ПЕРЕКРЕСТНАЯ ССЫЛКА НА СМЕЖНЫЕ ЗАЯВКИ
Данная заявка испрашивает приоритет предварительной заявки на патент США № 62/487 272, поданной 19 апреля 2017 года, и является частичным продолжением заявки на патент США № 15/326 161, поданной 13 января 2017 года, которая испрашивает приоритет предварительной заявки на патент США № 62/016 851, поданной 21 июля 2014 года. Содержание каждой включено в настоящий документ путем ссылки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область применения изобретения
Настоящее изобретение по существу относится к электрохимической батарее и, в частности, к биосовместимому микроэлектрохимическому элементу.
Описание уровня техники
В последнее время число медицинских устройств и их функциональных возможностей быстро растет. Эти медицинские устройства могут включать в себя, например, имплантируемые кардиостимуляторы, электронные таблетки для контроля и/или испытания биологической функции, хирургические устройства с активными компонентами, контактные линзы, инфузионные помпы и нейростимуляторы. Создаются теории и разрабатываются дополнительные функциональные возможности и улучшение рабочих характеристик многих из упомянутых выше медицинских устройств. Однако для того, чтобы обеспечить теоретический уровень дополнительных функциональных возможностей, многие из этих устройств в настоящее время нуждаются в автономных средствах энергообеспечения, которые соответствуют требованиям к размеру и форме для этих устройств, а также требованиям к энергообеспечению новых компонентов с энергообеспечением.
Некоторые медицинские устройства могут включать в себя такие электрические компоненты, как полупроводниковые устройства, которые выполняют разнообразные функции и могут быть встроены во множество биосовместимых и/или имплантируемых устройств. Однако для таких полупроводниковых компонентов необходимо энергообеспечение, и, таким образом, в такие биосовместимые устройства также предпочтительно могут быть включены элементы подачи питания. Топология и относительно небольшой размер биосовместимых устройств могут создавать сложные условия среды для определения различных функциональных возможностей. Во многих примерах важным может оказаться требование обеспечить безопасные, надежные, компактные и экономичные средства подачи питания к полупроводниковым компонентам внутри биосовместимых устройств. Следовательно, существует потребность в биосовместимых элементах подачи питания, образованных с возможностью размещения внутри биосовместимых устройств или на них, причем структура элементов подачи питания миллиметрового или меньшего размера обеспечивает расширенные функциональные возможности элементов подачи питания, сохраняя при этом биосовместимость.
Один такой элемент подачи питания, используемый для электропитания устройства, может представлять собой батарею. При использовании батареи в устройствах биомедицинского типа может быть важным, чтобы структура и конaигурация батареи учитывали аспекты биосовместимости. Таким образом, существует потребность в новых примерах изготовления биосовместимых батарей, предназначенных для применения в биосовместимых элементах подачи питания, которые могут значительно улучшать аспекты герметизации.
Разработано несколько микробатарей, некоторые из которых выполнены с возможностью имплантации или иным образом связаны с медицинским или другим устройством, требующим источника питания для работы. В целях данного описания микробатарея определяется ее относительно малыми размерами. А именно, по меньшей мере, один размер (т. е. длина, ширина или толщина батареи) должен быть меньше одного миллиметра (1,0 мм), и второй размер должен быть меньше одного сантиметра (1,0 см), а объем микробатареи должен быть меньше 0,003 куб. см или трех тысячных кубического сантиметра.
Можно подготовить аккумуляторные батареи с данными размерами путем аддитивной технологии, наматывания электродов или путем подбора и размещения таких материалов на месте. Эти батареи могут быть выполнены в различных формах, включая цилиндрические, призматические или дугообразные формы. При использовании биосовместимых материалов для миниатюрного источника питания источник питания является биосовместимым. Например, углеродные цинковые батареи с цинковой солью в качестве электролита, отрицательным цинковым электродом и положительным электродом из диоксида марганца могут быть биосовместимыми.
Существует потребность в биосовместимом микроисточнике электропитания, который выполнен с возможностью использования в медицинских и других мелких устройствах и работы в повторном или непрерывном режиме, обеспечивая необходимую энергию при искривлении, сгибании или иных манипуляциях с устройством или после таких манипуляций.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Соответственно, были раскрыты усовершенствованные гибкие микробатареи и конфигурации для применения в биосовместимых элементах питания. К микробатареям, используемым в офтальмологических медицинских устройствах, могут предъявляться уникальные и сложные в осуществлении требования, такие как необходимость механической прочности, степень гибкости и биосовместимость. В случае контактной линзы, в конструкции которой используется микробатарея, может потребоваться, чтобы батарея обладала качествами этой линзы: длительным сроком хранения, мерой гибкости и способностью сохранять целостность и работоспособность после манипуляций с ней. Также может требоваться сохранение биосовместимости в течение периода начиная с изготовления линзы и на протяжении всего срока ее использования. В этот период микробатарея подвергается воздействию физиологического раствора внутри линзы, непосредственно или через промежуточный слой, и должна не только сохранять емкость и способность обеспечения линзы необходимым электропитанием, но и обладать достаточной герметичностью во избежание выщелачивания компонентов батареи. Основная сложность изоляции компонентов батареи обусловлена размерами микробатареи, т. к. ее отношение площади поверхности к объему может быть очень высоким.
Микробатарея может годами храниться внутри офтальмологической линзы, причем линза, содержащая микробатарею, хранится внутри герметичной упаковки, заполненной физиологическим упаковочным раствором. Эта среда хранения сходна с хранением в стерильном физиологическом растворе, в который погружают офтальмологическую линзу. Данное условие и среда хранения офтальмологической линзы или другого устройства, используемого в стандартных условиях, может потребовать разработки микробатареи таким образом, чтобы она выдерживала указанную среду, не выходя из строя из-за проникновения воды через оболочку во внутреннее пространство микробатареи и последующего разбухания. Упаковка микробатарей может иметь измеримый уровень проницаемости. Поэтому может возникать разница осмотических давлений, которая вызывает перемещение воды во внутреннее пространство микробатареи. Часто традиционные электролиты батарей имеют неводную основу и не переносят загрязнения влагой, либо представляют собой высококонцентрированные кислотные растворы (например, хлорид цинка) или основные растворы, такие как гидроксид калия. Использование электролита с низкой концентрацией соли может быть возможным решением для уменьшения осмотического разности давлений между электролитом и упаковочным раствором, окружающим линзу, содержащую микробатарею.
Еще одна проблема, связанная с биосовместимостью и осмотическим давлением, заключается в уровне pH электролита. Обычно водные электролиты батарей не могут быть биосовместимыми. В типичной щелочной батарее электролит гидроксида калия является сильно щелочным для повышения ионной проводимости. В угольно-цинковых батареях или элементах Лекланше кислый рН электролита может сильно влиять на образование газообразного водорода на поверхности цинка. Сильно кислотные или основные электролиты не являются биосовместимыми. Многие типичные ингибиторы коррозии, такие как ртуть, также не являются биосовместимыми.
Многие микробатареи, особенно выпускаемые серийно или нуждающиеся в биосовместимости, заключены в жесткое внешнее пространство. Эта жесткость, как правило, не позволяет использовать такие батареи в гибких устройствах. Более того, конструкция с жестким корпусом ограничивает возможные размеры батареи, поскольку для поддержания жесткости необходима минимальная толщина корпуса.
Для батарей, в конструкции которых используются подводящие дорожки, требуются как гибкие дорожки, так и гибкие подложки, на которые они опираются. Такая гибкость не встречается у материалов, совместимых с окисляющей средой батареи. Вместо этого батареи известного уровня техники по существу рассчитаны на то, что после изготовления они будут по существу неподвижны. Перемещение батареи может отрицательно сказываться на соединениях, герметичности внешней оболочки и иным образом влиять на надлежащую работу батареи.
Один общий аспект включает в себя биомедицинское устройство, включающее электрически активный компонент, биосовместимую батарею и первый инкапсулирующий слой. Первый инкапсулирующий слой инкапсулирует по меньшей мере электрически активный компонент и биосовместимую батарею. В некоторых примерах первый инкапсулирующий слой может применяться для образования юбки контактной линзы, окружающей внутренние компоненты электроактивной линзы с биосовместимым слоем гидрогеля, который взаимодействует с поверхностью глаза пользователя. В некоторых примерах свойства электролитного раствора обеспечивают улучшения с точки зрения биосовместимости биомедицинского устройства. Например, композиция электролитного раствора может иметь более низкие концентрации электролитов, чем обычные композиции батарей. В других примерах композиция электролитов может имитировать биологическую среду, в которой находится биомедицинское устройство, например, композиция слезной жидкости в примере, не имеющем ограничительного характера.
В соответствии с одним аспектом настоящего изобретения предложена электрохимическая микробатарея с биосовместимыми компонентами, содержащая анод, который может быть цилиндрическим, проходящим вдоль первого вектора, и по существу плоский катод, проходящий вдоль второго вектора. Второй вектор по существу параллелен указанному первому вектору, и катод расположен на заданном расстоянии от анода. Катодный токоотвод находится в электрическом контакте с катодом и проходит вдоль второго вектора. В одном аспекте катодный токоотвод расположен в пределах катода. Электрохимическая микробатарея может также включать в себя электролит, расположенный по существу вокруг анода и катода в пределах заданного расстояния для обеспечения ионной проводимости между анодом и катодом.
В одном аспекте электрохимическая батарея может дополнительно содержать токоотвод анода, при этом анод и токоотвод анода имеют электрический контакт. В первой многоуровневой конструкции анод и токоотвод анода расположены так, чтобы проходить вдоль первого вектора, во второй многоуровневой конструкции катод и указанный токоотвод катода имеют электрический контакт и расположены так, чтобы проходить вдоль второго вектора. Первая многоуровневая конструкция и вторая многоуровневая конструкция отделены друг от друга заданным расстоянием. Между первой многоуровневой конструкцией и второй многоуровневой конструкцией может быть расположен сепаратор в пределах заданного расстояния.
Анод, катод, катодный токоотвод и электролит могут быть по существу окружены оболочкой. Концы цепи анода могут проходить через оболочку вдоль первого вектора, и катодный токоотвод тоже может проходить через оболочку вдоль второго вектора. Толщина оболочки может быть по существу равномерной. Оболочка может быть изготовлена в соответствии с требованиями заказчика и вмещать электрохимический элемент батареи, который имеет нужную форму по трем измерениям. Оболочка может предотвращать перемещение воды и кислорода через указанную оболочку. В одном аспекте оболочка может содержать полимер, покрытый оксидом металла. Скорость проникновения водяного пара через оболочку может составлять меньше 1 г/м2 сутки, если измерять при относительной влажности 85-100% и температуре 20-40 градусов Цельсия. Таким образом, в электрохимической микробатарее объемом не более трех кубических миллиметров (3,0 мм3), имеющей внутреннее пространство, заключенное в биосовместимую оболочку, которая в одном аспекте находится в ионной связи с биологической жидкостью или с искусственной биологической жидкостью, такой как физиологический раствор, оболочка может служить для сдерживания переноса массы между внутренним пространством и биологической жидкостью или физиологическим раствором.
Электрохимической микробатарее можно придать форму во всех трех измерениях. В некоторых примерах форма электрохимической микробатареи может включать плоскую форму, а также форму, где оба вектора, первый и второй, являются дугообразными, и при этом первый вектор и второй вектор концентричны относительно друг друга.
Электрохимическая микробатарея также может включать анод, изготовленный из цинка. В одном аспекте изобретения анодом может быть цинковая проволока. Катод настоящего изобретения содержит диоксид марганца, проводящую присадку и связывающий материал. Катодный токоотвод может содержать металл в виде проволоки (например, титан) и находиться в смежном положении или в альтернативном варианте осуществления в пределах катода. В варианте осуществления, в котором катодный токоотвод расположен в пределах катода, диаметр анода может быть равен толщине катода так, что толщина электрохимического элемента равна диаметру анода плюс толщина оболочки.
Первый электрохимический элемент микробатареи может функционировать как отдельный элемент или может быть последовательно или параллельно соединен со вторым электрохимическим элементом. В варианте осуществления с последовательным соединением анод первого электрохимического элемента может быть электрически подключен к катодному токоотводу второго электрохимического элемента. Анод электрохимического элемента может быть приварен к катодному токоотводу второго электрохимического элемента для получения механически надежного и обеспечивающего электрическую связь соединения. Элементы микробатареи могут быть заключены в отдельные оболочки, либо оболочка первого электрохимического элемента и оболочка второго электрохимического элемента могут быть соединены с образованием непрерывной оболочки. В одном аспекте, когда второй электрохимический элемент соединен последовательно с указанным электрохимическим элементом, анод электрохимического элемента электрически подключен к катодному токоотводу указанного второго электрохимического элемента, а оболочка электрохимического элемента и оболочка второго электрохимического элемента соединены с образованием непрерывной оболочки. В одном аспекте, где анод электрохимического элемента дополнительно включает в себя анодный токоотвод в электрическом соединении с анодом электрохимического элемента, анодный токоотвод проходит за пределы электрохимического элемента и во второй электрохимический элемент, и при этом анодный токоотвод электрически подключен к катоду второго электрохимического элемента, и при этом оболочка электрохимического элемента и оболочка второго электрохимического элемента соединены с образованием непрерывной оболочки.
В одном аспекте объем электрохимической батареи может быть равен или меньше трех кубических миллиметров (3,0 мм3). Анод может проходить по длине вдоль первого вектора, а по ширине и толщине - перпендикулярно указанному первому вектору, где ширина больше толщины, и отношение длины к ширине больше двадцати к одному (20: 1). Катод может проходить по длине вдоль второго вектора, а по ширине и толщине - перпендикулярно второму вектору, причем ширина больше указанной толщины, и отношение длины к ширине больше десяти к одному (10:1).
В одном аспекте внутреннее пространство микробатареи может содержать водный нейтральный раствор электролита, например ацетат цинка. Весовое процентное содержание указанного электролита в концентрации ацетата цинка может составлять менее десяти процентов (10% масс.). Уровень pH электролита может находиться в пределах 6-8, причем оболочка находится в ионной связи с физиологическим раствором, причем разница между осмотическим давлением электролита и осмотическим давлением физиологического раствора меньше одного мегапаскаля (1 мПа) (десяти атмосфер (10 атм)). Анод может содержать цинк, а катод может содержать диоксид марганца. Каждый из анодного токоотвода и катодного токоотвода может содержать титан, тантал, платину или другой электропроводящий гибкий биосовместимый материал. Анод может включать в себя как цинковый порошок, так и цинковое изделие, например цинковую фольгу, которая проходит по всей длине батареи, причем цинковый порошок находится в электрическом соединении с цинковым изделием.
Микробатарея может быть выполнена в соответствии со способом, включающим следующие этапы: формируют катод, имеющий длину и толщину, причем отношение длины к толщине равно или превышает 50:1; прикрепляют катод к катодному токоотводу, который проходит по длине катода с образованием катодного узла; формируют анод, имеющий длину и толщину, причем отношение длины к толщине равно или больше 50 1 ; распределяют водный электролит вокруг как анода, так и катодного узла для обеспечения ионной связи между катодом и анодом; и помещают катодный узел, электролит и анод в пределах первого и второго участков термопластичной оболочки. Первый и второй участки могут покрывать весь электролит, часть катодного узла и часть анода с образованием внутреннего пространства батареи, ограниченного боковыми сторонами внутреннего пространства батареи, за исключением того, что не позволяют концевому участку катодного узла и анода проходить за пределы внутреннего пространства батареи как с первого, так и со второго концов микробатареи; герметизируют внутреннее пространство батареи путем нагревания первого и второго участков оболочки вдоль длины боковых сторон внутреннего пространства батареи и герметизируя внутреннее пространство батареи с первого и второго концов микробатареи путем герметизации оболочки вокруг выступающих анода и катодного узла; и удаляют оболочку снаружи герметизированной микробатареи. В одном аспекте способа первый и второй участки оболочки могут помещаться внутрь установки для ультразвуковой сварки, и установка для ультразвуковой сварки может герметизировать первый и второй участки оболочки вокруг внутреннего пространства батареи путем герметизации оболочки и ее обрезания в месте герметизации за один этап. В одном аспекте между анодом и катодом может быть вставлен сепаратор. В другом аспекте анод крепят к анодному токоотводу и анодный токоотвод располагают так, чтобы он проходил за пределы внутреннего пространства батареи с обоих, первого и второго, концов микробатареи.
Специалисты в данной области дополнительно поймут и оценят эти и другие отличительные особенности, преимущества и цели настоящего изобретения, обратившись к следующему описанию, формуле изобретения и приложенным чертежам.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
на ФИГ. 1 показан примерный вид в поперечном разрезе электрохимического элемента батареи вдоль плоскости, расположенной под прямым углом к вектору L (длина);
на ФИГ. 2 показан примерный вид в поперечном разрезе электрохимического элемента батареи вдоль плоскости, расположенной под прямым углом к вектору H (высота);
на ФИГ. 3 показан примерный репрезентативный вид в поперечном разрезе электрохимического элемента батареи настоящего изобретения;
на ФИГ. 4 показан примерный вид в перспективе электрохимического элемента батареи с пространственным разделением компонентов участка оболочки;
на ФИГ. 5A показан примерный вид в перспективе участка оболочки электрохимического элемента батареи в соответствии с одним вариантом осуществления;
на ФИГ. 5B показан примерный вид в перспективе участка оболочки электрохимического элемента батареи в соответствии с другим вариантом осуществления;
на ФИГ. 6 показан примерный вид в поперечном разрезе электрохимического элемента батареи настоящего изобретения, расположенного в приспособлении для ультразвуковой сварки, демонстрирующий способ герметизации внешнего пространства оболочки;
на ФИГ. 7 показан примерный вид в поперечном разрезе сформированного блока батареи, иллюстрирующий два элемента, последовательно соединенных в форме дуги;
на ФИГ. 8 показан примерный вид в поперечном разрезе сформированного блока батареи, демонстрирующий два элемента, последовательно соединенных в форме дуги, и акцентирующий внимание на способе электрического соединения элементов;
на ФИГ. 9 показан примерный увеличенный разрез электрического соединения между двумя элементами сформированного блока батареи, изображенного на ФИГ. 8;
на ФИГ. 10 показан примерный вид с пространственным разделением компонентов электрохимического элемента батареи, показывающий два элемента, последовательно соединенных в форме дуги, и луч лазерной сварки для спаивания оболочки элемента;
на ФИГ. 11 A показан примерный вид в перспективе подложки, используемой для получения настоящего изобретения в иллюстративном примере;
на ФИГ. 11B показан примерный вид в перспективе промежуточной формы узла катода и катодного токоотвода настоящего изобретения, как описано в иллюстративном примере;
на ФИГ. 11C показан примерный вид в перспективе узла катода и катодного токоотвода настоящего изобретения, как описано в иллюстративном примере; и
на ФИГ. 11D показан примерный вид в перспективе настоящего изобретения, которое получено в подложке, как описано в иллюстративном примере.
На ФИГ. 12 A-C представлены примеры функций хранения воды в элементе микробатареи.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящей заявке описываются способы изготовления гибких микробатарей с улучшенной биосовместимостью. В следующих разделах приведены подробные описания различных примеров. Описания примеров представляют собой только примеры осуществления, и специалистам в данной области могут быть понятны различные модификации и изменения. Поэтому примеры не ограничивают объем настоящей заявки. В некоторых примерах данные биосовместимые батареи могут быть выполнены с возможностью применения внутри или вблизи тела живого организма.
Определения
В описании и представленной ниже формуле изобретения могут использоваться различные термины, для которых будут применяться приведенные ниже определения.
В настоящем документе термин «анод» относится к электроду, через который электрический ток проходит в поляризованное электрическое устройство. Направление электрического тока, как правило, противоположно направлению потока электронов. Иными словами, электроны текут из анода, например, в электрическую цепь.
В контексте настоящего документа термин «батарея» относится к электрохимическому источнику питания, который состоит из одного электрохимического элемента или множества электрохимических элементов, соответствующим образом соединенных друг с другом для обеспечения требуемого напряжения или тока. Элементы могут представлять собой первичные (не перезаряжаемыми) или вторичные (перезаряжаемыми) элементы.
В настоящем документе термин «связующее вещество» относится к полимеру, который способен проявлять упругие отклики на механические деформации и который химически совместим с другими компонентами элемента подачи питания. Например, связующие вещества могут включать в себя электроактивные материалы, электролиты, полимеры и т. д. В некоторых примерах связующее вещество может относиться к субстанции, которая удерживает частицы и/или частицы+жидкость вместе в клейкой массе.
В настоящем документе термин «биосовместимый» относится к материалу или устройству, которое функционирует в конкретном приложении при соответствующем отклике носителя. Например, биосовместимое устройство не оказывает токсических или травмирующих воздействий на биологические системы.
В настоящем документе термин «катод» относится к электроду, через который электрический ток вытекает за пределы поляризованного электрического устройства. Направление электрического тока, как правило, противоположно направлению потока электронов. Поэтому поток электронов поступает в катод поляризованного электрического устройства и вытекает, например, за пределы подключенной электрической цепи.
В настоящем документе термин «покрытие» относится к нанесению тонких слоев материала. В ряде видов применения этот термин будет относиться к тонкому нанесенному слою, который по существу покрывает поверхность подложки, на которой он образован. В других, более специализированных видах применения термин может применяться для описания небольших тонких нанесенных слоев на меньших областях поверхности.
В настоящем документе термин «электрод» может относиться к активной массе в источнике энергии. Например, он может включать один или оба из анода и катода.
В настоящем документе термин «с электропитанием» относится к состоянию способности подачи электрического тока или хранения электрической энергии внутри.
В настоящем документе термин «энергия» относится к способности физической системы выполнять работу. Многие варианты применения элементов подачи питания могут относиться к способности выполнять электрические действия.
В настоящем документе термин «источник энергии», или «элемент подачи питания», или «устройство подачи питания», относится к любому устройству или слою, который выполнен с возможностью подачи питания или переведения логического или электрического устройства в состояние с подачей питания. Элементы подачи питания могут включать в себя батареи. Батареи могут быть сформированы из химических элементов щелочного типа и могут быть твердотельными батареями или батареями жидкостных элементов, включающими в себя в качестве составляющей электролита водную щелочь, водную кислоту или водную соль или неводные химические составляющие, составляющую в виде расплава соли или твердотельную химическую составляющую. Батареи могут представлять собой сухой элемент (иммобилизованный электролит) или жидкостный элемент (свободный, жидкий электролит).
В настоящем документе термин «наполнители» относится к одному или более сепараторам элементов подачи питания, которые не взаимодействуют ни с кислотными, ни со щелочными электролитами. По существу наполнители могут включать в себя по существу нерастворимые в воде материалы, например углеродную сажу; угольную пыль; графит; оксиды и гидроксиды металлов, например кремния, алюминия, кальция, магния, бария, титана, железа, цинка и олова; карбонаты металлов, например кальция и магния; такие минералы, как слюда, монтмориллонит, каолинит, аттапульгит и тальк; синтетические и природные цеолиты, например портландцемент; осажденные силикаты металлов, например силикат кальция; пустотелые или сплошные полимерные или стеклянные микросферы, пластинки и волокна; и т. п.
В настоящем документе термин «функционализированный» относится к получению слоя или устройства, способного выполнять некоторую функцию, включая, например, подачу питания, активацию и/или управление.
В настоящем документе термин «форма для литья» относится к жесткому или полужесткому объекту, который можно применять для формирования трехмерных объектов из неполимеризованных составов. Некоторые примеры форм для литья включают в себя две части формы для литья, которые при соединении друг с другом формируют структуру трехмерного объекта.
В настоящем документе термин «мощность» относится к выполняемой работе или энергии, передаваемой за единицу времени.
В настоящем документе термины «перезаряжаемый» или «повторно подключаемый к источнику питания» относятся к возможности восстановления до состояния с более высокой способностью выполнять работу. Во многих случаях эти термины могут относиться к возможности восстановления со способностью обеспечивать электрический ток определенной величины в течение определенных периодически повторяющихся промежутков времени.
В настоящем документе термины «перезаряжать» или «повторно подключать к источнику питания» относятся к восстановлению до состояния повышенной способности выполнять работу. Во многих случаях эти термины могут относиться к возможности восстановления устройства до способности обеспечивать электрический ток определенной величины в течение определенных периодически повторяющихся промежутков времени.
В настоящем документе термин «высвобожденный», или иногда «высвобожденный из формы для литья», означает, что трехмерный объект либо полностью отделен от формы для литья, либо лишь слабо прикреплен к форме для литья, так что может быть извлечен легким встряхиванием.
Термин «многослойный» в настоящем документе относится к размещению, по меньшей мере, двух слоев компонентов поблизости друг от друга таким образом, что, по меньшей мере, часть одной поверхности одного из слоев контактирует с первой поверхностью второго слоя. В некоторых примерах между двумя слоями может находиться покрытие, обеспечивающее сцепление или иные функции, так что слои контактируют друг с другом через указанное покрытие.
В настоящем документе термин «дорожки» относится к компонентам элементов подачи питания, выполненным с возможностью соединения вместе компонентов цепи. Например, дорожки цепи могут включать в себя медь или золото, если подложка представляет собой печатную плату, и, как правило, могут представлять собой пленку из меди или золота или печатную пленку в гибкой схеме. Токоотвод представляет собой «дорожку» особого типа. Токоотводы представляют собой дорожки с электрохимической совместимостью, которые позволяют применять токоотводы для передачи электронов на анод или катод электрохимического элемента и от них.
Существуют и другие примеры способов сборки и конфигурации батарей в соответствии с настоящим изобретением, и некоторые из них могут быть описаны в следующих разделах. Тем не менее для многих из этих примеров существуют выбранные параметры и характеристики батарей, которые могут быть описаны отдельно. В следующих разделах будет уделено внимание некоторым характеристикам и параметрам.
На ФИГ. 1 и ФИГ. 2 показаны два различных представления в поперечном сечении примерного электрохимического элемента 100 батареи в соответствии с одним вариантом осуществления. На ФИГ. 1 представлено поперечное сечение вдоль плоскости, расположенной под прямым углом к вектору L (длина), а на ФИГ. 2 представлено поперечное сечение вдоль плоскости, расположенной под прямым углом к вектору H (высота).
Электрохимический элемент батареи включает в себя цилиндрический анод 110, который проходит по всей длине электрохимического элемента батареи и служит в качестве отрицательного электрода. Точнее говоря, анод 110 проходит вдоль вектора, параллельного вектору длины L, показанному на ФИГ. 2. В этом варианте осуществления анод 110 по существу имеет цилиндрическую форму и круглое поперечное сечение. Диаметр анода 110 достаточно маленький, а его соотношение сторон (отношение длины к ширине) достаточно большое, чтобы обеспечивать гибкость анода 110. Диаметр может иметь достаточно большие размеры, чтобы приспособиться к отсутствию любого токоотвода. По мере разрядки электрохимического элемента батареи реакционноспособный материал из анода будет вступать в электрохимическую реакцию и переходить в раствор. С утратой реакционноспособного материала анодом его поверхность может покрыться ямками или претерпеть другие изменения, что может привести к общему уменьшению диаметра. Оставшийся анодный материал может оставаться непрерывным так, чтобы сохранять способность действовать в качестве анодного токоотвода по всей его длине, и в этом качестве способен проводить электроны из анода за пределы электрохимического элемента батареи.
