Область техники
[0001] Настоящее изобретение относится к способу заполнения промежутка заполняющим материалом, где промежуток расположен между существующей трубой и облицовочным материалом, обеспеченным внутри трубы.
Уровень техники
[0002] Известные способы заполнения промежутка между существующей трубой и облицовочным материалом, обеспеченным внутри трубы, включают в себя, например, способ описанный в Патентной Литературе 1. Данный документ описывает способ заполнения промежутка заполняющим материалом, промежуток расположен между существующей трубой и конструкцией облицовки, неподвижно закрепленной внутри трубы. Согласно данному способу, инструмент для удаления воздуха вмонтирован в отверстие для удаления воздуха, просверленное сквозь конструкцию облицовки, и заполняющий материал нагнетают через горловину для заполнения, а воздух в промежутке выпускается через проем на переднем конце (вставленном конце) инструмента для удаления воздуха. Передний концевой участок инструмента имеет форму, подобную бамбуковому копью (ʺв форме бамбукового копьяʺ). Заполняющий материал входит в инструмент для удаления воздуха, когда уровень заполняющего материала, нагнетаемого в промежуток, достигает проема инструмента, и заполняющий материал, вошедший в инструмент, выходит через задний конец (конец противоположный переднему концу) инструмента. Патентная Литература 1 описывает, что излив заполняющего материала из инструмента указывает уровень заполнения заполняющим материалом промежутка.
[0003] Патентная Литература 2 описывает инструмент для удаления воздуха, применяемый для выпуска воздуха, остающегося в промежутке между основной облицовкой внутри существующей трубы и вспомогательной облицовкой внутри основной облицовки в процессе заполнения промежутка заполняющим материалом. Инструмент для удаления воздуха включает в себя: трубу для удаления воздуха, имеющую передний концевой участок в форме бамбукового копья; гнездо, имеющее верхний и нижний открытые концы, верхний участок гнезда, плотно прилегающий к заднему концу трубы для удаления воздуха; шаровой клапан для удаления воздуха; и фитинг, верхний участок которого плотно прилегает к нижнему участку гнезда, и нижний участок которого прикреплен к шаровому клапану ввинчиванием. Фитинг инструмента для удаления воздуха ввинчивают в отверстие для удаления воздуха, просверленное сквозь вспомогательную облицовку, и при этом инструмент для удаления воздуха надежно прикрепляют к вспомогательной облицовке. Передний конец трубы для удаления воздуха выполнен с возможностью входа в контакт с внутренней поверхностью основной облицовки, и воздух в промежутке выпускается через проем трубы.
Перечень ссылок
Патентная Литература
[0004] Патентная Литература 1: публикация нерассмотренной японской патентной заявки Japanese Unexamined Patent Publication No. 2001-323785
Патентная Литература 2: публикация нерассмотренной японской патентной заявки Japanese Unexamined Patent Publication No. 2000-96989
Сущность изобретения
Техническая проблема
[0005] В каждом из инструментов для удаления воздуха, описанных в Патентной Литературе 1 и 2, открытый передний концевой участок инструмента имеет форму бамбукового копья, т.e., передний концевой участок заострен. Хотя в каждом из данных известных документов описано, что инструмент для удаления воздуха приводится в контакт с внутренней поверхностью трубы, только заостренный передний конец инструмента для удаления воздуха в форме бамбукового копья контактирует с внутренней поверхностью. Вследствие этого, имеется возможность входа заполняющего материала внутрь инструмента для удаления воздуха через проем на переднем концевом участке до того, как воздух, остающийся в окрестности внутренней поверхности трубы полностью удален. Более конкретно, когда уровень заполняющего материала, нагнетаемого в промежуток, достигает уровень участка инструмента для удаления воздуха в форме бамбукового копья, поскольку нагнетание заполняющего материала продолжается, заполняющий материал может входить внутрь инструмента. Когда заполняющий материал входит внутрь инструмента для удаления воздуха, создаются трудности для выпуска воздуха, остающегося в окрестности внутренней поверхности трубы в промежутке. Воздух, остающийся в промежутке, функционирует, как пустота, что означает, неравномерное заполнение промежутка заполняющим материалом. Данное может приводить к уменьшению прочности на участке между существующей трубой и конструкцией облицовки.
[0006] Настоящее изобретение создано с учетом вышеописанных обстоятельств. Задачей настоящего изобретения является создание способа заполнения промежутка заполняющим материалом, способа, обеспечивающего предотвращение притока заполняющего материала в инструмент для удаления воздуха через его проем, до полного удаления воздуха из промежутка и обеспечивающего равномерное заполнение промежутка заполняющим материалом.
Решение проблемы и преимущества изобретения
[0007] Согласно первому аспекту изобретения предложен способ заполнения промежутка заполняющим материалом, причем промежуток расположен между существующей трубой и материалом внутренней облицовки, обеспеченным внутри существующей трубы. Способ включает в себя: этап прикрепления инструмента для удаления воздуха, на котором вставляют инструмент для удаления воздуха в отверстие для удаления воздуха, просверленное сквозь материал внутренней облицовки, и вводят переднюю концевую поверхность инструмента для удаления воздуха в контакт с внутренней поверхностью существующей трубы; и этап заполнения, на котором нагнетают заполняющий материал в промежуток, одновременно вытесняя воздух из промежутка через передний конец инструмента для удаления воздуха, причем инструмент для удаления воздуха включает в себя на переднем своем конце, участок для удаления воздуха, через который выпускается воздух. Здесь, передняя концевая поверхность инструмента для удаления воздуха является поверхностью, расположенной по окружности переднего конца инструмента для удаления воздуха. Дополнительно, ʺввод передней концевой поверхности в контакт с внутренней поверхностью существующей трубыʺ означает ввод передней концевой поверхности в контакт с внутренней поверхностью, по существу, в целом по всей окружности передней концевой поверхности.
[0008] В приведенном выше аспекте настоящего изобретения инструмент для удаления воздуха скрепляется со своей передней концевой поверхностью, находящейся в контакте с внутренней поверхностью существующей трубы. Дополнительно, инструмент для удаления воздуха включает в себя, на своем переднем конце участок для удаления воздуха, через который выпускается воздух. Данные элементы обеспечивают воздуху в промежутке выпуск через участок для удаления воздуха до входа заполняющего материала в инструмент для удаления воздуха. В результате, промежуток равномерно заполняется заполняющим материалом, и воздух в промежутке полностью удаляется. Когда застойная вода присутствует в промежутке, застойная вода выпускается с воздухом тем же способом.
[0009] Согласно второму аспекту изобретения, способ первого аспекта выполняют так, что переднюю концевую поверхность инструмента для удаления воздуха приближают к внутренней поверхности существующей трубы от позиции вблизи материала внутренней облицовки в зависимости от уровня заполнения заполняющим материалом на этапе заполнения, и затем вводят в контакт с внутренней поверхностью существующей трубы.
[0010]
В описанном выше аспекте настоящего изобретения переднюю концевую поверхность инструмента для удаления воздуха приближают к внутренней поверхности существующей трубы на этапе заполнения. Когда в промежутке много воздуха и застойной воды, можно выпускать имеющуюся текучую среду через проем на переднем конце инструмента, удерживая переднюю концевую поверхность инструмента для удаления воздуха в промежутке без контакта с внутренней поверхностью существующей трубы на начальной стадии этапа заполнения. Указанное содействует плавному выпуску большого объема воздуха и застойной воды. Переднюю концевую поверхность инструмента для удаления воздуха вводят в контакт с внутренней поверхностью после того, как выпускаемая текучая среда становится аналогичный по составу заполняющему материалу, и при этом воздух и застойная вода, остающиеся в части промежутка, которая соответствует расстоянию перемещения передней концевой поверхности, полностью удаляются через участок для удаления воздуха на переднем конце инструмента для удаления воздуха. Воздух и застойную воду в промежутке более эффективно и полностью удаляются, благодаря перемещению передней концевой поверхности к внутренней проходящей по окружности поверхности многократно на этапе заполнения(т.e., передний конец инструмента для удаления воздуха подводят ближе к внутренней поверхности существующей трубы шаг за шагом).
[0011] Согласно третьему аспекту изобретения, способ первого или второго аспекта дополнительно включает в себя дополнительный этап заполнения, состоящий из опускания инструмента для удаления воздуха так, что передний конец инструмента для удаления воздуха располагается на уровне отверстия для удаления воздуха после завершения этапа заполнения, и затем нагнетания заполняющего материала в промежуток, причем объем нагнетаемого заполняющего материала соответствует объему участка инструмента для удаления воздуха, который установлен в промежутке, когда передняя концевая поверхность контактирует с внутренней поверхностью.
[0012] В данном аспекте настоящего изобретения после остановки этапа заполнения, выполняется дополнительный этап заполнения, в котором инструмент для удаления воздуха опускают так, что передний конец встает на уровне отверстие для удаления воздуха, и заполняющий материал нагнетают в промежуток. Объем нагнетаемого заполняющего материала соответствует объему участка инструмента для удаления воздуха, который установлен в промежутке, когда передняя концевая поверхность контактирует с внутренней поверхностью. Данное исключает образование полости на месте, где инструмент для удаления воздуха вставлен в промежутке, и обеспечивает бездефектное и равномерное заполнение промежутка заполняющим материалом, без каких-либо пустот. Данное предотвращает уменьшение прочности на участке между внутренней поверхностью существующей трубы и поверхностью наружной окружности облицовочного материала.
[0013] Согласно четвертому аспекту изобретения, способ любого из аспектов от первого до третьего выполняют так, что отверстия для удаления воздуха, число которых по меньшей мере равно одному, сверлят сквозь материал внутренней облицовки, где требуется.
[0014] В описанном выше аспекте настоящего изобретения, по меньшей мере одно отверстие для удаления воздуха можно сверлить на произвольно выбранной позиции до или после обеспечения материала внутренней облицовки в трубе. Таким образом, возможно изменение числа инструментов для удаления воздуха даже после обеспечения материала внутренней облицовки в трубе. Данное делает возможным гибкие решения по конструктивным изменениям, вносимым на основе ситуации на площадке работ. Например, возможно открытие отверстия для удаления воздуха на участке противоположном части существующей трубы где воздух обычно удерживается, например, части существующей трубы в форме перевернутой буквы V. Два или больше отверстий для удаления воздуха могут быть просверлены.
[0015] Согласно пятому аспекту изобретения, способ любого из аспектов от первого до четвертого выполняют так, что участок для удаления воздуха образован по меньшей мере одним прорезанным пазом.
