Перекрестная ссылка на родственные заявки
Настоящая заявка является частично продолжающей заявкой заявки США № 13/892028 с названием «Устройство и способ для придания выбранных топографий алюминиевому листу», поданной 10 мая 2013 года, которая является частично продолжающей заявкой заявки США № 13/673468 с названием «Устройство и способ для придания выбранных топографий алюминиевому листу», поданной 9 ноября 2012 года, которая испрашивает приоритет предварительной заявки США № 61/558504 с названием «Устройство и способ для придания выбранных топографий алюминиевому листу», поданной 11 ноября 2011 года. Раскрытие каждой из вышеуказанных заявок полностью включено в данный документ в качестве ссылки во всех отношениях.
Область техники
Настоящее изобретение относится к прокатанному листовому металлу и обработке его поверхности, а более конкретно к способам и устройству для получения заданных текстур поверхности, имеющих соответствующие фрикционные и оптические свойства, таких как изотропная поверхность на алюминиевом листе.
Уровень техники
В настоящее время производители алюминиевого листа часто используют стан холодной прокатки для получения листа с желаемой толщиной, шириной и поверхностью. Для получения желаемых поверхностей также могут использоваться дрессировочные станы при малых степенях обжатия (<10%). Поверхность цилиндрических валков (рабочих валков), через которые проходит алюминиевый лист, может быть подготовлена к прокатке путем шлифования абразивным шлифовальным кругом или лентой. Шлифование придает поверхности валка анизотропию во внешнем виде и в отношении фрикционных свойств из-за следов шлифования (текстуры), которые затем передаются/сообщаются листу, который прокатывают с использованием отшлифованного рабочего валка. Анизотропный внешний вид листа, прокатанного с использованием отшлифованных рабочих валков, является визуально заметным и часто может наблюдаться через лакокрасочные покрытия, нанесенные на листовой материал или продукты, изготовленные из листового материала, такие как панель кузова автомобиля.
Для придания листовому металлу заданной топографии поверхности, например, для получения ненаправленных топографий, используются также тиснильные станки. Обработка листа в тиснильном станке проводится после процесса прокатки и после того, как лист был обжат по толщине до требуемых размеров, которые приблизительно равны конечным размерам листа. Тиснильные станки предназначены для того, чтобы только передать текстуру поверхности, а не оказывать существенное воздействие на размеры листа, и поэтому используются в отношении листа, который уже был прокатан с использованием рабочих валков прокатного стана. Тиснение листа в тиснильном станке представляет собой дополнительные стадии помимо прокатки, подразумевающие дополнительное устройство, погрузочно-разгрузочные работы, а также управление большим разнообразием типов валков по сравнению с обычными прокатными станами.
Сущность изобретения
Настоящее изобретение относится к способу изготовления устройства для манипулирования материалом, имеющего по меньшей мере одну соприкасающуюся с материалом поверхность, включающему стадии:
получения алюминиевого листа, который был прокатан с использованием рабочего валка, имеющего поверхность, которая от 50% до 100% покрыта углублениями, не имеющими граней и имеющими утопленную центральную область относительно средней высоты поверхности и выступающий плавный периферийный выступ, имеющий в своей вершине бóльшую высоту, чем средняя высота поверхности, при этом алюминиевый лист имеет статический коэффициент трения с по меньшей мере одним материалом в диапазоне от 0,62 до 0,79; и
формование из алюминиевого листа по меньшей мере одной соприкасающейся с материалом поверхности.
В другом варианте осуществления углубления имеют диаметр в диапазоне от 150 мкм до 400 мкм и глубину относительно вершины периферийного выступа в диапазоне 6±2,0 мкм.
В другом варианте осуществления устройство для манипулирования материалом представляет собой бункер с внутренним пространством для хранения материала, при этом соприкасающаяся с материалом поверхность образует по меньшей мере часть поверхности, образующей внутреннее пространство.
В другом варианте осуществления соприкасающаяся с материалом поверхность отформована в воронкообразную часть бункера.
В другом варианте осуществления материал, распределяемый с помощью бункера, является мукой, а также включена стадия помещения муки в бункер и контактирования соприкасающейся с материалом поверхности с мукой.
В другом варианте осуществления материал, распределяемый с помощью бункера, является сахаром, а также включена стадия помещения сахара в бункер и контактирования соприкасающейся с материалом поверхности с сахаром.
В другом варианте осуществления устройство для манипулирования материалом представляет собой воронку с внутренним пространством для сужения потока материала по пути к выпуску, при этом соприкасающаяся с материалом поверхность образует по меньшей мере часть поверхности, образующей внутреннее пространство.
В другом варианте осуществления устройство для манипулирования материалом представляет собой желоб с внутренним пространством для направления потока материала, при этом соприкасающаяся с материалом поверхность образует по меньшей мере часть поверхности, образующей внутреннее пространство.
В другом варианте осуществления устройство для манипулирования материалом представляет собой трубопровод с внутренним пространством для направления потока материала, при этом соприкасающаяся с материалом поверхность образует по меньшей мере часть поверхности, образующей внутреннее пространство.
В другом варианте осуществления алюминиевый лист имеет статический коэффициент трения, отличающийся между любыми двумя заданными ориентациями листа не более чем на 5% относительно направления, в котором измеряют коэффициент.
В другом варианте осуществления устройство для манипулирования материалом с по меньшей мере одной соприкасающейся с материалом поверхностью включает: поверхность, образованную из алюминиевого листа, по меньшей мере частично образующую соприкасающуюся с материалом поверхность, при этом алюминиевый лист прокатывают с использованием рабочего валка, от 60% до 100% поверхности которого покрыто углублениями, не имеющими граней и имеющими утопленную относительно средней высоты поверхности центральную область и выступающий плавный периферийный выступ, имеющий в своей вершине бóльшую высоту, чем средняя высота поверхности, при этом алюминиевый лист имеет статический коэффициент трения в диапазоне от 0,62 до 0,79.
В другом варианте осуществления углубления имеют диаметр в диапазоне от 200 мкм до 400 мкм и глубину относительно вершины периферийного выступа в диапазоне от 0,5 мкм до 2,0 мкм.
В другом варианте осуществления устройство для манипулирования материалом представляет собой бункер с внутренним пространством для хранения материала, при этом соприкасающаяся с материалом поверхность образует по меньшей мере часть поверхности, образующей внутреннее пространство.
В другом варианте осуществления соприкасающаяся с материалом поверхность отформована в воронкообразную часть бункера.
В другом варианте осуществления устройство для манипулирования материалом представляет собой бункер для муки.
В другом варианте осуществления устройство для манипулирования материалом представляет собой бункер для сахара.
В другом варианте осуществления устройство для манипулирования материалом представляет собой воронку с внутренним пространством для сужения потока материала по пути к выпуску, при этом соприкасающаяся с материалом поверхность образует по меньшей мере часть поверхности, образующей внутреннюю поверхность.
В другом варианте осуществления устройство для манипулирования материалом представляет собой желоб с направляющей поверхностью, способной направлять материал, при этом соприкасающаяся с материалом поверхность образует по меньшей мере часть направляющей поверхности.
В другом варианте осуществления устройство для манипулирования материалом представляет собой трубопровод с внутренней направляющей поверхностью, способной направлять материал, при этом соприкасающаяся с материалом поверхность образует по меньшей мере часть поверхности, образующей внутреннюю направляющую поверхность.
В другом варианте осуществления алюминиевый лист имеет статический коэффициент трения, отличающийся между любыми двумя заданными ориентациями листа не более чем на 5% относительно направления, в котором измеряют коэффициент.
В формуле заявлен способ изготовления емкости для измельченного материала, имеющей внутреннее пространство, включающий формовку из алюминиевого листа по меньшей мере одной соприкасающейся с измельченным материалом поверхности, образующей внутреннее пространство, отличающийся тем, что формовке подвергают алюминиевый лист, статический коэффициент трения которого при соприкосновении с измельченным материалом составляет 0,62 - 0,79, полученный посредством прокатки рабочим валком, поверхность которого на 50% - 100% покрыта углублениями, не имеющими граней, с центральной областью, утопленной относительно средней высоты упомянутой поверхности, и выступающим плавным периферийным выступом, имеющим в своей вершине бóльшую высоту, чем средняя высота упомянутой поверхности.
Предпочтительно диаметр упомянутых углублений составляет 150 - 400 мкм, а их глубина относительно вершины периферийного выступа составляет 6±2,0 мкм.
Предпочтительно емкость выполняют в виде бункера с внутренним пространством для хранения измельченного материала, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполнена в виде соприкасающейся с измельченным материалом поверхности.
Предпочтительно соприкасающуюся с измельченным материалом поверхность формуют воронкообразной.
Предпочтительно емкость предназначена для муки.
6 Предпочтительно емкость предназначена для сахара.
Предпочтительно емкость выполняют в виде воронки с выпуском, внутреннее пространство которой сужается по направлению к выпуску, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполняют в виде соприкасающейся с измельченным материалом поверхности.
Предпочтительно емкость выполняют в виде желоба с внутренним пространством для направления измельченного материала, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполняют в виде соприкасающейся с измельченным материалом поверхности.
Предпочтительно емкость выполняют в виде трубопровода с внутренним пространством для направления измельченного материала, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполняют в виде соприкасающейся с измельченным материалом поверхности.
Предпочтительно используют алюминиевый лист, упомянутый статический коэффициент трения которого, измеренный в любых двух направлениях, различается не более чем на 5%.
В формуле заявлена емкость для измельченного материала, имеющая внутреннее пространство с по меньшей мере одной соприкасающейся с измельченным материалом поверхностью, образующей внутреннее пространство, сформованной из алюминиевого листа, отличающаяся тем, что упомянутая поверхность сформована из алюминиевого листа, статический коэффициент трения которого при соприкосновении с измельченным материалом составляет 0,62 - 0,79, полученного посредством прокатки рабочим валком, поверхность которого на 50% - 100% покрыта углублениями, не имеющими граней, с центральной областью, утопленной относительно средней высоты упомянутой поверхности, и выступающим плавным периферийным выступом, имеющим в своей вершине бóльшую высоту, чем средняя высота упомянутой поверхности.
Предпочтительно диаметр упомянутых углублений составляет 200 - 400 мкм, а их глубина относительно вершины периферийного выступа составляет 0,5 - 2,0 мкм.
Предпочтительно емкость выполнена в виде бункера с внутренним пространством для хранения материала, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполнена в виде соприкасающейся с измельченным материалом поверхности.
Предпочтительно соприкасающаяся с измельченным материалом поверхность сформована воронкообразной.
Предпочтительно емкость предназначена для муки.
Предпочтительно емкость предназначена для сахара.
Предпочтительно емкость выполнена в виде воронки с выпуском, внутреннее пространство которой сужается по направлению к выпуску, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполнена в виде соприкасающейся с измельченным материалом поверхности.
Предпочтительно емкость выполнена в виде желоба с внутренним пространством для направления измельченного материала, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполнена в виде соприкасающейся с измельченным материалом поверхности.
Предпочтительно емкость выполнена в виде трубопровода с внутренним пространством для направления измельченного материала, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполнена в виде соприкасающейся с измельченным материалом поверхности.
Предпочтительно соприкасающаяся с измельченным материалом поверхность сформована из алюминиевого листа, упомянутый статический коэффициент трения которого, измеренный в любых двух направлениях, различается не более чем на 5%.
Краткое описание чертежей
Для более полного понимания настоящего изобретения сделана ссылка на последующее подробное описание приведенных в качестве примера вариантов осуществления, которые рассматриваются совместно с прилагаемыми чертежами.
Фиг.1a и 1b представляют собой графические изображения, соответственно, вида сверху и вида в перспективе (3D) морфологии поверхности для образца поверхности рабочего валка, изготовленного с применением текстурирования EDT, согласно измерениям с помощью оптической профилометрии.
Фиг.2 представляет собой схематическое изображение устройства для обработки поверхности рабочих валков в соответствии с вариантом осуществления настоящего изобретения.
Фиг.3a представляет собой графическое изображение вида сверху морфологии поверхности для образца поверхности рабочего валка, изготовленного согласно способу в соответствии с вариантом осуществления настоящего изобретения, согласно измерениям с помощью оптической профилометрии. Фиг.3b представляет собой увеличенное изображение фрагмента фиг.3a, а фиг.3c и 3d являются графическими изображениями перспектив поверхностей, показанных на фиг.3a и 3b, соответственно, согласно измерениям с помощью оптической профилометрии.
Фиг.4a и 4b представляют собой графические изображения, соответственно, вида сверху и вида в перспективе (3D) морфологии поверхности для образца поверхности рабочего валка, изготовленного согласно способу в соответствии с вариантом осуществления настоящего изобретения, согласно измерениям с помощью оптической профилометрии.