Как может быть еще раз более подробно описано ниже, в некоторых вариантах осуществления анод 110 располагают на одной стороне электрохимического элемента батареи смежно с первым участком 140 и вторым участком 150 внешнего пространства оболочки. Первый участок 140 оболочки и второй участок 150 оболочки располагают относительно друг друга так, чтобы сформировать внутреннее пространство 160 элемента. Участки оболочки изготовляют из материала, который может приклеиваться или иным образом плотно прикрепляться к себе. Материал участка оболочки также может быть гибким и выполненным с возможностью заключения в себе всех компонентов, расположенных в пределах внутреннего пространства 160 элемента.
В некоторых примерах электрохимический элемент батареи дополнительно включает в себя катод 120, который тоже проходит по всей длине электрохимического элемента батареи и служит в качестве положительного электрода. Точнее говоря, катод 120 проходит вдоль вектора, параллельного вектору длины L, показанному на ФИГ. 2. В этом варианте осуществления катод 120 по существу имеет плоскую форму и прямоугольное поперечное сечение. Катод может быть расположен в электрическом контакте с катодным токоотводом 130, и в этом варианте осуществления он может быть закреплен на катодном токоотводе 130. Эта конструкция с нанесением слоя катода 120 на гибкий проводящий токоотвод 130 обеспечивает гибкую конструкцию катода, которая остается когерентной при скручивании, сгибании или ином искривлении электрохимического элемента 100 батареи. По мере электрохимической разрядки электрохимического элемента батареи реакционноспособный материал из катода 120 может вступать в электрохимическую реакцию и, возможно, расширяться. Катод может быть выполнен с возможностью приспособления к такому расширению благодаря тому, что изготавливается достаточно пористым и из соответствующих ингредиентов, которые компенсируют любое такое расширение. Такая приспособляемость может позволить катоду 120 поддерживать сцепление с катодным токоотводом 130 и иным образом сохранять когерентность.
Как показано, катод 120 и катодный токоотвод 130 расположены и закреплены на втором участке 150 оболочки в положении, противоположном аноду 110, в пределах внутреннего пространства 160 элемента. Хотя размеры анода 110 и катода 120, показанные на ФИГ. 1 и ФИГ. 2, необязательно приведены в масштабе, анод и катод располагают относительно друг друга на заданном расстоянии 170. Величина заданного расстояния в пределах внутреннего пространства элемента может иметь важное значение для исключения прямого контакта между анодом и катодом, который может привести к короткому замыканию батареи. Кроме того, этот размер не может быть настолько большим, чтобы предотвращать эффективную диффузию заряда ионов, которая напрямую связана с номинальными характеристиками электрохимического элемента батареи. Хотя в альтернативных вариантах осуществления может быть использован проницаемый мембранный сепаратор батареи, конструкция элемента настоящего варианта осуществления избавляет от необходимости дополнительного усложнения изготовления и расходов на добавление такого компонента.
Катод 120 и анод 110 обмениваются ионами посредством электролита 180, который расположен таким образом, что анод и катод могут обмениваться ионами с материалом электролита. Электролит 180 может позволить протекать электрическому заряду между анодом 110 и катодом 120. Электролит 180 может быть жидким, гелеобразным или полутвердым при условии, что он эластичный и выполнен с возможностью перемещения в пределах внутреннего пространства 160 элемента, выполняя при этом свою задачу обеспечения ионной диффузии между анодом 110 и катодом 120.
Электроны, вырабатываемые электрохимическим элементом 100 батареи, могут проводиться из элемента посредством вывода 190 анодного токоотвода. Этот вывод 190 анодного токоотвода выполнен с возможностью присоединения к концу анода 110 так, чтобы поддерживать электрическую связь с анодом 110. Вывод 190 анодного токоотвода обеспечивает соответствующее по форме удлинение анода 110 так, чтобы можно было надлежащим образом герметизировать внутреннее пространство 160 элемента и при этом иметь электрическое соединение анода 110 и катода 120 как с наружным участком внутреннего пространства 160 элемента, так и с первым участком 140 и вторым участком 150 оболочки. На ФИГ. 1 и ФИГ. 2 вывод 190 анодного токоотвода показан в положении между анодом 110 и первым участком 140 оболочки. Как видно, такое расположение может увеличить высоту или выступ электрохимического элемента 100 батареи, и, возможно, предпочтительнее будет альтернативный вариант расположения, чтобы избежать увеличения этих размеров. Форма вывода 190 анодного токоотвода определяется с учетом того, к чему он может подсоединяться в устройстве. Эту форму может выбирать специалист в данной области таким образом, чтобы создавать надежное электрическое соединение между выводом анода и устройством.
Хотя на ФИГ. 1 и ФИГ. 2 настоящего варианта осуществления это не показано, вывод 190 анодного токоотвода и катодный токоотвод 130 могут выходить за пределы соответствующих концов анода 110 и катода 120. Эти выступающие участки вывода 190 анодного токоотвода и катодного токоотвода 130 дают возможность более эффективно герметизировать внутреннее пространство 160 элемента. Первый участок 140 и второй участок 150 оболочки могут быть спаяны друг с другом так, чтобы изолировать внутреннее пространство 160 элемента от наружного пространства или электрохимического элемента 100 батареи, и запаяны вокруг вывода 190 анодного токоотвода и катодного токоотвода 130, которые выходят за пределы первого участка 140 и второго участка 150 оболочки. По существу вывод 190 анодного токоотвода становится отрицательным внешним контактом для электрохимического элемента 100 батареи, а катодный токоотвод 130 становится положительным внешним контактом для электрохимического элемента батареи.
Во время эксплуатации, когда к выводу 190 анодного токоотвода и катодному токоотводу 130 электрически подключают нагрузку (не показана), образуя цепь, анод 110 высвобождает электроны через вывод 190 анодного токоотвода в отрицательный внешний контакт, одновременно высвобождая ионы в электролит 180. Катод 120 принимает электроны, поступающие из цепи через положительный внешний контакт и катодный токоотвод 130, и вступает в электрохимическую реакцию, чтобы выровнять химический потенциал элемента электрохимической батареи. Таким образом, настоящая конструкция электрохимического элемента 100 батареи может эффективно работать, несмотря на скручивание, изгибание или иные манипуляции с ней.
Электрохимический элемент 100 батареи, показанный на ФИГ. 1 и ФИГ. 2, может быть электрически или механически соединен последовательно с таким же элементом, как показано на ФИГ. 3. На ФИГ. 3 показаны первый электрохимический элемент 200 батареи и его соответствующий отрицательный концевой участок 201. Первый электрохимический элемент 200 батареи имеет анод 210, катод 220 и вывод 290 анодного токоотвода. Кроме того, на ФИГ. 3 показаны второй электрохимический элемент 300 батареи и его положительный концевой участок 301. Второй электрохимический элемент батареи также имеет анод 310, катод 320 и катодный токоотвод 330. Как показано на ФИГ. 3, вывод 290 анодного токоотвода первого электрохимического элемента 200 батареи подсоединен к катодному токоотводу 330 второго электрохимического элемента 300 батареи в точке 399 соединения. Эта конструкция механического и электрического соединения создает многоэлементную батарею с двумя электрохимическими элементами батареи, соединенными последовательно так, чтобы обеспечить удвоение действующего напряжения по сравнению с каждым из отдельных элементов. Для создания параллельно соединенных или других многоэлементных батарей с помощью двух или более элементов можно использовать альтернативные варианты конструкции соединения.
Соответствующие участки 240 и 340 и 250 и 350 оболочки показаны соединенными таким образом, чтобы образовывать непрерывную внешнюю поверхность, либо изготовляются как единые участки оболочки. Тем не менее, как будет описано более подробно, предпочтительно, чтобы соответствующие внутренние пространства 260 и 360 элементов были разделены. На ФИГ. 4 показан альтернативный вид двух последовательно соединенных батарей 400. Ко второму электрохимическому элементу 402 батареи электрически и механически подсоединяют первый электрохимический элемент 401 батареи. Первый электрохимический элемент 401 батареи и второй электрохимический элемент 402 батареи имеют соответствующие аноды 410 и 411 и соответствующие катоды 420 и 421. Каждый катод связывают и электрически соединяют с катодным токоотводом, причем катод 420 первого электрохимического элемента батареи связывают с катодным токоотводом 430 первого электрохимического элемента батареи, а катод 421 второго электрохимического элемента батареи аналогичным образом связывают с катодным токоотводом (не показан). Анод 411 второго электрохимического элемента батареи электрически и механически связывают с выводом 490 анодного токоотвода второго электрохимического элемента батареи, который также электрически и механически связывают с катодным токоотводом 430 первого электрохимического элемента батареи в точке 499 соединения.
Два электрохимических элемента батареи, соединенных последовательно, окружают со стороны катода первым участком 440 оболочки, который проходит по длине двух элементов, соединенных последовательно, но ограничивают на первом конце 403 таким образом, чтобы катодный токоотвод второго электрохимического элемента батареи выступал из первого участка оболочки. На втором конце 404 первый участок оболочки аналогичным образом ограничивают так, чтобы вывод 491 анодного токоотвода первого электрохимического элемента батареи выходил за пределы второго конца. Второй участок 450 оболочки, аналогичный по длине и ширине первому участку 440 оболочки, прикладывают к двум последовательно соединенным элементам батареи со стороны анода, и внутреннее пространство 460 элемента может быть изолировано путем соединения первого участка 440 оболочки и второго участка оболочки с помощью клея или сварки таким образом, чтобы катодный токоотвод второго электрохимического элемента батареи и вывод анодного токоотвода первого электрохимического элемента батареи выходили за пределы участков оболочки, и их можно было электрически соединять с внешней нагрузкой (не показана).
Может оказаться, что внутреннее пространство 460 элемента предпочтительнее разделить на отдельные внутренние пространства элементов, связанные с каждым электрохимическим элементом батареи. Это можно сделать, установив разделитель смежно с точкой 499 соединения. На ФИГ. 5A показан участок 500 оболочки, который может быть использован для того, чтобы обеспечить разделение внутреннего пространства элемента настоящего варианта осуществления. Участок 500 оболочки включает в себя разделитель 510, который может быть прикреплен к участку оболочки в точке 520 разделения на участке оболочки. Разделитель 510 может быть выполнен с возможностью действия в качестве перегородки между двумя электрохимическими элементами батареи, соединенными последовательно, таким образом, чтобы препятствовать ионной проводимости и конвекционному потоку между элементами. Разделитель 510 может быть приварен лазером к участку оболочки и затем еще раз приварен лазером, когда участок 500 оболочки герметично скрепляют со вторым участком оболочки посредством лазерной сварки или другого способа соединения. В альтернативном варианте осуществления разделитель может крепиться с помощью альтернативных способов соединения, таких как ультразвуковая сварка или способы термической сварки.
На ФИГ. 5B показан альтернативный вариант осуществления для обеспечения разделения внутреннего пространства элемента. Участок 550 оболочки включает в себя разделитель 560 в точке 570 разделения на участке оболочки. Разделитель 560 может крепиться к участку оболочки и второму участку оболочки посредством клея или предпочтительнее посредством УФ-отверждаемого клея. Первый и второй участки оболочки могут быть герметично соединены друг с другом по периметрам, и разделитель 560 приклеивают к обоим участкам оболочки так, чтобы обеспечить разделение внутреннего пространства элемента.
На ФИГ. 6 показан вид в поперечном разрезе альтернативного варианта осуществления электрохимического элемента 600 батареи. В этом варианте осуществления электрохимический элемент 600 батареи имеет цилиндрический катодный токоотвод 630 электрохимического элемента батареи, который показан расположенным между катодом 620 электрохимического элемента батареи и первым участком оболочки. Хотя это не показано, в альтернативном варианте осуществления катодный токоотвод электрохимического элемента батареи могут располагать полностью внутри или частично внутри катода 620. Анод 610 располагают в пределах внутреннего пространства 660 элемента на заданном расстоянии 670 от катода 620. Внутреннее пространство элемента заполняют электролитом (не показан), чтобы обеспечить требуемую ионную проводимость между анодным и катодным электродами.
Способ соединения как первого участка 640 оболочки, так и второго участка 650 оболочки вдоль их соответствующих периметров можно описать с помощью ФИГ. 6. Электрохимический элемент 600 батареи можно поместить в приспособление для ультразвуковой сварки, которое показано в поперечном сечении, окружающее часть электрохимического элемента 600 батареи. Приспособление для ультразвуковой сварки содержит консоль 691 для ультразвуковой сварки и упор 692 для ультразвуковой сварки. Электрохимический элемент 600 батареи помещают внутрь приспособления и консоль 691 для ультразвуковой сварки приводят в контакт с первым участком 640 оболочки в местах, где требуется сварка. В этом варианте осуществления способов сварной шов желателен как с анодной стороны 601 электрохимического элемента батареи, так и с катодной стороны 602 электрохимического элемента батареи. С помощью приспособления к электрохимическому элементу батареи прикладывают регулируемое давление, сводя вместе первый участок 640 оболочки и второй участок 650 оболочки. В течение заданного количества времени, необходимого для сваривания первого и второго участков оболочки, ультразвуковая консоль вибрирует с частотой, соответствующей материалу, и с требуемой амплитудой. Чтобы дать участкам оболочки возможность сплавиться, можно поддерживать регулируемое давление в течение второго заданного промежутка времени.
Сварка пластмасс известного уровня техники происходит с перемещением консоли для ультразвуковой сварки в основном перпендикулярно к месту соединения деталей (в случае бокового запаивания - вдоль вектора H, показанного на ФИГ. 2), и это может привести к широкому шву, который нежелателен. В некоторых примерах при перемещении консоли для ультразвуковой сварки преимущественно в той же плоскости, в которой выполняется боковое запаивание (в случае прямолинейного бокового запаивания это плоскость, проходящая вдоль вектора L, показанного на ФИГ. 2), можно добиться относительно более узкого спая. Вектор перемещения консоли находится в той же плоскости, что и край запаиваемой оболочки. В случае непрямолинейных боковых швов (например, дугообразных боковых швов) перемещение консоли относительно бокового шва может меняться в различных точках вдоль бокового шва, но будет оставаться в той же плоскости, что и свариваемая оболочка.
Излишек оболочки на концах 693 и 694 можно обрезать механически (например, с помощью лазерной резки, ультразвуковой резки, обрезки литников в вырубных штампах или водоструйной резки) так, чтобы удалять участки оболочки снаружи шва. В альтернативном варианте осуществления можно продлить время ультразвуковой сварки так, чтобы обрезать запаянные концы 693 и 694 во время спаивания участков оболочки. После того, как участки оболочки сварены вдоль периметра, и, следовательно, электрохимический элемент батареи герметизирован, второе регулируемое давление сбрасывают и консоль для ультразвуковой сварки отводят. С помощью такого процесса соединения можно последовательно герметизировать множество электрохимических элементов батареи.
Настоящая конфигурация электрохимического элемента батареи не ограничивается прямолинейной плоской конструкцией, а, напротив, может быть спроектирована в нескольких формах и размерах в соответствии с различными вариантами осуществления. Для придания требуемой формы электрохимическому элементу батареи можно использовать компоненты электрохимического элемента батареи, а также оболочку.
На ФИГ. 7 показан электрохимический элемент 1000 батареи дугообразной формы. В этом варианте осуществления два электрохимических элемента батареи соединяют последовательно. В точке 1099 соединения ко второму электрохимическому элементу 1002 батареи электрически и механически подсоединяют первый электрохимический элемент 1001 батареи. Показано, что первый и второй электрохимические элементы батареи расположены на первом участке 1040 оболочки. Хотя это не показано, второй участок оболочки связывают с первым участком оболочки с образованием непрерывной внешней оболочки для электрохимического элемента батареи.
Первый электрохимический элемент 1001 батареи включает в себя анод 1010 и катод 1020. Катод электрически соединяют с катодным токоотводом 1030 первого электрохимического элемента батареи. Второй электрохимический элемент 1002 батареи аналогичным образом включает в себя анод 1011 и катод 1021. Катод 1021 располагают смежно и в электрическом соединении с катодным токоотводом 1031 второго электрохимического элемента батареи. Оба анода, 1010 и 1011, имеют связанные с ними выводы анодного токоотвода, которые электрически и механически соединены с концом анода, чтобы проводить электроны.
В точке 1099 соединения показано электрическое и механическое соединение между выводом 1090 анодного токоотвода первого электрохимического элемента батареи и катодным токоотводом 1031 второго электрохимического элемента батареи. Соединение может быть сварным или выполненным иным образом так, чтобы электричество могло протекать между обоими, первым и вторым, электрохимическими элементами батареи и чтобы соединение обеспечивало определенную прочность с тем, чтобы зафиксировать электрохимический элемент 1000 батареи в требуемой форме.
Каждый из этих компонентов в электрохимическом элементе батареи проходит вдоль параллельных дугообразных линий или векторов. Например, анод 1010 и анод 1011 проходят вдоль дугообразного вектора, длина которого приблизительно равна длине электрохимического элемента 1000 батареи. Катод 1020 и катод 1021 проходят вдоль отдельного дугообразного вектора, который параллелен вектору анода. Электрохимический элемент 1000 батареи может быть выполнен в показанной плоской С-образной форме, или дугообразная форма может быть выполнена неплоской, например в форме усеченного конуса или в форме, огибающей сферический сегмент, такой как в корпусе контактной линзы. Форма может поддерживаться за счет жесткости компонентов или в альтернативном варианте осуществления путем введения конструктивной детали, которая будет включена в электрохимический элемент батареи, но не будет активным компонентом электрохимической реакции. Например, во внутреннем пространстве элемента и между первым и вторым участками оболочки можно поместить выштампованную титановую фольгу. Конструктивная деталь из фольги будет служить для поддержания требуемой формы электрохимического элемента батареи, в то же время незначительно увеличивая неактивный объем электрохимического элемента батареи.
На ФИГ. 8 показан вид сверху в разрезе альтернативного варианта осуществления электрохимического элемента 1100 батареи. В этом варианте осуществления электрохимический элемент 1100 батареи имеет цилиндрические катодные токоотводы 1130 и 1131 электрохимического элемента батареи, которые показаны расположенным между катодами 1120 и 1121 электрохимического элемента батареи и участком оболочки (не показан). Хотя это не показано, катодный токоотвод электрохимического элемента батареи может в альтернативном варианте осуществления располагаться внутри или частично внутри катодов 1120 и 1121. Катодные токоотводы в виде проволоки в сочетании с анодами в виде проволоки обеспечивают жесткость конструкции, которая избавляет от необходимости любой неактивной конструктивной детали. Два электрохимических элемента 1101 и 1102 батареи, которые составляют электрохимический элемент 1100 батареи, соединяют электрически и механически в точке 1199 соединения.
Выполненные в виде проволоки анод 1110 первого электрохимического элемента батареи и катодный токоотвод 1131 второго электрохимического элемента батареи выполнены с возможностью соединения с помощью ультразвуковой сварки, как показано на ФИГ. 9. Когда приспособление 1198 для ультразвуковой сварки, показанное условно, осуществляет сварку двух выполненных в виде проволоки компонентов с целью формирования механически соединенного стыка 1197, анод 1110 первого электрохимического элемента батареи и катодный токоотвод 1131 второго электрохимического элемента батареи удерживаются силой сжатия. В альтернативном варианте осуществления стык 1197 может быть выполнен с использованием другого способа соединения, с помощью сварки электросопротивлением, чтобы получить обеспечивающий электрическое соединение и механически прочный стык. Другим способом соединения, полезным для герметизации электрохимического элемента батареи, является сварка лазерным лучом.
На ФИГ. 10 показан электрохимический элемент 1100 батареи в сборе с уже сформированным механически соединенным стыком 1197 и разделителем 1196, созданным для разделения внутренних пространств первого и второго электрохимических элементов батареи. Устанавливают имеющие одинаковый размер первый участок 1140 и второй участок 1141 оболочки, совмещают их периметры и сжимают, чтобы создать находящийся под давлением контур по всему периметру участков оболочки. Это можно сделать в приспособлении, которое создает находящийся под давлением контур, одновременно или последовательно, путем перемещения кондуктора или приспособления. Пока контур сжат, можно пройти лазерным лучом сварки вдоль электрохимического элемента батареи (в направлении, показанном вектором W 1194), и сжатый контур, который пропускает через себя лазерный луч сварки, сварится за счет расплавления и последующего повторного отвердения. Лазер испускает множество импульсов нагревания за секунду, формируя отдельные перекрывающиеся сварные точки, которые образуют шов по периметру участка оболочки. Чтобы не создавать локального нагрева внутреннего пространства элемента, компонентов батареи и электролита, выбирают подходящую длину волны лазера. Для полипропиленового материала оболочки предпочтительнее лазерное излучение с длиной волны 800 нм.
Другой вариант осуществления электрохимического элемента 1 100 батареи, показанного на ФИГ. 8, можно описать с помощью альтернативной конструкции анода. В этом варианте осуществления два электрохимических элемента 1101 и 1102 батареи, которые составляют электрохимический элемент 1100 батареи, соединяют электрически и механически за счет совместного использования общего компонента. Каждый из анодов 1110 и 1111 дополнительно содержит анодный токоотвод, который способен проводить электроток. Затем на каждый анодный токоотвод или на смежный с ним участок осаждают активный анодный материал таким образом, чтобы он находился в электрическом соединении, пока поддерживается физический контакт с анодным токоотводом. Применение такого анодного токоотвода позволяет использовать его же в качестве катодного токоотвода в смежном соединенном элементе. Например, анодный токоотвод (не показан) электрохимического элемента батареи первого электрохимического элемента 1101 батареи может проходить во второй электрохимический элемент батареи и использоваться в качестве катодного токоотвода 1131 второго электрохимического элемента батареи. Благодаря использованию этого общего компонента батареи, первый электрохимический элемент 1101 батареи и второй электрохимический элемент 1102 батареи соединяют электрически и механически без необходимости какой-либо сварки или соединения.
ПРИМЕРЫ
Составы и процессы, описанные здесь, и способы их изготовления и использования проиллюстрированы в следующих примерах.
Пример 1
Получение подложки
Брусок из поликарбоната разрезали на секции. Первый и второй пазы 2010, 2011 (каждый приблизительно 8,26 миллиметров в длину x 0,2 миллиметров в глубину x 0,998 миллиметров в ширину (приблизительно 0,325 дюймов в длину x 0,008 дюймов в глубину x 0,0393 дюймов в ширину)) формировали на поверхности блока 2000, как показано на ФИГ. 11 A. Канал 2020 (между 0,18 мм в ширину и 0,25 мм в ширину (между 0,007" в ширину и 0,01" в ширину)) затем вырезали между первым и вторым пазами 2010 и 2011, соединяя два более крупных паза в линию. Каждый готовый паз используют для удержания одного элемента.
Получение катода
С помощью состава из 10% масс. углеродной сажи (например, ACE Black AB100 от компании Soltex, г. Хьюстон, штат Техас), 83-85% масс. мелкого электролитического диоксида марганца (например, от компании Tronox, г. Стамфорд, штат Коннектикут) и остальной части (5-7%) по массе ПТФЭ (например, коллоидного раствора 60% масс. ПТФЭ в воде, выпускаемого под наименованием TE3859 компанией Dupont Polymers, г. Уилмингтон, штат Делавэр, содержащего 60,6%> твердых частиц в порции, 5,7%> смачивающего вещества) приготовили начальный катодный лист. Лист получили путем соединения углеродной сажи и диоксида марганца в контейнере для смешивания и перемешивания при 1000 об/мин в течение 3 минут в смесителе Thinky модели номер ARM-310 от компании Thinky, г. Лагуна-Хиллз, штат Калифорния. Затем в контейнер для смешивания добавили примерно 1,05 грамма деионизированной воды на грамм диоксида марганца и снова перемешали при 1000 об/мин в течение 3 минут. Потом добавили ПТФЭ и перемешали в смесителе при 200 об/мин, чтобы диспергировать ПТФЭ, и затем при 1500 об/мин, чтобы фибриллировать ПТФЭ и получить когерентную массу.
Затем полученную когерентную массу месили до тех пор, пока вязкость не увеличилась до точки, где жесткость материала возросла, и материал стал способным принимать форму. Предназначенные для оболочки батареи куски слоистого материала, состоящего из теплоустойчивого полимерного наружного слоя, внутреннего сердечника из алюминиевой фольги и внутреннего слоя из термосвариваемого полимера (например, оболочка от компании Ultra Flex Corporation, р-н Бруклин, г. Нью-Йорк; оболочка состоит из полиэтиленового термосвариваемого слоя толщиной 0,025 мм (0,001 дюйма) с одной стороны, пленки ПЭТ 48 толщиной 0,013 мм (0,0005 дюйма) с другой стороны и слоя из алюминиевой фольги толщиной 0,00803 мм (0,000316 дюйма) посередине) нарезали и сложили пополам по длине, теплоустойчивым слоем наружу. Кусочки когерентной массы оторвали и поместили внутрь оболочки, сложенной по длине. Когерентную массу раскатали с помощью ювелирных вальцов; материал периодически складывали пополам, чтобы усилить фибрилляцию и связывание, и время от времени материал поворачивали на 90 градусов в положении к оболочке, чтобы он не стекал с края. Таким образом из катодной смеси приготовили листы толщиной примерно 150 мкм. Этот лист извлекли из упаковочного материала, поместили на блюдце весов и сушили на воздухе при комнатной температуре в течение нескольких часов. Наконец, лист просушивали при температуре 60°C в течение от нескольких часов до целой ночи.
Приготовление электролита
Сначала электролит приготовили с помощью смеси 1,9 M NH4Cl и 0,63 M CaCl2 в деионизированной воде.
Затем приготовили гелеобразный электролит следующим образом: в лабораторный стакан, содержащий перемешиваемый элемент, добавляли нужное количество электролита. Мензурку накрыли во избежание испарения и, помешивая, нагревали на электроплитке с мешалкой до тех пор, пока не довели до кипения. Затем добавили деионизированную воду, чтобы возместить испарившуюся воду, количество которой определяли взвешиванием. В мензурку добавили достаточное количество агара, чтобы получить смесь, содержащую 97% масс. электролита и 3% масс. агара. Электролит с агаром перемешивали на электроплитке с мешалкой до тех пор, пока агар не растворился, затем добавили воды, чтобы возместить испарившуюся воду. После этого смесь перемешали и дали остыть при комнатной температуре, чтобы получить мягкий мутный гель.
Анод
Приобрели имеющуюся в продаже проволоку из чистого цинка (например, 0,15 мм (0,006 дюйма)) из цинка чистотой 99,95% от компании California Fine Wire, г. Гровер Бич, штат Калифорния).
