ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область техники
[0001] Настоящее изобретение в целом относится к защитным текстильным оплеткам для защиты удлиненных элементов и, более конкретно, к свертываемым текстильным оплеткам, имеющие внешний слой фольги.
2. Предшествующий уровень техники
[0002] Общепринятой практикой является использование текстильной оплетки для защиты удлиненных элементов от различных воздействий окружающей среды, включая плетеные, трикотажные или тканые текстильные оплетки. Также известны текстильные оплетки, имеющие свертываемые стенки. Кроме того, известно использование покровной ленты, закрепляющей противоположные продольные края стенки, перекрывающие друг друга. В некоторых областях применениях желательно, чтобы удлиненные элементы, установленные внутри оболочки, были бы защищены от теплового воздействия окружающей среды, например, от высокой температуры. В этих областях применения текстильная оплетка имеет внешний отражающий слой фольги и покровную ленту, имеющую внешний слой отражающей фольги. Обычно слои фольги оболочки, и покровные ленты приклеивают к внешней поверхности стенки текстильной оболочки и к внешней поверхности слоя фольги стенки оплетки.
[0003] К сожалению, в процессе использования, когда стенка оплетки и покровная лента подвергаются воздействию высокой температуры, например, применительно к выхлопной трубе автомобиля, в слое фольги стенки оплетки образуются трещины. Было установлено, что такому растрескиванию особенно подвержена область покровной ленты. Если слой фольги стенки оплетки имеет трещины, срок полезного использования оплетки, как правило, снижается, и оплетка может иметь неприглядный внешний вид.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0004] В соответствии с одним вариантом воплощения настоящего изобретения, предлагается свертываемая текстильная оплетка.
Оплетка включает удлиненную стенку, проходящую по продольной оси между противоположными концами оплетки, продольные края стенки, проходящие по продольной оси между противоположными концами. Стенка включает слой текстильного материала, слой полимерной пленки, прикрепленный к внутренней поверхности текстильной оплетки, и слой металлической фольги, прикрепленный к слою полимерной пленки. Слой полимерной пленки имеет первую толщину, а слой металлической фольги имеет вторую толщину, при этом вторая толщина больше первой толщины. [0005] В соответствии с другим вариантом воплощения настоящего изобретения, первая толщина составляет примерно 0,0001-0,0004 дюйма и вторая толщина составляет примерно 0,00035-0,0010 дюйма.
[0006] В соответствии с еще одним вариантом воплощения настоящего изобретения, первая толщина составляет примерно 0,0002-0,0003 дюйма и вторая толщина составляет примерно 0,0005-0,0009 дюйма.
[0007] В соответствии с еще одним вариантом воплощения настоящего изобретения, слой металлической фольги состоит из мягкого алюминия.
[0008] В соответствии с еще одним вариантом воплощения настоящего изобретения, полимерная пленка представляет собой полимерную термоусадочную пленку. [0009] В соответствии с еще одним вариантом воплощения настоящего изобретения, полимерная пленка представляет собой полиэтилентерефталат.
[0010] В соответствии с еще одним вариантом воплощения настоящего изобретения, слой полимерной пленки и слой металлической фольги соединены вместе с помощью клея.
[011] В соответствии с еще одним вариантом воплощения настоящего изобретения, слой полимерной пленки приклеивают к текстильным слою.
[0012] В соответствии с еще одним вариантом воплощения настоящего изобретения, текстильный слой состоит из переплетенных нитей.
[0013] В соответствии с еще одним вариантом воплощения настоящего изобретения, текстильный слой соткан.
[0014] В соответствии с еще одним вариантом воплощения настоящего изобретения, текстильный слой имеет множество проходящих по окружности кольцевых лент, образованных из проходящих по окружности уточных нитей, причем уточные нити соседних лент имеют различный диаметр.
[0015] В соответствии с еще одним вариантом воплощения настоящего изобретения, первая толщина составляет примерно
0,0001-0,0003 дюйма и вторая толщина составляет примерно 0,00035 -0,0010 дюйма.
[0016] В соответствии с еще одним вариантом воплощения настоящего изобретения, оплетка включает покровную ленту, имеющую тканую сетку и сетку из металлической фольги, соединенные друг с другом. Тканая сетка имеет поверхность, обращенную в сторону от металлической фольги с клеевым слоем на ней для крепления к слою металлической фольги стенки оплетки.
