Настоящее изобретение относится к нагреваемым генерирующим аэрозоль изделиям, содержащим генерирующие аэрозоль субстраты, которые содержат усовершенствованные стержни, содержащие собранный лист гомогенизированного табачного материала.
Способы и устройство для изготовления кусков, нитей или полос табачного материала для использовании при формировании стержней для курительных изделий известны из уровня техники. Обычно ширина таких кусков, нитей и полос табачного материала составляет приблизительно 3 мм или менее.
Например, US-A-4,000,748 раскрывает способ и устройство для резания листа восстановленного табачного материала на полосы и гофрирования полученных полос на по существу одновременных операциях. Гофрированные полосы предназначены для обеспечения повышения степени заполнения.
Формирование стержней для курительных изделий, содержащих гофрированные или негофрированные куски табачного материала, осложнено рядом проблем, включая описанные ниже.
Во-первых, измельчение табачного материала приводит к нежелательному образованию мелких табачных частиц и других отходов.
Во-вторых, стержни, содержащие куски табачного материала, подвержены образованию «высыпающихся концов». Иначе говоря, имеет место высыпание табачного материала из концов стержня. Это усугубляется крошением кусков табачного материала во время формирования стержня. Высыпающиеся концы не только нежелательны с эстетической точки зрения, но также могут создать проблему, состоящую в необходимости более частой очистки производственного оборудования и курительных устройств.
В-третьих, стержни, содержащие куски табачного материала, показывают высокие отклонения от весового стандарта. Иначе говоря, стержни одинаковых размеров обычно могут иметь различный вес. Частично это обусловлено тенденцией к образованию высыпающихся концов стержней, как было указано выше. Высокое отклонение от весового стандарта стержней, содержащих куски табачного материала, приводит к неприемлемо высокому проценту выбраковки стержней, чей вес находится вне выбранного допустимого диапазона.
В-четвертых, стержни, содержащие куски табачного материала, показывают неоднородные плотности. Иначе говоря, плотность стержня по длине имеет тенденцию к неоднородности. Это обусловлено различиями в количестве табачного материала в различных местах вдоль стержня, что приводит к образованию «пустот», т.е. мест с уменьшенным количеством табачного материала, и «подушек», т.е. мест с увеличенным количеством табачного материала. Неоднородная плотность стержней, содержащих куски табачного материала, может нежелательным образом повлиять на сопротивление затяжке (RTD) стержней. В дополнение, неоднородная плотность стержней, содержащих куски табачного материала, может привести к образованию высыпающихся концов, если пустота находится на конце стержня.
В области техники, к которой относится настоящее изобретение, было предложено несколько генерирующих аэрозоль, изделий, в которых табачный материал нагревается, а не сжигается. Обычно в нагреваемых генерирующих аэрозоль изделиях аэрозоль генерируется в результате передачи тепла от источника тепла, например химического, электрического или горючего источника тепла, на физически отделенный генерирующий аэрозоль субстрат, который может быть расположен внутри, вокруг или дальше по ходу потока относительно источника тепла. Стержни табачного материала для использования в качестве генерирующих аэрозоль субстратов в нагреваемых генерирующих аэрозоль изделиях обычно значительно меньше по длине, чем горючие стержни табачного материала для использования в курительных изделиях с обычной курительной частью. Стержни малой длины иногда называют заглушками.
Высыпающиеся концы, высокие отклонения от весового стандарта и неоднородные плотности, показываемые стержнями, содержащими куски табачного материала, особенно критичны и нежелательны в стержнях малой длины. Например, проблема высыпающихся концов усугубляется в генерирующих аэрозоль изделиях, поскольку стержни табачного материала для использования в качестве генерирующих аэрозоль субстратов в нагреваемых генерирующих аэрозоль изделиях обычно значительно меньше по длине, чем стержни горючего табачного материала для использования в курительных изделиях с обычной курительной частью, и в пропорциональном отношении количество табачного материала вблизи этого конца стержня больше.
Для решения указанных проблем, в WO-A2-2012/164009 раскрыты стержни для использования в качестве генерирующих аэрозоль субстратов в нагреваемых генерирующих аэрозоль изделиях, содержащих собранный лист гомогенизированного табачного материала, содержащего один или более формирователей аэрозоля, обернутого оберткой, при этом данный лист гомогенизированного табачного материала имеет содержание формирователя аэролозя более 5 весовых процентов по сухому весу или от от 5 до 30 весовых процентов по сухому весу. В WO-A2-2012/164009 раскрыто, что подходящие формирователи аэрозоля для включения к собранный лист гомогенизированного табачного материала включают многоатомные спирты, такие как триэтиленгликоль, 1,3-бутандиол и глицерин.
Было бы желательно обеспечить усовершенствованные стержни, содержащие собранный лист гомогенизированного табачного материала, для использования в нагреваемых генерирующих аэрозоль изделиях. В частности, было бы желательно обеспечить стержни, содержащие собранный лист гомогенизированного табачного материала, для использования в качестве генерирующих аэрозоль субстратов в нагреваемых генерирующих аэрозоль изделиях, которые при нагреве генерируют аэрозоль, лучше воспринимаемый органами чувств.
Согласно настоящему изобретению, обеспечено нагреваемое генерирующее аэрозоль изделие, содержащее генерирующий аэрозоль субстрат, который содержит стержень, содержащий собранный лист гомогенизированного табачного материала, обернутого оберткой, при этом лист гомогенизированного табачного материала содержит один или более пластификаторов и по меньшей мере 5 весовых процентов триэтилцитрата по сухому весу. Согласно особо предпочтительному аспекту, обеспечено нагреваемое генерирующее аэрозоль изделие, содержащее горючий источник тепла и генерирующий аэрозоль субстрат, который содержит стержень, содержащий собранный лист гомогенизированного табачного материала, обернутого оберткой, при этом лист гомогенизированного табачного материала содержит один или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу.
Согласно настоящему изобретению, обеспечен также способ использования стержня, содержащего собранный лист гомогенизированного табачного материала, обернутого оберткой, при этом лист гомогенизированного табачного материала содержит один или более пластификаторов и по меньшей мере 5 весовых процентов триэтилцитрата по сухому весу, в качестве генерирующего аэрозоль субстрата в нагреваемом генерирующем аэрозоль изделии. Согласно особо предпочтительному аспекту, обеспечено применение стержня, содержащего собранный лист гомогенизированного табачного материала, обернутого оберткой, при этом лист гомогенизированного табачного материала содержит один или более пластификаторов и по меньшей мере 5 весовых процентов триэтилцитрата по сухому весу, в качестве генерирующего аэрозоль субстрата в нагреваемом генерирующем аэрозоль изделии, содержащем горючий источник тепла.