Фиг.5a представляет собой графическое изображение вида сверху морфологии поверхности образца прокатанного алюминиевого листа в соответствии с вариантом осуществления настоящего изобретения, при этом прокатанного с использованием рабочего валка, изготовленного согласно способу в соответствии с вариантом осуществления настоящего изобретения, согласно измерениям с помощью оптической профилометрии. Фиг.5b представляет собой увеличенное изображение фрагмента фиг.5a, а фиг.5c и 5d являются графическими изображениями перспектив поверхностей, показанных на фиг.5a и 5b, соответственно, согласно измерениям с помощью оптической профилометрии.
Фиг.6a, 6b и 6c представляют собой графические изображения вида сверху морфологии поверхности трех образцов прокатанного алюминиевого листа в соответствии с вариантом осуществления настоящего изобретения, при этом прокатанного с использованием рабочего валка, изготовленного согласно способу в соответствии с вариантом осуществления настоящего изобретения, при 10% обжатии, 20% обжатии и 40% обжатии, соответственно, согласно измерениям с помощью оптической профилометрии. Фиг.6d, 6e и 6f являются графическими изображениями перспектив поверхностей, показанных на фиг.6a, 6b и 6c, соответственно, согласно измерениям с помощью оптической профилометрии.
Фиг.7a и 7b представляют собой фотоснимки рабочих валков, поверхность которых была обработана в соответствии с вариантом осуществления настоящего изобретения, а фиг.7c и 7d являются увеличенными фотоснимками фрагментов фиг.7a и 7b, соответственно.
Фиг.8 представляет собой график влияния текстуры поверхности на коэффициент трения.
Фиг.9 представляет собой схему способа разработки текстуры поверхности в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения.
Фиг.10 представляет собой схематическое изображение устройства для обработки поверхности рабочего валка в соответствии с другим вариантом осуществления настоящего изобретения.
Фиг.11 представляет собой схематическое изображение устройства для обработки поверхности рабочего валка в соответствии с другим вариантом осуществления настоящего изобретения.
Фиг.12 и 13 представляют собой, соответственно, виды в перспективе и в разрезе средства в форме листа для обработки поверхности рабочего валка в соответствии с другим вариантом осуществления настоящего изобретения.
Фиг.14 представляет собой схематическое изображение устройства для создания прокладки для обработки поверхности рабочего валка в соответствии с другим вариантом осуществления настоящего изобретения.
Фиг.15 представляет собой схематическое изображение устройства для обработки поверхности рабочего валка в соответствии с другим вариантом осуществления настоящего изобретения.
Фиг.16 представляет собой схематическое изображение устройства для обработки поверхности рабочего валка в соответствии с другим вариантом осуществления настоящего изобретения.
Фиг.17 представляет собой вид в перспективе текстуры поверхности листа, полученного с использованием валка, который отшлифовали обычным образом.
Фиг.18 представляет собой схематическое изображение конструкции для хранения материала в соответствии с другим вариантом осуществления настоящего изобретения.
Фиг.19 представляет собой схематическое изображение конструкции для манипулирования материала в соответствии с другим вариантом осуществления настоящего изобретения.
Фиг.20 представляет собой схематическое изображение конструкции для манипулирования материала в соответствии с другим вариантом осуществления настоящего изобретения.
Фиг.21 представляет собой схематическое изображение устройства для испытания коэффициента трения.
Подробное описание приведенных в качестве примера вариантов осуществления
Аспект настоящего изобретения заключается в выявлении того, что для многих областей применения листового металла желательно наличие однородного, изотропного внешнего вида обработанной поверхности, то есть поверхности, которая выглядит изотропной и диффузно отражает свет. Кроме того, настоящее изобретение выявляет, что помимо воздействий на внешний вид, ориентированная в определенном направлении шероховатость поверхности листа, прокатанного с использованием отшлифованных рабочих валков, оказывает влияние на процессы формования, которые могут применяться для формования из листового металла изделий заданной формы, таких как панель автомобиля, например, обусловленное изменениями фрикционного взаимодействия между формующим инструментом и листовым материалом из-за ориентированной в определенном направлении текстуры/следов шлифования на поверхности металлического листа, которые были переданы рабочими валками. Настоящее изобретение также выявляет, что более изотропная поверхность является выгодной при проведении некоторых процессов формования, которые применяются в отношении алюминиевого листа.
Один из способов получения более изотропной поверхности на рабочем валке, который используется для прокатки алюминиевого листа (прежде всего для автолиста) заключается в обработке поверхности валка с помощью машины электроразрядного текстурирования (EDT). Текстурирующая головка EDT с рядом электродов может быть помещена около поверхности валка, чтобы создавать электрический разряд/искру/дугу от каждого электрода к поверхности валка, вызывая локальное плавление поверхности валка в каждом месте прохождения искры и заставляя расплавленную сталь образовывать небольшие бассейны расплавленного металла в соответствующих кратерах. Работа машины EDT вдоль поверхности вращающегося валка приводит к получению улучшенной изотропной поверхности, но такой, которая отличается наличием многочисленных микроскопических кратеров в диапазоне до 100 мкм в диаметре и с высотами кромки кратера до 15~20 мкм (фиг.1).
Заявители обнаружили, что кромки микроскопических кратеров, образованных при способе EDT, могут быть такими хрупкими, что, когда текстурированные согласно способу EDT валки используются в прокатном стане, высокое контактное давлении, например, до 1,38 ГПа, между рабочим валком, листом и/или опорным валком, может стирать изотропную текстуру и приводить к образованию частиц износа, которые откладываются на поверхности листа, на прокатном стане и в смазочном веществе.
На фиг.1 показан образец морфологии поверхности для поверхности S1 обработанного согласно способу EDT рабочего валка, используемого для прокатки алюминиевого листа. Как можно понимать, морфология поверхности может быть охарактеризована как покрытая многочисленными острыми вершинами и впадинами величиной 5,0 мкм относительно плоскости отсчета.
На фиг.2 показано устройство 10 для обработки валка, имеющее камеру 12 для размещения рабочего валка 14. Рабочий валок 14 может быть закреплен в подшипниках 16, 18, чтобы обеспечить возможность вращения, например, за счет мотора 20, соединенного с рабочим валком 14. В камере 12 также размещается песко-/дробеструйное сопло 22, которое может быть закреплено на раме 24, которая позволяет соплу 22 выборочно перемещаться вдоль валка и размещаться в заданном местоположении, например, за счет действия мотора 26 вращающего винтовую передачу или приводящего в движение цепную, реечную, проволочно-канатную передачу, или приведения в движение посредством фрикционной передачи с приводом от двигателя, связанной с соплом 22. Сопло 22 питается от компрессора 28 и бункера 30 для средства. В сопле 22 смешивается сжатый газ, например воздух, из компрессора 28 и средство 32 из бункера 30, при этом средство 32 проталкивается и направляется к наружной поверхности S валка 14. Средство может быть в форме стальных, стеклянных или керамических шариков, шлифовальным зерном или другим средством для пескоструйной обработки/дробеструйной обработки, как описано дополнительно ниже. Компьютер 34 может использоваться для осуществления программного управления: положением сопла 22, управляя мотором 26, вращением валка, управляя мотором 20, работой компрессора 28 и скоростью подачи средства 32 из бункера 30. Видеосистема 36 может размещаться внутри камеры 12 для обеспечения наблюдения за состоянием поверхности S, чтобы установить, была ли достигнута заданная целевая текстура поверхности в процессе функционирования устройства 10 для обработки валка. Эта видеосистема может быть прикреплена к соплу 22 или быть независимо перемещаемой на раме 24, может включать увеличение изображения и защитное приспособление для защиты входного отверстия объектива и линзы от попадания средства 32. Средство 32, выпущенное через сопло 22, может передаваться через воронкообразную часть 38 из камеры 12 на линию 40 рециркуляции, которая возвращает средство 32 в бункер 30, например, посредством подачи шнеком или под действием сжатого воздуха, нагнетательного вентилятора или всасывания. Камера 12 может быть снабжена дверью (не показана) и смотровым окном (не показано) для облегчения перемещения валка 14 внутрь и из камеры 12, а также осуществления контроля за работой устройства 10 для обработки валка. Сопло 22 и компрессор 28 могут быть промышленного типа, чтобы достигнуть заданных интенсивностей дробеметной струи для создания желаемой топографии поверхности.
В соответствии с другим вариантом сопло 22 может быть ручным, как в обычном устройстве для дробеструйной обработки. Компрессор 28 и сопло 22 могут быть отрегулированы, чтобы получить соответствующее заданной интенсивности дробеметной струи давление на выходе, то есть или вручную, или под управлением компьютера, чтобы регулировать скорость средства 32 выпускаемого из сопла 22, чтобы допускать использование различных типов средства 32, а также допускать различные рабочие параметры, такие как твердость валка 14, начальная текстура поверхности и желаемый для поверхности S тип текстуры, например, обусловленной глубиной и периметром ямок/кратеров, созданных на поверхности валка заданным средством 32, таким как стальные шарики/дробь. Количество ударов и размеры углублений, созданных средством на площади поверхности валка, относительно общей площади можно описать как “% покрытия” и можно регулировать путем установки мощности компрессора, расхода средства и скорости перемещения сопла 22 относительно валка 14 по мере того, как сопло 22 проходит вдоль всей длины валка 14 и/или по мере того, как валок 14 вращается с помощью мотора 20. Управление процессом дробеструйной обработки может быть автоматическим или ручным. Например, человек может вручную держать, размещать и перемещать сопло 22 и/или валок 14, как в обычных процессах дробеструйной обработки, в которых человек снабжен защитной экипировкой и частично или полностью заходит в камеру, содержащую обрабатываемую деталь. Можно проводить визуальный или микроскопический осмотр валка, чтобы убедиться в подходящем режиме работы или отрегулировать устройство 10, а также чтобы проверить валок 14, поверхность которого обработали подходящим образом, при завершении процесса дробеструйной обработки/пескоструйной обработки.
В качестве другого варианта сопло 22 может находиться внутри съемной емкости с открытой стороной (не показана), которая прижимается к поверхности S, образуя подвижную камеру дробеструйной обработки, которая улавливает и перенаправляет использованное средство назад в резервуар-хранилище, такой как бункер 30. Эта камера дробеструйной обработки может размещаться в заданном местоположении и перемещаться вручную или механически, в том числе с помощью механизма подачи с приводом от двигателя, такого как рама 24, и необязательно под управлением компьютера 34.
Устройство и способы согласно настоящему изобретению могут использоваться для обработки поверхности рабочего валка, который придает заданную желаемую поверхность листу, когда его прокатывают до заданного размера, например, чтобы придать листу изотропно диффузный или яркий внешний вид, исключая необходимость осуществлять тиснение или использовать дрессировочный пропуск для создания текстурированного листа. В данном контексте "ярким" называется зеркальный, а "диффузным" называется незеркальный внешний вид. Текстуры поверхности могут меняться для достижения заданного желаемого внешнего вида и технических возможностей при формовании, связанных с фрикционными свойствами, за счет подходящего выбора средства и рабочих параметров.
В соответствии с одним из аспектов настоящего изобретения желаемая текстура наносится на поверхность рабочего валка, например, S способом дробеструйной обработки/пескоструйной обработки, при котором выбранное средство проталкивается в сторону поверхности рабочего валка S через сопло 22 за счет давления воздуха. Регулируют давление, продолжительность обработки на единицу площади, например, в виде функциональной зависимости скорости вращения рабочего валка 14 и скорости перемещения сопла 22, конфигурацию сопла 22 и тип средства 32, чтобы получить желаемую текстуру рабочего валка, на которую влияют размер, форма, плотность, твердость, скорость средства 32 и конечные глубина, ширина и форма ямок/кратеров или углублений, а также % покрытия ямками/кратерами обработанной площади поверхности S. В соответствии с некоторыми вариантами осуществления настоящего изобретения выбираемое средство 32 включает оставляющее углубления сферическое средство, которое создает плавные кратеры, такое как высококачественные, прецизионные стальные подшипниковые шарики или дробинки, дробь (стеклянная, керамическая). В зависимости от требуемых для конечной поверхности свойств, могут использоваться смеси дроби и шлифовального зерна, такого как оксид алюминия, карбид кремния или другие типы шлифовального зерна.