[0017] В соответствии с еще одним вариантом воплощения настоящего изобретения, предложен способ уменьшения растрескивания слоя фольги свертываемой текстильной оплетки. Способ включает обеспечение слоя текстильного материала; обеспечение полимерного слоя пленки, имеющего первую толщину; обеспечение слоя металлической фольги, имеющего вторую толщину и соединенного с полимерным слоем; закрепление слоя полимерной пленки на текстильном слое; приклеивание слоя металлической фольги к слою полимерной пленки; и обеспечение слоя металлической фольги со второй толщиной, превышающей первую толщину слоя полимерной пленки.
[0018] В соответствии с еще одним вариантом воплощения настоящего изобретения, способ дополнительно включает обеспечение слоя полимерной пленки первой толщины примерно
0,0001-0,0004 дюйма и обеспечение слоя металлической фольги толщиной примерно 0,00035-0,0010 дюйма.
[0019] В соответствии с еще одним вариантом воплощения настоящего изобретения, способ дополнительно включает
обеспечение слоя металлической фольги из мягкого алюминия.
[0020] В соответствии с еще одним вариантом воплощения настоящего изобретения, способ дополнительно включает
обеспечение полимерной пленки в виде термоусадочной полимерной пленки.
[0021] В соответствии с еще одним вариантом воплощения настоящего изобретения,
способ дополнительно включает
обеспечение слоя текстильного материала в виде тканого слоя.
[0022] В соответствии с еще одним вариантом воплощения настоящего изобретения, способ дополнительно включает
обеспечение текстильного слоя, имеющего множество проходящих по окружности кольцеобразных лент, образованные из проходящих по окружности уточных нитей с соседними лентами, имеющими уточные
нити, при этом указанные нити имеют различный диаметр относительно друг от друга. КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0023] Эти и другие аспекты, признаки и преимущества настоящего изобретения будут понятны при чтении следующего подробного описание предпочтительных вариантов и прилагаемой формулы изобретения со ссылками на сопроводительные чертежи, на которых:
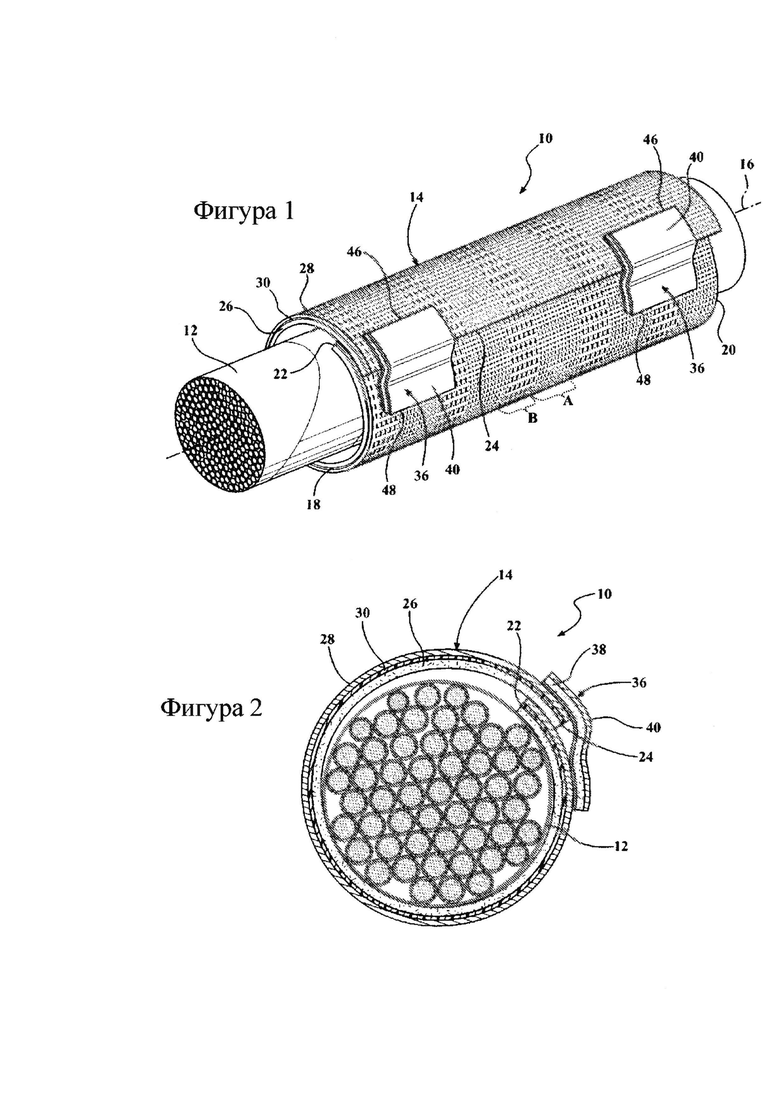
