Настоящее изобретение относится к области образования, более конкретно, к области обучающих устройств, а именно к техническим средствам для изучения структуры, принципов построения и основной элементной базы автоматических линий и мехатронных систем и к способу их сборки.
Одной из современных отраслей промышленности является мехатроника - быстро развивающаяся наука, основанная на знаниях в областях механики, электроники и программных средств, что позволяет осуществить проектирование и производство качественно новых модулей, машин и систем с интеллектуальным управлением. Принцип мехатроники - синергия, когда результирующее действие является многократным взаимоусилением каждой из функций составных частей системы. Мехатроника наряду с робототехникой является одним из приоритетных научно-технических направлений в мире.
Вместе с тем, ежегодно в нашей стране проводятся десятки социологических исследований, результаты которых сводятся к следующему: выпускники школ имеют недостаточное представление о своих возможностях, требованиях профессии и рынка труда. Родители и школа мало влияют на выбор выпускника, большинство учащихся определяют будущую профессию, опираясь на престижность той или иной работы, а не на требования рынка труда и интерес к ней работодателей.
Изучение мехатроники поможет пробудить у старшеклассников интерес к инженерным специальностям, помочь определиться с будущей профессией, сформировать целостное представление о современной инженерной деятельности.
Эффективность информационного взаимодействия в системе «учитель - ученик» зависит от выбора формы представления учебной информации и наличия технических средств обучения.
Технические средства обучения - совокупность технических устройств с дидактическим обеспечением, применяемых в учебно-воспитательном процессе.
Тренажерные технические средства - специализированные учебно-тренировочные устройства, которые предназначены для формирования первоначальных умений и навыков.
К средствам обучения предъявляются разносторонние требования: Функциональные - способность технических средств обеспечивать необходимые режимы работы.
Педагогические - соответствие возможностей технического средства тем формам и методам учебно-воспитательного процесса, которые согласуются с современными требованиями.
Эргономические - удобство и безопасность эксплуатации; минимальное количество операций при подготовке и работе с устройством; удобство осмотра, ремонта, транспортирования.
Эстетические - гармония формы (наглядное выражение назначения, масштаб, соразмерность); целостность композиции, товарный вид.
Экономические - относительно невысокая стоимость при высоком качестве и долговечности технических средств.
Качество подготовки обучающихся во многом определяется качеством учебных средств, используемых ими при обучении.
Широко известны учебно-тренажерные стенды для изучения средств автоматизации - Патент РФ №2334967, 2008; Патент РФ №2473921, 2011, и т.п.; интерактивные учебные комплексы для создания интерактивных систем и комплексов для группового или индивидуального обучения детей или подготовки специалистов в любой области - Патент РФ №2494441, 2012; системы автоматизированного обучения базовым навыкам управления технологическими процессами - Патент РФ №229166, 2003, Патент РФ №2459228, 2011; тренажер для обучения - Troubleshooting Trainer фирмы Simulation Dynamics (США).
Однако, все они представляют собой частные случаи выполнения отдельных устройств в виде схемных решений без указания на системность и не предназначены для изучения структуры, принципов построения и основной элементной базы автоматических линий и мехатронных систем.
Известны учебные системы фирмы Фесто Дидактик (см. Каталог Festo Didactic Учебные системы, 2012 г, стр. 226, 228, 236, 254, 266, 272, 274, 280, в том числе и для обучения основам мехатроники, представляющие собой установленные на отдельных монтажных плитах функционально законченные станции для осуществления типовых механических движений (перемещение, кантование, сдвиг, транспортировка, прессование и т.п.), т.е. функций, присущих большинству промышленных автоматизированных мехатронных систем, с управлением каждой станции от логического программируемого контроллера.
Каждая станция смонтирована на тележке и, в зависимости от учебных целей (стр. 280-281 Каталога), может быть осуществлено комбинирование отдельных станций в ту или иную схему.
К недостаткам известных учебных систем фирмы Фесто Дидактик можно отнести следующее:
- отсутствие возможности изучения структуры, принципов построения и основной элементной базы автоматических линий и мехатронных систем, поскольку известные учебные системы поставляются и комбинируются целыми станциями;
- отсутствие возможности обучения в режиме «от простого к сложному», поскольку управление каждой станции сразу осуществляется от логического программируемого контроллера, возможность ручного управления отсутствует;
- отсутствие возможности осуществления промежуточной оценки теоретических знаний и практических навыков обучающихся в момент перехода от ручного к автоматическому управлению, что позволило бы исключить ошибки уже на первой стадии обучения;
- отсутствие возможности закрепления навыков обучения при отсутствии визуального контроля за перемещением детали;
- отсутствие возможности массового использования известных обучающих систем для развития технической культуры учащихся как в учебных заведениях, так и при повышении квалификации на производствах из-за высокой стоимости оборудования при невозможности компоновки требуемых схем поэлементно; обучающие системы поставляются станциями.
Технической проблемой, решаемой с помощью настоящего изобретения, является создание комплекта учебного оборудования для монтажа, наладки и эксплуатации автоматических линий и мехатронных систем, соответствующего формам и методам учебно-воспитательного процесса, которые согласуются с современными требованиями к таким обучающим устройствам, удобного и безопасного в эксплуатации, предназначенного для формирования первоначальных умений и навыков обучающихся при относительно невысокой стоимости комплекта, при его высоком качестве и долговечности. Комплект должен быть предназначен для внедрения высоких профессиональных стандартов; для подготовки к проведению демонстрационного экзамена в системе профессионального обучения, национального и мирового чемпионатов рабочих профессий WorldSkills.
WorldSkills International (WSI) - международная некоммерческая ассоциация, целью которой является популяризация рабочих профессий через проведение международных соревнований по всему миру. Единые правила проведения таких соревнований и состав оборудования подробно указан в документах WSI и вводится сегодня во ФГОС СПО (Федеральные государственные образовательные стандарты среднего профессионального образования) РФ и демонстрационный экзамен. Однако, на каком оборудовании и каким образом необходимо готовиться к таким соревнованиям является секретом каждого государства и не раскрывается в открытых источниках. Неудачи российской сборной в соревнованиях предыдущих лет во многом связаны с отсутствием недорогого современного и эффективного оборудования для подготовке учащихся к профессиональной деятельности. Это объясняет и неудовлетворенность промышленных предприятий качеством подготовки молодых выпускников, приходящих на предприятия после окончания профессиональных образовательных учреждений.
