 1 до 6 атомов углерода, или радикал -CO-Y-R15, в котором Y представляет собой -O-,Y-S- или -NH-; R14 представляет собой двухвалентный радикал, имеющий от 1 до 12 атомов углерода; X означает -CO- или -OCO-; Z означает -O- или -NH-; Ar означает ароматический радикал, имеющий от 6 до 30 атомов углерода; w равно от 0 до 6; x равно 0 или 1; y равно 0 или 1; и z равно 0 или 1.
Предпочтительно силиконсодержащий компонент представляет собой полиуретановый макромер, представленный следующей формулой:
Формула IX

где R16 представляет собой бирадикал диизоцианата после удаления изоцианатной группы, такой как бирадикал изофорондиизоцианата. Другим приемлемым силиконсодержащим макромером является соединение формулы X (где x+y представляет собой число в диапазоне от 10 до 30), получаемое при реакции фторэфира, полидиметилсилоксана с концевой гидроксильной группой, изофорондиизоцианата и изоцианатоэтилметакрилата.
Формула X
Другие силиконсодержащие компоненты, приемлемые для применения в настоящем изобретении, включают макромеры, содержащие полисилоксановые, полиалкиленэфирные, диизоцианатные, полифторуглеводородные, полифторэфирные и полисахаридные группы; полисилоксаны с полярной фторированной привитой или боковой группой, имеющей атом водорода, прикрепленный к концевому дифторзамещенному атому углерода; гидрофильные силоксанилметакрилаты, содержащие простые эфирные и силоксанильные связи, а также поперечно-сшиваемые мономеры, содержащие полиэфирные и полисилоксанильные группы. В некоторых примерах основная цепь полимера может иметь встроенные в нее цвиттерионы. Эти цвиттерионы могут демонстрировать заряды обеих полярностей вдоль полимерной цепи, когда материал находится в присутствии растворителя. Наличие цвиттерионов может улучшить смачиваемость полимеризованного материала. В некоторых примерах любые из представленных выше полисилоксанов также можно применять в настоящем изобретении в качестве инкапсулирующего слоя.
Химическое осаждение металлических слоев на уплотняющие конструкции батареи
Металлическое покрытие имеет большую практическую ценность во многих сферах применения, в качестве примеров, не имеющих ограничительного характера: для эстетических целей на ювелирных изделиях или металлических приборах, для повышения устойчивость к коррозии промышленного оборудования или поверхностей приборов/материалов или даже для увеличения электропроводности поверхности. В биосовместимом элементе подачи питания покрытие, окружающее тело батареи, могут использовать с образованием герметичного барьера для проникновения в материал или выхода из материала. Могут быть применены многочисленные способы нанесения слоя металла на конструкцию батареи, но основная предпосылка может включать нанесение покрытия или слоя металлического материала на наружные поверхности батареи. Металлическое покрытие может быть нанесено с применением металлов многих видов, включая медь, никель, платину, родий и многие другие. Осаждение металла может представлять собой нанесение металлов на многие виды других материалов, включая, среди прочих, другие металлы, полупроводники или пластмассы.
Типовые примеры способов нанесения металлического покрытия могут включать в себя электролитическое и химическое осаждения; оба из которых предусматривают покрытие материала слоем металла. Однако электролитическое осаждение может включать применение индуцированного электрического заряда на покрываемом материале, тогда как химическое осаждение может не включать применение электричества, а может предусматривать осуществление химической реакции, в результате которой происходит нанесение металла.
Электролитическое осаждение может включать множество стадий для получения требуемого покрытия, постоянной толщины нанесенного материала и других свойств, требуемых для успешного нанесения покрытия. В некоторых примерах элемент сначала может быть тщательно предварительно обработан для обеспечения эффективного осаждения. Стадии предварительной обработки могут включать в себя, среди прочих, полировку, маскирование, травление, промывку, паровую очистку, полоскание, ультразвуковую промывку или электроочистку в качестве примеров, не имеющих ограничительного характера. В некоторых примерах предварительная обработка может позволять удалять масло, жир или другие загрязняющие вещества с поверхности покрываемого элемента.
После успешной предварительной обработки покрываемый объект может быть помещен в ванну для раствора, содержащую металл в ионной форме для депонирования. Как правило, способы электролитического осаждения могут предусматривать создание положительного электрического заряда в ванне для раствора и отрицательного электрического заряда на покрываемом объекте. Это различие в электрическом заряде может приводить к возникновению силы электрического притяжения между частицами металла в ванне для раствора и покрываемым объектом. Эта сила притяжения может химически изменять ионное состояние и связывать частицы металла из ванны для раствора с объектом, покрывая его поверхность.
В зависимости от композиции осаждаемого материала и ванны для раствора для обеспечения эффективного осаждения предпочтительно следует поддерживать определенные условия, которые включают, среди прочих, напряжение, уровень рН в ванне для раствора, концентрацию металла в растворе, продолжительность нанесения покрытия и температуру окружающей среды. Коррекция этих условий может позволить изменять различные аспекты нанесения покрытия, включая, среди прочих, отделку полученной металлической поверхности, цвет осажденного металла, скорость осаждения или толщину осажденного металла. Другие внешние условия, например воздушные пузырьки или загрязнения в ванне для раствора, также могут влиять на полученное покрытие; эти недостатки могут быть устранены путем встряхивания ванны или применения углеродной обработки ванны в качестве примеров, не имеющих ограничительного характера. В некоторых примерах может быть важно устранить все причины возникновения недостатков на поверхности, на которую наносят покрытие, на биосовместимом элементе подачи питания; поскольку такие недостатки могут снижать эффективность уплотнительного слоя.
Кроме того, для обеспечения успешного электролитического осаждения могут потребоваться различные формы последующей обработки, включающие, среди прочих, полоскание, паровую очистку, термическую сушку или другие способы.
Химическое осаждение может включать множество стадий для получения требуемого покрытия, обеспечения постоянной толщины нанесенного материала и других свойств, требуемых для успешного нанесения покрытия. Химическое осаждение может иметь такие же требования, касающиеся покрытия и герметизации биосовместимого элемента подачи питания, что и требования, которые обсуждались в отношении электролитического осаждения. Сначала покрываемый элемент может быть тщательно предварительно обработан для обеспечения эффективного осаждения. Стадии предварительной обработки могут включать в себя, среди прочих, очистку. Очистка может помочь удалить загрязнения и/или мусор, оставшиеся после любых предшествующих стадий обработки покрываемого объекта, а также масла, смазки или другие загрязнения с поверхности покрываемого элемента. Очистка может быть выполнена с помощью кислот или чистящих растворов других типов; при выборе надлежащего очищающего раствора может быть важно рассмотреть, какой материал или мусор следует удалить, температуру, которую поддерживают для очищенного элемента (и, следовательно, раствора) во время очистки, требуемую концентрацию очищающего раствора, объем механической работы человека, выполняющего очистку, которая может потребоваться (встряхивание и т. д.), а также другие возможные аспекты.
Стадии предварительной обработки также могут включать в себя травление, маскирование, полоскание, сушку и погружение покрываемого объекта в раствор активатора для предварительной обработки окунанием, а также в активирующий раствор в качестве примеров, не имеющих ограничительного характера. Травление может предусматривать применение химических и/или механических средств в качестве примеров, не имеющих ограничительного характера, для травления профиля в покрываемом рабочем объекте, который будет выступать в качестве предписанного места для нанесения покрытия. Раствор для предварительной обработки окунанием может содержать ионы, которые являются общими для активирующего раствора, которые подготовят рабочий элемент к фактическому нанесению покрытия; этот раствор для предварительной обработки окунанием может быть, как правило, выполнен с возможностью нанесения на рабочий элемент, и его не смывают до добавления в активирующий раствор. Раствор для предварительной обработки окунанием может быть менее чувствительным к загрязнению ионов металлов, чем сопутствующий активирующий раствор. Применение раствора для предварительной обработки окунанием обеспечивает множество преимуществ, в том числе в не имеющем ограничительного характера смысле, результат, который является менее дорогостоящим и позволяет предохранить активирующий раствор от загрязнения ионами металла с целью повышения эффективности способа и получения более качественных результатов.
После предварительной обработки окунанием активирующий раствор может быть нанесен на рабочий элемент. Активатор может содержать некоторые ионы, удерживаемые в восстановленном состоянии другими ионами в растворе; на практике восстановленные ионы могут механически удерживаться на поверхности связывания, что действует как катализатор для химической реакции, которая будет способствовать химическому осаждению. Хотя достаточный слой активирующего раствора на поверхности рабочего элемента имеет важное значение для катализирования процесса химического осаждения, важно отметить, что слишком толстый слой активирующего раствора может действовать как барьер для надлежащей адгезии наносимого металла, и этого следует избегать.
Стадии предварительной обработки также могут включать в себя стадию постактивации, или ускорения, как ее также обычно называют. Эта стадия может служить для обеспечения того, чтобы активирующие вещества, осажденные из активирующего раствора на стадии предварительной обработки окунанием, были как можно более «активными» перед фактической стадией химического осаждения. Эта стадия может облегчить взаимодействие активирующих веществ с раствором для химического осаждения на стадии фактического нанесения покрытия; это может не только уменьшить время инициирования реакции химического осаждения, но также может минимизировать потенциал активирующих веществ, загрязняющих раствор химического осаждения, повышая качество результирующего покрытия. Если пропустить эту стадию постактивации, активирующий раствор, осажденный на рабочий элемент, может содержать незначительно прилипшие вещества, что может привести к загрязнению раствора химического осаждения и может отсрочить начало реакции химического осаждения. В некоторых примерах постактивирующие растворы могут быть кислотными и могут удалять оксиды металлов, которые могут образовываться на поверхностях рабочих объектов из-за стадий полоскания между активатором и постактиватором; хотя этот процесс положительно влияет на рабочий объект, постактиватор может загрязниться, и может возникнуть необходимость пополнять ванну для раствора, когда в ней появляется чрезмерная концентрация этих металлов или других загрязнителей.
После предварительной обработки рабочий объект может быть погружен в химическую ванну, содержащую следующие возможные ингредиенты в качестве примеров, не имеющих ограничительного характера: соли металлов (требуемого для нанесения металла), восстанавливающее вещество, щелочной гидроксид, хелатирующие вещества, стабилизаторы, отбеливатели и необязательно смачивающие агенты. Восстанавливающее вещество и гидроксидные ионы могут обеспечить восстановительную силу, необходимую для осаждения металла, содержащегося в ванне для раствора. Реакцию осаждения можно инициировать с помощью каталитических веществ, которые могут быть нанесены на поверхность рабочего объекта во время стадии активатора. Выбор типовой ванны для химического осаждения может зависеть от нескольких факторов, включающих, среди прочих, температуру, требуемую скорость нанесения покрытия, требуемую толщину покрытия и концентрацию металла (и, следовательно, повторяемость реакции осаждения для множества рабочих объектов в одной ванне, хотя эта повторяемость, как видно, может также зависеть и от многих других факторов).
Повышение механической прочности с помощью химического осаждения
В некоторых примерах желательное решение для повышения механической прочности может предусматривать химическое осаждение в качестве способа создания конформного барьерного покрытия. Принципы химического осаждения были рассмотрены в настоящем документе. В ходе химического осаждения могут наносить соответствующий слой металла на проводящее или непроводящее покрытие. Для осаждения металлов, таких как никель, медь и олово, на пластмассовые поверхности были разработаны ванны для химического осаждения. Затем химически осажденный металл может быть дополнительно осажден с применением химического осаждения или электролитического осаждения с использованием широкого спектра металлов, включая никель, медь, олово, золото, серебро, кадмий и родий. В некоторых случаях из-за стоимости, коррозии и/или механических проблем может быть желательно применять слоистую структуру, которая включает более одного слоя электролитического осаждения.
Покрытие может иметь любую толщину и может механически усилить батарею в дополнение к действию в качестве барьера. Это механическое усиление может приводить к принудительному перемещению водорода за пределы элемента, уменьшая или устраняя вспучивание из-за образования газообразного водорода при коррозии цинка. Чтобы избежать возникновения короткого замыкания между выводами батареи из-за осаждения, может потребоваться выполнение маскирования одного или обоих выводов с применением непроводящего материала во время процесса нанесения покрытия.
В некоторых примерах слой может быть образован с помощью химического осаждения, причем химическое осаждение и/или электролитическое осаждение могут быть применены для создания на них конформного медного покрытия приблизительно в 25 микрон (1 мил). Ленту установки для нанесения покрытия можно применять для маскирования обоих выводов этих батарей во время нанесения покрытия, чтобы избежать короткого замыкания батарей во время обработки осаждаемого покрытия.
Затем эту ленту можно снять с выводов, после чего батареи можно выдерживать при комнатной температуре с относительной влажностью 50%.
Изолирующие половины двустворчатой конфигурации в конструкции компонентов батареи
В некоторых примерах элементы батареи могут быть выполнены таким образом, что они обеспечивают разделение областей активного химического состава батареи на сегменты с надежными уплотнительными слоями. В некоторых примерах эти уплотнительные слои могут быть герметичными. Разделение активных компонентов батареи на герметично закрытые сегменты может иметь множество преимуществ, причем эти сегменты могут, как правило, принимать двустворчатую форму. Двустворчатые батареи с внешними компонентами, выполненными из пластика, металла, стекла или керамики, могут образовывать идеальный аспект структурной конфигурации. В некоторых примерах материалы могут быть выбраны таким образом, что уплотнения, которые сформированы между материалами, могут рассматривать как «герметичные», поскольку диффузия молекул через это уплотнение может быть ниже спецификации согласно протоколу испытаний для «типа уплотнения или типа способа, применяемого для создания уплотнения». Например, электронные компоненты, такие как батареи, могут иметь некоторый объем воздуха или некоторый объем, «эквивалентный некоторому количеству воздуха» внутри них, и спецификация герметичности может относиться к уплотнению, имеющему скорость утечки ниже определенного уровня, при которой 50% от объема устройства замещается воздухом, забираемым снаружи уплотнения. Двустворчатая батарея крупной формы может быть образована при помощи одного или нескольких процессов, которые будут обсуждаться в последующих разделах настоящего документа, при этом низкий уровень утечки может измеряться для определения степени герметичности уплотнительного слоя для конкретной батареи. На практике маленькие двустворчатые батареи или микробатареи, подобные описанным в настоящем документе, могут в некоторых примерах иметь объем порядка 10-4 см3. Способность устройства обнаружения утечек измерять достаточно низкую скорость утечки для установления того, что уплотнение микробатареи является «герметичным», может быть недостижимой для применяемых в настоящее время способов обнаружения утечки; тем не менее, уплотнительный слой микробатареи может именоваться герметичным, так как аналогичная обработка и материалы, когда они применяются к батарее крупой формы, приводят к значительно низкой скорости утечки, достаточной для того, чтобы считать уплотнительный слой и материалы «герметичными».
При проведении экспериментов изучались различные материалы и типы уплотнительных слоев с точки зрения аспектов герметизации. Целостность уплотнительного слоя, а также целостность объема для переноса молекул воды можно охарактеризовать с помощью ранее описанного показателя WVTR, который относится к проникновению водяных паров. В том числе, можно измерить проникновение кислорода через барьер или уплотнительный слой. Эти измерения можно описать как отчасти относительные величины, так как условия, в которых может находиться загерметизированная батарея, не совсем соотносятся с условиями при измерении. В некоторых примерах испытания WVTR могут проводиться, например, в сушильной камере, чтобы, таким образом, оборудование по обнаружению утечки смогло определить изменение водяных паров вследствие проникновения через барьер. Это сравнивается с фактическим хранением устройства в биомедицинском устройстве, погруженном, например, в водный раствор. Тем не менее, характеристики пленок могут быть количественно определены в условиях проведения испытания с целью установить, что можно на практике применить к различным используемым материалам по сравнению с их измерениями во время испытаний. В следующей таблице представлены примеры результатов для различных типов пленок и химически нанесенных/электролитически осажденных пленок. В первой колонке приводится количественное определение показателей скорости проникновения кислорода (OTR) и скорости проникновения водяных паров (WVTR) для пленок без покрытия и пленок без покрытия с нанесенным Si02. Затем накладываются пленки различной толщины. При относительном сравнении пленка без покрытия может иметь показатель WVTR приблизительно на 1300 больше, чем пленка при нанесении на нее приблизительно 63 микронов меди. (Это может быть минимальным значением, поскольку 0,01 является нижней границей измерения прибора). Таким образом, ожидается, что покрытие двустворчатой батареи путем химического нанесения может привести к значительному улучшению герметических свойств конструкции батареи.
На Фиг. 2А1, 2А2 и 2А3 показаны основные примеры различных типов двустворчатых батарей в поперечном сечении. Представленные примеры расположены в одной плоскости; однако находящиеся в одной плоскости примеры могут иметь аналогичные двустворчатые конфигурации и описываются в последующих разделах. На Фиг. 2А1 показан основной пример двустворчатой батареи 200 с базовым корпусом из изолирующего материала, разделенным на две «створки». Элементы выступов включены в тело двустворчатой конфигурации. В примере два компонента, которые могут быть выполнены из полупроводниковых или изолирующих материалов, образуют верхнюю половину 211 двустворчатой конфигурации и нижнюю половину 212 двустворчатой конфигурации, каждая из которых может содержать химические вещества 221 анода и химические вещества 222 катода. В некоторых примерах половины двустворчатой конфигурации могут сами по себе быть окружены образованными металлическими трубками, которые окружают материал. В некоторых примерах химические вещества 222 катода и химические вещества 221 анода могут быть разделены разделителем 240. Разделитель может идти по центру нижней половины 212 двустворчатой конфигурации, пока структура батареи не сомкнется в месте, где она прилегает к верхней половине 211 двустворчатой конфигурации. В некоторых примерах подобная конфигурация может быть эффективной при физическом разделении анода и катода и предотвращении утечки в верхней и нижней частях разделителя. Для создания работоспособной батареи контакты батареи, которые не показаны на рисунке с поперечным сечением, должны быть электрически изолированы друг от друга, так как электрическое соединение приведет к истощению химического состава батареи. В первом примере уплотнительный слой 230 может быть образован между включенными элементами выступов двух половин двустворчатой конструкции.
