1. Область техники
[0001] Изобретение в целом относится к текстильным оплеткам для защиты удлиненных элементов, более конкретно к тканым оплеткам.
2. Уровень техники
[0002] Жгуты проводов, шланги, трубки и тому подобные элементы часто работают в тяжелых условиях окружающей среды, когда они используются в автомобилях, промышленных установках, аэрокосмической, морской и другой области применения. Например, жгуты могут быть подвергнуты воздействию высоких температур или вибрации во время эксплуатации транспортного средства, что может повредить жгут проводов, повлиять на его работу и уменьшить срок его службы. Общей практикой является покрытие жгутов проводов защитными оплетками, чтобы защитить их от воздействия неблагоприятных условий эксплуатации. Одна такая оплетка имеет тканую подложку, состоящую из множества комплексных нитей и/или элементарных нитей, выполненных из пластикового материала, который может быть термически обработан для формирования в общем случае трубчатого продукта с покрытием. Нити вблизи концов оплетки, как правило, выступают наружу, подвергаются истиранию и/или выпадают, когда продукт разрезается по длине и во время его использования. Помимо того, что это эстетически неприятно и уменьшает срок службы оплетки, потертые выступающие нити могут загрязнять трубки, шланги или жгуты проводов, рядом с которыми расположена эта оплетка, мешая правильному соединению конечных фитингов или муфт с их ответными частями.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0003] Один примерный вариант воплощения изобретения обеспечивает тканую оплетку для прокладки и защиты удлиненных элементов от воздействия сил истирания и других условий окружающей среды, таких как загрязнение. Оплетка имеет гибкую, износостойкую, закрытую по окружности и непрерывную удлиненную стенку, проходящую по длине вдоль центральной оси между противоположными концами оплетки. Стенка сплетена с основной нитью, проходящей, в основном, параллельно центральной оси и, по меньшей мере, с одной термоусадочной уточной нитью, проходящей, в основном, поперек основных нитей. Основные нити обеспечивают оплетку гибким покрытием, стойким к истиранию, а уточная нить позволяет обжать стенку вокруг удлиненного защищаемого элемента внутри полости оплетки и обеспечивает повышенную прочность на раздавливание и сопротивление к истиранию. По меньшей мере, одна из основных нитей и/или уточная нить содержит, по меньшей мере, одну низкоплавкую термообрабатываемую нить, повышающую механическую прочность и стойкость к истиранию во время операции обрезания концов.
[0004] В соответствии с другим вариантом воплощения настоящего изобретения, обеспечивается, по меньшей мере, одна низкоплавкая термообрабатываемая нить, которая имеет меньший диаметр по сравнению с соответствующей нитью, которую она обслуживает.
[0005] В соответствии с другим вариантом воплощения настоящего изобретения уточная нить представляет собой элементарную нить из термоусадочного материала, причем вместе с ней используется, по меньшей мере, одна низкоплавкая нить.
[0006] В соответствии с другим вариантом воплощения настоящего изобретения уточная нить имеет пару низкоплавких термообрабатываемых нитей, накрученных на нее в противоположных спиральных направлениях.
[0007] В соответствии с другим вариантом воплощения настоящего изобретения, основные нити представляют собой комплексные нити.
[0008] В соответствии с другим вариантом воплощения настоящего изобретения, основная нить выполнена в виде комплексной нити с использованием, по меньшей мере, одной низкоплавкой термообрабатываемой нити.
[0009] В соответствии с другим вариантом воплощения настоящего изобретения, обеспечивается сборка текстильной оплетки. Сборка включает удлиненный элемент и закрытую по окружности удлиненную трубчатую стенку, создающую полость, в которой размещается удлиненный элемент. Стенка проходит вдоль центральной оси между противоположными концами и сплетена из основных нитей, проходящих, в основном, параллельно центральной оси, и, по меньшей мере, одной термоусадочной уточной нити проходящей, в основном, поперек основных нитей, причем, по меньшей мере, одна из основных нитей или уточная нить содержит, по меньшей мере, одну низкоплавкую, термообрабатывамую нить, расположенную спирально на уточной нити. По меньшей мере, одна низкоплавкая, термообрабатываемая нить, по меньшей мере, частично расплавлена и образует прочную связь с основными нитями и, по меньшей мере, одна термоусадочная уточная нить охватывают удлиненный элемент.