На фиг.3a-3d показаны графические изображения морфологии поверхности согласно измерениям с помощью оптической профилометрии для поверхности рабочего валка, поверхность которого была обработана в соответствии с вариантом осуществления настоящего изобретения. Поверхность S3, показанная на фиг.3a-3d, была подвергнута дробеструйной обработке с использованием стальных подшипниковых шариков сорта 1000 с диаметром ≤0,125 дюйма и твердостью по Роквеллу ≥60. У сорта 1000 имеются допустимые отклонения в 0,001 дюйма для сферичности и ±0,005 дюйма для диаметра. Лучшие сорта подшипниковых шариков также могут использоваться. Удаленность сопла 22 от валка 14 может составлять от приблизительно 1 дюйма до приблизительно 12 дюймов, при этом удаленностью приблизительно 5 дюймов является предпочтительной для некоторых областей применения. Как можно понимать, использование подшипниковых шариков в качестве средства для дробеструйной обработки приводит к образованию кратеров с однородной формой на поверхности рабочего валка и отсутствию острых, приподнятых кромок, которые являются обычными для текстур, полученных согласно способу EDT. А именно, использование оставляющего углубления сферического средства создает множество плавных, расположенных в центре кратера углублений, имитирующих форму сфер/шариков, которые их создают, а также плавные периферийные подъемы или выступы вокруг углублений, образованные вытеснением материала из углублений. Вдоль поверхности наблюдается постепенное изменение наклона, а резкие края или нарушения сплошности минимизированы. Как правило, глубина каждого углубления в центре имеет значение ниже средней высоты поверхности, а вершина периферийного выступа находится выше средней высоты. Чтобы создать плавную поверхность, оставляющее углубления сферическое средство не должно крошиться при таком уровне силы, который требуется для создания кратеров необходимой глубины. Иначе, сферическое средство будет разламываться, а получающиеся острые края и плоские грани на разломанном средстве приведут к образованию граней на поверхности рабочего валка. Эти углубления с гранями могут появиться при ударе или позже, когда сферическое средство повторно используется и снова ударяется о поверхность. Помимо предотвращения разламывания сферического средства целесообразно, чтобы сила, приложенная средством, с учетом размера, скорости и плотности сфер, не создавала такую траекторию движения при ударе, которая приводит к образованию боковых бороздок, имея значительную составляющую с параллельным поверхности средства направлением.
В целом плавные неровности на поверхности S3 рабочего валка, как правило, имеют величину в диапазоне ±3-6 мкм, однако, при необходимости могут быть получены кратеры любой желаемой величины, например, более 10 мкм или менее 3 мкм. Как описано более подробно ниже, плавная волнистая поверхность, полученная с помощью оставляющего углубления сферического средства, такого как подшипниковые шарики, может быть получена, например, при бессистемном расположении кратеров, что можно ожидать от процесса пескоструйной обработки, или при дискретном расположении кратеров, как объясняется ниже. У типичной поверхности, полученной согласно способу EDT, имеется большее количество сильных перепадов поверхности. Рабочие валки, подвергнутые дробеструйной обработке с использованием подшипниковых шариков, как описано выше, могут использоваться для получения яркого листа с изотропией во внешнем виде, в зависимости от начальной поверхности валка до обработки. Несмотря на то, что выше были описаны подшипниковые шарики сорта 1000, в зависимости от твердости валка можно использовать другие типы прецизионных шариков, такие как подшипниковые шарики более высокого сорта. Как отмечалось, сферическое средство, выбираемое для того, чтобы создавать углубления на поверхности валка, предпочтительно выбирают с такими свойствами материала, а именно плотностью, твердостью, эластичностью, прочностью на сжатие и прочностью на разрыв, которые позволяют шарику ударяться и оставлять углубление на валке заданной твердости при отсутствии разламывания или формирования граней в результате удара.
На фиг.4a и 4b показана поверхность S4 рабочего валка, полученная в соответствии с другим вариантом осуществления настоящего изобретения. А именно фиг.4a представляет собой вид сверху согласно измерениям с помощью оптической профилометрии топологии поверхности рабочего валка, который подвергли пескоструйной обработке с использованием смеси шлифовальных зерен из оксида алюминия (шлифовальные зерна 120:180 в соотношении 2:3), а затем дробеструйной обработке с использованием стеклянной дроби сорта AC (60-120 меш). Пескоструйную обработку шлифовальным зерном из оксида алюминия проводили таким образом, чтобы удалить следы предварительного шлифования на валке (при выявлении путем визуальной оценки), после чего осуществляли дробеструйную обработку с использованием стеклянной дроби, чтобы получить требуемый диффузный внешний вид поверхности. Фиг.4b представляет собой графическое изображение перспективы (3D) морфологии поверхности для поверхности S4, показанной на фиг.4a, согласно измерениям с помощью оптической профилометрии. Как можно понимать исходя из фиг.4a и 4b, использование стеклянной дроби привело к получению поверхности S4, имеющей меньше резких выступов, чем поверхность, полученная согласно способу EDT, при этом величина перепадов поверхности имеет меньшее значение, чем для поверхности, полученной согласно способу EDT. На фиг.4b показаны перепады поверхности в приблизительном диапазоне ±2,0 мкм. Соответственно, можно справедливо охарактеризовать конечную поверхность S4 как более плавную, чем поверхность, полученная согласно способу EDT, но все еще имеющую микрошероховатость, которая может использоваться для придания вида диффузной изотропной поверхности алюминиевому листу, который прокатывают с использованием рабочего валка, имеющего данный тип поверхности.
В соответствии с настоящим изобретением дробеструйная обработка поверхности рабочего валка приводит к получению поверхности, которая является менее хрупкой, чем поверхность рабочего валка, которую обработали согласно способу EDT. В результате поверхность рабочего валка (текстура) дольше сохраняется, может выдержать более высокие приложенные к поверхности давления и образует меньше частиц износа при использовании для прокатки. В соответствии с вариантом осуществления настоящего изобретения, когда для обработки поверхности рабочего валка используется сферическое средство, такое как подшипниковые шарики или стеклянная дробь, полученная на рабочем валке пологоволнистая текстура поверхности обеспечивает преимущества при прокатке для получения изотропной поверхности. По сравнению с обычными отшлифованными рабочими валками или рабочими валками, поверхность которых обработали согласно способу EDT, плавные неровности способствуют меньшему трению между листом и рабочими валками, позволяя получать более высокие степени обжатия по толщине листа до того, как возникнет нарушение функционирования смазки или повреждение поверхности валка. Текстура рабочего валка, поверхность которого обработали в соответствии с настоящим изобретением, не изнашивается в той же степени, как у обычного отшлифованного рабочего валка, или валка, поверхность которого обработали согласно способу EDT. Эксперименты показали, что в прокатном стане с приводным рабочим валком, текстуры, которые придали валку согласно способам настоящего изобретения, сохраняются от 5 до 6 раз дольше, чем у отшлифованных обычным образом поверхностей валка, а также возможны более высокие степени обжатия, чем полученные при использовании рабочих валков, поверхность которых обработали согласно способу EDT, перед тем как возникнет превышение предела мощности прокатного стана и проявится нарушение функционирования смазки. Морфология поверхности валка, образованная в соответствии с вариантом осуществления настоящего изобретения, может выдержать степень обжатия по толщине более 10% с получением желаемого текстурированного листа, например, до 60%. Это отличается от рабочих валков, поверхность которых обработали согласно способу EDT, которые, как правило, эксплуатируются при степени обжатия в диапазоне от приблизительно 8% до 10%. Получение более высоких степеней обжатия потенциально может позволить исключить необходимый(е) в другом случае проход(ы) через прокатный стан для достижения требуемой толщины.
На фиг.5a показан образец поверхности AS5 прокатанного алюминиевого листа в соответствии с настоящим изобретением, при этом прокатанного с использованием рабочего валка 14 с поверхностью валка, такой как поверхность валка S3, наглядно показанная на фиг.3a-3d, полученной согласно способу в соответствии с вариантом осуществления настоящего изобретения. Фиг.5b представляет собой увеличенное изображение поверхности, показанной на фиг.5a, при этом оба изображения были получены с помощью оптической профилометрии. Фиг.5c и 5d представляют собой графические изображения перспективы (3D) образца, изображенного на фиг.5a и 5b, согласно измерениям с помощью оптической профилометрии. Лист, полученный таким же образом, как изображенный на фиг.5a-5d, был получен путем дробеструйной обработки с использованием прецизионных стальных подшипниковых шариков. Как проиллюстрировано и в целом макротекстура, например, полученные в результате дробеструйной обработки ямки/углубления, переданная металлическому листу рабочими валками в процессе прокатки, является инверсией текстуры на рабочем валке. Однако, как макро-, так и микроэлементы влияют на конечный уровень яркости поверхностной, то есть конечную степень зеркального отражения для листа.
На фиг.6a, 6b и 6c показаны графические изображения вида сверху морфологии поверхности для трех образцов AS6a, AS6b и AS6c поверхности прокатанного алюминиевого листа в соответствии с вариантом осуществления настоящего изобретения, при этом прокатанного с использованием рабочего валка, полученного согласно способу в соответствии с вариантом осуществления настоящего изобретения, при 10% обжатии, 20% обжатии и 40% обжатии, соответственно, согласно измерениям с помощью оптической профилометрии. Поверхность рабочего валка, использованного для прокатки этих образцов, была подвергнута пескоструйной обработке с использованием шлифовального зерна из оксида алюминия, за которой последовала дробеструйная обработка стеклянной дробью, как описано выше в отношении фиг.4a и 4b. Фиг.6d, 6e и 6f являются графическими изображениями перспектив поверхностей, показанных на фиг.6a, 6b и 6c, соответственно, согласно измерениям с помощью оптической профилометрии.
Фиг.7a и 7b представляют собой фотоснимки рабочих валков, поверхность которых была обработана в соответствии с вариантом осуществления настоящего изобретения. Фиг.7c и 7d являются увеличенными фотоснимками фрагментов фиг.7a и 7b, соответственно. Валок, показанный на фиг.7a и 7c, подвергли дробеструйной обработке с использованием стальных подшипниковых шариков сорта 1000 с диаметром 1,6 мм. Валок был подвергнут дробеструйной обработке при таких условиях, которые способствовали получению 100% покрытия поверхности S7a валка ямками/углублениями. Валок, показанный на фиг.7b и 7d, был подвергнут дробеструйной обработке с использованием стальных подшипниковых шариков сорта 1000 с диаметром 2,36 мм. Валок был подвергнут дробеструйной обработке при таких условиях, которые способствовали получению 50% покрытия поверхности S7b валка ямками.
В соответствии с вариантом осуществления настоящего изобретения лист может быть получен с использованием стандартного режима прокатного производства при исключении необходимости осуществлять тиснение или использовать дрессировочный пропуск на прокатном стане. Конечные текстуры поверхности рабочего валка не изнашиваются с такой скоростью, как у поверхности, полученной путем обработки согласно способу EDT, и обычной отшлифованной поверхности валка. В результате срок службы валка в 5-6 раз превышает срок службы обычных валков. На прокатном стане с приводным рабочим валком производство не ограничено производственными схемами «от широких к узким», так как текстура не способствует образованию кольцевых дефектов в результате износа. Как отмечалось выше, получение листа с использованием рабочего валка, поверхность которого подвергли дробеструйной обработке, например, с использованием подшипниковых шариков, приводит к образованию меньшего количества частиц износа, чем в случае поверхности, обработанной согласно способу EDT, или обычной отшлифованной поверхности, что приводит к большей чистоте смазки и листа в процессе прокатки. Конечный лист обладает изотропией во внешнем виде.
На фиг.8 показан зависящий от направления коэффициент трения в процессе формования различных поверхностей при осуществлении формования в продольном (L) и поперечном (T) направлениях. Что касается образца 6022-T43, подвергнутая дробеструйной обработке поверхность демонстрирует снижение трения в среднем и меньшее изменение трения в зависимости от направления формования. Изотропия в отношении фрикционного взаимодействия с формующими инструментами, такими как используемые при вытяжке и вытяжке с утонением, может обозначать улучшение качества формования, например, получение более равномерной деформации при вытяжке и расширенных пределов деформации при вытяжке.
В соответствии с настоящим изобретением требования к исходному виду обработанной поверхности рабочего валка перед дробеструйной обработкой, например, с использованием подшипниковых шариков, зависят от требований к конечному внешнему виду листа, например, с высокой степенью зеркальности или небольшой степенью зеркальности. Исходная шероховатость предпочтительно должна составлять <1 микродюйма, если требуется изотропная поверхность с высокой степенью зеркальности. Если требуется поверхность с меньшей степенью зеркальности, исходные следы шлифования на рабочем валке могут представлять собой любые желаемые следы шлифования с глубиной до 50 микродюймов. Требуемая степень предварительного шлифования влияет на конечную стоимость всего процесса, поскольку получение внешнего вида обработанной поверхности с шероховатостью <1 микродюйма, как правило, является более затратным. Требования к исходному внешнему виду обработанной поверхности рабочего валка перед дробеструйной обработкой с использованием стеклянной дроби или другого средства для получения диффузной поверхности предпочтительно заключаются в наличии шероховатости <15 микродюймов, или такой шероховатости, при которой следы шлифования на валке не наблюдаются после дробеструйной обработки рабочего валка. Удаление исходных следов шлифования на валке в процессе дробеструйной обработки с использованием стеклянной дроби будет зависеть от параметров осуществления дробеструйной обработки, выбранных для получения диффузного внешнего вида обработанной поверхности. Настоящее изобретение дополнительно проиллюстрировано следующими примерами.