На Фиг. 2А2 показан пример модификации базовой конфигурации, причем двустворчатая конфигурация представлена с выдающимися выступами 201. В некоторых примерах крупная уплотнительная поверхность может быть сформирована выдающимися выступами и может образовывать уплотнительный слой 230А отличной конфигурации. В некоторых примерах для образования крупных уплотнительных слоев может использоваться значительный объем выступающей части.
На Фиг. 2А3 показан пример модификации базовой конфигурации, причем верхняя половина 211 двустворчатой конфигурации представляет собой плоскую створку, а нижняя половина 212 двустворчатой конфигурации - створку с углублением. Периферический край плоской створки может образовывать эквивалент элемента выступа створки с углублением и может прилегать и герметизировать выступ створки с углублением.
В основных примерах на Фиг. 2A1, 2A2 и 2A3 половины двустворчатой конфигурации, выполненные из изолирующих или полупроводниковых материалов, электрически разделяют анод и катод. В некоторых других более сложных конфигурациях двустворчатых батарей металлическая створка может комбинироваться с изолирующей створкой. В некоторых других конфигурациях две металлические створки могут быть выполнены с изолирующей створкой между ними. Двустворчатая конфигурация, выполненная из изолирующего материала, может представлять собой твердый изолирующий материал с кристаллической структурой или пластик, который также может быть изолирующим материалом.
Как показано в различных примерах, между половинами двустворчатой конфигурации может быть образован, по меньшей мере, один уплотнительный слой. В случае более сложных структур между металлическими половинами двустворчатой конфигурации и промежуточным изолирующим материалом может находиться второй уплотнительный слой. Половины двустворчатой конфигурации могут представлять собой физическую структуру, которая сама по себе служит для удерживания материала внутри батареи и в качестве части диффузионного барьера для предотвращения перемещения химических веществ внутрь батареи или из нее. В более ранних обсуждениях приводилось описание различных типов уплотнительных слоев, включая герметичные уплотнительные слои, а также методик их формирования. К примерам уплотнительного слоя 230 относятся металлокерамические или металлостеклянные уплотнительные слои, комбинации керамика-керамика, керамика-стекло, стекло-стекло, пластик-керамика, пластик-стекло и другие.
На Фиг. 2B и 2C показаны альтернативные проекции верхней и нижней половин двустворчатой конфигурации батарей 200, 201 и 202, которые изображены на Фиг. 2A1, 2A2 и 2A3. На Фиг. 2В представлен вид сверху вниз нижней половины 212 двустворчатой батареи 200, которую можно герметично соединить с верхней половиной 211. Нижняя половина 212 представлена без соответствующих химических веществ анода и катода, и, таким образом, показана полость, которую занимают эти химические вещества. На Фиг. 2С представлен вид снизу вверх верхней половины 211.
Нижняя половина 212 двустворчатой батареи может включать область 231 анода или анодную полость. Полость может включать электрическое соединение 262, которое электрически соединяет химический состав анода с анодным контактом 261 батареи. Нижняя половина 212 может также включать область 232 катода или катодную полость. Катодная полость может включать в себя электрическое соединение 272, которое электрически соединяет химический состав катода с катодным контактом 271. В представленном примере катодный контакт 271 и анодный контакт 261 расположены на участках одной и той же половины двустворчатой конфигурации. В некоторых других примерах каждая створка может иметь один контакт вместе с соединением с соответствующим химическим составом.
Когда две половины двустворчатой конфигурации сводятся вместе, верхнюю створку можно герметично присоединить к нижней створке на стыке между ними. На Фиг. 2А1 показан уплотнительный слой 230. Как показано на Фиг. 2В, уплотнительный слой может, по существу, представлять собой выступ материала двустворчатой конфигурации. Внутренний выступ 235 нижней половины 212 может соответствовать и контактировать с внутренним выступом 237 верхней половины 211 двустворчатой конфигурации. Внешние выступы 234 и 235 более подробно описаны ниже. Различные типы уплотнительных слоев могут быть образованы на этих выступах в зависимости от материала двустворчатой конфигурации. В некоторых примерах керамических или полупроводниковых половин уплотнительный слой с S-связью или паянные уплотнительные слои могут быть образованы на металлических слоях, нанесенных осаждением паров на половины двустворчатой конфигурации. На Фиг. 2D показан крупный план области уплотнительного слоя для внешнего выступа 234 нижней половины 212 с видом в крупном масштабе. Внешний выступ 236 верхней половины 211 может взаимодействовать с соответствующим внешним выступом 234 нижней половины 212, а вид в крупном масштабе показывает область, где формируется уплотнительный слой.
На Фиг. 2Е можно увидеть пример боковой проекции области уплотнительного слоя между нижней половиной 212 и верхней половиной 211 двустворчатой батареи 200, изображенной на Фиг. 2А1, а также пример слоев, относящихся к уплотнительному слою, до активации материала Nanofoil®. Очевидно, что в аналогичных ситуациях можно получить двустворчатые конфигурации, изображенные на Фиг. 2A2 и 2A3. На верхнюю половину 211 двустворчатой конфигурации и вторую половину 212 двустворчатой конфигурации могут наносить предварительно увлажненный припойный слой с каждой стороны для первого припойного слоя 238 и второго припойного слоя 239. Между этими двумя припойными слоями может размещаться материал 250 Nanofoil®. При активации материал Nanofoil® может локально плавить припойные слои и формировать уплотнительный слой 230. На иллюстрации показано соединение «встык», однако могут применяться многие другие типы соединений, включая конфигурации «внахлест», конфигурации с пазами и другие типы соединений, где материал Nanofoil® может размещаться между двумя поверхностями, предназначенными для герметизации, на поверхности которых нанесен припойный слой. В других примерах структура, изображенная на Фиг. 2Е, может быть образована путем нанесения металлического слоя на выступы половин двустворчатой конфигурации в областях, предназначенных для герметизации (например, выступы 234-237). Металлические поверхности могут использоваться для спайки металлов мягким или твердым припоем с образованием герметичного уплотнительного слоя.
В других примерах двустворчатая конфигурация может быть выполнена из металлических створок, причем между металлическими створками в качестве электроизолирующей створки будет находиться промежуточная створка, выполненная из керамики или другого изолирующего материала. В таких примерах каждая металлическая створка может образовывать с изолирующей створкой уплотнительный слой с помощью структуры, подобной той, которая представлена на Фиг. 2Е.
В других дополнительных примерах створки двустворчатой конфигурации могут быть выполнены из пластиковых материалов. Пластиковый материал может включать нанесенные или присоединенные металлические участки для электродов батареи, однако уплотнительные слои по краям половин двустворчатой конфигурации могут быть загерметизированы при помощи адгезивов или путем сплавки, используя такие методики, как ультразвуковая пайка или лазерная пайка.
Многочисленные материалы могут использоваться в качестве светочувствительных уплотняющих веществ, которые могут быть чувствительными к свету или воздействию УФ-излучения. Можно использовать любой известный в данной области уплотнитель, однако не имеющие ограничительного характера примеры фирменных адгезивов включают: DELO Kaitobond OB614, DELO Kaitobond OM VE 115261, Delo LP 424, DELO Photobond LP VE526279, Dymax 1121-420, Dymax 1121-7401, Dymax 1128A-7401, EMI 10590, EMI optocast 3553, Epotek 301, Epotek 301-2, Epotek OG142-112, Epotek OG142-95, Epotek OG603, Henkel Loctite 3341, Henkel Loctite 3922, Henkel Loctite 3942, Henkel Loctite 5055, Henkel Loctite M-11FL, Momentive RTV 615, Momentive UVLSR 2060, Momentive UVLSR 7070, Norland Optical Adhesive 61, Norland Optical Adhesive 68, orland Optical Adhesive 86, NuSil MED-6010, Nusil MED-6400, Permabond UV 632, Tangent 40093, Tangent 7090 и Threebond 30Y-951.
На Фиг. 3А можно увидеть альтернативный пример двустворчатой батареи 300. В этом примере два герметизирующих компонента, верхний компонент 310 двустворчатой конфигурации и нижний компонент 330 двустворчатой конфигурации, могут образовывать корпус, который окружает материал батареи. В качестве примеров, не имеющих ограничительного характера, компоненты могут быть выполнены из кремния или керамических материалов. Химические вещества 312 анода могут находиться внутри верхнего компонента 310 двустворчатой конфигурации. А химические вещества 340 катода могут находиться внутри нижнего компонента 330 двустворчатой конфигурации. В данном примере размеры верхнего компонента 310 и нижнего компонента 330 могут быть идентичными, поэтому при герметическом соединении друг с другом они образуют двустворчатую батарею 300, которая геометрически симметрична вдоль горизонтальной оси, образованной уплотнительным слоем. В других практических примерах объем химического вещества анода в верхнем компоненте 310 двустворчатой конфигурации может быть меньше, чем объем химического вещества катода в нижнем компоненте 330 двустворчатой конфигурации. Химические вещества 340 катода и химические вещества 312 анода могут быть разделены разделителем 320. Контакты батареи должны быть изолированы друг от друга для создания функционализированной батареи, поскольку их электрическое соединение может привести к разряду батареи. Верхний и нижний компоненты двустворчатой конфигурации могут быть выполнены из различных изолирующих материалов, например, помимо прочего, керамики, стекла и пластика. Уплотнительный слой может представлять собой одну из комбинаций керамика-керамика, керамика-стекло, стекло-стекло, как описывалось ранее, которая может образовывать герметичный уплотнительный слой.
На Фиг. 3В показана иллюстрация примера нижней половины 330 двустворчатой конфигурации, а на Фиг. 3С - пример верхней половины 310 двустворчатой конфигурации. Конфигурация приведенной в качестве примера двустворчатой батареи предполагает одноячеечную батарею с внешним электрическим контактом на каждой створке. Нижняя половина двустворчатой конфигурации содержит единую полость 332 для различных химических веществ батареи. Эта полость окружена выступом 331. Электрическое соединение 333 соединяет область полости с приводимым в качестве примера катодным контактом 334. Как показано на Фиг. 3С, верхняя половина двустворчатой конфигурации может включать единую полость для химических веществ 312 анода, а в некоторых других примерах - верхнюю пластину. Электрическое соединение 313 может соединять анод батареи с анодным контактом 314. Выступ 311 верхней половины двустворчатой конфигурации накладывается на выступ 331 нижней половины двустворчатой конфигурации, когда верхняя половина размещается над нижней.
На Фиг. 3D и 3E показан другой пример двустворчатой батареи, представленной на Фиг. 3А, с многочисленными элементами батареи, а также анодным и катодным контактами, показанными на одной створке двустворчатой конфигурации, которая не закрыта компонентами нижней половины двустворчатой конфигурации. Нижняя половина 330 двустворчатой конфигурации содержит две полости 351 и 352, при этом электрический контакт 353 размещен между этими элементами. Две полости будут функционировать, если химические вещества из двух полостей будут располагаться в зеркальном отображении относительно друг друга; например, если в полости 352 химические вещества анода будут находиться под химическими веществами катода, а в полости 351 химические вещества катода будут находиться под химическими веществами анода. В других примерах химические вещества могут быть противоположными по расположению. Как показано на Фиг. 3Е, две полости 358 и 359 могут включать электрические соединения 354 и 355, которые соединяют каждую из двух полостей с контактами 356 и 357. Выступы 311 и 331 верхней половины 310 двустворчатой конфигурации и нижней половины 330 двустворчатой конфигурации могут использоваться для образования герметичного уплотнительного слоя таким образом, как было описано в настоящем документе.
На Фиг. 3F и 3G снова приводится аналогичный пример конфигурации двустворчатой батареи, показанной на Фиг. 3D и 3E, с многочисленными элементами и открытыми контактами на одной половине двустворчатой конфигурации. Нижняя половина 330 двустворчатой конфигурации содержит две полости 363 и 364, при этом электрический контакт 365 размещен между этими элементами. Две полости будут функционировать, если химические вещества из двух полостей будут располагаться в зеркальном отображении относительно друг друга; например, если в полости 363 химические вещества анода будут находиться под химическими веществами катода, а в полости 364 химические вещества катода будут находиться под химическими веществами анода. В других примерах химические вещества могут быть противоположными по расположению. Как показано на Фиг. 3G для верхней половины 310 двустворчатой конфигурации, две полости 361 и 362 могут включать электрические соединения 366 и 367, которые соединяют каждую из двух полостей с контактами 368 и 369. Однако половины двустворчатой конфигурации из этого примера могут быть выполнены из полупроводникового материала таким образом, что электрические соединения 366 и 367 могут быть сформированы путем добавления значительного количества примесей в эти участки полупроводникового материала половин двустворчатой конфигурации. Следовательно, можно получить электрический контакт с внешним контактом через половину двустворчатой конфигурации таким образом, что в уплотнительном слое не будет зазора. Выступы 311 и 331 верхней половины 310 двустворчатой конфигурации и нижней половины 330 двустворчатой конфигурации могут использоваться для образования герметичного уплотнительного слоя таким образом, как было описано в настоящем документе. Кроме того, эти уплотнительные слои могут формировать крайне плотный герметичный уплотнительный слой вследствие отсутствия физического электрического контакта между уплотнительными поверхностями, чтобы провести электрический контакт от химического состава батареи к контактным областям.
На Фиг. 3H и 3I показан пример, в котором двустворчатая конфигурация имеет форму полной окружности. Нижняя половина 330 двустворчатой конфигурации включает единую полость 371 по всей окружности с электрическим контактом 374. Проиллюстрированный случай относится к полупроводниковой половине двустворчатой конфигурации с электрическим контактом в виде области полупроводниковой створки с большим количеством примесей. В некоторых примерах полупроводниковый материал может представлять собой неорганический полупроводник, такой как кремний, где атомные примеси, например, фосфор и бор, могут изменять проводимость. В некоторых других примерах полупроводниковый материал может представлять собой органические полупроводники, в которых молекулярные примеси могут изменять проводимость отдельных участков и обеспечивать электрический контакт. Можно использовать многочисленные системы органических полупроводников с примесями; однако, в качестве не имеющего ограничительного характера примера в полимерной матрице может использоваться поли(3-гексилтиофен) (П3ГТ) с примесью 2,3,5,6-тетрафтор-7,7,8,8-тетрацианохинодиметана (ТФТЦНХД). Обширная площадь органического полупроводника с примесью может быть покрыта металлической пленкой для формирования контактной площадки. В других примерах изолирующая или пластиковая двустворчатая конфигурация может включать металлический контакт, проникающий через половину двустворчатой конфигурации с хорошим герметичным уплотнительным слоем. Полость может содержать химический состав катода и, возможно, разделитель. Верхняя половина 310 двустворчатой конфигурации может включать полость 370 для химического состава анода, который может представлять собой, например, анод, нанесенный на створку двустворчатой конфигурации электролитическим путем. Кроме того, верхняя створка двустворчатой конфигурации может включать диффузионную кремниевую контактную область 375. Выступы 311 и 331 верхней половины 310 двустворчатой конфигурации и нижней половины 330 двустворчатой конфигурации могут использоваться для образования герметичных уплотнительных слоев таким образом, как было описано в настоящем документе. Поскольку форма проиллюстрированной батареи представляет собой полную окружность, присутствуют изолированный от выступа верхней половины двустворчатой конфигурации выступ 311А и изолированный от выступа нижней половины двустворчатой конфигурации выступ 331А. Выступы 311А и 331А могут сформировать уплотнительный слой аналогичным способом герметизации, что и внешние выступы. Эти уплотнительные слои могут формировать крайне плотный герметичный уплотнительный слой вследствие отсутствия физического электрического контакта между уплотнительными поверхностями, чтобы провести электрический контакт от химического состава батареи к контактным областям.
Из примеров компонентов двустворчатой конфигурации, изготовленных из изолирующих материалов, в настоящем документе приводятся примеры электрического соединения, которое может быть сформировано путем протягивания токоотвода электрода через область спайки к контактной площадке. В других примерах в полупроводниковые компоненты двустворчатой конфигурации могут добавляться примеси, чтобы обеспечить электрический контакт, который будет проходить через корпус двустворчатой конфигурации. Другие примеры могут включать проводящие переходы, которые врезают в изолирующие материалы, а затем заполняют проводящими материалами. Размещение материалов проводящих переходов может быть выполнено таким образом, что уплотнительный слой перехода будет поддерживать герметичный уплотнительный слой.
В некоторых примерах в двустворчатую батарею через заливное отверстие может вводиться электролит. Батарея может вытягиваться вакуумом для удаления газов через заливное отверстие, и через это отверстие электролит может попадать в тело двустворчатой конфигурации. После этого может быть образован уплотнительный слой путем введения адгезивного или полимеризуемого материала через заливное отверстие. В некоторых примерах заполнение заливного отверстия может осуществляться до нанесения металлического покрытия двустворчатой батареи для улучшения герметичного уплотнительного слоя.
Металлические половины двустворчатой конфигурации в конструкции компонентов батареи
На Фиг. 4 показан пример составной двустворчатой батареи. В примере металлическая верхняя половина 410 двустворчатой конфигурации и металлическая нижняя половина 470 двустворчатой конфигурации могут содержать элементы батареи, как обсуждалось ранее для других примеров двустворчатой конфигурации. Поскольку металлические половины двустворчатой конфигурации приведут к замыканию элемента батареи, если их соединить друг с другом, между ними помещается изолирующая промежуточная створка 440, которая соединяется с уплотнительным слоем 430 и уплотнительным слоем 450. Уплотнительный слой может быть выполнен любым из способов формирования герметичных уплотнительных слоев, как описано в настоящем документе. Батарея может содержать внутренние поддерживающие элементы 415 для удерживания компонентов на месте во время сборки, прежде чем будут сформированы герметичные уплотнительные слои. Равным образом, анод 420 может быть выполнен на верхней половине 410 двустворчатой конфигурации, а катод 460 может быть размещен или выполнен на нижней половине 470 двустворчатой конфигурации, которая уже может быть соединена с изолирующей промежуточной створкой 440.