Процедура сборки катодного токоотвода
Из куска катодного материла толщиной примерно 150 мкм с помощью лезвия нарезали полоски катодного материала длиной примерно 7 мм. Затем из этих полосок нарезали более тонкие полоски шириной до 3 мм или около того (но не уже, чем 600 мкм). Из мотка титановой проволоки (например, закаленной проволоки диаметром 0,050 мм из титана чистотой 99,8% от компании Goodfellow, г. Кораополис, штат Пенсильвания) нарезали короткие куски (приблизительно от 2 см до 10 см) диаметром 0,051 мм (0,002 дюйма), и их концы прикрепили к пластиковому блюдцу весов с помощью маленькой капли эпоксидной смолы, и дали ей затвердеть. Сборка катода проиллюстрирована на ФИГ. 11B. Под проволоку 2050, приклеенную с одного конца 2051, поместили катодные полоски 2040 и туго натянули проволоку над полоской. Удерживая проволоку туго натянутой, нанесли электропроводное клеевое покрытие (например, готовое покрытие, содержащее полимерное вяжущее вещество и графитовые чешуйки, скажем, TIMCAL E-LB 1020 от компании Timcal, г. Уэстлейк, штат Огайо). Когда электропроводное покрытие высохло достаточно, чтобы удерживать проволоку 2050 на поверхности катодного листа 2040, конец туго натянутой проволоки отпустили. После того, как покрытие просушили на воздухе в течение нескольких часов, проволоку обрезали с одного конца 2051 узла с помощью лезвия, другой конец проволоки укоротили, а катодную полоску 2040 обрезали до ширины 400-800 мкм, см. ФИГ. 11C.
Процедура сборки элемента
С помощью электропроводного покрытия/клея в пластиковую подложку 2000 приклеили узел катод-токоотвод, как показано на ФИГ. 11D. Узел катод-токоотвод 2030 расположили на месте проволокой вниз, чтобы позже можно было увлажнить катодную полоску 2040. Сначала узел токоотвод-катод 2030 прикрепили возле конца 2012 паза 2010; затем отогнули узел токоотвод-катод 2030 от стенки паза, нанесли дополнительный электропроводный клей вдоль стенки и прижали узел токоотвод-катод 2030 к стенке паза. При наличии избыточного катодного материала, который препятствовал бы зазору между вставляемой позже цинковой проволокой 2060 и катодом, лишний материал удаляли. Нарезали и выпрямили куски цинковой проволоки длиной приблизительно 1,5 сантиметра. Их поместили в паз 2010 и выдвинули из открытого конца элемента; чтобы провод оставался на месте, нанесли маленькую каплю эпоксидной смолы. Потом нанесли эпоксидную смолу по всему отверстию канала паза и наложили полиимидную ленту (например, торговой марки Kapton) поверх отверстия паза до тех пор, пока эпоксидная смола не затвердеет. В этот момент полиимидную пленку удалили. Затем нанесли электролит, чтобы он покрыл паз и просочился в катод. После чего промокательной бумажной салфеткой удалили весь электрод из паза и области подложки, окружающей паз, за исключением электролита, поглощенного катодом. Потом добавили желеобразный электролит, чтобы наполнить паз. Поверх паза, включая концы, наложили кусок полиимидной клейкой ленты (например, торговой марки Kapton); обычно эта лента проходит от одного до другого конца двух элементов, расположенных вертикально.
Затем полиимидную ленту покрыли сверху двухкомпонентной эпоксидной смолой и также покрыли концы бруска, где провода выходят из паза. Когда эпоксидная смола затвердела, подложку из поликарбоната надежно закрепили. После этого на выходящие из элементов проволоки (титановую и цинковую) установили зажимы типа «крокодил» с гладкими губками, соблюдая осторожность, чтобы не замкнуть накоротко элементы. Чтобы зажимы не касались друг друга, между ними поместили изолятор. Когда эпоксидная смола стала желеобразной, но еще не затвердела полностью, изоляторы убрали. Элементы испытали с помощью обычного оборудования для испытания батарей.
В таблице 1 приведены рабочие характеристики и общее описание электрохимического элемента батареи, который был получен, как описано в примере 1.
ТАБЛИЦА 1
Пример 2
Порошковый цинковый анод
Был приготовлен анод, использующий цинк в качестве связанного порошка. Цинковый порошок (например, сорта EEF от компании Umicore, Бельгия) приготовили с использованием ПТФЭ (из коллоидного раствора TE3859) в качестве связывающего материала и ацетиленовой сажи (AB100%) в качестве электропроводного наполнителя при помощи состава, содержащего 5% ацетиленовой сажи, 5% ПТФЭ и 90% цинка по массе. 20 граммов цинка и 1,11 грамма ацетиленовой сажи смешали вручную с помощью пластмассового шпателя до визуально однородной смеси. Затем эту смесь смешали с 9 граммами деионизированной воды с помощью смесителя Thinky ARM-310 в течение трех минут при 1000 об/мин. После этого в смесь добавили 1,85 грамма 60%-го коллоидного раствора ПТФЭ (TE3859) и смешивали в течение трех минут при 200 об/мин, чтобы диспергировать, затем в течение трех минут при 1000 об/мин, чтобы фибриллировать и получить когерентную массу. Потом эту когерентную массу замесили и раскатали между кусками оболочки батареи (от компании Ultra Flex Corporation, р-н Бруклин, г. Нью-Йорк; оболочка состоит из полиэтиленового термосвариваемого слоя толщиной 0,025 мм (0,001 дюйма) с одной стороны, пленки ПЭТ 48 толщиной 0,013 мм (0,0005 дюйма) с другой стороны и слоя из алюминиевой фольги толщиной 0,00803 мм (0,000316 дюйма) посередине). Как и в случае приготовления начального катодного листа, куски этого слоистого материала нарезали и сложили пополам по длине, теплоустойчивым слоем наружу. Кусочки когерентной массы оторвали и поместили внутрь оболочки, сложенной по длине. Когерентную массу раскатали с помощью ювелирных вальцов; материал периодически складывали пополам, чтобы усилить фибрилляцию и связывание, и время от времени материал поворачивали на 90 градусов в положении к оболочке, чтобы он не стекал с края. Таким образом из катодной смеси приготовили листы толщиной примерно 150 мкм. Этот лист извлекли из упаковочного материала, поместили на блюдце весов и сушили на воздухе при комнатной температуре в течение нескольких часов. Наконец, лист просушивали при температуре 60°C в течение от нескольких часов до целой ночи.
Нарезали полоски анодного материла приблизительно 300 мкм в ширину x 150 мкм в толщину x 7-8 мм в длину и затем с помощью электропроводного клея (Timcal E-LB 1020) прикрепили к токоотводам из титановой проволоки диаметром 50 мкм (например, от компании Goodfellow, г. Кораополис, штат Пенсильвания) точно так же, как и в случае с катодом.
С помощью композиции, состоящей из 10% масс. ацетиленовой сажи (AB 100), 5% масс. ПТФЭ (из коллоидного раствора TE3859) и 85% мелкого MnO2 (Tronox), приготовили катодный лист, как описано в примере 1. Из этого листа нарезали полоски материала приблизительно 10 мм шириной x 150 мкм толщиной. Нарезали куски титановой фольги и наложили прозрачную ленту, оставив полоску открытой фольги шириной приблизительно 7 мм. Затем эту фольгу намазали электропроводным клеем и прижали катодный лист, пока клей был еще влажным. После сушки при 60°C в течение от двух часов до целой ночи фольгу извлекли из печи, разрезали на полоски и вставляли в экспериментальный держатель; эти полоски с присоединенным катодом действовали в качестве противоэлектрода. Экспериментальный держатель образца содержал кусок цинковой фольги, используемой в качестве квази-электрода сравнения, прикрепленный к титановой проволоке диаметром 50 мкм лист связанного цинка, действующий в качестве рабочего электрода, и титановую фольгу с прикрепленным катодным листом, которая была противоэлектродом. Все три электрода вместе находились в стеклянном флаконе, содержащем электролит из 1,9 M NH4Cl и 0,63 M CaCl2 в деионизированной воде. Было проведено испытание на трех образцах, состоящее из чередующихся периодов разомкнутой цепи продолжительностью 30 с, причем к рабочему электроду прикладывались импульсы 5, 10 и 100 мкА с последующим периодом разомкнутой цепи продолжительностью 30 секунд. В качестве внутреннего сопротивления каждого электрода брали среднее арифметическое сопротивлений, определяемых на основе падения напряжения в начале и конце импульса 100 мкА. Сопротивление трех образцов было 101, 183 и 145 Ом.
Пример 3
Создание герметичной микробатареи
Формирование компонентов элемента
Компоненты элемента микробатареи, собранной в этом примере, описаны далее в таблице 2, где приведены размеры и другие физические свойства.
ТАБЛИЦА 2
Получение начального катодного листа
Катод получают следующим образом. Во-первых, сухой порошок смешивают с помощью лабораторного смесителя Waring. MnO2 (мелкий Tronox) и углеродную сажу BP2000 (Cabot) смешивают в пропорции 500 г: 20,83 г (24: 1).
После того, как порошки смешаны, их превращают во влажную смесь вместе с ПТФЭ. Общий состав смеси: 24,27% сухих порошков (как упомянуто выше), 66,50% деионизированной воды, 4,86% раствора Triton X-100 и 4,37% раствора (DISP30, 60% масс. ПТФЭ). Затем влажную смесь фильтруют с помощью воронки Бюхнера в вакууме.
После получения твердой массы ее многократно раскатывают с помощью ювелирного пресса, машинки для раскатки теста или подобного оборудования, чтобы еще больше фибриллировать цепочки ПТФЭ. После каждого этапа раскатывания, кроме последнего, твердую массу восстанавливают, чтобы подготовить к следующему этапу.
С помощью изготовленной на заказ прокатной установки с электроприводом тесто преобразуют в отдельный лист. Материал многократно прогоняют между валиками, каждый раз складывая его пополам и уменьшая зазор между валиками до тех пор, пока он не достигнет 0,12 мм. После этого материал оставляют сохнуть на воздухе.
Получив катод в форме отдельного листа, его затем прикрепляют к токоотводу с помощью связывающего материала (например, EB-012 от компании Henkel или E-LB 1020 от компании Imerys). Токоотвод из титановой фольги можно загрубить, например, погрузив в кипящий раствор щавелевой кислоты, 10% масс., на десять минут. После загрубления титановую фольгу вынимают, промывают деионизированной водой и дают полностью высохнуть.
С помощью иттербиевого волоконного лазера Epilog FiberMark мощностью 50 Вт титановую фольгу (толщиной 10 мкм) разрезают на полоски шириной 400 мкм. Нарезают полоски катодного материала требуемой ширины и покрывают связывающим материалом EB-012 с одной стороны. Катодный материал прижимают покрытой стороной к нарезанному титану. После этого с помощью лазера разрезают титан и катод на отдельные самостоятельные компоненты.
Приготавливают электролитный гель, состоящий из 25% масс. ацетата цинка, 0,2% масс. ацетата алюминия, остальное - вода, и желатинизируют с помощью КМЦ (GA07 Walocel), 6% масс.
При необходимости катодную полоску можно приламинировать к сепаратору. Для этого катодную полоску на титане покрывают электролитным гелем и поверх желеобразного электролита помещают кусок сепаратора (Dreamweaver Silver™ толщиной 25 мкм от компании Dreamweaver International, г. Грир, штат Южная Каролина) чуть шире катода. Катод и сепаратор помещают между двумя кусками пленки из ФЭП (фторированного этиленпропилена) и всю стопку затем кладут между латунными прокладками толщиной пять см (два дюйма). Потом стопку пропускают через машину для ламинирования Apache AL-13P, чтобы механически связать вместе катод и сепаратор.
Анод состоит из куска цинковой фольги, который обрезают по размеру с помощью таких способов, как лазерная или ультразвуковая резка. При желании перед обрезанием цинк можно приклеить к куску загрубленной титановой фольги с помощью электропроводного связывающего материала; загрубленная титановая фольга служит в качестве токоотвода для анода. В качестве клея можно использовать термореактивную смолу с углеродным наполнителем, например Atom Adhesives AA-Carb 61. В случае использования термореактивной смолы ее наносят либо на цинк, либо на титан. Можно также наносить пасту, чернила или покрытие из термопластичной смолы, например 107-25 от компании Creative Materials (г. Айер, штат Массачусетс), на одну сторону цинковой полосы и куска титана и затем нагревать и прикладывать давление, чтобы соединять их вместе.
В некоторых случаях желательно иметь два последовательно соединенных элемента, совместно использующих токоотвод, который действует в качестве анодного токоотвода для первого элемента и катодного токоотвода для второго элемента. В этом случае анод прикрепляют к одной части токоотвода, как описано выше, тогда как катод прикрепляют к другой стороне токоотвода, оставляя оголенным токоотвод на одной из двух сторон, чтобы обеспечить выходы.
Пленка с покрытием
Под изолирующей пленкой с покрытием понимают пленку полимера, смежную с пленкой, обладающей более высокими барьерными свойствами, чем полимерный материал, причем указанная пленка с более высокими барьерными свойствами сформирована на полимерной пленке или находится на смежном слое. Керамической пленкой может быть оксид кремния, оксид алюминия, оксид титана, алюминиевое золото, титан и т. п., причем пленка может быть сформирована химическим парофазным осаждением (ХПО), напылением, плазменным осаждением, методом золь-гель и т. п. При желании пленка с покрытием может включать в себя чередующиеся слои полимера и пленки с более высокими барьерными свойствами, осажденной на первоначальную пленку с более высокими барьерными свойствами. Предпочтительным примером используемой изолирующей пленки является Ceramis CPP-004 (CelPlast, г. Торонто, Канада), представляющая собой полипропилен, покрытый барьерным слоем из оксида кремния.
Заключение в оболочку:
По существу элемент обычно запаивают между двумя кусками полимерной пленки, с покрытием или без покрытия, которые образуют верх и низ заключенного в оболочку элемента. Первый этап изготовления элемента заключается в укладывании катода и катодного токоотвода на оболочку таким образом, чтобы катодный токоотвод занял свое место в оболочке. Во время запаивания полезно механически удерживать на месте компоненты элемента, чтобы они не сдвинулись и не вызвали короткое замыкание или не помещали процессу запаивания. Например, компоненты элемента можно прикрепить к одной из изолирующих пленок с помощью слабо липкой чувствительной к давлению пленки, например липким аэрозолем 3M 80 или Krylon Easy-Tack. Можно также предусмотреть использование механического зажима некой формы для удержания на месте компонентов элемента в процессе запаивания. После того, как катод и токоотвод расположены на своих местах, катод смачивают электролитом. При желании перед обрезанием катод можно приламинировать к сепаратору; в противном случае сепаратор механически устанавливают сверху на влажный катод и, если требуется, дополнительно наносят электролит.
На данном этапе анод (и необязательно анодный токоотвод; сочетание может называться анодным узлом) затем добавляют в элемент. Если катод не приламинирован к сепаратору, как описано выше, анодный узел можно поместить рядом с катодом и отделить от катода сепаратором во избежание короткого замыкания. Альтернативно анодный узел можно расположить поверх катода и сепаратора вне зависимости от того, приламинирован ли катод к сепаратору или нет. В любом случае предпочтительнее, чтобы сепаратор был шире катода (или когда катод приламинирован к сепаратору, одинаковой ширины с катодом) и анодный узел был уже катода. После того, как анод, катод и сепаратор установлены на свои места, элемент готов к спайке с верхним слоем оболочки.
У оболочки элемента два вида спаек - «выходы» и «боковины». Выходы находятся на коротких осях элемента, тогда как боковины находятся на длинных осях элемента (причем оси могут быть прямолинейными, дугообразными или какой-либо другой формы). Функционально выходы и боковины отличаются тем, что боковины необходимы только в качестве герметичного уплотнения, тогда как выходы необходимы в качестве герметичного уплотнения, а также для пропускания через них вывода или выводов. Если короткая ось элемента очень мала (например, менее 1,5 мм в ширину, но по существу больше 300 мкм в ширину), боковины должны быть значительно уже выходов во избежание неприемлемой потери внутреннего объема. Вообще в зависимости от длины короткой оси элемента боковины могут быть от 20 мкм до 200 мкм в ширину. В то же время толщину выхода можно увеличить за счет добавления материала (например, сухой пленки, покрытия или связывающего материала), чтобы обеспечить герметичность выхода, даже если он должен охватывать токоотводы. Допускается, чтобы уплотнение выхода занимало большую длину из-за его расположения на длинной оси элемента, которая по существу, по меньшей мере, 4 мм в длину.
Когда имеешь дело с такими мелкими компонентами, положение электродов относительно швов критично. По существу боковые швы и электроды могут располагаться относительно друг друга в пределах 5% от ширины батареи. Например, для длины элемента аккумуляторной батареи шириной 1 мм и боковых швов допуск будет менее чем приблизительно±0,05 мм. Что касается длины батареи, допустимое отклонение положения оголенной части вывода, который пропускают через выход, связывающий материал выхода и средства герметизации выхода, может составлять приблизительно 25%. Например, для шва шириной 1 мм расположение может быть в пределах±0,25 мм. Отметим, что ширина оголенного вывода (катодного токоотвода, который не покрыт катодным материалом, и анодного токоотвода, который не покрыт анодом) может быть на всю длину шва выхода.
Поэтому для герметизации боковин и выходов требуются разные способы герметизации. Для герметизации боковин предпочтительнее ультразвуковая сварка. Сварка пластмасс предыдущего уровня техники происходит с перемещением консоли для ультразвуковой сварки в основном перпендикулярно к вектору спая, и это приводит к широкому шву, который нежелателен. Если колебательное движение ультразвуковой консоли происходит преимущественно в одной плоскости с упаковочным материалом, можно добиться относительно более узкого спая.
Чтобы получить спай шириной менее 40 мкм, в качестве альтернативы использовали лазерную сварку.
После сварки боковых швов необходимо прорезать изолирующую пленку вокруг боковин, чтобы отделить блок батареи. В некоторых случаях возможны одновременные сварка и обрезание бокового шва. Например, с помощью ультразвуковой сварки, когда направление вибрации почти параллельно плоскости упаковочного материала, можно одновременно запаивать и обрезать пластиковые пленки при ширине спая менее 50 мкм. Вектор создается направлением спаивания, которое в случае боковой запайки идет вдоль длины блока батареи. Однако в определенных случаях может оказаться предпочтительнее на первом этапе запаивать боковые швы, а затем использовать второй этап для извлечения заключенного в оболочку элемента из изолирующей пленки. На этом втором этапе можно использовать водоструйную резку, лазерную резку, обрезку литников в вырубных штампах или подобные способы.
В случае выхода необходимо полностью перекрыть блок вокруг токоотвода, который проходит через оболочку. Поскольку активные материалы не распространяются на область выхода, то в этой области можно существенно увеличить толщину. Например, в области выхода элемента толщиной 250 мкм при толщине оболочки 25 мкм можно добавить слой материала толщиной приблизительно 200 мкм, чтобы усилить герметизацию.
Первая альтернатива состоит в покрытии перед термосваркой токоотводов и/или оболочки полимерным латексом, например Dow Hypod, Mitsui Chemipearl, Aquaseal X 2088 или Joncryl. Другая альтернатива заключается в добавлении в область спая сухой полимерной пленки, например производства компании Fastel. Можно также на внутреннюю поверхность оболочки наносить термосвариваемый полимер (например, методом трафаретной печати) в качестве диспергента. Еще одна альтернатива состоит в нанесении клейкой пленки, такой как Asphalt, Conseal 1400 (Fujifilm Hunt) или Henkel PM040, на оболочку и/или токоотводы в области выхода, чтобы улучшить термическую сварку, или в нанесении термореактивного связывающего материала, такого как двухкомпонентный клей, термоотверждаемый клей или УФ-отверждаемый клей, в области выхода. В некоторых вариантах осуществления во время сварки боковин, возможно, понадобится прорезать связывающий материал для выхода; это можно сделать с помощью ультразвуковой сварки, которая, как известно, удаляет загрязнение из зоны сплавления. Причина в том, что это необходимо для того, чтобы уплотнение выхода обеспечивало изоляцию вокруг выходов элемента, не оставляя никаких щелей.
В зависимости от свойств термосвариваемого связывающего материала в некоторых случаях перед нанесением чувствительного к давлению клея, описанного выше, можно нанести связывающий материал выхода (полимерный латекс, термосвариваемую пленку, клейкую пленку или термореактивный связывающий материал). В случае использования отверждаемого связывающего материала, как только термосвариваемый связывающий материал окажется на месте, можно сварить боковины элемента при помощи такого способа, как ультразвуковая сварка или лазерная сварка с использованием приспособления, чтобы существенно исключить электролит из бокового спая, а затем отвердить находящий на месте связывающий материал, чтобы создать выход.
Пример 4
Чтобы уменьшить проникновение воды в элемент или из него, можно сократить разницу осмотических давлений элемента и окружающей его среды. Осмотическое давление можно аппроксимировать с помощью уравнения Морса, P=∑ inMnRT, где P - осмотическое давление, T - абсолютная температура, R - постоянная идеального газа, Mn - концентрация в молях на литр n-й компоненты смеси и in - число ионов на формальную единицу, полученную при растворении n-го компонента смеси. Разницу осмотических давлений двух растворов можно выразить как разницу значений функции P, описанной выше. Предпочтительно, когда эта разница может быть меньше 2,5 мегапаскаля (25 атмосфер) или еще лучше меньше 1,1 мегапаскаля (11 атмосфер).
Мы приготовили раствор электролита (именуемый как «базовый раствор») из 25% масс. ацетата цинка и 0,2% ацетата аммония, остальное - деионизированная вода. Мы также приготовили два разбавленных раствора электролита, которые можно называть 6,25%-м раствором ацетата цинка (соотношение с базовым раствором 1: 3) и 1,8%-м раствором ацетата цинка (соотношение с базовым раствором 1: 13). Раствор, в котором хранится батарея, близок к физиологическому раствору, содержащему 0,824% хлорида натрия, 0,893% борной кислоты, 0,23% бората натрия 0,01% этилендиаминтетраацетата натрия (EDTA) по массе, остальное - деионизированная вода; далее он может именоваться как «упаковочный раствор». Был изготовлен дополнительный электролит, состоящий из 0,822% хлорида натрия, 1,463% борной кислоты и 0,011% бората натрия по массе, который далее может именоваться как «модифицированный упаковочный раствор». Осмотическое давление относительно упаковочного раствора, рассчитанное с помощью уравнения Морса, приведено ниже в таблице 4.
Результаты испытания для различных растворов
Чтобы установить рабочие характеристики различных электролитов, приготовили элементы. В каждом элементе использовали кусок карточки в качестве подкладки, чтобы придать жесткость, и оболочку, состоящую из полиэтиленового термосвариваемого слоя толщиной 0,025 мм (0,001 дюйма) с одной стороны, пленки ПЭТ 48 (0,013 мм (0,0005 дюйма)) с другой стороны и слоя из алюминиевой фольги толщиной 0,00803 мм (0,000316 дюйма) посередине (Ultra Flex Corporation, р-н Бруклин, г. Нью-Йорк). Чтобы батарею можно было запечатать с помощью термосварки, использовали куски сухой термосвариваемой полимерной пленки (Fastel Adhesives & Substrate Products), причем в одном из кусков в пределах элемента вырезали окошко 9 мм x 1 мм, чтобы удерживать компоненты батареи. С помощью лазера Epilog Fibermark вырезали анод из цинка толщиной 0,075 мм; указанный анод состоял из полоски шириной 0,25 мкм. Из состава, содержащего 85% MnO2, 10% углеродной сажи и 5% ПТФЭ по массе, приготовили катод, как описано ранее. Катод приламинировали к отрезанному куску титана, как описано выше. Для этих испытаний использовали катод размером 400 мкм±5% в ширину x 130 мкм±5% в толщину x 8,5 мм±0,5 мм в длину. Анод и катод поместили в окошко в сухой термосвариваемой пленке таким образом, что они не имели физического контакта друг с другом.
Для увлажнения катода добавили электролит, чтобы наполнить элементы. Добавили желеобразные электролиты, приготовленные смешиванием указанных выше электролитов и от 1,8 до 5% по массе Walocel GA07 (Dow Chemical Company), чтобы наполнить окошко в сухой пленке, и ячейку заключили в оболочку с помощью термосварки изолирующей пленки, расположенной на обеих сторонах элемента. Эти элементы испытали с помощью прибора VMP3 (Bio-Logic) и протокола испытаний, заключающегося в разрядке с 20 мкА постоянного тока до напряжения отсечки 0,9 В. Внутреннее сопротивление измеряли как падение напряжения в результате разрядки батареи после подачи начального импульса 20 мкА длительностью три секунды.
В дополнение к электрохимическим данным были получены данные по газовыделению, чтобы полуколичественным способом установить ожидаемый срок хранения в различных электролитах. Данные по газовыделению получали с помощью нарезанных лазером Epilog Fibermark полосок цинка толщиной 0,075 мм и шириной 0,13 мм, которые добавляли в стеклянное изделие, предназначенное для определения скоростей газовыделения. Это стеклянное изделие состоит из мерной колбы, наполненной раствором электролита, который находится в контакте с полосками цинка. Колба герметично закрыта стеклянной пробкой, покрытой воском. К горлышку мерной колбы прикреплена и открыта градуированная секция, отверстие которой выходит в окружающую атмосферу; образующийся газообразный водород скапливается под наполненной воском секцией, что вынуждает электролит подниматься в градуированную секцию, позволяя определять скорость газовыделения путем измерения положения электролита в градуированной секции в разные моменты времени. Широкую часть колбы держали в нагревательной бане при 45°C и скорость газовыделения определяли на основе подъема электролита в градуированной секции. Поскольку коррозия цинка является одним из главных факторов, влияющих на срок хранения угольно-цинковых батарей, скорость газовыделения можно принять в качестве замещающей переменной для срока службы в предположении, что коррозия цинка является основным фактором, ограничивающим срок хранения. Данные обобщены в таблице 3 ниже. Поскольку катод представляет собой электрод, ограничивающий емкость, данные нормализованы волюметрически относительно катода размером 400 мкм x 8 мм x 130 мкм. Каждая точка данных является средним значением десяти испытываемых элементов. В частности, у растворов, содержащих ацетат цинка, уровень pH увеличивается с уменьшением концентрации, тогда как скорость газовыделения снижается, и существенная емкость сохраняется. Более того, у упаковочного раствора и модифицированного упаковочного раствора газовыделение низкое даже в отсутствии цинка.
ТАБЛИЦА 3
Паскаль (атмосфер)
сутки
Примерные компоненты составов
В электрохимическом элементе батареи можно использовать широкий спектр составов. Для электрохимической совместимости и конечного использования электрохимического элемента будет выбираться любая комбинация компонентов. Например, если требуется биосовместимость, компоненты будут отбираться следующим образом.