[0010] В соответствии с другим вариантом воплощения настоящего изобретения предлагается способ построения текстильной оплетки. Способ включает тканье удлиненной стенки, имеющей закрытую по окружности стенку, проходящую по длине вдоль центральной оси между противоположными концами оплетки. Тканье выполняется путем переплетения основных нитей, проходящих, в основном, параллельно центральной оси и, по меньшей мере, одной термоусадочной уточной нити, проходящей, в основном, поперек основных нитей. Основные нити обеспечивают оплетку с гибким покрытием, стойким к истиранию, и уточная нить обеспечивает возможность обжатия стенки вокруг защищаемого удлиненного элемента, расположенного в полости оплетки, и также обеспечивает повышенную прочность на раздавливание и сопротивление истиранию. Способ дополнительно включает обеспечение, по меньшей мере, одной основной и уточной нити, по меньшей мере, одной низкоплавкой термообрабатываемой нити, которые вместе повышают сопротивление концов оплетки к размочаливанию во время операции резки стенки на мерные длины.
[0011] В соответствии с другим вариантом воплощения настоящего изобретения, способ дополнительно включает обеспечение, по меньшей мере, одной низкоплавкой термообрабатываемой нити, имеющий диаметр, который меньше диаметра нити, вокруг которой она закручена.
[0012] В соответствии с другим вариантом воплощения настоящего изобретения способ включает обеспечение уточной нити в виде элементарной нити из термоусадочного материала, и использование, по меньшей мере, одной низкоплавкой термообрабатываемой нити вместе с уточной нитью.
[0013] В соответствии с другим вариантом воплощения настоящего изобретения способ включает обслуживание пары низкоплавких, термообрабатываемых нитей, закручиваемых в противоположных спиральных направлениях вокруг термоусадочной уточной нити.
[0014] В соответствии с другим вариантом воплощения настоящего изобретения, способ включает обеспечение основных нитей в виде комплексных нитей.
[0015] В соответствии с другим вариантом воплощения настоящего изобретения способ включает процесс холодной резки материала.
[0016] В соответствии с другим вариантом воплощения настоящего изобретения, способ дополнительно включает, по меньшей мере, частичное плавление низкоплавких термообрабатываемых нитей без термической усадки уточной нити перед выполнением процесса резки.
[0017] В соответствии с другим вариантом воплощения настоящего изобретения, способ дополнительно включает термическую усадку уточной нити, уменьшая, таким образом, диаметр трубчатой стенки, после размещения удлиненного элемента в полости оплетки.
[0018] В соответствии с другим вариантом воплощения настоящего изобретения предлагается способ построения текстильного оплетки в сборе. Способ включает обеспечение удлиненного элемента и тканье удлиненной стенки, имеющую закрытую по окружности стенку, проходящую по длине вдоль центральной оси между противоположными концами оплетки. Стенка сплетена переплетением нитей основы, в основном, параллельно центральной оси и, по меньшей мере, одной термоусадочной уточной нити, проходящей, в основном, поперек основных нитей. Кроме того, по меньшей мере, одна из основных или уточных нитей содержит, по меньшей мере, одну низкоплавкую, термообрабатывамую нить, переплетенную с уточной нитью. Способ дополнительно включает, по меньшей мере, частичное плавление, по меньшей мере, одной низкоплавкой термообрабатываемой нити без существенного уменьшения, по меньшей мере, одной термоусадочной уточной нити. Затем, после частично плавления, по меньшей мере, одной низкоплавкой термообрабатываемой нити, способ включает стадию резки стенки на мерные длины. Затем удлиненный элемент вставляется в полость обрезанной стенки, и затем стенка обжимается вокруг удлиненного элемента с помощью нагрева.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019] Эти и другие варианты воплощения, признаки и преимущества станут очевидными специалистам в данной области техники из последующего подробного описания предпочтительных вариантов, наилучшего способа, прилагаемой формулы изобретения и приложенных чертежей.