В данном контексте термин «стержень» используется для описания по существу цилиндрического элемента с по существу круглым, овальным или эллиптическим поперечным сечением.
В данном контексте термин «гомогенизированный табачный материал» обозначает материал, образованный в результате агломерации табака в виде частиц.
В данном контексте термин «собранный» используется для описания листа, который свернут, согнут или иным образом сжат или сужен в направлении, по существу поперечном продольной осевой линии цилиндрического стержня.
В данном контексте термин «лист» обозначает пластинчатый элемент, имеющий ширину и длину, значительно превышающие его толщину.
В данном контексте термин «длина» используется для описания размера в направлении продольной осевой линии цилиндрического стержня.
В данном контексте термин «ширина» используется для описания размера в направлении, про существу перпендикулярном продольной осевой линии цилиндрического стержня.
В данном контексте термин «генерирующий аэрозоль субстрат» используется для описания субстрата, способного при нагреве высвобождать летучие соединения, которые могут образовывать аэрозоль. Аэрозоли, генерируемые из генерирующих аэрозоль субстратов в генерирующих аэрозоль курительных изделий по изобретению, могут быть видимыми или невидимыми и могут содержать пары (например, тонкодисперсные частицы находящихся в газообразном состоянии веществ, которые при комнатной температуре обычно являются жидкими или твердыми), а также газы и капли жидкости конденсированных паров. В нагреваемых генерирующих аэрозоль изделиях по изобретению весь стержень, включая обертку, рассматривается как генерирующий аэрозоль субстрат.
Следует иметь в виду, что в последующем описании настоящего изобретения признаки, описанные в отношении одного варианта выполнения настоящего изобретения, могут также быть применимы к другим вариантам выполнения настоящего изобретения.
В последующем описании настоящего изобретения выражение «стержни для использования в настоящем изобретении» относится к стержням, содержащим собранный лист гомогенизированного табачного материала, обернутого оберткой, при этом лист гомогенизированного табачного материала содержит один или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу.
Неожиданно было обнаружено, что включение комбинации из одного или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу в лист гомогенизированного табачного материала обеспечивает преимущество, состоящее в улучшении органолептических свойств аэрозолей, генерируемых при нагреве стержнями для использования в настоящем изобретении. В частности, было обнаружено, что стержни для использования в настоящем изобретении обеспечивают преимущество, состоящее в том, при нагреве они генерируют аэрозоли, имеющие запах, вкус и ощущения во рту, больше напоминающие основной табачный дым сигарет с обычной курительной частью.
Несколько ароматических соединений, присутствующих в основном табачном дыме сигарет с обычной курительной частью, являются неполярными. Триэтилцитрат обладает сниженной полярностью по сравнению с другими формирователями аэрозоля, такими как глицерин. Безотносительно к теории считается, что включение комбинации одного или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу в качестве формирователя аэрозоля в лист гомогенизированного табачного материала снижает полярность аэрозоля, генерируемого при нагреве стержнями для использования в настоящем изобретении.
Предпочтительно, лист гомогенизированного табачного материала содержит не более чем приблизительно 25 весовых процентов триэтилцитрата по сухому весу. Более предпочтительно, лист гомогенизированного табачного материала содержит не более чем приблизительно 20 весовых процентов триэтилцитрата по сухому весу.
Предпочтительно, лист гомогенизированного табачного материала содержит по меньшей мере приблизительно 5 весовых процентов пластификатора по сухому весу.
Предпочтительно, лист гомогенизированного табачного материала содержит не более чем приблизительно 25 весовых процентов пластификатора по сухому весу. Более предпочтительно, лист гомогенизированного табачного материала содержит не более чем приблизительно 20 весовых процентов пластификатора по сухому весу.
Предпочтительно, общее количество пластификатора и триэтилцитрата в листе гомогенизированного табачного материала составляет по меньшей мере приблизительно 10 весовых процентов по сухому весу.
Предпочтительно, общее количество пластификатора и триэтилцитрата в листе гомогенизированного табачного материала составляет не более чем приблизительно 30 весовых процентов по сухому весу. Более предпочтительно, общее количество пластификатора и триэтилцитрата в листе гомогенизированного табачного материала составляет не более чем приблизительно 25 весовых процентов по сухому весу.
Предпочтительно, количественное отношение в весовых процентах по сухому весу пластификатора к триэтилцитрату в листе гомогенизированного табачного материала составляет от приблизительно 1:1 до приблизительно 2:1. Более предпочтительно, количественное отношение в весовых процентах по сухому весу пластификатора к триэтилцитрату в листе гомогенизированного табачного материала составляет от приблизительно 1:1 до приблизительно 1,7:1.
Было дополнительно обнаружено, что включение комбинации одного или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу в лист гомогенизированного табачного материала обеспечивает преимущество, состоящее в получении листа, достаточно гибкого и прочного, чтобы он был собран в виде стержня для использования в настоящем изобретении.
Предпочтительно, лист гомогенизированного табачного материала имеет усилие разлома на единицу ширины в поперечном направлении по меньшей мере приблизительно 160 Н/м согласно измерению испытуемого образца длиной 50 мм при постоянной скорости растяжения 50 мм/мин с помощью машины для испытаний на растяжение, например INSTRON 5565 или эквивалентной, с динамометром на 100 Н.
В данном контексте термин «усилие разлома на единицу ширины» используется для описания усилия разлома листа шириной 1 м.
Предпочтительно, лист гомогенизированного табачного материала содержит один или более пластификаторов, выбранных из группы, состоящей из пропиленгликоля, сахаров и многоатомных спиртов.
Подходящие сахара для включения в качестве пластификаторов в лист гомогенизированного табачного материала, включают, но без ограничения, фруктозу, глюкозу, инвертированный сахар и их комбинации.
Подходящие многоатомные сахара для включения в качестве пластификаторов в лист гомогенизированного табачного материала включают, но без ограничения, глицерин, сахарные спирты, такие как эритритол и сорбитол, и их комбинации.
Собранный лист гомогенизированного табачного материала предпочтительно проходит по существу по всей длине стержня и по существу по всей области поперечного сечения стержня.