Для одобрения медицинских устройств контролирующими органами необходима оценка биосовместимости, чтобы гарантировать безопасность устройства или материала. Классификацию биосовместимости, соответственно, получают путем испытания в соответствии с определенными нормативами, включая стандарт ISO 10993 «Оценка биологического действия медицинских изделий» и уведомление «Способы испытаний для оценки биологической безопасности медицинских устройств» Управления по медицинским приборам Министерства здравоохранения, труда и социального обеспечения (MHLW) Японии. Испытание устройства на биосовместимость предназначено для того, чтобы продемонстрировать, что устройство не может, прямо или посредством высвобождения составляющих его материала: (i) оказывать неблагоприятные локальные или системные воздействия; (ii) быть канцерогенным; или (iii) оказывать неблагоприятные воздействия на репродуктивность и развитие. Некоторые материалы хорошо изучены с химической и физической точки зрения в опубликованной литературе и на рынке и имеют длительную историю безопасного использования. Такие материалы можно считать биосовместимыми, и поэтому они предпочтительны. Материалы, которые используются в батареях медицинских устройств, могут влиять на глаз человека при касании, утечке из батареи вследствие, например, выхода из строя или неправильной герметизации. Использование биосовместимых материалов сводит к минимуму любой риск таких осложнений, имеющих место в случае контакта протекших или выщелоченных материалов с глазом или другими тканями человека.
Анод - это электрод, который окисляется во время реакции в электрохимической батарее. В одном варианте осуществления анод содержит в качестве активного компонента цинк в форме непрерывного провода или цилиндра. Предпочтительно, чтобы цинк был пригодного для батарей качества, т. е. не содержал примесей, которые, как общеизвестно специалистам в данной области, стимулируют коррозию и другие нежелательные побочные реакции в батареи. Цинк также может быть легирован такими элементами, как висмут, индий, кальций или алюминий, с тем чтобы увеличить срок хранения. Кроме того, установлено, что свинец в малых количествах эффективен в качестве материала для цинкового сплава. Хотя свинец считают небиосовместимым, он остается в пределах границ цинковых частиц и не растворяется в электролите. Поэтому такой добавленный свинец не может создать проблемы с биосовместимостью. Проволока анода также служит для сбора электронов, поступающих из анода, и переноса их наружу электрохимического элемента. Для осуществления этой двойной функции в батарею лучше добавить анодный материал с избытком, чтобы обеспечить сохранение непрерывности анода. Как показано в примере 2, в качестве альтернативного анодного материала можно использовать цинковый порошок.
Катод - это электрод, который восстанавливается во время реакции в электрохимической батарее, и когда электрохимический элемент батареи помещают в цепь с нагрузкой, катод притягивает электроны из цепи. Предпочтительным катодным материалом может быть диоксид марганца, который смешивают с электропроводной добавкой и связующим веществом, образуя катодную смесь. Возможно, в катодную смесь целесообразно включать столько диоксида марганца, чтобы максимально увеличивать емкость электрохимического элемента батареи и уменьшать необходимый размер катода. Величина катода электрохимического элемента батареи определяется относительно анода и количества его активного вещества. Молярные количества вещества каждого анода и катода определяют таким образом, чтобы реакция в элементе могла совершаться в течение требуемого периода времени. В одном варианте осуществления катод имеет плоскую форму, но в других вариантах осуществления может быть цилиндрическим. Цилиндрический катод можно экструдировать или придать ему такую форму иным образом во время формирования.
Электропроводный материал используется для того, чтобы электроны могли протекать между частицами катода и из катодного токоотвода и обратно. Электропроводный материал предпочтительно использовать в минимальном количестве, необходимом для выполнения этой задачи, поскольку от добавления излишнего электропроводного материала мало пользы. В качестве электропроводного материала подходят графит, расширенный графит, ацетиленовая сажа, углеродная сажа и другие электропроводные материалы, известные специалистам в данной области. В настоящем изобретении предпочтение отдано ацетиленовой саже, т. к. она обеспечивает катодную смесь с требуемым уровнем поглощаемости электролита.
Для обеспечения структуры катода на протяжении всего срока службы электрохимического элемента батареи в смеси используется связующее вещество. Способность связующих веществ обеспечивать эту структуру не может меняться под воздействием электролита или в результате расширения диоксида марганца. В число предпочтительных связующих веществ входят эмульсия Teflon® (ПТФЭ), которая может быть фибриллирована во время перемешивания катодной смеси.
Катодная смесь электрически взаимодействует с катодным токоотводом, и задача катодного токоотвода заключается в поддержании электрического взаимодействия с катодом путем получения из него и отправки в него электронов, а также в обеспечении структуры электрохимического элемента батареи. В качестве структуры катодного токоотвода предпочтительна титановая проволока, т. к. она достаточно проводит электроток и обладает необходимой жесткостью при малых диаметрах. Титановая сетка, титановая лента, расширенная сетка, оплетенный провод - все являются альтернативными материалами для катодного токоотвода.
Электролит выбирают по совместимости с реактивными материалами электродов. Одним из вариантов осуществления для цинкового анода и катода из диоксида марганца являются электролит Лекланше, или раствор хлорида аммония NH4Cl, хлорид цинка ZnCl, ацетат цинка и их смесь. Учитывая характер растворимости хлорида цинка, в качестве разбавленных растворов предпочтительны ацетатные электролиты, которые содержат ацетат и необязательно другие ацетаты, такие как ацетаты аммония. Альтернативно можно использовать соляные растворы, такие как хлорид натрия NaCl, хлорид марганца MgCl2 и хлорид калия KCl, вместе с добавками, такими как борат натрия, борная кислота и этилендиаминтетраацетат натрия. Для гелеобразного электролита можно использовать карбоксиметилцеллюлозу, агар или альтернативное гелеобразующее вещество. Гелеобразующее вещество предназначено для повышения вязкости электролита с тем, чтобы он оставался внутри элемента в том месте, где он полезен, а именно - между анодом и катодом.
Гелеобразный электролит может занимать все внутреннее пространство электрохимического элемента батареи, но наиболее предпочтительно, чтобы он находился между анодом и катодом, которые расположены на заданном расстоянии друг от друга. Это заданное расстояние может быть рассчитано специалистами в данной области, но оно может учитывать допустимые отклонения, необходимые для предотвращения коротких замыканий, вызываемых контактом между анодом и катодом. Ввиду отсутствия сепаратора или другого физического барьера между электродами в данном варианте осуществления необходимо применимое на практике расстояние. Вязкость гелеобразного электролита действительно затрудняет перемещение электродов, и его размещение между электродами служит для обеспечения ионной связи и предотвращения сближения электродов. Гелеобразный электролит может также улучшать биосовместимость за счет обеспечения физического барьера вокруг электродов. Частицы, движущиеся из электродов, захватываются гелеобразным электролитом и не могут покинуть электрохимический элемент батареи или переместиться к другому электроду. В другом варианте осуществления между анодом и катодом может быть помещен тонкий барьер во избежание их контакта друг с другом. Тонкий барьер можно изготовить из материала сепаратора или проводящего ионы и электрически изолирующего материала.
Вывод анода можно механически подсоединить к аноду так, чтобы он мог электрическим образом переносить создаваемые электроны из катода на отрицательную клемму электрохимического элемента батареи. Использование в этих целях удлинения из цинковой проволоки может привести к коррозии или иначе сказаться на биосовместимости. Поэтому для продления анода через любой упаковочный материал с целью обеспечения необходимого канала для вывода электронов наружу подходят титан или другие устойчивые к коррозии материалы.
Электрохимический элемент батареи может быть заключен в упаковочный материал с целью ограждения компонентов элемента с тем, чтобы продлить срок хранения, ограничить перемещение ионов, кислорода и воды в элемент и обратно и обеспечить биосовместимость. Поскольку упаковочный материал инертный и не влияет на рабочие характеристики батареи, предпочтительно максимально уменьшить его толщину и количество. Инертный и не препятствующий реакциям в элементе материал предпочтителен и потому, что легко формируется в непрерывную наружную часть вокруг всей электрохимической батареи, позволяя изолировать контактные электроды, которые должны проникать через оболочку и выступать из нее. Упаковочный материал предпочтителен также из-за легкости формирования и спаивания с использованием высокоскоростных производственных процессов. Возможно, потребуется также пигментация упаковочного материала, и это требование может повлиять на выбор упаковочного материала.
Полипропилен может быть предпочтителен в качестве упаковочного материала в том отношении, что он может легко свариваться посредством целого ряда процессов, включая термическую, ультразвуковую и лазерную сварку. Кроме того, полипропилен может быть пригоден для склеивания и выпускается самой разной толщины и плотности. К тому же полипропилен может быть непроницаем для предпочтительных составов электролита и может способствовать биосовместимости. Альтернативными биосовместимыми полимерами являются, например, полиуретан, поливинилпирролидон, силиконовые эластомеры, полиэтилен, политетрафторэтилен, поли(п-фенилентерефталамид), поливинилхлорид, полипропилен, полиолефины, полиэфиры, полиакрилаты (включая полиметакрилаты).
Чтобы улучшить биосовместимость изготовленной из упаковочного материала наружной части или внешней поверхности батареи, ее тоже можно покрыть. В число пригодных биосовместимых покрытий могут входить фосфорилхолин и полипараксилилены, такие как парилен C.
Помимо того, что используемая в качестве упаковочного материала пленка с покрытием служит для поддержания физической целостности батареи, она может выполнять, по меньшей мере, две барьерные функции. Пленка может препятствовать перемещению ионов соли, чтобы предотвращать потерю ионов электролита, даже если батарея окружена жидкостью. Пленка может также замедлять перенос воды во избежание разбухания батареи. В том случае, когда перед использованием батареи ее заключают в герметичную упаковку, острой потребности в предотвращении переноса кислорода нет; однако специалистам в данной области техники будет понятно, что некоторые виды покрытий, используемых для замедления переноса влаги, могут также существенно замедлять перенос кислорода.
В упаковочной промышленности водопроницаемость материала или устройства обычно измеряют, подвергая одну сторону барьерной пленки воздействию заданной относительной влажности, оставляя другую сторону сухой, например, при помощи продувки сухим газом, поддерживая при этом постоянную температуру и измеряя воду, пропущенную через пленку со стороны с регулируемой относительной влажностью на сухую сторону, в виде скорости проникновения водяного пара (СППВ), выраженной в единицах масса/площадь*время, при данной температуре и относительной влажности. Например, эти единицы могут быть выражены как г/м2·сутки при температуре в градусах Цельсия и относительной влажности.
В качестве предпочтительного варианта осуществления СППВ упаковки может быть менее 1 г/м2·сутки, или еще лучше менее 0,1 г/м2·сутки, или еще предпочтительнее менее 0,02 г/м2·сутки, где указанная СППВ измеряется при относительной влажности от 85 до 100% и температуре от 20°C до 40 °C. Приборы для выполнения таких испытаний можно приобрести, например, в компании MOCON Inc. (г. Миннеаполис, штат Миннесота).
Можно отметить, тем не менее, что традиционные измерения СППВ могут определить лишь перенос воды в направлении, перпендикулярном барьерной пленке, т. е. через барьерное покрытие, каким бы оно ни было. Однако в случае запаянной упаковки перенос влаги возможен через шов, т. е. параллельно плоскости барьерной пленки. Это может быть особенно актуально, когда шов упаковки чрезвычайно узкий, например менее 100 мкм в ширину. Так, в определении характера переноса через боковой шов преобладают барьерные свойства самой полимерной пленки, а не покрытие, что может внести нетривиальный вклад в общий перенос влаги в батарею и из нее, особенно в случае очень мелких батарей, например с площадью поверхности оболочки 0,5 см2 или менее. Поэтому предпочтительнее, чтобы СППВ полимера была менее 10 г/м2·сутки или еще лучше менее 5 г/м2·сутки при толщине 25 мкм, температуре от 20°C до 40°C и относительной влажности от 85 до 100%.
В число способов герметизации упаковочного материала входят описанные ультразвуковая и лазерная сварки. Альтернативные способы запайки включают термосварку и использование биосовместимых связывающих материалов.
Дополнительные составы электролитов
В некоторых примерах улучшение газовыделения микробатарей может быть достигнуто путем использования лучше очищенных химических веществ (заменой ацетата цинка чистотой 98% на ацетат цинка чистотой 99,99%). Дополнительные улучшения возможны путем добавления хлорида цинка в электролит на основе ацетата цинка, который также может значительно увеличить емкость батареи. В некоторых примерах это может быть обусловлено тем, что усиленное использование воды и/или снижение содержания воды в продуктах разрядки при включении хлорида цинка в электролит.
Механическая целостность полимерной упаковки
В некоторых примерах сухой полимерный пленочный адгезив может обеспечивать воспроизводимую, механически крепкую связь при традиционном производстве. В некоторых примерах дальнейшее улучшение может быть достигнуто путем использования термогерметизируемой ленты, состоящей из полипропилена или этилполипропилена с обеих сторон полиэфирного материала. Такие материалы могут наноситься вместо сухой термогерметизируемой полимерной пленки. В некоторых примерах может использоваться лента, применяемая для приклеивания клемм литий-ионных батарей к полипропиленовой термогерметизируемой упаковке, поставляемой компанией Targray. Эта лента может обеспечивать воспроизводимую, прочную механическую связь между токоотводами и упаковкой из полипропиленовой пленки.
Альтернативный пример сухой термогерметизируемой ленты может включать в себя ленту, предназначенную для прикрепления клемм литий-ионной аккумуляторной батареи к полипропиленовой упаковке. Эту ленту можно приобрести в MTI, для каждого из примеров термогерметизируемых лент может быть возможно ультразвуковое запаивание сторон упаковки через ленту перед термоуплотнением клемм таким образом, что стороны элемента соединяются вместе, в том числе в области с термогерметизируемой лентой.
Связь между термогерметизируемой лентой и упаковочной пленкой может быть улучшена за счет регулирования условий травления титана, используемого в контактах электрода. В некоторых примерах может использоваться травление титана путем погружения на десять минут в кипящий раствор, содержащий 10 массовых процентов щавелевой кислоты в воде. В некоторых других примерах два дополнительных протокола для травления - травление на основе хлористоводородной кислоты и травление на основе пероксида водорода; может обеспечить легкую адгезию титана к полипропилену. В некоторых примерах улучшение связывания можно определить путем испытания на разрыв (помещения груза на термогерметизированную полипропиленовую упаковку с фрагментом травленного титана с одной из сторон с вышеупомянутой термогерметизируемой лентой, расположенный по обеим сторонам титана между титаном и пластиковой упаковкой).
В некоторых примерах титановую фольгу можно очищать путем протирания ее поверхности изопропанолом, после чего полученная очищенная фольга может быть помещена на серию пластиковых стержней на перфорированном носителе. Фольгу можно погружать в раствор для травления, содержащий 35 г/л 40% (по массе) хлористоводородной кислоты, 23,6 г/л сульфата натрия и 350 г/л концентрированной азотной кислоты с водой до нужного объема. В последующем титан можно промывать водопроводной водой. Затем травленный титан можно поместить в фосфатную баню для преобразования, содержащую 53 г/л тринатрийосфата, 21 г/л фторида калия и 32 г/л 40% хлористоводородной кислоты, например, примерно на две минуты. Затем титан можно промыть и поместить в сосуд, заполненный деионизированной водой, в водяной бане, с температурой 65°C на период, например, пятнадцать минут. Затем титан можно удалить из бани и высушить в сухожаровом шкафу перед использованием.
В некоторых примерах травление на основе пероксида водорода может быть выполнено с помощью модифицированного состава для травления Королевского Авиационного Института (RAE). Химическая композиция составов для травления может варьировать, например, растворы для травления могут содержать 2% по массе гидроксида натрия и 1%, 2% или 3% по массе перекоксида водорода с деионизованной водой до нужного объема. В последующем раствор можно держать в химическом стакане на водяной бане с температурой 60°C. Далее титановую фольгу можно протереть изопропанолом с целью очистки, а затем наложить на серию пластиковых стержней на перфорированной подложке. Затем фольгу можно травить в одном из растворов в течение 5-20 минут, а затем извлечь и промыть деионизированной водой. Затем очищенную фольгу можно высушить в сухожаровом шкафу.
Улучшенные условия насыщения можно наблюдать с помощью электрохимического исследования, при котором образец вытравленной/очищенной титановой фольги выдерживается при 1,55 В против фрагмента цинковой фольги в растворе электролита, включающем приблизительно 6,25% ацетата цинка, 0,5% ацетата аммония и 10 промилле In3+, добавленного в виде сульфата индия.) Следует отметить, что титан, травленный 1% пероксидом водорода, как описано в настоящем документе, может получать значительно меньший ток, чем нетравленный титан. Возможно, это связано с формированием оксидного слоя на титановой поверхности во время травления пероксидом водорода, что можно назвать анодизацией.
В некоторых примерах титановый токоотвод может быть модифицирован в области, где он термогерметизирован, что улучшает механическую целостность термического уплотнения. В некоторых примерах улучшение может позволить сшивать термогерметизирующую ленту через аккумуляторную батарею, укрепляя ее. В некоторых примерах результаты модификации путем резания отверстий в контактах электродов могут быть проверены путем ручного нажатия на упакованные ячейки рядом с катодной клеммой с помощью длинного и тонкого металлического инструмента. В некоторых примерах в элементах с двумя типами титановых токоотводов может наблюдаться качественное повышение прочности по сравнению с неперфорированными титановыми катодными токоотводами. Элементы с перфорированными токоотводами оставались неповрежденными, в то время как из неперфорированных токоотводов при нажатии вытекал электролит. Это может подразумевать, что механическую целостность упаковки батареи можно улучшить путем перфорации, что может привести к увеличению срока хранения.
Способы заполнения и герметизации
Как упоминалось ранее, можно использовать ультразвуковую сварку для исключения электролита из бокового уплотнения. Также была отмечена возможность использования лазерной сварки с подходящим приспособлением для достижения сходного результата. Однако в некоторых конфигурациях использование ультразвуковой сварки для герметизации влажного элемента (элемента с электролитом) может быть проблематичным. Возможно, что элемент не удастся полностью герметизировать. Возможно, это связано с взаимодействием ультразвуковой энергии с консоли с электролитом в небольшом замкнутом пространстве, что создает локальные колебания давления, которые могут повредить уплотнение, в частности вокруг клемм.
В некоторых примерах улучшение может быть достигнуто путем замены одностадийной сварки на двухстадийную. В таком примере, когда большая часть периметра элемента приварена к сухому элементу с использованием тепловых уплотнений для концов и ультразвукового уплотнения по периметру, элемент заполняли, а затем и затем оставшуюся небольшую открытую часть периметра элемента сваривали ультразвуком. Затем элемент может быть дегазирован, а выводы очищены от избытка пластика от термозапечатывания маленьким ножом.
Использование адгезивов для удержания компонентов в нужной ориентации
В некоторых примерах может оказаться полезным временно удерживать компоненты на месте таким образом, чтобы они не смещались на последующих этапах. Решение может быть механическое зажатие, однако проблемой может стать необходимость зажатия в нескольких местах, что требует специальной фиксации на каждом этапе. В некоторых примерах решением может быть использование чувствительных к давлению адгезивов, таких как 3М 75, для удержания компонентов на месте. В некоторых примерах использование смеси 0,5% по массе карбоксиметилцеллюлозы натрия (Walocel 2000 GA 07, Dow) может помочь обеспечить совмещение катода, разделителя и анода при наложении друг на друга при одновременном обеспечении проводимости электролита.
В некоторых примерах решением также может быть использование очень небольших точек непроводящего чувствительного к давлению адгезива (3M 75) между слоями. Адгезивы могут быть нанесены любым количеством традиционных способов, например, с помощью щетки или путем распыления аэрозоля (например, при помощи готового аэрозольного баллончика или традиционного пульверизатора) с использованием шаблона или трафарета, если это необходимо.
Улучшенная барьерная прочность упаковки и механическая прочность путем химического осаждения
В некоторых примерах узкий боковой шов в упаковке элемента может создавать область с плохими барьерными свойствами, что позволяет проникновение влаги и газов в элемент и из него. Традиционные элементы, упакованные в ламинаты («элементы в мягкой оболочке»), могут иметь намного более широкие швы со всех сторон. Например, боковое уплотнение элемента в мягкой оболочке может быть больше всей ширины микробатареи (2-4 мм на сторону, по сравнению с шириной микробатареи ~1 мм). Более широкие швы, которые могут оказаться невозможными в случае маленькой микробатареи, могут выступать в качестве эффективного влага и газового барьера из-за ширины. Таким образом, для создания барьерной прочности с очень узкими швами необходимо альтернативное решение.
В некоторых примерах решение может включать в себя покрытие микробатарей барьерным слоем соответствующей формы с использованием химического осаждения. Существует ряд методик, доступных для создания конформного герметичного барьерного покрытия. Однако нанесение покрытия на миниатюрные угольно-цинковые батареи может привести к возникновению особых проблем. Наличие влаги внутри электролита батареи в сочетании с несовершенными барьерными свойствами упаковки может означать наличие непрерывного потока влаги через упаковку к поверхности батареи. Этот поток может привести к загрязнению поверхности. Кроме того, несовершенная упаковка может обеспечивать отток влаги. Более того, возможны ограничения, обусловленные температурой плавления пластиковой упаковки (приблизительно 160° для полипропилена), что может ограничить возможную температуру при любом способе нанесения покрытия.
Такие вакуумные техники, как напыление и термическое испарение, которые требуют чистой поверхности для осаждения, также могут хуже подходить для нанесения покрытия на микробатареи из-за непрерывного потока влаги на поверхность. И осаждение атомного слоя может быть неподходящим по той же причине. Другие методы, такие как золь-гелевые покрытия и химическое осаждение паров, могут потребовать воздействия температур, повреждающих батарею.
В некоторых примерах желательное решение для повышения барьерной эффективности и механической прочности может предусматривать химическое осаждение в качестве способа создания конформного барьерного покрытия. Традиционной техникой является химическое осаждение, при которой возможно нанесение соответствующего слоя металла на проводящее или непроводящее покрытие. Для осаждения металлов, таких как никель, медь и олово, на пластмассовые поверхности были разработаны ванны для химического осаждения. Затем химически осажденный металл может быть дополнительно осажден с применением химического осаждения или электролитического осаждения с использованием широкого спектра металлов, включая никель, медь, олово, золото, серебро, кадмий и родий. В некоторых случаях из-за стоимости, коррозии и/или механических проблем может быть желательным применение слоистой структуры, которая включает более одного слоя электролитического осаждения.
Покрытие может иметь любую толщину и может механически усилить батарею в дополнение к действию в качестве барьера. Это механическое усиление может приводить к принудительному перемещению водорода за пределы элемента, уменьшая или устраняя вспучивание из-за образования газообразного водорода при коррозии цинка. Чтобы избежать возникновения короткого замыкания между выводами батареи из-за осаждения, может потребоваться выполнение маскирования одного или обоих выводов с применением непроводящего материала во время процесса нанесения покрытия.
В некоторых примерах слой может быть образован с помощью химического осаждения, причем химическое осаждение и/или электролитическое осаждение могут быть применены для создания на них конформного медного покрытия приблизительно в 25 микрон (1 мил). Ленту установки для нанесения покрытия можно применять для маскирования обоих выводов этих батарей во время нанесения покрытия, чтобы избежать короткого замыкания батарей во время обработки осаждаемого покрытия.
Затем эту ленту можно снять с выводов, после чего батареи можно выдерживать при комнатной температуре с относительной влажностью 50%. Для сравнения сходные элементы, которые не были покрыты медью, выдерживались в тех же условиях. За элементами периодически наблюдали путем измерения их напряжения в разомкнутом контуре и их сопротивления, установленного путем прохождения трех импульсов 20 мкА в течение 100 миллисекунд. Элементы можно считать неисправными, когда их сопротивление составило более 20 кΩ по сравнению с менее чем 5 кΩ для свежего элемента. Элементы с покрытием, нанесенным методом химического осаждения, могут показать значительное повышение срока службы по сравнению с элементами без покрытия.
Усиление анода:
В некоторых примерах можно заметить, что при герметизации микробатарей анод может изгибаться, что приводит к коррозии. Чтобы исправить это, в некоторых примерах анод может быть усилен путем его соединения с титановой фольгой с использованием традиционной эпоксидной смолы (пластический клей JB-Weld).
Функции водных резервуаров
В некоторых примерах гибкой химической микробатареи водный электролит может включать воду, потребляемую в электрохимическом действии батареи. По мере потребления воды аккумуляторная батарея может сохнуть. На фиг. 12А показано поперечное сечение примерной батареи. Примерная батарея может иметь сходное разнообразие строения, как уже описано. Батарея может иметь катодный контакт 1290 и Анодный контакт 1230, анод 1220, разделитель 1280, катод 1210 и первый гибкий слой 1240 и второй гибкий слой 1250. Кроме того, могут присутствовать функции водного резервуара 1295. В некоторых примерах могут формироваться отложения гидрогелевого материала 1295 на различных частях конструкции батареи, например, на катодном контакте, как показано на рисунке, или в областях, связанных с катодом или разделителем, в качестве примеров. Гидрогель может набухать при контакте с электролитом и эффективно создавать хранилище воды, которая может передаваться на катод по мере его высыхания во время работы. В некоторых примерах гидрогель может быть осажден в виде простого слоя, в других примерах он может быть напечатан таким образом, чтобы дать возможность его набухания в цикле эксплуатации, чтобы размеры элемента батареи значительно не увеличивались. На ФИГ. 12В представлен перевернутый вид катодного контакта 1290, анодного контакта 1230, а также пример линейного отложения гидрогеля 1295. Как показано на рис. 12С, отложение гидрогеля может быть проиллюстрировано как круговые области гидрогеля, нанесенные на различные участки микробатареи путем печати. В некоторых примерах гидрогелевый мономер может быть покрыт путем распыления на элементы аккумуляторной батареи с необязательными маскирующими слоями, если это необходимо. В других примерах дополнительный промышленный производственный аппарат, такой как многофункциональный принтер Optomec, может печатать гидрогелевые элементы на компонентах батареи. В процессе заполнения электролита гидрогель набухает в степени, зависящей от состава гидрогеля. В некоторых примерах, когда вода диффундирует из гидрогелевых областей в области катода и разделителя, пустое пространство может обеспечить определенное место для заполнения газами, образовавшимися при работе батареи.
Пример конструкции биомедицинского устройства с биосовместимыми элементами подачи питания
Примером биомедицинского устройства, в которое могут быть встроены элементы подачи питания (батареи) настоящего изобретения, может быть электроактивная контактная линза с переменным фокусом. На Фиг. 1А в качестве примера вставки для такой контактной линзы показана вставка 100 для контактной линзы. Во вставке 100 для контактной линзы может находиться электроактивный элемент 120, который может изменять фокусные характеристики в ответ на управляющие сигналы напряжения. Цепь 105 для обеспечения этих управляющих сигналов напряжения, а также для обеспечения других функций, таких как датчик, контролирующий условия окружающей среды для внешних контрольных сигналов, может получать электропитание от биосовместимого элемента 110 батареи. Как показано на Фиг. 1А, элемент 110 батареи может состоять из множества крупных деталей, в данном случае трех деталей, и может включать в себя химические элементы батареи различной конфигурации, как описано выше. Элементы 110 батареи могут иметь различные соединительные элементы для соединения вместе деталей, как показано на рисунке, лежащих ниже области соединения 114. Элементы 110 батареи могут быть подсоединены к элементу 105 цепи, который может иметь свою собственную подложку 115, на которой могут быть размещены соединительные элементы 125. Цепь 105, которая может иметь форму интегральной цепи, может быть электрически и физически подсоединена к подложке 115 и ее соединительным элементам 125.