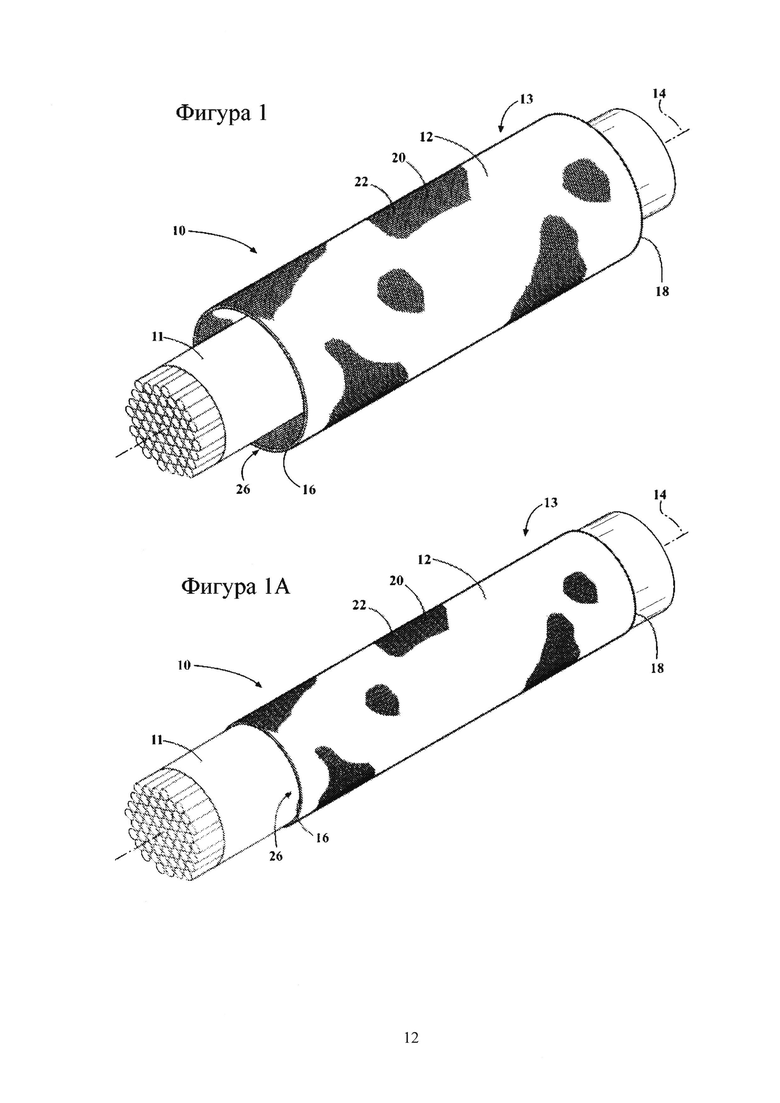
[0020] Фигура 1 - перспективный вид тканой оплетки для прокладки и защиты удлиненных элементов, размещенных в оплетке, построенная в соответствии с одним вариантом воплощения настоящего изобретения со стенкой оплетки, показанной в конфигурации предварительной усадки.
[0021] Фигура 1А - вид, аналогичный виду фигуры 1, где стенка оплетки показана в конфигурации усадки вокруг удлиненного элемента.
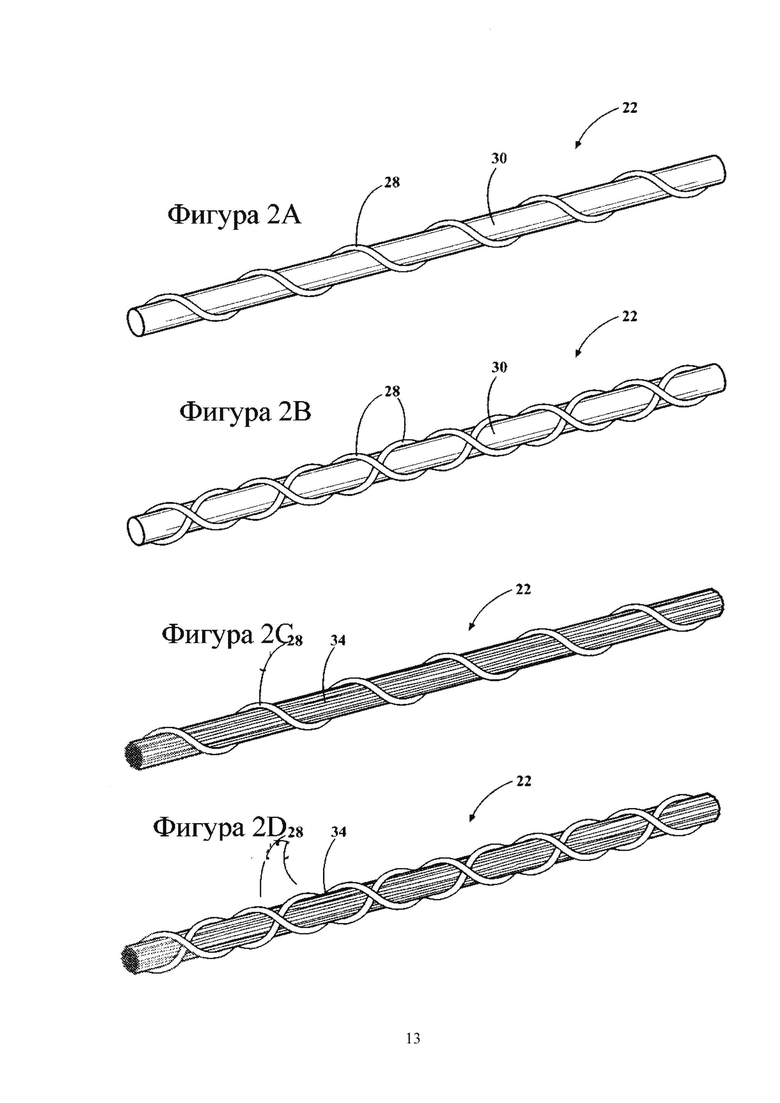
[0022] Фигура 2А - увеличенный частичный перспективный вид уточной нити оплетки, показанной на фигуре 1, в соответствии с одним вариантом воплощения настоящего изобретения.