Пример 1
На фиг.3a-d, 7a и 7c показаны изображения приводимых в качестве примеров поверхностей S3, S7a рабочего валка, полученных в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения. Чтобы создать показанную поверхность, исходную топографию валка создают с применением обычного способа шлифования (предварительного шлифования) с получением шероховатости приблизительно <5 микродюймов. На поверхности валка получают серию ямок с диаметром в диапазоне от 200 до 300 мкм путем дробеструйной обработки с использованием стальных шариков сорта 1000 с диаметром 1,6 мм и твердостью по Роквеллу ≥60. Шарики проталкиваются к поверхности валка, имеющей твердость по Роквеллу приблизительно от 58 до 62, со скоростью, вызывающей образование ямок с диаметром от приблизительно 200 мкм до 400 мкм и глубиной ямки от приблизительно 0,5 мкм до приблизительно 4 мкм. На диаметр и глубину ямок влияют условия обработки (скорость шарика), при этом они зависят от исходной твердости рабочего валка. В данном примере приблизительно 100% площади поверхности покрыто ямками согласно оценке при визуальном осмотре, но покрытие может изменяться в диапазоне от приблизительно 10% до приблизительно 250%, в зависимости от желаемого внешнего вида обработанной поверхности. Покрытие от 60% до 100% обеспечивает поверхность рабочего валка, которая позволяет получать алюминиевый лист с требуемыми оптическими и механическими свойствами. Измеренный % покрытия может меняться в зависимости от способа измерения. Оптические способы, как правило, дают завышенную оценку покрытия по сравнению с физическим способом измерения на основе топографических изображений.
В соответствии с другим вариантом осуществления скорость шариков может регулироваться таким образом, чтобы получать углубления, имеющие диаметр от 150 мкм до 400 мкм и глубину относительно вершины периферийного выступа в диапазоне 6±2 мкм.
Ощутимые преимущества при использовании таких валков для черновой прокатки включают: исключение проходов (1 проход исключается при холодной прокатке, 3 прохода исключаются при горячей прокатке); возможность осуществлять прокатку от узких полос к широким; увеличенный срок службы валка; образование меньшего слоя налипшего на валок металла при горячей прокатке благодаря пониженному переносу материала; и пониженное образование частиц износа при холодной прокатке.
Пример 2
В соответствии с другим приведенным в качестве примера вариантом осуществления настоящего изобретения, рабочий валок с диффузной поверхностью может быть получен путем дробеструйной обработки рабочего валка, который предварительно был отшлифован с получением шероховатости <5 микродюймов. Средство может представлять собой стеклянную дробь, другие виды "керамической" дроби сорта от А до AH, которые соответствуют размерам от 20-30 меш до 170-325 меш, или другие твердые абразивные частицы, такие как оксид алюминия (размеры шлифовального зерна от 12 до 400). Для получения идентичного показанному на фиг.4a и 4b внешнего вида обработанной поверхности может потребоваться последовательное использование комбинации из стеклянной дроби, керамической дроби и средства из оксида алюминия. Например, поверхность валка сначала обрабатывается оксидом алюминия в виде смеси шлифовальных зерен различного размера (шлифовальные зерна 120 и 180 в соотношении 2:3) при использовании сопла с рабочим отверстием 5/16 дюйма и давления 65 футов на кв. дюйм при скорости перемещения вдоль валка 1,5 дюйма в минуту, затем стеклянной дробью сорта AC (60-120 меш) при 100 футах на кв.дюйм с использованием сопла с рабочим отверстием 3/8 дюйма и скоростью перемещения вдоль валка 1,5 дюйма в минуту. Удаленность регулировали исходя из длин струи сопла для конкретной системы дробеструйной обработки. Выбор сопел, давлений и скоростей перемещения вдоль валка будет зависеть от устройства, используемого для осуществления дробеструйной обработки. Относительная площадь покрытия может иметь значение в диапазоне от 10% до 250% в зависимости от желаемого внешнего вида обработанной поверхности.
Рабочий валок, поверхность которого обработали в соответствии с вышеуказанными параметрами, можно эксплуатировать при степени обжатия в диапазоне от 10 до 60% (в отличие от валков, обработанных согласно способу EDT, которые, как правило, эксплуатируют при степени обжатия от приблизительно 8% до 10%). Более высокая степень обжатия может использоваться для исключения одного или нескольких обжимных проходов, которые могли бы требоваться в другом случае для получения желаемой толщины и внешнего вида поверхности. Конечный лист обладает изотропией во внешнем виде и изотропией в отношении функциональных характеристик.
На фиг.9 показана схема способа разработки текстуры поверхности в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения. На первой стадии (I) (не показана) прогнозируются топологии поверхностей, которые получаются при использовании ряда условий дробеструйной обработки и типов средства. В отношении поверхности рабочего валка, которую подвергают дробеструйной обработке, можно выбрать размер средства, состав и условия процесса дробеструйной обработки, такие как скорость и % покрытия, чтобы регулировать желаемую конечную текстуру валка, которая затем передается прокату. Взаимосвязи между этими параметрами (размер средства, состав и условия процесса дробеструйной обработки) и полученными результатами обработки поверхности могут записываться и использоваться в качестве основания для прогнозного компьютерного моделирования на стадии I для любого заданного набора параметров с получением текстуры поверхности валка.
На следующей стадии (II) (показана на фиг.9) прогнозируются светорассеяние и внешний вид для заданного набора реальных или гипотетических топографий поверхности. Как показано на фиг.9, моделирование может включать выбор "целевой" поверхности, которая имеет определенные оптические свойства, такие как прогнозируемое светорассеяние, например, для получения заданной степени яркости. Способ создания алюминиевого листа, имеющего желаемые оптические свойства, может затем осуществляться посредством следующих стадий:
(A) накопление массива данных, в котором сопоставляется множество заданных профилей поверхности с соответствующими оптическими свойствами каждого профиля поверхности, включая светорассеяние, линейные размеры и параметры обработки поверхности, используемые для получения каждой из множества поверхностей; (B) неявное задание гипотетической поверхности путем задания определенных целевых оптических свойств; (C) моделирование гипотетической поверхности путем поиска и выбора данных, имеющих отношение к по меньшей мере одному профилю поверхности с наиболее близкими к целевым оптическим свойствам измеренными или спрогнозированными оптическими свойствами; (D) сравнение целевых оптических свойств с оптическими свойствами по меньшей мере одного профиля поверхности; (E) в том случае, когда сравнение на стадии (D) не указывает на идентичность, следующим шагом осуществляют поиск и выбор в массиве данных других данных, имеющих отношение к другому профилю поверхности, который имеет измеренные или спрогнозированные оптические свойства, которые являются близкими к целевым свойства, но расходятся с целевыми свойствами в противоположном отношении касательно того, как оптические свойства по меньшей мере одного заданного профиля поверхности отличаются от целевых свойств; (F) берут оптические свойства по меньшей мере одного профиля поверхности и другого профиля поверхности пропорционально величине их соответствующих отклонений от целевых свойств, чтобы прийти к скорректированным оптическим свойствам скорректированной гипотетической поверхности, и записывают вклады по меньшей мере одного профиля поверхности и другого профиля поверхности в сложенную пробную комбинацию; (G) сравнивают оптические свойства скорректированной смоделированной поверхности с целевыми оптическими свойствами, чтобы убедиться в уменьшении различий между ними; и затем повторяют стадии (E)-(G), пока не будет замечена незначительность улучшения или его отсутствие, вследствие чего определяется лучшая смоделированная поверхность по отношению к целевой.
Следует обратить внимание на то, что стадии с (C) по (G) можно выполнять как описано или можно заменить алгоритмом нелинейной оптимизации методом наименьших квадратов для автоматизации процесса. Для осуществления способа объединяют стадии моделирования (I) и (II). А именно путем: (1) уточнения параметров обработки поверхности, используемых для получения каждой из множества поверхностей путем комбинирования этих параметров пропорционально вкладу оптических свойств каждого из профилей поверхности, сложенных в наилучшую гипотетическую поверхность, определяя таким образом наилучшие параметры обработки поверхности; (2) проведения обработки поверхности валка в соответствии с наилучшими параметрами обработки поверхности; и (3) прокатки алюминиевого листа с использованием валка, поверхность которого обработали на стадии (I). Как можно видеть после получения смоделированного решения, соответствующие ему параметры дробеструйной обработки можно реализовывать при обработке поверхности рабочего валка. Фактические результаты реализации можно сохранить в базе данных вместе с параметрами способа, которые обусловили расширение возможностей моделирования за счет этих результатов.
На фиг.10 показано альтернативное устройство 110 для обработки поверхности рабочих валков 114a, 114b в соответствии с другим вариантом осуществления настоящего изобретения. В процессе осуществления способа обработки поверхности, который будет описан ниже, рабочие валки 114a, 114b устанавливаются параллельно и способны вращаться относительно друг друга, при этом они закрепляются концами в подходящих подшипниках (не показаны), таких как 16, 18 на фиг.2, и приводятся в движение мотором или моторами (не показаны), такими как мотор 20, показанный на фиг.2. Сопло 122 для подачи средства, также как сопло 22 на фиг.2, может удерживаться на раме для перемещения или размещения сопла 122 вдоль валков 114a, 114b вблизи того места, где они сходятся, которое можно назвать зазором N. Сопло 122 может подавать средство, например, подшипниковые шарики 132, в область зазора N таким образом, что, когда валки 114a, 114b вращаются в направлениях, показанных стрелками, шарики 132 будут проходить между валками. В отличие от сопла 22, сопло 122 не должно проталкивать шарики 132 под давлением для достижения ими высокой скорости, а может просто подавать шарики 132 контролируемым способом. Если пространство между валками 114a, 114b меньше диаметра шариков 132, то достигается состояние механического воздействия, когда они проходят в зазор N. Учитывая, что шарики 132 имеют сопоставимую или бóльшую твердость, чем поверхность валков 114a, 114b, и являются достаточно упругими, при этом обладают достаточной прочностью на сжатие, чтобы пройти через зазор N не разламываясь, они вызовут образование кратеров на поверхности валков 114a, 114b по мере их прохождения через зазор N. Кратеры на поверхности валков 114a, 114b образуются от давления, а не от силы удара шариков, выпущенных в поверхность с высокой скоростью. После прохождения через зазор N, шарики 132 могут быть собраны в желобе или бункере 138 для повторного использования. Валки 114a, 114b могут быть настраиваемыми, чтобы иметь возможность перемещать их ближе друг к другу или дальше друг от друга, сужая или расширяя зазор N, чтобы подстраиваться под шарики 132 разного размера и/или регулировать глубину кратеров, которые образуются на валках 114a, 114b.
На фиг.11 показано устройство, аналогичное показанному на фиг.10, имеющее другой тип механизма подачи шариков, то есть продолговатый бункер/воронку 230, который способен содержать и подавать запас шариков 232 таким образом, что область между зазором N и бункером/воронкой 230 всегда полностью была заполнена шариками 232. А именно, шарики 232 при прохождении через зазор выполняют функцию линейной преграды, вызывающей образование пробки из шариков, проваливающихся через воронку бункера 230, и препятствуют выпадению большего количества шариков. Воронка/бункер 230 может плотно прилегать к обычно V-образной области над зазором N, ограничиваемой валками 214a, 214b, таким образом, чтобы шарики 232 не могли пройти между валками 214a, 214b и воронкой/бункером 230. По мере того как шарики 232 проходят через зазор N, для их замены из бункера/воронки 230 вытекает дополнительное количество шариков. Использованные шарики 232 собираются в желобе 238 и снова подаются через линии 240a, 240c и рециркуляционное устройство 240b. Перегородка 242 на каждом конце валков 214a, 214b (показана только одна) может использоваться для предотвращения перетекания шариков 232 через концы валков 214a, 214b, удерживая шарики 232 в V-образной области.