Включение собранного листа гомогенизированного табачного материала в стержни для использования в настоящем изобретении обеспечивает преимущество, состоящее в значительном снижении опасности образования высыпающихся концов по сравнению со стержнями, содержащими куски табачного материала.
Стержни, содержащие собранный лист гомогенизированного табачного материала для использования в настоящем изобретении, обеспечивают преимущество, состоящее в том, они показывают значительно более низкие отклонения от весового стандарта, чем стержни, содержащие куски табачного материала. Вес стержня определенной длины для использования в настоящем изобретении определяется плотностью, шириной и толщиной листа гомогенизированного табачного материала, который собирают для формирования этого стержня. Таким образом, вес стержней определенной длины для использования в настоящем изобретении может регулироваться путем регулирования плотности и размеров листа гомогенизированного табачного материала. Благодаря этому уменьшаются различия в весе между стержнями с одинаковыми размерами для использования в настоящем изобретении и в результате снижается процент отбраковки стержней, чей вес выходит за пределы выбранного допустимого диапазона.
Стержни, содержащие собранный лист гомогенизированного табачного материала для использования в настоящем изобретении, обеспечивают преимущество, состоящее в том, что они показывают более однородные плотности, чем стержни, содержащие куски табачного материала.
В предпочтительных вариантах стержни для использования в настоящем изобретении содержат собранный текстурированный лист гомогенизированного табачного материала, обернутого оберткой.
Использование текстурированного листа гомогенизированного табачного материала может обеспечить преимущество, состоящее в облегчении сбора листа гомогенизированного табачного материала для формирования стержня для использования в настоящем изобретении.
В данном контексте термин «текстурированный лист» используется для описания листа, который был гофрирован, подвергнут конгревному тиснению, подвергнут блинтовому тиснению, перфорирован или иным образом деформирован. Текстурированные листы гомогенизированного табачного материала для использования в настоящем изобретении могут содержать множество разнесенных выемок, выступов, перфорационных отверстий или их комбинации.
В особо предпочтительных вариантах стержни для использования в настоящем изобретении содержат собранный гофрированный лист гомогенизированного табачного материала, обернутого оберткой.
В данном контексте термин «гофрированный лист» предназначен для использования в качестве синонима термина «крепированный лист» и обозначает лист, имеющий множество по существу параллельных складок или гофров. Предпочтительно, гофрированный лист гомогенизированного табачного материала имеет множество складок или гофров, по существу параллельных осевой линии цилиндрического стержня. Таким образом обеспечено преимущество, состоящее в облегчении сбора гофрированного листа гомогенизированного табачного материала для формирования стержня. Тем не менее, следует иметь в виду, что гофрированные листы гомогенизированного табачного материала для использования в настоящем изобретении могут, в качестве альтернативы или дополнительно, иметь множество по существу параллельных складок или гофров, расположенных под острым или тупым углом к оси цилиндрического стержня.
В некоторых вариантах листы гомогенизированного табачного материала для использования в настоящем изобретении могут быть по существу равномерно текстурированы по существу по всей своей поверхности. Например, гофрированные листы гомогенизированного табачного материала для использования в настоящем изобретении могут содержать множество по существу параллельных складок или гофров, которые по существу равномерно разнесены по ширине листа.
Стержни, содержащие собранный лист гомогенизированного табачного материала, обернутого оберткой и содержащего один или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу, особенно пригодны для использования в генерирующих аэрозоль субстратах в нагреваемых генерирующих аэрозоль курительных изделиях.
Стержни, содержащие собранный лист гомогенизированного табачного материала, обернутого оберткой и содержащего один или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу, могут использоваться в качестве генерирующих аэрозоль субстратов в нагреваемых генерирующих аэрозоль изделиях и нагреваемых генерирующих аэрозоль системах по изобретению, содержащих подходящий источник тепла, включая без ограничения этим: химический источник тепла, электрический источник тепла, горючий источник тепла или тепловой сток.
Стержни, содержащие собранный лист гомогенизированного табачного материала, обернутого оберткой и содержащего один или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу, могут использоваться в генерирующих аэрозоль субстратах в нагреваемых генерирующих аэрозоль изделиях по изобретению, содержащих горючий источник тепла и генерирующий аэрозоль субстрат. Согласно предпочтительному аспекту, стержни, содержащие собранный лист гомогенизированного табачного материала, обернутого оберткой и содержащего один или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу, могут использоваться в качестве генерирующих аэрозоль субстратов в нагреваемых генерирующих аэрозоль изделиях по изобретению, содержащих горючий источник тепла и генерирующий аэрозоль субстрат, расположенный дальше по ходу потока относительно этого горючего источника тепла. Согласно особо предпочтительному аспекту, стержни, содержащие собранный лист гомогенизированного табачного материала, обернутого оберткой и содержащего один или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу, могут использоваться в качестве генерирующих аэрозоль субстратов в нагреваемых генерирующих аэрозоль изделиях по изобретению, содержащих горючий углесодержащий источник тепла и генерирующий аэрозоль субстрат, расположенный дальше по ходу потока относительно этого горючего углесодержащего источника тепла.
В данном контексте термин «углесодержащий» используется для описания горючего источника тепла, содержащего уголь.
Например, стержни, содержащие собранный лист гомогенизированного табачного материала, обернутого оберткой и содержащего один или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу, могут использоваться в качестве генерирующих аэрозоль субстратов в нагреваемых генерирующих аэрозоль изделиях по изобретению, относящихся к тому типу, который раскрыт в WO-A2-2009/022232, и содержащих горючий углесодержащий источник тепла, генерирующий аэрозоль субстрат, расположенный дальше по ходу потока относительно этого горючего углесодержащего источника тепла, и теплопроводный элемент, который окружает заднюю частью горючего углесодержащего источника тепла, находится в контакте с нею и примыкает к передней части генерирующего аэрозоль субстрата.
Тем не менее, следует иметь в виду, что стержни, содержащие собранный лист гомогенизированного табачного материала, обернутого оберткой и содержащего один или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу, могут также использоваться в качестве генерирующих аэрозоль субстратов в нагреваемых генерирующих аэрозоль изделиях по изобретению, имеющих горючие источники тепла других конструкций.