На Фиг. 1В показано, что рельеф в поперечном сечении контактной линзы 150 может содержать вставку 100 для контактной линзы и ее составляющие, описанные выше. Вставка 100 для контактной линзы может быть инкапсулирована в юбке из гидрогеля 155 контактной линзы, которая может инкапсулировать вставку 100 для контактной линзы и обеспечивать комфортное взаимодействие контактной линзы 150 с глазом пользователя.
Требования по электропитанию микробатарей
Другая область конструктивных соображений может относиться к требованиям по электропитанию устройства, которое может обеспечиваться батареей. Для функционирования в качестве источника питания для медицинского устройства соответствующей батарее может потребоваться полностью удовлетворять требованиям по электропитанию системы при эксплуатации в автономном режиме или без внешних источников питания. Развивающаяся область биомедицинских устройств, работающих автономно или без внешних источников питания, может включать в себя, например, контактные линзы для коррекции зрения, устройства для контроля за состоянием здоровья, камеры-таблетки и другие новые устройства. Последние разработки в области технологии интегральных схем (ИС) могут позволять эксплуатировать электрические устройства на очень низких уровнях тока, например на уровне пикоампер для тока холостого хода и на уровне микроампер для рабочего тока. ИС могут позволять также значительно уменьшить размеры устройств.
Микробатареям для биомедицинских сфер применения может быть необходимо одновременно удовлетворять ряд сложных требований. Например, от микробатарей может требоваться наличие возможности обеспечивать приемлемое рабочее напряжение для встроенных электрических цепей. Это рабочее напряжение может зависеть от нескольких факторов, включая функциональный «узел» ИС, выходной сигнал напряжения из цепи на другое устройство, а также конкретный целевой показатель по потребляемому току, который также может относиться к расчетному сроку службы устройства.
С точки зрения функции ИС узлы, как правило, могут различаться по минимальному размеру элемента транзистора, такому как так называемый «канал транзистора». Этот физический элемент, наряду с другими параметрами производства ИС, такими как толщина слоя подзатворного оксида, может быть связан с полученным номинальным пороговым напряжением, или напряжением включения полевых транзисторов (FET), произведенных для конкретного функционального узла. Например, в узле с минимальным размером элемента 0,5 мкм, как правило, применяют FET с напряжением включения 5,0 В. Однако при минимальном размере элемента 90 нм FET могут включаться при напряжении 1,2, 1,8 и 2,5 В. Изготовители ИС могут поставлять стандартные гальванические элементы цифровых блоков, например инвертеры и триггеры с характеристиками, соответствующими определенным диапазонам напряжения. Конструкторы выбирают функциональный узел ИС на основании ряда факторов, включая плотность цифровых устройств, возможность совмещения аналоговых и цифровых схем, ток утечки, количество слоев соединений и доступность специальных устройств, таких как полевые транзисторы высокого напряжения. С учетом этих параметрических аспектов электрических компонентов, которые могут получать электропитание от микробатареи, может быть важно обеспечить, чтобы источник питания микробатареи соответствовал требованиям выбранного функционального узла и конфигурации ИС, особенно с точки зрения доступного уровня напряжения и тока.
В некоторых примерах электрическая цепь, получающая электропитание от микробатареи, может быть подключена к другому устройству. В качестве не имеющего ограничительного характера примера электрическая цепь, получающая электропитание от микробатареи, может быть подключена к исполнительному механизму или преобразователю. В зависимости от сферы применения это может быть светодиод (LED), датчик, микроэлектромеханический (MEMS) дозатор и многие другие подобные устройства. В некоторых примерах устройствам, соединенным таким образом, может требоваться более высокое рабочее напряжение, чем стандартным функциональным узлам ИС. Например, линза с переменным фокусом может требовать напряжения 35 В. Следовательно, рабочее напряжение, обеспечиваемое батареей, может быть критическим фактором при проектировании такой системы. В некоторых примерах, связанных с такими факторами, эффективность привода линзы, преобразующего напряжение батареи 1 В в напряжение 35 В, может быть значительно ниже, чем эффективность привода, работающего от батареи 2 В. Дополнительные требования, такие как размер кристалла, могут значительно различаться, в том числе с учетом рабочих параметров микробатареи.
Отдельные гальванические элементы батареи, как правило, могут характеризоваться напряжением при разомкнутой цепи, напряжением с нагрузкой и напряжением отсечки. Напряжение при разомкнутой цепи представляет собой потенциал, создаваемый гальваническим элементом батареи при бесконечном сопротивлении нагрузки. Напряжение с нагрузкой представляет собой потенциал, создаваемый гальваническим элементом при подключении к выводам гальванического элемента нагрузки с соответствующей и, как правило, также установленной величиной полного сопротивления. Напряжение отсечки представляет собой, как правило, напряжение, при котором большая часть батареи разряжена. Напряжение отсечки может представлять собой напряжение, или степень разряда, ниже которого батарея не может быть разряжена во избежание нежелательных последствий, таких как сильное выделение газов. Напряжение отсечки может зависеть, как правило, не от самой батареи, а от цепи, к которой подключена батарея, например от рабочего напряжения электронной цепи. В одном примере щелочной гальванический элемент может иметь напряжение при разомкнутой цепи 1,6 В, напряжение с нагрузкой в диапазоне от 1,0 до 1,5 В и напряжение отсечки 1,0 В. Напряжение, создаваемое гальваническим элементом микробатареи конкретной конфигурации, может зависеть и от других характеристик используемого химического состава гальванического элемента. И поэтому разные по химическому составу гальванические элементы могут иметь разные показатели напряжения элемента.
Для увеличения напряжения гальванические элементы могут подключаться последовательно; однако эта комбинация может повлечь за собой увеличение размеров, повышение внутреннего сопротивления и усложнение батареи. Гальванические элементы также можно объединять в параллельные конфигурации, чтобы снизить сопротивление и увеличить емкость; однако эта комбинация может повлечь за собой увеличение размера батареи и сокращение срока хранения.
Емкость батареи может представлять собой способность батареи передавать ток или выполнять работу в течение определенного периода времени. Емкость батареи можно, как правило, указать в таких единицах, как микроампер-часы. Батарея, которая может обеспечивать 1 микроампер тока в течение 1 часа, имеет емкость 1 микроампер-час. Как правило, емкость батареи можно повысить путем увеличения массы (и, следовательно, объема) реагентов внутри устройства батареи; тем не менее, следует учитывать, что биомедицинские устройства могут быть существенно ограничены по доступному объему. На емкость батареи также может влиять материал электрода и электролита, а также другие факторы, например физическая конструкция электродов, свойства и размеры материала любого сепаратора, расположенного между электродами, и относительные пропорции анода, активных материалов катода, электропроводных материалов и электролита.
В зависимости от требований к цепи, к которой подключена батарея, от батареи может требоваться служить источником тока определенного диапазона величин. Во время хранения до активного применения через схемы, соединения и изоляторы может протекать ток утечки величиной порядка от нескольких пикоампер до нескольких наноампер. В период активной эксплуатации цепь может потреблять ток покоя для считывания показаний датчиков, запуска таймеров и выполнения других подобных функций с низким потреблением энергии. Потребление тока покоя может составлять величину порядка от нескольких наноампер до нескольких миллиампер. Цепь также может иметь еще большие потребности по пиковому току, например, при записи данных в электрически программируемую постоянную память или при их передаче на радиочастоте (РЧ). Этот пиковый ток может составлять до десятков миллиампер или более. Активное и полное сопротивление микробатареи также может быть важным для аспектов конфигурации.
Срок хранения, как правило, относится к периоду времени, в течение которого батарея может поддерживать подходящие рабочие параметры. Срок хранения может быть особенно важным для биомедицинских устройств по нескольким причинам. Электронные устройства могут заменять собой устройства, не подключаемые к электропитанию, например, в случае внедрения электронных контактных линз. Изделия в этих существующих сегментах рынка могут иметь установленные требования к срокам хранения, например три года, исходя из пожеланий потребителей, особенностей цепочки поставок и других требований. Как правило, изменение таких технических требований для новых изделий считается нежелательным. Требования к сроку хранения могут быть также установлены с учетом факторов распределения, инвентаризации и способов применения устройства, включающего в себя микробатарею. Соответственно, микробатареи для биомедицинских устройств могут иметь конкретные требования к сроку хранения, которые можно измерять, например, количеством лет.
В некоторых примерах трехмерные биосовместимые элементы подачи питания могут быть перезаряжаемыми. Например, индукционная катушка может быть также изготовлена на трехмерной поверхности. Впоследствии индукционная катушка может получать энергообеспечение с помощью радиочастотного (РЧ) импульса. Индукционную катушку можно подключить к трехмерному биосовместимому элементу питания для подзарядки элемента питания при подаче РЧ на индукционную катушку. В другом примере фотоэлектрические устройства также можно изготовить на трехмерной поверхности и подключить к трехмерному биосовместимому элементу питания. Под действием света или фотонов фотоэлектрические устройства будут продуцировать электроны для подзарядки элемента подачи питания.
В некоторых примерах батареи могут функционировать для обеспечения электрической системы электрической энергией. В этих примерах батарея может быть электрически подключена к цепи электрической системы. Связи между цепью и батареей можно классифицировать как соединения. Эти соединения могут со временем представлять проблему для биомедицинских микробатарей ввиду нескольких факторов. В некоторых примерах биомедицинские устройства с электропитанием могут быть очень маленькими, предоставляя таким образом малые площади и объемы для соединений. Ограничения по размеру и площади могут отрицательно повлиять на величину электрического сопротивления и надежность соединений.
Кроме того, батарея может содержать жидкий электролит, который может закипать при высокой температуре. Данное ограничение может прямо конкурировать с желанием применения паяного соединения, которое может плавиться, например, при относительно высоких температурах, таких как 250 градусов Цельсия. Хотя в некоторых примерах химические компоненты батареи, включающие в себя электролит, и источник тепла, применяемый для образования паяных соединений, могут быть пространственно отделены друг от друга. В случае перспективных биомедицинских устройств малый размер может препятствовать разделению электролита и паяных соединений расстоянием, достаточным для уменьшения проводимости.
Компоненты модульной батареи
В некоторых примерах можно изготовить компонент модульной батареи в соответствии с некоторыми аспектами и примерами настоящего изобретения. В этих примерах узел модульной батареи может быть компонентом, отдельным от других частей биомедицинского устройства. В примере устройства офтальмологической контактной линзы такая конфигурация может включать в себя модульную батарею, которая является отдельной от остальной части вкладыша-субстрата. Существует множество преимуществ формирования компонента модульной батареи. Например, в примере контактной линзы компонент модульной батареи можно образовывать в ходе отдельного, независимого процесса, что может ослабить необходимость в манипуляциях с жесткими трехмерными оптическими пластиковыми компонентами. Кроме того, средства изготовления могут быть более гибкими и могут выполнять операции в более параллельном режиме с изготовлением других компонентов биомедицинского устройства. Кроме того, изготовление компонентов модульной батареи может быть отделено от характеристик устройств трехмерной (3D) формы. Например, в сферах применения, требующих конечные трехмерные формы, систему модульной батареи можно изготовить в плоском или приблизительно двухмерном (2D) виде, а впоследствии придать ей соответствующую трехмерную форму. В некоторых примерах батарея может иметь достаточно небольшие размеры для того, чтобы не нарушать трехмерную форму, даже если она не согнута. В некоторых других примерах множество соединенных небольших батарей может быть установлено в пространство трехмерной формы. Компонент модульной батареи можно испытывать независимо от остальной части биомедицинского устройства и потерю выхода из-за компонентов батареи можно отбраковать до начала сборки. Полученный компонент модульной батареи можно использовать в различных конструкциях вкладыша-субстрата, которые не имеют соответствующей жесткой области, на которой можно было бы разместить компоненты батареи; а еще в одном дополнительном примере применение компонентов модульной батареи может облегчить применение различных вариантов технологий изготовления, отличных от тех, что могли бы быть использованы в ином случае, таких как рулонная (roll to roll) технология, листовая (sheet-to-sheet) технология, печать, литография и ракельная печать. В некоторых примерах модульной батареи аспект дискретной герметичности такого устройства может привести к добавлению дополнительного материала к общей конструкции биомедицинского устройства. Такие воздействия могут установить ограничение на применение решений в виде модульных батарей в случаях, когда параметры имеющегося пространства требуют минимизировать толщину или объем решений.
Разделители элементов батареи
Батареи типа, описанного в настоящем изобретении, могут использовать материал разделителя, который физически и электрически отделяет части анода и анодного токоотвода от частей катода и катодного токоотвода. Сепаратор может представлять собой мембрану, проницаемую для воды и растворенных компонентов электролита; однако, как правило, он может быть неэлектропроводным. Несмотря на то что специалистам в данной области может быть известно большое количество коммерчески доступных материалов разделителя, новая форма настоящего описания может представлять уникальные ограничения в задаче выбора, обработки и использования разделителя.
Поскольку конфигурации настоящего описания могут иметь сверхтонкие профили, выбор может быть ограничен наиболее тонким из имеющихся материалов разделителя. Например, могут быть желательны разделители толщиной приблизительно 25 микрон. Некоторые примеры, которые могут быть преимущественными, могут иметь толщину приблизительно 12 микрон. Существует множество приемлемых коммерческих сепараторов, включая разделительные мембраны из однослойного микроволокнистого, микропористого полиэтилена и/или трехслойные разделительные мембраны полипропилен-полиэтилен-полипропилен (ПП/ПЭ/ПП), такие как производимые компанией Celgard (г. Шарлотт, штат Северная Каролина, США). Желательным примером материала разделителя может быть трехслойная мембрана Celgard M824 ПП/ПЭ/ПП, имеющая толщину 12 микрон. Альтернативные примеры материалов разделителя, подходящие для примеров настоящего изобретения, могут включать разделительные мембраны, содержащие регенерированную целлюлозу (например, целлофан).
Несмотря на то что трехслойные разделительные мембраны ПП/ПЭ/ПП могут иметь преимущества из-за толщины и механических свойств, благодаря их полиолефиновому характеру они также могут иметь ряд недостатков, которые необходимо преодолеть для того, чтобы они подходили для примеров настоящего изобретения. Рулонные или листовые трехслойные материалы разделителя ПП/ПЭ/ПП могут иметь многочисленные складки или другие нарушения формы, которые могут быть нежелательными для допусков на уровне микронов, применимых к батареям, описанным в настоящем документе. Более того, может быть необходимо разрезать с высокой точностью полиолефиновые разделители для включения в настоящие конфигурации, что, следовательно, может подразумевать лазерную резку в качестве примера способа формирования отдельных токоотводов желательных форм с жесткими допусками. Вследствие полиолефинового характера этих разделителей некоторые лазерные резаки, подходящие для микропроизводства, которые могут использовать длины волн лазера, например 355 нм, могут быть не в состоянии разрезать полиолефины. Полиолефины не поглощают энергию лазерного излучения в ощутимых количествах и, таким образом, являются неразрушаемыми. Наконец, полиолефиновые разделители по своей природе не могут смачиваться водными электролитами, которые применяются в батареях, описанных в настоящих документах.
Однако существуют способы преодоления этих ограничений, присущих мембранам полиолефинового типа. Чтобы подвергать микропористую разделительную мембрану воздействию высокоточного лазерного резака для резки фрагментов на дугообразные сегменты или другие преимущественные конфигурации разделителя, от мембраны может требоваться быть плоской и свободной от складок. При невыполнении этих двух условий невозможно полностью разрезать разделительную мембрану, так как режущий луч может быть ослаблен в результате нарушения фокусировки или иного рассеивания падающей лазерной энергии. Кроме того, если разделительная мембрана не является плоской и свободной от складок, точность формы и геометрические допуски разделительной мембраны не могут быть достижимы в достаточной мере. Допустимые отклонения для разделителей в текущих примерах могут, например, составлять +0 микрон и -20 микрон в отношении характеризующих длин и/или радиусов. Могут существовать преимущества для более жестких допусков в +0 микрон и -10 микрон и дополнительно для допусков в +0 микрон и -5 микрон. Сырьевой материал разделителя можно сделать плоским и свободным от складок путем временного ламинирования материала на подложке из флоат-стекла с помощью соответствующей низколетучей жидкости. Низколетучие жидкости могут быть более предпочтительны по сравнению с временными адгезивами ввиду хрупкости разделительной мембраны и ввиду количества времени на обработку, которое может потребоваться для высвобождения разделительной мембраны из слоя адгезива. Кроме того, в некоторых примерах получение плоской и свободной от складок разделительной мембраны на флоат-стекле с применением жидкости оказалось намного более легким, чем с применением адгезива. Перед ламинированием разделительную мембрану можно очистить от твердых частиц. Это можно выполнить путем ультразвуковой очистки разделительной мембраны для удаления всех прилипших к поверхности твердых частиц. В некоторых примерах обработку разделительной мембраны можно выполнить в подходящей среде с низким содержанием частиц, такой как ламинарный бокс или чистая комната класса по меньшей мере 10 000. Более того, подложку из флоат-стекла можно очистить от частиц путем промывки соответствующим растворителем, ультразвуковой очистки и/или протирки салфетками для чистых комнат.
Хотя для механической цели ламинирования микропористых полиолефиновых разделительных мембран на подложке из флоат-стекла можно применять самые разные низколетучие жидкости, к жидкости могут применяться конкретные требования для облегчения последующей лазерной резки отдельных форм разделителя. Одним требованием может быть наличие у жидкости достаточно низкого поверхностного натяжения, чтобы проникать в поры материала разделителя, в чем можно легко удостовериться путем визуальной проверки. В некоторых примерах материал разделителя меняет белый цвет на прозрачный, когда жидкость заполняет микропоры материала. Может быть желательно выбрать жидкость, которая может быть благоприятной и «безопасной» для рабочих, которые могут выполнять операции получения и резки разделителя. Может быть желательным выбор жидкости, давление паров которой будет достаточно низким, так чтобы не возникало заметного испарения в период обработки (порядка 1 суток). Наконец, в некоторых примерах жидкость может иметь достаточную сольватирующую способность, чтобы растворять преимущественные УФ-абсорберы, что может облегчить лазерную резку. В одном примере оказалось, что 12%-ный (по весу) раствор авобензона (УФ-абсорбер) в бензилбензоате (растворитель) может удовлетворять вышеуказанным требованиям и может быть пригоден для облегчения лазерной резки полиолефиновых разделителей с высокой точностью и в пределах допусков через небольшие промежутки времени и без избыточного числа проходов луча лазерного резака. В некоторых примерах разделители можно резать с помощью твердотельного лазера 8 В 355 нм с диодной накачкой и наносекундными импульсами с применением этого подхода, причем лазер может быть настроен на низкую мощность затухания (например, мощность 3%), среднюю скорость от 1 до 10 мм/с и только от 1 до 3 проходов лазерного луча. Хотя эта УФ-абсорбирующая маслообразная композиция оказалась эффективным вспомогательным средством для ламинирования и резки, специалисты в данной области могут без ограничений использовать другие маслообразные составы.
В некоторых примерах разделитель можно резать закрепленным на флоат-стекле. Одним преимуществом лазерной резки разделителей, закрепленных на подложке из флоат-стекла, может быть то, что из одного сырьевого листа разделителя можно вырезать очень большое число разделителей; так же как и то, что полупроводниковые кристаллы можно плотно разместить на одной кремниевой пластине. Такой подход может обеспечить преимущества экономии на масштабе и параллельной обработке, характерные для полупроводниковых технологий. Более того, можно минимизировать образование некондиционных разделительных мембран. После разрезания разделителей маслообразную текучую среду вспомогательного средства можно удалить путем многостадийной экстракции с помощью смешивающихся растворителей, причем последнюю экстракцию можно выполнить с помощью высоколетучего растворителя, такого как изопропиловый спирт в некоторых примерах. Отдельные разделители после экстракции можно хранить неопределенное количество времени в любой подходящей среде с низким содержанием частиц.
Как установлено выше, полиолефиновые разделительные мембраны могут быть по своей природе гидрофобными и могут требовать смачивания водными поверхностно-активными веществами, применяемыми в батареях настоящего изобретения. Одним подходом к обеспечению смачиваемости разделительных мембран может быть обработка кислородной плазмой. Например, разделители можно обрабатывать от 1 до 5 минут 100% кислородной плазмой в широком диапазоне настроек мощности и расхода кислорода. Хотя этот подход может улучшить смачиваемость на некоторое время, известно, что модификации поверхностей плазмой обеспечивают лишь временный эффект, который не может длиться достаточно долго для надежного смачивания растворов электролита. Другой подход к улучшению смачиваемости разделительных мембран может заключаться в обработке поверхности путем встраивания в мембрану подходящего поверхностно-активного вещества. В некоторых случаях поверхностно-активное вещество можно применять в сочетании с гидрофильным полимерным покрытием, которое остается внутри пор разделительной мембраны.
Другой подход к обеспечению стойкости гидрофильности, обеспеченной обработкой кислородной плазмой, может заключаться в последующей обработке подходящим гидрофильным органосиланом. Таким образом, кислородную плазму можно применять для активации и обеспечения функциональных групп по всей площади поверхности микропористого разделителя. Затем органосилан может ковалентно привязаться и/или нековалентно приклеиться к поверхности, обработанной плазмой. В примерах, где применяется органосилан, характерная пористость микропористого разделителя может и не претерпеть заметных изменений; однослойное покрытие поверхности также может быть возможным и желательным. Известные в области способы встраивания поверхностно-активных веществ в сочетании с полимерными покрытиями могут требовать строгого контроля над фактическим объемом покрытия, нанесенного на мембрану, и могут проявлять технологическую нестабильность. В крайних случаях поры разделителя могут закупориться, таким образом негативно воздействуя на функциональность разделителя во время эксплуатации электрохимического элемента. Примером органосилана, подходящего для настоящего изобретения, может быть (3-аминопропил)триэтоксисилан. Специалистам в данной области могут быть известны и другие гидрофильные органосиланы, которые можно применять без ограничений.
Другой способ обеспечения смачиваемости разделительных мембран водными электролитами может заключаться во встраивании подходящего поверхностно-активного вещества в состав электролита. Одним соображением при выборе поверхностно-активного вещества для обеспечения смачиваемости разделительных мембран может быть воздействие, которое поверхностно-активное вещество может оказывать на активность одного или более электродов внутри электрохимического элемента, например, за счет повышения полного электрического сопротивления элемента. В некоторых случаях поверхностно-активные вещества могут иметь преимущественные антикоррозионные свойства, особенно в случае присутствия цинковых анодов в водных электролитах. Известно, что цинк может быть примером материала, который медленно взаимодействует с водой с выделением газообразного водорода, что может быть нежелательно. Специалистам в данной области может быть известен ряд поверхностно-активных веществ, ограничивающих скорость указанного взаимодействия до преимущественных уровней. В других случаях поверхностно-активное вещество может так сильно взаимодействовать с поверхностью цинковых электродов, что функционирование батареи может быть затруднено. Следовательно, выбору соответствующих типов поверхностно-активных веществ и уровней их загрузки следует уделять особое внимание, чтобы обеспечить смачиваемость разделителя без неблагоприятного воздействия на электрохимические показатели элемента. В некоторых случаях можно применять множество поверхностно-активных веществ, при этом одни придают смачиваемость разделительной мембране, а другие усиливают антикоррозийные свойства цинкового анода. В одном примере гидрофильная обработка разделительной мембраны не проводится, но в состав электролита добавляют одно или множество поверхностно-активных веществ в количестве, достаточном для обеспечения смачиваемости разделительной мембраны.
Отдельные сепараторы могут быть внедрены в трубчатую микробатарею путем непосредственного помещения в часть одной из сторон трубчатого узла.
Полимеризованные разделители элементов батареи
В некоторых конфигурациях батарей применение отдельного разделителя (как описано в предыдущем разделе) может быть исключено ввиду разных причин, таких как стоимость, доступность материалов, качество материалов или сложность обработки некоторых вариантов материалов, в качестве примеров, не имеющих ограничительного характера.
Способ получения однородного, механически надежного и сформированного на месте разделителя может заключаться в применении УФ-отверждаемых гидрогелевых составов. В разных отраслях, например в отрасли производства контактных линз, известны многие водопроницаемые гидрогелевые составы. Примером гидрогеля, широко применяемого в отрасли производства контактных линз, может быть сшитый гель поли-(гидроксиэтилметакрилата), или просто pHEMA. Для множества сфер применения настоящего изобретения pHEMA обладает многими привлекательными свойствами для применения в батареях Лекланше или углеродно-цинковых батареях. Как правило, содержание влаги геля pHEMA в гидратированном состоянии составляет приблизительно 30-40 процентов, а модуль упругости - приблизительно 0,7 МПа (около 100 фунтов/кв. дюйм) или более. Кроме того, специалисты в данной области могут регулировать содержание влаги и модуль упругости сшитых гидрогелей путем встраивания дополнительных гидрофильных мономерных (например, метакриловая кислота) или полимерных (например, поливинилпирролидон) компонентов. Таким образом, влагосодержание и, более конкретно, ионную проницаемость гидрогеля можно регулировать за счет изменения состава.
В некоторых примерах особым преимуществом является то, что пригодный к литью и полимеризации состав гидрогеля может содержать один или более разбавителей для ускорения обработки. Летучесть разбавителя выбирают так, чтобы пригодную к литью смесь можно было продавить в полость, а затем дать достаточно времени на сушку для удаления компонента летучего растворителя. После сушки можно инициировать объемную фотополимеризацию путем воздействия актиничным излучением с соответствующей длиной волны, таким как синее УФ-излучение с длиной волны 420 нм, для выбранного фотоинициатора, например CGI 819. С помощью летучего разбавителя можно обеспечить требуемую рабочую вязкость для облегчения формирования в полости равномерного слоя полимеризуемого материала. Летучий разбавитель также может обеспечить эффективное снижение поверхностного натяжения, особенно в случае, когда в состав встроены высокополярные мономеры. Другим аспектом, который может быть важным для получения равномерного слоя полимеризуемого материала в полости, может быть рабочая вязкость. Обычные реактивные мономеры с низкой молярной массой, как правило, обладают очень невысокой вязкостью, которая может составлять, как правило, лишь несколько сантипуаз. Для обеспечения эффективного контроля вязкости пригодного к литью и полимеризации материала разделителя можно выбрать для встраивания в его состав полимерный компонент с высокой молярной массой и с известной степенью совместимости с полимеризуемым материалом. Примеры полимеров с высокой молярной массой, которые могут подходить для встраивания в примеры составов, могут включать поливинилпирролидон и полиэтиленоксид.
В некоторых примерах пригодный к литью и полимеризации разделитель можно преимущественно поместить в сформированную полость, как описано выше. В альтернативных примерах полость может отсутствовать во время полимеризации. Вместо этого состав пригодного к литью и полимеризации разделителя можно нанести на подложку, содержащую электрод, например, из оцинкованной латуни, а затем подвергнуть актиничному излучению с применением фотомаски для избирательной полимеризации материала разделителя в заданных зонах. Непрореагировавший материал разделителя можно затем удалить путем воздействия соответствующих промывающих растворителей. В этих примерах материал разделителя может быть обозначен как фотоструктурируемый по шаблону разделитель.