[0016] В описанном выше аспекте настоящего изобретения участок для удаления воздуха образован по меньшей мере одним прорезанным пазом. Поскольку прорезанный паз выполнен с возможностью установки вблизи внутренней поверхности существующей трубы, воздух и застойную воду в промежутке можно выпускать полностью. Кроме того, благодаря регулированию глубины прорезанного паза, объем выпуска за единицу времени можно регулировать.
[0017] Согласно шестому аспекту изобретения способ любого из аспектов от первого до пятого выполняют так, что инструмент для удаления воздуха включает в себя сужающуюся поверхность, предусмотренную на наружной окружности переднего конца инструмента для удаления воздуха.
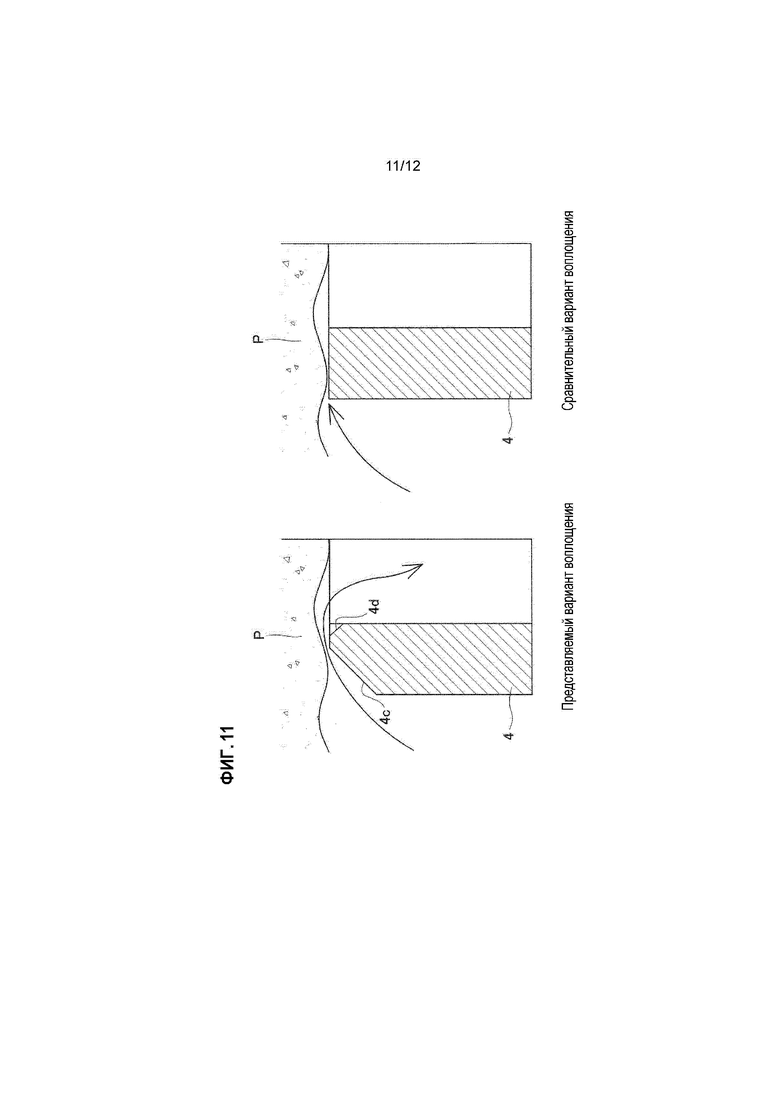
[0018] В описанном выше аспекте настоящего изобретения инструмент для удаления воздуха включает в себя сужающуюся поверхность на наружной окружности переднего конца инструмента. Внутренняя поверхность существующей трубы, выполненной из бетон или т.п., является неровной. Вследствие указанного, возможно образование естественного промежутка между внутренней поверхностью существующей трубы и передней концевой поверхностью инструмента для удаления воздуха, которую вводят в контакт с внутренней поверхностью. Теперь делается ссылка на фиг. 11, на которой показан вариант осуществления настоящего изобретения слева и сравнительный пример справа. В варианте осуществления даже небольшой объем остающегося воздуха и застойной воды плавно вводится в инструмент для удаления воздуха вдоль сужающейся поверхности, предусмотренной на наружной окружности переднего конца инструмента для удаления воздуха.
Краткое описание чертежей
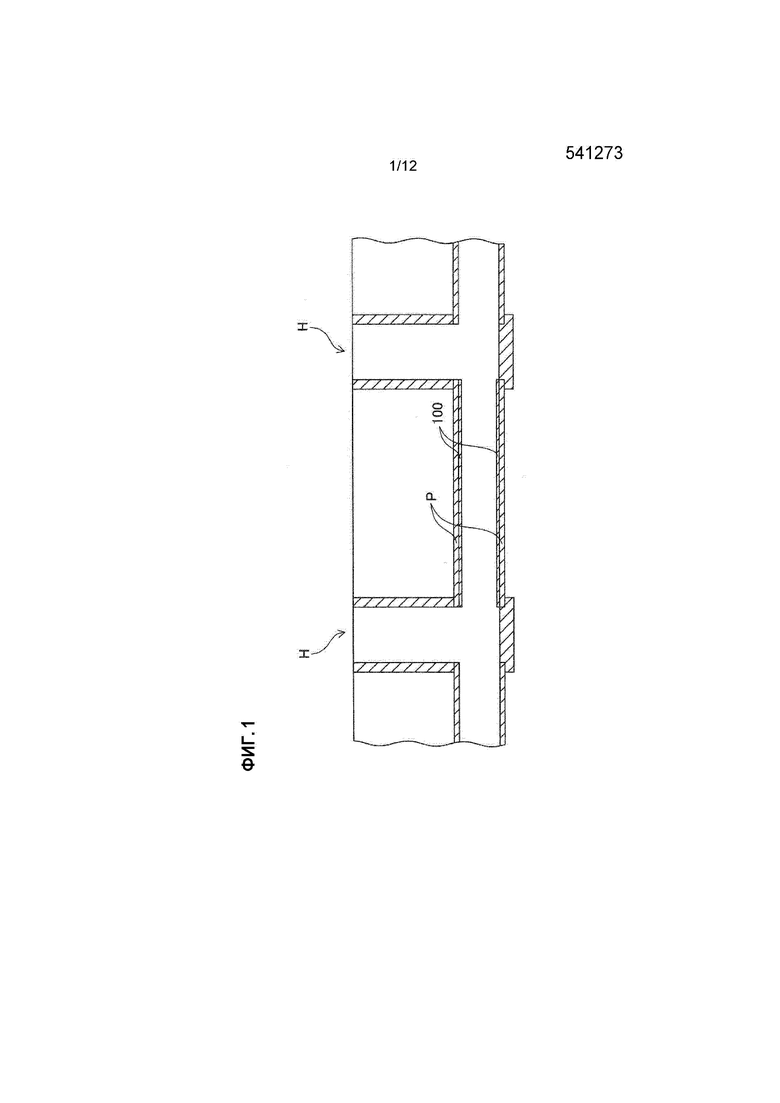
[0019] На фиг. 1 показано сечение в вертикальной плоскости, проходящее по продольной оси существующей трубы, облицованной изнутри облицовочным материалом.
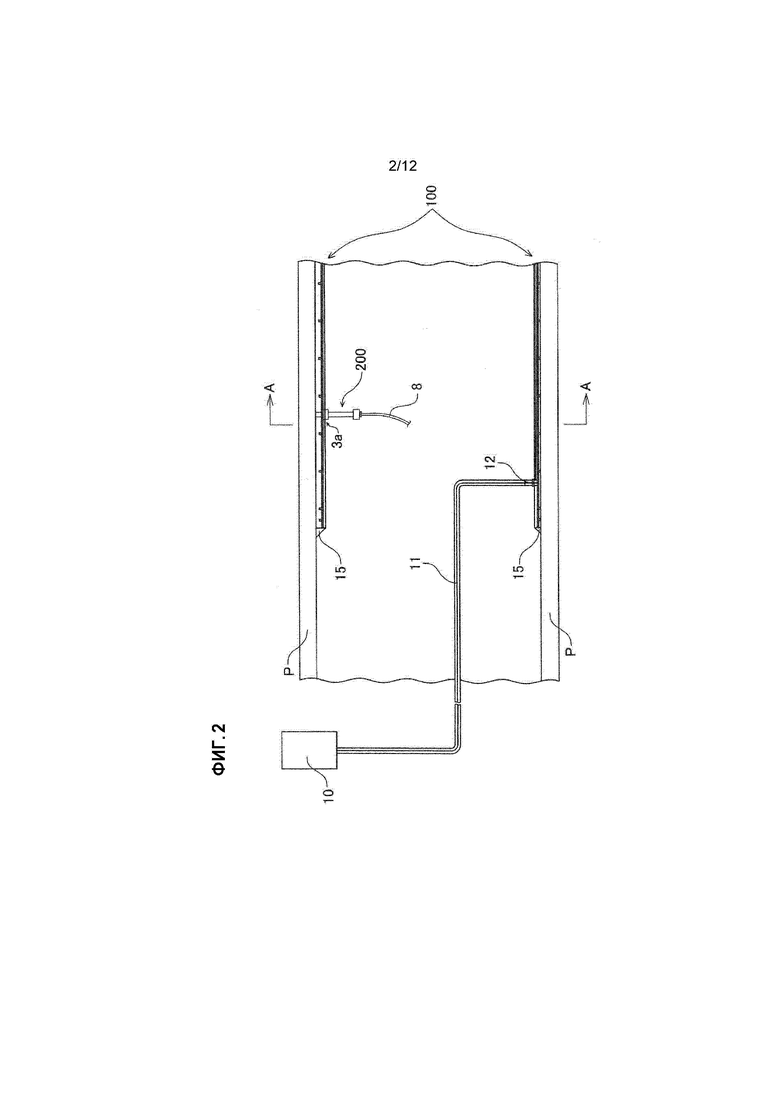
На фиг. 2 показано сечение в вертикальной плоскости, проходящее по продольной оси существующей трубы в которой применено настоящее изобретение.