В данном контексте термины «дальний», «ближе по ходу потока», «ближний» и «дальше по ходу потока» используются для описания относительных положений компонентов или частей компонентов генерирующих аэрозоль изделий по изобретению относительно направления, в котором пользователь осуществляет затяжку из генерирующего аэрозоль изделия во время его использования.
Нагреваемые генерирующие аэрозоль изделия по изобретению содержат ближний конец, через который при использовании аэрозоль выходит из курительного изделия для доставки пользователю. Ближний конец может также называться мундштучным концом. При использовании пользователь осуществляет затяжку с ближнего конца нагреваемого генерирующего аэрозоль изделия с целью вдыхания аэрозоля, генерируемого генерирующим аэрозоль изделием. Нагреваемое генерирующее аэрозоль изделие содержит дальний конец, противоположный ближнему концу.
Ближний конец может также именоваться расположенным дальше по ходу потока концом нагреваемого генерирующего аэрозоль изделия, а дальний конец может также именоваться расположенным ближе по ходу потока концом нагреваемого генерирующего аэрозоль изделия. Компоненты или части компонентов курительных изделий по изобретению могут быть описаны как находящиеся ближе или дальше по ходу потока относительно друг друга, исходя из их относительных положений между ближним концом и дальним концом нагреваемого генерирующего аэрозоль изделия.
Стержни, содержащие собранный лист гомогенизированного табачного материала, обернутого оберткой и содержащего один или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу, могут также использоваться в качестве генерирующих аэрозоль субстратов в нагреваемых генерирующих аэрозоль изделиях по изобретению для использования в нагреваемых генерирующих аэрозоль системах, содержащих нагреваемое генерирующее аэрозоль изделие и генерирующее аэрозоль устройство, используемое в сочетании с этим нагреваемым генерирующим аэрозоль изделием и содержащее нагревательные средства, выполненные с возможностью нагрева генерирующего аэрозоль субстрата нагреваемого генерирующего аэрозоль изделия.
В данном контексте термин «генерирующее аэрозоль устройство» используется для описания устройства, которое взаимодействует с генерирующим аэрозоль субстратом нагреваемого генерирующего аэрозоль изделия для генерирования аэрозоля, который непосредственно вдыхается в легкие пользователя через рот пользователя.
Согласно предпочтительному аспекту, стержни, содержащие собранный лист гомогенизированного табачного материала, обернутого оберткой и содержащего один или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу, могут использоваться в качестве генерирующих аэрозоль субстратов в нагреваемых генерирующих аэрозоль изделиях по изобретению для использования в электрически нагреваемых генерирующих аэрозоль системах, содержащих генерирующее аэрозоль изделие и генерирующее аэрозоль устройство, действующее совместно с этим генерирующим аэрозоль изделием и содержащее электрические нагревательные средства, выполненные с возможностью нагрева генерирующего аэрозоль субстрата нагреваемого генерирующего аэрозоль изделия.
Например, стержни, содержащие собранный лист гомогенизированного табачного материала, обернутого оберткой и содержащего один или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу, могут использоваться в качестве генерирующих аэрозоль субстратов в нагреваемых генерирующих аэрозоль изделиях по изобретению, относящихся к тому типу, который раскрыт в EP-A2-0 822 670.
Вставка и извлечение нагреваемых генерирующих аэрозоль изделий, включающих генерирующий аэрозоль субстрат, содержащий стержень, в свою очередь содержащий куски табачного материала, из электрически нагреваемой генерирующей аэрозоль системы, как правило, приводит к вытеснению кусков табачного материала из стержня. Это может создать проблему, состоящую в необходимости более частой очистки электрического источника тепла и других частей электрически нагреваемой генерирующей аэрозоль системы с целью удаления вытесненных кусков.
В отличие от этого, вставка и извлечение нагреваемых генерирующих аэрозоль изделий по изобретению, включающих генерирующий аэрозоль субстрат, содержащий стержень, в свою очередь содержащий собранный лист гомогенизированного табачного материала, обеспечивают преимущество, состоящее в том, что они не приводят к вытеснению табачного материала.
Предпочтительно, стержни для использования в настоящем изобретении имеют по существу однородное поперечное сечение.
Стержни для использования в настоящем изобретении могут быть выполнены с различными размерами.
Например, стержни для использования в настоящем изобретении могут иметь диаметр от приблизительно 5 мм до приблизительно 10 мм.
Предпочтительно, стержни для использования в качестве генерирующих аэрозоль субстратов в нагреваемых генерирующих аэрозоль изделиях по изобретению имеют длину от приблизительно 5 мм до приблизительно 30 мм, более предпочтительно - от приблизительно 5 мм до приблизительно 25 мм.
Стержни желаемой единичной длины для использования в настоящем изобретении могут быть выполнены путем формирования стержня с длиной, равной нескольким единичным длинам, и последующего резания или разделения иным образом этого стержня с длиной, равной нескольким единичным длинам, на множество стержней желаемой единичной длины.
Например, стержни для использования в настоящем изобретении, имеющие длину приблизительно 15 мм, могут быть выполнены путем формирования стержня, имеющего длину приблизительно 150 мм и последующего разделения этого продолговатого стержня на десять стержней, имеющих длину приблизительно 15 мм.
Листы гомогенизированного табачного материала для использования в настоящем изобретении могут быть сформированы путем агломерирования табака в форме частиц, полученного путем размалывания или иного измельчения, или пластинок табачного листа и/или жилок табачного листа. В качестве альтернативы или дополнительно, листы гомогенизированного табачного материала для использования в настоящем изобретении могут содержать одно или более из следующего: табачная пыль, табачная мелочь и другие побочные продукты из частиц табака, образующиеся, например, в процессе обработки, перемещения и отгрузки табака.
Листы гомогенизированного табачного материала для использования в настоящем изобретении предпочтительно содержат табак в форме частиц, полученный путем перемалывания или измельчения иным образом пластинок табачного листа.
В некоторых вариантах листы гомогенизированного табачного материала для использования в настоящем изобретении могут иметь содержание табака по меньшей мере приблизительно 40 весовых процентов по сухому весу или по меньшей мере приблизительно 50 весовых процентов по сухому весу. В других вариантах листы гомогенизированного табачного материала для использования в настоящем изобретении могут иметь содержание табака по меньшей мере приблизительно 70 или более весовых процентов по сухому весу. Использование листов гомогенизированного табачного материала, имеющих высокое содержание табака, обеспечивает преимущество, состоящее в генерировании аэрозоля с улучшенным запахом табака.
