Изобретение относится к панели по меньшей мере с одной парой комплементарных средств фиксации на противоположных кромках панели, причем по меньшей мере одна пара средств фиксации снабжена комплементарными крючковыми профилями.
С такого рода панелями изготавливаются, например, напольные покрытия, в частности, она пригодна для уложенных «плавающими» напольных покрытий.
Из публикации DE 20 2008 010 555 известна серийная панель. Ее блокирующий выступ и приемное отверстие сформированы так, что во время стыковочного движения сначала конец выступа без упругой деформации крючковых профилей предварительно входит внутрь приемного отверстия, и лишь при дальнейшем продолжении стыковочного движения крючковые профили упруго деформируются.
Оказалось, что уложенное «плавающим» напольное покрытие с известными панелями может быть трудным для укладки. Иногда как на твердом основании для укладки, так и на мягкой изолирующей звуки шагов подложке возникают проблемы при фиксировании, поэтому на верхней стороне напольного покрытия в области стыков могут проявляться неоднородности.
Задачей изобретения является предложить панель, комплементарные средства фиксации которой лучше соединяются и фиксируются как на твердом основании для укладки, так и на мягкой изолирующей звуки шагов подложке.
Согласно изобретению, задача решается таким образом, что по меньшей мере один из крючковых профилей имеет область сжатия.
Область сжатия крючкового профиля благоприятно отражается на способности к фиксации крючковых профилей. Сплющиваясь в области сжатия, крючковый профиль упрощает создание зафиксированного состояния. Поскольку при сжатии идет речь об упругой деформации, сжатое состояние снова создается после окончания процесса фиксирования. Область сжатия опять принимает нейтральную, несжатую форму и развивает фиксирующее действие, которое противодействует разъединению зафиксированных панелей в направлении, перпендикулярном плоскости панели.
В предпочтительном исполнении область сжатия расположена на направленной наружу поверхности кромки панели.
Согласно следующему целесообразному исполнению изобретения панель имеет верхнюю сторону, нижнюю сторону, корпус, комплементарные средства фиксации, которые предусмотрены попарно на противоположных кромках панели, по меньшей мере, пару средств фиксации с крючковыми профилями, а именно, приемным крючком и противолежащим ему блокирующим крючком, с тем условием, что приемный крючок имеет расположенный на удалении от корпуса край крючка и расположенную рядом с корпусом приемную выемку, причем приемная выемка открыта к верхней стороне, причем блокирующий крючок снабжен расположенной рядом с корпусом и открытой к нижней стороне блокирующей выемкой и имеет расположенный на удалении от корпуса блокирующий выступ, который вводится в приемную выемку приемного крючка в предусмотренном перпендикулярно плоскости панели направлении сопряжения, причем блокирующий крючок имеет на удалении от корпуса поверхность поперечного стыка и также на удалении от корпуса действующий вертикально блокирующий контур, причем приемный крючок имеет рядом с корпусом поверхность поперечного стыка и также рядом с корпусом контур геометрического замыкания, который сопрягается с геометрическим замыканием с удаленным от корпуса блокирующим контуром блокирующего крючка, тем самым обеспечивая возможность фиксации перпендикулярно плоскости смонтированных панелей, причем блокирующий крючок имеет расположенную рядом с корпусом горизонтальную фиксирующую поверхность на своем блокирующем уступе, причем приемный крючок имеет расположенную на удалении от корпуса горизонтальную фиксирующую поверхность в приемной выемке, причем на приемном крючке выполнено приемное отверстие, через которое блокирующий уступ по существу в направлении сопряжения может вставляться в приемную выемку, причем блокирующий контур и контур геометрического замыкания образуют верхний фиксатор, при котором блокирующий контур имеет гнездовой стопорный элемент или выступающий стопорный элемент , и причем контур геометрического замыкания имеет комплементарный блокирующему контуру гнездовой стопорный элемент или выступающий стопорный элемент, причем выступающий стопорный элемент и/или гнездовой стопорный элемент блокирующего крючка имеет верхнюю область сжатия с блокирующим контуром с повышенной сжимаемостью, и причем выступающий стопорный элемент и/или гнездовой стопорный элемент приемного крючка имеет верхнюю область сжатия с приемным контуром с повышенной сжимаемостью.
Если блокирующий уступ вводится в приемную выемку приемного крючка, это приводит, с одной стороны, к контакту между блокирующим контуром и контуром геометрического замыкания. Кроме того, это приводит к контакту между поверхностями горизонтального фиксирования блокирующих крючков и приемных крючков. Поверхность горизонтального фиксирования блокирующего крючка скользит вниз по поверхности горизонтального фиксирования приемного крючка; вместе они образуют контропору. Во время стыковочного движения между блокирующим контуром и контуром геометрического замыкания возникает давление на поверхность, а именно тогда, когда выполненный сжимаемым блокирующий контур приходит в соприкосновение со сжимаемым приемным контуром. Возникающее при этом сжатие этих обеих областей позволяет создать геометрическое замыкание, которое способствует фиксированию/защелкиванию перпендикулярно плоскости панели.
Сжимаемость блокирующего контура и приемного контура рассчитана таким образом, чтобы создать возникающую в этих областях точечную нагрузку, или соответственно, локально ограниченное давление на поверхность, которое также вызовет только локально ограниченное сжатие в этих областях. По существу, сжатие в материале возникает в месте контакта, на котором действует точечная нагрузка/давление на поверхность. Другими словами, сжимаемость повышается в той мере, чтобы противодействовать возможной, возникающей в стороне от упомянутого места контакта, прочей деформации крючковых профилей. Так, например, противодействуют изгибанию крючковых профилей.
Для монтажа напольного покрытия было установлено, что панели на мягкой подложке могут быть проще уложены и зафиксированы, если крючковые профили выполнены так, чтобы в стороне от упомянутого места контакта имелось противодействие деформации крючковых профилей.
Целесообразное усовершенствование предполагает, что крючковый край приемного крючка и блокирующая выемка блокирующего крючка образует нижний фиксатор, при котором на удалении от корпуса на крючковом крае приемного крючка предусмотрен гнездовой стопорный элемент или выступающий стопорный элемент, и при этом блокирующая выемка рядом с корпусом имеет для этого комплементарный гнездовой стопорный элемент или выступающий стопорный элемент.
Далее на упомянутое усовершенствование можно положительно повлиять тем, что выступающий стопорный элемент и/или гнездовой стопорный элемент блокирующего крючка имеет нижний блокирующий контур с повышенной сжимаемостью, причем выступающий стопорный элемент и/или гнездовой стопорный элемент приемного крючка имеет нижний приемный контур с повышенной сжимаемостью.
Другой полезный эффект усматривается в том, когда корпус, по меньшей мере, частично состоит из древесного материала или из составляющих из древесины.
Альтернативно корпус может состоять, по меньшей мере, частично из пластика.
Согласно исполнению корпус изготовлен как плита основы, которая состоит из пластика или древесно-пластикового композитного материала (WPC). Плита основы выполнена, например, из термопластичного, эластомерного или термореактивного пластика. Далее в рамках изобретения могут быть применены материалы вторичной переработки названных материалов. При этом предпочтительно используется материал плиты, в частности, из термопластичного пластика, такого как поливинилхлорид, полиолефин (например, полиэтилен (ПЭ), полипропилен (ПП), полиамид (ПА), полиуретан (ПУ), полистирол (ПС), акрилонитрил-бутадиен-стирол (АБС), полиметилметакрилат (ПММА), поликарбонат (ПК), полиэтилентерефталат (ПЭТ), полиэфирэфиркетон (ПЭЭК) или смеси или сополимеризаты. При этом независимо от основного материала плиты основы могут быть предусмотрены, например, смягчители, которые могут иметься приблизительно в диапазоне от≥0 вес.-% до≤20 вес.-%, в частности, ≤10 вес.-%, предпочтительно≤7 вес.-%, например, в диапазоне от≥5 вес.-% до≤10 вес.-%. Пригодный смягчитель возможно включает в себя смягчитель, реализуемый под торговым наименованием «Dinsch» фирмы BASF. Далее в качестве замены обычным смягчителям могут быть предусмотрены сополимеры, примерно такие, как акрилаты или метакрилаты.
В частности, термопластичные искусственные материалы имеют также то преимущество, что изготовленные из них продукты могут быть очень легко подвергнуты вторичной переработке. Также могут быть использованы материалы вторичной переработки из других источников. Тем самым создается очередная возможность для снижения производственных расходов.
При этом такого рода плиты основы являются очень упругими, или соответственно, пружинящими, что создает впечатление комфорта при ходьбе по ним, и также может уменьшить возникающие при ходьбе шумы по сравнению с обычными материалами, тем самым может быть реализуемой улучшенная звукоизоляция шагов.
Кроме прочего, ранее названные плиты основы создают преимущество хорошей водостойкости, поскольку они имеют набухание 1% или менее. Помимо основ только из пластика это неожиданным образом распространяется также и на WPC-материалы, которые далее детально разъяснены.
Особо предпочтительным образом материал основы может иметь древесно-полимерные материалы (Wood Plastic Composite, WPC) или состоять из них. Здесь может быть пригодным, например, древесина или полимер, который может иметься в соотношении от 40/60 до 70/30, например, 50/50. Возможно в качестве полимерных составляющих могут быть использованы полипропилен, полиэтилен или сополимер из обоих ранее названных материалов. Такого рода материалы дают то преимущество, что они могут быть сформованы в плиту основы уже при малых температурах, примерно в диапазоне от≥180 °С до≤200 °С ранее описанным способом, поэтому может быть возможной особенно эффективная технология процесса, возможно со скоростями линий в диапазоне 6 м/мин в качестве примера. Например, возможны для WPC-продукта с распределением 50/50 древесной и полимерной доли при толщине продукта, как пример, в 4,1 мм, что делает возможным особенно эффективный процесс производства.