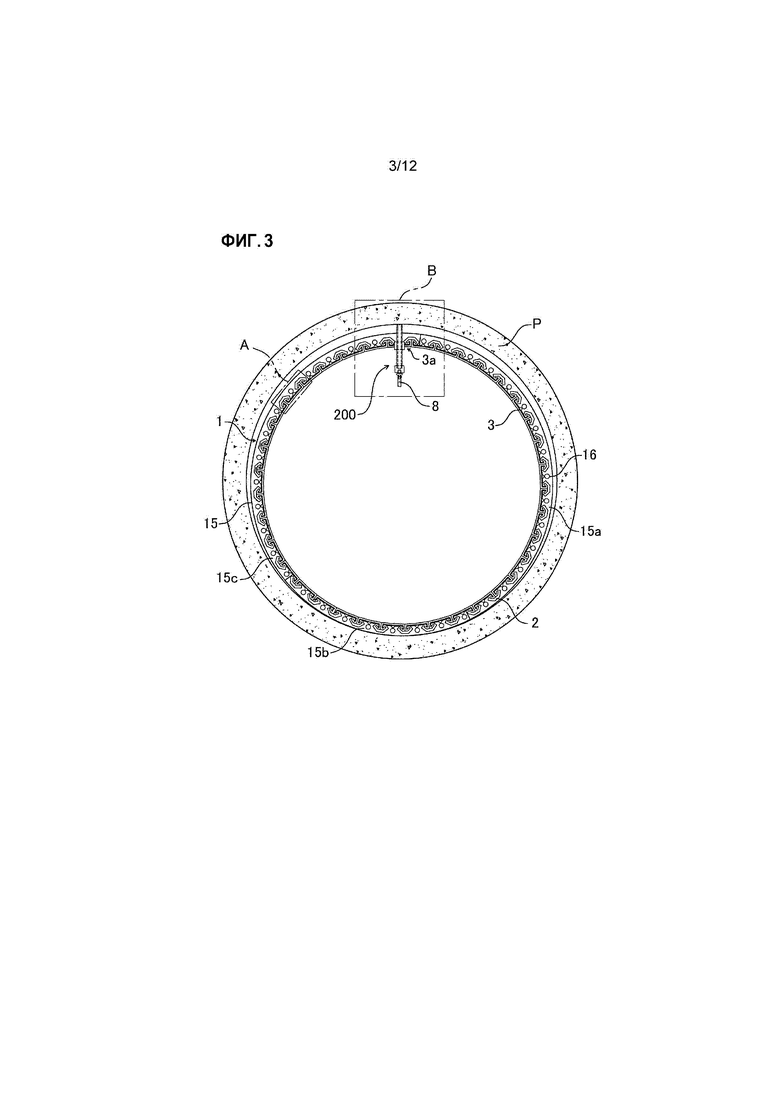
На фиг. 3 показано сечение по A-A на фиг. 2.
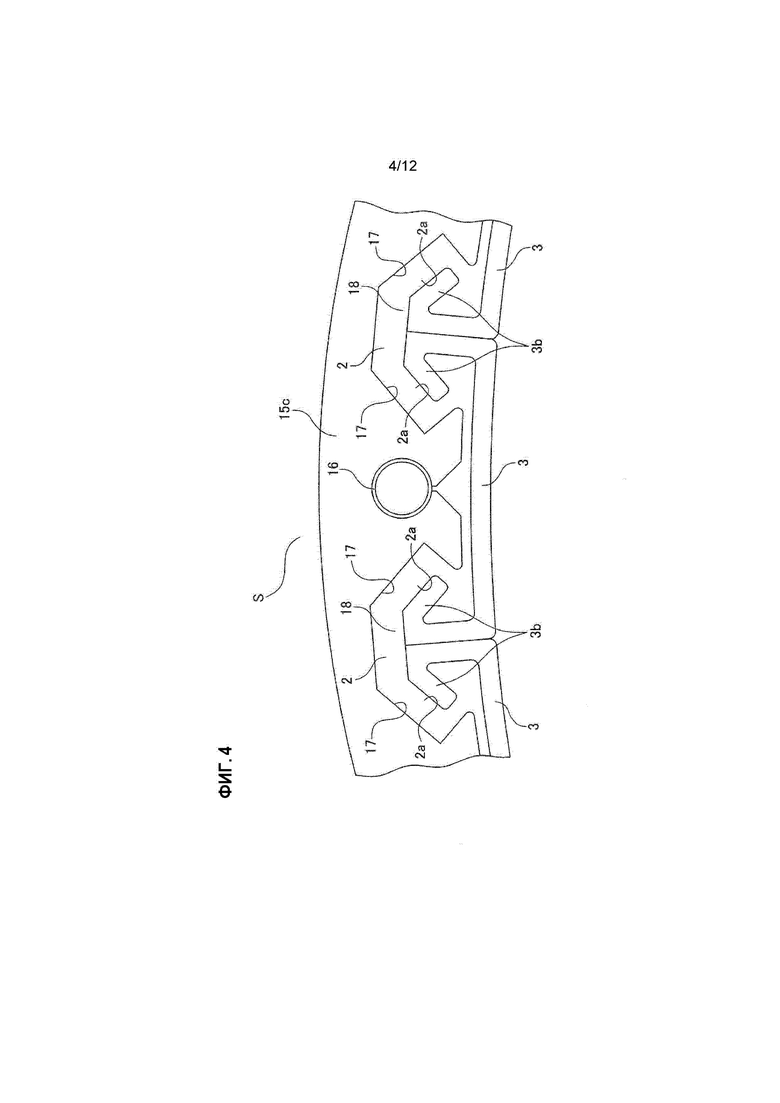
На фиг. 4 показан с увеличением фрагмент A на фиг. 3.
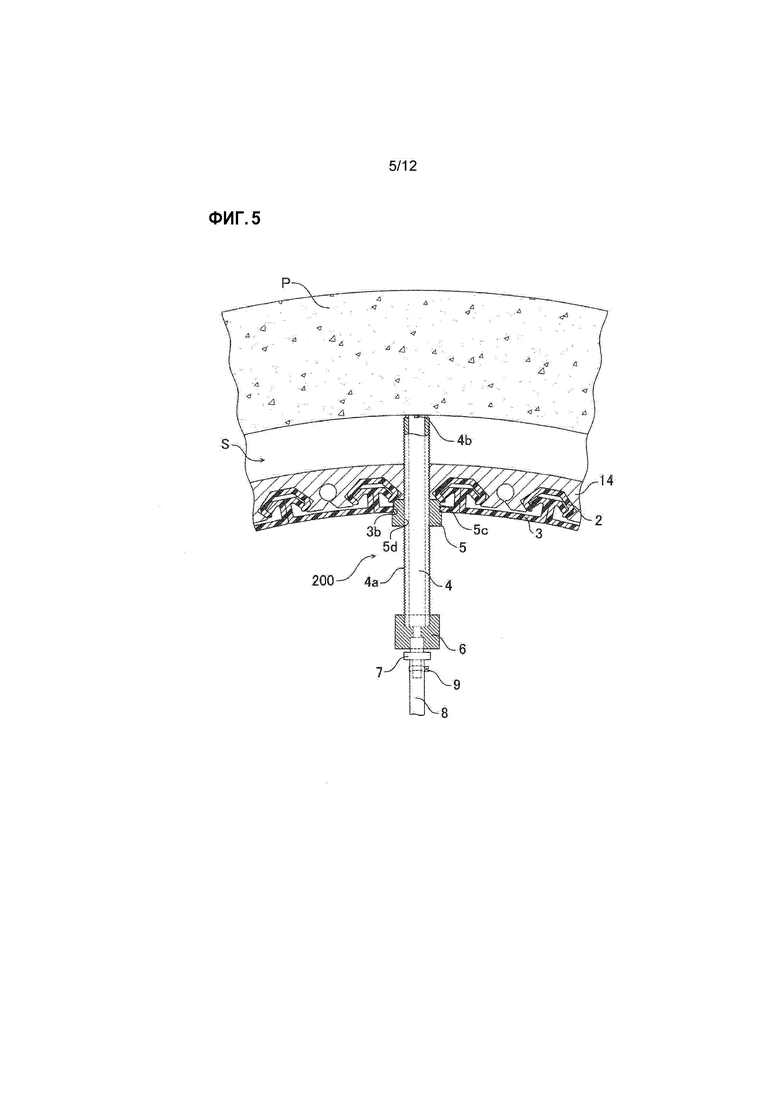
На фиг. 5 показан с увеличением фрагмент B на фиг. 3.
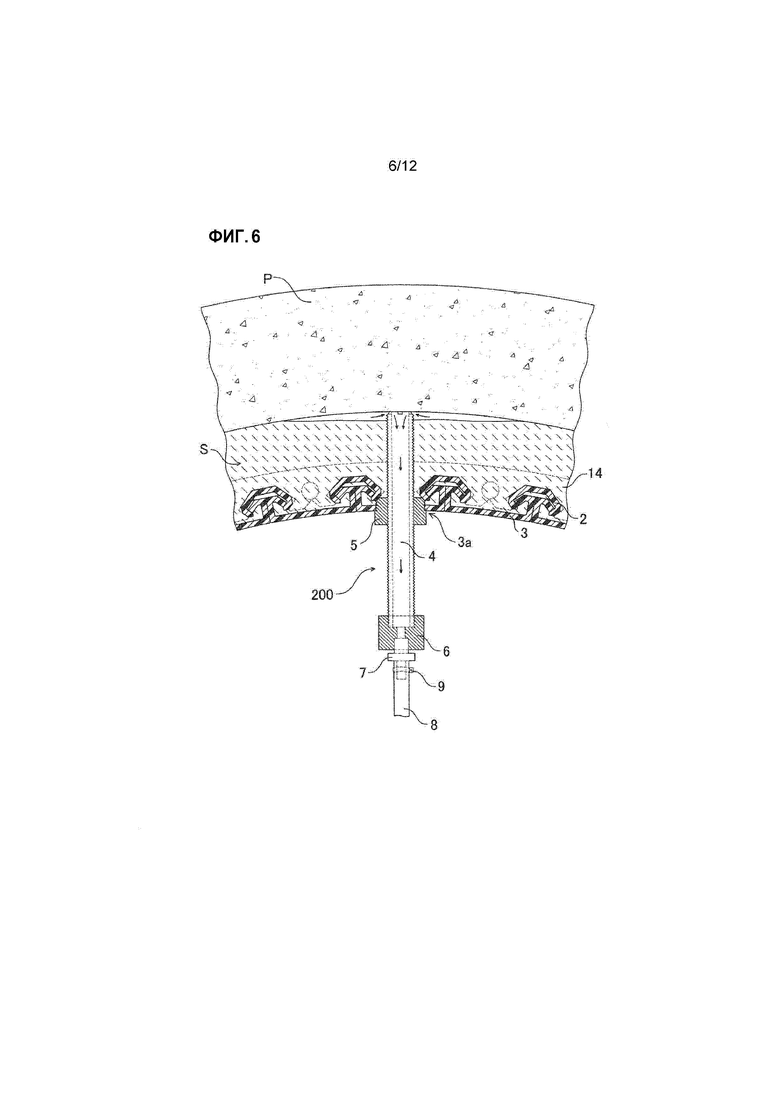
На фиг. 6 показан с увеличением фрагмент B на этапе заполнения.