Листы гомогенизированного табачного материала для использования в настоящем изобретении могут содержать одно или более внутренних связующих, которые представляют собой табачные эндогенные связующие, одно или более внешних связующих, которые представляют собой экзогенные табачные связующие, или их комбинацию для поддержки агломерирования табака в форме частиц. В качестве альтернативы или дополнительно, листы гомогенизированного табачного материала для использования в настоящем изобретении могут содержать другие добавки, включая без ограничения этим: табачные и нетабачные волокна, ароматизаторы, наполнители, водные и неводные растворители и их комбинации.
Подходящие внешние связующие для включения в листы гомогенизированного табачного материала для использования в настоящем изобретении известны из уровня техники и включают, но без ограничения: смолы, например такие, как гуаровая смола, ксантановая смола, гуммиарабик и смола плодов рожкового дерева; целлюлозные связующие, например такие, как гидроксипропилцеллюлоза, карбоксиметилцеллюлоза, гидроксиэтидцеллюлоза, метилцеллюлоза и этилцеллюлоза; полисахариды, например такие, как крахмал; органические кислоты, такие как альгиновая кислота; соли оснований, сопряженных с органическими кислотами, такие как альгинат натрия, агар и пектины; и их комбинации.
Подходящие нетабачные волокна для включения в листы гомогенизированного табачного материала для использования в настоящем изобретении известны из уровня техники и включают, но без ограничения: целлюлозные волокна; волокна древесины мягких пород; волокна древесины твердых пород; джутовые волокна и их комбинации. Перед включением в листы гомогенизированного табачного материала для использования в настоящем изобретении, нетабачные волокна могут быть подвергнуты обработке подходящими способами, известными из уровня техники, включая без ограничения этим: механическое получение пульпы; очистку; химическое получение пульпы; обесцвечивание; сульфатное получение пульпы; и их комбинации
Листы гомогенизированного табачного материала для использования в настоящем изобретении должны иметь достаточно высокую прочность на растяжение, чтобы выдержать собирание для формирования стержней. В определенных вариантах нетабачные волокна могут быть включены в листы гомогенизированного табачного материала для использования в настоящем изобретении с целью достижения подходящей прочности на растяжение.
Например, листы гомогенизированного табачного материала для использования в настоящем изобретении могут содержать от приблизительно 1 до приблизительно 5 весовых процентов нетабачных волокон по сухому весу.
Следует иметь в виду, что состав листов гомогенизированного табачного материала для использования в настоящем изобретении может быть задан в соответствии с нормативными требованиями.
Из уровня техники известно несколько способов изготовления листов гомогенизированного табачного материала. Они включают, но без ограничения: бумагоделательные способы изготовления бумаги, как описано, например, в US-A-3,860,012; способы литья или способы «литья листов», как описано, например, в US-A-5,724,998; способы восстановления тестообразной массы, как описано, например, в US-A-3,894,544; и способы экструзионного прессования, как описано, например, в GB-A-983,928. Обычно плотности листов гомогенизированного табачного материала, изготовленных с использованием способов экструзионного прессования и восстановления тестообразной массы, выше, чем плотности листов гомогенизированного табачного материала, изготовленных с использованием литьевых способов.
Листы гомогенизированного табачного материала для использования в настоящем изобретении предпочтительно формируют с использованием литьевых способов того типа, который обычно включает литье суспензии, содержащей табак в форме частиц и одно или более связующих, на конвейерной ленте или другой опорной поверхности, сушку отлитой суспензии для формирования листа гомогенизированного табачного материала и съем листа гомогенизированного табачного материала с опорной поверхности.
Листы гомогенизированного табачного материала для использования в настоящем изобретении могут быть текстурированы с использованием подходящего известного оборудования для текстурирования фильтрующих жгутов, бумаги и других материалов.
Например, листы гомогенизированного табачного материала для использования в настоящем изобретении могут быть гофрированы с использованием гофрирующего модуля, как описано в CH-A5-691156, и содержит пару роторных гофрирующих валиков. Тем не менее, следует иметь в виду, что листы гомогенизированного табачного материала для использования в настоящем изобретении могут быть текстурированы с использованием другого подходящего оборудования и способов, которые деформируют или перфорируют листы гомогенизированного табачного материала.
Стержни для использования в настоящем изобретении могут быть изготовлены из листов гомогенизированного табачного материала, имеющих различные размеры, в зависимости от их целевого назначения.
Лист гомогенизированного табачного материала для использования в настоящем изобретении должен иметь достаточную ширину для того, чтобы он был собран для формирования стержня.
Предпочтительно, листы гомогенизированного табачного материала для использования в настоящем изобретении имеют ширину по меньшей мере приблизительно 25 мм.
В некоторых вариантах листы гомогенизированного табачного материала для использования в настоящем изобретении могут иметь ширину от приблизительно 25 мм до приблизительно 300 мм.
В имеющем определенный поперечный размер стержне для использования в настоящем изобретении сопротивление затяжке зависит от ширины листа гомогенизированного табачного материала, собранного в виде стержня. Ширина листа гомогенизированного табачного материала должна быть больше, чем максимальный поперечный размер стержня.
Предпочтительно, ширина листа гомогенизированного табачного материала по меньшей мере в три раза больше максимального поперечного размера стержня.
В некоторых вариантах ширина листа гомогенизированного табачного материала может быть по меньшей мере в пять раз больше максимального поперечного размера стержня. В других вариантах ширина листа гомогенизированного табачного материала может быть по меньшей мере в десять раз больше максимального поперечного размера стержня.
Предпочтительно, листы гомогенизированного табачного материала для использования в настоящем изобретении имеют толщину по меньшей мере 50 мкм.
В некоторых вариантах листы гомогенизированного табачного материала для использования в настоящем изобретении могут иметь толщину от приблизительно 50 мкм до приблизительно 300 мкм.
В некоторых вариантах листы гомогенизированного табачного материала для использования в настоящем изобретении могут иметь плотность от приблизительно 100 г/м2 до приблизительно 300 г/м2.
Стержни для использования в настоящем изобретении могут содержать собранный лист гомогенизированного табачного материала, обернутого пористой оберткой или непористой оберткой.
В некоторых вариантах стержни для использования в настоящем изобретении могут содержать собранный лист гомогенизированного табачного материала, обернутого бумажной оберткой.
