Изобретение относится к общему машиностроению, а именно к способу настройки кранов шаровых с резьбовыми втулками. Заявленный способ основан на конструктивной особенности указанных кранов.
Известен способ настройки на примере крана шарового запорного проходного DN50 с обозначением ИЮКЛ.491815.011 (Каталог продукции АО «Армалит». Официальный сайт в информационно - телекоммуникационной сети «Интернет» http://armalit1.ru/catalog.html). Способ заключается в том, что кран шаровой настраивается за счет установки по резьбе в корпус с двух сторон резьбовых втулок, в которых установлены обжимаемые уплотнительные седла, прилегающие к шаровой пробке, и затяжки резьбовых втулок, прикладывая момент определенной величины для обжатия седел по шаровой пробке, выдерживании 24 часов с последующим ослаблением или затяжкой резьбовых втулок, прикладывая необходимый момент затяжки для достижения заданного момента управления.
Вышеуказанный способ настройки имеет следующую техническую проблему: при установке крана шарового на трубопровод и зажатии его между фланцами по уплотнительным поверхностям, выбирается осевой зазор средних диаметров резьб втулок и корпуса, что приводит к увеличению момента управления на валу в два раза.
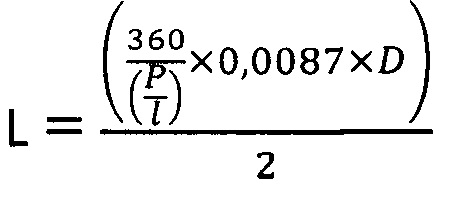
Решение вышеназванной технической проблемы обеспечивается в способе настройки кранов шаровых с резьбовыми втулками, заключающемся в попеременной и равномерной установке по резьбе резьбовых втулок, прикладывая момент определенной величины для обжатия седел по шаровой пробке, выдерживании 24 часа при данном обжатии, при этом производится последующее попеременное и равномерное ослабление или затяжкой резьбовых втулок, прикладывая необходимый момент затяжки для достижения заданного момента управления, нанесение для последующей регулировки затяжки резьбовых втулок по вертикальной оси рисок на торцевых поверхностях резьбовых втулок и корпуса с двух сторон, выборка осевого зазора средних диаметров резьб втулок и корпуса путем обжатия на прессе усилием эквивалентным суммарному усилию, получаемому от затяжки шпилек при установке крана шарового на трубопровод, фиксирование величины перемещения  применяемой для вычисления значения хорды L по формуле:
применяемой для вычисления значения хорды L по формуле:

Р - шаг резьбы резьбовых втулок и корпуса, (мм);
D - диаметр окружности, на котором наносятся риски, (мм);
 - величина перемещения, полученная при обжатии крана шарового в прессе, (мм),
- величина перемещения, полученная при обжатии крана шарового в прессе, (мм),
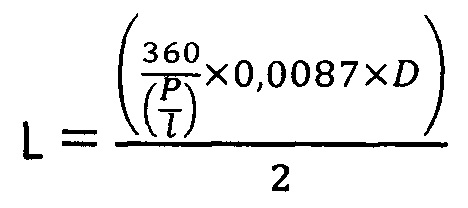
и последующем отложении на торцевых поверхностях корпуса значения хорды L от вертикальных рисок в направлении против часовой стрелки по диаметру окружности D и нанесение рисок с двух сторон изделия, повороте резьбовых втулок против часовой стрелки на значение хорды L с двух сторон крана шарового до совмещения рисок на резьбовых втулках и рисок на корпусе, обеспечивая момент управления при обжатом кране шаровом в прессе. Это позволяет достичь заданный момент управления краном шаровым при обеспечении герметичности запорного органа, при этом избегая применения в конструкции подкладных или подрезных колец.