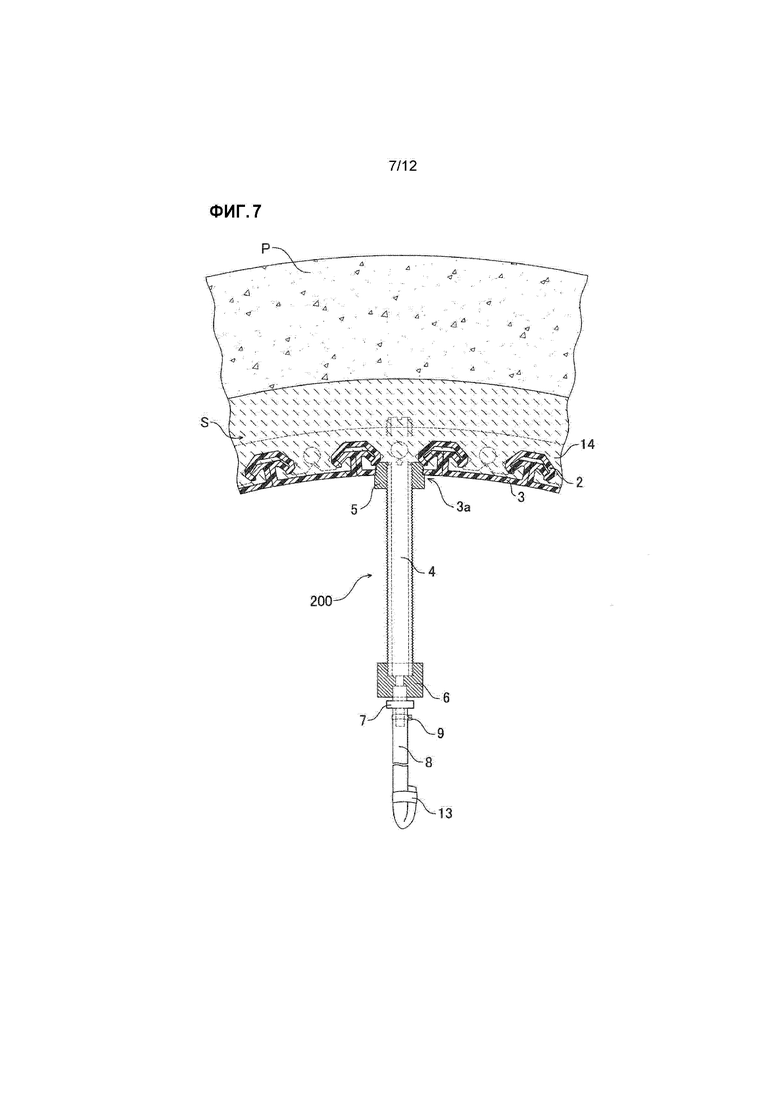
На фиг. 7 показан с увеличением фрагмент B на дополнительном этапе заполнения.
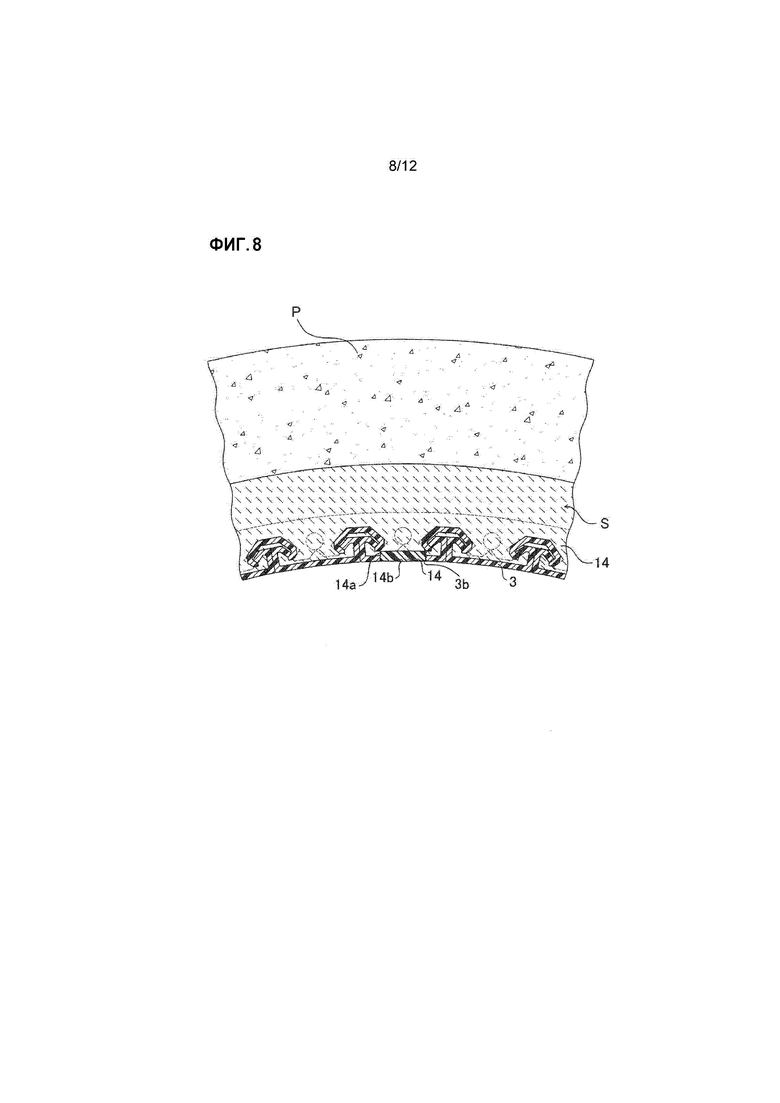
На фиг. 8 показан с увеличением фрагмент B, показывающий состояние, где отверстие для удаления воздуха закрыто уплотнительным элементом после этапа открепления инструмента для удаления воздуха.
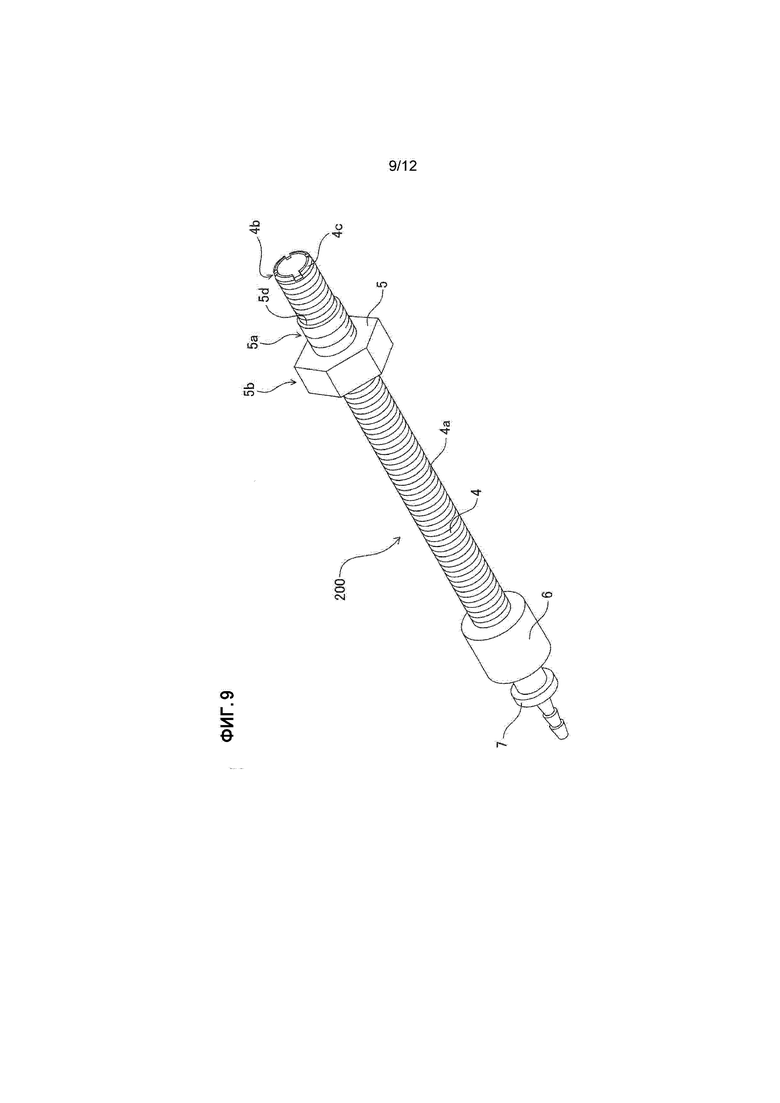
На фиг. 9 показан в изометрии инструмент для удаления воздуха.