[0024] Фигура 1 - перспективный вид свертываемой текстильной оплетки в соответствии с одним из вариантов настоящего изобретения, где оплетка обернута вокруг удлиненного элемента;
[0025] Фигура 2 - увеличенный поперечный разрез текстильной оплетки, показанной на фигуре 1;
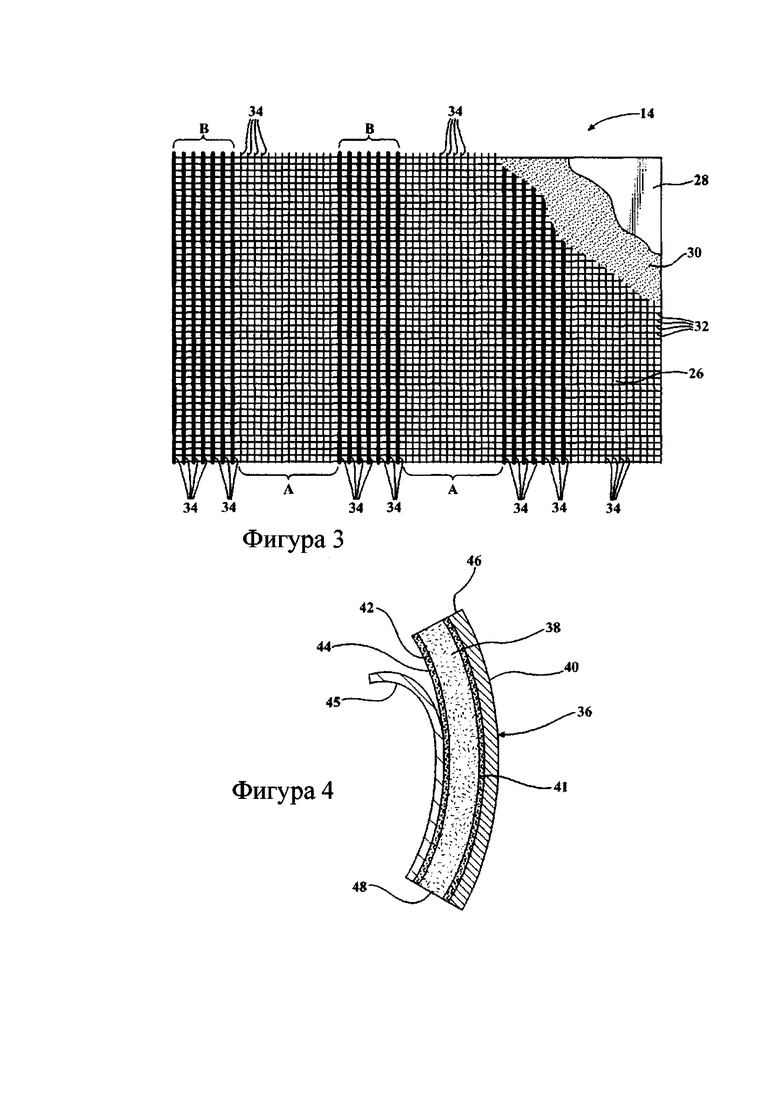
[0026] Фигура 3 - увеличенный вид в плане уплощенной стенки текстильной оплетки фигуры 1 в частичном разрезе; и
[0027] Фигура 4 - увеличенный поперечный разрез покровной ленты текстильной оплетки, показанной на фигуре 1.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ИЗОБРЕТЕНИЯ [0028] На фигуре 1 представлена свертываемая текстильная
оплетка 10, выполненная в соответствии с одним из вариантов настоящего изобретения и обернутая вокруг удлиненного элемента 12 (например, гибкого жгута проводов или другого гибкого элемента), который доложен быть защищен от воздействия окружающей среды. Оплетка 10 имеет удлиненную стенку 14, которая проходит по продольной оси между противоположными концами 16, 18, 20 с продольными краями, 22, 24, проходящими по продольной оси 16 между противоположными концами 18, 20. Стенка 14 имеет внутренний текстильный слой 26, внешний отражающий слой, например слой 28 из металлического алюминия и промежуточный слой 30 полимерной пленки, расположенный между внутренним и внешним слоями 26, 28. Пленочный слой 30 имеет первую толщину и крепится к текстильному слою 26, а слой 28 металлической фольги имеет вторую толщину и крепится к слою 30 полимерной пленки. Вторая толщина слоя 28 фольги больше первой толщины слоя 30 пленки, чтобы обеспечить оптимальную гибкость оплетки 10, в частности, при сгибании и прокладки вокруг углов. С помощью 30 полимерной пленки уменьшенной толщины по сравнению со слоем 28 фольги, стенка 14 способна обеспечить относительно плавную дугу поворота без излома, кроме того, слой 28 фольги защищен от трещин, в результате чего производительность и срок службы оплетки 10 увеличивается. Согласно одной из теорий, это явление вытекает из уменьшенного вклада полимерной пленки 30 из-за ее затвердевания, в результате чего слой фольги не имеет изломов и трещин, особенно при высоких температурах, которые имеют место в моторном отсеке или вблизи выхлопной системы, как один из не ограничивающих примеров.