[0023] Фигура 2В - увеличенный частичный перспективный вид уточной нити оплетки, показанной на фигуре 1, в соответствии с другим вариантом воплощения настоящего изобретения.
[0024] Фигура 2С - увеличенный частичный перспективный вид уточной нити оплетки, показанной на фигуре 1, в соответствии с еще одним вариантом воплощения настоящего изобретения.
[0025] Фигура 2D - увеличенный частичный перспективный вид уточной нити оплетки, показанной на фигуре 1, в соответствии с еще одним вариантом воплощения настоящего изобретения.
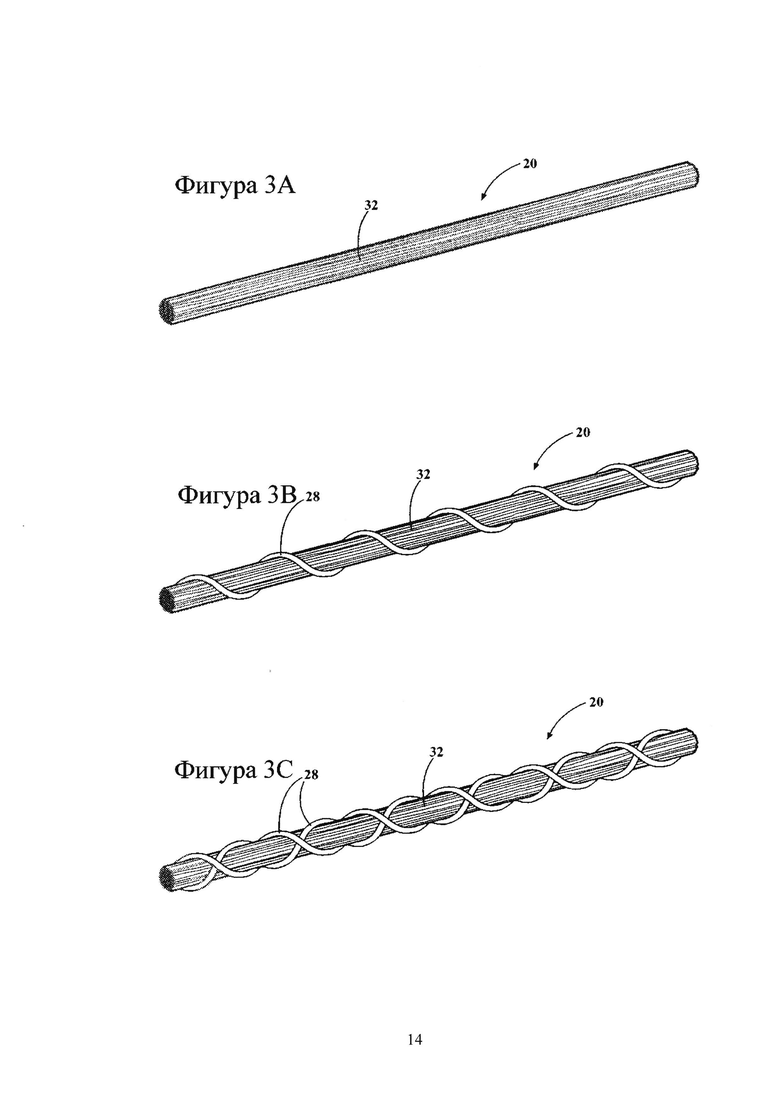
[0026] Фигура 3А - увеличенный частичный перспективный вид основной нити оплетки, показанной на фигуре 1, в соответствии с еще одним вариантом воплощения настоящего изобретения.
[0027] Фигура 3В - увеличенный частичный перспективный вид основной нити оплетки, показанной на фигуре 1, в соответствии с еще одним вариантом воплощения настоящего изобретения.