На фиг.12 и 13 показано средство в форме листа 344 для обработки поверхности рабочего валка в соответствии с другим вариантом осуществления настоящего изобретения. Средство в форме листа 344 может иметь соединительную часть 344a, например, изготовленную из эластомера, в которую включено средство для обработки поверхности, например, сферическое оставляющее углубления средство 332, такое как подшипниковые шарики. В соответствии с другим вариантом соединительная часть 344a может быть сделана из листа бумаги или полимера, к которому с помощью клея приклеено средство для обработки поверхности. Средство в форме листа 344 может использоваться устройством для обработки поверхности 110, 210, таким как показанные на фиг.10 и 11, а именно путем пропускания через зазор N средства в форме листа 344 вместо свободных шариков 132, 232. Если соединительная часть 344a является достаточно эластичной и плотно удерживает шарики 332, то можно получить непрерывный контур на основе средства в форме листа 344, что позволяет ему проходить между валками 214a, 214b, двигаясь по кругу до получения желаемой степени покрытия кратерами. Как показано на фиг.12, шарики 332 могут быть распределены по средству в форме листа 344 любым желаемым образом, например, в виде полного, равномерно распределенного покрытия всего средства в форме листа 344, более рассеянной структуры или случайного распределения.
На фиг.14 схематически показана поверхность подложки 446, например, стеклянной, которая покрыта слоем фоторезиста или фотополимера 448. Источник 452 излучения, такого как ультрафиолетовый свет, электронный пучок или лазер, испускает излучение R1. В случае света необязательный распределитель 450 излучения, такой как фотошаблон или набор линз, распределяет излучение R1 с получением распределенного множества излучений R2, которое падает на слой фоторезиста 448, образуя волнистую структуру 448a из большего или меньшего воздействия света. После проявления фоторезиста может быть создана поверхность, имеющая желаемую текстуру с плавным контуром. В соответствии с другим вариантом слой фоторезиста можно подвергать воздействию/придавать форму с помощью лазерного сканирующего устройства или электронно-лучевого сканирующего устройства для создания желаемой структуры воздействия и конечного профиля поверхности после проявки.
Как описано в патенте США № 7094502, выданном на имя Schaefer и др., права на который принадлежат заявителю настоящего изобретения и который полностью включен в данный документ в качестве ссылки, прокладка 453 может быть получена исходя из профиля поверхности проявленного слоя фоторезиста 448. Как описано далее в 7094502, прокладка 453 может быть упрочнена посредством различных способов металлизации и нанесения покрытия, чтобы обеспечить возможность ее вдавливания в поверхность металлического валка для обеспечения передачи текстуры ее поверхности на поверхность валка и затем впоследствии на поверхность продукта. В соответствии с одним из аспектов настоящего изобретения прокладка 453 с плавным волнистым профилем поверхности может использоваться для придания этой текстуры рабочему валку, такому как валок 114a и/или 114b. Например, прокладку 453 с такими свойствами можно использовать в качестве средства в форме листа 344 при пропускании прокладки 453 между валками 214a, 214b устройства 210, показанного на фиг.11. Чтобы обработать поверхности обоих валков 214a, 214b одновременно, можно использовать две расположенные вплотную друг к другу прокладки 453, или прокладку 453 с двумя текстурированными поверхностями. В качестве другого варианта текстурированная прокладка 453 может прикрепляться к поверхности рабочего валка, например, 214a путем сцепления ее с валком с помощью клеящих веществ, пайки или сварки и затем использоваться для прокатки алюминиевого листа.
На фиг.15 схематически показано ультразвуковое устройство 510 дробеструйной обработки, предназначенное для обработки поверхности рабочего валка 514 в соответствии с другим вариантом осуществления настоящего изобретения. Ультразвуковые устройства дробеструйной обработки являются коммерчески доступными, например, у Sonats SA, г. Нант, Каркефу, Франция. В соответствии с настоящим изобретением такие устройства дробеструйной обработки могут применяться с целью обработки поверхности рабочих валков, предназначенных для прокатки алюминиевого листа, то есть если скорость, плотность, размер, упругость и прочность на сжатие шариков такие, что достигается подходящая глубина кратеров на поверхности обработанного валка при отсутствии дробления/разрушения средства для дробеструйной обработки.
На фиг.16 показано устройство 610 для обработки поверхности рабочего валка 614 в соответствии с другим вариантом осуществления настоящего изобретения. На накатной головке 662 закреплен накатник 664, имеющий текстурированную поверхность 664a. Накатник 664 может вращаться на оси 664b и вдавливается в поверхность рабочего валка 614 под воздействием значительной силы F. Так как область соприкосновения накатника 664 и рабочего валка 614 является очень небольшой, сила F сосредотачивается на небольшой площади, обеспечивая передачу текстуры поверхности 664a на валок 614, как показано с помощью области 614a. Рама 624 может использоваться, чтобы позволить накатной головке 662 перемещаться вдоль рабочего валка 614, чтобы передать желаемую текстуру всей поверхности валка 614. Рабочий валок 614 может вращаться электромотором, вызывая вращение накатника 664 в то время, как он текстурирует рабочий валок 614. Аспект настоящего изобретения заключается в обеспечении того, что конечная поверхность 614a (или конечные поверхности рабочего валка, обработанные устройством, описанным со ссылкой на фиг.10-15) будет иметь структуру, соответствующую описанной выше эффективной текстуре, например, той, которая получена путем дробеструйной обработкой с использованием подшипниковых шариков, например, описанной выше со ссылкой на фиг.3a-3d. Текстурирование рабочего валка 614 с использованием устройства 610 может требовать более одного продольного прохождения накатной головки 662 в зависимости от плотности текстуры поверхности для поверхности 664a (количество неровностей на единицу площади) и желаемого % покрытия.
На фиг.17 показана поверхность алюминиевого листа М с шероховатостью поверхности, полученной с использованием валка, поверхность которого обработали путем шлифования. Следует обратить внимание на то, что ось X выражена в мм, а оси Y и Z в мкм. Отшлифованные валки передают листу текстуру, состоящую из множества удлиненных, параллельных бороздок. Поверхность листа М является шероховатой во всех направлениях, при этом шероховатость меняется в зависимости от направления, что приводит к росту фрикционной анизотропии при взаимодействии листа с другим объектом или объектами. Как правило, шероховатость Ra валка, которая передается обычному прокатываемому листу, может иметь значение в диапазоне от приблизительно 0,5 до 1 мкм. Аспект настоящего изобретения заключается в выявлении того, что шероховатость и анизотропия обычного листа, прокатанного с использованием отшлифованных рабочих валков, оказывают влияние на функциональные характеристики листа при использовании в некоторых областях применения. Также в том, что лист, изготовленный в соответствии с настоящим изобретением, например, изготовленный с использованием валка, который подвергли дробеструйной обработке подшипниковыми шариками как описано выше, может использоваться с получением больших преимуществ относительно обычного листа в некоторых областях применения. Например, когда лист используется в конструкции для хранения и/или направления потока материалов, таких как зерно, сахар, мука или другого тонко измельченного материала, то лист, полученный в соответствии с настоящим изобретением, может снизить фрикционное взаимодействие с материалом и уменьшить изменение трения в зависимости от направления, что приводит к улучшенному потоку и большей гибкости при разработке конструкций для манипулирования материалом.
На фиг.18 показана емкость для хранения 705, такая как бак или бункер для содержания зерна, муки, хлебных злаков, порошковых пищевых продуктов, таких как молоко, шоколад, специи, яйца, сахар, кофе, чай или другого текучего, измельченного, твердого материала 707, такого как древесные опилки. Материал 707 заполняет емкость 705 до уровня L1, при этом могут допускаться различные уровни заполнения внутри емкости 705, например, L2, по мере того, как он распределяется из, или заполняет емкость 705. Загрузочная труба 709 показана расположенной вблизи отверстия 711 в верхней части емкости для помещения материала 707 в емкость 705. Емкость 705 может иметь воронкообразную часть 713, которая сходится к выпуску 715. В области выпуска 715 может размещаться устройство регулирования движения материала, такое как задвижка, лопастное колесо, винтовое устройство подачи или пневматическое или вакуумное устройство подачи. В зависимости от материала, хранящегося в емкости 705, могут использоваться различные типы воронок 717, сит 719 и выпускных патрубков 721. Внутренние стенки 723 емкости 705 могут быть сделаны из листового металла, например, стали или алюминия. Аспект настоящего изобретения заключается в выявлении того, что алюминиевый листовой материал, изготовленный согласно раскрытым в данном документе способам, может являться предпочтительным при использовании для изготовления внутренних стенок емкостей 705 для хранения. А именно, низкий коэффициент трения, соответствующий алюминиевому листу, полученному с использованием валков, обработанных согласно описанному в настоящем документе способу, например, со ссылкой на вышеописанный пример 1, может являться благоприятным условием для заполнения и распределения материала, например, муки или сахара из емкости 705. Если в качестве примера взять муку, то когда ее загружают в емкость 705 (которая в данном случае может быть бункером для муки), низкий статический коэффициент трения позволяет муке ссыпаться с внутренних поверхностей, например, 723 и падать в самую нижнюю точку емкости, которая не занята материалом 707. Низкий статический коэффициент трения внутренней поверхности 723 способствует самостоятельному распределению материала 707 в емкости 705. Материал 707, присутствующий в емкости 705, стремится принять самое низкое положение с наименьшей энергией из-за силы тяжести (вес W материала 707), но вес материала 707 также является причиной того, что материал распространяется/расходится в стороны, прикладывая силу FE к внутренней поверхности 723 емкости 705. Когда материал 707 перемещается относительно внутренней поверхности 723, возникает сила трения FF, сопротивляющаяся движению материала 707. Например, если материал 707 распределяется из емкости 705, что приводит к его перемещению с уровня L2 до уровня L1, поверхность материала 707, находящаяся в соприкосновении с внутренней поверхностью 723, будет создавать силу трения FF вдоль области соприкосновения, препятствуя движению материала 707 и его распределению из емкости 705. Сила трения FF является более значительной в воронкообразной части 713, поскольку меньшая составляющая веса W направлена параллельно внутренней поверхности 723, чтобы противостоять силе трения FF. При использовании алюминиевого листового материала согласно настоящему изобретению для создания внутренней поверхности 723, статический коэффициент трения является пониженным относительно листового материала, имеющего обычную поверхность (как на фиг.17), что облегчает заполнение и распределение материала из емкости 705. Статический коэффициент трения для материала зависит от шероховатости материала, которая для обычного листа как правило будет составлять от 0,5 до 1,0 мкм. Сопоставимый листовой материал, полученный с использованием валков, поверхность которых обработали в соответствии с настоящим изобретением, например, путем создания вмятин с использованием подшипниковых шариков, и т.д., как описано выше, будет иметь пониженную шероховатость поверхности и улучшение в отношении статического коэффициента трения от 10 до 30%. Это усовершенствование приводит к возможной ориентации (наклону) направляющей поверхности/поверхности хранилища, находящейся на пути движения материала, такого как мука, приблизительно 40-70 градусов относительно горизонтальной плоскости, например, для воронкообразной части 713.
Уменьшение статического коэффициента трения снижает энергию, образующуюся в результате трения в процессе манипулирования сыпучих материалов, таких как мука, что понижает риск, связанный с взрывом пылевоздушной смеси. Кроме того уменьшение коэффициента трения внутренней поверхности 723 емкости с материалом 707, являясь благоприятным условием для заполнения и распределения, может уменьшить потребность в оборудовании для перемещения материала (лопастные мешалки, вентиляторы, винтовые передачи, и т.д.) и энергии для их питания. Кроме того, повышенная способность обеспечивать ссыпание материала 707 может способствовать чистоте внутренней поверхности 723 и распределению материала в порядке его поступления. В случае муки и других продовольственных материалов 707, передача материала в порядке его поступления препятствует хранению материала в емкости в течение нежелательно длительного периода, вызывающего порчу. Мука будет становиться прогорклой, если она налипает на внутреннюю поверхность 723 емкости 705 и хранится там избыточное количество времени. Внутренняя поверхность 723, которая обеспечивает ссыпание содержащегося материала, позволяет ему падать на дно для более раннего распределения. Кроме того, такое ссыпание может также увеличить время между требуемыми процедурами очистки емкости, которые в случае большой емкости для хранения, такой как бункер для муки, влекут за собой значительный расход и неудобства.
В дополнение к конструкциям для хранения, характерные особенности листового материала с низким статическим коэффициентом трения, изготовленного в соответствии с настоящим изобретение, могут также предпочтительно использоваться для изготовления конструкций для перемещения материала. На фиг.19 показан желоб 805, имеющий сложную винтовую форму и изготовленный из листового металла, например, из алюминиевого сплава, который обрабатывали с использованием валков, описанных в настоящем изобретении. Так как поверхность желоба 805 имеет более низкий статический коэффициент трения, он будет легче пропускать материалы, например, зерно, муку, сахар, другие материалы и т.д., чем желоб аналогичной формы, изготовленный из материала, имеющего более высокий статический коэффициент трения. В результате желоб 805 может использоваться с меньшим наклоном и может быть изготовлен с меньшими размерами, чем аналогичный желоб, изготовленный из листового материала с большим статическим коэффициентом трения. В то время как желоб 805 предполагает перемещение за счет силы тяжести, листовой материал с низким коэффициентом трения также будет способствовать перемещению по нему вдобавок к перемещению, которое вызвано движущим устройством, таким как толкающее устройство, лопастное колесо или другое автоматизированное устройство.