Подходящие бумажные обертки для использования в настоящем изобретении известны из уровня техники и включают, но без ограничения, сигаретную бумагу и обертки заглушки фильтра.
В других вариантах стержни для использования в настоящем изобретении могут содержать собранный лист гомогенизированного табачного материала, обернутого небумажной оберткой.
Подходящие небумажные обертки для использования в настоящем изобретении известны из уровня техники и включают, но без ограничения, гомогенизированные табачные материалы.
Стержни для использования в настоящем изобретении могут быть изготовлены с использованием обычных способов изготовления сигарет и обычного оборудования для изготовления сигарет.
Например, стержни, содержащие собранный гофрированный лист гомогенизированного табачного материала для использования в настоящем изобретении могут быть изготовлены с использованием оборудования для формирования фильтрующих стержней, содержащих собранный гофрированный лист бумаги, как описано в CH-A5-691156.
В некоторых вариантах стержни для использования в настоящем изобретении могут быть сформированы способом, содержащим шаги, на которых: обеспечивают непрерывный лист гомогенизированного табачного материала, содержащего один или более пластификаторов и по меньшей мере 5 весовых процентов триэтилцитрата по сухому весу; собирают непрерывный лист гомогенизированного табачного материала в поперечном направлении относительно его продольной осевой линии; обертывают собранный непрерывный лист гомогенизированного табачного материала оберткой для формирования непрерывного стержня; и разделяют непрерывный стержень на множество отдельных стержней.
Способ может дополнительно содержать шаг, на котором текстурируют непрерывный лист гомогенизированного табачного материала. Например, способ может содержать шаг, на котором осуществляют гофрирование, конгревное тиснение, перфорацию или иное текстурирование непрерывного листа гомогенизированного табачного материала перед сбором непрерывного листа гомогенизированного табачного материала в поперечном направлении относительно его продольной осевой линии.
Предпочтительно, способ дополнительно содержит шаг, на котором гофрируют непрерывный лист гомогенизированного табачного материала.
Способ может дополнительно содержать шаг, на котором наносят одну или более добавок на непрерывный лист гомогенизированного табачного материала. Например, способ может содержать шаг, на котором путем распыления, опудривания, обрызгивания или иным образом наносят одну или более добавок на непрерывный лист гомогенизированного табачного материала перед собиранием этого непрерывного листа гомогенизированного табачного материала в поперечном направлении относительно его продольной осевой линии.
Указанные одна или более добавок могут представлять собой: одну или более жидких добавок или одну или более твердых добавок; или комбинацию одной или более жидких добавок и одной или более твердых добавок.
Подходящие жидкие и твердые добавки для использования в настоящем изобретении известны из уровня техники и включают, но без ограничения: ароматизаторы, например такие, как ментол; адсорбенты, например такие, как активированный уголь; и растительные добавки.
Эти одна или более добавок могут быть нанесены по существу на весь непрерывный лист гомогенизированного табачного материала. В качестве альтернативы, одна или более добавок могут быть нанесены на выбранные области или части непрерывного листа гомогенизированного табачного материала.
В случае, если способ дополнительно содержит шаг, на котором текстурируют непрерывный лист гомогенизированного табачного материала, одна или более добавок могут быть нанесены на непрерывный лист гомогенизированного табачного материала до или после текстурирования этого непрерывного листа гомогенизированного табачного материала.
Предпочтительно, способ содержит шаг, на котором наносят одну или более добавок на непрерывный лист гомогенизированного табачного материала после текстурирования этого непрерывного листа гомогенизированного табачного материала.
В качестве альтернативы или в дополнение к нанесению одной или более добавок на непрерывный лист гомогенизированного табачного материала, способ может содержать шаг, на котором заделывают непрерывный элемент, на который предварительно нанесены одна или более добавок, в собранный непрерывный лист гомогенизированного табачного материала. Например, способ может содержать шаг, на котором заделывают непрерывный элемент, пропитанный жидким ароматизатором, в собранный непрерывный лист гомогенизированного табачного материала.
Подходящие непрерывные элементы для использования в настоящем изобретении известны из уровня техники и включают, но без ограничения: нити; пучки волокон; ленты; волокна; и другие протяженные элементы.
Непрерывные элементы для использования в настоящем изобретении могут быть сформированы из любых подходящих известных материалов, способных нести на себе одну или более добавок, включая без ограничения этим: хлопок; ацетилцеллюлозу; вискозу; табак и другие текстильные или нетекстильные материалы.
Непрерывные элементы могут быть заделаны в собранный непрерывный лист гомогенизированного табачного материала с использованием подходящего известного оборудования для заделки непрерывных элементов в непрерывные стержни из жгутов ацетилцеллюлозы и других фильтрующих материалов, таких, как описанные, например, в патентах США №№ 4,281,671 и 7,074,170.
Настоящее изобретение будет далее описано лишь на примере, со ссылками на сопроводительные графические материалы, где:
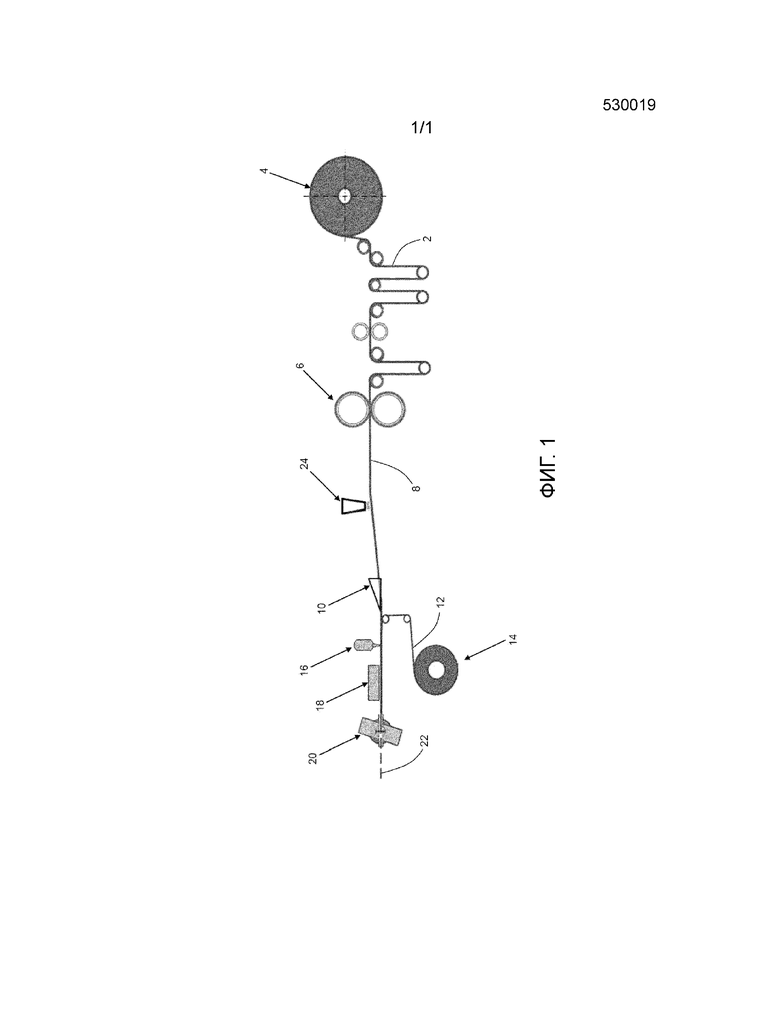
Фиг. 1 – схематичный вид в сечении устройства для формирования стержней для использования в качестве генерирующих аэрозоль субстратов в нагреваемых генерирующих аэрозоль изделиях по изобретению.