Многокомпонентные составы разделителя
Разделитель, подходящий в соответствии с примерами настоящего изобретения, может обладать рядом свойств, которые могут быть важны для его функционирования. В некоторых примерах может быть желательно сформировать разделитель таким образом, чтобы создать физический барьер, такой, что слои с каждой стороны разделителя физически не будут контактировать друг с другом. Следовательно, слой может обладать важной характеристикой равномерной толщины, так как, хотя тонкий слой и может оказаться желательным по многим причинам, существенным может быть наличие слоя без пустот и зазоров. Кроме того, желательно, чтобы тонкий слой мог обладать высокой проницаемостью, чтобы обеспечивать свободное прохождение ионов. Кроме того, разделитель нуждается в оптимальном поглощении воды для оптимизации механических свойств разделителя. Таким образом, состав может содержать сшивающий компонент, гидрофильный полимерный компонент и компонент растворителя.
Сшивающее средство может представлять собой мономер с двумя или более полимеризуемыми двойными связями. Подходящие сшивающие средства могут представлять собой композиции с двумя или более полимеризуемыми функциональными группами. Примеры подходящих гидрофильных сшивающих веществ также могут включать соединения с одной или более полимеризуемыми функциональными группами, а также гидрофильными функциональными группами, такими как полиэфирная, амидная или гидроксильная группы. Конкретные примеры могут включать TEGDMA (тетраэтиленгликольдиметакрилат), TrEGDMA (триэтиленгликольдиметакрилат), этиленгликольдиметакрилат (ЭГДМА), этилендиамин, диметилакриламид, диметакрилат глицерина и их комбинации.
Количества сшивающего средства, которые могут применяться в некоторых примерах, могут изменяться в диапазоне, например, от приблизительно 0,000415 до приблизительно 0,0156 моля на 100 грамм реакционноспособных компонентов в реакционной смеси. Количество применяемого гидрофильного сшивающего средства может по существу составлять от приблизительно 0 до приблизительно 2% вес. и, например, от приблизительно 0,5 до приблизительно 2% вес. Могут быть желательны гидрофильные полимерные компоненты, способные повышать вязкость реакционной смеси и/или степень водородного связывания со слабореактивным гидрофильным мономером, такие как гидрофильные полимеры с высокой молекулярной массой.
Гидрофильные полимеры с высокой молекулярной массой обеспечивают улучшенную смачиваемость и в некоторых примерах могут улучшать смачиваемость разделителя настоящего изобретения. В некоторых не имеющих ограничительного характера примерах могут считать, что гидрофильные полимеры с высокой молекулярной массой представляют собой рецепторы водородной связи, которые в водных средах с водородными связями становятся таким образом фактически более гидрофильными. Отсутствие воды может способствовать встраиванию гидрофильного полимера в реакционную смесь. Кроме специально названных гидрофильных полимеров с высокой молекулярной массой можно ожидать, что любой полимер с высокой молекулярной массой может подходить для настоящего изобретения при условии, что при добавлении указанного полимера в пример силикон-гидрогелевого состава гидрофильный полимер: (a) не выделяется существенно в отдельную фазу из реакционной смеси; и (b) увеличивает смачиваемость полученного отвержденного полимера.
В некоторых примерах гидрофильный полимер с высокой молекулярной массой может быть растворим в разбавителе при температурах обработки. Производственные процессы, в которых используется вода или водорастворимые разбавители, такие как изопропиловый спирт (ИПС), могут быть предпочтительными примерами из-за своей простоты и невысокой стоимости. В этих примерах также могут быть предпочтительны гидрофильные полимеры с высокой молекулярной массой, которые растворяются в воде при рабочих температурах.
Примеры гидрофильных полимеров с высокой молекулярной массой включают, без ограничений, полиамиды, полилактоны, полиимиды, полилактамы и функционализированные полиамиды, полилактоны, полиимиды, полилактамы, такие как ПВП или его сополимеры, или альтернативно ДМА, функционализированный сополимеризацией ДМА с меньшим молярным количеством гидроксил-функционализированного мономера, такого как гидроксиэтилметакрилат (ГЭМА), с последующей реакцией гидроксильных групп полученного сополимера с материалами, содержащими радикальные полимеризуемые группы. Примеры гидрофильных полимеров с высокой молекулярной массой включают, без ограничений, поли-N-винилпирролидон, поли-N-винил-2-пиперидон, поли-N-винил-2-капролактам, поли-N-винил-3-метил-2-капролактам, поли-N-винил-3-метил-2-пиперидон, поли-N-винил-4-метил-2-пиперидон, поли-N-винил-4-метил-2-капролактам, поли-N-винил-3-этил-2-пирролидон и поли-N-винил-4,5-диметил-2-пирролидон, поливинилимидазол, поли-N--N-диметилакриламид, поливиниловый спирт, полиакриловую кислоту, полиэтиленоксид, поли-2-этилоксазолин, полисахариды гепарина, полисахариды, их смеси и сополимеры (включая блок-сополимеры или статистические, с разветвленной цепью, многоцепочечные, гребенчатые или звездообразные), где поли-N-винилпирролидон (ПВП) может представлять собой желательный пример, где ПВП добавляли в композицию гидрогеля с образованием взаимопроникающей полимерной сетки с низким уровнем поверхностного трения и низким уровнем дегидратации.
Также могут быть включены дополнительные компоненты или добавки, известные специалистам в данной области. Добавки могут включать, без ограничений, композиции с ультрафиолетовым поглощением, фотоинициаторы, такие как CGI 819, реакционноспособные краски, бактерицидные композиции, пигменты, фотохромные композиции, разделительные агенты, их комбинации и т. п.
Способ, связанный с сепараторами этих типов, также может включать в себя получение CGI 819; и затем смешивание с поливинилпирролидоном (ПВП), гидроксиэтилметакрилатом (ГЭМА), этиленгликольдиметакрилатом (ЭГДМА) и изопропиловым спиртом (ИПС); а затем отверждение полученной смеси с помощью источника тепла или воздействия фотонов. В некоторых примерах воздействие фотонов может происходить там, где энергия фотонов соответствует длине волны, возникающей в ультрафиолетовой части электромагнитного спектра. Настоящее изобретение включает другие способы инициирования полимеризации, которая по существу выполняется в реакциях полимеризации.
Соединения
Соединения могут позволять току течь к батарее и от батареи, находящейся в соединении с внешней цепью. Такие соединения могут взаимодействовать с окружающей средой внутри и за пределами батареи и могут пересекать границу или уплотнение между этими средами. Эти соединения можно рассматривать как дорожки, выполняющие соединения с внешней цепью, проходящие через уплотнение батареи и впоследствии соединяющиеся с токоотводами внутри батареи. Как таковые эти соединения могут иметь несколько требований. Находящиеся за пределами батареи соединения могут быть похожи на типичные дорожки печатной платы. Они могут быть припаяны или иным способом подключены к другим дорожкам. В примере, где батарея представляет собой физический элемент, отдельный от печатной платы, содержащей интегральную схему, соединения батареи могут позволять подключение к внешней схеме. Эта связь может быть образована с помощью припоя, электропроводной ленты, электропроводных чернил, или эпоксидного состава, или других средств. Для соединительных дорожек может потребоваться оставаться сохранными в условиях среды, находящейся за пределами батареи, например не ржаветь в присутствии кислорода.
Поскольку соединение проходит через уплотнение батареи, может быть чрезвычайно важно, чтобы соединение было совместимо с материалом уплотнения и обеспечивало герметичность. Адгезия может потребоваться между уплотнением и взаимным соединением в дополнение к адгезии, которая может потребоваться между уплотнением и изолирующей оболочкой батареи. При наличии электролита и других материалов внутри батареи может потребоваться поддержание целостности уплотнения. Соединения, которые, как правило, могут быть металлическими, могут быть известны как точки разрушения в изолирующей оболочке батареи. Электрический потенциал и/или течение тока могут усиливать тенденцию «просачивания» электролита вдоль соединения. Соответственно, для соединения может потребоваться проектирование, поддерживающее целостность уплотнения.
Внутри батареи соединения могут взаимодействовать с токоотводами или могут сами формировать токоотводы. В связи с этим для соединений может требоваться удовлетворять описанным в настоящем документе требованиям к токоотводам, либо может требоваться образовывать электрическое подключение к таким токоотводам.
Один класс потенциальных соединений и токоотводов представляет собой металлическую фольгу. Доступна такая фольга, имеющая толщину 25 мкм или менее, что делает ее приемлемой для очень тонких батарей. Такую фольгу также можно найти с низкими уровнями шероховатости и загрязнения поверхности (два фактора, которые могут быть критичными для рабочих характеристик батареи). Фольга может включать в себя цинк, никель, латунь, медь, титан, другие металлы и различные сплавы.
Токоотводы и электроды
Предполагается, что многие из конфигураций токоотвода и электрода образуют путем осаждения металлических пленок на боковую стенку или путем применения металлической проволоки в качестве подложек с образованием токоотводов и электродов. Их примеры были проиллюстрированы. Однако могут существовать некоторые конфигурации, в которых применяют другие конфигурации токоотвода и электрода в трубчатом формате батареи.
В некоторых примерах углеродно-цинковых элементов и элементов Лекланше катодный токоотвод может представлять собой спеченный углеродный стержень. Материал этого типа может представлять техническую трудность для тонких электрохимических элементов настоящего изобретения. В некоторых примерах в тонких электрохимических элементах для катодного токоотвода вместо спеченного углеродного стержня можно применять печатные углеродные чернила, и в этих примерах полученное устройство может быть образовано без существенного ухудшения полученного электрохимического элемента. Как правило, указанные углеродные чернила можно наносить непосредственно на изолирующие материалы, которые могут содержать пленки полимера или в некоторых случаях металлическую фольгу. В примерах, в которых изолирующая пленка может представлять собой металлическую фольгу, от углеродных чернил может требоваться защищать нижележащую металлическую фольгу от химического разрушения и/или коррозии под действием электролита. Кроме того, в этих примерах от токоотвода, содержащего углеродные чернила, может требоваться обеспечивать электропроводность изнутри электрохимического элемента за пределы электрохимического элемента, обеспечивая герметичность вокруг углеродных чернил или сквозь них.
Углеродные чернила также можно наносить слоями, которые имеют предельную и относительно небольшую толщину, например от 10 до 20 мкм. В конфигурации тонкого электрохимического элемента, в котором общая внутренняя толщина изолирующей оболочки может составлять всего от около 100 до 150 мкм, толщина слоя углеродных чернил может составлять существенную долю от общего внутреннего объема электрохимического элемента, таким образом негативно влияя на электрические характеристики элемента. Дополнительно малая толщина батареи в целом и токоотвода в частности может подразумевать небольшую площадь поперечного сечения токоотвода. Поскольку сопротивление дорожки возрастает с длиной дорожки и уменьшается с увеличением площади поперечного сечения, сопротивление токоотвода может напрямую зависеть от его толщины. Объемное удельное сопротивление углеродных чернил может быть недостаточным для удовлетворения требований к сопротивлению тонких батарей. Также считается, что добавление к чернилам серебра или других электропроводных металлов может понизить сопротивление и/или толщину слоя, но эти металлы могут привнести новые проблемы, такие как несовместимость с новыми электролитами. Учитывая эти факторы, в некоторых примерах может быть желательным создание высокоэффективных тонких электрохимических элементов настоящего изобретения за счет использования в качестве токоотвода тонкой металлической фольги или нанесения тонкой металлической пленки на нижележащий изолирующий слой полимера для функционирования в качестве токоотвода. Такая металлическая фольга может иметь значительно более низкое сопротивление, таким образом позволяя ей удовлетворять требованиям к электрическому сопротивлению при намного меньшей толщине, чем печатные углеродные чернила.
В некоторых примерах одна или более трубчатых форм могут быть применены в качестве подложки для электродов и токоотводов или только в качестве токоотводов. В некоторых примерах металлы трубчатой формы могут содержать осажденные на их поверхности покрытия. Например, металлические трубчатые элементы могут служить в качестве подложки для напыляемого металла токоотвода или металлических наложений. Примеры металлических наложений, используемых в качестве катодных токоотводов, могут представлять собой слои адгезива титана-вольфрама (Ti-W) и проводящие слои титана (Ti). Примерами металлических наложений, используемых в качестве анодных токоотводов, могут быть слои адгезива Ti-W, проводящие слои золота (Au) и слои нанесения индия (In). Полная толщина слоев PVD может составлять менее 500 нм. Если применяется множество слоев металлов, может быть необходима совместимость электрохимических и защитных свойств с батареей. Например, на зародышевый слой можно способом электролитического осаждения нанести медь для создания толстого проводящего слоя. На медь можно наносить дополнительные слои. Однако медь может быть электрохимически несовместимой с некоторыми электролитами, особенно при наличии цинка. Соответственно, при применении меди в качестве слоя в батарее может потребоваться в достаточной степени изолировать ее от электролита батареи. В альтернативном варианте осуществления медь можно исключить или заменить другим металлом.
Кроме того, для формирования токоотводов и/или подложек для электродов могут применять провода, изготовленные из множества материалов. В некоторых примерах металлический проводник может проходить в изолирующий материал, например стекло или керамику, для обеспечения изолированного электрического контакта токоотвода. В некоторых примерах провод может быть изготовлен из титана. В других примерах могут быть применены другие основные металлы, в том числе, среди прочих, алюминий, вольфрам, медь, золото, серебро, платина, и они могут иметь нанесенные поверхностные пленки.
Катодные смеси и осаждение
Может существовать множество разных вариантов химического состава катодных смесей, которые могут соответствовать концепциям настоящего изобретения. В некоторых примерах катодная смесь (термин «катодная смесь» может означать химический состав, применяемый для образования катода батареи) может применяться в виде пасты, геля, суспензии или взвеси и может содержать оксид переходного металла, например диоксид марганца, определенную форму электропроводной добавки, например определенную форму электропроводного порошка, такого как углеродная сажа или графит, а также растворимый в воде полимер, например поливинилпирролидон (ПВП), либо некоторые другие связующие добавки. В некоторых примерах могут быть включены другие компоненты, такие как одно или более связующих веществ, электролитические соли, ингибиторы коррозии, вода или другие растворители, поверхностно-активные вещества, реологические модификаторы и другие электропроводные добавки, такие как электропроводные полимеры. Катодная смесь, надлежащим образом составленная и смешанная, может иметь желательные реологические свойства, которые позволяют либо дозировать ее на определенные участки сепаратора и/или катодного токоотвода, либо аналогичным образом продавливать ее через сетку или трафарет. В некоторых примерах катодную смесь можно высушивать перед применением в более поздних этапах сборки гальванического элемента, в то время как в других примерах катод может содержать некоторые или все компоненты электролита и может только частично высушиваться до выбранного содержания влаги.
Оксид переходного металла может, например, представлять собой диоксид марганца. Диоксид марганца, который можно применять в катодной смеси, например, может представлять собой электролитический диоксид марганца (EMD) из-за благоприятной дополнительной специальной подачи энергии, которую обеспечивает этот тип диоксида марганца по сравнению с другими формами, такими как природный диоксид марганца (NMD) или химический диоксид марганца (CMD). Кроме того, для EMD, используемого для батарей настоящего изобретения, может требоваться размер частиц и распределение частиц по размеру, которые могут быть благоприятными для изготовления паст/суспензий катодной смеси, пригодных для осаждения или печати. В частности, EMD можно обработать для удаления из него значительных крупных компонентов частиц, которые можно счесть крупными по сравнению с другими элементами, такими как внутренние размеры батареи, толщина сепаратора, диаметры наконечников дозатора, размеры отверстий трафарета или размеры ячеек сетки. Можно также оптимизировать размеры частиц, чтобы улучшить рабочие характеристики батареи, например внутреннее полное сопротивление и разрядную емкость.
Помол представляет собой измельчение твердых материалов с получением из частиц среднего размера частиц меньшего размера, чем средний, с помощью дробления, толчения, нарезания, вибраций или других способов. Помол можно также использовать для освобождения используемых материалов из материалов матрицы, в которые они могут быть включены, и для концентрирования минеральных веществ. Мельница представляет собой устройство, которое разбивает твердые материалы на части меньшего размера путем толчения, дробления или нарезания. Может быть несколько средств для помола и много типов материалов, обрабатываемых такими средствами. Такие средства для помола могут включать в себя, среди прочих альтернативных вариантов для помола, шаровую мельницу, бисерную мельницу, ступку и пестик, роликовый пресс, струйную мельницу. Один пример помола может представлять собой помол в струйной мельнице. После помола меняется состояние твердого вещества, например размер частиц, расположение частиц по размеру и форма частиц. Возможно использование способа помола заполнителя для удаления или отделения загрязнений или влаги из заполнителя для получения «сухого заполнения» перед транспортировкой или структурной засыпкой. В некотором оборудовании возможна комбинация разных способов сортировки твердого материала в смесь твердых частиц, размер которых ограничен минимальным и максимальным размером частиц. Такая обработка называется «сортировкой».
Помол может быть одним аспектом производства катодной смеси для единообразного распределения размеров частиц компонентов катодной смеси. Единообразие размера частиц в катодной смеси может способствовать достижению требуемой вязкости, реологических свойств, электропроводности и других свойств катода. Помол может способствовать достижению таких свойств путем контроля агломерирования или накопления массы компонентов катодной смеси. Агломерация - группировка разных элементов, которые в случае катодной смеси могут являться аллотропами углерода и окисями переходных металлов, - может отрицательно сказаться на процессе заполнения, оставляя пустоты в желаемой полости катода, как показано на Фиг. 11.
Еще одним важным этапом удаления агломерированных или нежелательных частиц является фильтрация. Нежелательные частицы могут включать частицы слишком большого размера, загрязнения или другие частицы, не включенные в явной форме в способ изготовления. Фильтрацию можно выполнять с помощью таких способов, как, например, фильтрация фильтровальной бумагой, вакуумная фильтрация, хроматография, микрофильтрация и другие способы фильтрации.
В некоторых примерах EMD может иметь средний размер частиц 7 мкм с содержанием крупных частиц, которые могут содержать частицы вплоть до около 70 мкм. В альтернативных примерах EMD можно просеивать, дополнительно размалывать или иным образом отделять или обрабатывать с целью ограничения содержания крупных частиц до уровня ниже определенного порога, например, 25 микрон или ниже.
Кроме того, катод может содержать оксиды серебра, хлориды серебра или оксигидроксид никеля. Такие материалы могут обеспечить повышенную емкость и меньшее снижение напряжения с нагрузкой во время разрядки по сравнению с диоксидом марганца, причем оба эти свойства являются желательными для батареи. Батареи на основе этих катодов уже могут иметь примеры применения в отрасли и в литературе. Новая микробатарея с использованием диоксида серебра в составе катода может включать в себя биосовместимый электролит, например электролит, содержащий вместо гидроксида калия хлорид цинка и/или хлорид аммония.
Некоторые примеры катодной смеси могут включать полимерное связующее вещество. Связующее вещество может выполнять ряд функций в катодной смеси. Основной функцией связующего вещества может быть создание достаточной электрической сети между частицами EMD и частицами углерода. Второй функцией связующего вещества может быть усиление механической адгезии и электрического контакта с катодным токоотводом. Третьей функцией связующего вещества может быть влияние на реологические свойства катодной смеси для ее преимущественного дозирования и/или нанесения через трафарет/сетку. Наконец, четвертой функцией связующего вещества может быть ускорение поглощения и распределения электролита внутри катода.
Выбор связующего полимера, а также объема его применения может быть эффективным для функционирования катода в электрохимическом элементе настоящего изобретения. Если связующий полимер обладает повышенной растворимостью в применяемом электролите, это будет препятствовать выполнению основной функции связующего вещества - обеспечению непрерывного электрического контакта - вплоть до полной потери работоспособности гальванического элемента. Напротив, если связующий полимер нерастворим в применяемом электролите, участки EMD могут оказаться ионно изолированными от электролита, что приведет к ухудшению рабочих характеристик гальванического элемента, такому как снижение емкости, уменьшение напряжения при разомкнутой цепи и/или увеличение внутреннего сопротивления.
Связующее вещество может быть гидрофобным; оно также может быть гидрофильным. Примеры связующих полимеров, подходящих для настоящего изобретения, содержат, среди прочих, ПВП, полиизобутилен (ПИБ), резиноподобные триблок-сополимеры, содержащие стирольные конечные блоки, например, блоки, производимые компанией Kraton Polymers, стирол-бутадиеновые блок-сополимерные латексы, полиакриловую кислоту, гидроксиэтилцеллюлозу, карбоксиметилцеллюлозу, твердые фторуглеродные вещества, например политетрафторэтилен, цементы, включая портландцемент.
Одним из компонентов катодной смеси может быть растворитель. Растворитель может использоваться для увлажнения катодной смеси, что может способствовать распределению частиц в смеси. Один пример растворителя может представлять собой толуол. Также для увлажнения и, таким образом, распределения катодной смеси может использоваться поверхностно-активное вещество. Один пример поверхностно-активного вещества может представлять собой детергент, такой как Triton™ QS-44, который можно приобрести в компании Dow Chemical Company. Triton™ QS-44 может способствовать разделению агрегированных ингредиентов катодной смеси, обеспечивая более равномерное распределение ингредиентов катодной смеси.
При производстве катода, как правило, может использоваться электропроводный углерод. Углерод способен образовывать большое количество аллотропных или различных структурных модификаций. Разные аллотропные модификации углерода обладают разными физическими свойствами, что приводит к вариациям электропроводности. Например, «упругость» углеродной сажи может способствовать приклеиванию катодной смеси к токоотводу. Однако в элементах энергоснабжения, требующих относительно низких количеств энергии, такие вариации электропроводности могут быть менее важны, чем другие благоприятные свойства, например, среди прочего, плотность, размер частиц, теплопроводность и относительная однородность. Примеры аллотропных модификаций углерода включают алмаз, графит, графен, аморфный углерод (который неофициально называют углеродной сажей), бакминстерфуллерены, стекловидный углерод (также называемый стеклоуглеродом), углеродные аэрогели и другие возможные формы углерода, способные проводить электричество. Один пример аллотропной модификации углерода может представлять собой графит.
В некоторых примерах катод может быть осажден на стенку трубки или катодного токоотвода в виде проволоки. В некоторых примерах стенки трубки и проволока могут быть металлическими и могут содержать химические составляющие катода, например электроосажденный на них диоксид марганца. В других примерах покрытия из электролитического диоксида марганца могут быть образованы на катодных токоотводах.
Аноды и ингибиторы анодной коррозии
Анод для трубчатой батареи настоящего изобретения может, например, содержать цинк. В традиционных цинково-углеродных батареях цинковый анод может принимать форму банки, в которой может удерживаться содержимое электрохимического элемента. Для батареи настоящего изобретения примером может быть цинковая банка, но существуют и другие физические формы цинка, которые могут обеспечить желательные для реализации конфигурации сверхмалых батарей.
Можно найти примеры применения нанесения цинка способом электролитического осаждения во многих отраслях, например для защитных и декоративных покрытий металлических частей. В некоторых примерах электролитическое осаждение цинка может применяться для образования тонких анодов нестандартной формы, используемых в батареях настоящего изобретения. Кроме того, в процессе нанесения слоя цинка способом электролитического осаждения его можно нанести с формированием узора во множестве различных заданных конфигураций. Простым способом нанесения электролитически осаждаемого цинка с формированием узора может быть обработка с применением фотомаски или физической маски. В случае фотомаски фоторезист можно нанести на электропроводную подложку, причем на подложку впоследствии можно наносить цинк. Требуемый узор нанесения можно впоследствии перенести на фоторезист посредством фотомаски, таким образом вызывая полимеризацию выбранных областей фоторезиста. Неполимеризованный фоторезист можно впоследствии удалить соответствующими методиками растворения и очистки. В результате можно получить узорные области электропроводного материала, которые можно обрабатывать цинком способом электролитического осаждения. Несмотря на то, что этот способ может обеспечить преимущество для формы или конфигурации наносимого цинка, этот подход может потребовать применения имеющихся фотоструктурируемых по узору материалов, которые могут иметь ограниченные свойства для общей конструкции изолирующей оболочки гальванического элемента. Следовательно, для реализации некоторых конфигураций тонких микробатарей настоящего изобретения могут потребоваться новые способы формирования узора цинка.
После размещения цинковой маски можно выполнить электролитическое осаждение одного или более металлических материалов. В некоторых примерах цинк можно нанести путем электролитического осаждения непосредственно на электрохимически совместимую фольгу анодного токоотвода, такую как латунь. В альтернативных примерах конфигурации, в которых анодная сторона изолирующей оболочки содержит пленку полимера или многослойную пленку полимера, на которую нанесен зародышевый слой металла, цинк и/или растворы, используемые для нанесения цинка, могут быть химически несовместимы с нижележащим зародышевым слоем металла. Проявления недостаточной совместимости могут включать растрескивание пленки, коррозию и/или усиленное выделение H2 при контакте с электролитом гальванического элемента. В таком случае для обеспечения общей химической совместимости в системе на зародышевый металл можно нанести дополнительные металлы. Одним металлом, который может быть пригодным для конструкций электрохимического элемента, может быть индий. Индий можно широко применять в качестве легирующего агента в цинке для батареи, причем его основной функцией является обеспечение антикоррозионного свойства цинка в присутствии электролита. В некоторых примерах индий можно успешно осаждать на различные зародышевые слои металлов, таких как Ti-W или Au. Образующиеся на указанных зародышевых слоях металла пленки индия толщиной 1-3 мкм могут иметь низкое напряжение и хорошую адгезивность. Таким образом достигается совместимость и устойчивость изолирующей пленки со стороны анода и прикрепленного к ней токоотвода, имеющего слой индия сверху. В некоторых примерах можно осаждать цинк на обработанную индием поверхность, причем полученный нанесенный слой может быть очень неоднородным и зернистым. Такой эффект может проявляться при низких плотностях тока, например, 215 ампер на квадратный метр (20 ампер на квадратный фут (А/кв. фут)). Под микроскопом видно, что зерна цинка образуются на нижележащем ровном нанесенном слое индия. В некоторых конфигурациях электрохимического элемента вертикальный зазор для анодного слоя цинка может составлять до около 5-10 мкм в толщину, но в некоторых примерах для осаждения цинка можно использовать более низкие плотности тока, и полученные зернистые неровности могут превышать по высоте желаемую максимальную вертикальную толщину для анода. Зернистые неровности цинка могут являться результатом комбинации высокого электрического перенапряжения индия и наличия оксидного слоя индия.
В некоторых примерах относительно большие зернистые узоры цинка на поверхностях индия можно преодолеть за счет увеличения плотности постоянного тока в процессе электролитического осаждения. Например, плотность тока 1076 Ампер на квадратный метр (100 А/кв. фут) в условиях электролитического осаждения может привести к зернистости цинка, но размер зерен цинка может быть значительно снижен по сравнению с плотностью тока 215 Ампер на квадратный метр (20 А/кв. фут) в условиях осаждения. Кроме того, число зерен может значительно возрасти при плотности тока 1076 Ампер на квадратный метр (100 А/кв. фут) в условиях осаждения. Полученная пленка цинка может, в конце концов, склеиться в более или менее равномерный слой лишь с некоторыми остаточными элементами зернистости, соблюдая при этом вертикальный зазор около 5-10 мкм.