[0028] Фигура 3С - увеличенный частичный перспективный вид основной нити оплетки, показанной на фигуре 1, в соответствии с еще одним вариантом воплощения настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ
[0029] На чертежах фигура 1 представляет тканую оплетку 10 до термической усадки, и фигура 1А представляет тканую оплетку 10 после термической усадки для прокладки и защиты удлиненных элементов 11 от эффекта истирания и других неблагоприятных условий окружающей среды, таких как загрязнение, в котором оплетка 10 и удлиненные элементы 11 формируют сборку 13. Оплетка 10 имеет гибкую, износостойкую, закрытую по окружности, бесшовную трубчатую и непрерывную удлиненную стенку 12, проходящую вдоль центральной оси 14 между противоположными концами 16, 18. Стенка 12 имеет множество концов основных нитей 20, проходящих, в основном, параллельно центральной оси 14, и, по меньшей мере, одну термоусадочную уточную нить 22, проходящую, в основном, поперек основных нитей 20. Основные нити 20 обеспечивают оплетку с гибким покрытием, стойким к истиранию, а уточная нить 22 обеспечивает возможность обжатия стенки 12 вокруг удлиненного защищаемого элемента 11, расположенного в полости 26 оплетки 10, и также обеспечивает повышенную прочность на сжатие и сопротивление истиранию. Основные нити 20 и/или уточная нить 22 содержат, по меньшей мере, одну низкоплавкую, термообрабатывамую нить 28, используемую для усиления стойкости к размочаливанию концов во время операции резки путем связывания уточных и основных нитей 20, 22 друг с другом. В зависимости от области применения, стенка 12 может иметь любой подходящий размер по длине и диаметру.
[0030] В соответствии с одним вариантом воплощения настоящего изобретения уточная нить 22 частично выполнена как термоусадочная элементарная нить 30 из полимерного материала (фигуры 2А и 2В), например, из полиэтилена (ПЭ) диаметром 0,20-0,40 мм, например, в виде образца диаметром 0,38 мм. Кроме того, уточная нить 22 включает низкоплавкую, термообрабатывамую нить 28, которая как показано на фигуре 2А, закручена по спирали вокруг элементарной нити 30, Низкоплавкая термообрабатываемая нить 28 имеет более низкую температуру плавления, чем термоусадочная элементарная нить 30, что позволяет низкоплавкой нити 28, по меньшей мере, частично плавится, не вызывая термической усадки и сжатия элементарной нити 30 и не вызывая существенной усадки термоусадочной элементарной нити 30. Кроме того, низкоплавкая нить 28 во всех вариантах имеет значительно меньший диаметр, чем обслуживаемая уточная нить и, как правило, имеет диаметр в диапазоне примерно от примерно 0,05 до 0,10 мм. Таким образом, количество материала, используемого для низкоплавкой термообрабатываемой нити 28 сведено к минимуму, что уменьшает затраты на оплетку 10, при одновременном повышении способности достижения чистых, свободных от лохмотьев обрезанных концов 16, 18. Вместе с тем, основная нить 20 обеспечивается как не термоусадочная полимерная комплексная нить 32, имеющая массовый номер (денье) 1250, например, из полиэтилентерефталата (ПЭТ), как показано на фигуре 3А. Комплексные нити 32 обеспечивают дополнительную площадь поверхности стенки 12, обеспечивая, таким образом, дополнительную защиту полости 20 и удлиненных элементов 24 от попадания загрязнений. Кроме того, комплексные нити 32 служат для поддержания уточных элементарных нитей 30 в предопределенном месте, даже при воздействии внешних сил и, в то же время, повышают гибкость стенки 12.
[0031] В соответствии с еще одним вариантом воплощения настоящего изобретения, оплетка 10 может быть сконструирована с уточной нитью 22, как показано на фигуре 2 В, где две низкоплавких термообрабатываемых нитей 28 опоясывают термоусадочную элементарную уточную нить 30 в противоположных спиральных направлениях, в то время как основные нити 20 остаются на месте, как описано выше и как показано на фигуре 3А. Снова отметим, что, учитывая значительно меньший диаметр низкоплавких нитей 28, количество используемого материала значительно меньше, чем, если бы они были того же размера, что и нити, которые они охватывают. Использование двух низкоплавких термообрабатываемых нитей 28 не только повышает способность основной и уточной нитей 20, 22 связи друг с другом, чтобы предотвратить размочаливание во время операции холодной резки и последующего использования, но также обеспечивают баланс в нити 22 при данном противоположном спиральном направлении низкоплавких нитей 28.
[0032] В соответствии с еще одним вариантом воплощения настоящего изобретения, оплетка 10 может быть сконструирована с уточной нитью 22, показанной на фигуре 2С, где уточная нить 22 выполнена частично как термоусадочная комплексная нить 34 из полимерного материала, такого как полиэтилен (ПЭ), например. Кроме того, уточная нить 22 включает одиночную низкоплавкую термообрабатываемую нить 28, спирально охватывающую комплексную нить 34. Вместе с тем, основные нити 20 остаются в положении, описанном выше и показанном на фигуре 3А.