Пластиковые половины двустворчатой конфигурации в конструкции компонентов батареи
На Фиг. 5А показан пример пластиковой двустворчатой конфигурации биосовместимого элемента энергоснабжения 500 в поперечном сечении. В нижнюю половину 520 двустворчатой конфигурации может быть помещен центральный разделитель 531, анод 530, анодный токоотвод 571, катод 532 и катодный токоотвод 573. Верхняя половина 510 двустворчатой конфигурации может быть герметично соединена с нижней половиной двустворчатой конфигурации посредством уплотнительного слоя 540, который может быть сформирован путем плавки пластиковых элементов для образования на поверхности контакта плотного уплотнительного слоя. Уплотнительный слой 541 представлен вместе с видом «насквозь» с целью показать, что выступы двустворчатой конфигурации можно сплавить вместе для формирования уплотнительного слоя вдоль поверхности соприкосновения выступов. Запаянную пластиковую двустворчатую батарею можно сделать еще более герметичной путем покрытия значительной части корпуса пластиковой батареи металлической пленкой, сформированной путем химического нанесения с последующим электролитическим осаждением.
В других примерах пластиковая заготовка, которая используется для формирования створок двустворчатой конфигурации, может быть выполнена из композитного пластикового материала, такого как полимерная, металлическая пленка, полимерные многослойные первичные пленки. Возможны также другие примеры, в которых металлическая пленка формируется в пределах створок двустворчатой конфигурации или наносится на створки двустворчатой конфигурации перед добавлением других элементов. Аналогичным образом, химически нанесенную/электролитически осажденную пленку можно добавить в двустворчатые конфигурации, которые уже содержат металлическую пленку внутри или снаружи.
Как показано на Фиг. 5В, пластиковую двустворчатую батарею можно инкапсулировать металлическими пленками для улучшения герметичности уплотнительного слоя внешних слоев двустворчатой конфигурации. Поверхность двустворчатой конфигурации можно очищать и обрабатывать путем предварительного погружения в кислый промывочный раствор, чтобы удалять загрязнение, например, остаточную суспензию. Другие варианты промывки и очистки могут включать в себя очиститель типа RCA, очиститель на основе пероксида типа SC1 и SC2, фтористоводородную кислоту, серную кислоту и комбинации кислот. Ускоритель или сенсибилизатор может включать в себя специализированные составы, например, раствор «Type C», производимый компанией Transene. Затем для обработки поверхности могут применять активатор. В качестве не имеющего ограничительного характера примера может использоваться раствор «D-типа» компании Transcene Company. На Фиг. 5В показан результат такой обработки в виде слоя 560 на полностью сформированном биосовместимом элементе энергоснабжения 500, показанном на Фиг. 5В.
Затем предварительно обработанную поверхность могут погружать в ванны для химического осаждения, в данном примере, меди. Предварительно обработанное и активированное тело батареи теперь может быть погружено в производимую компанией Transene смесь омывающего раствора для химического осаждения медью «Type A and Type B» при повышенной температуре приблизительно 40°C в течение некоторого времени с образованием покрытия в несколько микрон. Полученное в результате нанесение показано как слой 561. В некоторых примерах могут выполнять последующее промывание поверхности в кислотах для упрочнения поверхности.
В некоторых примерах более толстый слой покрытия, например толщиной в 10 или более микрон, меди могут наносить на химически осажденный слой с применением ванны для электролитического осаждения меди. Полученный в результате слой меди показан как слой 562. В некоторых примерах после электролитически осажденного слоя меди может следовать обработка родия способом электролитического осаждения в виде слоя 563. Родий способен стабилизировать и защищать поверхность из меди; поэтому в некоторых примерах могут наносить тонкий слой в качестве верхней поверхности.
Если весь элемент батареи покрыть слоем меди, два контакта батареи будут закорочены, и батарея станет нефункциональной. Поэтому один или оба контакта батареи могут быть защищены перед нанесением покрытия для предотвращения формирования покрытия вокруг контактов и изолирования контактов. На Фиг. 5С пример вида сверху пластиковой двустворчатой батареи перед электролитическим осаждением показан для батареи, изображенной на Фиг. 5А, с катодным контактом 574, пунктирной линией для обозначения элемента, спрятанного за защитной пленкой 575, и анодным контактом 572. Слои электрического соединения могут использоваться для формирования электрического соединения между анодами и катодами батареи через их токоотводы с соответствующими контактными площадками. Защитная пленка 575, например, изоляционная лента, может помещаться вокруг катодного контакта, катодного токоотвода и связанного с ним слоя электрического соединения. Оставшаяся поверхность батареи может покрываться химически нанесенными/электролитически осажденными слоями, как показано на Фиг. 5В. Тот факт, что контактная область может иметь поверхность многослойной структуры без покрытия, может не являться проблемой для герметизации батареи. В некоторых примерах контакты могут быть выполнены достаточно длинными, так что вблизи контакта имеется относительно большое уплотнение. С другой стороны, при работе первичной батареи могут образовываться газы, например, газообразный водород. Наличие области вокруг одного или более контактов, которая также не герметизирована, может быть предпочтительным, поскольку при этом может быть создан канал, через который образованные газы могут медленно рассеиваться.
На Фиг. 5D показан пример пластиковой двустворчатой конфигурации после нанесения изоляционной ленты или другой защитной пленки. Нанесенная пленка 576 может покрывать всю структуру, кроме участка, покрытого защитной пленкой. В представленном примере область анодного контакта, включая анодный контакт 572 и анодный токоотвод 571, покрыта химически нанесенной/электролитически осажденной пленкой. В свою очередь катодный контакт 574 и катодный токоотвод 573 остаются непокрытыми. В некоторых примерах покрытие анодных контактов также может отсутствовать. Тогда как этот пример иллюстрирует покрытие пластиковыми пленками путем химического восстановления, аналогичным образом, в других примерах другие материалы, такие как изоляторы, стекло и т.п., также могут обрабатываться и покрываться путем химического восстановления.
На Фиг. 6А показаны двустворчатые батареи неправильной формы с непрямоугольными поперечными сечениями. Двустворчатая конфигурация может иметь различные другие неправильные формы. В некоторых примерах пластиковая двустворчатая конструкция неправильной формы может выдавливаться или вдавливаться в форму, определенную формой для литья. На Фиг. 6А неправильная форма с таким поперечным сечением может быть изготовлена для лучшего соответствия форме пространства стандартной контактной линзы. Нижняя половина 620 двустворчатой конфигурации может сползать от центра линзы в направлении к внешним участкам контактной линзы, в которую может быть встроена батарея. В некоторых примерах нижняя половина 620 двустворчатой конфигурации может быть заполнена химическими веществами 630 катода. Вторая половина двустворчатой конфигурации - верхняя половина 610 - может быть выполнена с возможностью соответствовать областям 611 внутреннего и внешнего выступов, вдоль которых двустворчатая конфигурация может быть загерметизирована. В некоторых примерах герметизация может быть выполнена методом ультразвуковой пайки. Верхняя половина 610 двустворчатой конфигурации может включать разделитель 631, а также химический состав 632 анода. Двустворчатая структура может быть заполнена электролитом до или после герметизации, причем к заливному отверстию может применяться методика вакуумного заполнения, когда заполнение происходит после герметизации. В некоторых примерах для различных концепций двустворчатой конфигурации могут применяться другие типы электролитов, например, полимерные электролиты, как было описано ранее.
На Фиг. 6В показан пример пластиковой двустворчатой батареи. Верхняя половина 610 двустворчатой конфигурации и нижняя половина 620 двустворчатой конфигурации соединены плотным расплавленным краем 640 уплотнительного слоя на участках выступов створок двустворчатой конфигурации. Плавка участков выступов створок двустворчатой конфигурации для образования плотных расплавленных уплотнительных слоев может осуществляться при помощи множества методик. На Фиг. 6C и 6D показан вид сверху вниз примеров нижней половины двустворчатой конфигурации (Фиг. 6С) и верхней половины двустворчатой конфигурации (Фиг. 6D). Неправильную форму, показанную в поперечном сечении на Фиг. 6А, можно увидеть на участках двустворчатых батарей, которые находятся внутри различных полостей в некоторых примерах. Нижняя половина 620 двустворчатой конфигурации, изображенная на Фиг. 6С, включает полости 651 и 652 с такой формой поперечного сечения. Кроме того, нижняя половина 620 двустворчатой конфигурации, изображенная на Фиг. 6С, может содержать выступы 661 и внутренние элементы 653 электрического соединения. Кроме того, верхняя половина 610 двустворчатой конфигурации, изображенная на Фиг. 6D, может содержать выступы 611, полости 658 и 659, электрические соединения 654 и 655 и контакты 656 и 657, которые имеют аналогичное геометрическое размещение, что и в других примерах двустворчатых батарей, которые описывались ранее.
Способ изготовления двустворчатых батарей
На Фиг. 7 представлена блок-схема 700 с примерами этапов способа изготовления двустворчатой батареи из изолирующего герметизирующего материала. Учитывая двустворчатую конфигурацию батарей, определенные этапы способа, такие как, помимо прочего, нанесение критически важных для химического состава батареи компонентов, могут распространяться на различные процессы изготовления двустворчатых батарей с различными герметизирующими материалами; с другой стороны этапы способа изготовления двустворчатых батарей с различными герметизирующими материалами могут также значительно отличаться, например, в отношении точных способов уплотнения для укупорки герметизирующих компонентов. Во-первых, этап 702 предполагает получение набора половин двустворчатой конфигурации, выполненных из изолирующего материала. Эти половины представляют собой герметизирующие компоненты, которые по существу используются для включения и герметизации двустворчатой батареи, и могут служить основными компонентами для изготовления батареи. На этапах 704 и 706 предлагаются дополнительные этапы способа; после получения половин, выполненных из изолирующего материала, их можно дополнительно покрыть с внутренней стороны нанесенной осаждением паров пленкой для обеспечения проводимости (этап 704) или дополнительно покрыть выступы металлической пленкой для уплотнения (этап 706). Как описывалось ранее в настоящем документе, данные этапы могут служить этапами предварительной активации, которые будут способствовать формированию уплотнительных слоев типа «изолятор-изолятор», а также могут происходить отдельно или одновременно. После этого на этапе 708 в половинах двустворчатой конфигурации могут быть образованы проводящие дорожки. Эти дорожки могут использоваться для электрического соединения важных функциональных компонентов химического состава батареи, для определения и соединения контактов батареи или для других целей, которые были описаны выше в настоящем документе. Далее на этапе 710 на одной из половин двустворчатой конфигурации может быть размещен анод, после чего на этапе 712 на одной из половин двустворчатой конфигурации может быть размещен катод. Как было описано ранее в предыдущих разделах, из всех различных вариантов батареи могут быть изготовлены в кофациальной и копланарной конфигурациях. При кофациальной конфигурации половина двустворчатой конфигурации, на которой размещается анод, может отличаться от половины двустворчатой конфигурации, на которой размещается катод. Однако при копланарной конфигурации, поскольку анод и катод находятся в одной плоскости, они могут размещаться на одной и той же половине двустворчатой конфигурации. При копланарной конфигурации вторая створка двустворчатой конфигурации может выполнять функцию укупоривания и герметизации. Анод и катод, размещенные на этих этапах, могут иметь такое расположение, которое должным образом соединено с ранее описанными проводящими дорожками этапа 708. Далее на этапе 714 на одну или обе половины двустворчатой конфигурации может накладываться или устанавливаться разделитель; данная нанесенная или установленная разделительная пленка может использоваться для физического и/или электрического разделения компонентов анода и катода друг от друга, как ранее описывалось в настоящем документе. На этапе 716 в каждую или, по меньшей мере, в одну из заполненных анодом и катодом половин двустворчатой конфигурации может помещаться электролит; как ранее описывалось в настоящем документе, электролит может выполнять ключевую роль в химическом составе батареи и обеспечивать перенос ионов, благодаря которому устанавливается разность потенциалов, что обеспечивает функционирование батареи. Впоследствии на этапе 718 две половины двустворчатой конфигурации могут быть соединены вместе, и между выступами этих половин двустворчатой конфигурации может быть образован уплотнительный слой. Более того, на дополнительном этапе 720, по меньшей мере, участки поверхности половин двустворчатой конфигурации могут дополнительно герметизироваться путем химического нанесения и/или электролитического осаждения. Вышеуказанные этапы предварительной активации могут играть ключевую роль при активации и формировании уплотнительного слоя на этапах 718 и 720. В качестве дополнительного не имеющего ограничительного характера примера формирование уплотнительного слоя может также осуществляться с помощью заготовки Nanofoil®, которую могут располагать над областью уплотнения. После активации материал Nanofoil® расплавит припой и сформирует паянное герметичное соединение. В некоторых примерах могут быть образованы другие формы уплотнительного слоя типа «изолятор-изолятор» таким образом, который ранее описывался в настоящем документе.
На Фиг. 8 представлена блок-схема 800 с примерами этапов способа изготовления двустворчатой батареи из пластикового герметизирующего материала. Во-первых, этап 802 предполагает получение набора половин двустворчатой конфигурации, выполненных из пластикового материала. Эти половины представляют собой герметизирующие компоненты, которые по существу используются для включения и герметизации двустворчатой батареи, и могут рассматриваться в качестве основных компонентов для изготовления батареи. На этапах 804 и 806 предлагаются дополнительные этапы способа; после получения половин, выполненных из пластикового материала, их можно дополнительно покрыть с внутренней стороны нанесенной осаждением паров пленкой для обеспечения проводимости (этап 804) или дополнительно покрыть выступы и поверхности металлической пленкой для соединения внутренней и внешней сторон батареи (этап 806). Как уже было описано в настоящем документе, эти этапы могут также служить этапами предварительной активации в областях двустворчатой конфигурации, что будет способствовать формированию уплотнительных слоев, а также могут происходить отдельно или одновременно. После этого на этапе 808 в половинах двустворчатой конфигурации могут быть образованы проводящие дорожки. Эти дорожки могут использоваться для электрического соединения важных функциональных компонентов химического состава батареи, для определения и соединения контактов батареи или для других целей, которые были описаны выше в настоящем документе. Далее на этапе 810 на одной из половин двустворчатой конфигурации может быть размещен анод, после чего на этапе 812 на одной из половин двустворчатой конфигурации может быть размещен катод. Как было описано ранее в предыдущих разделах, из всех различных вариантов батареи могут быть изготовлены в кофациальной и копланарной конфигурациях. При кофациальной конфигурации половина двустворчатой конфигурации, на которой размещается анод, может отличаться от половины двустворчатой конфигурации, на которой размещается катод. Однако при копланарной конфигурации, поскольку анод и катод находятся в одной плоскости, они могут размещаться на одной и той же половине двустворчатой конфигурации. При копланарной конфигурации вторая створка двустворчатой конфигурации может выполнять функцию укупоривания и герметизации. Анод и катод, размещенные на этих этапах, могут иметь такое расположение, которое должным образом соединено с ранее описанными проводящими дорожками этапа 808. Далее на этапе 814 на одну или обе половины двустворчатой конфигурации может накладываться или устанавливаться разделительная пленка; данная разделительная пленка может использоваться для физического и/или электрического разделения компонентов анода и катода друг от друга, как ранее описывалось в настоящем документе. На этапе 816 в каждую или, по меньшей мере, в одну из заполненных анодом и катодом половин двустворчатой конфигурации может помещаться электролит; как ранее описывалось в настоящем документе, электролит может выполнять ключевую роль в химическом составе батареи и обеспечивать перенос ионов, благодаря которому устанавливается разность потенциалов, что обеспечивает функционирование батареи. Впоследствии на этапе 818 две половины двустворчатой конфигурации могут быть соединены вместе, и между выступами этих половин двустворчатой конфигурации может быть образован расплавленный уплотнительный слой. Более того, на этапе 820, по меньшей мере, участки поверхности половин двустворчатой конфигурации могут герметизироваться путем химического нанесения и/или электролитического осаждения. Вышеуказанные этапы предварительной активации могут играть ключевую роль при активации и формировании уплотнительного слоя на этапах 818 и 820. В некоторых примерах могут быть образованы другие формы уплотнительного слоя типа «пластик-пластик» таким образом, который ранее описывался в настоящем документе. Как уже обсуждалось ранее, различные примеры обработки могут использоваться в дополнение к этапам, описанным на Фиг. 8, или они могут заменять некоторые из приведенных в качестве примера этапов обработки.