Дополнительным преимуществом индия в электрохимическом элементе может быть пониженное выделение образованного H2, которое может представлять собой медленный процесс, происходящий в водных электрохимических элементах, содержащих цинк. Индий может быть предпочтительно нанесен на один или более анодных токоотводов, на сам анод в качестве соосажденного легирующего компонента или в качестве поверхностного покрытия на электролитически осажденный цинк. В последнем случае поверхностные покрытия из индия может быть желательно наносить на месте с помощью добавки к электролиту, такой как трихлорид индия или ацетат индия. При введении таких добавок в электролит в небольших концентрациях индий может спонтанно осаждаться на открытые цинковые поверхности, а также на участки открытого анодного токоотвода.
Цинковые и аналогичные аноды, обычно применяемые в доступных в продаже первичных батареях, как правило, доступны в форме листов, стержней и пасты. Анод миниатюрной биосовместимой батареи может иметь аналогичную форму, например, тонкой фольги, или может быть осажден, как описано выше. Свойства этого анода могут существенно отличаться от свойств анодов существующих батарей, например, вследствие различий в примесях или обработке поверхности, связанных с процессами механической обработки и электролитического осаждения. Соответственно, электроды и электролит могут потребовать специального проектирования, чтобы удовлетворить требования к емкости, полному сопротивлению и сроку хранения. Например, для оптимизации рабочих характеристик электрода могут потребоваться специальные параметры способа электролитического осаждения, композиция электролитической ванны, обработка поверхности и композиция электролита.
Аспекты биосовместимости батарей
Батареи согласно настоящему изобретению могут иметь важные аспекты, касающиеся безопасности и биосовместимости. В некоторых примерах батареи для биомедицинских устройств должны удовлетворять требованиям, выходящим за рамки типовых сценариев применения. В некоторых примерах могут учитываться аспекты конфигурации, касающиеся случаев нагрузки. Например, может потребоваться учесть безопасность электронной контактной линзы для случаев, когда пользователь ломает линзу в процессе ее внедрения или извлечения. В другом примере аспекты конфигурации могут учитывать вероятность удара пользователя посторонним предметом в глаз. В дополнительных примерах условия нагрузки, которые можно учитывать при разработке параметров и ограничений конфигурации, могут относиться к вероятности ношения пользователем линз в неблагоприятных условиях окружающей среды, таких как окружающая среда под водой или окружающая среда на большой высоте, в качестве примеров, не имеющих ограничительного характера.
На безопасность такого устройства могут влиять: материалы, с применением которых или из которых изготовлено устройство; количество материалов, применяемых при изготовлении устройства; и изолирующая оболочка, наносимая для отделения устройств от окружающей среды на теле или внутри тела. В одном примере кардиостимуляторы могут быть типичным примером биомедицинского устройства, которое может включать батарею и которое может быть имплантировано пользователю на длительный период времени. В некоторых примерах такие кардиостимуляторы, как правило, могут быть заключены в инкапсулированные путем сварки титановые корпусы или в других примерах - множество слоев оболочки. Новые биомедицинские устройства с электропитанием могут представлять дополнительные сложности в том, что касается оболочки, особенно оболочки батарей. Эти новые устройства могут быть намного меньше существующих биомедицинских устройств, например, электронная контактная линза или камера-таблетка могут быть значительно меньше кардиостимулятора. В таких примерах объем и площадь, имеющиеся для оболочки, могут быть значительно сокращены. Преимуществом ограниченного объема может быть то, что количества материалов и химикатов могут быть настолько малы, что по своей природе ограничивают потенциал воздействия на пользователя до уровня ниже предела безопасности.
Подход на основе трубки, в частности, когда он включает в себя герметичные уплотнения, может служить средством для повышения биосовместимости. Каждый из компонентов трубки может представлять собой значительный барьер для проникновения и выхода материалов. Кроме того, с применением многих из описанных в настоящем документе способов герметичного уплотнения может быть образована батарея, которая обладает превосходной биосовместимостью.
Юбки контактной линзы
В некоторых примерах предпочтительный инкапсулирующий материал, который может формировать инкапсулирующий слой в биомедицинском устройстве, может включать в себя силиконсодержащий компонент. В примере этот инкапсулирующий слой может формировать линзовую юбку контактной линзы. Под термином «силиконсодержащий компонент» понимают компонент, который содержит по меньшей мере одно звено [-Si-O-] в составе мономера, макромера или форполимера. Предпочтительно общее содержание Si и связанного с ним O в силиконсодержащем компоненте составляет более чем около 20% вес., более предпочтительно более чем 30% вес. от общей молекулярной массы силиконсодержащего компонента. Используемые силиконсодержащие компоненты предпочтительно содержат полимеризуемые функциональные группы, такие как акрилатная, метакрилатная, акриламидная, метакриламидная, виниловая, N-виниллактамовая, N-виниламидная и стириловая функциональные группы.
В некоторых примерах юбка офтальмологической линзы, также называемая инкапсулирующим вставку слоем, который окружает вставку, может быть выполнена из стандартных гидрогелевых составов для офтальмологической линзы. Примеры материалов с характеристиками, которые могут обеспечивать приемлемое сочетание с множеством материалов вставки, могут включать материалы семейства нарафилконов (включая нарафилкон A и нарафилкон B) и семейства этафилконов (включая этафилкон A). Ниже представлено более полное с технической точки зрения описание природы материалов, соответствующих уровню техники, описанному в настоящем документе. Специалисту в данной области будет понятно, что другие материалы, отличные от описанных ниже, также позволяют сформировать приемлемую оболочку или частичную оболочку для загерметизированных вставок и должны рассматриваться в соответствии с объемом формулы изобретения и в рамках данного объема.
Приемлемые силиконсодержащие компоненты включают соединения формулы I
где:
R1 независимо выбирают из одновалентных реакционноспособных групп, одновалентных алкильных групп или одновалентных арильных групп, причем любая из вышеупомянутых может дополнительно содержать функциональную группу, которую выбирают из гидроксильной, амино-, оксо-, карбоксильной, алкилкарбоксильной, алкоксильной, амидной, карбамидной, карбонатной, галогеновой групп или их комбинаций; а одновалентные силоксановые цепи содержат 1-100 повторяющихся звеньев Si-O и могут дополнительно содержать функциональную группу, которую выбирают из алкильной, гидроксильной, амино-, оксо-, карбоксильной, алкилкарбоксильной, алкоксильной, амидной, карбамидной, галогеновой групп или их комбинаций;
где b=0-500, причем считается, что если b отлично от 0, то по b имеется распределение, мода которого равна заявленному значению;
при этом по меньшей мере один R1 содержит одновалентную реакционноспособную группу, а в некоторых примерах от одного до 3 R1 содержат одновалентные реакционно-способные группы.
Используемый в настоящем документе термин «одновалентные реакционноспособные группы» относится к группам, способным к реакциям свободнорадикальной и/или катионной полимеризации. Характерные, но не имеющие ограничительного характера примеры свободнорадикальных реакционноспособных групп включают (мет)акрилаты, стирилы, винилы, виниловые эфиры, C1-6 алкил(мет)акрилаты, (мет)акриламиды, C1-6 алкил(мет)акриламиды, N-виниллактамы, N-виниламиды, C2-12 алкенилы, C2-12 алкенилфенилы, C2-12 алкенилнафтилы, C2-6 алкенилфенил-C1-6 алкилы, O-винилкарбаматы и O-винилкарбонаты. Не имеющие ограничительного характера примеры катионных реакционноспособных групп включают винилэфирные или эпоксидные группы, а также их смеси. В одном варианте осуществления свободнорадикальные реакционноспособные группы содержат (мет)акрилат, акрилокси, (мет)акриламид и их смеси.
Приемлемые одновалентные алкильные и арильные группы включают незамещенные одновалентные C1-C16 алкильные группы, C6-C14 арильные группы, такие как замещенные и незамещенные метил, этил, пропил, бутил, 2-гидроксипропил, пропоксипропил, полиэтиленоксипропил, их комбинации и т. п.
В одном примере b равно нулю, один R1 представляет собой одновалентную реакционноспособную группу и по меньшей мере 3 R1 выбирают из одновалентных алкильных групп, имеющих от одного до 16 атомов углерода, а в другом примере - из одновалентных алкильных групп, имеющих от одного до 6 атомов углерода. Не имеющие ограничительного характера примеры силиконсодержащих компонентов в данном варианте осуществления включают 2-метил-, 2-гидрокси-3-[3-[1,3,3,3-тетраметил-1-[(триметилсилил)окси]дисилоксанил]пропокси]пропиловый сложный эфир (SiGMA),
2-гидрокси-3-метакрилоксипропилоксипропил-трис (триметилсилокси)силан,
3-метакрилоксипропилтрис(триметилсилокси)силан (TRIS),
3-метакрилоксипропилбис(триметилсилокси)метилсилан и
3-метакрилоксипропилпентаметилдисилоксан.
В другом примере b составляет от 2 до 20, от 3 до 15 или, в некоторых примерах, от 3 до 10; по меньшей мере один концевой R1 содержит одновалентную реакционноспособную группу, а остальные группы R1 выбирают из одновалентных алкильных групп, имеющих от 1 до 16 атомов углерода, а в другом варианте осуществления - из одновалентных алкильных групп, имеющих от 1 до 6 атомов углерода. В еще одном варианте осуществления b составляет от 3 до 15, один концевой R1 содержит одновалентную реакционноспособную группу, другой концевой R1 содержит одновалентную алкильную группу, имеющую от 1 до 6 атомов углерода, а остальные R1 содержат одновалентные алкильные группы, имеющие от 1 до 3 атомов углерода. Не имеющие ограничительного характера примеры силиконсодержащих компонентов такого варианта осуществления включают полидиметилсилоксан (ММ 400-1000) с концевой моно-(2-гидрокси-3-метакрилоксипропил)-пропил эфирной группой (OH-mPDMS), полидиметилсилоксаны (ММ 800-1000) с концевыми моно-н-бутильными и концевыми монометакрилоксипропильными группами (mPDMS).
В другом примере b составляет от 5 до 400 или от 10 до 300, оба концевых R1 содержат одновалентные реакционноспособные группы, а остальные R1 независимо выбирают из одновалентных алкильных групп, имеющих от 1 до 18 атомов углерода, которые могут иметь эфирные связи между атомами углерода и могут дополнительно содержать галоген.