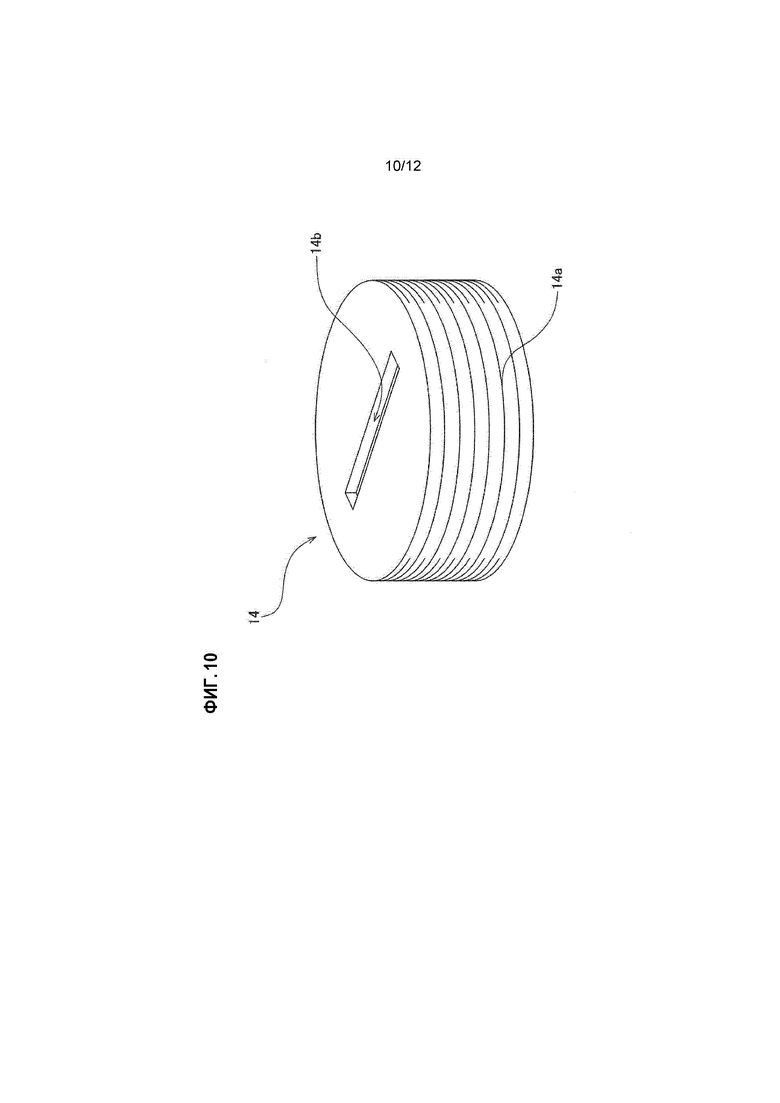
На фиг. 10 показан в изометрии уплотнительный элемент.
На фиг. 11 показаны состояния заполнения с сужающейся и без сужающейся поверхности на наружной окружности переднего конца инструмента для удаления воздуха.
На фиг. 12 показано состояния заполнения, где передняя концевая поверхность инструмента для удаления воздуха установлена в промежутке.
Описание вариантов осуществления
[0020] Ниже описан вариант осуществления настоящего изобретения. Как показано на фиг. 1, настоящий вариант осуществления является примером, в котором настоящее изобретение применяют для ремонта существующей трубы P такой как подземная канализационная труба. Различные компоненты облицовочного материала 100 подаются в существующую трубу P через канализационный колодец H или котлован, и компоненты собирают для формирования структуры облицовочного материала 100. Облицовочный материал 100 обеспечивается в заданной секции существующей трубы P, по существу, вдоль всей внутренней поверхности трубы P по ее окружности. Как показано на фиг. 2, концевые части облицовочного материала 100 герметизируют быстротвердеющим строительным раствором, например. Затем обеспечивают по меньшей мере одно отверстие 3a для удаления воздуха, инструмент 200 для удаления воздуха, выпускной шланг 8, горловину 12 для заполнения, заполняющий шланг 11 и заполняющий насос 10. Затем заполняющий материал нагнетают в промежуток между существующей трубой P и облицовочным материалом 100.
[0021] Прежде всего, ниже описана конструкция облицовочного материала 100 и инструмент 200 для удаления воздуха, применяемый в настоящем изобретении.
[0022] (Материал внутренней облицовки)
Материал 100 внутренней облицовки применяетcя для усиления существующей трубы P. Как показано на фиг. 2 и фиг. 3, материал 100 внутренней облицовки включает в себя усиливающий корпус 1, монтажные элементы 2 и элементы 3 внутренней поверхности. Усиливающий корпус 1 включает в себя усиливающие элементы 15, расположенные в продольном направлении существующей трубы P. Монтажные элементы 2 устанавливаются между усиливающим корпусом 1 и элементами 3 внутренней поверхности. Элементы 3 внутренней поверхности прикрепляются к внутренней поверхности, образованной окружностью усиливающего корпуса 1.
[0023] Усиливающий корпус 1 образован множеством кольцевых усиливающих элементов 15. Каждый усиливающий элемент 15 образован тремя дугообразными усиливающими компонентами 15a, 15b и 15c, которые должны располагаться вдоль левого участка, правого участка и нижнего участка внутренней поверхности существующей трубы P, соответственно. Усиливающие компоненты 15a - 15c соединяются друг с другом соединительными элементами (не показано) в направлении вдоль окружности. Каждый усиливающий элемент 15 выполнен, например, из углеродистой стали, нержавеющей стали, жесткой пластмассы, или т.п. Усиливающие элементы 15 расположены отдельно друг от друга в продольном направлении существующей трубы P, и каждые два усиливающих элемента 15 смежных друг с другом соединены друг с другом множеством трубчатых соединительных элементов 16. Как показано на фиг. 4, множество выемок 17 обеспечивается на внутренней поверхности, образованной окружностью каждого усиливающего элемента 15. Выемки 17 отделены друг от друга в направлении вдоль окружности. В выемки 17, вставляются монтажные элементы 2, соответственно.
[0024] Каждый монтажный элемент 2 является проходит по длине в продольном направлении существующей трубы P. Каждый монтажный элемент 2 прикрепляется к усиливающим элементам 15 для прохождения поверх усиливающих элементов 15. Сечение каждого монтажного элемента 2 в плоскости ортогональной продольному направлению монтажного элемента 2 имеет трапецеидальную C-образную форму аналогичную форме каждой выемки 17 усиливающих элементов 15. Пространство внутри монтажного элемента 2 C-образной формы функционирует, как заглубленный первый монтажный участок 2а в который вставляются концевые части описанных ниже элементов 3 внутренней поверхности. Монтажные элементы 2 прикрепляются к усиливающему корпусу 1 так, что первый монтажный участок 2а каждого монтажного элемента 2 открыт к центру существующей трубы P. Прикрепленные монтажные элементы 2 расположены бок о бок в направлении вдоль окружности. На нижнем участке каждого первого монтажного участка 2а, обеспечен уплотнительный элемент 18 для уплотнения промежутка между монтажным элементом 2 и элементами 3 внутренней поверхности. Каждый монтажный элемент 2 выполнен, например, из термопластичной смолы, такой как полиэтиленовая смола. Элементы 3 внутренней поверхности прикрепляются к внутренней поверхности, образованной окружностью усиливающего корпуса 1 с помощью монтажных элементов 2.
[0025] Каждый элемент 3 внутренней поверхности имеет, по существу, U-образное сечение и имеет два выступающих вторых монтажных участка 3b, которые расположены, соответственно, на обеих периферических концевых частях элемента 3 внутренней поверхности. В первый монтажный участок 2а каждого монтажного элемента 2, вставляется соответствующая пара вторых монтажных участков 3b в контакте друг с другом, пара вторых монтажных участков 3b, соответственно, принадлежит двум элементам 3 внутренней поверхности смежным друг с другом в направление вдоль окружности. Поскольку выступающие концевые части пары вторых монтажных участков 3b вставляются в первый монтажный участок 2а, элементы 3 внутренней поверхности фиксируются к усиливающему корпусу 1. Элементы 3 внутренней поверхности прикрепляются к усиливающему корпусу 1 для расположения бок о бок в направлении вдоль окружности, в результате внутренняя поверхность существующей трубы P герметически закрывается элементами 3 внутренней поверхности. Каждый элемент 3 внутренней поверхности выполнен, например, из термопластичной смолы такой как полиэтиленовая смола.
[0026] Имеется промежуток S между внутренней поверхностью существующей трубы P и усиливающим корпусом 1 с монтажными элементами 2 и элементами 3 внутренней поверхности, прикрепленными к нему. Промежуток S заполняется заполняющим материалом, что описано ниже.
[0027] (Инструмент для удаления воздуха)
Инструмент 200 для удаления воздуха применяетcя для выпуска воздуха и застойной воды в промежутке S. Как показано на фиг. 9, инструмент 200 для удаления воздуха включает в себя: цилиндрический корпус 4, резьбовую гайку 5, винтовой резьбовой переходник 6; и ниппель 7 шланга.
[0028] Цилиндрический корпус 4 имеет цилиндрическую форму. Длина цилиндрического корпуса 4 больше расстояния от внутренней поверхности существующей трубы P до внутренней поверхности, образованной окружностью внутренних поверхностей 3. Цилиндрический корпус 4 имеет резьбовой участок 4a на своей наружной периферийной поверхности. Цилиндрический корпус 4 имеет на одном своем конце кольцевую переднюю концевую поверхность, обрезанную ортогонально оси цилиндрического корпуса 4. Цилиндрический корпус 4 также имеет сужающуюся поверхность 4c на наружной периферии одного конца. Сужающаяся поверхность 4c образована срезанием наружной кромки передней концевой поверхности, например, выполнением фаски или закругления наружной кромки. Цилиндрический корпус 4 снабжен участком для удаления воздуха на одном конце. В показанном варианте осуществления участок для удаления воздуха образован прорезанными пазами 4b. Прорезанных пазов 4b четыре, и прорезанные пазы 4b предусмотрены с интервалами 90 градусов. Глубина каждого прорезанного паза 4b может быть свободно определена по условию обеспечения прохода воздуха и застойной воды через прорезанный паз 4b. Кроме того, число прорезанных пазов 4b не ограничено четырьмя. В дополнение, интервалы между прорезанными пазами 4b не обязательно должны быть постоянными. Цилиндрический корпус 4 выполняется из нержавеющей стали, например. Резьбовая гайка 5 прикрепляется к наружной периферии цилиндрического корпуса 4.