[0033] В соответствии с еще одним вариантом воплощения настоящего изобретения, оплетка 10 может быть сконструирована с уточной нитью 22, как показано на фигуре 2D, в котором пара низкоплавких термообрабатываемых нитей 28 охватывает термоусадочную комплексную уточную нить 34 в противоположных спиральных направлениях, в то время как основные нити 20 остаются в положении, описанном выше и показанном на фигуре 3А.
[0034] В соответствии с еще одним вариантом воплощения настоящего изобретения, оплетка 10 может быть сконструирована с основной нитью 20, как показано на фигуре 3В, в которой одиночная низкоплавкая, термообработанная нить 28 спирально охватывает каждую из не термоусадочных основных комплексных нитей 32, в то время как уточная нить 22 может оставаться в положении, обсужденном выше и показанном на фигурах 2А-2D, или может быть предусмотрена уточная нить 22, имеющая только термоусадочную элементарную нить 30 без низкоплавкой нити 28.
[0035] В соответствии с еще одним вариантом воплощения настоящего изобретения, оплетка 10 может быть сконструирована с основной нитью 20, показанной на фигуре 3С, где пара низкоплавких термообрабатываемых нитей 28 охватывает каждую из не термоусадочных основных комплексных нитей 30 в противоположных спиральных направлениях, в то время как уточная нить 22 может оставаться в положении, обсужденном выше и показанном на фигурах 2A-2D, или может быть предусмотрена уточная нить 22, имеющие только одну термоусадочную элементарную нить 30 без низкоплавкой нити 28.
[0036] При формировании оплетки 10 с использованием одного из описанных выше вариантов осуществления, путем плетения удлиненной стенки 12, имеющей закрытую по окружности бесшовную стенку, проходящую в продольном направлении вдоль центральной оси 14 между противоположными концами 16, 18 и путем переплетения основных нитей 20, проходящей, в основном, параллельно центральной оси 14 и, по меньшей мере, одной термоусадочной уточной нити 22, проходящей, в основном, поперек основных нитей 20, по меньшей мере, одна из основных и уточных нитей 20, 22 имеет, по меньшей мере, одну низкоплавкую термообрабатываемую нить 28, при этом процесс нагрева выполняется так, чтобы частично расплавить низкоплавкую термообрабатываемую нить 28. Следует отметить, что процесс нагрева для частичного плавления низкоплавкой термообрабатываемой нити 28 выполняется при температуре, подходящей для плавления или, по меньшей мере, частичного плавления низкоплавкой термообрабатываемой нити 28, не вызывая сжатия термоусадочной нити 30, 34. Как показано на фигуре 1, низкоплавкая термообработанная нить 28, по меньшей мере, частично расплавлена для связывания основной и уточной нитей 20, 22 друг с другом перед холодной резкой стенки 12 на мерные длины, но стена 12 сохраняет или, в основном, сохраняет свой "как бы тканый" диаметр, который имеет быть еще более уменьшен, так что удлиненный элемент 11 может быть легко размещен в полости 26 до термической усадки стенки 12. Соответственно при нагреве стенки 12 до температуры, достаточной для плавления легкоплавкой термообрабатываемой нити 28, выполняется дальнейший процесс резки, предпочтительно холодной резки стенки 12 по длине, снижая, таким образом, производственные затраты на резку, при котором концы 16, 18 не имеют свисающих ниток благодаря тому, что основные и уточные нити 20, 22 связаны друг с другом посредством расплавленного материала низкоплавкой нити 28. Затем оплетка 12 будет готова для использования, в котором удлиненный элемент 11 может быть легко размещен в расширенной полости 26. После этого выполняется дополнительная операция нагрева при повышенной температуре, по сравнению с температурой, используемой для расплава низкоплавкой термообрабатываемой нити 28, выполняя, таким образом, термическую усадку уточной нити 22 так, что стенка 12 относительно плотно обжимает удлиненный элемент 11 с образованием оплетки, заполненной жгутом проводов 13 в сборе, как показано на фигуре 1А.