[0029] Текстильный слой 26 может быть тканым, трикотажным или плетеным, и предпочтительно соткан, по меньшей мере, из продольных основных нитей 32 и множества проходящих по окружности уточных нитей 34. Уточные нити 34 могут быть ткаными, и образуют множество дискретных, чередующихся по отношению друг к другу кольцевых лент А, В, проходящих по продольной оси 16 со смежными соседними лентами А, В, имеющими уточные нити с различными диаметрами относительно друг от друга. Как показано на чертеже, ленты А сотканы из уточных нитей 34, имеющих первый диаметр, ленты В сотканы из уточных нитей 34, имеющих второй диаметр, где первый и второй диаметры отличаются друг от друга, причем первый диаметр меньше, чем второй диаметр. Таким образом, слой текстильного материала 26 сформирован как структура, имеющая различные физические свойства по длине оплетки 10 из-за разных диаметров уточных нитей 28 в лентах А, В. Ленты А, имеющие уточные мононити 34 малого диаметра, обеспечивают оплетку 10 улучшенными областями сопротивления изгибу, которые повышают прочность оплетки 10 на изгиб и придают ей способность огибать углы, в том числе углы 90 градусов или выше, без перегибов и без образования отверстий или разрыва между перекрывающимися краями 22, 24. При этом ленты В, имеющие уточные мононити 34 большего диаметра, например, примерно 0,38 и 0,48 мм, обеспечивают оплетку 10 жесткими участками на лентах А, обеспечивая, таким образом, стенку 14 повышенной силой сопротивления на стягивание, чтобы предотвратить сплющивание или растрескивание стенки 14. При этом удлиненный элемент 12, расположенный внутри оплетки 10 защищен от повреждений при действии сил раздавливания.
[0030] Уточные нити 34 представлены в виде уточных мононитей в обеих группах А, В, и могут быть выполнены, по меньшей мере, частично в виде термоусадочных мононитей, если необходимо установить стенку 14 в самооборачиваемую термоусадочную стенку,
или изготовлены из другого полимерного и/или минерального волокна в зависимости от области применения. Чередующиеся ленты А, В, как описано выше, имеют мононити разного размера, обеспечивая, таким образом, оплетку с увеличенной гибкостью лент А и увеличенной прочностью на разрыв кольцевых лент В. В соответствии с одним вариантом настоящего изобретения,
уточные нити 28 гибких лент А имеют размер около 1/3 диаметра уточных нитей 28 в более жестких лентах В. Соответственно, отношение около 3:1 по диаметрам уточных нитей относительно
лент В было найдено оптимальным, чтобы обеспечить оплетку 10 высокой прочностью на изгиб и на раздавливание. Ленты А и В имеют такие размеры по ширине в осевом направлении по отношению друг к другу для обеспечения требуемой прочности на изгиб и сопротивление на действие силы стягивания, в то же время, предотвращая образование отверстий или щелей вдоль шва между перекрывающимися краями 22, 24. Если не поддерживать такие величины по ширине между лентами А, В, стенка 14 может потерять необходимое усилие обжатия, например, если ширина лент А больше ширины лент В, или стенка может быть слишком жесткой и негибкой, образуя, таким образом, перегибы и отверстия/зазоры вдоль шва между краями 22, 24, например, если ширина лент В превышает ширину лент А. Следовательно, между соответствующими ширинами лент А и В необходимо поддерживать баланс, чтобы обеспечить оплетку 10 возможностью изгибаться без перегибов и формирования отверстий/зазоров, в то же время, сохраняя желательную силу сопротивления на стягивание без излишней жесткости. [0031] Основные нити 32 могут быть выполнены из любого подходящего материала, включая элементарные или комплексные нити при любом подходящем количестве концов. Предпочтительно, чтобы основная нить 32 имела бы, по меньшей мере, часть комплексной нити для усиления защитного покрытия, обеспечиваемого стенкой 14 вставленному удлиненному элементу 12. Плотность основных нитей 32, оказывает влияние на гибкость стенки 14 оплетки, и было обнаружено, что пониженная плотность основы порядка 14 основных нитей на дюйм является оптимальной, чтобы обеспечить цилиндрическую стенку 14 оплетки желаемой гибкостью, хотя плотность основы может быть увеличена, если оптимальная гибкость не нужна.