Технической задачей изобретения является создание комплекта учебного оборудования для монтажа, наладки и эксплуатации автоматических линий и мехатронных систем, обеспечивающего многовариантность подключения друг к другу и взаимокомпоновку действующих моделей промышленных механизмов между собой; обеспечивающего возможность ручного управления; обеспечивающего возможность эксплуатации комплекта при отсутствии визуального контроля за перемещением детали, а также создание способа сборки такого комплекта.
Для решения этой задачи предложен комплект учебного оборудования для монтажа, наладки и эксплуатации автоматических линий и мехатронных систем, который содержит монтажную плиту, выполненные с возможностью размещения на ней в одной монтажной плоскости действующие модели промышленных механизмов с пневматическими и электрическими приводами, представляющие собой
механизм для упорядоченного хранения и поочередной выдачи деталей с последующей их транспортировкой,
механизм с вакуумным захватом для перемещения деталей от одного механизма к другому,
механизм для перемещения деталей от одного механизма к другому и для ориентации деталей в пространстве
и ленточный конвейер, предназначенный для перемещения и сортировки поступающих на него деталей,
а также платформу, предназначенную для определения типа материала и пространственного расположения деталей на ней,
устройство управления, блок подготовки воздуха, датчики, вспомогательное оборудование и источники энергии,
при этом комплект снабжен съемным устройством для исключения визуального контроля за перемещением деталей.
В данной заявке термин «выполненные с возможностью размещения на ней в одной монтажной плоскости действующие модели промышленных механизмов....» подразумевает, что при монтаже всех действующих моделей нет необходимости осуществлять какую-либо их доработку (например, уменьшать или увеличивать их высоту), как-то может потребоваться в прототипе.
Предпочтительно, что механизм для упорядоченного хранения и поочередной выдачи деталей с последующей их транспортировкой выполнен в виде вертикальной трубы-накопителя для деталей, укрепленной посредством стойки над приемным столом с размещенным над ним толкателем, снабженным пневматическим двигателем с электропневматическим распределителем;
Предпочтительно, что механизм с вакуумным захватом для перемещения деталей от одного механизма к другому представляет собой поворотный рычаг с головкой, оснащенной вакуумным захватом и снабженный пневматическим двигателем с электропневматическим распределителем и эжектором для создания вакуума;
Предпочтительно, что механизм для перемещения деталей от одного механизма к другому и для ориентации деталей в пространстве выполнен в виде установленного с возможностью поворота пневматического захвата, установленного на подвижной платформе и снабженного пневматическим двигателем с электропневматическим распределителем;
Предпочтительно, что ленточный конвейер, предназначенный для перемещения и сортировки поступающих на него деталей, содержит ленту конвейера с мотор-редуктором, стационарный, подвижный и поворотный упоры и пневматический двигатель с электропневматическим распределителем;
Предпочтительно, что платформа, предназначенная для определения типа материала и пространственного расположения деталей на ней, снабжена индуктивным и оптоволоконными датчиками;
Предпочтительно, что устройство управления представляет собой устройство ручного управления;
Предпочтительно, что устройство ручного управления имеет клеммы для подключения датчиков, клеммы подключения электропневматических распределителей, клеммы подключения мотор-редуктора, тумблеры подачи электрических управляющих сигналов, кнопку включения пульта, светодиоды и клеммы подключения к ним;
Предпочтительно, что устройство управления представляет собой устройство программного управления;
Предпочтительно, что устройство программного управления выполнено в виде программируемого логического контроллера;
Предпочтительно, что съемное устройство для исключения визуального контроля за перемещением деталей выполнено в виде защитного экрана или ширмы;
Предпочтительно, что в состав вспомогательного оборудования входят приемные лотки, набор деталей, кабели, крепежные элементы и инструмент для работы.
Авторы защищают также способ сборки комплекта учебного оборудования по п. 1, включающий установку и закрепление на монтажной плите устройства управления, блока подготовки воздуха, одного или нескольких действующих моделей промышленных механизмов, принцип действия которых будет изучаться, приемных лотков, подключение блока подготовки воздуха к источнику энергии, подключение электропневматических распределителей действующих моделей промышленных механизмов к блоку подготовки воздуха, установку бесконтактных датчиков положения на действующие модели промышленных механизмов, подключение датчиков и электропневматических распределителей к устройству управления и загрузку деталей.
При этом, в качестве устройства управления может быть использовано устройство ручного управления или устройство программного управления.
Важно, что между собранным комплектом учебного оборудования и устройством ручного управления может быть установлено съемное устройство для исключения визуального контроля за перемещением деталей. Такое устройство может быть выполнено в виде защитного экрана или настольной ширмы. Устройство может быть выполнено из любого подходящего для этой цели материала - ткани, дерева, пластмассы и т.п.; любым подходящим для этой цели способом. Устройство может быть свободно установлено на монтажной плите, укреплено на стойке или на монтажной плите. На плоской поверхности устройства может быть нанесена любая учебная информация.
Использование в комплекте учебного оборудования для монтажа, наладки и эксплуатации автоматических линий и мехатронных систем действующих моделей промышленных механизмов с пневматическими и электрическими приводам, выполненных с возможностью размещения на плите в одной монтажной плоскости и наличие дополнительного оборудования обеспечивает возможность многовариантного подключения механизмов друг к другу, их взаимокомпоновку между собой;
наличие устройства ручного управления позволяет организовать обучения в режиме «от простого к сложному», провести промежуточную оценку теоретических знаний и практических навыков обучающихся в момент перехода от ручного к автоматическому управлению, и исключает ошибки уже на первой стадии обучения;
возможность эксплуатации комплекта при отсутствии визуального контроля за перемещением детали дает возможность закрепить навыки обучения, повысить качество и эффективность профессиональной подготовки;
наличие устройства программного управления и выполнение его в виде программируемого логического контроллера позволяет сформировать у учащихся опыт программирования логики срабатывания мехатронных систем.
При этом учащиеся приходят к глубокому пониманию конструктивных особенностей как механических - пневматических и электрических приводов, так и электронных - датчики и системы управления - устройств, условий их монтажа и взаимовлияния при работе в автоматизированной системе.