На фиг.20 показана труба или трубопровод 905, имеющий сложную винтовую форму и изготовленный из листового металла, например, из алюминиевого сплава, который обработали с использованием валков, описанных в настоящем изобретении. Так как трубопровод 905 имеет низкий статический коэффициент трения, он будет легче пропускать через себя материалы, чем трубопровод аналогичной формы, изготовленный из материала, имеющего более высокий статический коэффициент трения, таким образом смягчая ограничения при конструировании, наложенные листовым материалом, имеющим более высокий статический коэффициент трения. Конструкция для передачи материала может не иметь сложной формы и может представлять собой наклонную плоскую поверхностью, прямую трубу, или другую простую форму и все еще иметь преимущества наличия более низкого статического коэффициента трения.
На фиг.21 показано испытательное устройство 1003 для испытания статического коэффициента трения μs образца листа 1023 относительно заданного материала 1007, такого как мука. Для простоты иллюстрирования, допускают, что образец материала 1007 имеет вес, исходящий из единственной точки, создающий гравитационную (сила веса) силу FW. FW может быть разложена на силу, перпендикулярную поверхности листа 1023 FN, и силу, параллельную листу 1023 FP, которая противодействует силе трения FF. Сила трения FF связана с перпендикулярно направленной силой FN с помощью статического коэффициента трения как выражено в уравнении FF=μs FN. Когда параллельно направленная сила FP превысит силу трения FF, материал 1007 будет скатываться с наклонной поверхности листа 1023. Как показано с помощью углов A и B, лист 1023 можно размещать под выбранным углом относительно горизонтальной плоскости, чтобы установить угол, под которым будет скользить материал 1007. Как описано в следующих примерах, алюминиевый лист, образованный в соответствии с настоящим изобретением, имеет более низкий статический коэффициент трения, чем обычный листовой материал, и поэтому материал 1007, который помещен на поверхность листа 1023 скользит под меньшими углами относительно горизонтальной плоскости (при меньшем наклоне), чем на аналогичном обычном листовом материале.
Пример 1
Лист сплава алюминия 60 см на 30 см, изготовленный с использованием отшлифованного валка, имеющий шероховатость 0,78 мкм, обладающую обычной анизотропией, и статический коэффициент трения равный 0,88 по отношению к муке при испытании в направлении параллельном направлению текстуры и статический коэффициент трения равный 0,92 при испытании в направлении перпендикулярном направлению текстуры, был помещен на поверхность в горизонтальном положении. Имеющий такие же размеры лист сплава алюминия, изготовленный в соответствии с настоящим изобретением (поверхность которого обработали с помощью валка, который подвергали дробеструйной обработке с использованием подшипниковых шариков в соответствии со способом, описанным выше в примере 1) и имеющий статический коэффициент трения равный 0,72 по отношению к муке при испытании в первом направлении и статический коэффициент трения, равный 0,73 при испытании во втором направлении перпендикулярном к первому направлению, был помещен около первого листа. Чашку муки массой 25 г высыпали на поверхность каждого листа приблизительно в одном и том же месте. Затем листы были наклонены с увеличением углов относительно горизонтальной плоскости. Наблюдали, что мука, расположенная на листе в соответствии с настоящим изобретением, скатывалась по листу под углом 46°. Мука, расположенная на обычном листе, не скатывалась по листу до тех пор, пока угол возвышения не достиг 61°. Обычный лист был размещен при направлении текстуры параллельном движению муки.