На Фиг. 9 представлена блок-схема 900 с примерами этапов способа изготовления двустворчатой батареи из металлического герметизирующего материала с промежуточной разделительной створкой. Во-первых, этап 902 предполагает получение набора половин двустворчатой конфигурации, выполненных из металлического материала. Эти половины представляют собой герметизирующие компоненты, которые по существу используются для включения и герметизации двустворчатой батареи, и могут рассматриваться в качеств основных компонентов для изготовления батареи. На этапах 904, 906 и 908 предлагаются дополнительные этапы; после получения половин, выполненных из пластикового материала, на них можно дополнительно нанести с внутренней и/или внешней стороны покрытие для обеспечения изолирующих свойств или дополнительно нанести на выступы изолирующее покрытие (этап 906). Поскольку все поверхности и выступы металлического герметизирующего компонента могут быть полностью выполнены из проводящего ток материала, данные этапы могут играть важную роль при ограничении проводящей способности в определенных областях для предотвращения замыканий и других проблем, препятствующих надлежащей работе двустворчатой батареи. После этого на этапе 908 в половинах двустворчатой конфигурации могут быть образованы проводящие дорожки; в некоторых случаях после нанесения изолирующего покрытия, может потребоваться последующее добавление дополнительных проводящих дорожек для повторного соединения проводящих участков металлического герметизирующего материала, которые при нанесении покрытия были изолированы друг от друга. Эти дорожки могут использоваться для электрического соединения важных функциональных компонентов химического состава батареи, для определения и соединения контактов батареи или для других целей, которые были описаны выше в настоящем документе. Далее на этапе 910 на одной из половин двустворчатой конфигурации может быть размещен анод, после чего на этапе 912 на одной из половин двустворчатой конфигурации может быть размещен катод. Как было описано ранее в предыдущих разделах, из всех различных вариантов батареи могут быть изготовлены в кофациальной и копланарной конфигурациях. При кофациальной конфигурации половина двустворчатой конфигурации, на которой размещается анод, может отличаться от половины двустворчатой конфигурации, на которой размещается катод. Однако при копланарной конфигурации, поскольку анод и катод находятся в одной плоскости, они могут размещаться на одной и той же половине двустворчатой конфигурации. При копланарной конфигурации вторая створка двустворчатой конфигурации может выполнять функцию укупоривания и герметизации. Анод и катод, размещенные на этих этапах, могут иметь такое расположение, которое должным образом соединено с ранее описанными проводящими дорожками этапа 908. Далее на этапе 914 на одну или обе половины двустворчатой конфигурации может накладываться или устанавливаться разделительная пленка; данная разделительная пленка может использоваться для физического и/или электрического разделения компонентов анода и катода друг от друга, как