Далее так могут быть изготовлены очень прочные панели, которые, к тому же, имеют высокую упругость, что, в частности, может быть предпочтительным для эффективного и экономичного исполнения соединительных элементов в зоне краев плиты основы и также в отношении звукоизоляции шагов. Далее может быть возможной ранее указанная водостойкость с набуханием менее 1% у такого рода WPC-материалов. При этом WPC-материалы могут иметь, например, стабилизаторы и/или прочие добавки, которые могут иметься предпочтительно в составляющей из пластика.
Далее может быть особо предпочтительным то, что плита основы включает в себя материал на основе ПВХ или состоит из него. Также такого рода материалы могут быть предназначены особо предпочтительным образом для высококачественных панелей, которые возможно также могут быть без проблем использованы во влажных помещениях. Далее материалы на основе ПВХ предлагаются также для плиты основы для особо эффективного процесса производства, поскольку здесь могут быть возможными скорости линий примерно в 8 м/мин при толщине продукта, в качестве примера, 4,1 мм, что может сделать возможным особо эффективный процесс производства. Далее такого рода плиты основы также имеют предпочтительную упругость и водостойкость, что может дать ранее названные преимущества.
При этом для панелей на основе искусственных материалов, также как и у панелей на основе WPC, могут быть предпочтительными минеральные наполнители. Здесь особо пригодны возможно тальк или также карбонат кальция (мел), оксид алюминия, силикагель, кварцевая мука, древесные опилки, гипс. Например, мел может быть предусмотрен в диапазоне от≥30 вес.-% до≤70 вес.-%, причем с помощью наполнителей, в частности, с помощью мела, может быть улучшено в частности, скольжение плиты основы. Также они могут быть окрашены известным образом. В частности, может быть предусмотрено, что материал плит основы имеет огнезащитное средство.
Согласно особо предпочтительному исполнению изобретения материал плиты основы состоит из смеси ПЭ/ПП блоксополимера с древесиной. При этом доля ПЭ/ПП блоксополимера, а также доля древесины может лежать между≥45 вес.-% и≤55 вес.-%. Кроме того, материал плиты основы может иметь между≥0 вес.-% и≤10 вес.-% других добавок, как например, вещество для повышения текучести, термостабилизаторы или УФ-стабилизаторы. При этом размер частиц древесины лежит между >0 мкм и≤600 мкм с предпочтительным гранулометрическим распределением D50≥400 мкм. При этом, в частности, материал плиты основы может содержать древесину с гранулометрическим распределением D10≥400 мкм. При этом гранулометрическое распределение пересчитано на волюмометрический диаметр и относится к объему частиц. При этом материал плиты основы подготавливается особо предпочтительно в виде гранулированной или таблетированной предварительно экструдированной смеси из ПЭ/ПП блоксополимера с частицами древесины заданного гранулометрического распределения. При этом гранулят и/или таблетки могут иметь примерную зернистость в диапазоне от≥400 мкм до≤10 мм, предпочтительно от≥600 мкм до≤10 мм, в частности, ≥800 мкм до≤10 мм.
Согласно следующему предпочтительному исполнению изобретения плита основы состоит из смеси ПЭ/ПП полимерной смеси с древесиной. При этом доля ПЭ/ПП полимерной смеси, а также доля древесины может лежать между≥45 вес.-% и≤55 вес.-%. Помимо этого материал плиты основы может иметь между≥0 вес.-% и≤10 вес.-% других добавок, как например, вещества для повышения текучести, термостабилизаторы или УФ-стабилизаторы. При этом размер частиц древесины лежит между≥0 мкм и≤600 мкм с предпочтительным гранулометрическим распределением D50 ≥400 мкм. В частности, плита основы может иметь древесину с гранулометрическим распределением D10 ≥400 мкм. При этом гранулометрическое распределение пересчитано на волюмометрический диаметр и относится к объему частиц. При этом особо предпочтительно материал основы приготавливается в виде гранулированной или таблетированной предварительно экструдированной смеси из ПЭ/ПП полимерной смеси с частицами древесины заданного гранулометрического распределения. При этом гранулят и/или таблетки могут иметь предпочтительно зернистость примерно в диапазоне от ≥400 мкм до ≤10 мм, предпочтительно от ≥600 мкм до ≤10 мм, в частности, ≥800 мкм до ≤10 мм.
В следующем исполнении изобретения материал плиты основы состоит из смеси ПП-гомополимера с древесиной. При этом доля ПП-гомополимера, а также доля древесины может лежать между≥45 вес.-% и≤55 вес.-%. Далее материал плиты основы может иметь между≥0 вес.-% и≤10 вес.-% прочих добавок, таких как, например, вещества для повышения текучести, термостабилизаторы или УФ-стабилизаторы. При этом размер частиц древесины лежит между≥0 мкм и≤600 мкм с предпочтительным гранулометрическим распределением D50 ≥400 мкм. В частности, плита основы может иметь древесину с гранулометрическим распределением D10 ≥400 мкм. При этом гранулометрическое распределение пересчитано на волюмометрический диаметр и относится к объему частиц. При этом материал плиты основы приготавливается особо предпочтительно в виде гранулированной или таблетированной предварительно экструдированной смеси из ПП-гомополимера с частицами древесины заданного гранулометрического распределения. При этом гранулят и/или таблетки могут иметь предпочтительно зернистость примерно в диапазоне от ≥400 мкм до ≤10 мм, предпочтительно от ≥600 мкм до ≤10 мм, в частности, ≥800 мкм до ≤10 мм. В следующем исполнении изобретения материал плиты основы состоит из смеси ПВХ-полимера с мелом. При этом доля ПВХ-полимера, а также доля мела лежит между≥45 вес.-% и≤55 вес.-%. Далее материал плиты основы может иметь между≥0 вес.-% и≤10 вес.-% прочих добавок, таких как, например, вещества для повышения текучести, термостабилизаторы или УФ-стабилизаторы. При этом размер частиц мела лежит между≥0 мкм и≤600 мкм с предпочтительным гранулометрическим распределением D50 ≥400 мкм. В частности, материал плиты основы может иметь мел с гранулометрическим распределением D10 ≥400 мкм. При этом гранулометрическое распределение пересчитано на волюмометрический диаметр и относится к объему частиц. При этом особо предпочтительно материал плиты основы изготовляется в виде гранулированной или таблетированной предварительно экструдированной смеси из ПВХ-полимера с мелом заданного гранулометрического распределения. При этом гранулят и/или таблетки могут иметь предпочтительно зернистость примерно в диапазоне от ≥400 мкм до ≤10 мм, предпочтительно от ≥600 мкм до ≤10 мм, в частности, ≥800 мкм до ≤10 мм.
В следующем исполнении изобретения материал плиты основы состоит из смеси ПВХ-полимера с древесиной. При этом доля ПВХ-полимера, а также доля древесины может лежать между≥45 вес.-% и≤55 вес.-%. Далее материал плиты основы может иметь между≥0 вес.-% и≤10 вес.-% прочих добавок, таких как, например, вещества для повышения текучести, термостабилизаторы или УФ-стабилизаторы. При этом размер частиц древесины лежит между≥0 мкм и≤600 мкм с предпочтительным гранулометрическим распределением D50 ≥400 мкм. В частности, материал плиты основы может иметь древесину с гранулометрическим распределением D10 ≥400 мкм. При этом гранулометрическое распределение пересчитано на волюмометрический диаметр и относится к объему частиц. При этом материал плиты основы изготовляется особо предпочтительно в виде гранулированной или таблетированной предварительно экструдированной смеси из ПВХ-полимера с частицами древесины заданного гранулометрического распределения. При этом гранулят и/или таблетки могут иметь предпочтительно зернистость примерно в диапазоне от ≥400 мкм до ≤10 мм, предпочтительно от ≥600 мкм до ≤10 мм, в частности, ≥800 мкм до ≤10 мм.
Для определения гранулометрического распределения можно прибегнуть к общеизвестным методам, таким как, например, лазерная дифрактометрия, этим методом могут быть определены размеры частиц в диапазоне от нескольких нанометров вплоть до многих миллиметров включительно. Тем самым, могут быть также определены величины D50, соответственно, D10, чьи 50%, или соответственно, 10% измеренных частиц меньше, чем заданное значение.
Согласно следующему исполнению материал плиты основы может иметь полые микросферы. Такого рода добавки могут способствовать, в частности, тому, что плотность плиты основы и, тем самым, изготовленной панели, может быть значительно снижена, поэтому можно гарантировать особенно простую и экономичную транспортировку и также особенно удобную укладку. При этом, в частности, с помощью добавления полых микросфер может быть гарантирована стабильность изготовленной панели, которая в сравнении с материалом без полых микросфер снижена незначительно. Тем самым, стабильность для большей части применений абсолютно удовлетворительна. При этом под полыми микросферами могут пониматься, в частности, образования, которые имеют полое основное тело и имеют размер, соответственно, максимальный диаметр, который лежит в микрометровом диапазоне. Например, используемые полые сферы могут иметь диаметр, который лежит в диапазоне от ≥5 мкм до ≤100 мкм, например, от ≥20 мкм до ≤50 мкм. В качестве материала для полых микросфер рассматривается, в основном, всякий материал, как например, стекло или керамика. Далее могут быть предпочтительными, по причине веса, искусственные вещества, возможно также используемые в материале основы искусственные вещества, например, ПВХ, ПЭ или ПП, причем они, соответственно, могут препятствовать деформации во время способа изготовления возможно с помощью соответствующих добавок.
Твердость материала плиты основы может иметь величины в диапазоне 30-90 Н/мм2 (измерено по Бриннелю). Е-модуль может лежать в диапазоне от 3.000 до 7.000 Н/мм2.
Согласно следующему исполнению изобретения повышенная сжимаемость может быть создана путем выбора материала корпуса, который имеет твердость (по Бриннелю) в диапазоне 30-90 Н/мм2. Кроме прочего, предпочтительно материал корпуса может иметь Е-модуль в диапазоне от 3.000 до 7.000 Н/мм2, для того чтобы получить повышенную сжимаемость.
При этом согласно предпочтительному исполнения изобретения может быть предусмотрено, что плита основы изготовлена посредством способа, который имеет, по меньшей мере, следующие этапы:
а) изготовление сыпучего материала основы, в частности, гранулята,
b) расположение материала основы между двумя подающими приспособлениями в форме лент,
с) формование материала основы под воздействием температуры с формированием основы в форме полотна,
d) сжатие основы,
е) обработка основы под воздействием давления с применением двухленточного пресса, причем основы охлаждается в двухленточном прессе или перед ним.