Устройство, показанное на Фиг. 1, в общем содержит: подающие средства для обеспечения непрерывного листа гомогенизированного табачного материала; гофрирующие средства для гофрирования непрерывного листа гомогенизированного табачного материала; средства формирования стержня для сбора непрерывного гофрированного листа гомогенизированного табачного материала и обертывания собранного непрерывного гофрированного листа гомогенизированного табачного материала оберткой для формирования непрерывного стержня; и режущие средства для разделения непрерывного стержня на множество отдельных стержней. Устройство также содержит транспортировочные средства для транспортировки непрерывного листа гомогенизированного табачного материала дальше по ходу потока через устройство от подающих средств к средствам формирования стержня через гофрирующие средства.
Как показано на Фиг. 1, подающие средства содержат непрерывный лист гомогенизированного табачного материала 2, размещенный на бобине 4, а гофрирующие средства содержат пару вращающихся гофрирующих валиков 6. При использовании непрерывный лист гомогенизированного табачного материала 2 вытягивается с бобины 4 и транспортируется дальше по ходу потока к паре гофрирующих валиков 6 посредством транспортировочного механизма через ряд направляющих и натяжных валиков. Когда непрерывный лист гомогенизированного табачного материала 2 подан между парой гофрирующих валиков 6, эти гофрирующие валики во взаимодействии гофрируют непрерывный лист гомогенизированного табачного материала 2 для формирования непрерывного гофрированного листа гомогенизированного табачного материала 8, имеющего множество разнесенных складок или гофров, по существу параллельных продольной осевой линии листа гомогенизированного табачного материала в устройстве.
Непрерывный гофрированный лист гомогенизированного табачного материала 8 транспортируют дальше по ходу потока с помощью транспортировочного механизма от пары гофрирующих валиков 6 к средствам формирования стержня, при этом подачу осуществляют через сужающийся раструб или воронку 10. Сужающийся раструб 10 осуществляет сбор непрерывного гофрированного листа гомогенизированного табачного материала 8 в поперечном направлении относительно продольной оси листа гомогенизированного табачного материала. Непрерывный гофрированный лист гомогенизированного табачного материала 8 приобретает по существу цилиндрическую конфигурацию, когда он проходит через сужающийся раструб 10.
После выхода из сужающегося раструба 10 собранный непрерывный лист гомогенизированного табачного материала обертывают в непрерывный лист оберточного материала 12. Этот непрерывный лист оберточного материала подают с бобины 14 и обертывают вокруг собранного непрерывного листа гомогенизированного табачного материала с помощью бесконечного ленточного конвейера или гарнитуры. Как показано на Фиг. 1, средства формирования стержня содержат средства 16 нанесения клея, которые наносят клей на одну из продольных кромок непрерывного листа оберточного материала таким образом, чтобы, когда противоположные продольные кромки непрерывного листа оберточного материала приводятся в контакт, они приклеивались друг к другу для формирования непрерывного стержня.
Средства формирования стержня дополнительно содержат сушильные средства 18, расположенные дальше по ходу потока относительно средств 16 нанесения клея и при своем использовании осуществляющие сушку клея, нанесенного на шов непрерывного стержня, когда последний транспортируют дальше по ходу потока от средств формирования стержня к режущим средствам.
Режущие средства содержат ротационный резак 20, который разделяет непрерывный стержень на множество отдельных стержней с длиной, равной одной или более единичным длинам.
Устройство, показанное на Фиг. 1, дополнительно содержит средства 24 нанесения добавок, расположенные между гофрирующими средствами и средствами формирования стержня для нанесения твердых или жидких добавок, например таких, как ароматизаторы, на непрерывный гофрированный лист гомогенизированного табачного материала 8 перед тем, как он будет собран в поперечном направлении относительно его продольной оси с помощью сужающегося раструба 10.
В одном из альтернативных вариантов (не показан) средства нанесения добавок расположены между средствами подачи и гофрирующими средствами для нанесения твердых или жидких добавок на непрерывный лист гомогенизированного табачного материала перед его гофрированием.
Еще в одном альтернативном варианте (не показан) средства нанесения добавок расположены вблизи сужающегося раструба 10 средств формирования стержня и выполнены с возможностью нанесения твердых или жидких добавок на собранный непрерывный гофрированный лист гомогенизированного табачного материала перед тем, как он будет обернут в непрерывный лист оберточного материала 12.
Еще в одном альтернативном варианте (не показан) устройство дополнительно содержит средства, расположенные между гофрирующими средствами и средствами формирования стержня и предназначенные для заделки непрерывного элемента, на который предварительно нанесены одна или более добавок, в непрерывный гофрированный лист гомогенизированного табачного материала 8, когда осуществляется его сбор с помощью сужающегося раструба 10.
ПРИМЕР 1
С использованием устройства того типа, который показан на Фиг. 1, были изготовлены первые стержни для использования в настоящем изобретении, содержащие собранный гофрированный лист гомогенизированного табачного материала, обернутого бумажной оберткой. Для формирования стержней были использованы непрерывные листы гомогенизированного табачного материала, содержащие 12,5 весовых процентов глицерина и 12,5 весовых процентов триэтилцитрата по сухому весу, изготовленные литьевым способом.