Пример 2
Во втором примере как обычный лист из первого примера, так и лист, изготовленный в соответствии с настоящим изобретением, были снова использованы с таким же количеством и типом муки как прежде, но оба листа были переориентированы на 90 градусов относительно их исходного положения (таким образом, что направление текстуры обычного листа было ориентировано в поперечном направлении при наклоне). Эксперимент повторили. Мука скатилась с листа в соответствии с настоящим изобретением, когда лист достиг угла 47°, тогда как мука на обычном листе скатывалась под углом 67°.
Вышеизложенные примеры показали, что алюминиевый листовой материал, изготовленный в соответствии с настоящим изобретением, имеет более низкий статический коэффициент трения, чем обычный листовой материал, а также что коэффициент в меньшей степени зависит от ориентации листа. Кроме того, взаимодействие листа с более низким коэффициентом трения с мукой позволяет муке скользить под менее значительным углом, чем для обычного листа. Это различие в легкости скольжения можно выгодно использовать в конструкциях, используемых для направления, перемещения и хранения материалов, таких как зерно, мука, сахар, соль, порошковые или гранулированные химические продукты, такие как бикарбонат натрия, древесные опилки или любые другие похожие материалы. Пониженное фрикционное взаимодействие может использоваться для увеличения объемного расхода материалов через желобы, трубы, воронки, трубопроводы и другие полые конструкции, таким образом, ускоряя перенос материала, устраняя или снижая энергетические потребности машинного оборудования, такого как вентиляторы и лопастные колеса, для перемещения таких материалов вперед, уменьшая сложность устройства для манипулирования материала, затраты на изготовление и обслуживание, а также потребление энергии. Увеличенные скорости передачи материала снижают время и затраты на осуществление передачи. Например, что касается заполнения бункера зерном, мукой или сахаром из грузовика, увеличенная на 10% скорость передачи приведет к снижению на 10% времени, необходимого для транспортного средства, бригады рабочих, кладовщиков и т.д., при этом каждый из этих пунктов означает существенное снижение затрат. Увеличенная скорость передачи и пониженное трение также позволяют более эффективно заполнять емкости, такие как бункер, поскольку такие зернистые материалы как мука, или зерно могут легче скользить вдоль внутренних поверхностей бункера по мере помещения в него дополнительного материала. Такое скольжение помогает размещению добавленного материала, позволяя ему распределяться, а не концентрироваться в определенных областях, например, под загрузочным трубопроводом, что иначе привело бы к наличию областей с низкой плотностью упаковки и высокой плотностью упаковки материала. Пониженное фрикционное взаимодействие между материалами и перемещающими и содержащими в себе материалы конструкциями также приводит к большей свободе при разработке таких конструкций, например, снижая наклоны, необходимые для