Неожиданным образом удалось показать, что с помощью описанного ранее способа может быть осуществлена возможность комбинировать особо предпочтительное изготовление, в частности, основы или, соответственно, плиты основы для стеновой или напольной панели с материалами, которые для изготовления основы панели являются особо предпочтительными по причине их выдающихся свойств. При этом путем комбинации ранее описанных этапов процесса может быть осуществлен способ изготовления, в частности, основы с превосходными материалами декорированной стеновой или напольной панели с улучшенной эффективностью, такой способ, кроме прочего, позволяет производить максимально адаптируемые и очень прочные панели, которые одновременно имеют свойства материалов, пригодные для предусмотренных в соответствии с изобретением фиксирующих приспособлений с областью сжатия. Тем самым, можно простым образом изготавливать панели, которые могут иметь предпочтительные свойства.
При этом, согласно следующему исполнению ранее описанного способа, может быть предусмотрено дальнейшее охлаждение основы перед последующей дальнейшей переработкой в качестве этапа процесса f).
Помимо этого, согласно данному способу производится основа, или соответственно, матрица. Для этого ранее описанный способ включает в себя согласно этапу а) способа прежде всего изготовление сыпучего материала основы. Материал основы служит в качестве основы для производства, в частности, основ в форме плиты для панелей. Например, он может иметься в виде единичного материала или также в виде смеси из двух или более материалов. При этом материал основы или, по меньшей мере, компонент материала основы, должен иметь точку плавления или точку размягчения, для того чтобы материал основы на последующем этапе способа формовать путем высокотемпературного воздействия, как это далее разъясняется подробнее. Особо предпочтительным образом материал основы может быть изготовлен в виде сыпучего твердого вещества, или соответственно, в виде гранулята, причем гранулят может иметь в зависимости от используемого материала, только в качестве примера, зернистость примерно в диапазоне от ≥100 мкм до ≤10 мм. Это делает возможным беспроблемное складирование и также очень хорошую приспосабливаемость к желаемому составу материала. Поскольку, в частности, в гранулированной форме может быть получена особо гомогенная смесь различных составляющих, причем доступна особо точная смесь с четко задаваемым составом. Например, могут быть использованы так называемые сухие смеси, то есть сухие порошки искусственных материалов с добавками. Кроме того, гранулят можно распределить, в частности, в ранее описанном диапазоне размеров очень гомогенно и также очень точно по основе, поэтому можно получить основу с максимально точным профилем свойств. При этом предпочтительная насыпка, соответственно, распределение материала основы может иметь отклонение плотности насыпки ≤5%, в частности, ≤3%.
Согласно этапу b) способа сыпучий, в частности, гранулированный материал основы располагают между двумя подающими приспособлениями в форме полотна. Подробнее нижнее подающее приспособление в форме полотна передвигается по замкнутому кругу, и на определенном расстоянии от нижнего подающего приспособления верхнее подающее приспособление в форме полотна передвигается по замкнутому кругу. Так материал основы может быть нанесен на нижнее подающее приспособление и затем ограничен при помощи нижнего и верхнего подающего приспособления. При этом благодаря точному рассыпанию можно отказаться от бокового отграничения. Тем самым, посредством обоих подающих приспособлений материал основы может быть подан, соответственно, через отдельные стадии переработки и переработан в основу. Далее материалу основы может быть предварительно придана форма именно на этом этапе способа. Тем самым, подающие приспособления в форме полотна могут взять на себя две функции, а именно, функцию транспортного средства и функцию формы.
При этом подающие приспособления в форме полотна могут быть сделаны, по меньшей мере, в зоне двухленточного пресса, как это описано далее, по меньшей мере, частично из тефлона, или соответственно, из политетрафторэтилена (ПТФЭ). Например, ленты могут быть полностью сформованы из политетрафторэтилена, или могут быть использованы ленты, которые снабжены наружным покрытием из политетрафторэтилена. В самом крайнем случае, могут найти применение возможно усиленные стекловолокном ленты из пластика, а также стальные ленты. С помощью такого рода подающего приспособления на основании антиадгезионных свойств этого материала может быть создана особо точная, например, гладкая поверхность изготовленной основы. Так можно предотвратить прилипание поданного материала основы к подающему приспособлению и таким образом оказывал негативное влияние на структуру поверхности непосредственно или посредством прилипшего материала в следующем цикле. Кроме того, политетрафторэтилен стоек также при высоких температурах против химикатов, а также и против разрушения, поэтому, с одной стороны, возможна беспроблемная термообработка материала основы, а также подающие приспособления стабильны в течение длительного срока. Кроме того, материал основы может быть выбран произвольно.
При этом подающие приспособления могут проходить через все оборудование, или быть периодическими и быть выполнены в виде нескольких подающих приспособлений.
При этом выгрузка материала основы согласно этапу b) способа может быть осуществлена посредством одного или множества разбрасывающих головок, которые могут точно выгружать материал основы. Что касается разбрасывающих головок, то они могут быть, например, составной частью разбрасывающего агрегата и иметь, по меньшей мере, один вращающийся распределительный вал. Например, может быть предусмотрена воронка, которая может точно распределять выгружаемый материал на распределительный вал. При этом далее может быть предусмотрена ракля, которая замазывает материал в углубления вала. Затем материал может быть выгружен из распределительного вала с помощью вращающегося щеточного вала, причем он упирается в отбойную перегородку и оттуда соскальзывает на подающее приспособление. Чтобы регулировать ширину разброса может быть также предусмотрена регулировка ширины разброса. В этом исполнении может осуществляться особо гомогенная выгрузка материала основы, что в равной мере может приводить к гомогенной основе определенного качества.
Например, может быть предусмотрена одна разбрасывающая головка или могут быть предусмотрены две, три или более разбрасывающих головок. Тем самым, особо простым образом основа может быть изготовлен особо под заказ, например, может быть изготовлена желаемая смесь материалов. В этом исполнении смесь может без проблем подработана во время процесса изготовления или между двумя загрузками, поэтому может быть обеспечено особенно большое разнообразие. Кроме прочего, путем различного оснащения отдельных разбрасывающих головок смесь для материала основы может быть произведена лишь непосредственно перед переработкой, поэтому может быть предотвращено негативное воздействие различных компонентов друг на друга и обусловленное этим снижение качества произведенной основы.
На следующем этапе согласно этапу с) способа происходит формование расположенного между подающими приспособлениями в виде лент материала основы под воздействием температуры, или соответственно, тепла. Тем самым, на этом этапе способа под воздействием тепла, или соответственно, очень высокой температуры происходит расплавление, соответственно, размягчение материала основы или, по меньшей мере, его части, тем самым гранулят, например, может становиться способным принимать форму. В этом состоянии он может гомогенно заполнять образующееся между двумя подающими приспособлениями приемное пространство и образовывать такую основу в форме полотна, которая может подвергаться дальнейшей обработке.
Образованная таким образом основа в форме полотна одновременно может быть сжат до или вслед за этапом с) способа в соответствии с этапом d) способа. В частности, этот этап способа может осуществляться в подходящем прессе, или соответственно, на валу. Таким образом, здесь происходит первое уплотнение основы в форме полотна. На этом этапе, в основном, основа может получить именно свою желаемую толщину, поэтому на следующих этапах обработки требуется только лишь незначительное уплотнение, и, тем самым, следующие этапы могут быть проведены особенно щадяще, как это будет подробно разъяснено далее. При этом, в частности, может быть обеспечено то, чтобы температура основы была настолько охлаждена, чтобы была возможной соответствующая сжимаемость с получением желаемого результата.
На следующем этапе е) способа происходит наконец следующая обработка основы под воздействием давления с применением двухленточного пресса. На этом этапе способа могут быть заданы, в частности, свойства поверхности основы. Например, на этом этапе способа может происходить, в частности, разравнивание поверхности. Для этого предварительно уплотненная основа может быть обработан под воздействием давления, причем, в частности, давление может быть таким образом выбрано малым, чтобы это второе сжатие происходило только лишь в очень малом диапазоне. Например, сжатие может происходить в диапазоне ≤10%, ≤5%, в частности ≤3% от общей толщины основы перед сжатием. Например, уплотнение может происходить в диапазоне 0,2-0,3 мм при толщине плиты 4,5 мм. Тем самым исполнение обрабатывающего устройства на этом этапе способа может быть выбрано, в частности, в зависимости от желаемого выбора свойств поверхности, что может быть особенно щадящим. Тем самым, двухленточный пресс может служить зоной калибровки, в частности, также может служить для задания конечных свойств поверхности, а также толщины основы.
При этом может быть предпочтительным, в частности, использование двухленточного пресса, поскольку с помощью такого рода пресса возможны особенно щадящие этапы сжатия, и также качество поверхности может быть задано особенно эффективно и точно. Далее применение ленточного пресса, в частности, может сделать возможными высокие скорости линии, поэтому весь процесс может способствовать особенно высокой пропускной способности.
Например, такого рода ленточный пресс, который имеет большей частью весьма длинное пространство для обработки в направлении подачи основы, может иметь множество зон термостатирования, что может позволить температурный профиль и, тем самым, эффективное задание свойств поверхности также и при высоких скоростях линии.
Кроме прочего, например, предусмотрев пневматические поршни, можно сделать возможным особенно равномерное и точное задаваемое натяжение ленты двухленточного пресса, поэтому задание качества поверхности может быть особенно точным. При этом ленточный пресс может включать в себя, например, стальные ленты, например, без покрытия или возможно с покрытием из политетрафторэтилена и/или может термостатироваться, например, при помощи нагрева термомаслом.
При этом разглаживание, или соответственно, задание качества поверхности на этом этапе может означать то, что будет разглажена именно наружная поверхность, однако возможно уже нанесенные структуры, соответственно, поры не будут подвергнуты воздействию или будут подвергнуты воздействию только в определенном диапазоне, поэтому они и после этого этапа способа могут желаемым образом еще присутствовать, если это желательно. В частности, это может быть осуществлено путем применения ленточного пресса с подходящим температурным профилем и с пригодными значениями давления.