ранее описывалось в настоящем документе. На этапе 916 в каждую или, по меньшей мере, в одну из заполненных анодом и катодом половин двустворчатой конфигурации может помещаться электролит; как ранее описывалось в настоящем документе, электролит может выполнять ключевую роль в химическом составе батареи и обеспечивать перенос ионов, благодаря которому устанавливается разность потенциалов, что обеспечивает функционирование батареи. Впоследствии на этапе 918 две половины двустворчатой конфигурации могут быть соединены вместе при помощи промежуточной изолирующей створки, и между выступами этих половин двустворчатой конфигурации и выступами промежуточной створки может быть образован уплотнительный слой. Более того, на дополнительном этапе 920, по меньшей мере, участки поверхности половин двустворчатой конфигурации могут дополнительно герметизироваться путем химического нанесения и/или электролитического осаждения. Вышеуказанные этапы предварительной активации могут использоваться для активации и формирования уплотнительного слоя на этапах 918 и 920.
На Фиг. 10 представлена блок-схема 1000 с примерами этапов способа изготовления двустворчатой батареи из полупроводникового герметизирующего материала. Во-первых, этап 1002 предполагает получение набора половин двустворчатой конфигурации, выполненных из полупроводникового материала. Эти половины представляют собой герметизирующие компоненты, которые по существу используются для включения и герметизации двустворчатой батареи, и могут служить основными компонентами для изготовления батареи. В некоторых примерах материал двустворчатой конфигурации может представлять собой неорганический полупроводник, такой как, например, кремний, а в других примерах может использоваться органический полупроводниковый материал. 1004 является дополнительным этапом; после получения половин, выполненных из полупроводникового материала, на них можно нанести с внутренней и/или внешней стороны покрытие для обеспечения изолирующих свойств. На этапе 1006 в полупроводниковый материал половин двустворчатой конфигурации могут добавляться примеси для существенного повышения проводимости материала. В этом отношении области контакта батареи могут быть образованы без каких-либо уплотнительных слоев. После этого на этапе 1008 в половинах двустворчатой конфигурации могут быть образованы проводящие дорожки. Эти дорожки могут использоваться для электрического соединения важных функциональных компонентов химического состава батареи, для определения и улучшения областей контакта батареи с примесями или для других целей, которые были описаны выше в настоящем документе. Далее на этапе 1010 на одной из половин двустворчатой конфигурации может быть размещен анод, после чего на этапе 1012 на другой половине двустворчатой конфигурации может быть размещен катод. Анод и катод, размещенные на этих этапах, могут иметь такое расположение, которое должным образом соединено с ранее описанными проводящими дорожками этапа 1008. Далее на этапе 1014 на одну или обе половины двустворчатой конфигурации может устанавливаться разделительная