[0037] Очевидно, что в свете вышеописанных технологий возможны многие модификации и варианты настоящего изобретения. Поэтому, следует понимать, что в пределах объема прилагаемой формулы изобретения, изобретение может быть осуществлено иначе, чем конкретно описано здесь. Например, какая-либо из уточных нитей 22, показанных на фигурах 2A-2D, может быть переплетена с любой из основных нитей 20, показанных на фигурах 3А-3С.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛЕТЕНАЯ ЗАЩИТНАЯ ОПЛЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2660291C2 |
| САМОЗАВОРАЧИВАЮЩАЯСЯ ТЕКСТИЛЬНАЯ ОПЛЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2649903C9 |
| ОБОРАЧИВАЕМАЯ ТЕКСТИЛЬНАЯ ОПЛЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2681862C2 |
| ТЕКСТИЛЬНАЯ ОПЛЕТКА И СПОСОБ ЕЕ СОЗДАНИЯ | 2013 |
|
RU2632284C2 |
| СВЕРТЫВАЕМАЯ ТЕКСТИЛЬНАЯ ОПЛЕТКА И СПОСОБ УМЕНЬШЕНИЯ ОБРАЗОВАНИЯ ТРЕЩИН В СЛОЕ ФОЛЬГИ В ЭТОЙ ОПЛЕТКЕ | 2014 |
|
RU2674954C2 |
| ПЛЕТЕНАЯ ТЕКСТИЛЬНАЯ ОПЛЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2663397C2 |
| ЗАЩИТНЫЙ ТЕКСТИЛЬНЫЙ РУКАВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2694613C2 |
| ЗАЩИТНАЯ ТЕКСТИЛЬНАЯ ОПЛЕТКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЯ | 2014 |
|
RU2666855C2 |
| ГИБКИЙ ИЗНОСОСТОЙКИЙ ТЕКСТИЛЬНЫЙ РУКАВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2660521C2 |
| ОБОЛОЧКА ДЛЯ ЗАЩИТЫ ОТ ЭЛЕКТРОМАГНИТНЫХ ПОМЕХ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2715938C2 |
Изобретение относится к текстильным оплеткам для защиты удлиненных элементов, в частности к тканым оплеткам. Оплетка имеет гибкую, износостойкую, закрытую по окружности и непрерывную удлиненную стенку, проходящую по длине вдоль центральной оси между противоположными концами оплетки. Стенка сплетена из основных нитей, проходящих параллельно центральной оси, и по меньшей мере одной термоусадочной уточной нити, проходящей поперек основных нитей. Основные нити обеспечивают оплетку гибким покрытием, стойким к истиранию, а уточная нить дает возможность обжатия стенки вокруг удлиненного элемента, расположенного в полости оплетки. При этом одна из основных нитей и/или уточная нить содержит одну низкоплавкую, термообрабатываемую нить, чтобы повысить стойкость против размочаливания концов во время операции резки, которая частично расплавлена и связана с одной из указанных основных нитей. Изобретение обеспечивает повышенную прочность на раздавливание и сопротивление истиранию оплетки. 3 н. и 11 з.п. ф-лы, 3 ил.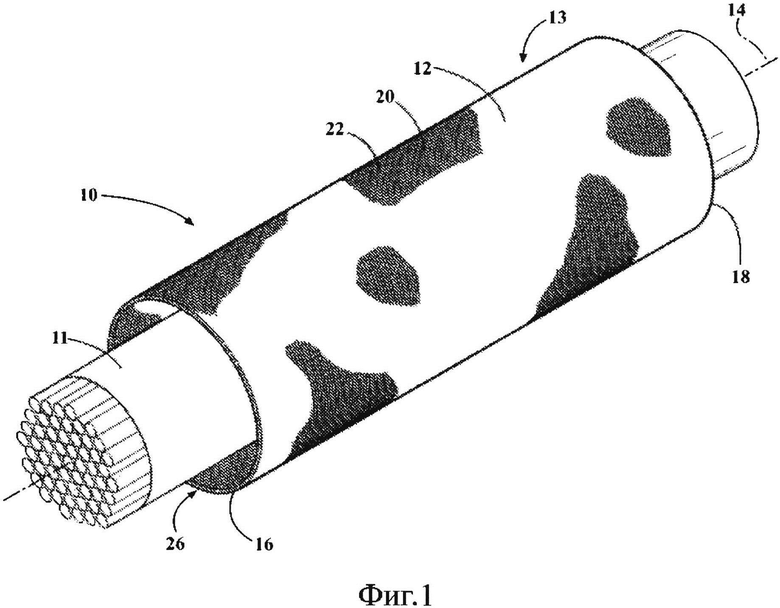
1. Термоусадочная тканая оплетка для прокладки и защиты удлиненных элементов, содержащая:
закрытую по окружности удлиненную трубчатую стенку, проходящую в продольном направлении вдоль центральной оси между противоположными концами, при этом указанная стенка сплетена из основных нитей, проходящих в основном параллельно указанной центральной оси, и, уточных нитей, содержащих по меньшей мере одну термоусадочную уточную нить, проходящие в основном поперек указанных основных нитей,
причем по меньшей мере одна из указанных основных нитей и указанных уточных нитей включают по меньшей мере одну низкоплавкую термообрабатываемую нить,
при этом указанная по меньшей мере одна низкоплавкая термообрабатываемая нить по меньшей мере частично расплавлена и связана с по меньшей мере одной из указанных основных нитей в первом состоянии до размещения вокруг удлиненных элементов, указанная термоусадочная уточная нить остается по существу не подверженной усадке в указанном первом состоянии до размещения вокруг удлиненных элементов; и
указанная по меньшей мере одна низкоплавкая термообрабатываемая нить спирально наложена вокруг по меньшей мере одной из указанных основных нитей и указанных уточных нитей.