Далее при этом предусмотрено, что основа до или в двухленточном прессе и, таким образом, в частности, в ходе или до этапа е) способа охлаждается, в частности, ниже точки плавления или точки размягчения пластика основы. При этом охлаждение может происходить только в ограниченном диапазоне, поэтому основа еще имеет действительно повышенную температуру по сравнению с комнатной температурой (22 °C), однако она лежит ниже ранее заданной повышенной температуры и при этом предпочтительно и в зависимости от используемого пластика, ниже точки плавления или точки размягчения содержащегося в материале основы пластика. Это, например, может происходить путем соответствующего выбора температуры устройств термостатирования, которые находятся в двухленточном прессе, или основа может быть, в частности, охлаждена, или соответственно, немного нагрета, с помощью расположенных перед двухленточным прессом устройств термостатирования. В частности, с точки зрения качества путем охлаждения основы может быть достигнут особенно высококачественный внешний вид поверхности, поскольку с лентами двухленточного пресса, которые могут быть выполнены еще из политетрафторэтилена (тефлона), бережно обращаются. Далее может быть предотвращено поперечное коробление, или соответственно, возникновение усадочных раковин или пор, поэтому поверхность основы может быть особенно высококачественной. Подходящие температуры для полиэтилена лежат, например, и без ограничения в диапазоне ниже 130 °C, примерно в диапазоне от ≥80 °C до ≤115 °C, например, 120 °C.
Затем, при дальнейшем ходе на следующем этапе f) способа происходит соответственно последующее охлаждение основы в форме полотна. В частности, основа может быть охлажден посредством предусмотрения охлаждающего устройства с определенными ступенями охлаждения до температуры, которая соответствует комнатной температуре или, чисто в качестве примера, превышает в диапазоне вплоть до 20 °C. Например, может иметься множество зон охлаждения, для того чтобы осуществить точное охлаждение основы.
После охлаждения произведенной основы эта основа может быть сперва складирована в форме полотна или в виде единичных плитообразных основ, и способ может быть, в основном, завершен. Однако, предпочтительным образом, непосредственно подключаются следующие этапы обработки, которые могут быть реализованы возможно без шлифовки, в частности, для того чтобы обработать подготовленную основу таким образом, чтобы изготовить готовую панель, как это далее подробно разъясняется.
Еще один полезный эффект получается в результате, если предусмотрены выемка(и) материала нижнего и/или верхнего блокирующего контура, а также нижнего и/или верхнего приемного контура, причем выемка(и) материала локально повышает сжимаемость, тем что в момент фиксирования действующая на приемный контур сила воздействует на меньшую поверхность. Повышенное давление на поверхность создает большую дистанцию сжатия. Наряду с выбором пригодного материала для плиты основы также имеется конструктивно-техническая возможность влиять на сжимаемость в желаемых местах. Так, например, могут быть созданы выемки материала в виде промежутков между зубьями.
Нижняя сторона приемного крючка предпочтительно лежит в плоскости, которая идентична плоскости нижней стороны панели.
Каждый гнездовой стопорный элемент имеет выгодным образом поверхность фиксации, которая направлена к верхней стороне или нижней стороне панели, и каждый выступающий стопорный элемент имеет комплементарную поверхность фиксации, которая направлена соответственно к другой стороне панели, поэтому поверхность фиксации гнездового стопорного элемента совместно с поверхностью фиксации выступающего стопорного элемента в зафиксированном состоянии двух панелей противодействует расхождению зафиксированных панелей перпендикулярно плоскости панели.
Предпочтительным образом поверхность фиксации гнездового стопорного элемента в зафиксированном состоянии двух панелей касается поверхности фиксации выступающего стопорного элемента. Таким образом, нижний фиксатор способствует прочной фиксации перпендикулярно плоскости смонтированных панелей.
Альтернативно между поверхностью фиксации гнездового стопорного элемента и поверхности фиксации соответственного выступающего стопорного элемента в зафиксированном состоянии двух панелей может быть предусмотрено свободное пространство. Это может облегчать способ монтажа, если, например, между поперечными кромками должно быть произведено относительное смещение. Свободное пространство в несколько десятых миллиметра представляется достаточным, предпочтительно около 0,1 мм.
Панели могут быть рассчитаны таким образом, что при стыковочном движении сначала верхняя защелка и затем нижняя защелка полностью защелкивается.
Поверхности горизонтального фиксирования крючковых профилей предпочтительно согнуты относительно нормалей к плоскости верхней стороны на угол от 0° до 25° и в зафиксированном состоянии двух панелей располагаются, по существу, параллельно друг другу. Угол наклона зависит, по существу, от конфигурации блокирующего контура и контура геометрического замыкания, в частности, от того, где расположен гнездовой, или соответственно, выступающий стопорный элемент. Угол наклона между 7° и 25° оказался удачным. Как правило, может быть предусмотрен меньший наклон, если блокирующий контур снабжен гнездовым стопорным элементом, и контур геометрического замыкания имеет подходящий для этого выступающий стопорный элемент. Чем меньше угол наклона, тем выше сила сцепления по отношению к разъединению в плоскости смонтированных панелей, а также перпендикулярно задействованным поперечным кромкам. Исходя из этого, предпочтительными являются углы наклона <7°, и особенно удачным является угол наклона примерно 3°. В основном, возможен также и отрицательный угол наклона обеих поверхностей горизонтальной фиксации. Таким образом, они могли бы достичь фиксирующего действия перпендикулярно плоскости панели. При перемене гнездовых и выступающих стопорных элементов целесообразным является, как правило, больший угол наклона, чтобы можно было соединить друг с другом блокирующий контур и контур геометрического замыкания.
Край крючка приемного крючка может иметь на удалении от корпуса скос для скольжения. При этом речь идет о поверхности, которая наклонена по отношению к плоскости панели, и которая упрощает вставление края крючка в блокирующую выемку блокирующего крючка.
Блокирующий уступ в предпочтительном исполнении имеет на своей удаленной от корпуса стороне скос для скольжения.
Скос для скольжения - это поверхность, которая наклонена по отношению к плоскости панели и которая облегчает вставление блокирующего уступа в приемную выемку приемного крючка. С этой целью он (крючок) сформирован таким образом, чтобы контактировать с контуром геометрического замыкания. Одновременно поверхность горизонтальной фиксации блокирующего крючка скользит вниз по поверхности горизонтальной фиксации приемного крючка и образует контропору. Таким образом, при стыковочном движении с помощью контакта между скосом для скольжения и контуром геометрического замыкания возникает давление на поверхность. В частности, возникает сжатие блокирующего контура и приемного контура. Сжатие этих областей делает возможным создать геометрическое замыкание. Скос для скольжения облегчает фиксирование двух панелей.
Сжимаемые области приемного контура и блокирующего контура сжимаются упруго. При дальнейшем стыковочном движении блокирующий контур проходит контур геометрического замыкания настолько, пока оба не достигнут положения, в котором они входят друг в друга с геометрическим замыканием. Так может быть получен закрытый стык. Тогда поверхности горизонтальной фиксации обоих крючковых профилей предпочтительно прилегают друг к другу.
Чтобы можно было легко соединить панели, может быть предусмотрена пара поворотных профилей, а именно, пазовый профиль с поднутрением в стенке паза и сопряженный с ним пружинящий профиль с поднутрением на соответствующей стороне пружины. Это имеет то преимущество, что панели могут быть целесообразно смонтированы так, что новая панель поворотным профилем насаживается на комплементарный поворотный профиль уже смонтированной панели и поворачивается в ее плоскости. Кроме того, при этом предпочтительно крючковый профиль новой панели может одновременно быть зафиксирован с крючковым профилем панели в том же ряду панелей. Одновременно путем поворотного движения также и блокирующий крючок новой панели отклоняется движением, как ножницами, по существу, в вертикальной плоскости, и вставляется в приемный крючок панели, лежащей в том же ряду панелей. При поворотном движении, как ножницами, блокирующий уступ сначала вдается в приемное отверстие только на конце кромки панели. При продолжении стыковочного движения, как ножницами, блокирующий уступ шаг за шагом входит в приемное отверстие. Когда наконец панели находятся в одной плоскости, то блокирующий контур и контур геометрического замыкания точно входят друг в друга; поверхности поперечного стыка касаются друг друга и образуют закрытый стык.
На верхней стороне может быть предусмотрен прозрачный покровный слой и/или декоративный слой, причем через прозрачный покровный слой виден корпус или декоративный слой. Прозрачный покровный слой служит для защиты расположенного ниже слоя. Он может быть снабжен средствами, которые снижают износ, например, частицами корунда, частицами стекла и проч. и/или просто состоять из химически отверждаемого стойкого материала, например, лака, отвержденного в ультрафиолетовом свете, или отверждаемого слоя смолы, как например, слоя смолы, содержащей меламин.
На нижней стороне панели может быть предусмотрен стабилизирующий слой. Он действует как баланс для предусмотренных на верхней стороне слоев, для того чтобы противодействовать перекосу панели.