[0029] Резьбовая гайка 5 выполнена с возможностью прикрепления цилиндрического корпуса 4 к отверстию 3a для удаления воздуха, просверленному сквозь элемент 3 внутренней поверхности. Внутренняя поверхность резьбовой гайки 5 снабжена резьбой для создания резьбового участка 5d с шагом, одинаковым с резьбовым участком 4a, обеспеченным на наружной поверхности, образованной окружностью цилиндрического корпуса 4. Каждый резьбовой участок предпочтительно имеет трапецеидальную резьбу, которая служит обеспечению высокой точности относительно аксиального направления. Резьбовой участок 5d на внутренней поверхности, образованной окружностью резьбовой гайки 5 выполнен с возможностью свинчивания с резьбовым участком 4a на наружной поверхности, образованной окружностью цилиндрического корпуса 4. Вследствие указанного, резьбовая гайка 5 прикрепляется к цилиндрическому корпусу 4. Резьбовая гайка 5 включает в себя верхний участок 5a гайки и нижний участок 5b гайки. Резьбовой участок 5c обеспечен на наружной поверхности, образованной окружностью верхнего участка 5a гайки. Резьбовой участок 5c имеет шаг, одинаковый с шагом резьбового участка 3b отверстия 3a для удаления воздуха. Шаг резьбового участка 5c на наружной поверхности, образованной окружностью верхнего участка 5a гайки может быть одинаковым с или может быть отличающимся от шага резьбового участка 5d на внутренней поверхности, образованной окружностью резьбовой гайки 5. Резьбовой участок 5c на наружной поверхности, образованной окружностью верхнего участка 5a гайки, выполнен с возможностью свинчивания с резьбовым участком 3b отверстия 3a для удаления воздуха. Благодаря указанному, резьбовая гайка 5 прикрепляется к элементу 3 внутренней поверхности. Благодаря указанным выше устройствам, цилиндрический корпус 4, прикрепленный к резьбовой гайке 5, может перемещаться вертикально относительно элемента 3 внутренней поверхности. Предпочтительно, длина верхнего участка 5a гайки больше толщины элемента 3 внутренней поверхности. Данное обеспечивает резьбовой гайке 5 прикрепление к элементу 3 внутренней поверхности свинчиванием резьбовой гайки 5 с элементом 3 внутренней поверхности по всей толщине 3 внутренней поверхности. При этом, нижний участок 5b гайки имеет снаружи форму шестиугольника, и наружный диаметр нижнего участка 5b гайки по меньшей мере больше наружного диаметра верхнего участка 5a гайки. Данное обеспечивает резьбовой гайке 5 свинчивание с элементом 3 внутренней поверхности с прочным придавливанием на элемент 3 внутренней поверхности. В результате, резьбовая гайка 5 прочно скрепляется с элементом 3 внутренней поверхности. Как следствие, инструмент 200 для удаления воздуха прочно скрепляется с элементом 3 внутренней поверхности, и указанное предотвращает открепление инструмента 200 для удаления воздуха во время работы. Следует отметить что снаружи форма нижнего участка 5b гайки не обязательно должна иметь шестиугольную форму. Например, снаружи форма может быть восьмиугольной. Резьбовая гайка 5 выполняется из нержавеющей стали, например. Винтовой резьбовой переходник 6, имеющий верхний и нижний открытые концы, прикрепляется к другому концу цилиндрического корпуса 4.
[0030] Винтовой резьбовой переходник 6 выполнен с возможностью соединения цилиндрического корпуса 4 и конца ниппеля 7 шланга, которые отличаются друг от друга наружным диаметром. Ниппель 7 шланга прикрепляется к цилиндрическому корпусу 4 с помощью винтового резьбового переходника 6.
[0031] Ниппель 7 шланга выполнен с возможностью прикрепления одного конца выпускного шланга 8 к инструменту 200 для удаления воздуха. Через шланг 8 выпускается воздух и застойная вода. Отмечается, что вакуумный насос (не показано) может быть соединен c другим концом выпускного шланга 8 для принудительного выпуска воздуха и застойной воды. Винтовой резьбовой переходник 6 и ниппель 7 шланга могут быть выполнены унитарно, как один элемент.
[0032] Ниже описан этап выполнения внутренней облицовки для структурирования материала 100 внутренней облицовки и различные этапы, выполняемые с применением инструмента 200 для удаления воздуха.
[0033] (Этап выполнения внутренней облицовки)
На этапе выполнения внутренней облицовки, обеспечивается материал 100 внутренней облицовки в существующей трубе P. Этап выполнения внутренней облицовки выполняют до этапа прикрепления инструмента для удаления воздуха, описанного ниже.
[0034] Как показано на фиг. 3, усиливающие элементы 15 располагаются вдоль внутренней поверхности существующей трубы P. Каждый усиливающий элемент 15 собирается посредством соединения трех усиливающих компонентов 15a - 15c в направлении по окружности в существующей трубе P. Множество усиливающих элементов 15 соединяются друг с другом соединительными элементами 16 в продольном направлении существующей трубы P, в результате образуется цилиндрический усиливающий корпус 1.
[0035] Монтажные элементы 2 монтируются в выемки 17 усиливающих элементов 15. Кроме того, в первый монтажный участок 2а каждого монтажного элемента 2, вставляется и монтируется соответствующая пара вторых монтажных участков 3b, причем вторые монтажные участки 3b соответственно принадлежат двум элементам 3 внутренней поверхности, смежным друг с другом в направлении вдоль окружности. Элементы 3 внутренней поверхности прикрепляются к цилиндрическому усиливающему корпусу 1 по всей окружности таким путем. Как следствие, внутренняя поверхность существующей трубы P закрывается элементами 3 внутренней поверхности. При этом, материал 100 внутренней облицовки обеспечивается в существующей трубе P.
[0036] (Этап прикрепления заполняющего шланга)
Как показано на фиг. 2, после обеспечения материала 100 внутренней облицовки, обеспечивается одна или несколько горловин 12 для заполнения, проходящих сквозь нижний участок облицовочного материала 100. Горловины 12 для заполнения обеспечиваются с применением дрели, например. В данном варианте осуществления, число обеспечиваемых горловин 12 для заполнения, проходящих через материал 100 внутренней облицовки больше одной. Горловины 12 для заполнения создаются с постоянными интервалами в продольном направлении облицовочного материала 100. Интервалы определяют на основе расстояния, для которого заполнение является возможным. Интервалы между горловинами 12 для заполнения не обязательно должны быть постоянными. Каждая горловина 12 для заполнения выполнена с возможностью закрытия колпачком (не показано), например. Заполняющий шланг 11 прикрепляется к горловине 12 для заполнения. Заполняющий шланг 11 выполнен с возможностью соединения заполняющего насоса 10 и горловина 12 для заполнения. Один конец заполняющего шланга 11 прикрепляется к горловине 12 для заполнения, и другой конец заполняющего шланга 11 прикрепляется к заполняющему насосу 10. Таким образом, материал 100 внутренней облицовки соединяется c заполняющим насосом 10.
[0037] (Этап прикрепления инструмента для удаления воздуха)
Как показано на фиг. 3 и фиг. 5, обеспечивается одно или несколько отверстий 3а для удаления воздуха, каждое с резьбовым участком 3b, проходящих сквозь один или несколько требуемых элементов 3 внутренней поверхности из элементов 3 внутренней поверхности, которые включены в верхнюю половину облицовочного материала 100. В данном варианте осуществления число отверстий 3a для удаления воздуха, просверленных сквозь элементы 3 внутренней поверхности, больше одного. Для материала 100 внутренней облицовки данного варианта осуществления, предпочтительно, каждое отверстие 3a для удаления воздуха обеспечивается между монтажными элементами 2 так, что резьбовая гайка 5 может быть завинчена глубоко в материал 100 внутренней облицовки. Резьбовая гайка 5 описана ниже. Отверстия 3а для удаления воздуха сверлятся с постоянными интервалами в продольном направлении облицовочного материала 100. Отверстия 3а для удаления воздуха обычно сверлятся на площадке работ в местах где воздух имеет тенденцию задерживаться. Отверстия 3а для удаления воздуха сверлят с применением дрели, например. Отверстия 3а для удаления воздуха могут быть просверлены после или до обеспечения материала 100 внутренней облицовки в трубе P. В дополнение, интервалы между отверстиями 3а для удаления воздуха не обязательно должны быть постоянными. Отверстие 3a для удаления воздуха может быть обеспечено на месте, определенном на площадке работ, где воздух имеет тенденцию задерживаться в промежутке S.
[0038] Резьбовая гайка 5 прикрепляется к каждому отверстию 3a для удаления воздуха. В частности, резьбовой участок 5c, обеспеченный на наружной поверхности, образованной окружностью верхнего участка 5а резьбовой гайки 5 свинчивается с резьбовым участком 3b, обеспеченным в отверстии 3a для удаления воздуха, и при этом резьбовая гайка 5 прикрепляется к отверстию 3a для удаления воздуха. Резьбовая гайка 5 ввинчивается в отверстие 3a для удаления воздуха до входа резьбовой гайки 5 в контакт с монтажными элементами 2.
[0039] Цилиндрический корпус 4 прикрепляется к резьбовой гайке 5. В частности, резьбовой участок 4a на наружной поверхности, образованной окружностью цилиндрического корпуса 4 свинчивается с резьбовым участком 5d на внутренней поверхности, образованной окружностью резьбовой гайки 5 и при этом цилиндрический корпус 4 прикрепляется к резьбовой гайке 5. Цилиндрический корпус 4 ввинчивается до входа его передней концевой поверхности с прорезанными пазами 4b в контакт с внутренней поверхностью существующей трубы P. При этом, цилиндрический корпус 4 может быть приближен к внутренней поверхности существующей трубы P от позиции вблизи материала 100 внутренней облицовки по ходу нагнетания заполняющего материала на описанном ниже этапе заполнения так, что передняя концевая поверхность цилиндрического корпуса 4 в конце концов войдет в контакт с внутренней поверхностью существующей трубы P. Например, когда много воздуха и застойной воды остается в промежутке S, переднюю концевую поверхность можно удерживать без контакта с внутренней поверхностью трубы, и когда остается мало воздуха и воды, переднюю концевую поверхность можно вводить в контакт с внутренней поверхностью. Передняя концевая поверхность цилиндрического корпуса 4 ортогональна оси цилиндрического корпуса 4, и ось цилиндрического корпуса 4 ориентирована в радиальном направлении, проходящем от центра внутренней окружности существующей трубы P. При этом, инструмент 200 для удаления воздуха прикрепляется к и скрепляется с материалом 100 внутренней облицовки.
[0040] Выпускной шланг 8 прикрепляется к другому концу ниппеля 7 шланга. Хомут 9 шланга прикрепляется к одному концу выпускного шланга 8, прикрепленному к ниппелю 7 шланга. Хомут 9 шланга предотвращает открепление выпускного шланга 8 от ниппеля 7 шланга. Другой конец выпускного шланга 8 может быть прикреплен к вакуумному насосу (не показано).
[0041] Требуется выполнять этап прикрепления инструмента для удаления воздуха до описанного ниже этапа заполнения, поскольку воздух в промежутке S плавно выпускается. Вместе с тем, этап прикрепления инструмента для удаления воздуха может быть выполнен на этапе заполнения.
Альтернативно, цилиндрический корпус 4 может быть прикреплен к резьбовой гайке 5 заранее, и резьбовая гайка 5 с цилиндрическим корпусом 4 может быть прикреплена к отверстию 3a для удаления воздуха.