пленка; данное покрытие или разделительная пленка могут использоваться для физического и/или электрического разделения компонентов анода и катода друг от друга, как ранее описывалось в настоящем документе. На этапе 1016 в каждую или, по меньшей мере, в одну из заполненных анодом и катодом половин двустворчатой конфигурации может помещаться электролит; как ранее описывалось в настоящем документе, электролит может выполнять ключевую роль в химическом составе батареи и обеспечивать перенос ионов, благодаря которому устанавливается разность потенциалов, что обеспечивает функционирование батареи. Впоследствии на этапе 1018 две половины двустворчатой конфигурации могут быть соединены вместе, и между выступами этих половин двустворчатой конфигурации может быть образован уплотнительный слой. Кроме того, в частности для примеров половин двустворчатой конфигурации, выполненных из органического полупроводникового материала, на этапе 1020, по меньшей мере, участки поверхности половин двустворчатой конфигурации могут быть загерметизированы путем химического нанесения и/или электролитического осаждения. Вышеуказанные этапы предварительной активации могут играть ключевую роль при активации и формировании уплотнительного слоя на этапах 1018 и 1020. В некоторых примерах могут быть образованы другие формы уплотнительного слоя типа «металл-металл» таким образом, который ранее описывался в настоящем документе.
Биосовместимые батареи могут применяться в биосовместимых устройствах, таких как, например, имплантируемые электронные устройства, такие как кардиостимуляторы и микроустройства сбора энергии, электронные таблетки для контроля и/или тестирования биологической функции, хирургические устройства с активными компонентами, офтальмологические устройства, микронасосы, дефибрилляторы, стенты и т. п.
Описаны конкретные примеры для иллюстрации вариантов осуществления катодной смеси для применения в биосовместимых батареях. Эти примеры предназначены для указанных целей иллюстрации и ни в коей мере не призваны ограничивать объем формулы изобретения. Соответственно, описание призвано охватить все примеры, которые могут быть очевидны для специалистов в данной области.
| название | год | авторы | номер документа |
|---|---|---|---|
| БИОМЕДИЦИНСКИЕ ЭЛЕМЕНТЫ ЭЛЕКТРОСНАБЖЕНИЯ С ПОЛИМЕРНЫМИ ЭЛЕКТРОЛИТАМИ | 2016 |
|
RU2668419C2 |
| Батареи биомедицинских устройств трубчатой формы с химически осаждаемым уплотнением | 2017 |
|
RU2672572C1 |
| БАТАРЕИ БИОМЕДИЦИНСКОГО УСТРОЙСТВА С ЭЛЕКТРООСАЖДЕННЫМИ КАТОДАМИ | 2017 |
|
RU2682482C1 |
| ГИБКАЯ МИКРОБАТАРЕЯ | 2018 |
|
RU2682724C1 |
| Биометрические элементы подачи питания с полимерными электролитами | 2017 |
|
RU2682795C1 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ БИОСОВМЕСТИМЫХ ЭЛЕМЕНТОВ ПИТАНИЯ ДЛЯ БИОМЕДИЦИНСКИХ УСТРОЙСТВ, СОДЕРЖАЩИХ МНОГОСЛОЙНЫЕ КОМПОЗИТЫ И ОСАЖДЕННЫЕ РАЗДЕЛИТЕЛИ | 2015 |
|
RU2670422C1 |
| Гибкая микробатарея | 2018 |
|
RU2683593C1 |
| БИОЛОГИЧЕСКАЯ СОВМЕСТИМОСТЬ БИОМЕДИЦИНСКИХ ЭЛЕМЕНТОВ ПИТАНИЯ | 2015 |
|
RU2675591C2 |
| Составы электролита для применения в биосовместимых элементах питания | 2015 |