При относительно низкой стоимости предлагаемый комплект обеспечивает внедрение в обучение высоких профессиональных стандартов, качественную подготовку учащихся к проведению демонстрационного экзамена в системе профессионального обучения, национального и мирового чемпионатов рабочих профессий WorldSkills.
Предлагаемый способ сборки комплекта учебного оборудования для монтажа, наладки и эксплуатации автоматических линий и мехатронных систем позволяет собрать более 30 вариантов автоматических линий и мехатронных систем, что значительно расширяет перечень лабораторно-практических работ и задач при проведении демонстрационного экзамена по мехатронике и автоматике без расширения лабораторной базы учебного заведения.
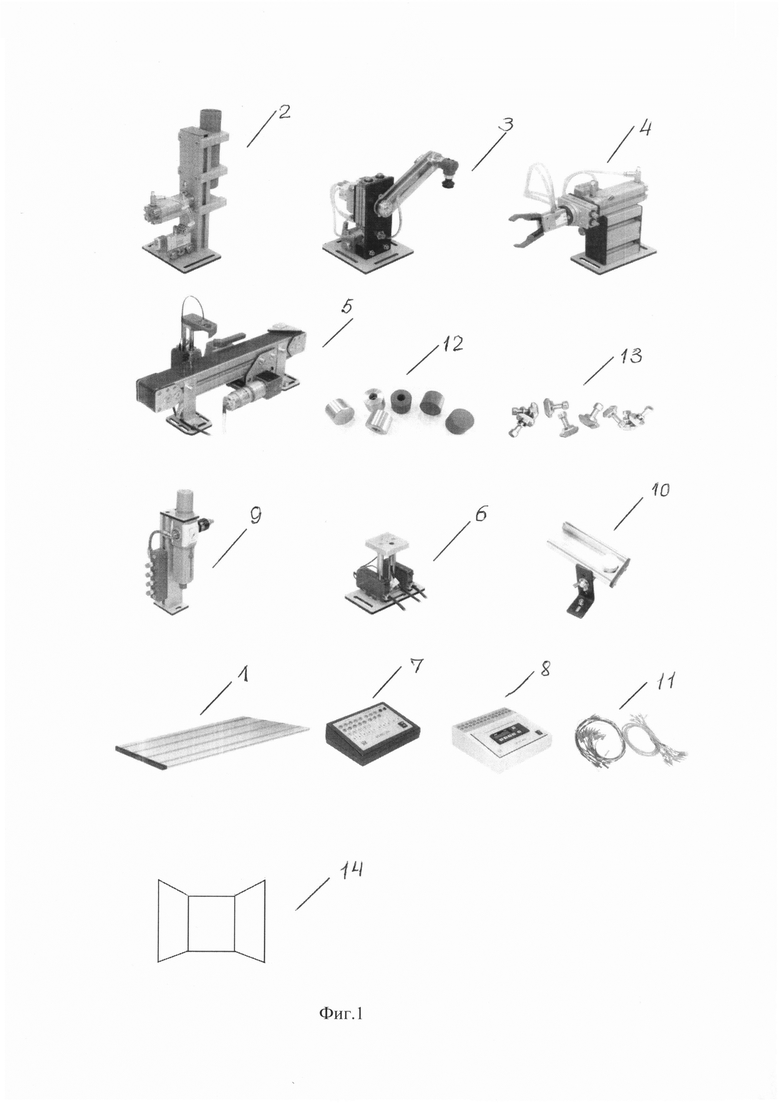
Предлагаемый комплект представлен на чертежах, где на фиг. 1 показан общий вид комплекта; на фиг. 2 и 3 представлен механизм для упорядоченного хранения и поочередной выдачи деталей с последующей их транспортировкой 2; на фиг. 4, 5 представлен механизм с вакуумным захватом для перемещения деталей от одного механизма к другому 3; на фиг. 6, 7 показан механизм для перемещения деталей от одного механизма к другому и для ориентации деталей в пространстве 4; на фиг. 8, 9 показан ленточный конвейер 5, предназначенный для перемещения и сортировки поступающих на него деталей; на фиг. 10, показана платформа 6, предназначенная для определения типа материала и пространственного расположения деталей на ней; на фиг. 11, показано устройство ручного управления 7; на фиг. 12 показано устройство автоматического управления 8; на фиг. 13 показан блок подготовки воздуха 9; на фиг. 14, 15, 16 показаны варианты подсоединения приемных лотков 10 к изучаемым механизмам; на фиг. 17 показан вариант устройства для исключения визуального контроля за перемещением деталей; на фиг. 18 - схема к Примеру работы с комплектом. Комплект может также содержать дидактический материал с лабораторными работами.
Комплект учебного оборудования для монтажа, наладки и эксплуатации автоматических линий и мехатронных систем, как показано на фиг. 1, содержит монтажную плиту 1, действующие модели промышленных механизмов с пневматическими и электрическими приводами, представляющие собой:
механизм для упорядоченного хранения и поочередной выдачи деталей с последующей их транспортировкой 2, механизм с вакуумным захватом для перемещения деталей от одного механизма к другому 3, механизм для перемещения деталей от одного механизма к другому и для ориентации деталей в пространстве 4, ленточный конвейер, предназначенный для перемещения и сортировки поступающих на него деталей 5, платформу, предназначенную для определения типа материала и пространственного расположения деталей на ней 6, устройство ручного управления 7, устройство автоматического управления 8, блок подготовки воздуха 9, датчики (показаны на отдельных чертежах механизмов), вспомогательное оборудование - приемные лотки 10, комплект кабелей с клеммами 11 для подключения датчиков и пневмораспределителей, установленных на механизмах, к устройствам управления 7 или 8, комплект деталей 12, выполненных из различных материалов (например, пластмасса или металл) различной формы - цилиндр и стакан, как объектов для манипуляций и контроля положения детали, крепежные элементы 13 для монтажной плиты 1, источники электрической энергии и компрессор (на чертеже не показаны), специальный инструмент для работы (на чертеже не показан) и съемное устройство для исключения визуального контроля за перемещением деталей - выполненное в виде ширмы 14.