Кроме того, предлагается возможность и, тем самым, способ, как новая четырехугольная панель, которая снабжена двумя продольными кромками и двумя поперечными кромками, одновременно может быть зафиксирована в уже смонтированном из идентичных панелей предыдущем ряду панелей, а также в уже смонтированной идентичной панели того же ряда панелей, и именно при условии, что первая продольная кромка будет соединена с геометрическим замыканием с предыдущим рядом панелей путем поворота новой панели в плоскость смонтированных панелей, причем одновременно первая поперечная кромка новой панели путем движения, как ножницами, будет приведена в зацепление с геометрическим замыканием со второй поперечной кромкой смонтированной панели того же ряда панелей, с последующим условием, что первая поперечная кромка панелей также имеет первую поверхность поперечного стыка, и вторая поперечная кромка панелей также имеет вторую поверхность поперечного стыка, причем первая поверхность поперечного стыка на том конце, который повернут к первой продольной кромке, приводится в контакт со второй поверхностью поперечного стыка смонтированной панели того же ряда панелей, при этом создается соединение с геометрическим замыканием продольной кромки и поперечной кромки новой панели, образуя между новой панелью и предыдущим рядом панелей щель продольного стыка, а также щель поперечного стыка, чтобы острие клина щели поперечного стыка указывало в направлении предыдущего ряда панелей, а острие клина щели продольного стыка указывало в направлении свободной второй поперечной кромки новой панели, и чтобы в завершении новая панель поворачивалась в плоскость смонтированных панелей, причем зацепление с геометрическим замыканием поперечных кромок и продольных кромок полностью было состыковано и клинообразные щели стыков были устранены. При помощи щели поперечного стыка поперечные кромки немного сдвинуты/смещены в их продольном направлении. Смещение соответствует габариту щели в самом широком месте щели поперечного стыка. Для того чтобы устранить смещение необходимо, чтобы поперечные кромки могли быть подвижными/сдвигаемыми относительно друг друга. Является выгодным, если, по меньшей мере один фиксатор, например, нижний фиксатор, выполнен таким образом, что между поверхностями фиксации предусмотрено маленькое свободное пространство, например, 0,1 мм, для того чтобы облегчить подвижность поперечных кромок.
Щель продольного стыка может быть образована, когда новая панель временно выводится из своего параллельного расположения к предыдущему ряду панелей, и острие клина щели продольного стыка образуется на удаленном конце первой продольной кромки новой панели.
С другой стороны, щель продольного стыка может создаваться, когда новая панель временно выводится из своей плоской формы выгибанием панели из ее плоскости в направлении своей верхней стороны.
Ниже изобретение представлено на рисунке в качестве примера и подробно описано с помощью нескольких примеров исполнения. Показывают:
Фиг.1 пример исполнения первой пары кромок (продольные кромки) с поворотными профилями,
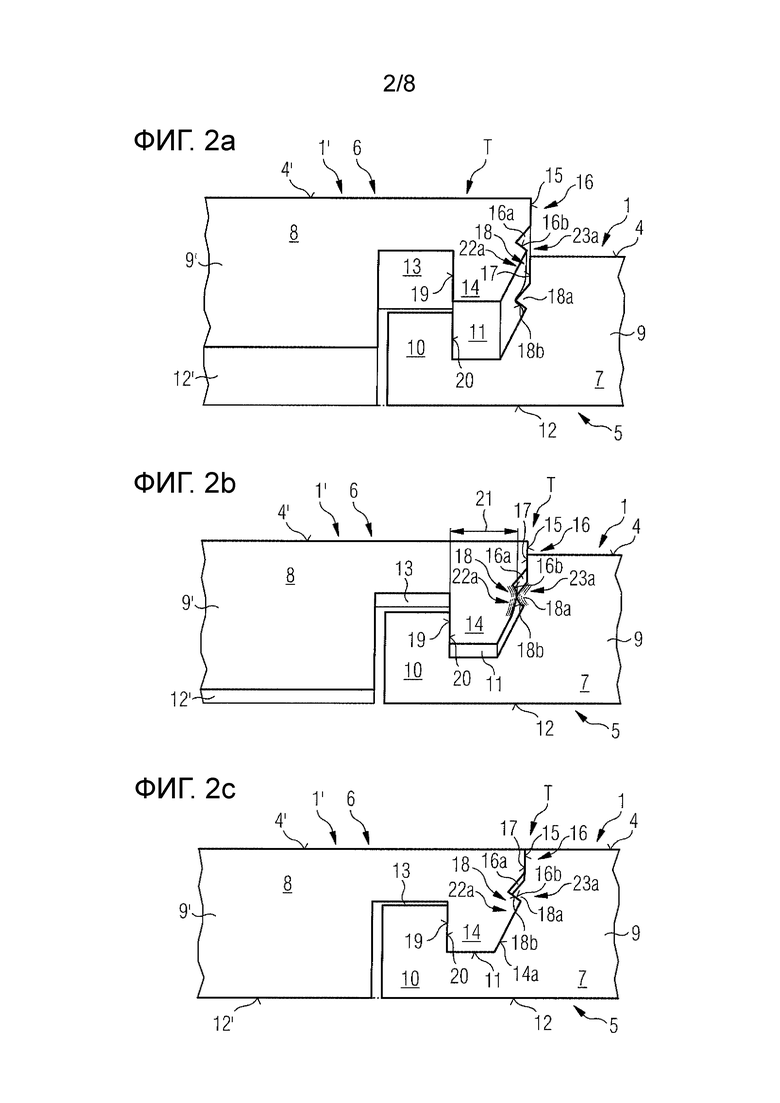
Фиг.2а-2с комплементарные средства фиксации второй пары кромок (поперечная кромка) и их поэтапное стыковочное движение,
Фиг.3а-3с первый альтернативный пример исполнения комплементарного средства фиксации второй пары кромок (поперечные кромки) и поэтапное движение их стыковки,
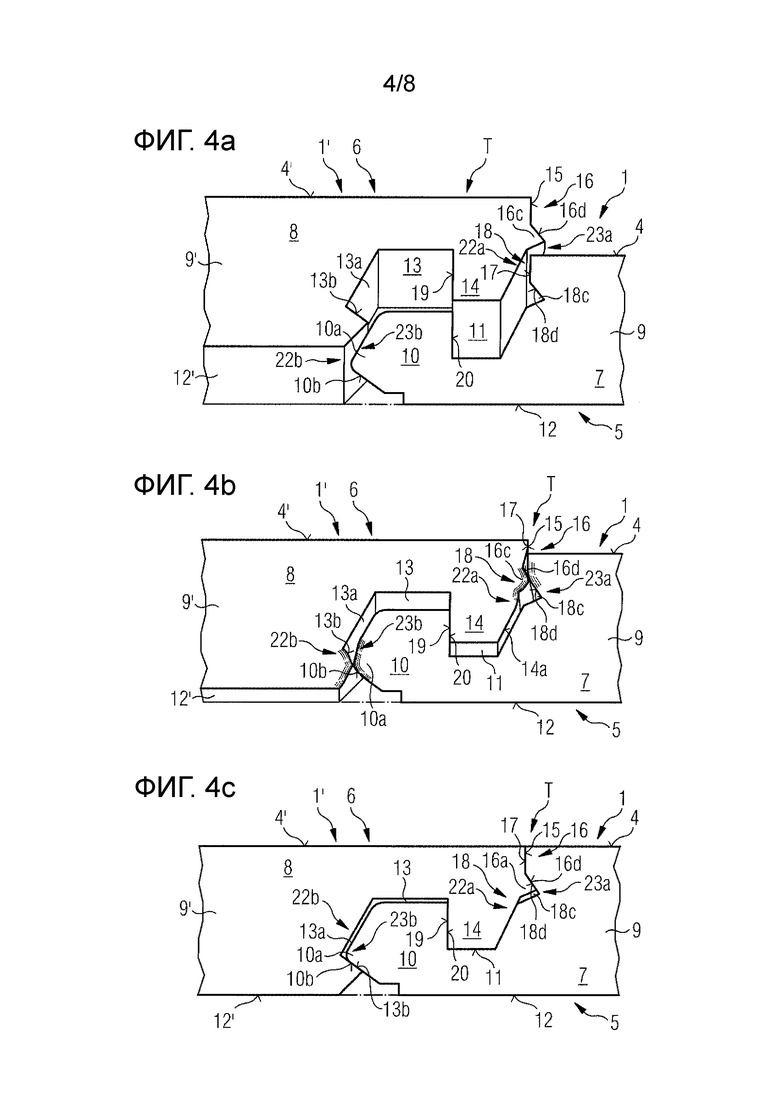
фиг.4а-4с второй альтернативный пример исполнения комплементарных средств фиксации второй пары кромок (поперечные кромки) и поэтапное движение их стыковки,
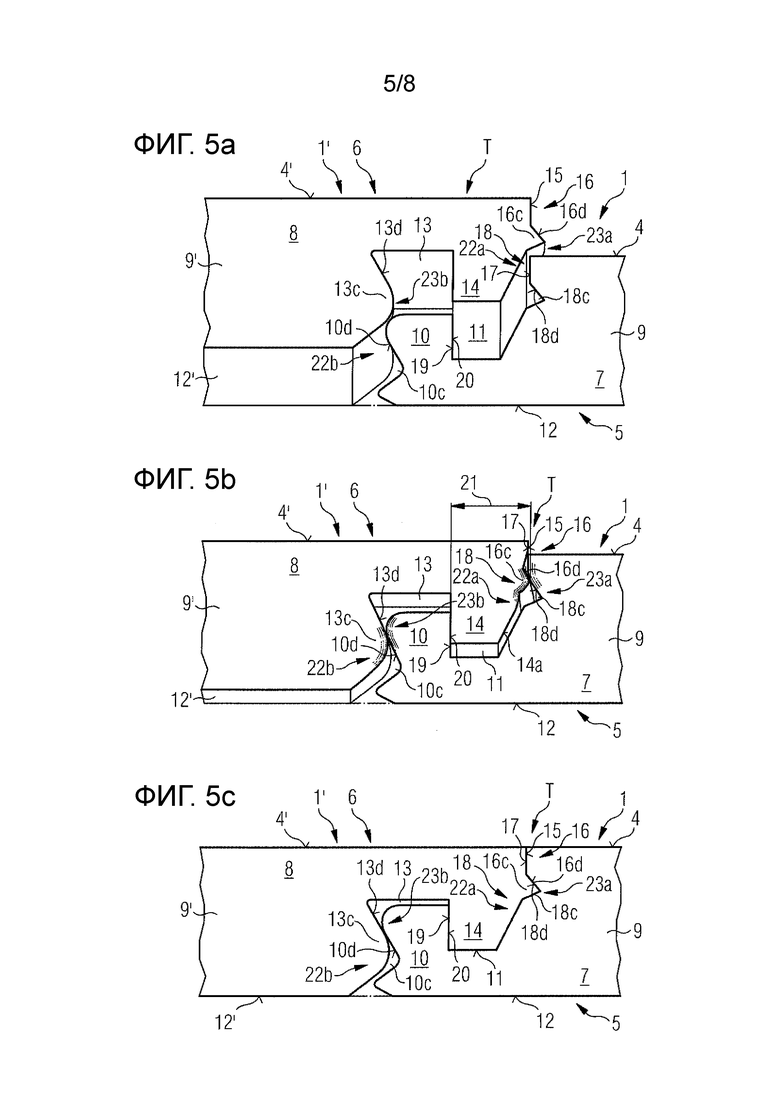
Фиг.5а-5с третий альтернативный пример исполнения комплементарных средств фиксации второй пары кромок (поперечные кромки) и поэтапное движение их стыковки,
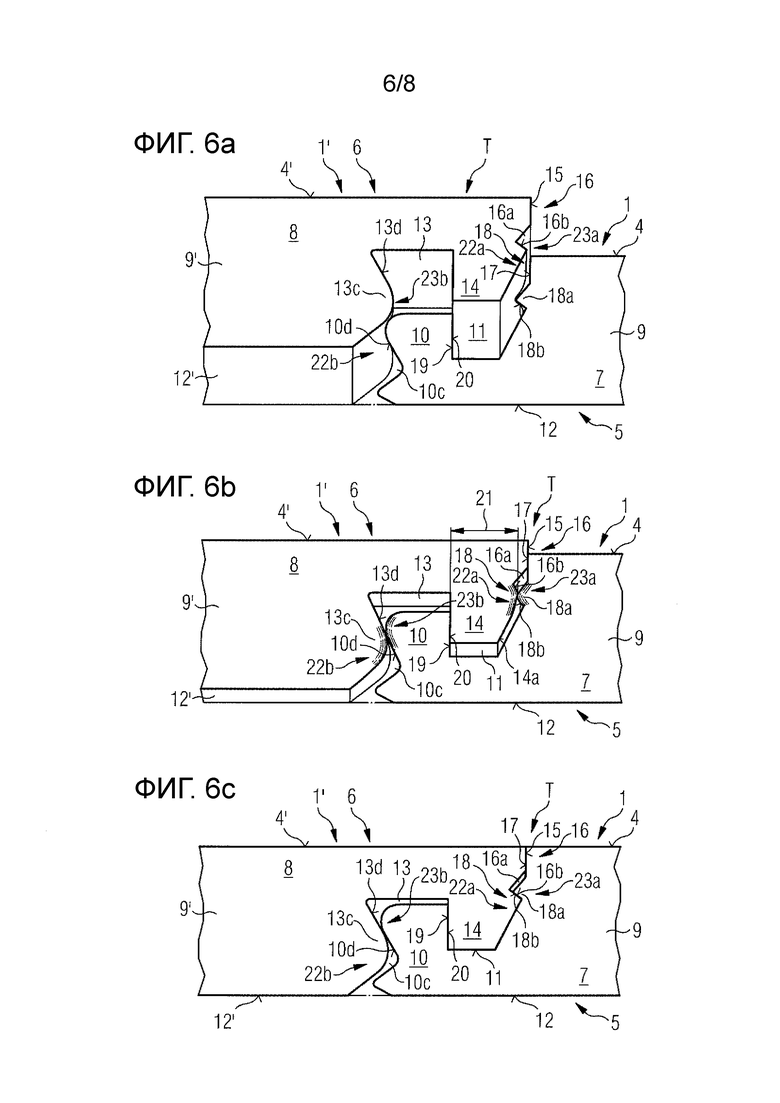
Фиг.6а-6с четвертый альтернативный пример исполнения комплементарных средств фиксации второй пары кромок (поперечные кромки) и поэтапное движение их стыковки,
Фиг.7 разрез панели с выполненным сжимаемым средствами фиксации,
Фиг.8а-8с схематичное изображение монтажа напольного покрытия с соответствующими изобретению панелями.
Фиг.1 показывает первую пару кромок соответствующей изобретению панели 1, или соответственно, панели 1ʹ. На этой фигуре представлена пара продольных кромок четырехугольной панели. Пара продольных кромок имеет комплементарные поворотные профили S. В качестве таковых могут быть предусмотрены все известные по уровню техники профили с геометрическим замыканием, которые соединяются с геометрическим замыканием посредством косого насаживания новой панели на предыдущий ряд панелей и последующего поворота новой панели 1ʹ в плоскость смонтированных панелей.