2. Оплетка по п. 1, в которой указанная по меньшей мере одна низкоплавкая термообрабатываемая нить имеет меньший диаметр по сравнению с диаметром соответствующей нити, на которую она наложена.
3. Оплетка по п. 1, в которой указанная по меньшей мере одна термоусадочная уточная нить обеспечивается как элементарная нить из термоусадочного материала с указанной по меньшей мере одной низкоплавкой термообрабатываемой нитью, связанной с уточной нитью.
4. Оплетка по п. 3, в которой указанная термоусадочная уточная нить имеет пару указанных низкоплавких термообрабатываемых нитей, наложенных на уточную нить в противоположных спиральных направлениях.
5. Оплетка по п. 3, в которой указанные основные нити обеспечиваются как комплексные нити.
6. Термоусадочная текстильная оплетка по п. 3, в которой указанная элементарная нить имеет диаметр в диапазоне примерно от 0,20 до 0,40 мм, и указанная по меньшей мере одна низкоплавкая термообрабатываемая нить имеет диаметр примерно от 0,05 до 0,1 мм.
7. Оплетка по п. 1, в которой основная нить выполнена в виде комплексной нити с указанной по меньшей мере одной низкоплавкой термообрабатываемой нитью.
8. Оплетка по п. 7, в которой уточная нить имеет пару указанных низкоплавких термообрабатываемых нитей, наложенных на нее в противоположных спиральных направлениях.
9. Способ изготовления текстильной оплетки, содержащий:
плетение удлиненной замкнутой по окружности стенки, проходящей в продольном направлении вдоль центральной оси между противоположными концами, путем переплетения основных нитей, проходящих в основном параллельно центральной оси и по меньшей мере одной термоусадочной уточной нити, проходящей в основном поперек основных нитей, с по меньшей мере одной из основных или уточных нитей, имеющей по меньшей мере одну низкоплавкую термообрабатываемую нить, используемую вместе с ними; и
по меньшей мере частичное расплавление указанной одной низкоплавкой термообрабатываемой нити без существенной усадки по меньшей мере одной термоусадочной уточной нити; и
резку стенки на мерные длины.
10. Способ по п. 9, дополнительно включающий обеспечение по меньшей мере одной уточной нити как элементарной нити из термоусадочного материала, и использование по меньшей мере одной низкоплавкой термообрабатываемой нити вместе с уточной нитью.
11. Способ по п. 10, дополнительно включающий использование пары низкоплавких термообрабатываемых нитей, уложенных вокруг элементарной термоусадочной уточной нити в противоположных спиральных направлениях.
12. Способ по п. 10, дополнительно включающий обеспечение основных нитей как комплексных нитей.
13. Способ по п. 9, дополнительно включающий обеспечение по меньшей мере одной низкоплавкой термообрабатываемой нити, имеющей диаметр, который меньше диаметра нити, вокруг которой она закручена.
14. Способ изготовления текстильной оплетки в сборе, включающий:
обеспечение удлиненного элемента;
плетение удлиненной стенки, имеющей замкнутую по окружности стенку, проходящую в продольном направлении вдоль центральной оси между противоположными концами, путем переплетения основных нитей, проходящих в основном параллельно центральной оси и уточных нитей, имеющих по меньшей мере одну термоусадочную уточную нить, проходящую в основном поперек основных нитей, с по меньшей мере одной из основных или уточных нитей, имеющей по меньшей мере одну низкоплавкую термообрабатываемую нить, используемую вместе с ними;
по меньшей мере частичное плавление по меньшей мере одной низкоплавкой термообрабатываемой нити при первой температуре без существенной усадки по меньшей мере одной термоусадочной уточной нити;
резку стенки на мерные длины;
размещение удлиненного элемента в полости стенки; и
обжатие стенки вокруг удлиненного элемента в процессе нагрева.
| WO9854393 A1, 03.12.1998 | |||
| КОТЕЛЬНАЯ | 1996 |
|
RU2105247C1 |
| WO2008083072 A1, 10.07.2008 | |||
| US6003565 A, 21.12.1999 | |||
| Способ распределения массы пленки | 1955 |
|
SU110532A2 |