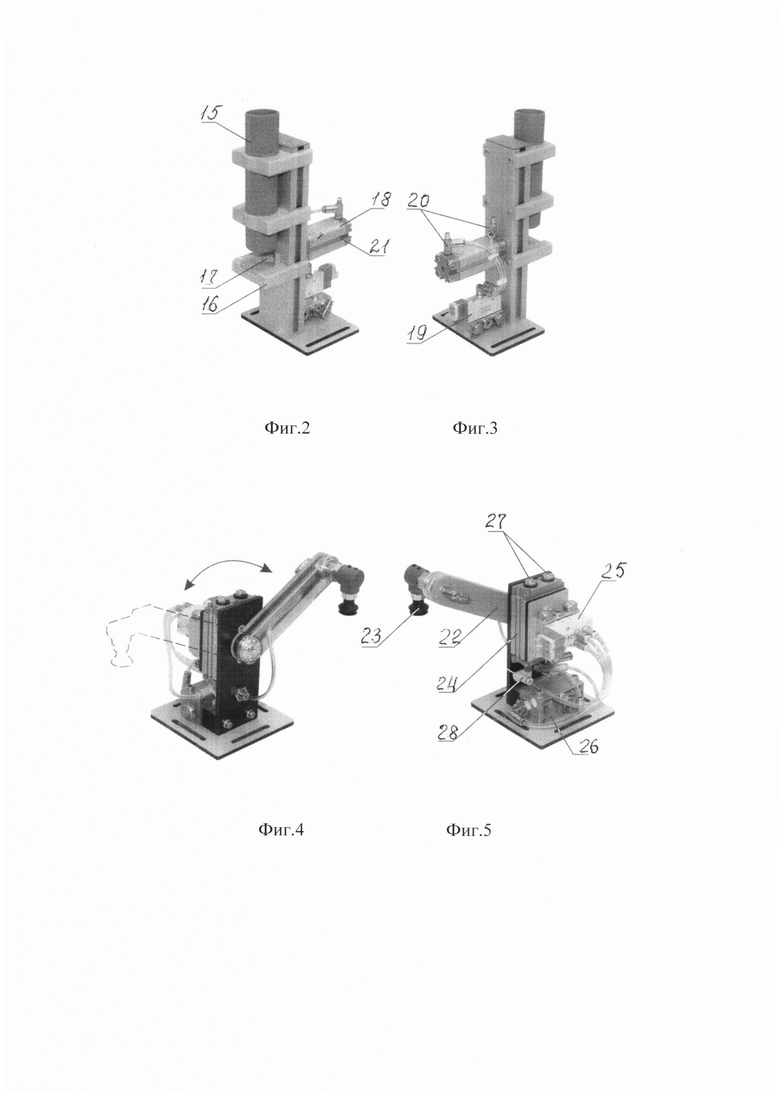
На фиг. 2 и 3 представлен механизм для упорядоченного хранения и поочередной выдачи деталей с последующей их транспортировкой 2.
Он выполнен в виде вертикальной трубы-накопителя 15 для деталей 12, укрепленной над приемным столом 16 с размещенным над ним толкателем 17, снабженным пневматическим двигателем 18 с электропневматическим распределителем 19; цилиндрические детали, нижняя из которых располагается на приемном столе 16, находятся в трубе-накопителе 15. Детали подаются из трубы-накопителя 15 посредством толкателя 17, приводимого в движение пневматическим двигателем 18. Скорость подачи детали настраивается дросселями 20, а положение толкателя 17 контролируется бесконтактными датчиками положения, встраиваемыми в пазы 21 корпуса пневматического двигателя 18, который управляется 5/2-электропневматическим распределителем 19.
На фиг. 4, 5 представлен механизм с вакуумным захватом для перемещения деталей от одного механизма к другому 3. Он содержит поворотный рычаг с головкой 22, оснащенной вакуумным захватом 23 и пневматическим двигателем 24 с электропневматическим распределителем 25 и эжектором 26 для создания вакуума; Крайние положения поворотного рычага с головкой 22 настраиваются ограничителями 27 и контролируются датчиками, встраиваемыми в пазы корпуса пневматического двигателя 24. Скорость вращения поворотного рычага с головкой 22 регулируется дросселями 28. Вакуум для работы генерируется эжектором 26.
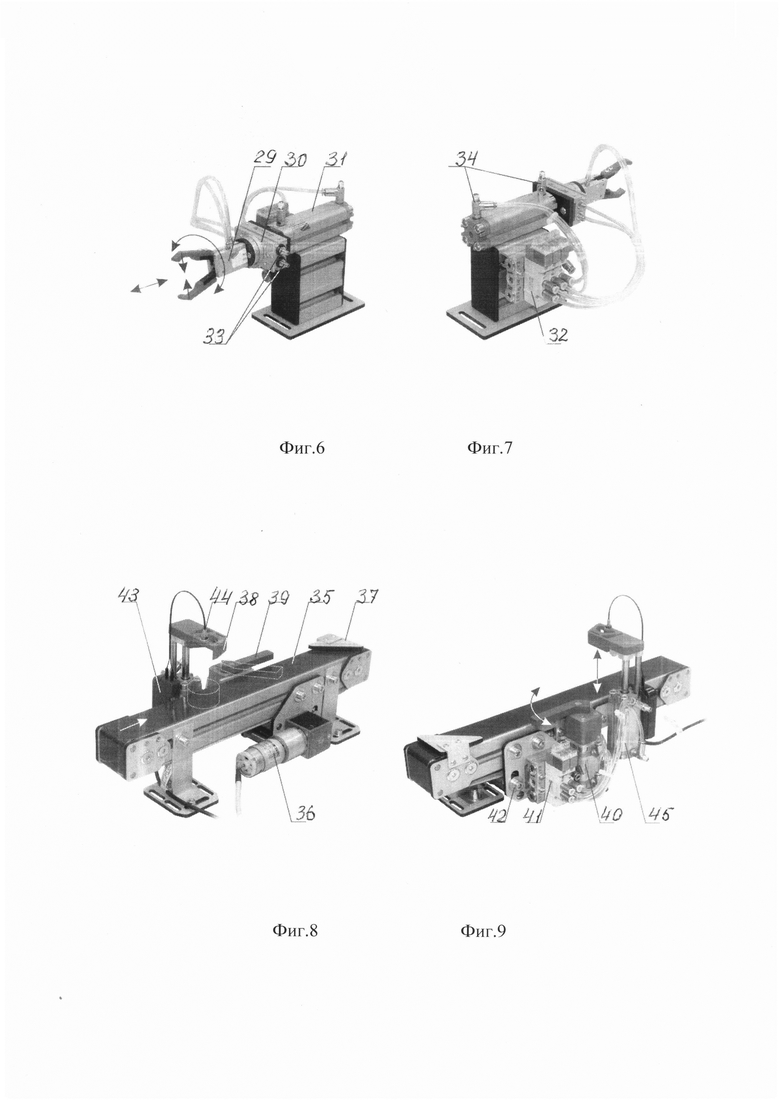
На фиг. 6, 7 показан механизм для перемещения деталей от одного механизма к другому и для ориентации деталей в пространстве 4. Он выполнен в виде установленного с возможностью поворота вокруг продольной оси на 180° пневматического захвата с губками 29, установленного на подвижной платформе поворотного стола 30 и снабженного пневматическим двигателем 31 с электропневматическим распределителем 32; угол поворота захвата может быть изменен настройкой регулируемых упоров 33. Скорость выходного звена пневматического двигателя 31 регулируется посредством настройки дросселей с обратным клапаном 34.