|
RU2684170C2 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНЫХ ЭЛЕМЕНТОВ ПИТАНИЯ ДЛЯ БИОСОВМЕСТИМЫХ УСТРОЙСТВ, СОДЕРЖАЩИХ МНОГОСЛОЙНЫЕ КОМПОЗИТЫ И ОСАЖДЕННЫЕ РАЗДЕЛИТЕЛИ | 2015 |
|
RU2631333C2 |
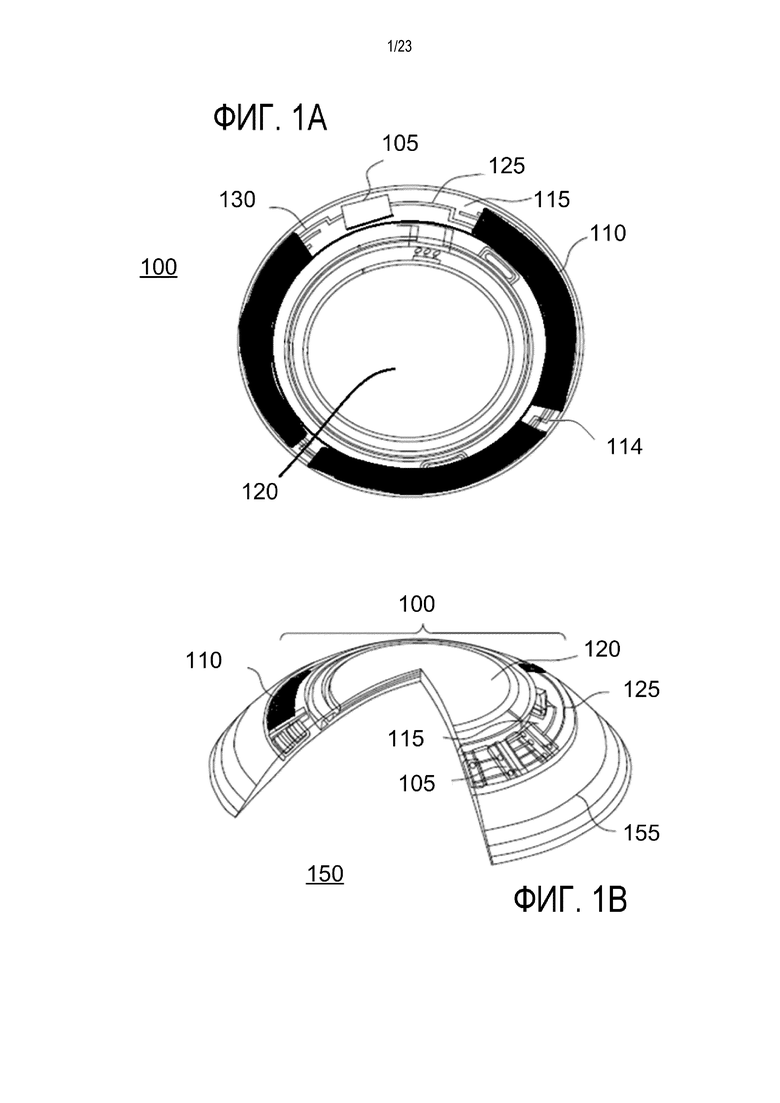
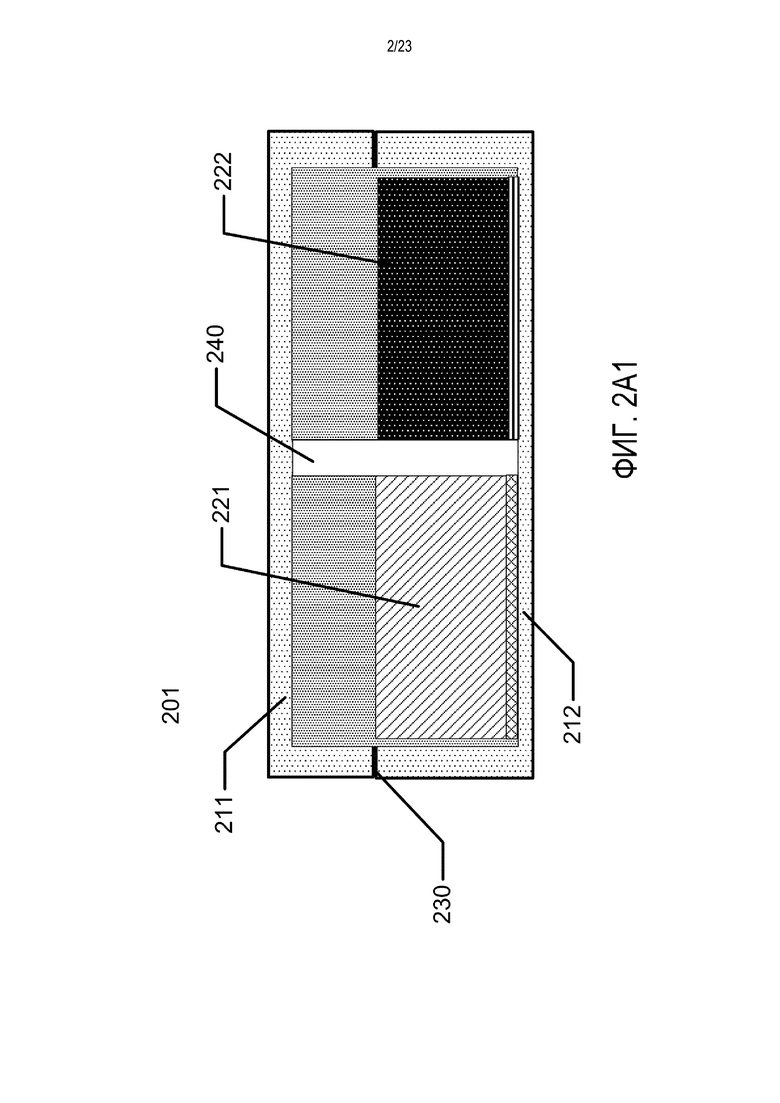
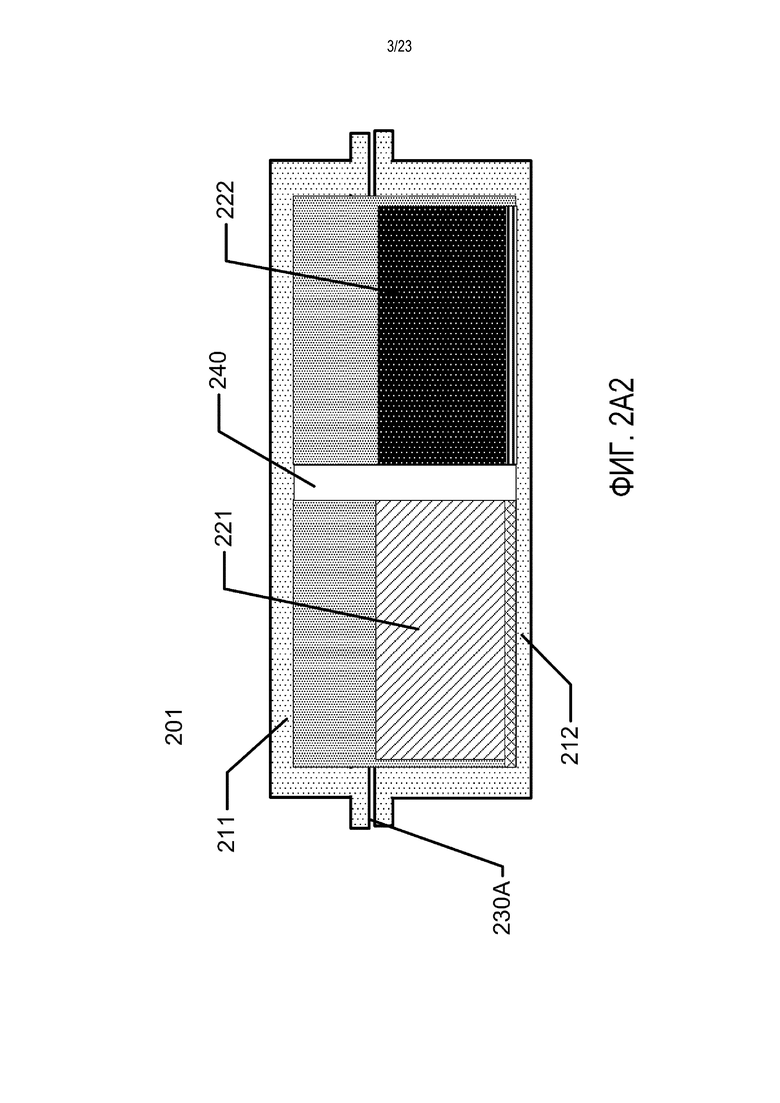
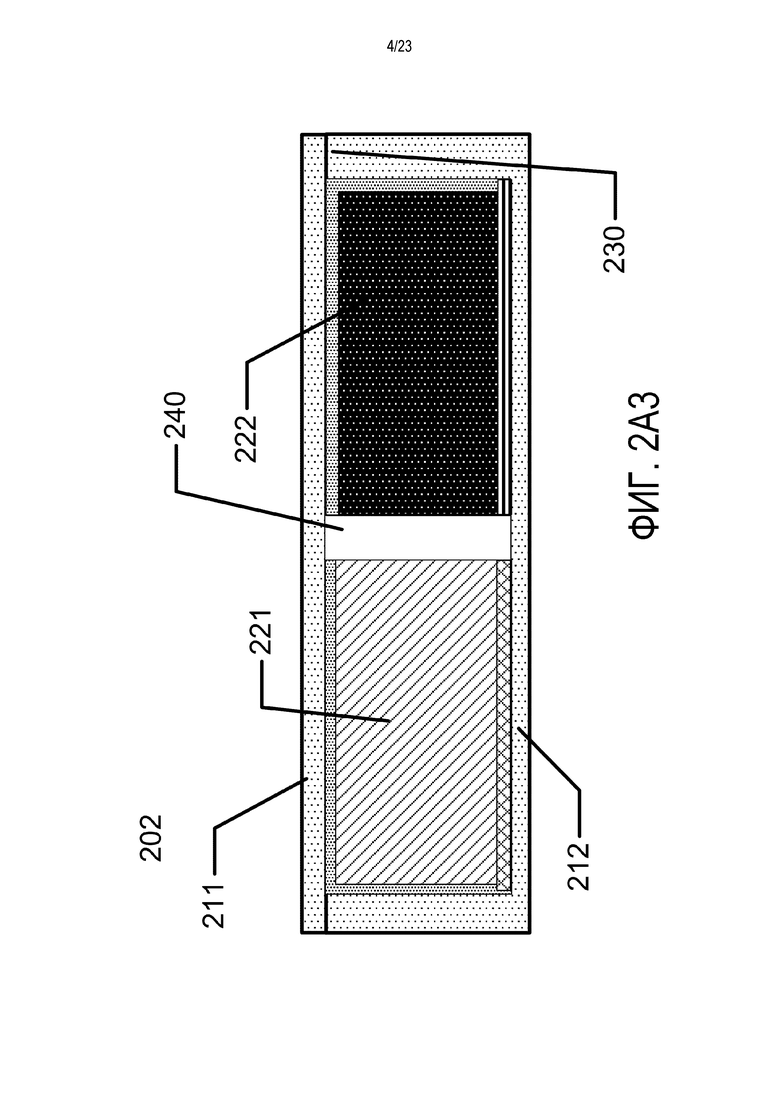
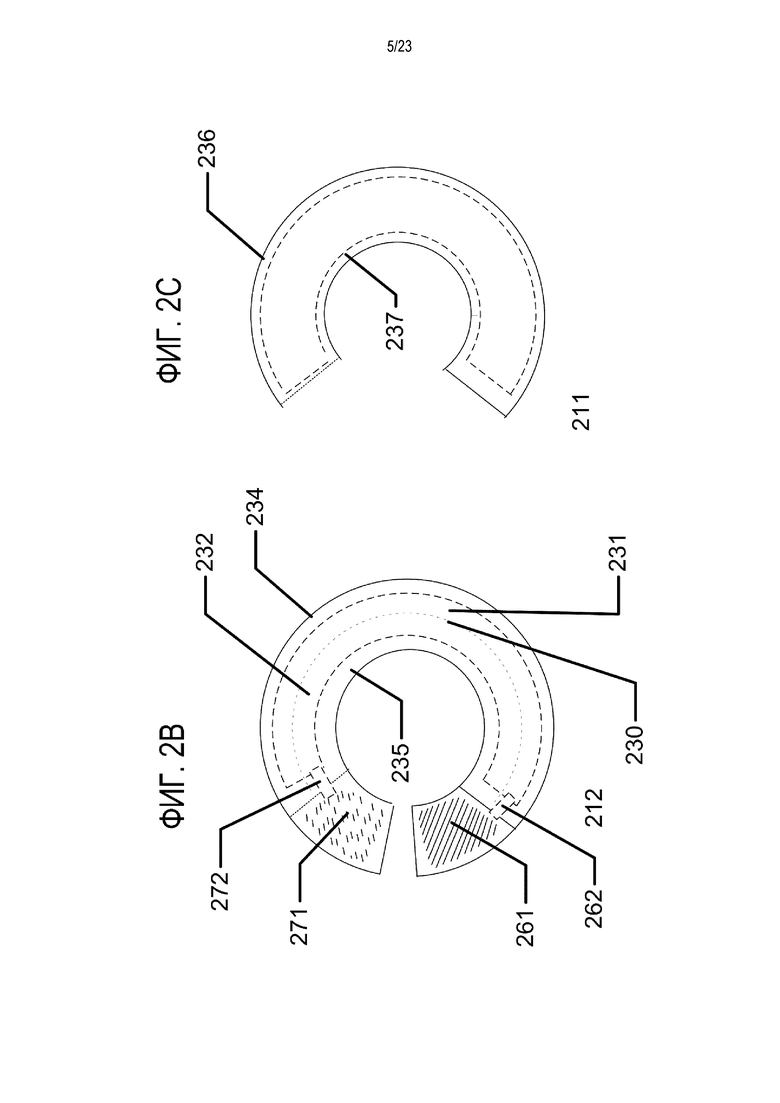
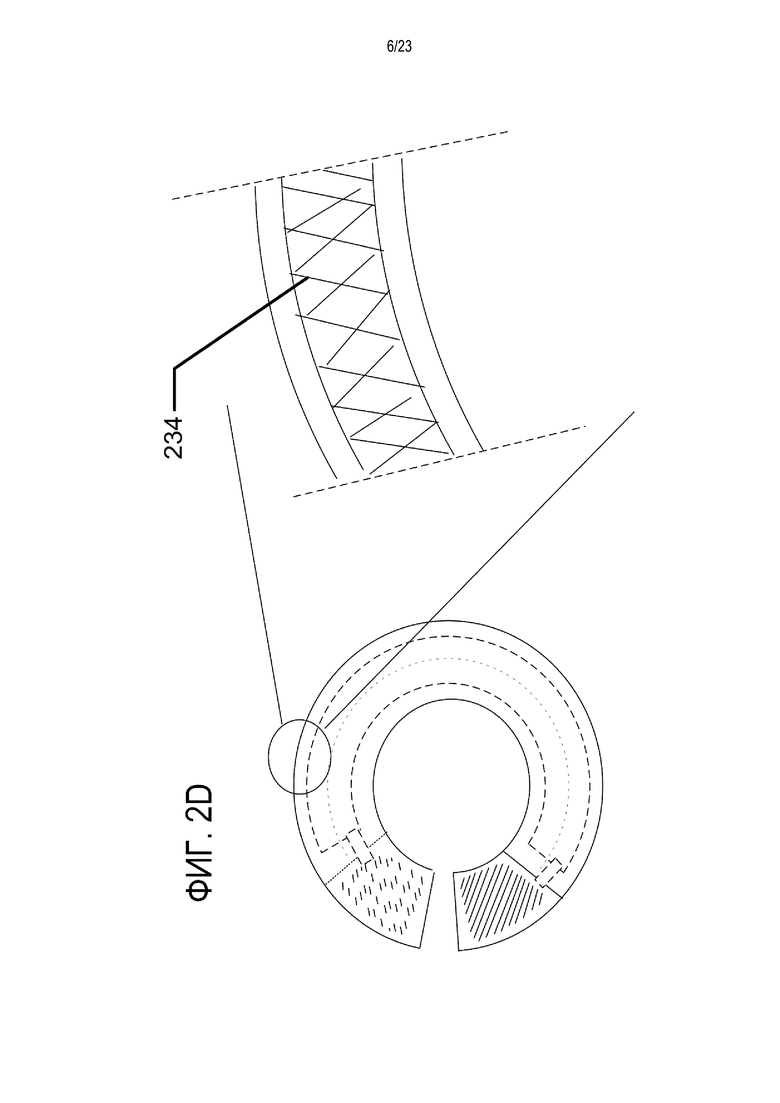

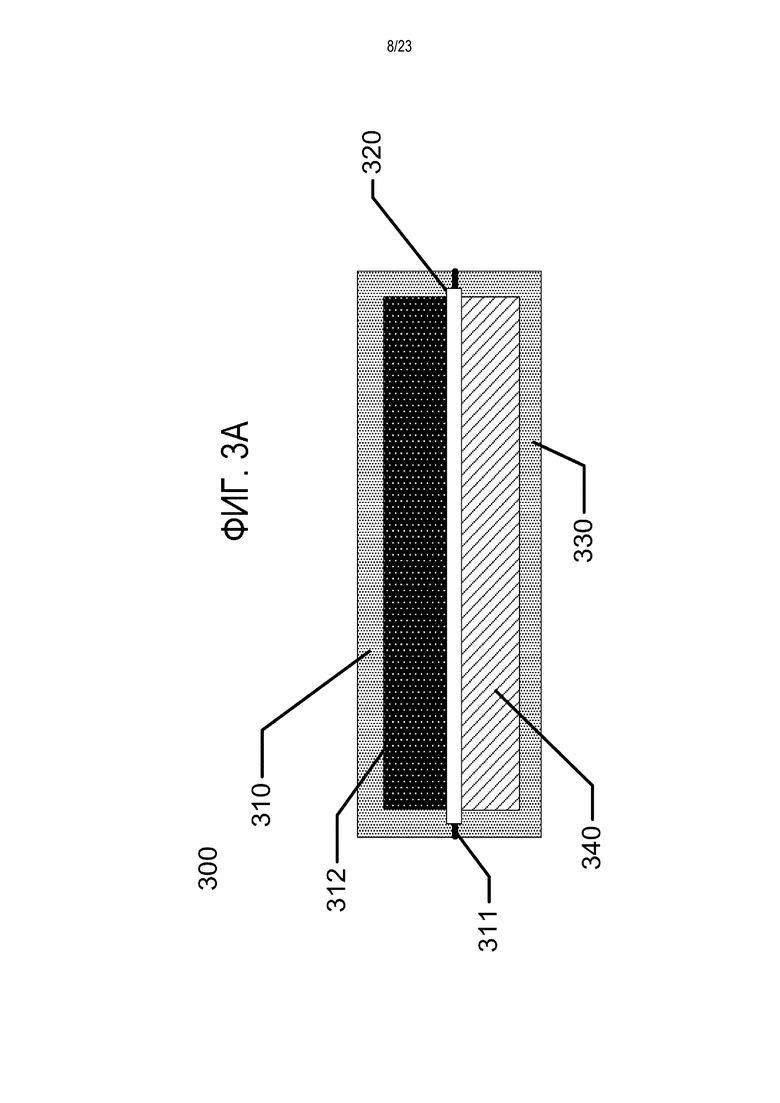
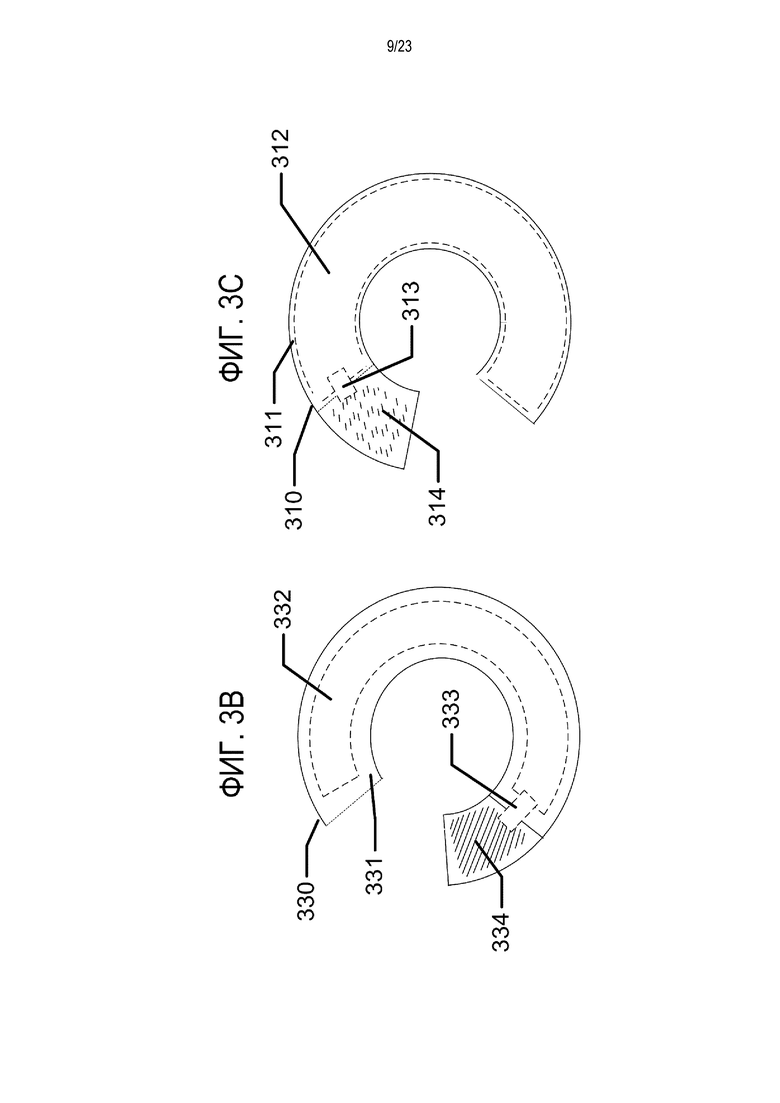
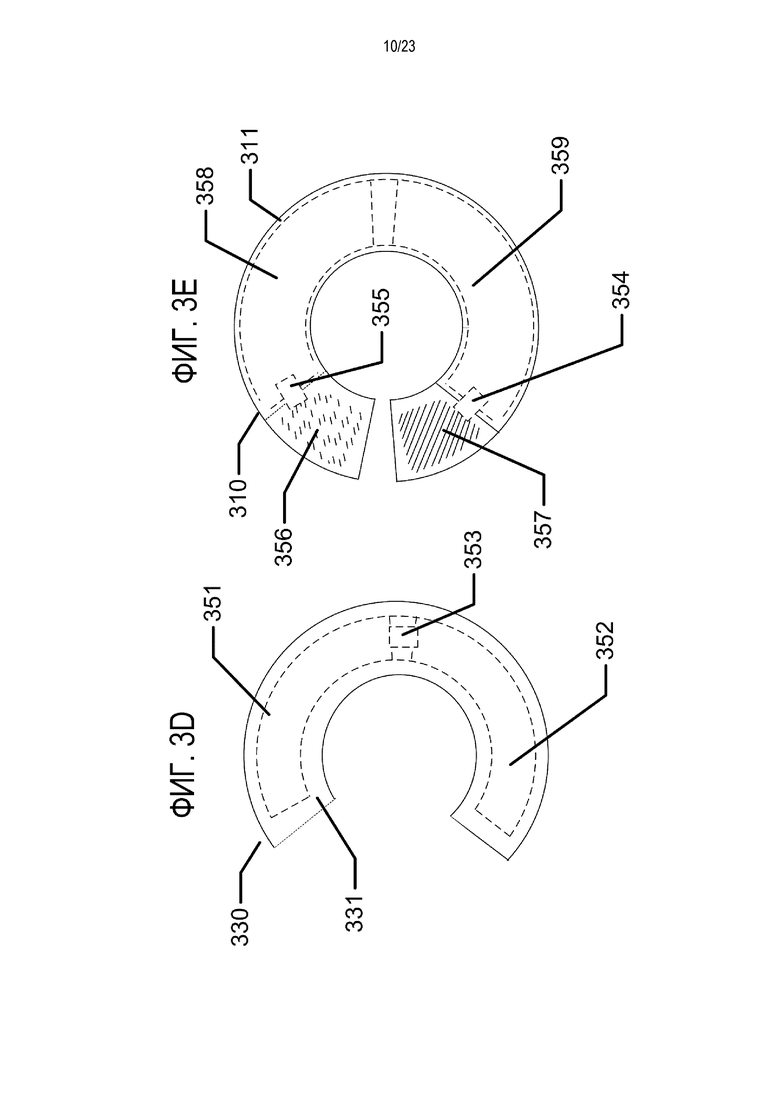
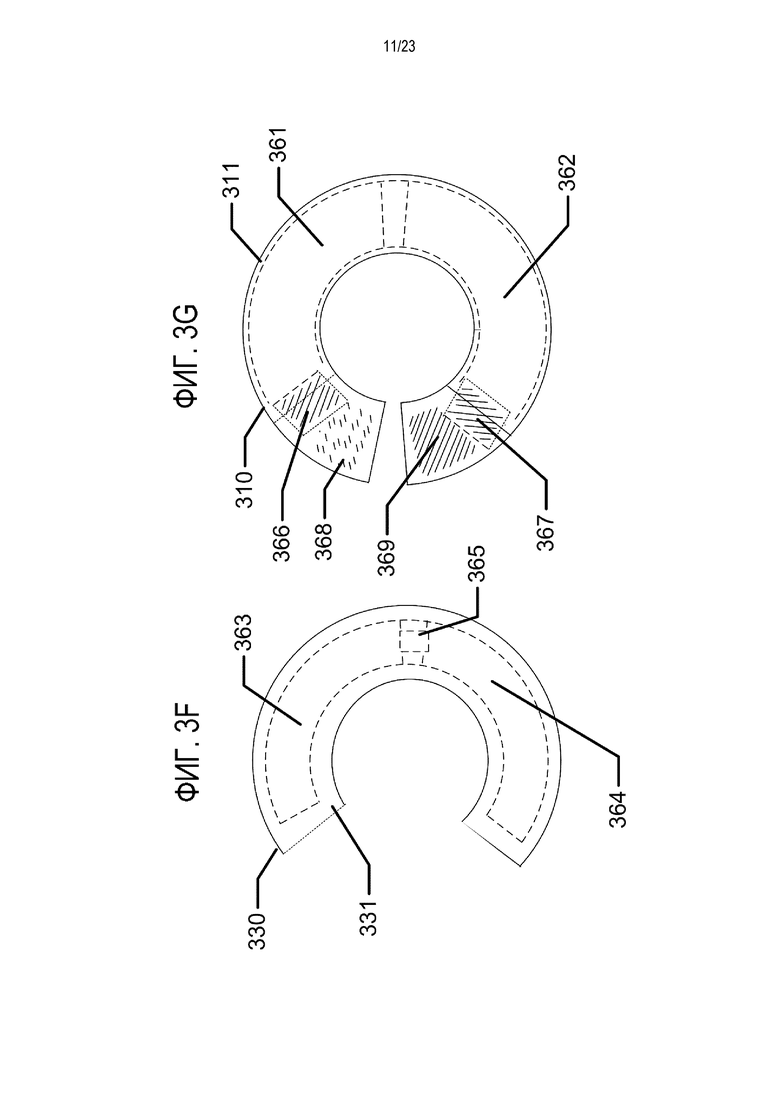
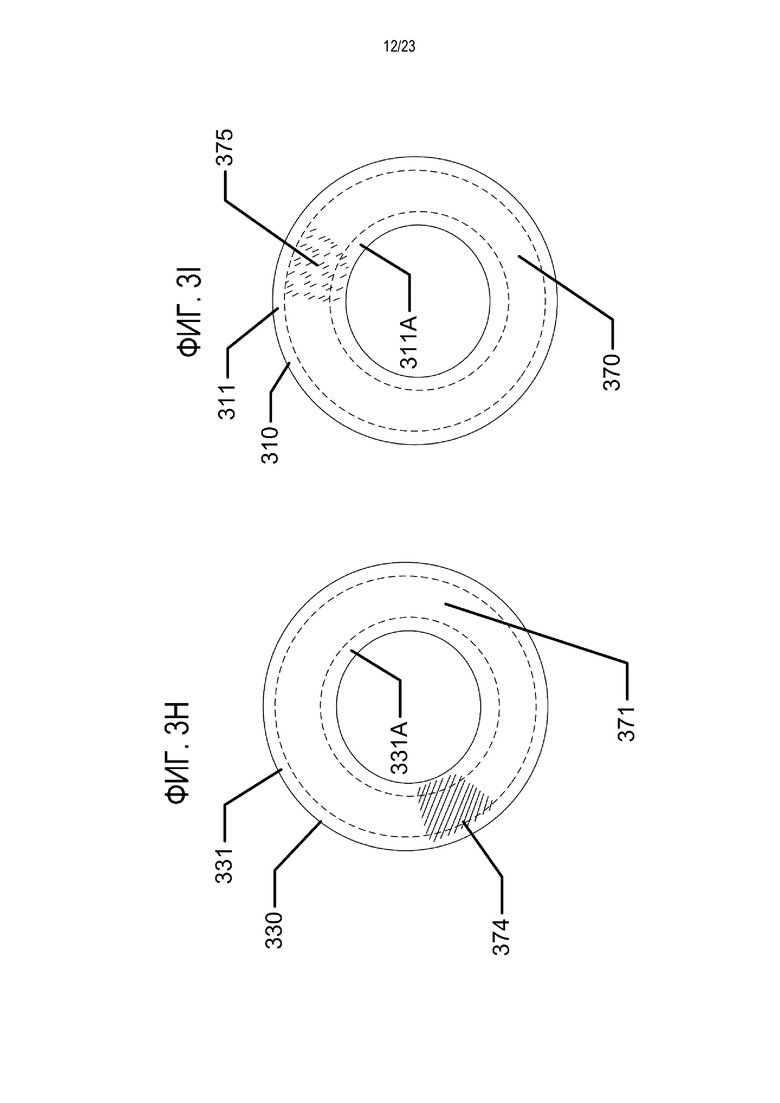
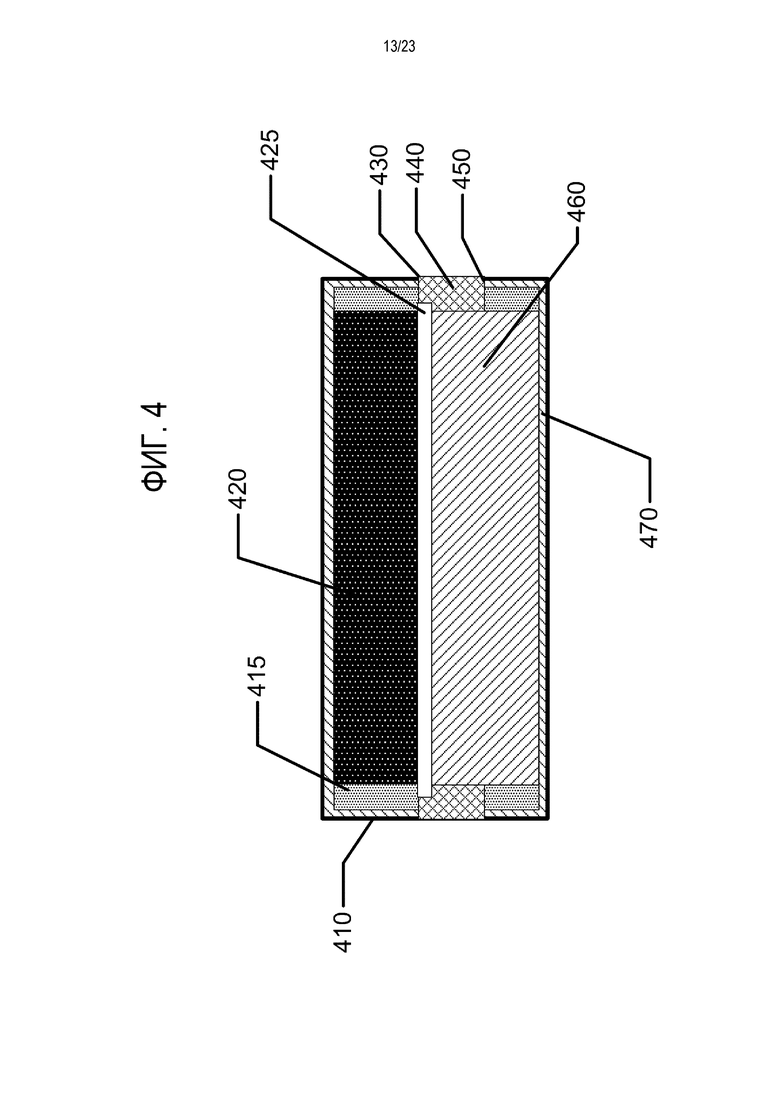
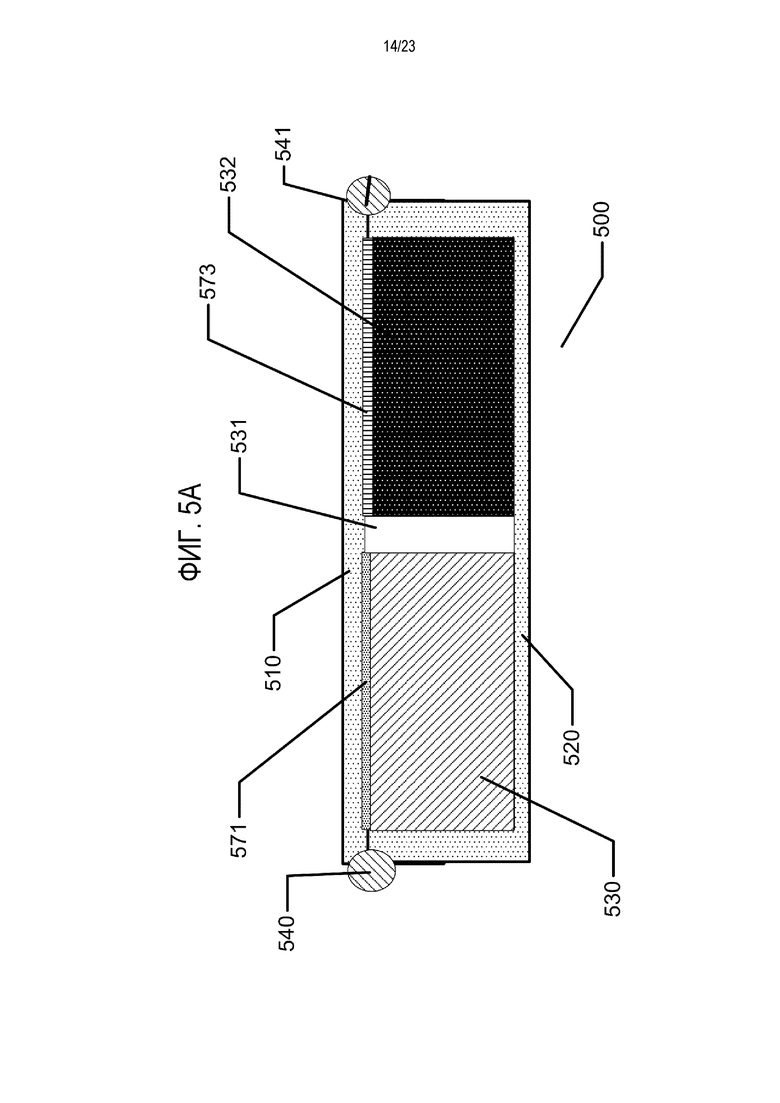
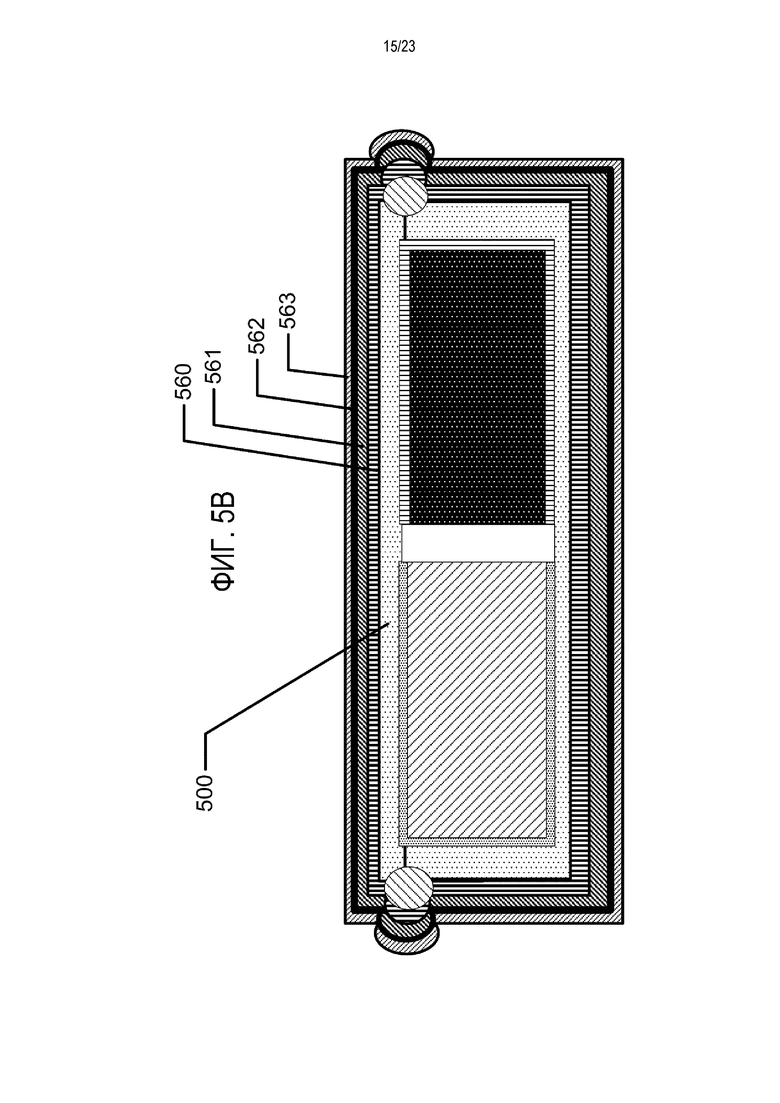
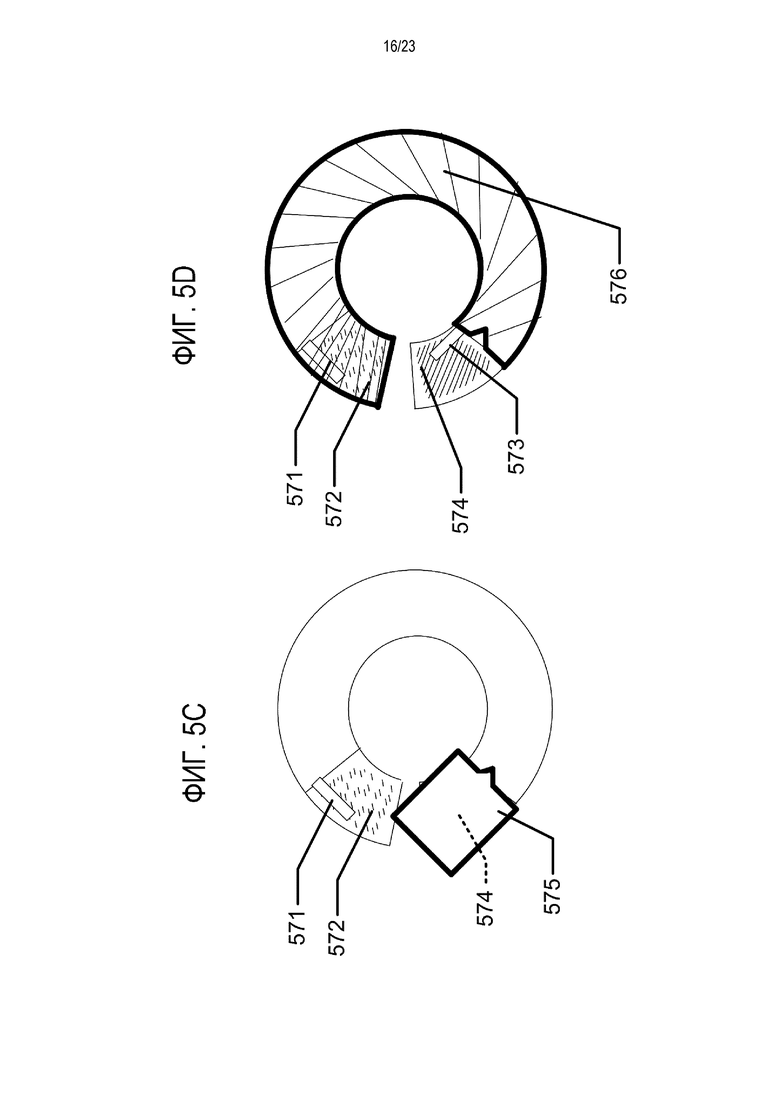
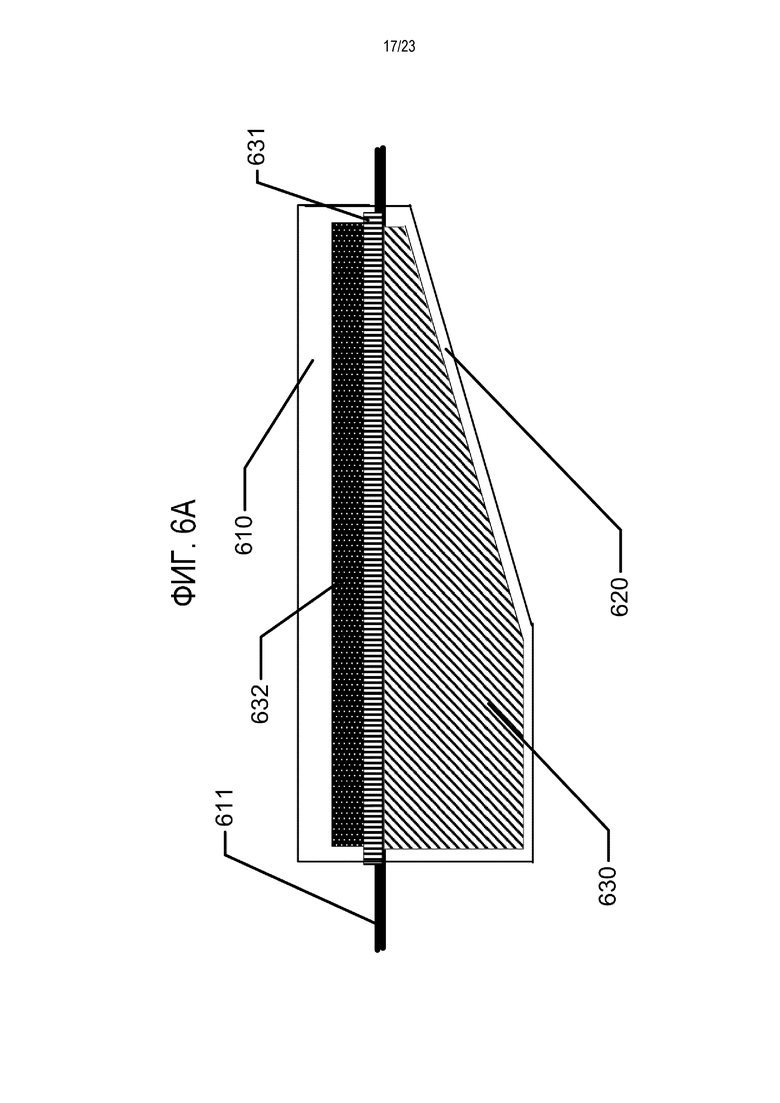
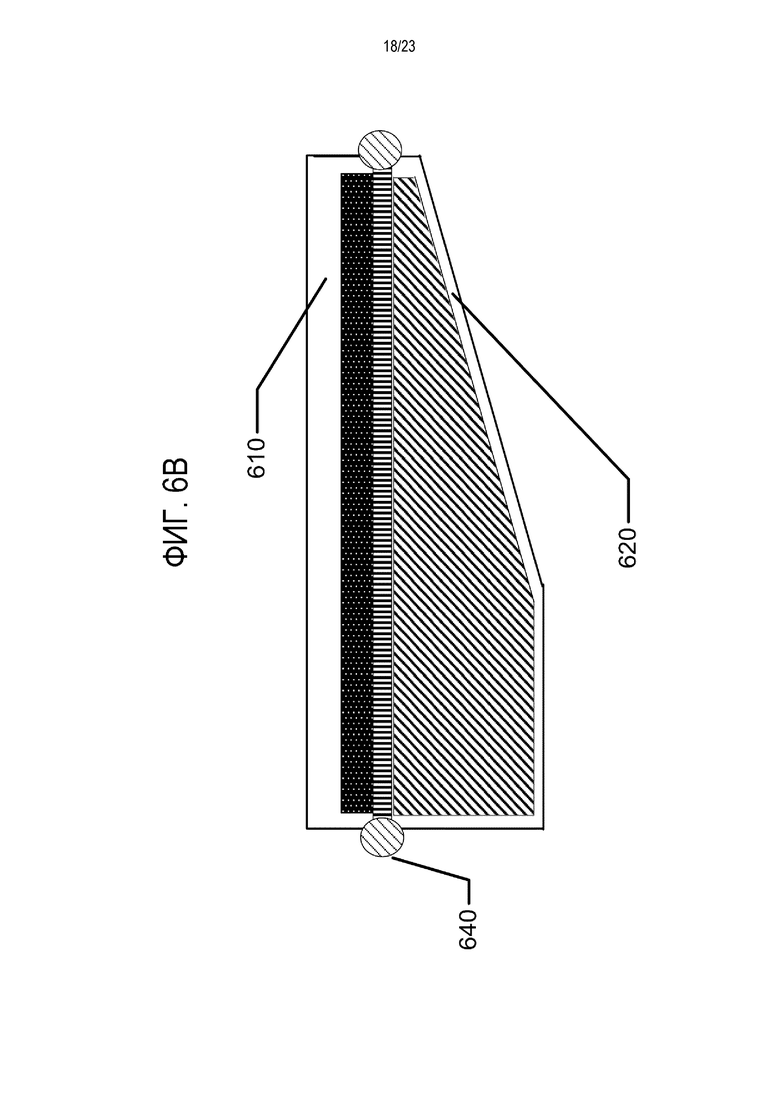
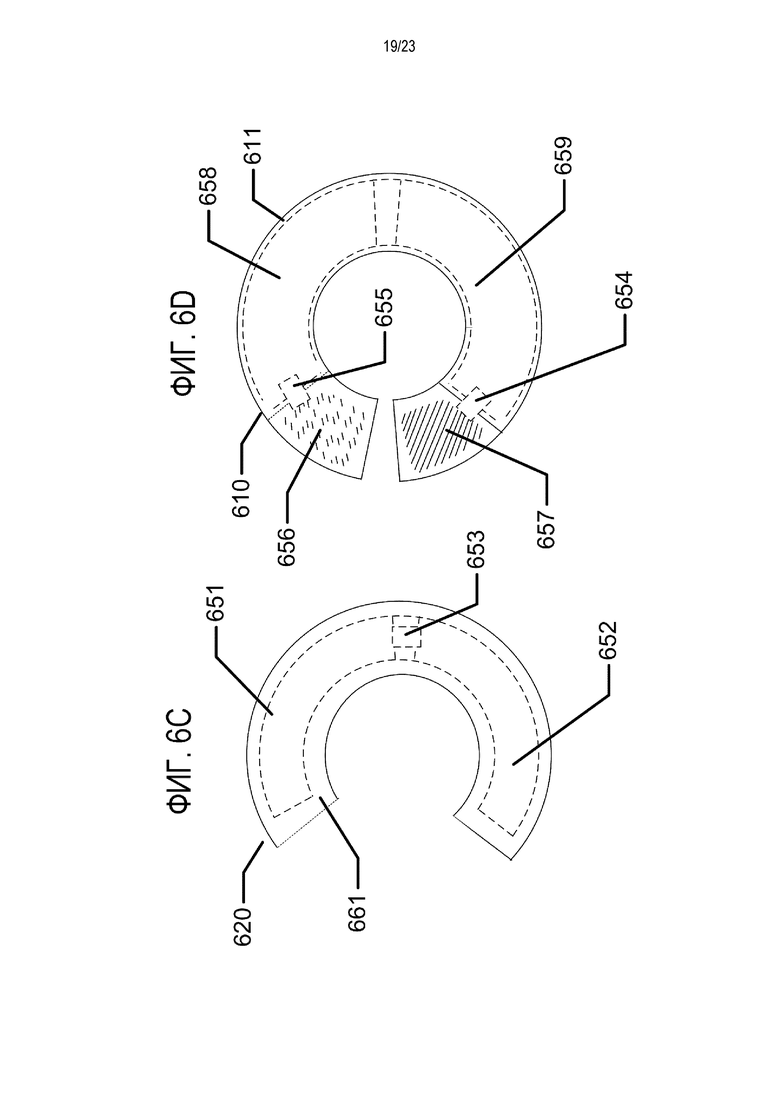
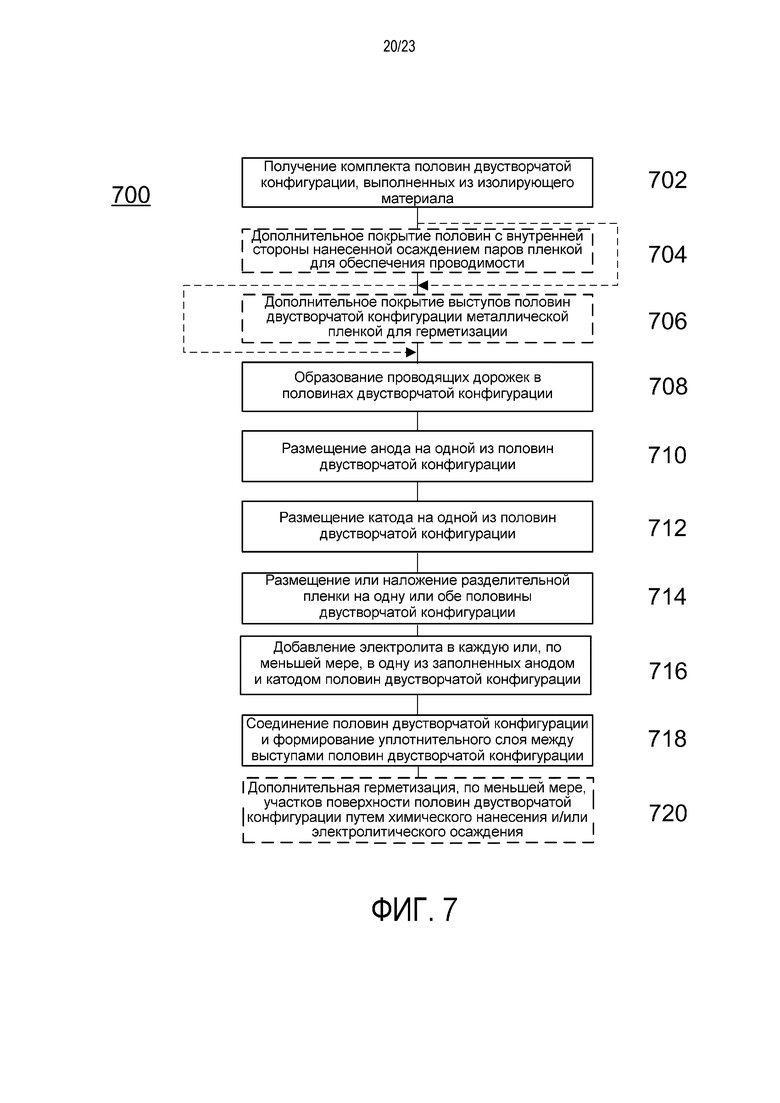
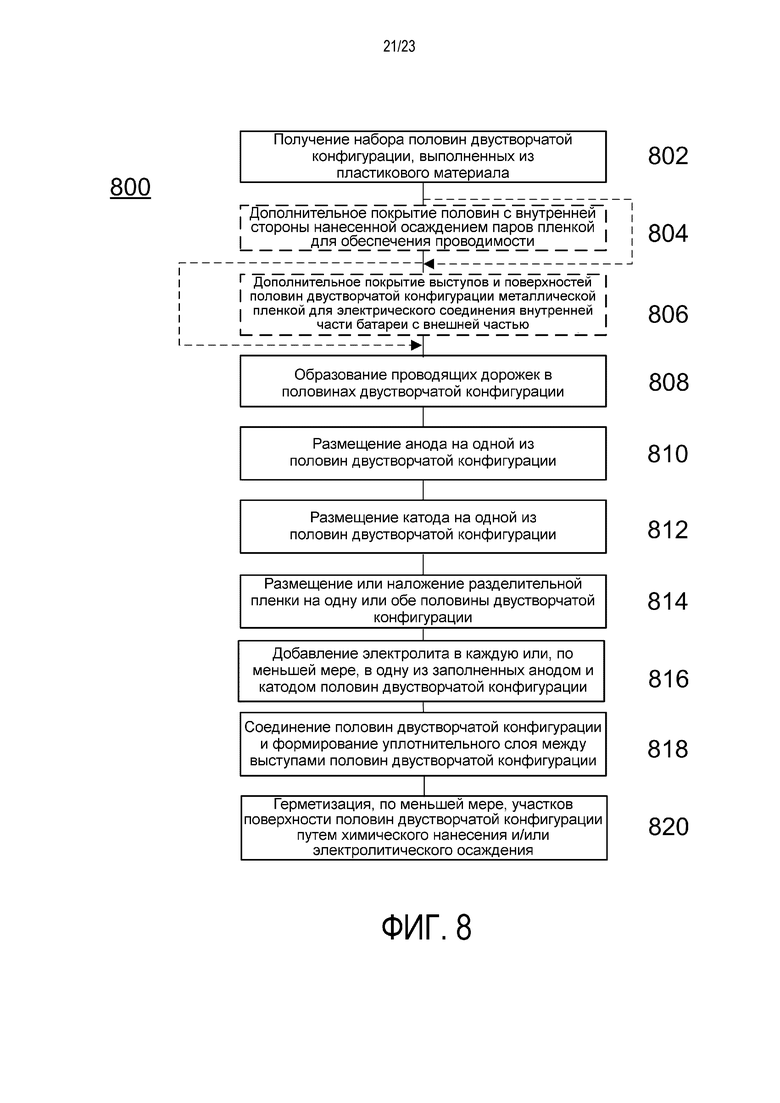
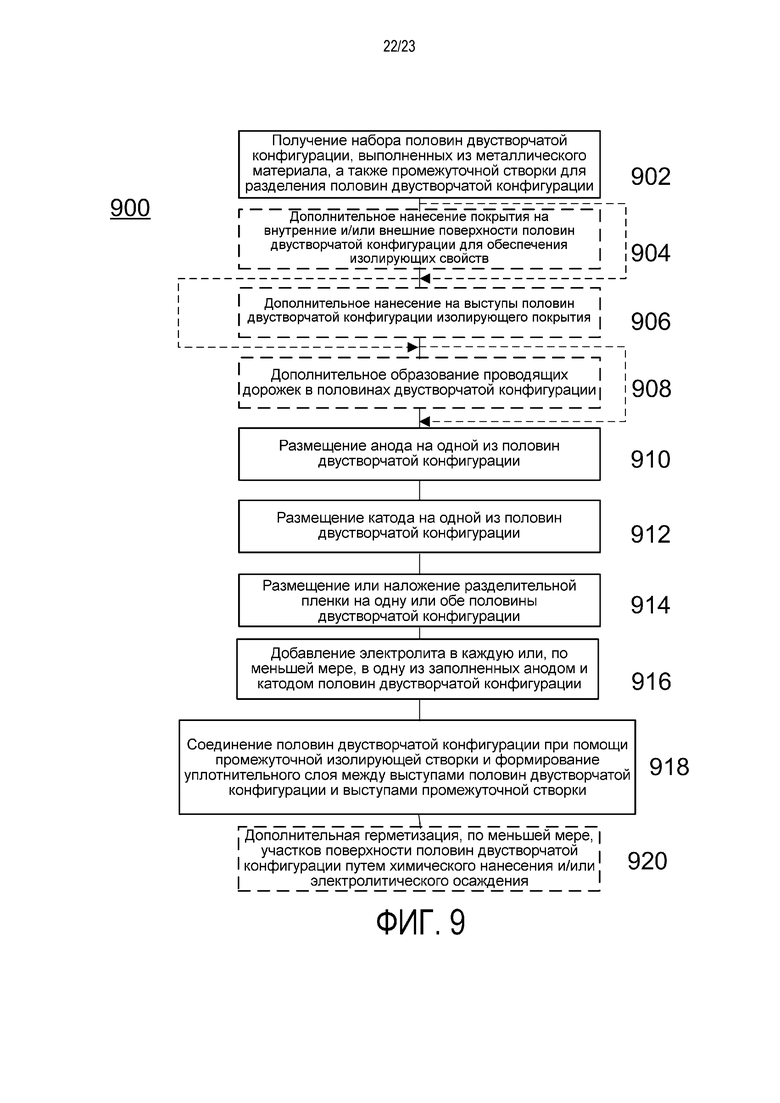
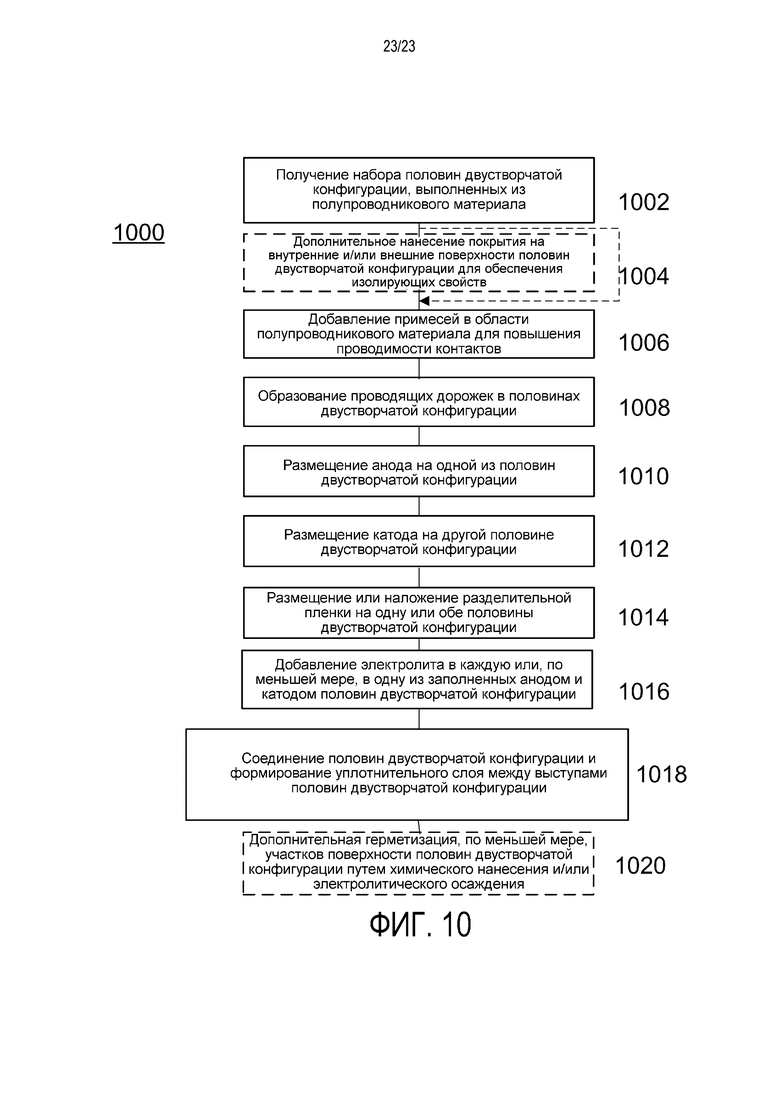
Изобретение относится к области электротехники, а именно к биосовместимым двухстворчатым батареям, при изготовлении которых использованы герметичные уплотнительные слои, которые надежно защищают химический состава батареи, повышая ее биосовместимость, что позволяет использовать такую батарею в контактной линзе. Двустворчатая конфигурация, по существу, относится к формам с углублениями и выступом вдоль края, которые можно соединить друг с другом и загерметизировать по краю. Повышение герметичности и надежности работы батареи в составе биомедицинского устройства является техническим результатом изобретения. Также предложен удобный и надежный способ формирования уплотнительного слоя для формирования частей батареи двустворчатой конфигурации с использование различных материалов, включая металлы, керамику, стекло, полупроводниковые материалы и т.п., в том числе с изменением проводимости материала и создания областей контакта. Улучшение целостности батареи может также достигаться за счет использования пластиковых компонентов батареи. 8 н. и 42 з.п. ф-лы, 31 ил., 1 табл.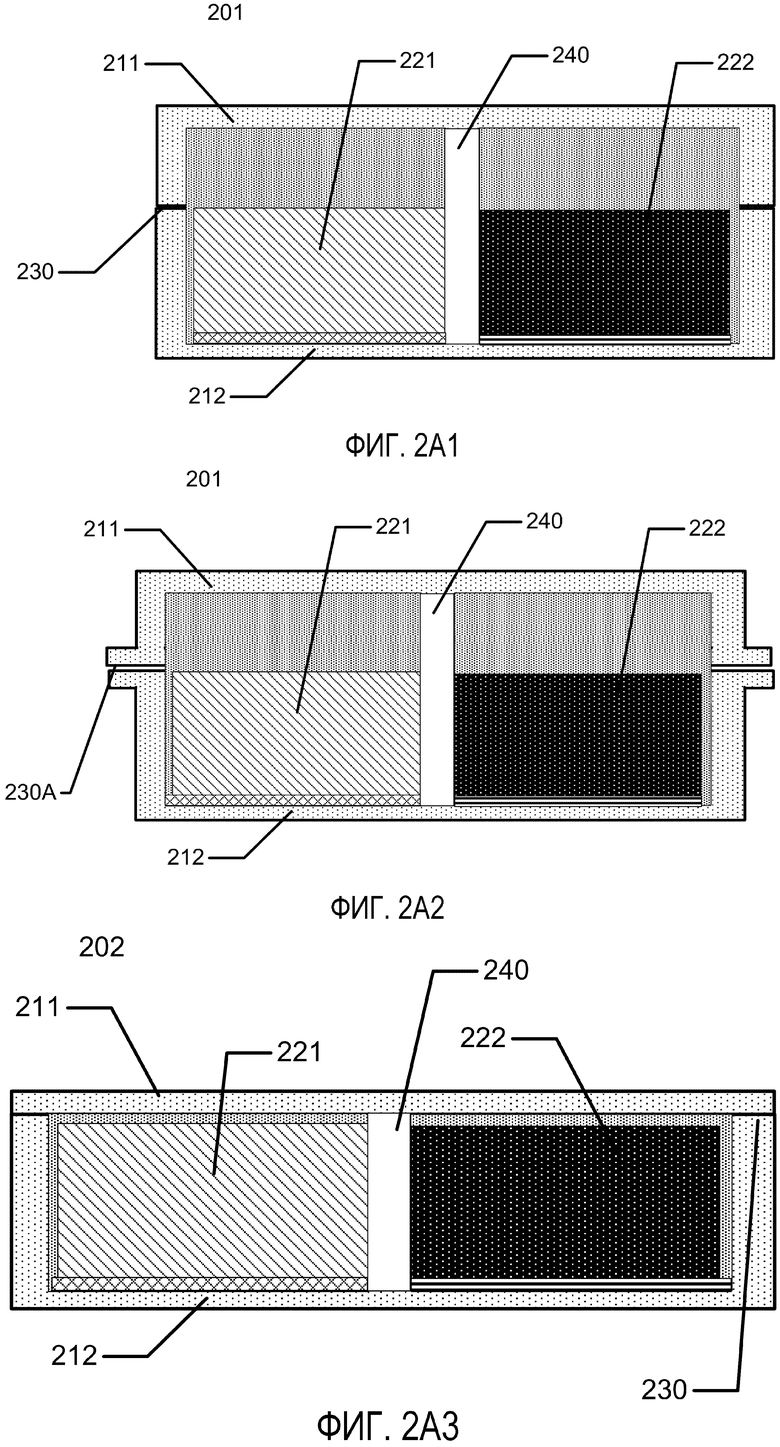
1. Биомедицинское устройство, содержащее:
электроактивный компонент;
батарею, содержащую:
анодный токоотвод;
катодный токоотвод;
анод;
катод;
двустворчатую конфигурацию, инкапсулирующую анод и катод, имеющую первое отверстие для анодного токоотвода, второе отверстие для катодного токоотвода и герметичное уплотнение между верхней половиной двустворчатой конфигурации и нижней половиной двустворчатой конфигурации;
металлическое покрытие, охватывающее, по меньшей мере, часть внешней поверхности верхней половины двустворчатой конфигурации и нижней половины двустворчатой конфигурации, причем металлическое покрытие нанесено методом химического восстановления; и
первый биосовместимый инкапсулирующий слой, причем первый биосовместимый инкапсулирующий слой заключает в оболочку, по меньшей мере, электроактивный компонент и батарею.