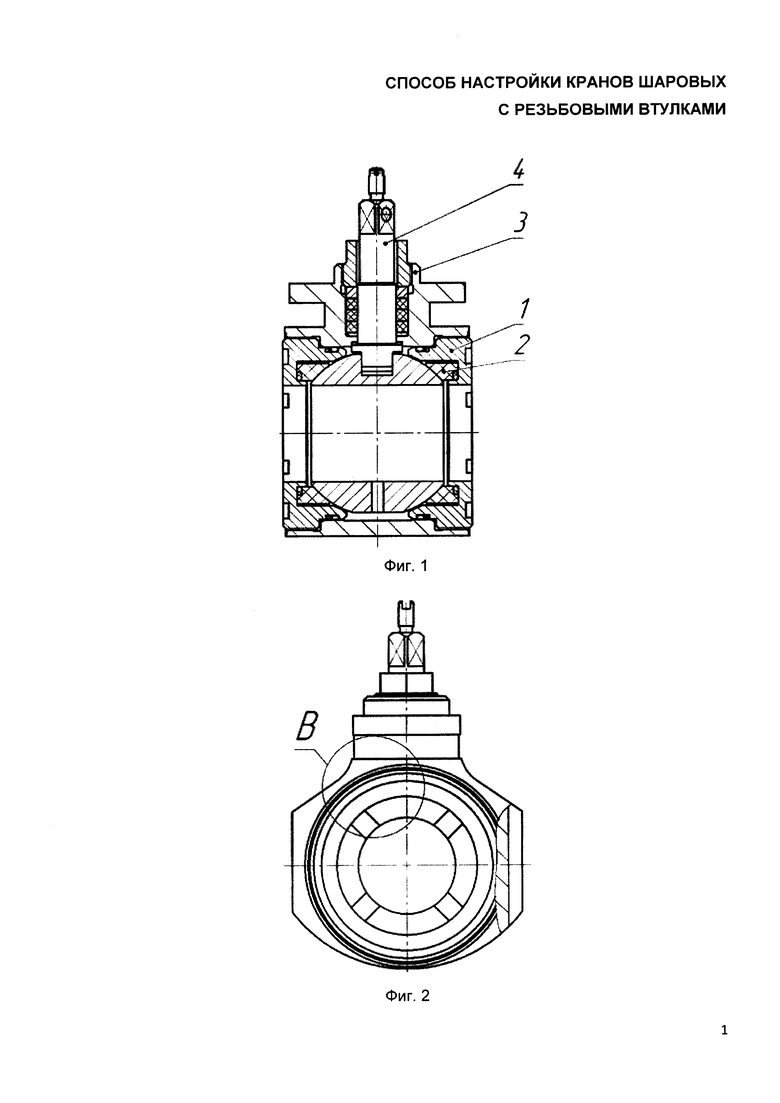
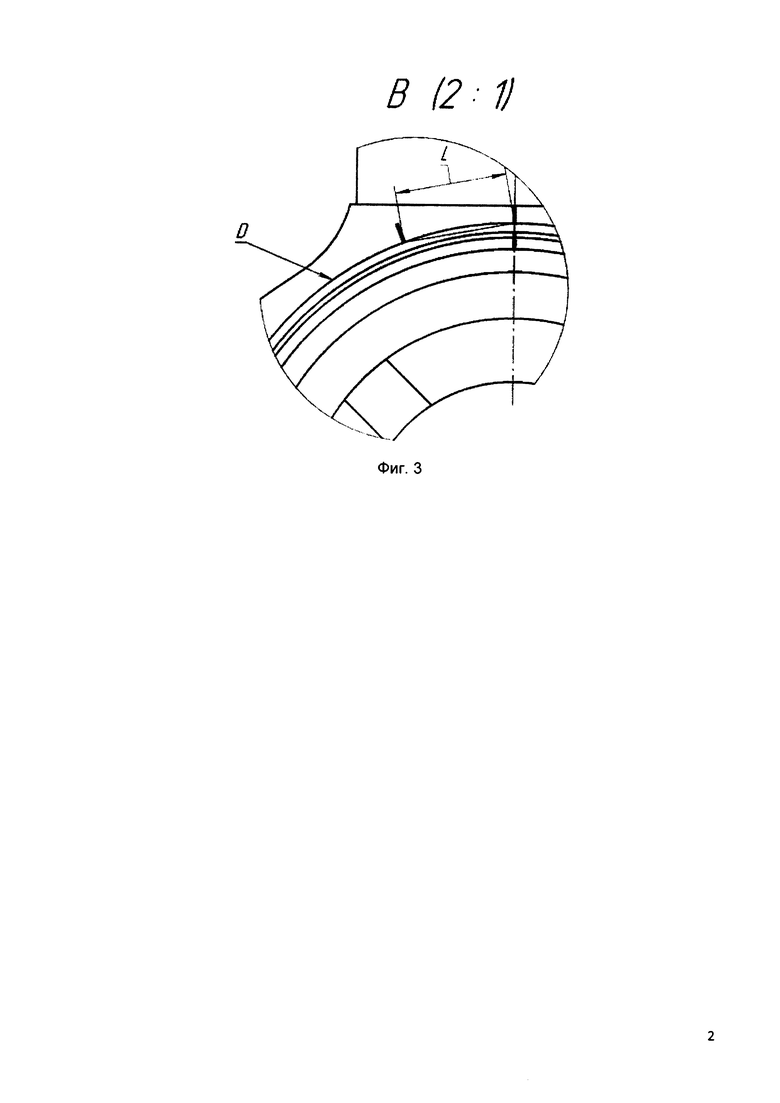
Рассмотрим данный способ настройки на кране запорном шаровом проходном DN50 ИЮКЛ.491815.013 изображенном на фиг. 1, 2, 3, где:
Фиг. 1 - общий вид крана запорного шарового проходного продольное сечение;
Фиг. 2 - общий вид крана запорного шарового проходного вид слева;
Фиг. 3 - вид В, укрупненный вид зоны нанесения рисок,
где:
1 - резьбовая втулка, 2 - седло, 3 - корпус, 4 - вал.