С целью сравнения, для формирования вторых стержней идентичным образом были использованы непрерывные листы гомогенизированного табачного материала, содержащего 25 весовых процентов глицерина по сухому весу.
Были приготовлены нагреваемые генерирующие аэрозоль изделия по изобретению, содержащие первые стержни, и нагреваемые генерирующие аэрозоль изделия, не соответствующие настоящему изобретению, содержащие вторые стержни. Органолептические свойства нагреваемых генерирующих аэрозоль изделий были оценены советом потребителей.
Характеристики, включающие стойкость, впечатление, шероховатость, пощипывание во рту и горечь, были оценены советом выше для нагреваемых генерирующих аэрозоль изделий по изобретению, содержащих первые стержни, чем для нагреваемых генерирующих аэрозоль изделий, не соответствующих настоящему изобретению, содержащих вторые стержни. В результате общее вкусо-ароматическое восприятие нагреваемых генерирующих аэрозоль изделий по изобретению, содержащих первые стержни, было оценено как более сходное с общим вкусо-ароматическим восприятием сигарет с обычной курительной частью, чем у нагреваемых генерирующих аэрозоль изделий, не соответствующих настоящему изобретению.
ПРИМЕР 2
Третьи стержни для использования в настоящем изобретении, содержащие собранный гофрированный лист гомогенизированного табачного материала, обернутого бумажной оберткой, были изготовлены с использованием устройства того типа, который показан на Фиг. 1. Для формирования стержней были использованы непрерывные листы гомогенизированного табачного материала, содержащие 9,4 весовых процента сорбитола, 3,1 весовых процента инвертированного сахара и 7,5 весовых процента триэтилцитрата по сухому весу, изготовленные литьевым способом.
Определенные варианты выполнения, описанные выше, предназначены для наглядного показа изобретения. Тем не менее, другие варианты выполнения могут быть созданы без выхода за рамки идеи и объема изобретения, определенных в формуле изобретения, и следует понимать, что определенные варианты выполнения, описанные выше, не предназначены для ограничения.
Изобретение относится к нагреваемым генерирующим аэрозоль изделиям. Нагреваемое генерирующее аэрозоль изделие содержит генерирующий аэрозоль субстрат, причем указанный генерирующий аэрозоль субстрат содержит стержень, содержащий собранный лист гомогенизированного табачного материала, окруженного оберткой, при этом собранный лист гомогенизированного табачного материала проходит по существу по всей длине стержня и по существу по всей области поперечного сечения стержня, причем лист гомогенизированного табачного материала содержит один или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу. Техническим результатом изобретения является улучшение органолептических свойств аэрозоля. 2 н. и 8 з.п. ф-лы, 2 пр., 1 ил.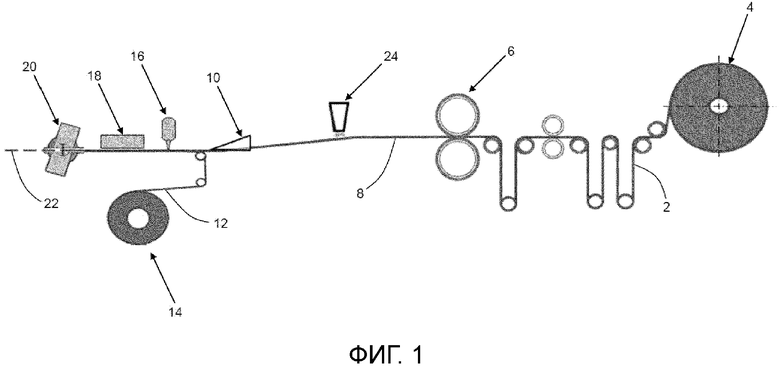
1. Нагреваемое генерирующее аэрозоль изделие, содержащее генерирующий аэрозоль субстрат, причем указанный генерирующий аэрозоль субстрат содержит стержень, содержащий собранный лист гомогенизированного табачного материала, окруженного оберткой, при этом собранный лист гомогенизированного табачного материала проходит по существу по всей длине стержня и по существу по всей области поперечного сечения стержня, причем лист гомогенизированного табачного материала содержит один или более пластификаторов и по меньшей мере приблизительно 5 весовых процентов триэтилцитрата по сухому весу.
2. Изделие по п. 1, в котором лист гомогенизированного табачного материала содержит по меньшей мере приблизительно 5 весовых процентов пластификатора по сухому весу.
3. Изделие по п. 1, в котором общее количество пластификатора и триэтилцитрата в листе гомогенизированного табачного материала составляет по меньшей мере приблизительно 10 весовых процентов по сухому весу.
4. Изделие по любому из пп. 1-3, в котором общее количество пластификатора и триэтилцитрата в листе гомогенизированного табачного материала составляет не более чем приблизительно 30 весовых процентов по сухому весу.
5. Изделие по любому из пп. 1-3, в котором количественное отношение в весовых процентах по сухому весу пластификатора к триэтилцитрату в листе гомогенизированного табачного материала составляет от приблизительно 1:1 до приблизительно 2:1.
6. Изделие по любому из пп. 1-3, в котором лист гомогенизированного табачного материала содержит один или более пластификаторов, выбранных из группы, состоящей из полипропиленгликоля, сахаров и многоатомных спиртов.
7. Изделие по любому из пп. 1-3, в котором лист гомогенизированного табачного материала имеет усилие разлома на единицу ширины в поперечном направлении по меньшей мере приблизительно 160 Н/м.
8. Изделие по любому из пп. 1-3, в котором лист гомогенизированного табачного материала является гофрированным.
9. Изделие по любому из пп. 1-3, дополнительно содержащее горючий источник тепла.
10. Применение стержня, содержащего собранный лист гомогенизированного табачного материала, причем указанный собранный лист гомогенизированного табачного материала проходит по существу по всей длине стержня и по существу по всей области поперечного сечения стержня, при этом указанный собранный лист гомогенизированного табачного материала содержит один или более пластификаторов и приблизительно 5 весовых процентов триэтилцитрата по сухому весу и обернут оберткой, в качестве генерирующего аэрозоль субстрата в нагреваемом генерирующем аэрозоль изделии.
| WO 2010043475 A1, 22.04.2010 | |||
| US 2008295853 A1, 04.12.2008 | |||
| WO 2012164077 A1, 06.12.2012 | |||
| US 5027837 А, 02.07.1991. |