2. Двустворчатая батарея, содержащая:
анодный токоотвод, причем анодный токоотвод представляет собой первую металлическую пленку в верхней половине двустворчатой конфигурации;
анод, причем химическая структура анода содержится внутри верхней половины двустворчатой конфигурации или нанесена на нее;
катодный токоотвод, причем катодный токоотвод представляет собой вторую металлическую пленку на нижней половине двустворчатой конфигурации;
катод, причем химическая структура катода содержится внутри нижней половины двустворчатой конфигурации или нанесена на нее; и
причем верхняя половина двустворчатой конфигурации и нижняя половина двустворчатой конфигурации изготовлены из одного или более из керамического, стеклянного или пластикового материалов, и причем уплотнение образовано между выступами верхней половины двустворчатой конфигурации и нижней половины двустворчатой конфигурации.
3. Двустворчатая батарея по п. 2, в которой уплотнительный материал, расположенный между выступами верхней половины двустворчатой конфигурации и нижней половины двустворчатой конфигурации, содержит эпоксидный адгезив.
4. Двустворчатая батарея по п. 2, в которой уплотнительный материал, расположенный между выступами верхней половины двустворчатой конфигурации и нижней половины двустворчатой конфигурации, содержит припой.
5. Двустворчатая батарея по п. 4, в которой припой содержит титан для улучшения сцепления с керамической или стеклянной поверхностями.
6. Двустворчатая батарея по п. 2, в которой уплотняющий материал, расположенный между выступами верхней половины двустворчатой конфигурации и нижней половины двустворчатой конфигурации, содержит множество тонких слоев металлических пленок, причем первый тонкий слой металлической пленки нанесен на второй слой металлической пленки, причем первый тонкий слой металлической пленки выполнен с возможностью химического реагирования со вторым слоем металлической пленки с выделением энергии для быстрого нагрева слоев, и причем химическая реакция активируется энергетическим импульсом энергии.
7. Двустворчатая батарея по п. 6, в которой энергетический импульс содержит фотоны.
8. Двустворчатая батарея по п. 6, в которой энергетический импульс содержит электроны.
9. Двустворчатая батарея по п. 6, в которой энергетический импульс содержит тепловую энергию.
10. Двустворчатая батарея по п. 2, дополнительно содержащая металлическое покрытие, охватывающее, по меньшей мере, часть внешней поверхности двустворчатой батареи, причем металлическое покрытие нанесено методом химического восстановления.
11. Двустворчатая батарея по п. 2, в которой уплотнительный материал, размещенный в зазоре между первой уплотняющей поверхностью и первой металлической створкой двустворчатой конфигурации, содержит стандартный мягкий припой с добавлением титана, причем титан вступает в реакцию с материалами поверхности керамики при воздействии ультразвуковой энергией.
12. Двустворчатая батарея, содержащая:
анодный токоотвод, причем анодный токоотвод представляет собой первую металлическую створку двустворчатой конфигурации;
анод, причем химическая структура анода содержится внутри первой металлической створки двустворчатой конфигурации;
катодный токоотвод, причем катодный токоотвод представляет собой вторую металлическую створку двустворчатой конфигурации;
катод, причем химическая структура катода содержится внутри второй металлической створки двустворчатой конфигурации;
изолирующую промежуточную створку двустворчатой конфигурации с первой уплотняющей поверхностью, которая выполнена с возможностью взаимодействия герметизирующим образом с первой металлической створкой двустворчатой конфигурации, и второй уплотняющей поверхностью, которая выполнена с возможностью взаимодействия герметизирующим образом со второй металлической створкой двустворчатой конфигурации; и
уплотняющий материал, который размещен в зазоре между первой уплотняющей поверхностью и первой металлической створкой двустворчатой конфигурации.
13. Двустворчатая батарея по п. 12, в которой уплотнительный материал, размещенный в зазоре между первой уплотняющей поверхностью и первой металлической створкой двустворчатой конфигурации, представляет собой эпоксидный адгезив.
14. Двустворчатая батарея по п. 12, в которой уплотняющий материал, расположенный между выступами первой металлической створки двустворчатой конфигурации и изолирующей промежуточной створки двустворчатой конфигурации, содержит множество тонких слоев металлической пленки, причем первый тонкий слой металлической пленки нанесен на второй слой металлической пленки, причем первый тонкий слой металлической пленки выполнен с возможностью химического реагирования со вторым слоем металлической пленки с выделением энергии для быстрого нагрева слоев, и причем химическая реакция активируется энергетическим импульсом энергии.
15. Двустворчатая батарея по п. 14, в которой энергетический импульс содержит фотоны.
16. Двустворчатая батарея по п. 14, в которой энергетический импульс содержит электроны.
17. Двустворчатая батарея по п. 14, в которой энергетический импульс содержит тепловую энергию.
18. Двустворчатая батарея по п. 12, дополнительно содержащая металлическое покрытие, охватывающее, по меньшей мере, часть внешней поверхности двустворчатой батареи, причем металлическое покрытие нанесено методом химического восстановления, причем, по меньшей мере, полностью покрытая часть промежуточной створки двустворчатой конфигурации ограждена от нанесения металлического покрытия и обеспечивает изоляцию между первой металлической створкой двустворчатой конфигурации и второй металлической створкой двустворчатой конфигурации.
19. Двустворчатая батарея по п. 12, в которой уплотняющий материал, размещенный в зазоре между первой уплотняющей поверхностью и первой металлической створкой двустворчатой конфигурации, содержит стандартный мягкий припой с добавлением титана, причем титан способен вступать в реакцию с материалами поверхности промежуточной створки двустворчатой конфигурации при воздействии ультразвуковой энергией.
20. Двустворчатая батарея, содержащая:
анодный токоотвод, причем анодный токоотвод представляет собой первую пластиковую створку двустворчатой конфигурации;
анод, причем химическая структура анода содержится внутри первой пластиковой створки двустворчатой конфигурации;
катодный токоотвод, причем катодный токоотвод представляет собой вторую пластиковую створку двустворчатой конфигурации;
катод, причем химическая структура катода содержится внутри второй пластиковой створки двустворчатой конфигурации; и
уплотнение, содержащее расплавленную область, содержащую выступы первой пластиковой створки двустворчатой конфигурации и второй пластиковой створки двустворчатой конфигурации.
21. Двустворчатая батарея по п. 20, в которой форма первой пластиковой створки двустворчатой конфигурации и второй пластиковой створки двустворчатой конфигурации содержит неровный поперечный профиль, который имеет такую форму, чтобы заполнить объем внутри офтальмологической линзы.
22. Двустворчатая батарея по п. 20, в которой уплотняющий материал, расположенный между выступами первой пластиковой створки двустворчатой конфигурации и второй пластиковой створки двустворчатой конфигурации, содержит множество тонких слоев металлических пленок, причем первый тонкий слой металлической пленки нанесен на второй слой металлической пленки, причем первый тонкий слой металлической пленки выполнен с возможностью химического реагирования со вторым слоем металлической пленки с выделением энергии для быстрого нагревания слоев, и причем химическая реакция активируется энергетическим импульсом энергии.
23. Двустворчатая батарея по п. 22, в которой энергетический импульс содержит фотоны.
24. Двустворчатая батарея по п. 22, в которой энергетический импульс содержит электроны.
25. Двустворчатая батарея по п. 22, в которой энергетический импульс содержит тепловую энергию.
26. Двустворчатая батарея по п. 20, в которой металлическая пленка покрывает участки внутренних поверхностей первой пластиковой створки двустворчатой конфигурации и второй пластиковой створки двустворчатой конфигурации, причем покрытие металлической пленкой на первой пластиковой створке двустворчатой конфигурации электрически изолировано от покрытия металлической пленкой на второй пластиковой створке двустворчатой конфигурации, когда двустворчатая батарея не подключена к электрическому устройству.
27. Двустворчатая батарея по п. 20, дополнительно содержащая металлическое покрытие, охватывающее, по меньшей мере, часть внешней поверхности двустворчатой батареи, причем металлическое покрытие нанесено методом химического восстановления, причем, по меньшей мере, один из следующих контактов - из первого анодного контакта и первого катодного контакта - защищен от нанесения металлического покрытия и электрически изолирован от металлического покрытия.
28. Двустворчатая батарея, содержащая:
анодный токоотвод, причем анодный токоотвод представляет собой первую полупроводниковую створку двустворчатой конфигурации;
анод, причем химическая структура анода содержится внутри первой полупроводниковой створки двустворчатой конфигурации;
катодный токоотвод, причем катодный токоотвод представляет собой вторую полупроводниковую створку двустворчатой конфигурации;
катод, причем химическая структура катода содержится внутри второй полупроводниковой створки двустворчатой конфигурации;
уплотнение между выступами первой полупроводниковой створки двустворчатой конфигурации и второй полупроводниковой створки двустворчатой конфигурации; и
причем изолированные области первой полупроводниковой створки двустворчатой конфигурации и второй полупроводниковой створки двустворчатой конфигурации легированы для протекания тока по легированным областям из батареи к внешнему соединению.
29. Двустворчатая батарея по п. 28, в которой форма первой полупроводниковой створки двустворчатой конфигурации и второй полупроводниковой створки двустворчатой конфигурации содержит неровный поперечный профиль, который имеет такую форму, чтобы заполнить объем внутри офтальмологической линзы.
30. Двустворчатая батарея по п. 28, в которой уплотняющий материал, расположенный между выступами первой пластиковой створки двустворчатой конфигурации и второй полупроводниковой створки двустворчатой конфигурации, содержит множество тонких слоев металлических пленок, причем первый тонкий слой металлической пленки нанесен на второй слой металлической пленки, причем первый тонкий слой металлической пленки выполнен с возможностью химического реагирования со вторым слоем металлической пленки с выделением энергии для быстрого нагрева слоев, и причем химическая реакция активируется энергетическим импульсом энергии.
31. Двустворчатая батарея по п. 30, в которой энергетический импульс содержит фотоны.
32. Двустворчатая батарея по п. 30, в которой энергетический импульс содержит электроны.
33. Двустворчатая батарея по п. 30, в которой энергетический импульс содержит тепловую энергию.
34. Двустворчатая батарея по п. 28, в которой металлическая пленка покрывает участки внутренних поверхностей первой полупроводниковой створки двустворчатой конфигурации и второй полупроводниковой створки двустворчатой конфигурации, причем покрытие металлической пленкой на первой створке двустворчатой конфигурации электрически соединяется с покрытием металлической пленкой на второй створке двустворчатой конфигурации через анод, разделитель и катод только тогда, когда двустворчатая батарея не подключена к электрическому устройству.
35. Двустворчатая батарея по п. 28, дополнительно содержащая металлическое покрытие, охватывающее, по меньшей мере, часть внешней поверхности двустворчатой батареи, причем металлическое покрытие нанесено методом химического восстановления, причем, по меньшей мере, один из следующих контактов - из первого анодного контакта и первого катодного контакта - защищен от нанесения металлического покрытия и электрически изолирован от металлического покрытия.
36. Способ изготовления двустворчатой батареи, включающий этапы, на которых:
получают первую половину двустворчатой конфигурации и вторую половину двустворчатой конфигурации, изготовленные из изолирующего материала, причем половины двустворчатой конфигурации содержат участок корпуса для поддержки компонента батареи, вокруг которого находится выступ, причем выступ выполнен с возможностью его использования для герметизации;
образуют проводящую дорожку в первой половине двустворчатой конфигурации;
размещают анод в первой половине двустворчатой конфигурации;
размещают катод во второй половине двустворчатой конфигурации;
размещают разделительную пленку на одной или обеих из первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации;
помещают электролит в одну или обе из половин двустворчатой конфигурации - первую половину двустворчатой конфигурации и вторую половину двустворчатой конфигурации;
соединяют половины двустворчатой конфигурации; и
образуют уплотнение между выступами половин двустворчатой конфигурации.
37. Способ по п. 36, дополнительно включающий герметизацию, по меньшей мере, участков поверхности первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации путем покрытия методом химического восстановления.
38. Способ по п. 37, дополнительно включающий металлическое покрытие двустворчатой батареи путем электролитического осаждения.
39. Способ по п. 36, дополнительно включающий покрытие, по меньшей мере, первого участка одной или обеих из половин двустворчатой конфигурации - первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации - путем нанесения металлической пленки осаждением из газовой фазы.
40. Способ по п. 36, дополнительно включающий покрытие, по меньшей мере, первого участка выступов одной или обеих из половин двустворчатой конфигурации - первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации - металлической пленкой для герметизации.
41. Способ по п. 36, дополнительно включающий размещение двустворчатой батареи в офтальмологическом устройстве.
42. Способ по п. 41, в котором офтальмологическое устройство представляет собой контактную линзу.
43. Способ изготовления двустворчатой батареи, включающий этапы, на которых:
получают первую половину двустворчатой конфигурации и вторую половину двустворчатой конфигурации, изготовленные из пластикового материала, причем половины двустворчатой конфигурации содержат участок корпуса для поддержки компонента батареи, вокруг которого находится выступ, причем выступ может использоваться для герметизации;
образуют проводящую дорожку в первой половине двустворчатой конфигурации;
размещают анод в первой половине двустворчатой конфигурации;
размещают катод во второй половине двустворчатой конфигурации;
размещают разделительную пленку на одной или обеих из половин двустворчатой конфигурации - первой половине двустворчатой конфигурации и второй половине двустворчатой конфигурации;
помещают электролит в одну или обе из половин двустворчатой конфигурации - первую половину двустворчатой конфигурации и вторую половину двустворчатой конфигурации;
соединяют половины двустворчатой конфигурации;
образуют уплотнение между выступами половин двустворчатой конфигурации, причем образование уплотнения включает сплавление пластиковых выступов первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации; и
герметизируют, по меньшей мере, участки поверхности первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации путем покрытия методом химического восстановления.
44. Способ по п. 43, дополнительно включающий металлическое покрытие двустворчатой батареи путем электролитического осаждения.
45. Способ по п. 43, дополнительно включающий покрытие, по меньшей мере, первого участка одной или обеих из половин двустворчатой конфигурации - первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации - путем нанесения металлической пленки осаждением из газовой фазы.
46. Способ изготовления двустворчатой батареи, включающий этапы, на которых:
получают первую половину двустворчатой конфигурации, выполненную из полупроводникового материала, и вторую половину двустворчатой конфигурации, выполненную из полупроводникового материала, причем половины двустворчатой конфигурации содержат участок корпуса для поддержки компонента батареи, вокруг которого находится выступ, причем выступ выполнен с возможностью использования для герметизации;
легируют участки на одной или обеих из половин двустворчатой конфигурации - первой половине двустворчатой конфигурации и второй половине двустворчатой конфигурации, причем легирование повышает проводимость материала для образования области контакта;
наносят металлическую пленку на поверхность первой половины двустворчатой конфигурации;
размещают анод в первой половине двустворчатой конфигурации;
размещают катод во второй половине двустворчатой конфигурации;
размещают разделительную пленку на одной или обеих из половин двустворчатой конфигурации - первой половине двустворчатой конфигурации и второй половине двустворчатой конфигурации;
помещают электролит в одну или обе из половин двустворчатой конфигурации - первую половину двустворчатой конфигурации и вторую половину двустворчатой конфигурации;
соединяют половины двустворчатой конфигурации;
образуют уплотнение между выступами половин двустворчатой конфигурации; и
герметизируют, по меньшей мере, участки поверхности первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации путем покрытия методом химического восстановления.
47. Способ по п. 46, дополнительно включающий покрытие двустворчатой батареи путем электролитического осаждения.
48. Способ по п. 46, дополнительно включающий покрытие, по меньшей мере, первого участка одной или обеих из половин двустворчатой конфигурации - первой половины двустворчатой конфигурации и второй половины двустворчатой конфигурации - путем нанесения изолирующей пленки осаждением из газовой фазы.
49. Способ по п. 46, дополнительно включающий размещение двустворчатой батареи в офтальмологическом устройстве.
50. Способ по п. 49, в котором офтальмологическое устройство представляет собой контактную линзу.
| EP 2988363 A1, 24.02.2016 | |||
| US 2016056417 A1, 25.02.2016 | |||
| Двухпоточный цилиндр среднего давления паровой турбины | 2016 |
|
RU2631962C1 |
| WO 2015185400 A1, 10.12.2015 | |||
| US 2012235277 A1, 20.09.2012 | |||
| ВТОРИЧНАЯ БАТАРЕЯ С ИСПОЛЬЗОВАНИЕМ ВЫСОКОПРОЧНОГО КОРПУСА БАТАРЕИ | 2005 |
|
RU2331142C1 |