Бесконтактные датчики положения выходных звеньев устанавливаются в пазы корпусов соответствующих механизмов, (на чертеже не показаны.)
На фиг. 8, 9 показан ленточный конвейер 5, предназначенный для перемещения и сортировки поступающих на него деталей. Он содержит ленту конвейера 35 с мотор-редуктором 36, стационарный 37, подвижный 38 и поворотный 39 упоры и пневматический двигатель 40 с электропневматическим распределителем 41;
Лента конвейера 35 приводится в движение мотор-редуктором 36, ее натяжение осуществляется натяжным механизмом 42.
На ленточном конвейере 5 установлены три упора: стационарный 37, подвижный 38 и поворотный 39, приводимый в движение пневматическим двигателем 40. Двигающиеся по ленте конвейера 35 детали, взаимодействуя с упорами, смещаются с конвейера в приемные лотки (на чертеже не показаны).
С помощью оптоволоконного датчика 43, чувствительный элемент которого 44 установлен на подвижном упоре 38, можно определять в каком положении детали типа «стакан» перемещаются по ленточному конвейеру 5 - дном вверх или дном вниз. Подвижный упор 38 приводится в движение пневматическим двигателем 45.
Скорость перемещения подвижного упора 38 и скорость движения поворотного 39 настраиваются дросселями с обратным клапаном, (на чертеже не показаны)
Пневматические исполнительные механизмы подвижного упора 38 и поворотного упора 39 управляются электропневматическим распределителям 41.
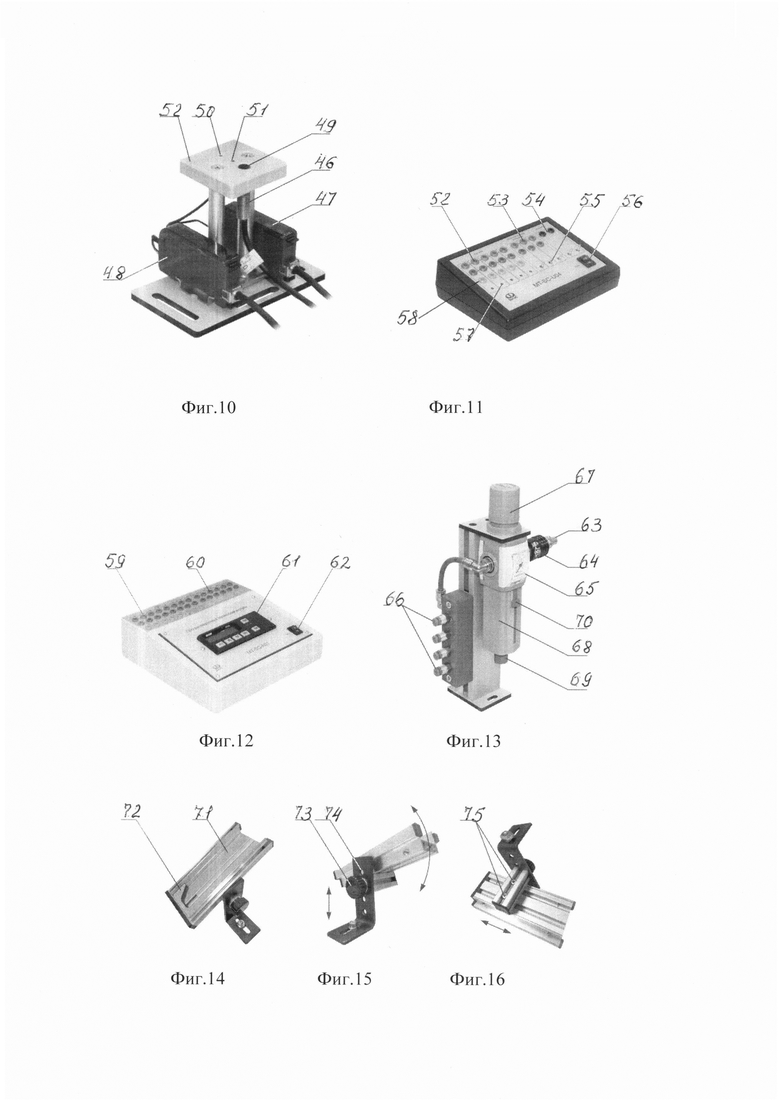
На фиг. 10, показана платформа 6, предназначенная для определения типа материала и пространственного расположения деталей на ней. Распознавание реализуется с помощью трех датчиков: индуктивного 46 и двух оптоволоконных 47 и 48, чувствительные элементы которых 49, 50 и 51 соответственно, встроены в стол 52 платформы.
Датчик 47 (чувствительный элемент 50) фиксирует наличие детали на платформе. Индуктивный датчик 46 срабатывает при наличии на столе 52 металлической детали.
Сигнал от датчика 48 (чувствительный элемент 51) указывает на то, что деталь (металлическая или пластиковая) находится на столе дном вниз.
На фиг. 11, показано устройство ручного управления 7. Оно предназначено для визуального отображения информации о состоянии подключенного к нему механизма, а также для подачи на последний сигналов управления.
Устройство ручного управления 7 имеет клеммы 52 для подключения датчиков, клеммы 53 подключения электропневматических распределителей, клеммы 54 подключения мотор-редуктора, тумблеры 55 подачи электрических управляющих сигналов, кнопку 56 включения устройства, светодиоды 57 и 58 клеммы подключения к ним;
Устройство ручного управления 7 имеет встроенный источник питания = 24В, который обеспечивает функционирование подключенных к нему датчиков, электропневматических распределителей и мотор-редуктора.