Комплементарные поворотные профили S согласно фиг.1 имеют пазовый профиль 2 и пружинящий профиль 3. Пазовый профиль 2 имеет верхнюю стенку 2а паза, которая короче, чем нижняя стенка 2b паза. Нижняя стенка паза, кроме того, снабжена вырезанной сзади выемкой 2с для пружинящего профиля 3. Выемка 2с имеет, кроме того, горизонтальную фиксирующую плоскость 2d. Пружинящий профиль 3 снабжен верхней стороной 3а пружины и нижней стороной 3b пружины, которая расположена, по существу, параллельно верхней стороне 4ʹ новой панели 1ʹ. Нижняя сторона пружины имеет поднутренный паз 3c и горизонтальную фиксирующую поверхность 3d, которая взаимодействует с горизонтальной фиксирующей поверхностью 2d нижней стенки 2b паза. Наклонное положение новой панели 1ʹ обозначено на фиг.1 с помощью изображенного пунктиром положения пружинящего профиля 3ʹ. Нижняя сторона пружины накладывается на более длинную нижнюю стенку 2b паза. Новая панель 1ʹ перемещается вперед гребнем пружины в пазовый профиль 2, и затем новая панель 1ʹ поворачивается в плоскость смонтированной(ных) панели(ей). Нижние стороны 12 и 12ʹ панелей 1 и 1ʹ лежат теперь в одной плоскости.
Вторая пара кромок другого типа показана на фигурах с 2a по 2c также на фрагментах. Эта пара кромок предусмотрена на поперечных кромках панели 1, или соответственно, 1ʹ. Панели 1 и 1ʹ - это идентичные панели. Каждая отдельная панель имеет на противоположных поперечных кромках пары кромок комплементарные профили 5, или соответственно 6. Поэтому у панели 1 непоказанная кромка имеет профиль, который идентичен профилю 5 панели 1ʹ, и у панели 1ʹ непоказанная кромка идентична профилю 6 панели 1.
Ради целостности обращается внимание на то, что также возможны формы исполнения с четырехугольными панелями, первая пара кромок (пара продольных кромок) которых сформирована комплементарными профилями, которые являются идентичными профилям второй пары кромок (пара поперечных кромок).
Серия фигур с 2а по 2с поясняет в несколько этапов принципиальный ход движения стыковки с целью соединения и фиксирования/защелкивания панелей 1 и 1ʹ.
Комплементарные профили 5 и 6 каждой панели 1, или соответственно, 1ʹ, создают комплементарные средства фиксации в форме крючковых профилей H. Крючковый профиль панели 1 образует приемный крючок 7, и крючковый профиль панели 1ʹ блокирующий крючок 8, который входит в приемный крючок. При этом оба крючковых профиля выполнены так, чтобы происходило стопорение, или соответственно, верхняя фиксация, которая противодействует расхождению панелей в обратном направлении. Так панели 1 и 1ʹ после произошедшего фиксирования/защелкивания не могут быть снова отсоединены друг от друга перпендикулярно поверхности смонтированных панелей.
Каждая панель 1, или соответственно, 1ʹ включает в себя корпус 9, или соответственно, 9ʹ, на котором расположены упомянутые комплементарные средства фиксации . Верхняя сторона 4 панелей образует также поверхность паза. Корпус, который также может быть обозначен как плита основы, в данном примере исполнения имеет древесно-пластиковый композитный материал (WPC). Альтернативно плита основы может состоять из пластика, например, термопластичного, эластомерного или термореактивного пластика, или из материала от вторичной переработки упомянутых материалов.
На приемном крючке 7 на удалении от корпуса предусмотрен крючковый край 10 и рядом с корпусом приемная выемка 11. Приемная выемка 11 открыта к верхней стороне 4.
Блокирующий крючок 8 снабжен расположенной рядом с корпусом и открытой к нижней стороне 12 блокирующей выемкой 13 и имеет на удалении от корпуса блокирующий уступ 14. Блокирующий уступ входит в перпендикулярном направлении Т сопряжения в приемную выемку 11 приемного крючка 7. Далее блокирующий крючок 8 имеет на удалении от корпуса поверхность 15 поперечного стыка и также на удалении от корпуса блокирующий контур 16, действующий с фиксацией по вертикали. Приемный крючок 5 имеет рядом с корпусом поверхность 17 поперечного стыка и также рядом с корпусом контур 18 геометрического замыкания, который совпадает со блокирующим контуром 16 блокирующего крючка 8 с геометрическим замыканием. Таким образом, образован верхний фиксатор Vо, которым можно содействовать фиксированию перпендикулярно плоскости панели.
Кроме того, блокирующий крючок 8 имеет расположенную рядом с корпусом поверхность 19 горизонтальной фиксации, которая расположена на его блокирующем уступе 14. Соответственно этому, приемный крючок 7 имеет расположенную на удалении от корпуса в приемной выемке 11 поверхность 20 горизонтальной фиксации, которая взаимодействует с поверхностью 19 горизонтальной фиксации блокирующего крючка 8.
Приемный крючок 7 снабжен на своей приемной выемке 11 зауженным приемным отверстием 21. Блокирующий уступ 14, по существу, может быть введен в перпендикулярном направлении Т сопряжения в приемную выемку 11, это означает в плоскости перпендикулярно к плоскости зафиксированных панелей.