Способ настройки заключается в следующем. Необходимо попеременно и равномерно установить по резьбе резьбовые втулки 1, приложив момент определенной величины для обжатия седел по шаровой пробке и выдержать 24 часа. Момент затяжки резьбовых втулок для обжатия седел по шаровой пробке является расчетной величиной и зависит от геометрических размеров седел, их материала и других величин. После чего необходимо попеременно и равномерно ослабить или затянуть резьбовые втулки 1, приложив необходимый момент затяжки для достижения заданного момента управления. Момент управления измеряется путем вращения вала 4. Для последующей регулировки затяжки резьбовых втулок 1, по вертикальной оси наносятся риски на торцевых поверхностях резьбовых втулок 1 и корпуса 3 с двух сторон крана шарового. В дальнейшем выбирается осевой зазор средних диаметров резьб втулок 1 и корпуса 3, обжимая кран шаровой на прессе усилием эквивалентным суммарному усилию, полученному от затяжки шпилек при установке крана шарового на трубопровод. Фиксируется  (мм) величина перемещения торцов втулок 1 относительно друг друга. Производится вычисление значения хорды L по формуле:
(мм) величина перемещения торцов втулок 1 относительно друг друга. Производится вычисление значения хорды L по формуле:

Расчетное значение хорды L откладывается на торцевых поверхностях корпуса 3 от вертикальных рисок в направлении против часовой стрелки по диаметру окружности D и наносятся риски с двух сторон крана шарового. В дальнейшем резьбовые втулки 1 выкручиваются против часовой стрелки на значение хорды L с двух сторон изделия до совмещения рисок на резьбовых втулках 1 и рисок на корпусе 3.
Теперь при обжатии крана шарового на прессе усилием эквивалентным суммарному усилию, полученному от затяжки шпилек при установке крана шарового на трубопровод или непосредственно при установке крана шарового на трубопровод и зажатии его между фланцами по уплотнительным поверхностям, обеспечивается необходимый момент управления краном шаровым, и выборка осевого зазора средних диаметров резьб втулок и корпуса не приводит к увеличению момента управления краном шаровым.
Таким образом, предложенный способ настройки кранов шаровых с резьбовыми втулками заключающийся в попеременной и равномерной установке по резьбе резьбовых втулок, прикладывая момент определенной величины для обжатия седел по шаровой пробке, выдерживании 24 часа при данном обжатии отличающийся тем, что производится последующее попеременное и равномерное ослабление или затяжка резьбовых втулок, прикладывая необходимый момент затяжки для достижения заданного момента управления, нанесение для последующей регулировки затяжки резьбовых втулок по вертикальной оси рисок на торцевых поверхностях резьбовых втулок и корпуса с двух сторон, выборка осевого зазора средних диаметров резьб втулок и корпуса путем обжатия на прессе усилием эквивалентным суммарному усилию, получаемому от затяжки шпилек при установке крана шарового на трубопровод, фиксирование величины перемещения  применяемой для вычисления значения хорды L по формуле:
применяемой для вычисления значения хорды L по формуле:

и последующем отложении на торцевых поверхностях корпуса значение хорды L от вертикальных рисок в направлении против часовой стрелки по диаметру окружности D и нанесение рисок с двух сторон изделия, повороте резьбовых втулок против часовой стрелки на значение хорды L с двух сторон крана шарового до совмещения рисок на резьбовых втулках и рисок на корпусе, обеспечивая момент управления при обжатом кране шаровом в прессе позволяет при установке крана шарового на трубопровод и зажатии его между фланцами по уплотнительным поверхностям, обеспечить необходимый момент управления краном шаровым, а выборка осевого зазора средних диаметров резьб втулок и корпуса не приводит к увеличению момента управления краном шаровым.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАРОВОЙ КРАН | 2005 |
|
RU2302574C1 |
| ШАРОВОЙ КРАН | 2019 |
|
RU2730755C1 |
| КРАН ШАРОВОЙ С ПОЛОЙ ПРОБКОЙ | 2018 |
|
RU2699450C2 |
| Шаровой кран | 1985 |
|
SU1455108A1 |
| Устройство для герметизации трубопровода при ремонте и замене шарового крана | 2023 |
|
RU2812289C1 |
| ШАРОВОЙ КРАН С ВЕРХНИМ РАЗЪЕМОМ ДЛЯ ОБЪЕКТОВ ЭНЕРГЕТИКИ | 2009 |
|
RU2396474C1 |
| ШАРОВОЙ КРАН ДВУХСТОРОННЕГО ДЕЙСТВИЯ ДЛЯ ВЫСОКИХ ДАВЛЕНИЙ | 1999 |
|
RU2171935C2 |
| Установка для устьевого и скважинного тампонирования | 2024 |
|
RU2831686C1 |
| ПРОБКОВЫЙ КРАН | 2005 |
|
RU2300035C1 |
| КРАН ШАРОВОЙ | 1994 |
|
RU2120029C1 |
Изобретение относится к способу настройки кранов шаровых с резьбовыми втулками. Заявленный способ основан на конструктивной особенности указанных кранов. Предложенный способ настройки кранов шаровых с резьбовыми втулками заключается в попеременной и равномерной установке по резьбе резьбовых втулок, прикладывая момент определенной величины для обжатия седел по шаровой пробке, выдерживании 24 часа при данном обжатии. При этом производится последующее попеременное и равномерное ослабление или затяжка резьбовых втулок, прикладывая необходимый момент затяжки для достижения заданного момента управления, нанесение для последующей регулировки затяжки резьбовых втулок по вертикальной оси рисок на торцевых поверхностях резьбовых втулок и корпуса с двух сторон, выборка осевого зазора средних диаметров резьб втулок и корпуса путем обжатия на прессе усилием, эквивалентным суммарному усилию, получаемому от затяжки шпилек при установке крана шарового на трубопровод, фиксирование величины перемещения  применяемой для вычисления значения хорды L по формуле:
применяемой для вычисления значения хорды L по формуле:
 ,
,
где Р - шаг резьбы резьбовых втулок и корпуса, (мм); D - диаметр окружности, на котором наносятся риски, (мм);  - величина перемещения, полученная при обжатии крана шарового в прессе, (мм), и последующее отложение на торцевых поверхностях корпуса значения хорды L от вертикальных рисок в направлении против часовой стрелки по диаметру окружности D и нанесение рисок с двух сторон, поворот резьбовых втулок против часовой стрелки на значение хорды L с двух сторон крана шарового до совмещения рисок на резьбовых втулках и рисок на корпусе, обеспечивая момент управления при обжатом кране шаровом в прессе, что позволяет при установке крана шарового на трубопровод и зажатии его между фланцами по уплотнительным поверхностям обеспечить необходимый момент управления краном шаровым, а выборка осевого зазора средних диаметров резьб втулок и корпуса не приводит к увеличению момента управления краном шаровым. 3 ил.