В одном примере, где желаемая линза представляет собой линзу из силиконового гидрогеля, линзу настоящего изобретения можно изготавливать из реакционноспособной смеси, содержащей по меньшей мере около 20 и предпочтительно в диапазоне от около 20 до 70% масс. силиконсодержащих компонентов в расчете на общую массу реакционноспособных компонентов мономерной смеси, из которой образуется полимер. В другом варианте осуществления от одного до четырех R1 содержат винилкарбонат или карбамат формулы:
Формула II
где: Y обозначает O-, S- или NH-;
R обозначает водород или метил; d равно 1, 2, 3 или 4; а q равно 0 или 1.
Силиконсодержащие винилкарбонатные или винилкарбаматные мономеры конкретно включают: 1,3-бис[4-(винилоксикарбонилокси)бут-1-ил]тетраметил-дисилоксан; 3-(винилоксикарбонилтио)пропил-[трис(триметилсилокси)силан]; 3-[трис(триметилсилокси)силил]пропилаллилкарбамат; 3-[трис(триметилсилокси)силил]пропилвинилкарбамат; триметилсилилэтилвинилкарбонат; триметилсилилметилвинилкарбонат и
Если необходимы биомедицинские устройства с модулем упругости менее около 200, только один R1 должен содержать одновалентную реакционноспособную группу и не более двух из остальных R1 групп могут содержать одновалентные силоксановые группы.
Другой класс силиконсодержащих компонентов включает полиуретановые макромеры следующих формул:
Формулы IV-VI
(*D*A*D*G)a *D*D*E1;
E(*D*G*D*A)a *D*G*D*E1; или
E(*D*A*D*G)a *D*A*D*E1,
где:
D обозначает алкильный бирадикал, алкилциклоалкильный бирадикал, циклоалкильный бирадикал, арильный бирадикал или алкиларильный бирадикал, имеющий от 6 до 30 атомов углерода,
G обозначает алкильный бирадикал, циклоалкильный бирадикал, алкилциклоалкильный бирадикал, арильный бирадикал или алкиларильный бирадикал, имеющий от 1 до 40 атомов углерода, который может содержать в основной цепи простые эфирные, тиоэфирные или аминовые связи;
* обозначает уретановую или уреидовую связь;
a равно по меньшей мере 1;
A означает двухвалентный полимерный радикал формулы:

Формула VII
R11 независимо обозначает алкильную или фтор-замещенную алкильную группу, имеющую от 1 до 10 атомов углерода, которая может иметь простые эфирные связи между атомами углерода; y равно по меньшей мере 1; а p обеспечивает массу функциональной группы от 400 до 10000; каждый из E и E1 независимо обозначает полимеризуемый ненасыщенный органический радикал, представленный формулой:
Формула VIII

где: R12 представляет собой водород или метил; R13 представляет собой водород, алкильный радикал, имеющий от 1 до 6 атомов углерода, или радикал -CO-Y-R15, в котором Y представляет собой -O-,Y-S- или -NH-; R14 представляет собой двухвалентный радикал, имеющий от 1 до 12 атомов углерода; X обозначает -CO- или -OCO-; Z обозначает -O- или -NH-; Ar обозначает ароматический радикал, имеющий от 6 до 30 атомов углерода; w равно от 0 до 6; x равно 0 или 1; y равно 0 или 1; и z равно 0 или 1.
Предпочтительно силиконсодержащий компонент представляет собой полиуретановый макромер, представленный следующей формулой:
Формула IX

в которой R16 представляет собой бирадикал диизоцианата после удаления изоцианатной группы, такой как бирадикал изофорондиизоцианата. Другим приемлемым силиконсодержащим макромером является соединение формулы X (в которой x+y представляет собой число в диапазоне от 10 до 30), образующееся при реакции фторэфира, полидиметилсилоксана с концевой гидроксильной группой, изофорондиизоцианата и изоцианатоэтилметакрилата.
Формула X
Другие силиконсодержащие компоненты, приемлемые для применения в этом изобретении, включают макромеры, содержащие полисилоксановые, полиалкиленэфирные, диизоцианатные, полифторуглеводородные, полифторэфирные и полисахаридные группы; полисилоксаны с полярной фторированной привитой или боковой группой, имеющей атом водорода, прикрепленный к концевому дифторзамещенному атому углерода; гидрофильные силоксанилметакрилаты, содержащие простые эфирные и силоксанильные связи, а также выполненные с возможностью поперечного сшивания мономеры, содержащие простые полиэфирные и полисилоксанильные группы. В некоторых примерах основная цепь полимера может иметь встроенные в нее цвиттерионы. Эти цвиттерионы могут демонстрировать заряды обеих полярностей вдоль полимерной цепи, когда материал находится в присутствии растворителя. Наличие цвиттерионов может улучшать смачиваемость полимеризованного материала. В некоторых примерах любые из представленных выше полисилоксанов также можно применять в настоящем изобретении в качестве инкапсулирующего слоя.
Биосовместимые батареи могут применяться в биосовместимых устройствах, таких как, например, имплантируемые электронные устройства, такие как кардиостимуляторы и микроустройства сбора энергии, электронные таблетки для контроля и/или тестирования биологической функции, хирургические устройства с активными компонентами, офтальмологические устройства, микронасосы, дефибрилляторы, стенты и т. п.
Описаны конкретные примеры для иллюстрации вариантов осуществления катодной смеси для применения в биосовместимых батареях. Эти примеры предназначены для указанных целей иллюстрации и ни в коей мере не призваны ограничивать объем формулы изобретения. Соответственно, описание призвано охватить все примеры, которые могут быть очевидны для специалистов в данной области.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая микробатарея | 2018 |
|
RU2683593C1 |
| ГИБКАЯ МИКРОБАТАРЕЯ | 2015 |
|
RU2677630C1 |
| БИОМЕДИЦИНСКИЕ ЭЛЕМЕНТЫ ЭЛЕКТРОСНАБЖЕНИЯ С ПОЛИМЕРНЫМИ ЭЛЕКТРОЛИТАМИ | 2016 |
|
RU2668419C2 |
| Биометрические элементы подачи питания с полимерными электролитами | 2017 |
|
RU2682795C1 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ БИОСОВМЕСТИМЫХ ЭЛЕМЕНТОВ ПИТАНИЯ ДЛЯ БИОМЕДИЦИНСКИХ УСТРОЙСТВ, СОДЕРЖАЩИХ МНОГОСЛОЙНЫЕ КОМПОЗИТЫ И ОСАЖДЕННЫЕ РАЗДЕЛИТЕЛИ | 2015 |
|
RU2670422C1 |
| БАТАРЕИ БИОМЕДИЦИНСКОГО УСТРОЙСТВА С ЭЛЕКТРООСАЖДЕННЫМИ КАТОДАМИ | 2017 |
|
RU2682482C1 |
| Двустворчатые батареи для биомедицинского устройства | 2017 |
|
RU2670597C9 |
| БИОЛОГИЧЕСКАЯ СОВМЕСТИМОСТЬ БИОМЕДИЦИНСКИХ ЭЛЕМЕНТОВ ПИТАНИЯ | 2015 |
|
RU2675591C2 |
| Батареи биомедицинских устройств трубчатой формы с химически осаждаемым уплотнением | 2017 |
|
RU2672572C1 |
| Составы электролита для применения в биосовместимых элементах питания | 2015 |
|
RU2684170C2 |
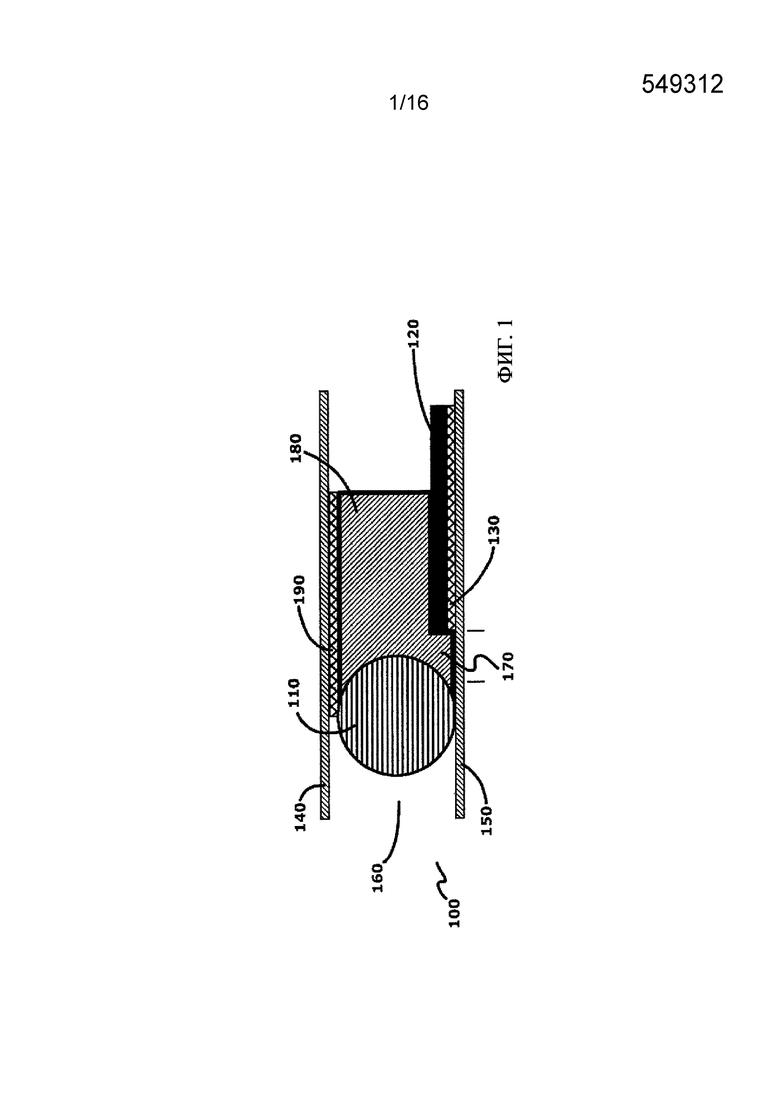
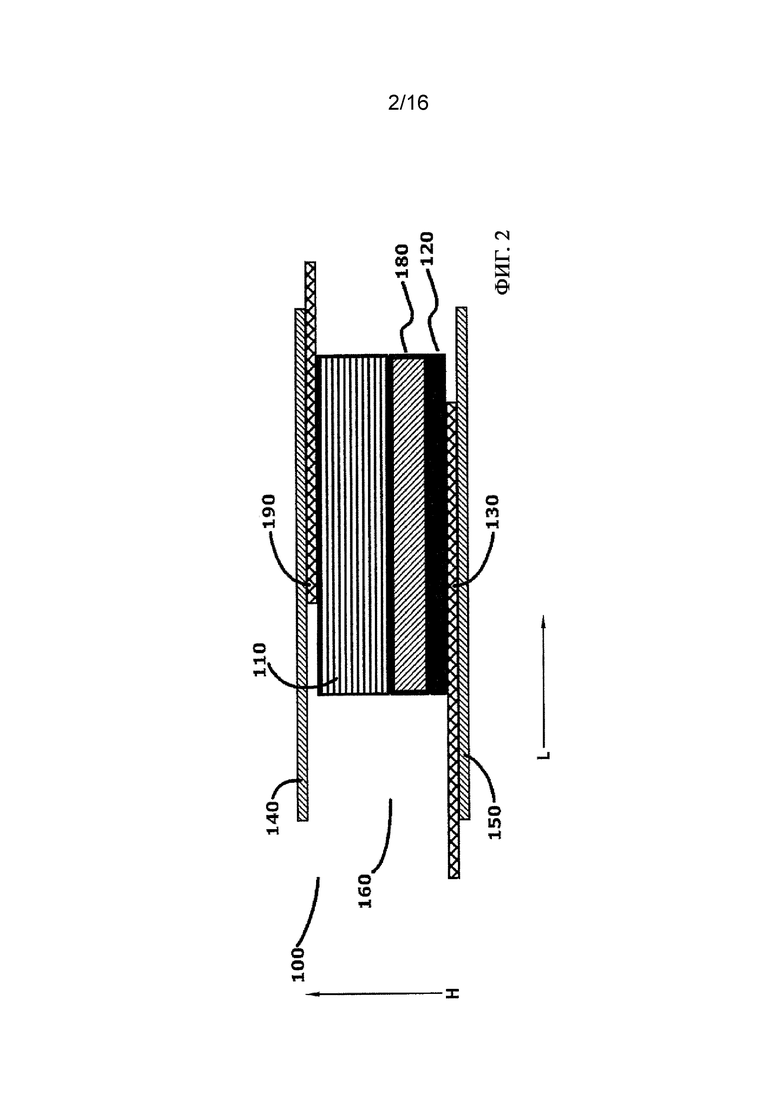
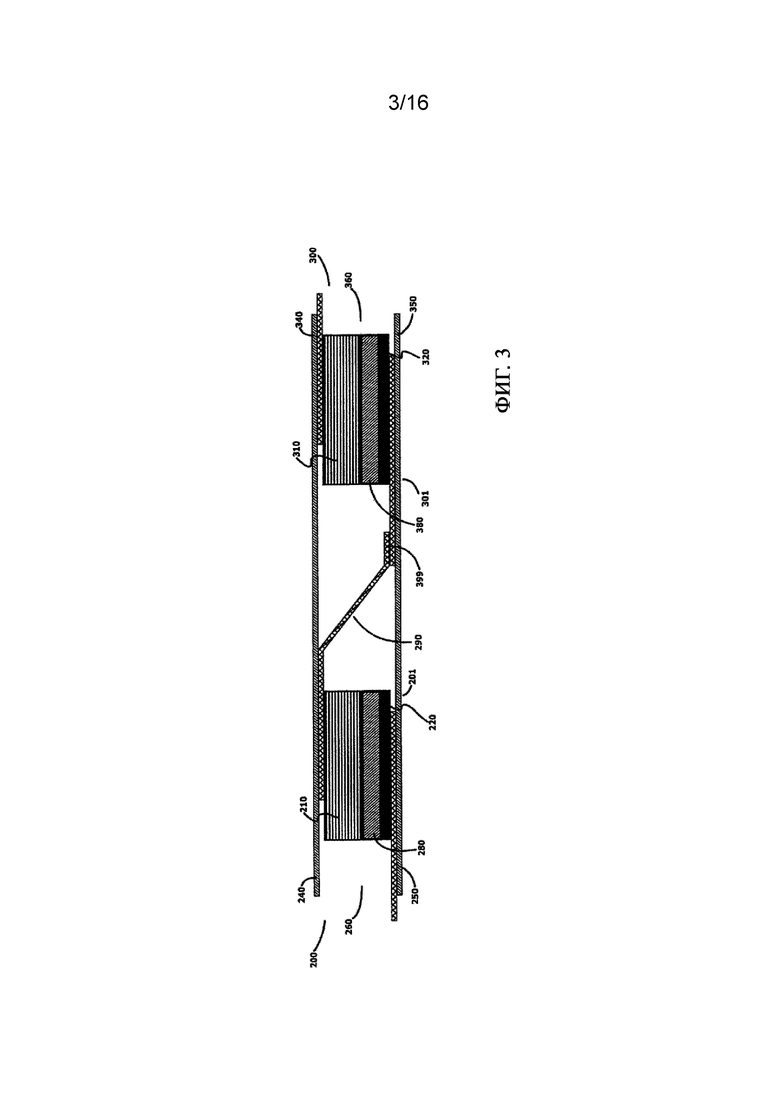

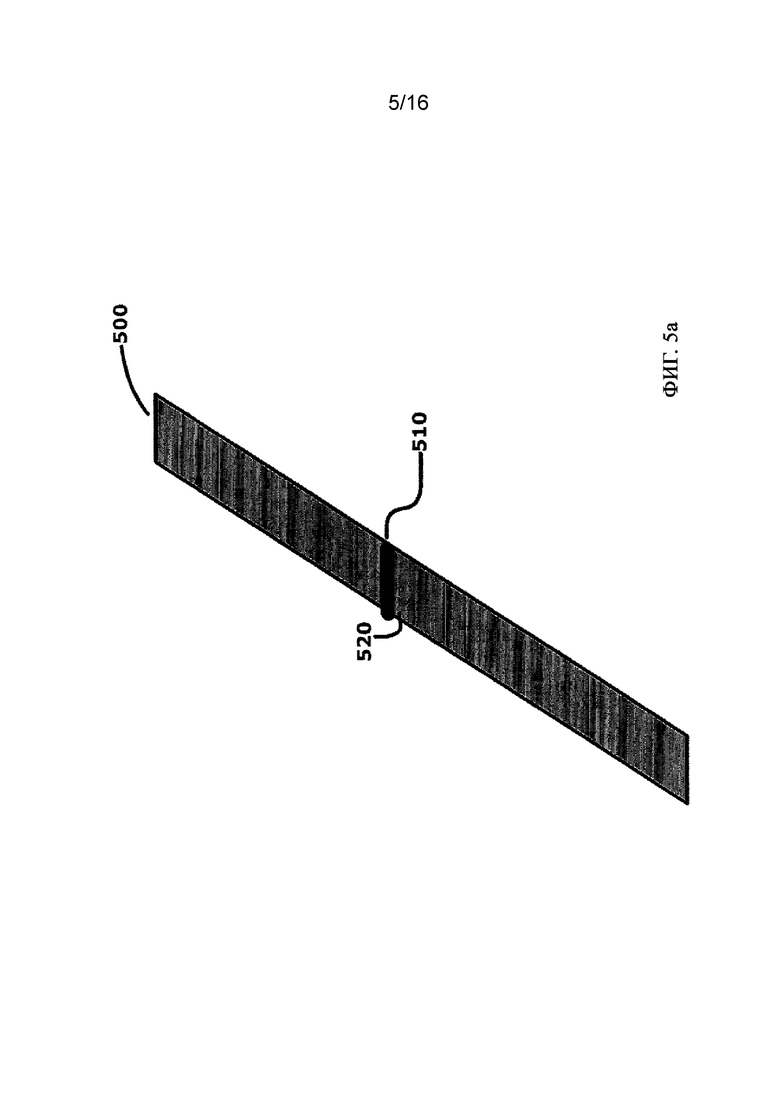
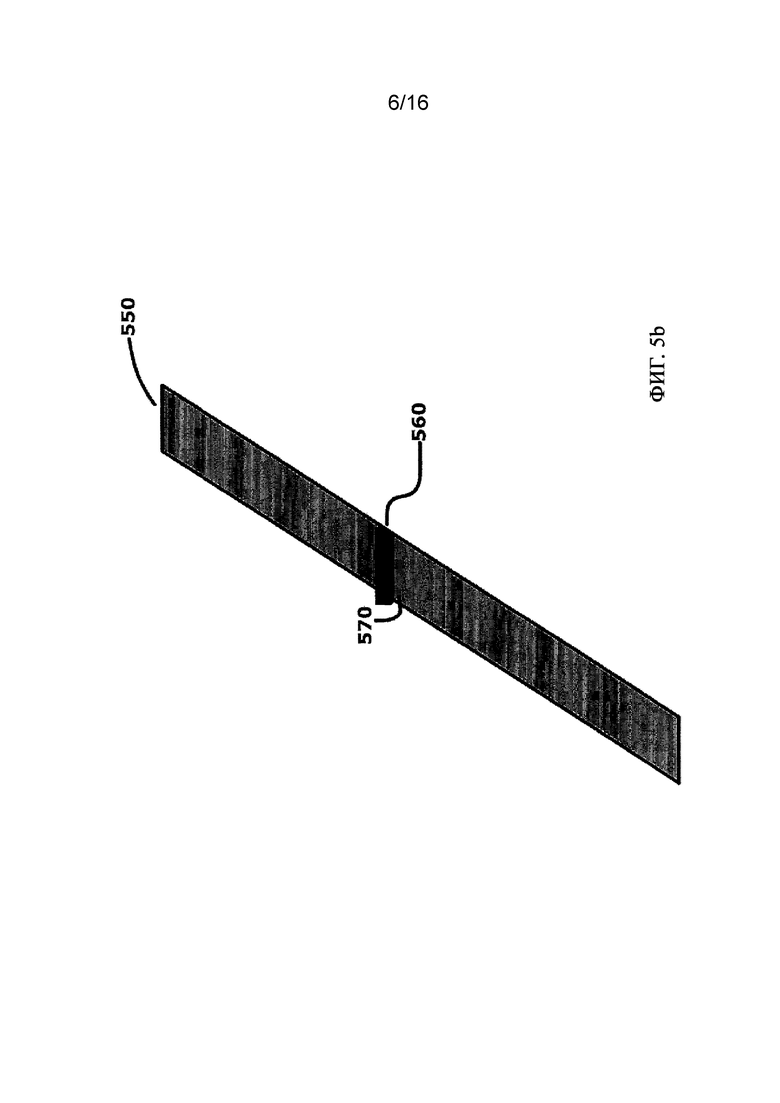

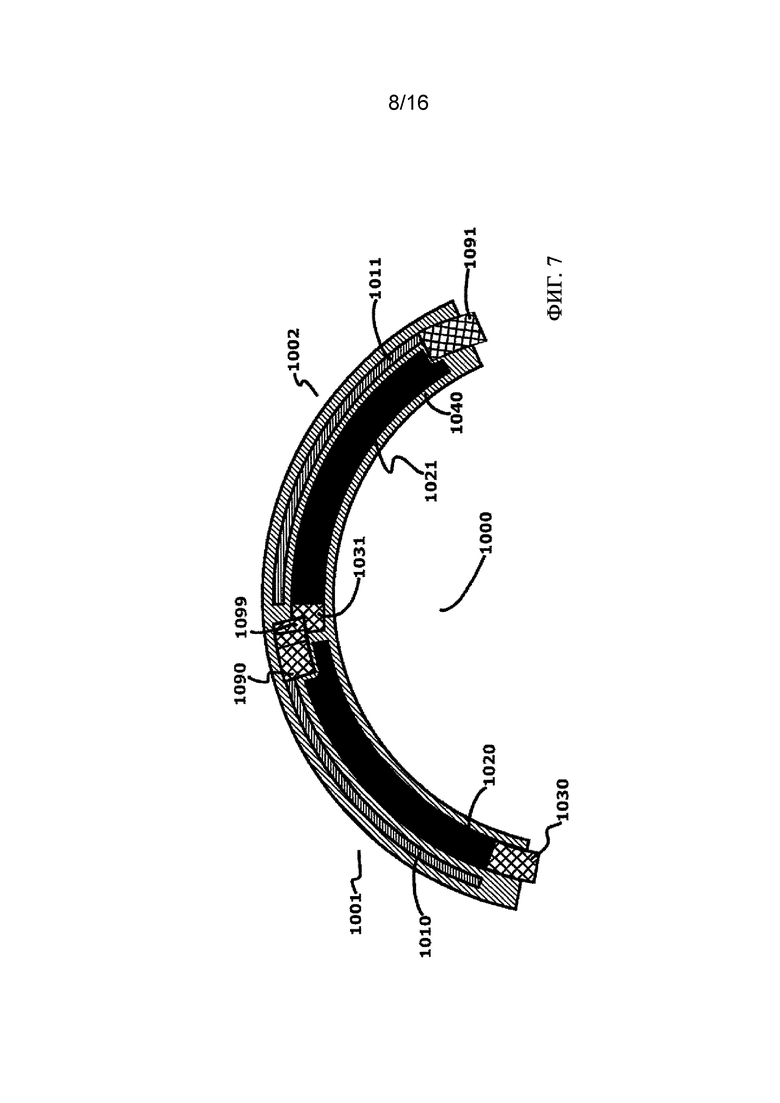
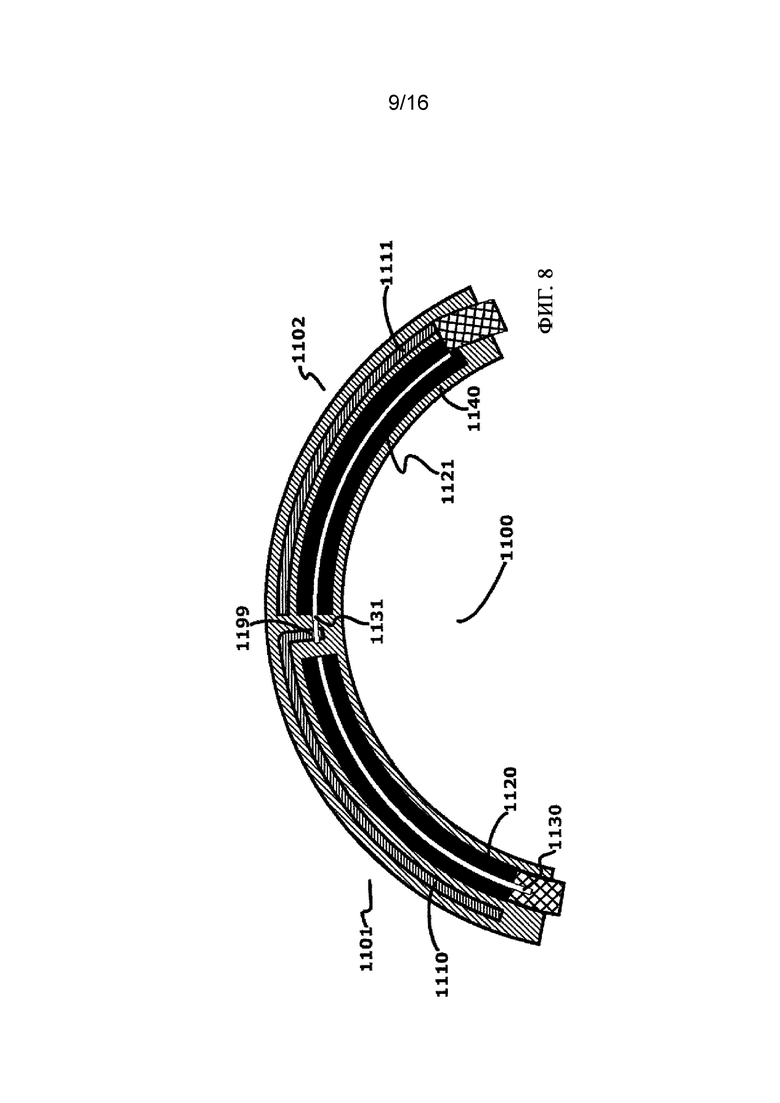
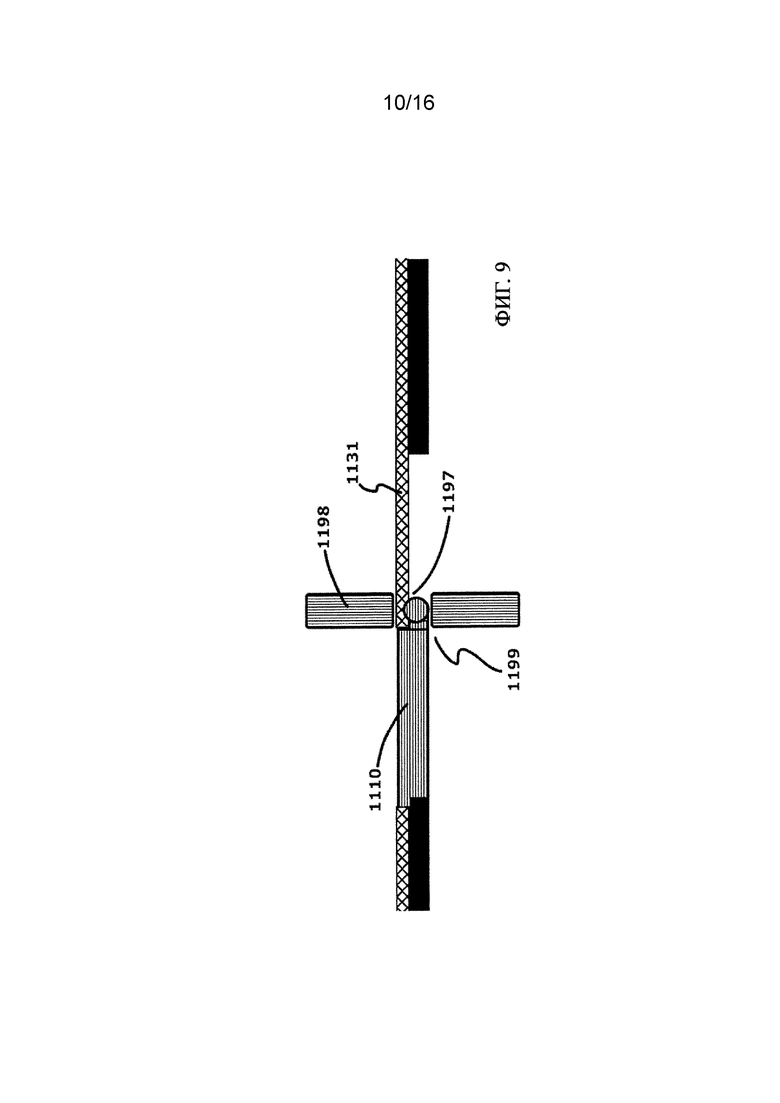
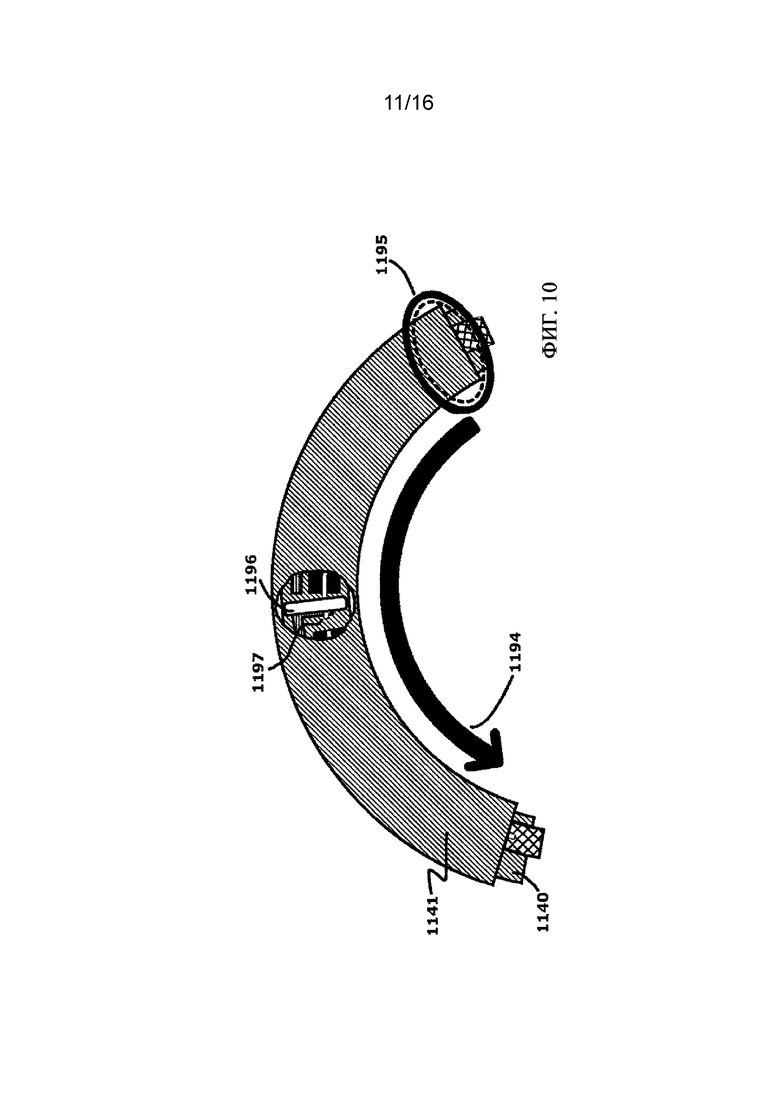

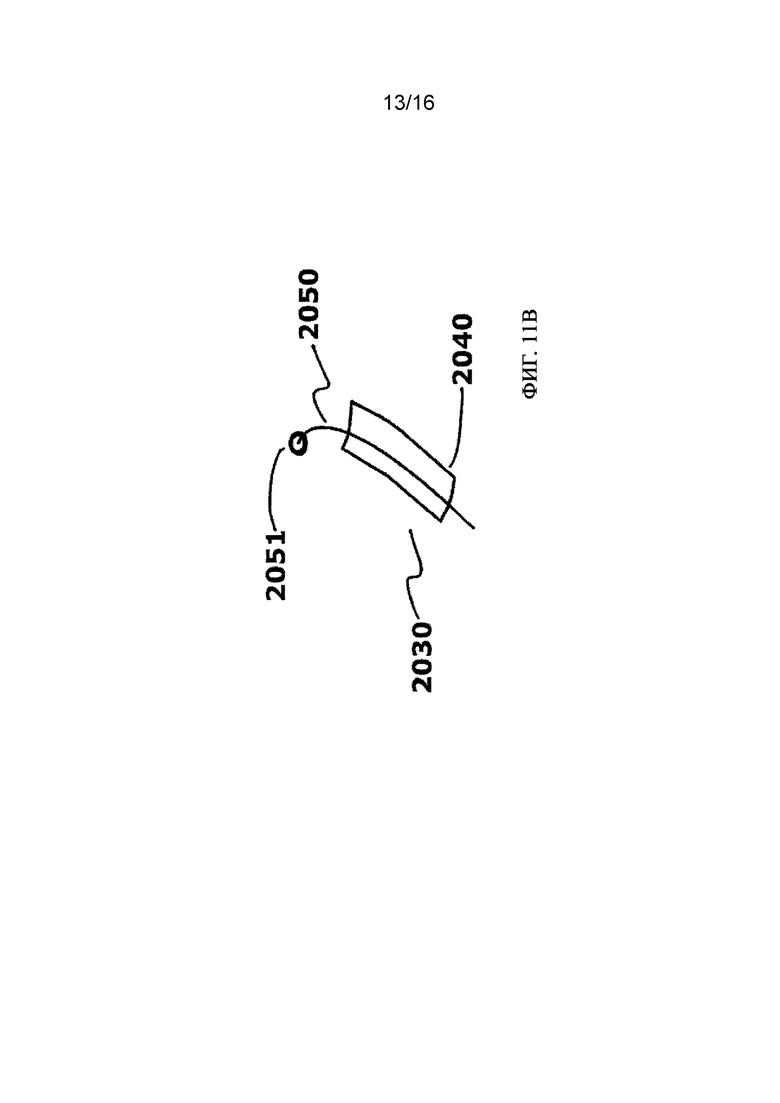
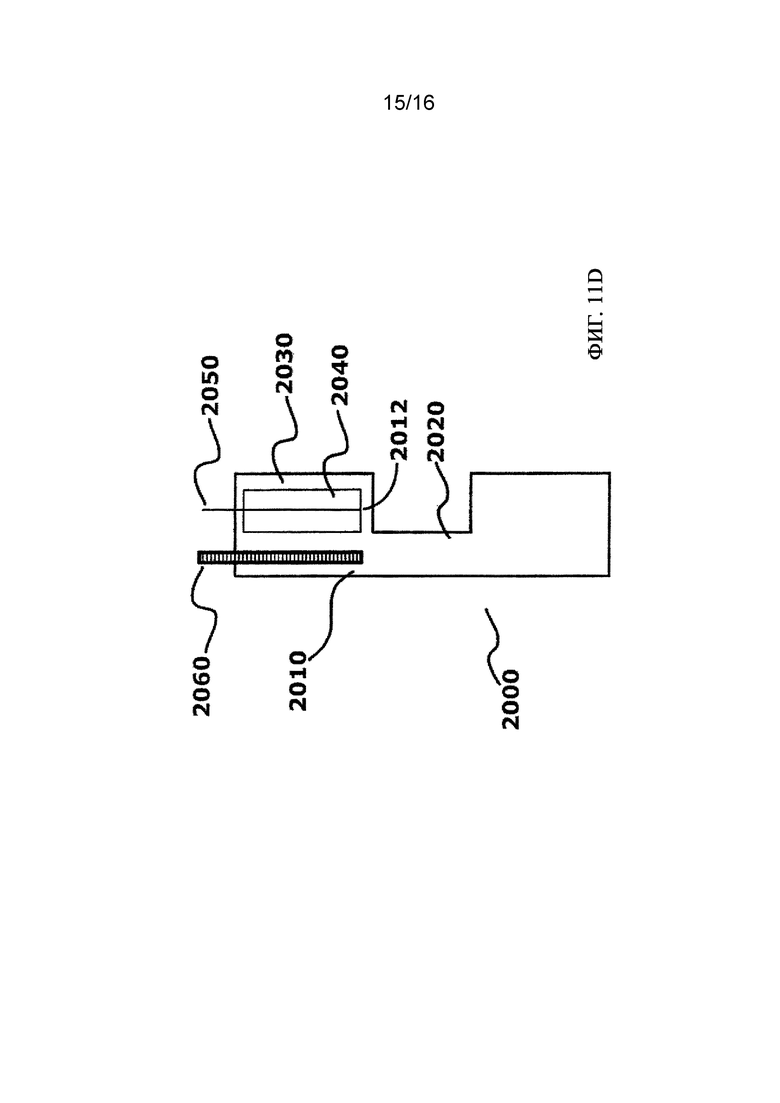
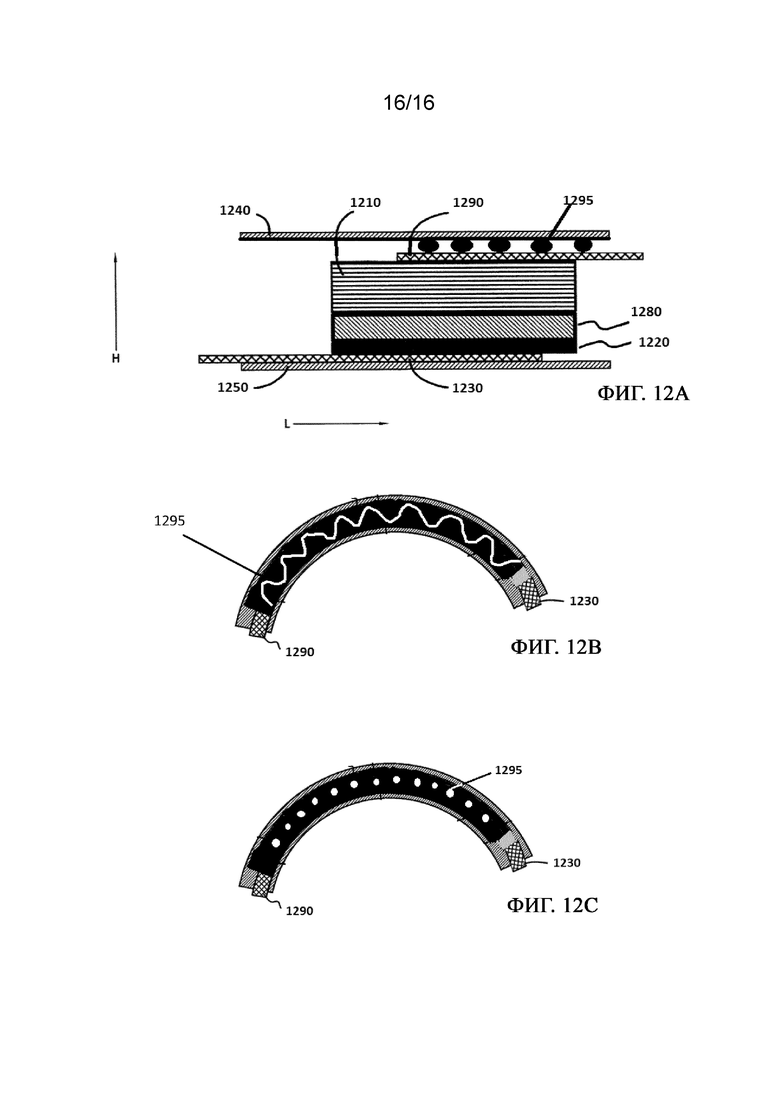
Изобретение относится к области электротехники, а именно к электрохимической батарее биосовместимого микроэлектрохимического элемента, и может быть использовано, например, в имплантируемом кардиостимуляторе, электронной таблетке для контроля и/или испытания биологической функции, хирургическом устройстве с активными компонентами, контактной линзе. Биомедицинское устройство содержит гибкую микробатарею, выполненную с дугообразными электродами, электролитом и разделителем с ионной проводимостью, расположенными в гибкой упаковке, а также инкапсулирующий медный слой, окружающий гибкую упаковку, причем один из анодного токоотвода или катодного токоотвода не окружен инкапсулирующим медным слоем, а часть указанного медного слоя наносится на гибкую упаковку с использованием химического осаждения. Батарея содержит слой гидрогеля, который хранит воду и вода из гидрогеля может диффундировать к слоям катода и разделителя внутри батареи, и первый биосовместимый инкапсулирующий слой, который инкапсулирует электроактивный компонент и батарею. Способ изготовления указанной батареи включает герметизацию ультразвуковой сваркой, химическим осаждением медного слоя, а также нанесение слоя гидрогеля, соприкасающегося с катодом и/или разделителем. Повышение безопасности и надежности батареи является техническим результатом изобретения. 2 н.п. ф-лы, 12 ил., 3 табл., 4 пр.
1. Биомедицинское устройство, содержащее:
электроактивный компонент;
батарею, содержащую:
анодный токоотвод;
катодный токоотвод;
анод, проходящий вдоль дугообразного пути;
по существу плоский катод, проходящий вдоль дугообразного пути, причем анод расположен над катодом;
разделитель, расположенный между анодом и катодом, причем разделитель проходит вдоль дугообразного пути;
электролит, расположенный по существу вокруг анода, катода и разделителя для обеспечения ионной проводимости между анодом и катодом;
гибкая упаковка, по существу окружающая анод, катод, катодный токоотвод, разделитель и электролит, причем анодный токоотвод проходит через гибкую упаковку вдоль первого вектора вдоль дугообразного пути, и катодный токоотвод проходит через гибкую упаковку вдоль второго вектора вдоль дугообразного пути;
инкапсулирующий медный слой, окружающий гибкую упаковку, причем один из анодного токоотвода или катодного токоотвода не окружен инкапсулирующим медным слоем и причем по меньшей мере часть указанного медного слоя наносится на гибкую упаковку с использованием химического осаждения; и
слой гидрогеля, причем слой гидрогеля хранит воду и вода из гидрогеля может диффундировать к слоям катода и разделителя внутри батареи; и
первый биосовместимый инкапсулирующий слой, который инкапсулирует, по меньшей мере, электроактивный компонент и батарею.
2. Способ изготовления микробатареи, содержащий:
получение катодного токоотвода;
прикрепление катода к катодному токоотводу с помощью проводящего адгезива;
получение анодного токоотвода;
получение анода;
наложение катодного токоотвода, катода, анода, анодного токоотвода и разделителя, причем разделитель находится между катодом и анодом;
окружение стопки первым и вторым гибкими пластиковыми листами;
сварку первого и второго гибких пластиковых листов друг с другом с помощью первого ультразвукового сварного шва, причем первый ультразвуковой сварной шов окружает стопку вдоль первой части двух сторон, причем вторая часть двух сторон образует отверстие для заполнения микробатареи;
заполнение электролитом через отверстие для заполнения;
сварку второй части двух сторон первого и второго гибких пластиковых листов, причем сварка второго участка герметизирует отверстие для заполнения;
нанесение слоя меди методом химического осаждения вдоль части микробатареи; и
нанесение слоя гидрогеля, соприкасающегося с одним или более: катодом и разделителем.
| EP 2996172 A2, 16.03.2016 | |||
| US 2016054593 A1, 25.02.2016 | |||
| US 2016020481 A1, 21.01.2016 | |||
| US 2016248053 A1, 25.08.2016 | |||
| KR 20160031639 A, 23.03.2016 | |||
| US 2013260214 A1, 03.10.2013 | |||
| АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2007 |
|
RU2364988C1 |