[0032] Слой 28 фольги выполнен в виде гибкого слоя и, предпочтительно, состоит из мягкого алюминия (алюминия, который отжигают при температуре около 600 градусов по Фаренгейту, чтобы уменьшить его прочность и твердость). Были испытаны другие виды и сорта фольги, однако, они были признаны слишком жесткими и имеют слишком малое возможное удлинение и, таким образом, склонны к разрыву и образованию трещин. Толщина слоя фольги 28 составляет примерно 0,00035-0,0010 дюйма.
[0033] Пленочный слой 30 представляет собой слой плотного полимера, например, термоусадочного полиэтилентерефталата (ПЭТ). Будучи подвержен предварительной усадке, дальнейшее сжатие при использовании сведено к минимуму, снижая, таким образом, вероятность отслаивания от слоев текстиля и фольги 26, 28. Слой 30 пленки имеет толщину примерно 0,0001-0,0004 дюйма.
[0034] В одной предпочтительной конструкции оплетки 10, текстильный слой 26 был сформирован с чередованием лент А, В, в процессе тканья, как описано выше. Далее были сформированы слой 28 ламинированной фольги, в котором слой 30 пленки был сформирован путем склеивания двух слоев 28 и 30 друг с другом с помощью клея, который способен выдерживать высокие температуры без расслаивания. Было проведено несколько испытаний, чтобы определить оптимальную прочность и гибкость оплетки 10, при которых слой 30 пленки имел постоянную толщину, а толщина слоя 28 фольги изменялась от 0,000035 дюйма до 0,001 дюйма. По завершении испытаний, была найдена оптимальная толщина слоя 28, равная примерно 0,0007 дюйма, причем количество трещин, образовавшихся в слое 28 фольги при сгибе уменьшилась, тогда как толщина слоя 28 фольги увеличилась, однако, при толщине больше, чем 0,001 дюйма гибкость оплетки 10 была значительно снижена. Дальнейшее испытание проводили с использованием слоя 28 фольги постоянной толщины, а толщина 30 полимерной пленки изменялась от 0,00025 дюйма до 0,002 дюйма. Во время этого испытания была найдена оптимальная толщина полимерной пленки 30 порядка 0,00025 дюйма, и когда толщина 30 полимерной пленки увеличивалась, число трещин в слое 28 фольги также увеличилась, в результате чего пленочный слой 30 с увеличением толщины становится хрупким. Это показало, что образец без полимерной пленки 30 работает плохо, поскольку слой 28 фольги остается без поддержки и, таким образом, может быть легко разорван.
[0035] В соответствии с еще одним вариантом воплощения настоящего изобретения, предусмотрена покровная лента 36 для поддержания противоположных краев 22, 24 стенки оплетки 12 в закрытом состоянии, в котором указанные края перекрывают друг друга. Покровная лента 36 имеет высокотемпературную текстильную решетку, также называемую холстом 38 для перекрытия швов, в виде тканого, трикотажного или плетеного слоя 38, и слой 40 из металлической фольги, имеющей толщину, равную или, в основном, равную слою 28 фольги на оплетке 10, причем эти слои скреплены друг с другом с помощью клея 41. Холст 38 имеет поверхность 42, обращенную в противоположную сторону от слоя 40 металлической фольги с клеем 44, используемым в данном случае для крепления к слою 28 металлической фольги оплетки 10. Для поддержания покровной ленты 36 в рабочем состоянии, на слой клея 44 можно нанести прокладочную бумагу до тех пор, пока не будет желательно открыть слой клея 44 для использования. Конечно, один конец 46 покровной ленты 36 может быть приклеен к слою фольги 28 оплетки 10 во время изготовления самой оплетки 10, при этом прокладочная бумага остается на открытой, несвязанной части клеевого слоя 44, примыкающего к противоположному концу 48, до тех пор, пока не потребуется обернуть стенку 14 оплетки вокруг удлиненного элемента 12 и закрепить противоположные концы 18, 20 цилиндрической стенки 14 в положении перекрытия друг друга.