Согласно фигурам с 2a по 2c, панель с приемным крючком 7 расположена на прочном основании (не представлено). Блокирующий уступ 14 панели 1ʹ отклонен с целью фиксирования кромок панели перпендикулярно к плоскости панели (вертикально). Удаленный от корпуса блокирующий контур 16 блокирующего крючка 7 имеет верхний блокирующий контур 23а, который выполнен сжимаемым и снабжен гнездовым стопорным элементом 16a (углубление). Гнездовой стопорный элемент 16a имеет поверхность 16b фиксации, которая направлена к верхней стороне 4ʹ панели 1ʹ, и которая стоит позади за плоскостью поверхности 15 поперечного стыка блокирующего крючка 6. Близкий к корпусу контур 18 геометрического замыкания приемного крючка 7 имеет верхний приемный контур 22a, который выполнен сжимаемым и снабжен выступающим стопорным элементом 18а . Выступающий стопорный элемент 18а имеет поверхность 18b фиксации, которая направлена к нижней стороне 12 панели 1 и располагается впереди над плоскостью поверхности 17 поперечного стыка приемного крючка 7. В зафиксированном состоянии поверхность 18b фиксации упирается в гнездовый стопорный элемент 16a блокирующего крючка 8.
Верхний приемный контур 22a включает в себя выступающий стопорный элемент 18a. Кроме того, выполненный сжимаемым верхний блокирующий контур 23a включает в себя гнездовой стопорный элемент 16a блокирующего крючка 8. Тем самым, верхний блокирующий контур 23a включает в себя, по существу, ту область материала, которая образует поверхность 16b фиксации. На конце поверхности 16b фиксации гнездовой стопорный элемент образует свободный кончик. Под точечной нагрузкой, действующей снаружи на свободный кончик, он поддается; он упруго сжимается и сплющивается. Это происходит, если выполненный сжимаемым выступающий стопорный элемент 18а точно контактирует со свободным кончиком гнездового стопорного элемента 16а. При этом выступающий стопорный элемент 18а сплющивается со своей стороны.
Созданная таким образом сжимаемость выступающего стопорного элемента 18а и гнездового стопорного элемента основывается, по существу, на свойстве материала корпуса. Он имеет в данном примере жесткость (по Бринеллю) 40 Н/мм² и E-модуль 4.000 Н/мм².
На основании такой сжимаемости блокирующий контур 16 блокирующего крючка 8 особенно легко может быть вставлен в контур 18 геометрического замыкания приемного крючка 7.
Кроме того, Фиг.2b показывает, что приемный крючок 7 на своем краю 10 крючка имеет внешнюю поверхность, которая в состыкованном состоянии двух панелей не имеет контакта с противоположной, находящейся рядом с корпусом поверхностью блокирующего крючка 8.
Фигуры 3a-3c показывают усовершенствование описанного ранее примера исполнения, в котором предусмотрен комплементарный нижний фиксатор Vu, который улучшает фиксирующее действие перпендикулярно поверхности панелей. Для идентичных признаков исполнения используются во всех последующих фигурах идентичные обозначения.
Согласно фиг.3a блокирующий крючок 8 - для создания нижнего фиксатор Vu - снабжен гнездовым стопорный элементом 13a. Он имеет поверхность 13b фиксации, которая направлена к верхней стороне 4ʹ панели 1ʹ. Также подходящим образом приемный крючок 7 снабжен выступающим стопорный элементом 10a. Он имеет поверхность 10b фиксации, которая направлена к нижней стороне 12 панели 1, поэтому она может взаимодействовать с поверхностью 13b фиксации гнездового стопорного элемента 13a.
Блокирующий крючок 8 рассчитан таким образом, что блокирующая выемка 13 блокирующего крючка 8 в процессе стыковки расширяется, и одновременно край 10 крючка обжимается. С этой целью на блокирующем крючке 8 предусмотрен нижний, выполненный сжимаемым, блокирующий контур 23b и на приемном крючке - выполненный сжимаемым нижний приемный контур 22b. Нижний блокирующий контур 23b, по существу, это та область материала, которая образует гнездовой стопорный элемент 13а с поверхностью 13b фиксации. Она имеет предусмотренный на удалении от корпуса на поверхности 13b фиксации свободный кончик, который может хорошо упруго сплющиваться, если он точно контактирует с выступающим стопорным элементом 10а нижнего приемного контура 22b. В контакте друг с другом сплющиваются обе стороны, а именно, выступающий стопорный элемент 10a также как и гнездовой стопорный элемент на свободном кончике поверхности 13b фиксации.
Группа фигур 4a-4c показывает альтернативу предыдущей группе фигур. В данной альтернативе поменяли местами гнездовые и выступающие стопорные элементы, это значит, верхний фиксатор VO изменен так, что блокирующий крючок 8 имеет сжимаемый верхний блокирующий контур 23а, стопорный элемент 16с которого является выступающим и имеет указывающую наверх поверхность 16d фиксации. Подходящим образом для этого контур геометрического замыкания приемного крючка 7 имеет сжимаемый верхний приемный контур 22а с гнездовым стопорным элементом 18с и указывающей вниз поверхностью 18d фиксации. В зафиксированном состоянии поверхности 16d/18d фиксации касаются друг друга и препятствуют высвобождению соединенных панелей в направлении перпендикулярном плоскости панелей. Напротив, нижний фиксатор Vu является идентичным тому нижнему фиксатору, который предложен в группе фигур 3а-3с.
Следующая альтернатива показана в группе фигур 5а-5с. Она отличается от предыдущей группы фигур опять-таки переменой выступающего и гнездового стопорного элемента нижнего фиксатора Vu. Здесь сжимаемый нижний блокирующий контур 23b блокирующего крючка 8 имеет выступающий стопорный элемент 13с, в то время как сжимаемый нижний приемный контур 22b приемного крючка 7 снабжен гнездовым стопорным элементом 10с, который включает в себя поверхность 10d фиксации. Сжимаемость нижнего блокирующего контура 22b покоится, по существу, на той области материалов, которая образует поверхность 10d фиксации.
На конце поверхности 10d фиксации гнездового стопорного элемента четко выдается свободный кончик. Под точечной, действующей снаружи на свободный кончик нагрузкой он поддается; он упруго сжимается и сплющивается. Это случается, когда выполненный сжимаемым выступающий стопорный элемент 13с точно контактирует со свободным кончиком гнездового стопорного элемента 10с. При этом выступающий стопорный элемент 13с, со своей стороны, поддается и сплющивается.
Последняя альтернатива представлена в группе фигур 6а-6с. Здесь верхний фиксатор соответствует таковому из примера исполнения группы фигур 2а-2с/3а-3с, в то время как нижний фиксатор Vu идентичен нижнему фиксатору, который разъяснен с помощью фигур 5а-5с.
В заключении фиг.7 показывает пример усовершенствования панели в соответствии с группой фигур 2а-2с. От этой панели в виде фрагментов представлена кромка панели с приемным крючком 7. Удаленный от корпуса край 10 крючка имеет ровную внешнюю поверхность. Предусмотрен сформированный сжимаемым верхний приемный контур 22а с выступающим стопорным элементом 18е. Особенность этого примера исполнения заключается в том, что выступающий стопорный элемент 18е снабжен выемкой 18f материала. Выступающий стопорный элемент 18е имеет основную форму ребра с примерно треугольным поперечным сечением. При этом выемки 18f материала выдавлены в виде свободного пространства в форме паза. Свободные пространства чередуются с оставшимися частями ребер выступающего стопорного элемента 18е. Таким образом, получается «гребенчатая» форма выступающего стопорного элемента. Эта форма повышает сжимаемость выступающего стопорного элемента. Части ребер, когда их сжимают, могут вытягиваться вперед в свободные пространства.
В данном примере стенки паза выемок 18f материала расположены параллельно друг другу, а также перпендикулярно плоскости панели.
Разумеется, выемки 18f материала могут иметь любую другую желаемую форму, которая повышает сжимаемость выступающего стопорного элемента 18е.
Непредставленный вариант предусматривает, что стенки паза выемок материала расположены в плоскостях, которые также наклонены к плоскости панели под острым углом.
Другой вариант предусматривает такое расположение выемок материала, чтобы они образовывали полые пространства внутри сформированных сжимаемыми областей материала. Они могут быть исполнены так, чтобы они не были видны снаружи.
Также у гнездовых стопорных элементов 10с, 13а, 16а и 18с описанных ранее форм исполнения те области материалов, которые должны сжиматься для фиксирования, могут быть снабжены комплементарными выемками материала, которые также повышают сжимаемость в области соответствующих гнездовых стопорных элементов.
Для монтажа новой панели 24, которая снабжена двумя продольными кромками и двумя поперечными кромками, согласно фигурам 8а-8с предлагается как она может быть зафиксирована в уже смонтированный из идентичных панелей предыдущий ряд Р2 панелей, а также одновременно зафиксирована в уже смонтированную идентичную панель 25 того же ряда Р3 панелей.
Фигуры 8а-8с показывают производство напольного покрытия из соответствующих изобретению панелей. Представлены на фрагментах ряды Р1-Р3 панелей. Новая четырехугольная панель 24 показана лишь схематично. У использованных панелей речь идет о примере исполнения с парой продольных кромок 24а/24b, которая снабжена комплементарными поворотными профилями S с геометрическим замыканием, и с парой поперечных кромок 24с/24d, которые имеют комплементарные крючковые профили Н. Поворотные профили S служат для того, чтобы соединять между собой панели различных рядов панелей. Крючковые профили Н в этом примере исполнения служат для того, чтобы соединять между собой панели того же ряда Р3 панелей. Крючковые профили Н пары поперечных кромок могут быть сформированы так же, как и на примере исполнения согласно фигурам с 2а по 6с.
Фиг.8а показывает, как в предыдущем ряду Р3 панелей монтируется новая панель 24, которая должна быть зафиксирована как с предыдущим рядом Р2 панелей, так и с поперечной кромкой 25d соседней панели 25 того же ряда Р3 панелей. Новая панель 24 насажена косо по отношению к плоскости смонтированных панелей и одним из своих поворотных профилей S на передний ряд Р2 панелей. Затем она путем поворота в плоскость смонтированных панелей фиксируется с предыдущим рядом Р2 панелей. Одновременно при этом также фиксируется предусмотренный на поперечной кромке 24с крючковый профиль (блокирующий крючок 8) новой панели 24 с предусмотренным на поперечной кромке 25d крючковым профилем (приемный крючок 7) панели 25 того же ряда Р3 панелей. Блокирующий крючок 8 приводится в зацепление стыковочным движением, как ножницами, с приемным крючком 7 одновременно, когда новая панель 24 поворачивается в плоскость смонтированных панелей.