По состоянию светодиодов 57 можно определить, в каком положении находится тот или иной исполнительный механизм. Подача команды на осуществление требуемого перемещения механизма производится переключением соответствующего тумблера 55. После выполнения рабочей операции новая комбинация активных светодиодов 57 будет соответствовать новому положению механизмов.
На фиг. 12 показано устройство автоматического управления 8.
В этом качестве может быть использован практически любой программируемый логический контроллер. Устройство имеет встроенный источник питания =24В, который обеспечивает функционирование как самого контроллера, так и подключенных к нему датчиков, электропневматических распределителей и мотор-редуктора.
На фиг. 12 - 59 - клеммы для подключения датчиков, 60 - клеммы для подключения электропневматических распределителей и мотор-редуктора, 61 - программируемый логический контроллер, 62 - кнопка «сеть».
На фиг. 13 показан блок подготовки воздуха 9, представляющий собой фильтр-регулятор с встроенным отсечным клапаном.
К источнику сжатого воздуха блок подготовки воздуха 9 подсоединяется пневматической трубкой 06 мм путем введения трубки от источника в фитинг 63 до упора.
При передвижении управляющего элемента 64 отсечного распределителя в сторону манометра 65, сжатый воздух поступает в коллектор с самозапирающимися соединениями 66, к которым пневматической трубкой 04 мм подключаются пневмоэлементы механизмов.
Уровень давления сжатого воздуха, подаваемого к механизмам, регулируется рукояткой 67 и контролируется манометром 65. Для этого рукоятку 67 необходимо предварительно поднять вверх. Вращение рукоятки по часовой стрелке приводит к повышению давления на выходе, против часовой стрелки - к уменьшению.
При длительной эксплуатации комплекта необходимо следить за уровнем конденсата, который может осаждаться в стакане 68. Отвод конденсата из стакана производится путем поворота рукоятки 69 клапана, встроенного в нижней части стакана 68.
Для проверки состояния фильтрующего элемента необходимо снять стакан 68, предварительно опустив фиксатор 70 вниз и провернув стакан 68 на 45° против часовой стрелки.
На фиг. 14, 15, 16 показаны варианты подсоединения приемных лотков 10 к изучаемым механизмам.
Основным назначением приемных лотков 10 является упорядоченное хранение подаваемых на них деталей. Детали размещаются на собранных в плоскость стержнях 71, нижние из которых центрируются упором 72, что позволяет применять лотки 10 и в качестве подающих устройств, а боковые - образуют стенки лотка. Лотки 10 могут быть выставлены относительно любого механизма, входящего в данный комплект, благодаря возможности изменения его пространственного положения, как по высоте, так и по углу наклона, и длине вылета относительно опоры. Для изменения угла наклона следует ослабить винт 73 и провернуть лоток относительно его оси. Ряд отверстий 74 позволяет менять высоту лотка, а ослабив винты 75 можно изменить и его вылет.
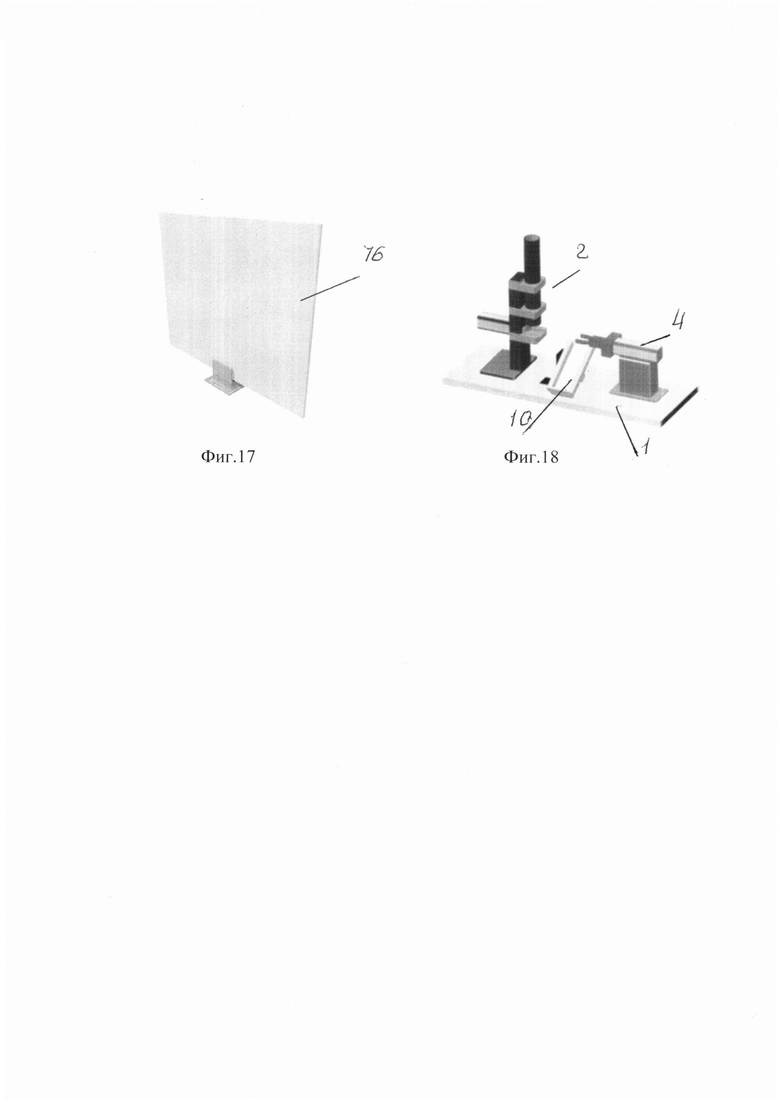
На фиг. 17 показан вариант съемного устройства для исключения визуального контроля за перемещением деталей в виде защитного экрана - 76.
На фиг. 18 - схема к Примеру работы с комплектом.