[0042] (Этап заполнения)
Как показано на фиг. 2, заполняющий материал нагнетают в промежуток S из заполняющего насоса 10 через заполняющий шланг 11. Давление заполнения имеет величину порядка 0,1 МПа - 0,3 МПа. Заполняющий материал постепенно нагнетается от участка промежутка ниже материала 100 внутренней облицовки до участка промежутка выше материала 100 внутренней облицовки. Заполняющий материал является, например, цементирующим материалом, таким как цементное молоко, строительный раствор и бетон или термоотверждающаяся смола, такая как ненасыщенная сложноэфирная смола и эпоксидная смола.
[0043] Как показано на фиг. 6, промежуток S заполняется заполняющим материалом. В данном процессе, воздух и застойную воду в промежутке S выпускают через прорезанные пазы 4b, обеспеченные на передней концевой поверхность каждого цилиндрического корпуса 4. Прорезанные пазы 4b расположены вблизи внутренней поверхности существующей трубы P, и данное обеспечивает воздуху и застойной воде выпуск в полном объеме из промежутка S. Заполнен ли промежуток S полностью заполняющим материалом можно проверить испытанием текучей среды, выпускаемой из заднего конца инструмента 200 для удаления воздуха, на предмет совпадения ее свойств с нагнетаемым заполняющим материалом. Вакуумный насос (не показано) может быть прикреплен к инструменту 200 для удаления воздуха. В данном случае вакуумный насос снижает давление внутри выпускного шланга 8, ниппеля 7 шланга, винтового резьбового переходника 6 и цилиндрического корпуса 4 для содействия выпуску воздуха и застойной воды.
[0044] После подтверждения выпуска заполняющего материала из заднего конца инструмента 200 для удаления воздуха выпускной шланг 8 изгибают, и временно фиксирующую ленту 13 обматывают вокруг изогнутого выпускного шланга 8, как показано на фиг. 7. Таким образом, другой конец выпускного шланга 8 закрывается. Отмечаем, что способ закрытия другого конца выпускного шланга 8 не ограничен тем, как закрыт другой конец выпускного шланга 8. Например, другой конец выпускного шланга 8 может быть закрыт колпачком (не показано). После закрытия другого конца выпускного шланга 8 нагнетание заполняющего материала заполняющим насосом 10 останавливают.
[0045] (Дополнительный этап заполнения)
Цилиндрический корпус 4 опускают до установки переднего конца цилиндрического корпуса 4 на уровне отверстия 3a для удаления воздуха. Заполняющий материал, количество которого соответствует объему опущенного участка цилиндрического корпуса 4, нагнетают в промежуток S. Опущенный участок цилиндрического корпуса 4 имеет высоту равную расстоянию от отверстия 3a для удаления воздуха до внутренней поверхности существующей трубы P. Затем, уровень заполнения проверяется с помощью управления давлением в промежутке S. В результате, промежуток S равномерно заполняется заполняющим материалом, без каких-либо пустот.
Следующий альтернативный путь также является возможным: другой конец выпускного шланга 8 не закрывают на этапе заполнения; цилиндрический корпус 4 ввинчивают вниз, когда заполняющий материал продолжают выпускать из заднего конца инструмента 200 для удаления воздуха; и затем другой конец шланга 8 закрывают.
Может быть предусмотрена отметка на наружной поверхности, образованной окружностью цилиндрического корпуса 4 до этапа заполнения для указания положения, до которого цилиндрический корпус 4 опускается. Данное упрощает опускание нижнего цилиндрического корпуса 4 на уровень с отверстием 3a для удаления воздуха.
[0046] (Этап отсоединения инструмента для удаления воздуха)
Ожидают затвердевания заполняющего материала. После затвердевания заполняющего материала инструмент 200 для удаления воздуха отсоединяют от отверстия 3a для удаления воздуха.
[0047] Как показано на фиг. 8, отверстию 3a для удаления воздуха закрывается уплотнительным элементом 14 после этапа отсоединения инструмента для удаления воздуха.
[0048] Как показано на фиг. 10, уплотнительный элемент 14 имеет, на своей периферической поверхности резьбовой участок 14a с шагом одинаковым с шагом резьбового участка 3b отверстия 3a для удаления воздуха. Уплотнительный элемент 14 прикрепляется к отверстию 3a для удаления воздуха завинчиванием уплотнительного элемента 14 в отверстие 3a для удаления воздуха. Требуется, чтобы толщина уплотнительного элемента 14 превышала толщину элемента 3 внутренней поверхности. Данное обеспечивает уплотнительному элементу 14 прикрепление к элементу 3 внутренней поверхности свинчиванием уплотнительного элемента 14 с элементом 3 внутренней поверхности по всей толщине 3 внутренней поверхности. Уплотнительный элемент 14 имеет шлиц 14b. Данное обеспечивает уплотнительному элементу 14 простое прикрепление с применением отвертки с плоским лезвием, например. Альтернативно, уплотнительный элемент 14 может иметь шлиц, ортогональный шлицу 14b в дополнение к шлицу 14b, например.
[0049] Открепление заполняющего шланга 11 и закрытие горловины 12 для заполнения выполняют в приемлемое время.
[0050] (Функции и эффекты)
В настоящем варианте осуществления инструмент для удаления воздуха скрепляется со своей передней концевой поверхностью, находящейся в контакте с внутренней поверхностью существующей трубы P, и инструмент для удаления воздуха включает в себя на своем переднем конце прорезанные пазы 4b, через которые выпускается воздух. Данные элементы обеспечивают воздуху в промежутке S выпуск через прорезанные пазы 4b до входа заполняющего материала в инструмент 200 для удаления воздуха. В результате, промежуток S равномерно заполняется заполняющим материалом, и воздух в промежутке полностью удаляется. Когда застойная вода присутствует в промежутке S, застойная вода выпускается с воздухом, тем же способом. Кроме того, благодаря регулированию глубины каждого прорезанного паза 4b, можно регулировать объем выпуска за единицу времени.
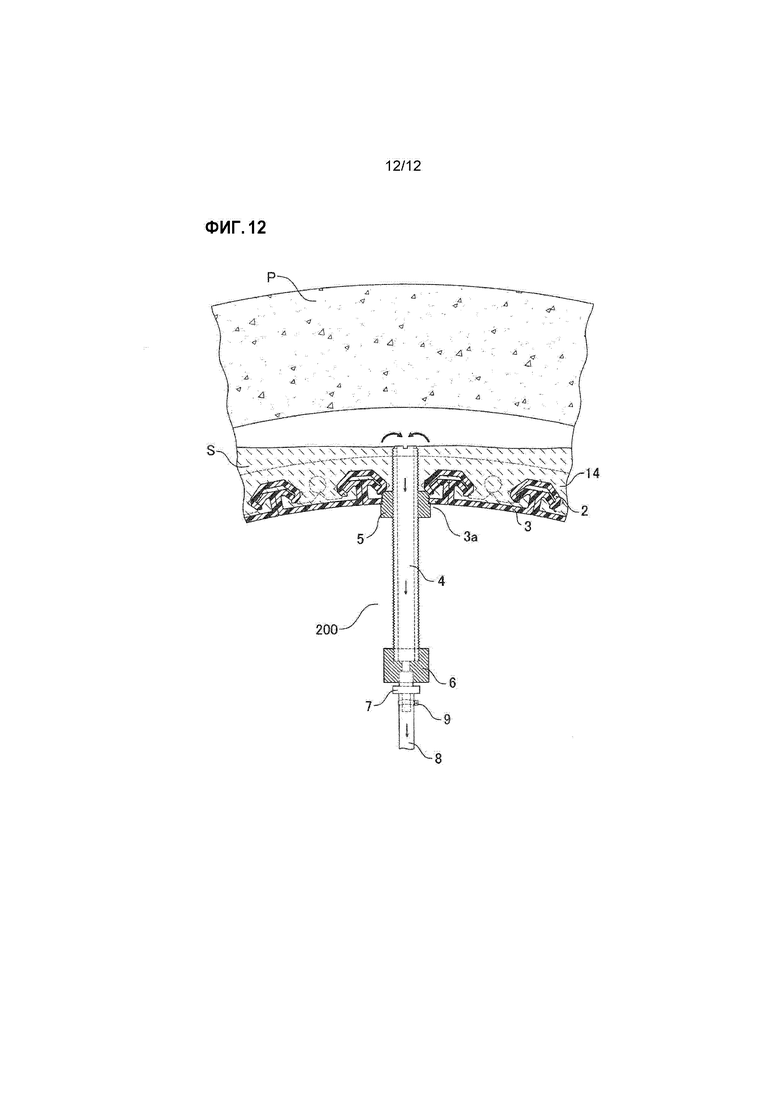
[0051] В настоящем варианте осуществления передняя концевая поверхность инструмента 200 для удаления воздуха может быть приближена к внутренней поверхности существующей трубы P на этапе заполнения. Когда много воздуха и застойной воды имеется в промежутке S, выпуск воздуха и застойной воды через проем на переднем конце возможен при удержании передней концевой поверхности инструмента от входа в контакт с внутренней поверхностью существующей трубы P, как показано на фиг. 12. Данное содействует плавному выпуску воздуха и застойной воды. Переднюю концевую поверхность вводят в контакт с внутренней поверхностью трубы P, когда объем остающегося воздуха и застойной воды становится незначительным. При этом воздух и застойная вода в промежутке S полностью выпускаются через участок для удаления воздуха, обеспеченный на переднем конце.
[0052] В настоящем варианте осуществления после завершения этапа заполнения задний конец инструмента 200 для удаления воздуха закрывается, и выполняется дополнительный этап заполнения. На дополнительном этапе заполнения, инструмент 200 для удаления воздуха опускают так, что его передний конце располагается на уровне с отверстием 3a для удаления воздуха, и затем заполняющий материал нагнетают в промежуток S. Объем нагнетаемого заполняющего материала соответствует объему участка инструмента 200 для удаления воздуха, который установлен в промежутке S, когда инструмент 200 контактирует с внутренней поверхностью трубы P. В результате, промежуток S равномерно заполняется заполняющим материалом без каких-либо пустот. Данное предотвращает уменьшение прочности на участке между внутренней поверхностью существующей трубы P и поверхностью наружной окружности облицовочного материала 100.