- величина перемещения, полученная при обжатии крана шарового в прессе, (мм), и последующее отложение на торцевых поверхностях корпуса значения хорды L от вертикальных рисок в направлении против часовой стрелки по диаметру окружности D и нанесение рисок с двух сторон, поворот резьбовых втулок против часовой стрелки на значение хорды L с двух сторон крана шарового до совмещения рисок на резьбовых втулках и рисок на корпусе, обеспечивая момент управления при обжатом кране шаровом в прессе, что позволяет при установке крана шарового на трубопровод и зажатии его между фланцами по уплотнительным поверхностям обеспечить необходимый момент управления краном шаровым, а выборка осевого зазора средних диаметров резьб втулок и корпуса не приводит к увеличению момента управления краном шаровым. 3 ил.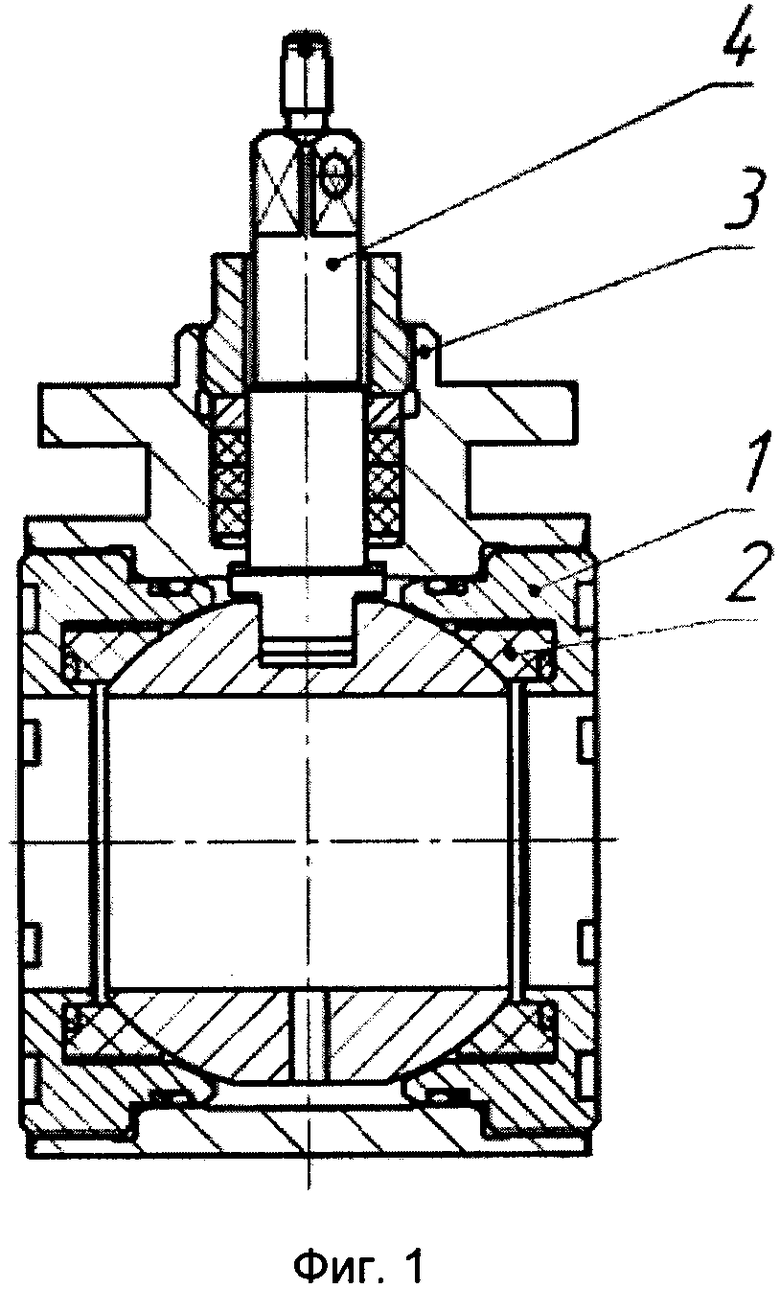
Способ настройки кранов шаровых с резьбовыми втулками, заключающийся в попеременной и равномерной установке по резьбе резьбовых втулок, прикладывая момент определенной величины для обжатия седел по шаровой пробке, выдерживании 24 часа при данном обжатии, отличающийся тем, что производится последующее попеременное и равномерное ослабление или затяжка резьбовых втулок, прикладывая необходимый момент затяжки для достижения заданного момента управления, нанесение для последующей регулировки затяжки резьбовых втулок по вертикальной оси рисок на торцевых поверхностях резьбовых втулок и корпуса с двух сторон, выборка осевого зазора средних диаметров резьб втулок и корпуса путем обжатия на прессе усилием, эквивалентным суммарному усилию, получаемому от затяжки шпилек при установке крана шарового на трубопровод, фиксирование величины перемещения  , применяемой для вычисления значения хорды L по формуле
, применяемой для вычисления значения хорды L по формуле
 , где
, где
Р - шаг резьбы резьбовых втулок и корпуса, (мм);
D - диаметр окружности, на котором наносятся риски, (мм);
- величина перемещения, полученная при обжатии крана шарового в прессе, (мм),
и последующее отложение на торцевых поверхностях корпуса значения хорды L от вертикальных рисок в направлении против часовой стрелки по диаметру окружности D и нанесение рисок с двух сторон, поворот резьбовых втулок против часовой стрелки на значение хорды L с двух сторон крана шарового до совмещения рисок на резьбовых втулках и рисок на корпусе, обеспечивая момент управления при обжатом кране шаровом в прессе.
| СПОСОБ РАСКРОЯ НЕПРЕРЫВНО ДВИЖУЩЕГОСЯ РУЛОННОГМАТЕРИАЛАьс: « :.ibt ;;;.;;•:1 Ел'Ь'/'-Л:- ПСР "K'^V- | 0 |
|
SU163582A1 |
| Способ монтажа затвора шарового крана в корпус | 2015 |
|
RU2629317C2 |
| RU 2016113296 A, 12.10.2017 | |||
| US 5894663 A, 20.04.1999 | |||
| CN 102441690 A, 09.05.2012. | |||