[0036] Слой 40 металлической фольги покровной ленты 36 используется, чтобы обеспечить отражательную фольгу, охватывающую всю оплетку 10 и для предотвращения влияния тепла на клеящую способность клея 44 покровной ленты 36 для приклеивания к слою 28 металлической фольги стенки 14. Текстильный холст 38 покровной ленты 36 может быть тканым, вязанным или плетенным из любых подходящих высокотемпературных нитей, включая базальт, кремнезем, стекловолокно и тому подобные материалы. Кроме того, покровная лента 36 может иметь любую подходящую длину, достаточную для склеивания противоположных краев 22, 24 стенки 14, но, как правило, имеет длину в диапазоне от 1/3 до 1/2 внешней окружности обернутой оплетки 10. Когда лента 36, имеет текстильный холст 38 вместо слоя полимерной пленки, гибкость и стойкость к растрескиванию стенки 14 оплетки повышается, и вся конструкция является оптимальной. Испытания показали, что гибкость и стойкость к растрескиванию для покровной ленты 36, содержащей текстильный хост, может быть почти в два раза выше по сравнению с покровной лентой, содержащей слой из полимерных волокон. Это в значительной степени объясняется отсутствием полимерной пленки, которая вносит свой вклад в снижение гибкости и стойкости к растрескиванию в результате затвердевания пленки под воздействием тепла.
[0037] В свете вышеописанного возможны многие модификации и варианты настоящего изобретения. Поэтому, следует понимать, что изобретение на практике может быть осуществлено иначе, чем конкретно описано здесь, и что объем изобретения определяется только Формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБОРАЧИВАЕМАЯ ТЕКСТИЛЬНАЯ ОПЛЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2681862C2 |
| ПЛЕТЕНАЯ ТЕКСТИЛЬНАЯ ОПЛЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2663397C2 |
| ТЕКСТИЛЬНАЯ ОПЛЕТКА И СПОСОБ ЕЕ СОЗДАНИЯ | 2013 |
|
RU2632284C2 |
| ТЕРМОУСАДОЧНАЯ ТКАНАЯ ОПЛЕТКА, ЕЁ СБОРКА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2666342C2 |
| САМОЗАВОРАЧИВАЮЩАЯСЯ ТЕКСТИЛЬНАЯ ОПЛЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2649903C9 |
| ПЛЕТЕНАЯ ЗАЩИТНАЯ ОПЛЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2660291C2 |
| ЗАЩИТНАЯ ТЕКСТИЛЬНАЯ ОПЛЕТКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЯ | 2014 |
|
RU2666855C2 |
| ТЕКСТИЛЬНЫЙ РУКАВ | 2018 |
|
RU2745772C1 |
| ЗАЩИТНЫЙ ТЕКСТИЛЬНЫЙ РУКАВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2694613C2 |
| КЛЕЕНЫЕ КОМПОЗИТНЫЕ СЕТЧАТЫЕ СТРОИТЕЛЬНЫЕ ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ | 1996 |
|
RU2147051C1 |
Изобретение относится к защитным от теплового воздействия окружающей среды оплеткам и касается свертываемой текстильной оплетки и способа уменьшения образования трещин в слое фольги свертываемой текстильной оплетки. Оплетка включает удлиненную стенку, проходящую по продольной оси между противоположными концами оплетки с продольными краями, проходящими по продольной оси между противоположными концами оплетки. Стенка включает слой текстильного материала, слой полимерной пленки, прикрепленной к внутренней поверхности текстильной оплетки, и слой металлической фольги, прикрепленной к слою полимерной пленки. Слой полимерной пленки имеет толщину 0,0001-0,0004 дюйма, а слой металлической фольги имеет толщину 0,00035-0,0010 дюйма. Изобретение обеспечивает создание оплетки, обладающей лучшей гибкостью и стойкостью к растрескиванию. 2 н. и 15 з.п. ф-лы, 4 ил.