[0053] В настоящем вариант осуществления, отверстия 3а для удаления воздуха могут быть просверлены сквозь элементы 3 внутренней поверхности до или после обеспечения материала 100 внутренней облицовки в трубе P. Таким образом, возможным является изменение числа удаляющих воздух инструментов 200, даже после обеспечения материала 100 внутренней облицовки в трубе P. Указанное дает возможность гибкого решения проблем при внесении конструктивных изменений на основе ситуация на площадке работ. Например, можно открыть отверстие 3a для удаления воздуха на участке 3 внутренней поверхности противоположной части промежутка S, где воздух имеет тенденцию задерживаться.
[0054] В настоящем варианте осуществления инструмент 200 для удаления воздуха имеет сужающуюся поверхность 4c на наружной окружности своего переднего конца. Внутренняя поверхность существующей трубы P, выполненной из бетона или т.п., является неровной. Вследствие этого может получаться естественный промежуток между внутренней поверхностью существующей трубы P и передней концевой поверхностью цилиндрического корпуса 4 инструмента 200 для удаления воздуха, приведенного в контакт с внутренней поверхностью. Теперь рассмотрим фиг. 11, на которой показан представленный вариант осуществления слева и сравнительный пример справа. В представленном варианте осуществления даже небольшой объем оставшегося воздуха и застойной воды плавно вводится в инструмент 200 для удаления воздуха вдоль сужающейся поверхности 4c, предусмотренной на наружной окружности переднего конца цилиндрического корпуса 4. Предпочтительно цилиндрический корпус 4 инструмента 200 для удаления воздуха также включает в себя участок 4d фаски внутри передней концевой поверхности цилиндрического корпуса 4.
[0055] В настоящем варианте осуществления инструмент 200 для удаления воздуха включает в себя: цилиндрический корпус 4, имеющий резьбовой участок 4a на своей наружной окружности; и резьбовую гайку 5b, выполненную так, что ее внутренняя окружность свинчивается с цилиндрическим корпусом 4 и ее наружная окружность свинчивается с отверстием 3a для удаления воздуха. Данное устройство обеспечивает высокие функциональные возможности инструменту 200 для удаления воздуха, связанные с его перемещениями вверх и вниз в направлении его оси. Кроме того, описанное выше устройство обеспечивает инструменту 200 для удаления воздуха прикрепление и открепление с применением простых инструментов.
[0056] В настоящем варианте осуществления каждое отверстие 3a для удаления воздуха закрывают уплотнительным элементом 14 после этапа отсоединения инструмента для удаления воздуха. Данное устраняет неровность на элементах 3 внутренней поверхности, создаваемую отверстиями 3а для удаления воздуха. В результате, поток воды, проходящий через трубу, не нарушается отверстиями 3а для удаления воздуха.
[0057] Описан предпочтительный вариант осуществления настоящего изобретения. Следует отметить, что настоящее изобретение не ограничено вышеописанным вариантом осуществления, и примеры, а также различные конструктивные изменения, замещения и замены можно выполнять здесь без отхода от сущности и объема изобретения, определяемого прилагаемой формулой изобретения.
[0058] Описанный выше вариант осуществления относится к случаю, где настоящее изобретение применяется в подземной канализационной трубе. Вместе с тем, возможно применение настоящего изобретения для вторичной внутренней облицовки туннеля.
[0059] Кроме того, в вышеописанном варианте осуществления материал 100 внутренней облицовки включает в себя: усиливающий корпус 1, включающий в себя усиливающие элементы, расположенные в продольном направлении существующей трубы P; монтажные элементы 2 установленные между усиливающим корпусом 1 и элементами 3 внутренней поверхности; и элементы 3 внутренней поверхности, прикрепленные к внутренней поверхности, образованной окружностью усиливающего корпуса 1. Вместе с тем, настоящее изобретение не ограничено указанным. Материал внутренней облицовки может являться, например, поливинилхлоридной трубой, полученной экструзионным прессованием, которая обеспечивается в существующей трубе P.
[0060] Хотя вышеописанный вариант осуществления относится к случаю, где цилиндрический корпус 4 прикрепляется к отверстию 3a для удаления воздуха с помощью резьбовой гайки 5, цилиндрический корпус 4 может быть напрямую прикреплен к отверстию 3a для удаления воздуха. Например, возможна следующая альтернатива: цилиндрический корпус 4 имеет наружный диаметр равный диаметру отверстия 3a для удаления воздуха и имеет резьбовую наружную периферийную поверхность; и цилиндрический корпус 4 прикрепляется к отверстию 3a для удаления воздуха завинчиванием цилиндрического корпуса 4 в отверстие 3a для удаления воздуха.
[0061] Кроме того, хотя вышеописанный вариант осуществления относится к случаю, где выпускной шланг 8 прикрепляется к ниппелю 7 шланга, выпускной шланг 8 может быть напрямую прикреплен к другому концевому участку цилиндрического корпуса 4, причем другой концевой участок имеет форму фитинга подобную побегу бамбука.
[0062] В вышеописанном варианте осуществления указано, что длина верхнего участка 5a гайки предпочтительно больше толщины элемента 3 внутренней поверхности. Вместе с тем, длина верхнего участка 5a гайки не ограничена, поскольку инструмент 200 для удаления воздуха скрепляется с элементом 3 внутренней поверхности во время работы без открепления от элемента 3 внутренней поверхности.
[0063] В вышеописанном варианте осуществления указано, что толщина уплотнительного элемента 14 предпочтительно больше толщины элемента 3 внутренней поверхности. Вместе с тем, толщина уплотнительного элемента 14 не ограничена, поскольку уплотнительный элемент 14 скрепляется с элементом 3 внутренней поверхности без открепления от элемента 3 внутренней поверхности.
[0064] Кроме того, в вышеописанном варианте осуществления участок для удаления воздуха, обеспеченный на переднем конце инструмента 200 для удаления воздуха, образован прорезанными пазами 4b. Вместе с тем, участок для удаления воздуха может быть образован одним или несколькими отверстиями. Такое отверстие обеспечивается на требуемом месте на сужающейся поверхности ортогонально сужающейся поверхности.
Перечень ссылочных позиций
[0065]
1: усиливающий корпус
2: монтажный элемент
3: элемент внутренней поверхности
3a: отверстие для удаления воздуха
4: цилиндрический корпус
4a: резьбовой участок
4b: прорезанный паз
4c: сужающаяся поверхность
5: резьбовая гайка
5a: верхний участок гайки
5b: нижний участок гайки
5c: резьбовой участок
5d: резьбовой участок
6: винтовой резьбовой переходник
14: уплотнительный элемент
14a: резьбовой участок
14b: паз
100: материал внутренней облицовки
200: инструмент для удаления воздуха
P: существующая труба
S: промежуток
Изобретение отнсится к способу заполнения промежутка заполняющим материалом, где промежуток рсположен между существующей трубой и облицовочным материалом, обеспечнным внутри трубы. Техничесий результат заключается в обеспечении предотвращения попадания заполняющего материала в инструмент для удаления воздуха через его проем до завершения удаления воздуха из промежутка и в равномерном заполнении промежутка заполняющим материалом. Предложен способ 1. Способ включает этап прикрепления инструмента для удаления воздуха, на котором вставляют инструмент для удаления воздуха в отверстие для удаления воздуха, обеспеченное в верхней половине материала внутренней облицовки, и приводят переднюю концевую поверхность инструмента для удаления воздуха в контакт с внутренней поверхностью существующей трубы. Этап заполнения, на котором нагнетают заполняющий материал под давлением в промежуток из горловины для заполнения, выполненной сквозь нижний участок материала внутренней облицовки, одновременно вытесняя воздух из промежутка через передний конец инструмента для удаления воздуха. Причем инструмент для удаления воздуха включает в себя, на переднем своем конце, участок для удаления воздуха, через который выпускается воздух. 5 з.п. ф-лы, 12 ил.
1. Способ заполнения промежутка заполняющим материалом, причем промежуток расположен между существующей трубой и материалом внутренней облицовки, расположенным внутри существующей трубы, включающий:
этап прикрепления инструмента для удаления воздуха, на котором вставляют инструмент для удаления воздуха в отверстие для удаления воздуха, обеспеченное в верхней половине материала внутренней облицовки, и приводят переднюю концевую поверхность инструмента для удаления воздуха в контакт с внутренней поверхностью существующей трубы; и
этап заполнения, на котором нагнетают заполняющий материал под давлением в промежуток из горловины для заполнения, выполненной сквозь нижний участок материала внутренней облицовки, одновременно вытесняя воздух из промежутка через передний конец инструмента для удаления воздуха,
причем инструмент для удаления воздуха включает в себя, на переднем своем конце, участок для удаления воздуха, через который выпускается воздух.
2. Способ по п. 1, в котором
переднюю концевую поверхность инструмента для удаления воздуха приближают к внутренней поверхности существующей трубы от позиции вблизи материала внутренней облицовки в зависимости от уровня заполнения заполняющим материалом на этапе заполнения и затем вводят в контакт с внутренней поверхностью существующей трубы.
3. Способ по п. 1 или 2, дополнительно содержащий
дополнительный этап заполнения, состоящий из опускания инструмента для удаления воздуха так, что передний конец инструмента для удаления воздуха располагается на уровне отверстия для удаления воздуха после остановки этапа заполнения и затем нагнетания заполняющего материала в промежуток, причем объем нагнетаемого заполняющего материала соответствует объему участка инструмента для удаления воздуха, который установлен в промежутке, когда передняя концевая поверхность контактирует с внутренней поверхностью.
4. Способ по любому из пп. 1-3, в котором
отверстие для удаления воздуха, число которых по меньшей мере равно одному, сверлят сквозь материал внутренней облицовки по мере необходимости.
5. Способ по любому из пп. 1-4, в котором участок для удаления воздуха образован по меньшей мере одним прорезанным пазом.
6. Способ по любому из пп. 1-5, в котором
инструмент для удаления воздуха включает в себя сужающуюся поверхность, выполненную на наружной окружности переднего конца инструмента для удаления воздуха.
| Способ бетонирования облицовки напорных тоннелей | 1941 |
|
SU62331A1 |
| Способ крепления горных выработок | 1990 |
|
SU1789708A1 |
| НЕСЪЕМНАЯ ГИБКАЯ ОПАЛУБКА ДЛЯ МОНОЛИТНОГО ФУНДАМЕНТА | 2012 |
|
RU2526085C2 |
| СПОСОБ ГИДРОИЗОЛЯЦИИ ОБДЕЛОК ТОННЕЛЕЙ | 1997 |
|
RU2120553C1 |
| JP 2001323785 A, 22.11.2001 | |||
| JP 63035999 A, 16.02.1988. | |||