Способ сборки комплекта учебного оборудования для монтажа, наладки и эксплуатации автоматических линий и мехатронных систем осуществляют следующим образом:
- перед началом работы с комплектом необходимо сформулировать задание по выполнению той или иной технологической операции, а также выбрать механизмы и устройства, на базе которых может быть реализовано решение;
- затем устанавливают и закрепляют на монтажной плите 1 блок подготовки воздуха 9, один или нескольких действующих моделей промышленных механизмов, принцип действия которых будет изучаться, приемные лотки 10, устройство управления 7, подключают блок подготовки воздуха 9 к источнику энергии, подключают электропневматические распределители каждого промышленного механизма к блоку подготовки воздуха 9, устанавливают бесконтактные датчики положения на выбранных моделях промышленных механизмов, подключают датчики и электропневматические распределители каждого механизма к устройству ручного управления 7 и загружают детали 12. Устройство ручного управления 7 подключают к однофазной сети (см. фиг. 1).
- таким образом осуществляют монтаж комплекта для обучения в ручном режиме;
- осуществляют наладку и проверку собранного комплекта;
- между собранным комплектом учебного оборудования и устройством ручного управления устанавливают съемное устройство для исключения визуального контроля за перемещением деталей в виде защитного экрана 76, как показано на фиг. 17 или ширмы 14 (фиг. 1).
- для сборки и монтажа комплекта при обучении программным способом (при отсутствии съемного устройства для исключения визуального контроля) в качестве устройства управления 8 используют программируемый логический контроллер 61 (см. фиг. 12), подключив к его входам и выходам соответствующие кабели;
- на основании составленного алгоритма работы выбранной технологической линии пишут программу управления собранной моделью технологической линии для программируемого логического контроллера 61 (см. фиг. 12);
- осуществляют наладку и проверку работы собранного комплекта и его эксплуатацию.
Пример работы с собранным комплектом учебного оборудования для монтажа, наладки и эксплуатации автоматических линий и мехатронных систем с использованием нескольких действующих моделей промышленных механизмов.
Учащегося знакомят с постановкой задачи - описанием технологической операции, выполнение которой следует реализовать;
Например: обеспечить перемещение деталей из механизма для упорядоченного хранения и поочередной выдачи деталей с последующей их транспортировкой 2 в приемный лоток 10 с помощью механизма для перемещения деталей от одного механизма к другому и для ориентации деталей в пространстве 4 согласно схеме на фиг.18.
- выбирают модель технологической линии, реализующую заданную операцию,
- составляют описание алгоритма работы линии;
- выбирают перечень объектов управления, входящих в состав модели; Объекты управления:
- пневматический двигатель 31 выдвижения пневматического захвата с губками 29 механизма 4 (см. фиг. 6);
- пневматический захват с губками 29;
- пневматический двигатель 18 толкателя 17 механизма 2 не задействуют (см. фиг.
2).
Практическая реализации поставленной задачи состоит из следующих этапов:
- осуществляют монтаж на монтажной плите 1 устройств 9, 2, 4, 10, 7, входящих в состав модели технологической линии, подключают выбранные механизмы к блоку подготовки воздуха 9 и источнику энергии;
- подсоединяют устройство ручного управления 7;
- проверяют работоспособность собранной модели с управлением от устройства ручного управления 7 и правильность срабатывания индикаторов - светодиодов 57 на устройстве ручного управления (см. фиг. 11);
- осуществляют работу собранной модели с управлением от устройства ручного управления 7 при визуальном контроле за движением детали и закрепление навыков;
- устанавливают защитный экран 76 между собранной моделью комплекта учебного оборудования и устройством ручного управления 7, закрывающий собранную модель;
- отрабатывают навыки управления собранной линией по индикаторам - светодиодам 57 на пульте ручного управления 7 при отсутствии визуального контроля за движением детали (см. фиг. 11);
- убирают защитный экран 76;
- заменяют устройство ручного управления 7 устройством автоматического управления 8;
- составляют блок-схему алгоритма работы собранной модели; осуществляют программирование устройства автоматического управления 8, проверку и отладку его работы;
- осуществляют работу собранной модели с управлением от устройства автоматического управления 8 и закрепляют приобретенные навыки;
Таким образом, предлагаемый комплект учебного оборудования для монтажа, наладки и эксплуатации автоматических линий и мехатронных систем соответствует формам и методам учебно-воспитательного процесса, которые согласуются с современными требованиями к таким обучающим устройствам, удобен и безопасен в эксплуатации, предназначен для формирования первоначальных умений и навыков обучающихся при относительно невысокой стоимости комплекта, при его высоком качестве и долговечности. Комплект предназначен для внедрения высоких профессиональных стандартов; для подготовки к проведению демонстрационного экзамена в системе профессионального обучения, национального и мирового чемпионатов рабочих профессий WorldSkills.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обучения и контроля учащихся основам мехатроники с использованием комплекта учебного оборудования для монтажа, наладки и эксплуатации мехатронных систем | 2017 |
|
RU2678632C1 |
| УНИВЕРСАЛЬНАЯ ПЛАТФОРМА И ИССЛЕДОВАТЕЛЬСКИЙ МОДУЛЬ | 2020 |
|
RU2732799C1 |
| Тренажерный комплекс для изучения устройства, работы тормозного оборудования и управления тормозами | 2018 |
|
RU2686349C1 |
| УСТРОЙСТВО ПОДГОТОВКИ ЭКСПЛУАТАЦИОННОГО ПЕРСОНАЛА ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ | 2005 |
|
RU2282248C1 |
| Мобильный автономный комплект технических средств для обучения | 2018 |
|
RU2691882C1 |
| Комплект средств гибридной реальности | 2022 |
|
RU2802657C1 |
| Учебно-испытательная установка по настройке схемы управления краном магистрального газопровода с системой автоматического управления | 2023 |
|
RU2830931C1 |
| Тренажер оператора автоматизированных систем управления | 1982 |
|
SU1132302A1 |
| Тренажер самоспасателя для горнодобывающей промышленности | 2023 |
|
RU2827078C1 |
| ТРЕНАЖЕР ПИЛОТИРУЕМОГО КОСМИЧЕСКОГО КОРАБЛЯ | 2008 |
|
RU2367027C1 |
Изобретение относится к области образования, более конкретно к области обучающих устройств, а именно к техническим средствам для изучения структуры, принципов построения и основной элементной базы автоматических линий и мехатронных систем и к способу их сборки. Технической проблемой, решаемой с помощью настоящего изобретения, является создание комплекта учебного оборудования для монтажа, наладки и эксплуатации автоматических линий и мехатронных систем, соответствующего формам и методам учебно-воспитательного процесса, которые согласуются с современными требованиями к таким обучающим устройствам, удобного и безопасного в эксплуатации, предназначенного для формирования первоначальных умений и навыков обучающихся при относительно невысокой стоимости комплекта, при его высоком качестве и долговечности. Указанная техническая проблема решается путем создания комплекта учебного оборудования для монтажа, наладки и эксплуатации автоматических линий и мехатронных систем, который содержит монтажную плиту, выполненные с возможностью размещения на ней в одной монтажной плоскости действующие модели промышленных механизмов с пневматическими и электрическими приводами, представляющие собой механизм для упорядоченного хранения и поочередной выдачи деталей с последующей их транспортировкой, механизм с вакуумным захватом для перемещения деталей от одного механизма к другому, механизм для перемещения деталей от одного механизма к другому и для ориентации деталей в пространстве и ленточный конвейер, предназначенный для перемещения и сортировки поступающих на него деталей, а также платформу, предназначенную для определения типа материала и пространственного расположения деталей на ней, устройство управления, блок подготовки воздуха, датчики, вспомогательное оборудование и источники энергии, при этом комплект снабжен съемным устройством для исключения визуального контроля за перемещением деталей. Предложен также способ сборки комплекта. 2 н. и 14 з.п. ф-лы, 18 ил.