Соединение с геометрическим замыканием продольной кромки 24а и поперечной кромки 24с новой панели 24 производится согласно фиг.8с, при этом между новой панелью 24 и предыдущим рядом Р2 панелей образуется щель L продольного стыка, а также щель Q поперечного стыка между поперечной кромкой 25d панели 25 и поперечной кромкой 24с новой панели 24. Острие клина щели Q поперечного стыка указывает в направлении предыдущего ряда Р2 панелей, и острие клина щели L продольного стыка в направлении свободной второй поперечной кромки 24d новой панели 24. Когда новая панель 24 будет наконец повернута в плоскость смонтированных панелей, будет создано полностью состыкованное зацепление с геометрическим замыканием поперечных кромок 24с/25d и продольной кромки 24а с предыдущим рядом Р2 панелей, а также устранены клинообразные щели Q и L стыков.
Щель L продольного стыка создается, когда новая панель 24 временно выводится из своего расположения, параллельного к предыдущему ряду Р2 панелей, и создается острие клина щели L продольного стыка на удаленном конце первой продольной кромки 24а новой панели.
Панель
Список ссылочных обозначений
1 Панель
1ʹ Панель
2 пазовый профиль
2a верхняя стенка паза
2b нижняя стенка паза
2c выемка
2d поверхность горизонтального фиксирования
3 пружинящий профиль
3a верхняя сторона пружины
3b нижняя сторона пружины
3c поднутренный паз
3d поверхность горизонтального фиксирования
4 верхняя сторона
4ʹ верхняя сторона
5 профиль
6 профиль
7 приемный крючок
8 блокирующий крючок
9 корпус
9ʹ корпус
10 край крючка
10a выступающий стопорный элемент
10b поверхность фиксации
10c гнездовой стопорный элемент
10d поверхность фиксации
11 приемная выемка
12 нижняя сторона
12ʹ нижняя сторона
13 блокирующая выемка
13a гнездовой стопорный элемент
13b поверхность фиксации
13c выступающий стопорный элемент
13d поверхность фиксации
14 блокирующий уступ
14a скос для скольжения
15 поверхность поперечного стыка (блокирующий крючок)
16 блокирующий контур
16a гнездовой стопорный элемент
16b поверхность фиксации
16c выступающий стопорный элемент
16d поверхность фиксации
17 поверхность поперечного стыка (приемный крючок)
18 контур геометрического замыкания
18a выступающий стопорный элемент
18b поверхность фиксации
18c гнездовой стопорный элемент
18d поверхность фиксации
19 поверхность горизонтальной фиксации (блокирующий крючок)
20 поверхность горизонтальной фиксации (приемный крючок)
21 приемное отверстие
22a верхний приемный контур
22b нижний приемный контур
23a верхний блокирующий контур
23b нижний блокирующий контур
24 новая панель
24a продольная кромка
24b продольная кромка
24c поперечная кромка
24d поперечная кромка
25 панель
25d поперечная кромка
H крючковый профиль
L щель продольного стыка
Q щель поперечного стыка
S поворотный профиль
T направление стыковки
VO верхний фиксатор
Vu нижний фиксатор




Изобретение относится к области строительства, в частности к панели пола. Панель содержит по меньшей мере одну пару комплементарных средств фиксации на противоположных кромках панели, причем по меньшей мере одна пара средств фиксации снабжена комплементарными крючковыми профилями, причем по меньшей мере один из крючковых профилей имеет область сжатия. Технический результат изобретения заключается в создании герметичного соединения панелей. 11 з.п. ф-лы, 8 ил.
1. Панель (1, 1') по меньшей мере с одной парой комплементарных средств фиксации на противоположных кромках панели, причем по меньшей мере одна пара средств фиксации снабжена комплементарными крючковыми профилями (Н), отличающаяся тем, что по меньшей мере один из крючковых профилей имеет область сжатия, причем материал корпуса (9, 9') имеет Е-модуль в диапазоне от 3.000 до 7.000 Н/мм2 для обеспечения повышенной сжимаемости.
2. Панель по п. 1, отличающаяся тем, что область сжатия расположена на направленной наружу поверхности кромки панели.
3. Панель по п. 1 или 2, имеющая верхнюю сторону (4, 4'), нижнюю сторону (12, 12'), корпус (9, 9'), приемный крючок (7) и расположенный напротив него блокирующий крючок (8) с тем условием, что приемный крючок (7) имеет расположенный на удалении от корпуса край (10) крючка и расположенную ближе к корпусу приемную выемку (11), причем приемная выемка открыта к верхней стороне, причем блокирующий крючок снабжен расположенной ближе к корпусу и открытой к нижней стороне блокирующей выемкой (13) и имеет расположенный на удалении от корпуса блокирующий уступ (14), который вставляется в приемную выемку (11) приемного крючка (7) в предусмотренном перпендикулярно плоскости панели направлении (Т) сопряжения, причем блокирующий крючок (8) имеет удаленную от корпуса поверхность (15) поперечного стыка и также удаленную от корпуса вертикально действующий блокирующий контур (16), причем приемный крючок (7) ближе к корпусу имеет поверхность (17) поперечного стыка и также ближе к корпусу контур (18) геометрического замыкания, который с геометрическим замыканием сопрягается с удаленным от корпуса блокирующим контуром (16) блокирующего крючка (8), для обеспечения возможности фиксации перпендикулярно плоскости смонтированной панели, причем блокирующий крючок (8) имеет расположенную ближе к корпусу горизонтальную фиксирующую поверхность (19) на своем блокирующем уступе (14), причем приемный крючок (7) имеет расположенную удаленно от корпуса горизонтальную фиксирующую поверхность (20) в приемной выемке (11), причем на приемном крючке (7) образовано приемное отверстие (21), через которое блокирующий уступ (14) может вставляться по существу в направлении (Т) сопряжения в приемную выемку (11), причем блокирующий контур (16) и контур (18) геометрического замыкания образуют верхний фиксатор (VO), при котором блокирующий контур имеет гнездовой стопорный элемент (16а) или выступающий стопорный элемент (16с), и причем контур (18) геометрического замыкания имеет комплементарный блокирующему контуру гнездовой стопорный элемент (18с) или выступающий стопорный элемент (18а), причем выступающий стопорный элемент (16с) и/или гнездовой стопорный элемент (16а) блокирующего крючка (8) имеет верхнюю область сжатия с блокирующим контуром (23а) с повышенной сжимаемостью, и причем выступающий стопорный элемент (18а) и/или гнездовой стопорный элемент (18с) приемного крючка (7) имеет верхнюю область сжатия с приемным контуром (22а) с повышенной сжимаемостью.
4. Панель по п. 3, отличающаяся тем, что край (10) крючка приемного крючка (7) и блокирующая выемка (13) блокирующего крючка (8) образуют нижний фиксатор (Vu), у которого удаленно от корпуса на крае (10) крючка приемного крючка (7) предусмотрен гнездовой стопорный элемент (10с) или выступающий стопорный элемент (10а), и причем блокирующая выемка (13) близко к корпусу имеет комплементарный ему гнездовой стопорный элемент (13а) или выступающий стопорный элемент (13с).
5. Панель по п. 3 или 4, отличающаяся тем, что выступающий стопорный элемент (13с) и/или гнездовой стопорный элемент (13а) блокирующего крючка (8) имеет нижний блокирующий контур (23b) с повышенной сжимаемостью, причем выступающий стопорный элемент (10а) и/или гнездовой стопорный элемент (10с) приемного крючка (7) имеет нижний приемный контур (22b) с повышенной сжимаемостью.
6. Панель по одному из пп. 3-5, отличающаяся тем, что корпус (9, 9'), по меньшей мере, частично состоит из древесного материала или из древесины.
7. Панель по одному из пп. 3-6, отличающаяся тем, что корпус (9, 9'), по меньшей мере, частично состоит из пластика.
8. Панель по одному из пп. 3-7, отличающаяся тем, что повышенная сжимаемость создана путем выбора материала корпуса, который имеет жесткость (по Бринеллю) в диапазоне 30-90 Н/мм2.
9. Панель по одному из пп. 3-8, отличающаяся тем, что предусмотрены выемка(и) (18f) материала нижнего и/или верхнего блокирующего контура (23а, 23b), а также нижнего и/или верхнего приемного контура (22а, 22b), причем выемка(и) (18f) материала локально повышают сжимаемость.
10. Панель по одному из пп. 1-9, отличающаяся тем, что предусмотрена пара поворотных профилей (S), а именно пазовый профиль (2) с поднутрением (2с) стенки (2b) паза и сопряженно к нему пружинящий профиль (3) с поднутрением на соответствующей стороне пружины(3b).
11. Панель по одному из пп. 1-10, причем панель имеет плиту основы, изготовленную по меньшей мере, способом, который имеет, по меньшей мере, следующие этапы способа:
а) подготовка сыпучего материала основы, в частности гранулята,
b) расположение материала основы между двумя лентовидными подающими приспособлениями,
с) формование материала основы под воздействием температуры с образованием основы в форме полотна,
d) сжатие основы, и
е) обработка основы под воздействием давления с применением двухленточного пресса, причем основание охлаждают в двухленточном прессе или перед ним.
12. Панель по п. 11, причем плита основы изготовлена способом, который имеет, по меньшей мере, дополнительный этап f) способа, в котором осуществляют дальнейшее охлаждение основы перед последующей дальнейшей обработкой.
| WO 2012126046 A1, 27.09.2012 | |||
| DE 102011086846 A1, 02.08.2012 | |||
| ПОЛОВАЯ ПАНЕЛЬ | 2006 |
|
RU2372456C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ, ИМЕЮЩИЙ СТРУКТУРУ МНОГОРАКУРСНЫХ ДАННЫХ, И УСТРОЙСТВО ДЛЯ ЭТОГО НОСИТЕЛЯ | 2003 |
|
RU2339092C2 |
| DE 102007053177 A1, 14.05.2009 | |||
| US 2005238865 A1, 27.10.2005 | |||
| DE 102010033578 A1, 09.02.2012. | |||