1. Свертываемая текстильная оплетка, содержащая:
удлиненную стенку, проходящую по продольной оси между противоположными концами оплетки с продольными краями, проходящими по продольной оси между указанными противоположными концами;
указанная стенка включает текстильный слой, слой полимерной пленки, прикрепленный к указанному текстильному слою, и слой металлической фольги, прикрепленный к указанному слою полимерной пленки; и
указанный слой полимерной пленки имеет первую толщину и указанный слой металлической фольги имеет вторую толщину, причем указанная первая толщина составляет примерно 0,0001-0,0004 дюйма и указанная вторая толщина составляет примерно 0,00035-0,0010 дюйма.
2. Свертываемая текстильная оплетка по п. 1, в которой указанная первая толщина составляет примерно 0,0002-0,0003 дюйма и указанная вторая толщина составляет примерно 0,0005-0,0009 дюйма.
3. Свертываемая текстильная оплетка по п. 1, в которой указанный слой металлической фольги состоит из мягкого алюминия.
4. Свертываемая текстильная оплетка по п. 1, в которой полимерная пленка представляет собой полимерную пленку с предварительной усадкой.
5. Свертываемая текстильная оплетка по п. 4, в которой полимерная пленка представляет собой полиэтилентерефталат.
6. Свертываемая текстильная оплетка по п. 1, в которой указанный слой полимерной пленки и указанный слой металлической фольги соединены вместе с помощью клея.
7. Свертываемая текстильная оплетка по п. 6, в которой указанный слой полимерной пленки связан с указанным слоем текстильного материала с помощью клея.
8. Свертываемая текстильная оплетка по п. 1, в которой текстильный слой имеет чересстрочные нити.
9. Свертываемая текстильная оплетка по п. 8, в которой указанный текстильный слой является тканым слоем.
10. Свертываемая текстильная оплетка по п. 9, в которой указанный текстильный слой имеет множество отдельных проходящих по окружности кольцевых лент, сформированных из проходящих по окружности уточных нитей с соседними лентами, имеющими уточные нити другого диаметра.
11. Свертываемая текстильная оплетка по п. 9, в которой указанная первая толщина составляет примерно 0,0001-0,0003 дюйма и указанная вторая толщина составляет примерно 0,00035-0,0010 дюйма.
12. Свертываемая текстильная оплетка по п. 1, дополнительно содержащая покровную ленту, причем указанная покровная лента имеет тканую сетку, соединенную со слоем металлической фольги, при этом указанная тканая сетка имеет поверхность, обращенную в сторону от указанного слоя металлической фольги указанной покровной ленты с нанесенным на нее клеем для крепления к указанному слою металлической фольги указанной стенки.
13. Способ уменьшения образования трещин в слое фольги свертываемой текстильной оплетки, включающий:
обеспечение слоя текстильного материала;
обеспечение слоя полимерной пленки, имеющего первую толщину;
обеспечение слоя металлической фольги, имеющего вторую толщину, и слоя полимерной пленки для соединения указанных слоев друг с другом;
приклеивание слоя полимерной пленки к текстильному слою;
приклеивание слоя металлической фольги к слою полимерной пленки; и
обеспечение указанной первой толщины примерно 0,0001-0,0004 дюйма и обеспечение указанной второй толщины примерно 0,00035-0,0010 дюйма.
14. Способ по п. 13, дополнительно включающий обеспечение слоя металлической фольги из мягкого алюминия.
15. Способ по п. 13, дополнительно включающий обеспечение полимерной пленки в виде термоусадочной полимерной пленки.
16. Способ по п. 13, дополнительно включающий обеспечение слоя текстильного материала в виде тканого слоя.
17. Способ по п. 16, дополнительно включающий обеспечение слоя текстильного материала, имеющего множество отдельных проходящих по окружности кольцевых лент, сформированных из проходящих по окружности уточных нитей с соседними лентами, имеющими уточные нити другого диаметра.
| WO 2012024272 A1, 23.02.2012 | |||
| US 6374862 B1, 23.04.2002 | |||
| US 2009218002 A1, 03.09.2009 | |||
| US 2006016507 A1, 26.01.2006. |