1. Комплект учебного оборудования для монтажа, наладки и эксплуатации автоматических линий и мехатронных систем, характеризующийся тем, что содержит монтажную плиту, выполненные с возможностью размещения на ней в одной монтажной плоскости действующие модели промышленных механизмов с пневматическими и электрическими приводами, представляющие собой
механизм для упорядоченного хранения и поочередной выдачи деталей с последующей их транспортировкой,
механизм с вакуумным захватом для перемещения деталей от одного механизма к другому,
механизм для перемещения деталей от одного механизма к другому и для ориентации деталей в пространстве
и ленточный конвейер, предназначенный для перемещения и сортировки поступающих на него деталей,
а также платформу, предназначенную для определения типа материала и пространственного расположения деталей на ней,
устройство управления, блок подготовки воздуха, датчики, вспомогательное оборудование и источники энергии,
при этом комплект снабжен съемным устройством для исключения визуального контроля за перемещением деталей.
2. Комплект учебного оборудования по п. 1, отличающийся тем, что механизм для упорядоченного хранения и поочередной выдачи деталей с последующей их транспортировкой выполнен в виде вертикальной трубы-накопителя для деталей, укрепленной посредством стойки над приемным столом с размещенным над ним толкателем, снабженным пневматическим двигателем с электропневматическим распределителем.
3. Комплект учебного оборудования по п. 1, отличающийся тем, что механизм с вакуумным захватом для перемещения деталей от одного механизма к другому представляет собой поворотный рычаг с головкой, оснащенной вакуумным захватом и снабженный пневматическим двигателем с электропневматическим распределителем и эжектором для создания вакуума.
4. Комплект учебного оборудования по п. 1, отличающийся тем, что механизм для перемещения деталей от одного механизма к другому и для ориентации деталей в пространстве выполнен в виде установленного с возможностью поворота пневматического захвата, установленного на подвижной платформе и снабженного пневматическим двигателем с электропневматическим распределителем.
5. Комплект учебного оборудования по п. 1, отличающийся тем, что ленточный конвейер, предназначенный для перемещения и сортировки поступающих на него деталей, содержит ленту конвейера с мотор-редуктором, стационарный, подвижный и поворотный упоры и пневматический двигатель с электропневматическим распределителем.
6. Комплект учебного оборудования по п. 1, отличающийся тем, что платформа, предназначенная для определения типа материала и пространственного расположения деталей на ней, снабжена индуктивным и оптоволоконными датчиками.
7. Комплект учебного оборудования по п. 1, отличающийся тем, что устройство управления представляет собой устройство ручного управления.
8. Комплект учебного оборудования по п. 7, отличающийся тем, что устройство ручного управления имеет клеммы для подключения датчиков, клеммы подключения электропневматических распределителей, клеммы подключения мотор-редуктора, тумблеры подачи электрических управляющих сигналов, кнопку включения пульта, светодиоды и клеммы подключения к ним.
9. Комплект учебного оборудования по п. 1, отличающийся тем, что устройство управления представляет собой устройство программного управления.
10. Комплект учебного оборудования по п. 9, отличающийся тем, что устройство программного управления выполнено в виде программируемого логического контроллера.
11. Комплект учебного оборудования по п. 1, отличающийся тем, что съемное устройство для исключения визуального контроля за перемещением деталей выполнено в виде защитного экрана или ширмы.
12. Комплект учебного оборудования по п. 1, отличающийся тем, что в состав вспомогательного оборудования входят приемные лотки, набор деталей, кабели, крепежные элементы и инструмент для работы.
13. Способ сборки комплекта учебного оборудования по п. 1, включающий установку и закрепление на монтажной плите устройства управления, блока подготовки воздуха, одного или нескольких действующих моделей промышленных механизмов, принцип действия которых будет изучаться, приемных лотков, подключение механизмов и блока подготовки воздуха к источнику энергии, подключение электропневматических распределителей действующих моделей промышленных механизмов к блоку подготовки воздуха, установку бесконтактных датчиков положения на действующие модели промышленных механизмов, подключение датчиков и электропневматических распределителей к устройству управления и загрузку деталей.
14. Способ сборки комплекта учебного оборудования по п. 13, отличающийся тем, что в качестве устройства управления используют устройство ручного управления.
15. Способ сборки комплекта учебного оборудования по пп. 13, 14, отличающийся тем, что между собранным комплектом учебного оборудования и устройством ручного управления устанавливают съемное устройство для исключения визуального контроля за перемещением деталей.
16. Способ сборки комплекта учебного оборудования по п. 14, отличающийся тем, что в качестве устройства управления используют устройство программного управления в виде программируемого логического контроллера.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| WO 2013135817 A1 (CELLPROTHERA), 19.09.2013 | |||
| Введение в основы сварки: учебное пособие /В.И | |||
| Васильев, Д.П | |||
| Ильященко, Н.В | |||
| Павлов; Юргинский технологический институт | |||
| - Томск: Изд-во Томского политехни-ческого университета, 2011. | |||