поддержания протекания заданного материала через конструкцию для манипулирования материала. То же самое можно сказать относительно изотропной природы коэффициента трения листового материала, полученного в соответствии с настоящим изобретением, поскольку изотропия в отношении свойств позволяет изготавливать конструкции для манипулирования материала, не задаваясь вопросом об ориентации текстуры листового материала. Помимо обеспечения пониженного фрикционного взаимодействия безотносительно к направлению текстуры, изотропия в отношении свойств также позволяет легче предсказывать движение материала. Например, траекторию движения материала можно установить на основе геометрии, а также статических и динамических сил, независимых от направления текстуры листового материала, использованного для изготовления конструкции.
Следует понимать, что варианты осуществления, описанные в данном документе, просто приведены в качестве примеров и что специалист в данной области может осуществить множество изменений и модификаций, без отступления от сущности и объема заявленного объекта изобретения. Например, в некоторой части вышеприведенного изобретения указано, что диапазон значений шероховатости (шлифование валка), который, как правило, применяется в отношении прокатки алюминия, охватывающей применение горячей и холодной прокатки, составляет от <1 микродюйма до 50 микродюймов и что стандартная твердость по Роквеллу рабочего валка для работы с Al составляет от 50 до 70. Несмотря на это способы и устройство согласно настоящему изобретению можно применять в отношении любой обработанной поверхности с шероховатостью выше 50 микродюймов и любой твердости валка для достижения аналогичных результатов путем подбора средства для дробеструйной обработки и регулирования параметров дробеструйной обработки, таких как давление и продолжительность обработки, для влияния на % покрытия. Все подобные изменения и модификации должны быть включены в объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОКАТКИ МЕТАЛЛА | 2015 |
|
RU2693246C2 |
| ТЕКСТУРИРОВАНИЕ ПОВЕРХНОСТИ ДЕФОРМИРУЮЩЕГО ИНСТРУМЕНТА | 2015 |
|
RU2677814C2 |
| ТЕКСТУРИРОВАННЫЙ РАБОЧИЙ ВАЛОК ДЛЯ МЕТАЛЛИЧЕСКОЙ ОСНОВЫ | 2016 |
|
RU2705831C1 |
| МЯСНЫЕ ЭМУЛЬСИОННЫЕ ПРОДУКТЫ И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2007 |
|
RU2455831C2 |
| ТИСНЕНИЕ ЛИСТА, ПОДВЕРГНУТОГО ЭЛЕКТРОРАЗРЯДНОМУ ТЕКСТУРИРОВАНИЮ | 2016 |
|
RU2696996C1 |
| СПОСОБ УКРЕПЛЕНИЯ СУЩЕСТВУЮЩЕЙ МЕТАЛЛИЧЕСКОЙ КОНСТРУКЦИИ | 2001 |
|
RU2307043C2 |
| НЕПРЕРЫВНОЕ ЛИТЬЕ ПОЛОСЫ СВИНЦОВОГО СПЛАВА ДЛЯ ЭЛЕКТРОДОВ АККУМУЛЯТОРНЫХ БАТАРЕЙ ПОВЫШЕННОЙ МОЩНОСТИ | 2010 |
|
RU2533964C2 |
| МИКРОТЕКСТУРИРОВАННЫЕ ПОВЕРХНОСТИ, ПОЛУЧЕННЫЕ ПОСРЕДСТВОМ ПРОКАТКИ НИЗКОГО ДАВЛЕНИЯ | 2018 |
|
RU2746514C1 |
| МЯГКОЕ И ДОЛГОВЕЧНОЕ НЕТКАНОЕ ПОЛОТНО | 2014 |
|
RU2689784C2 |
| СПОСОБ УКРЕПЛЕНИЯ СУЩЕСТВУЮЩЕЙ МЕТАЛЛИЧЕСКОЙ КОНСТРУКЦИИ, СПОСОБ УКРЕПЛЕНИЯ ТРУБ И СПОСОБ ПРИСОЕДИНЕНИЯ ОТВЕТВЛЕНИЙ К ТРУБОПРОВОДАМ | 2007 |
|
RU2433936C2 |
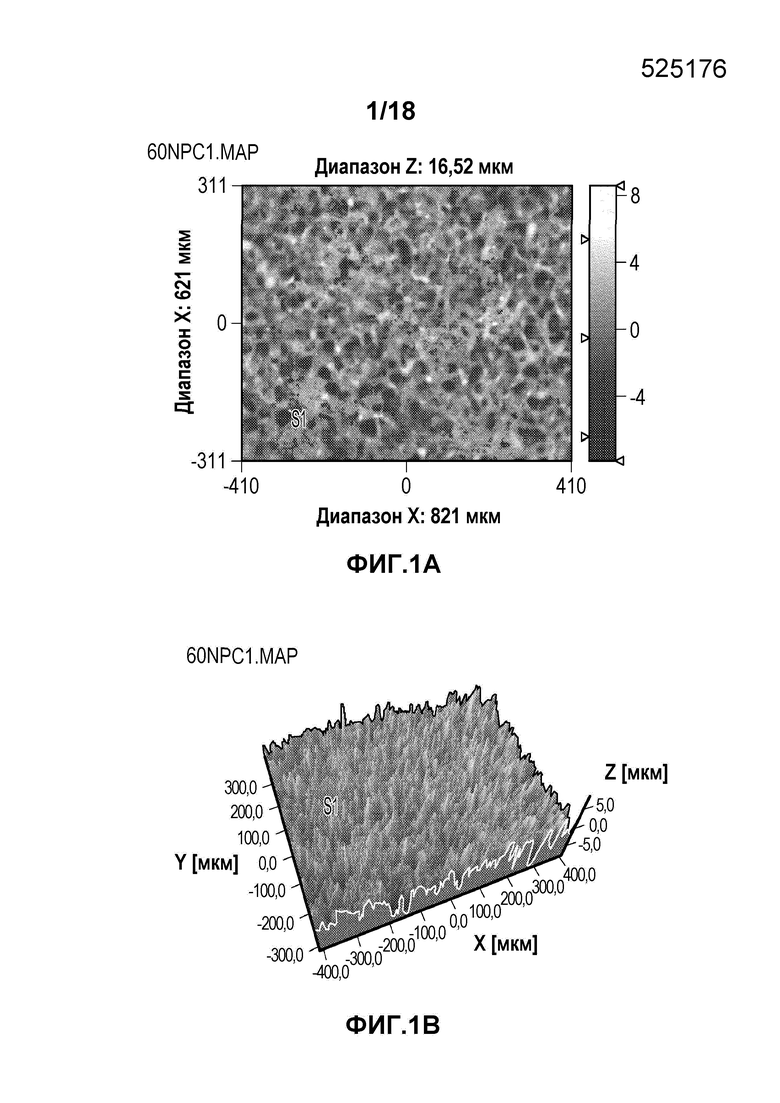
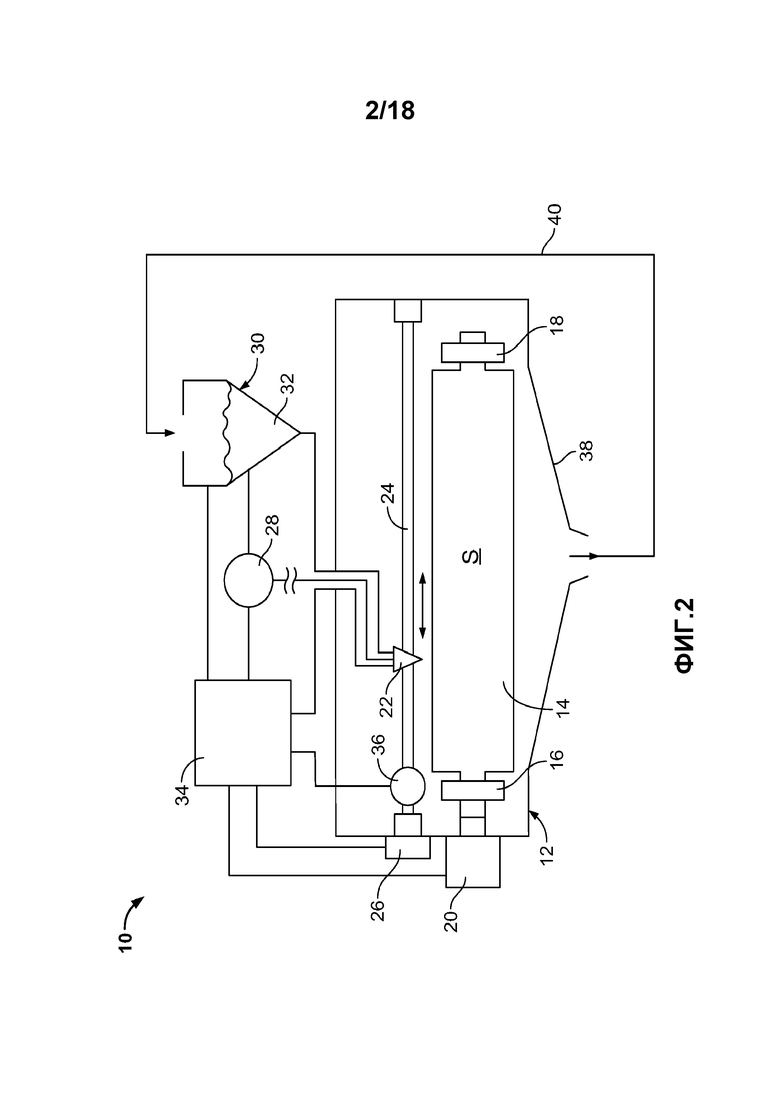
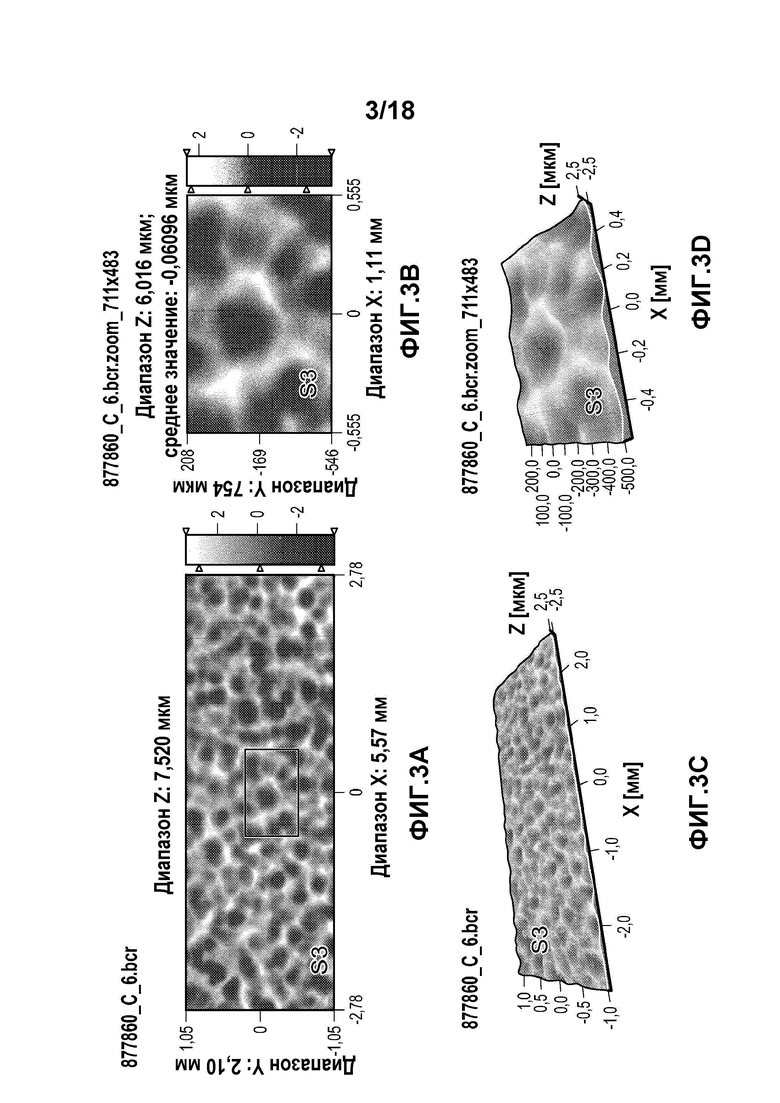
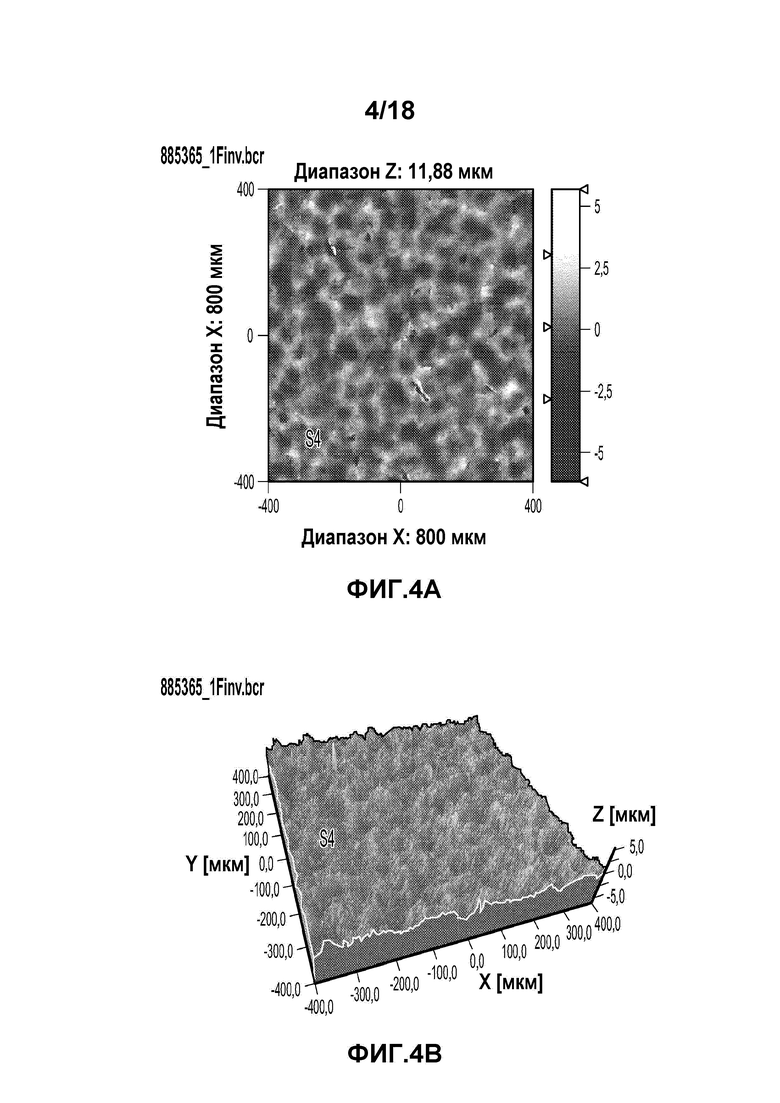
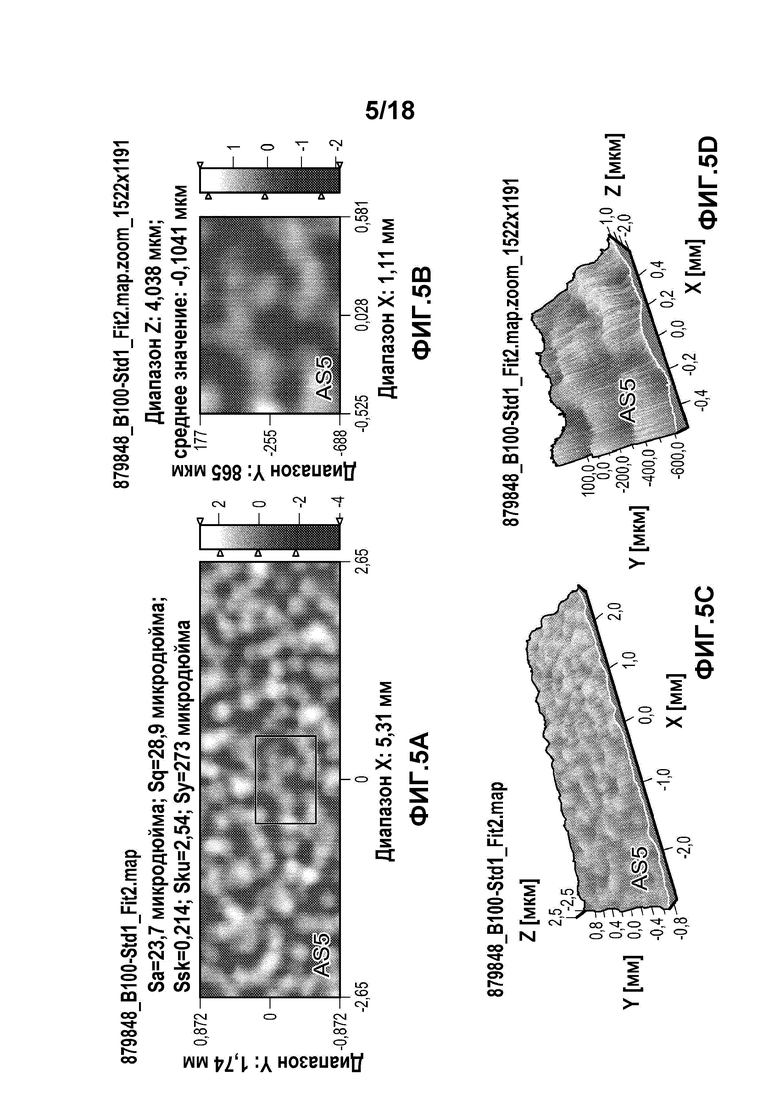
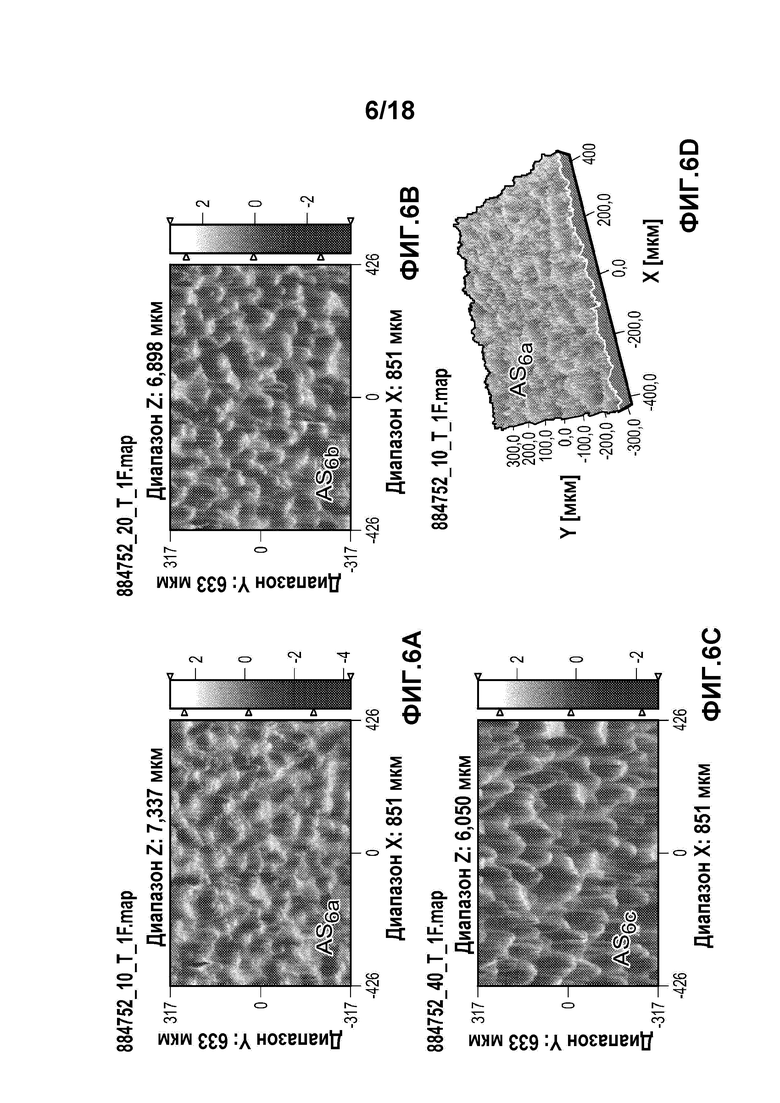
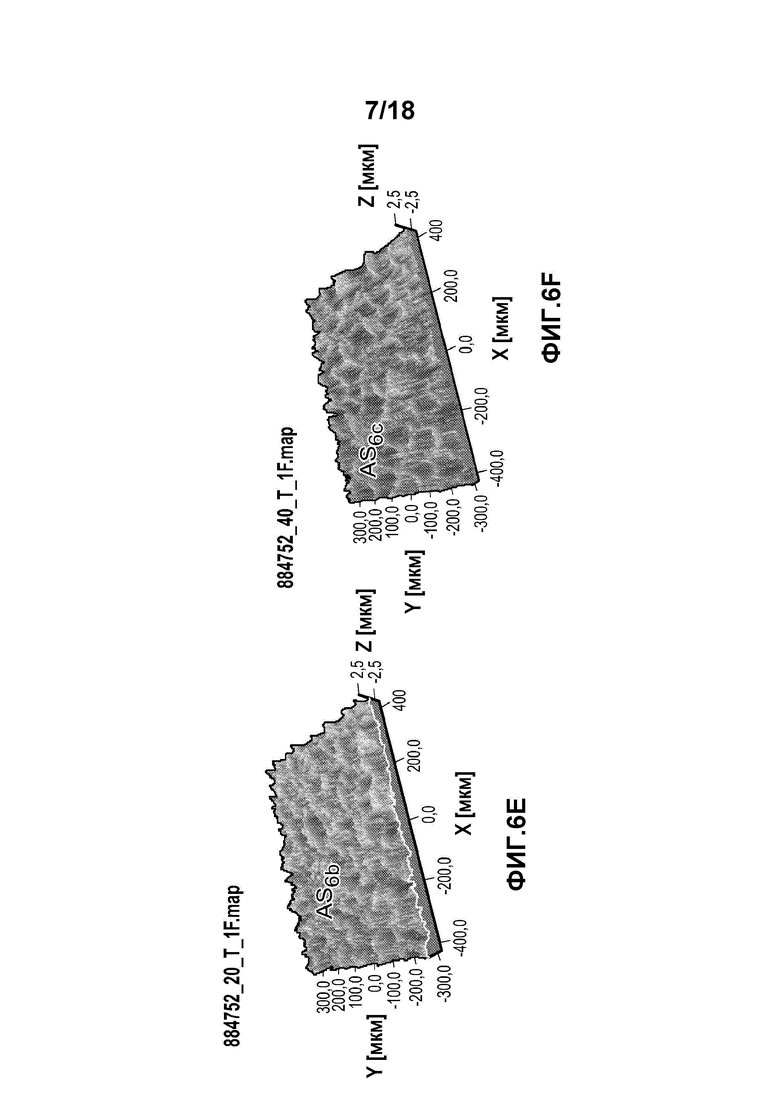
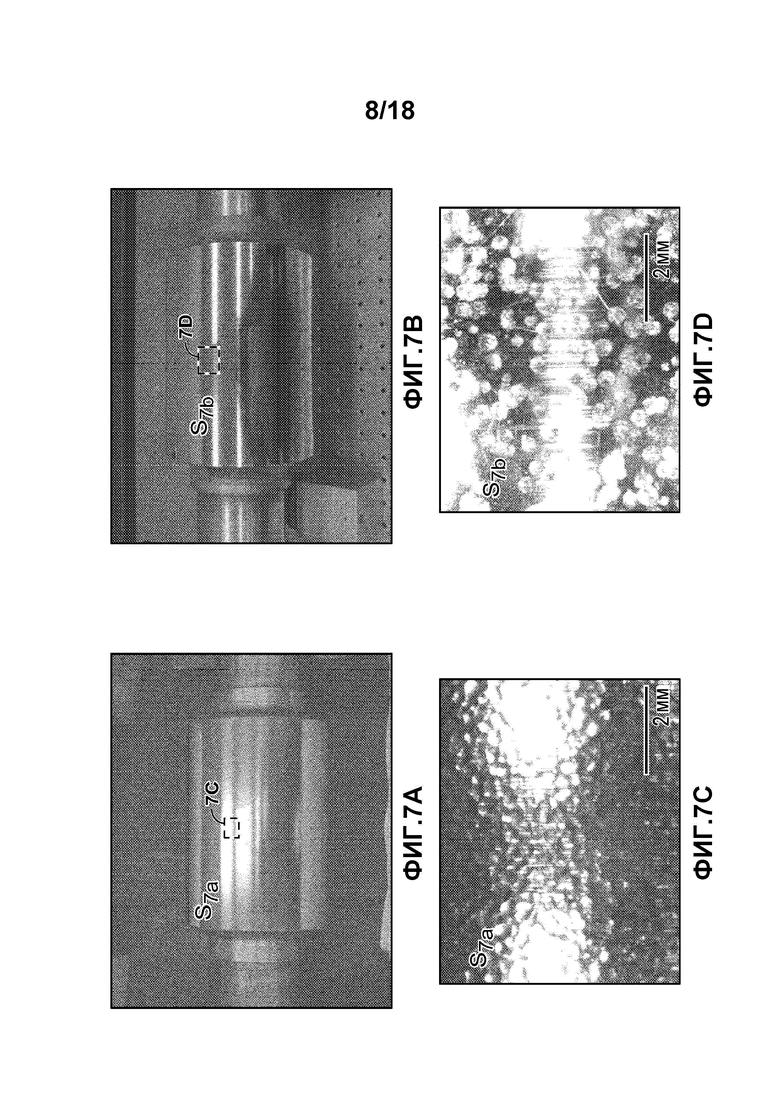
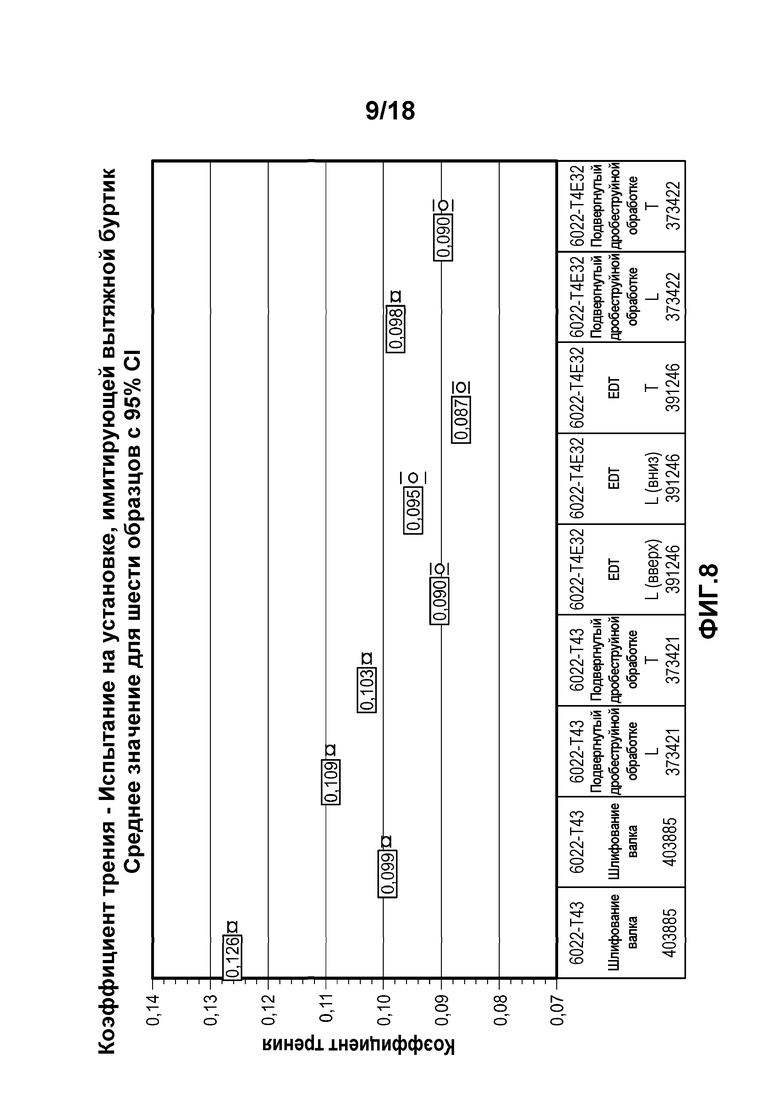
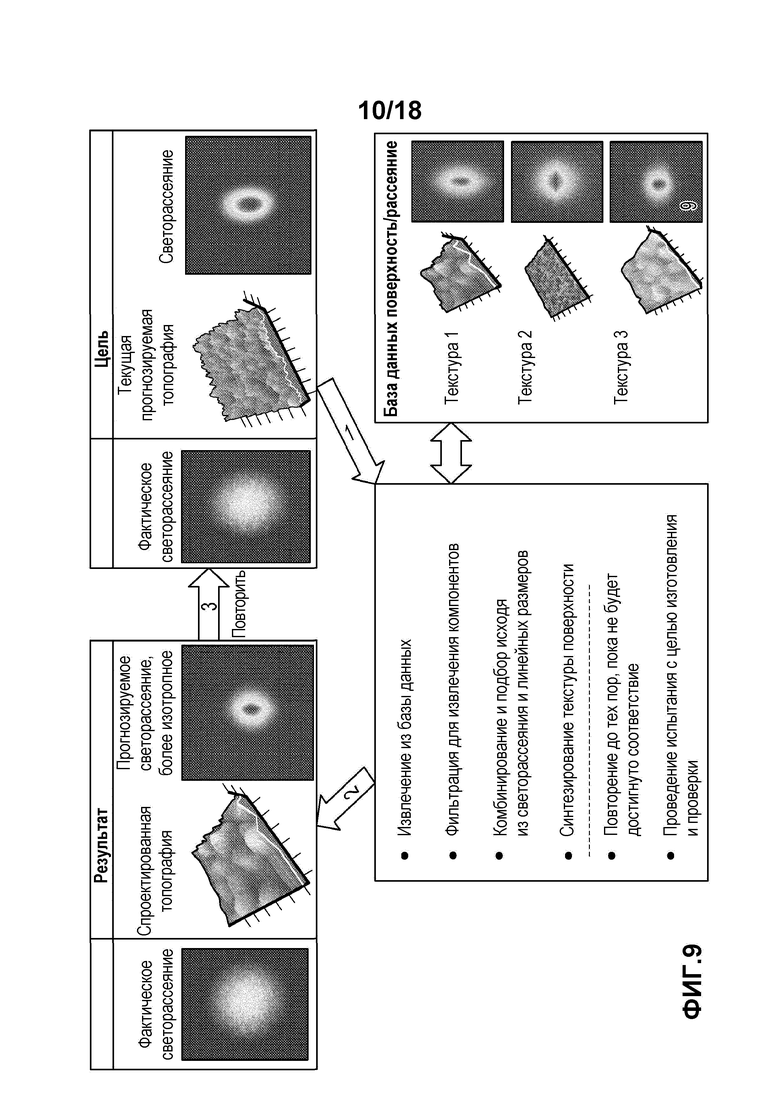
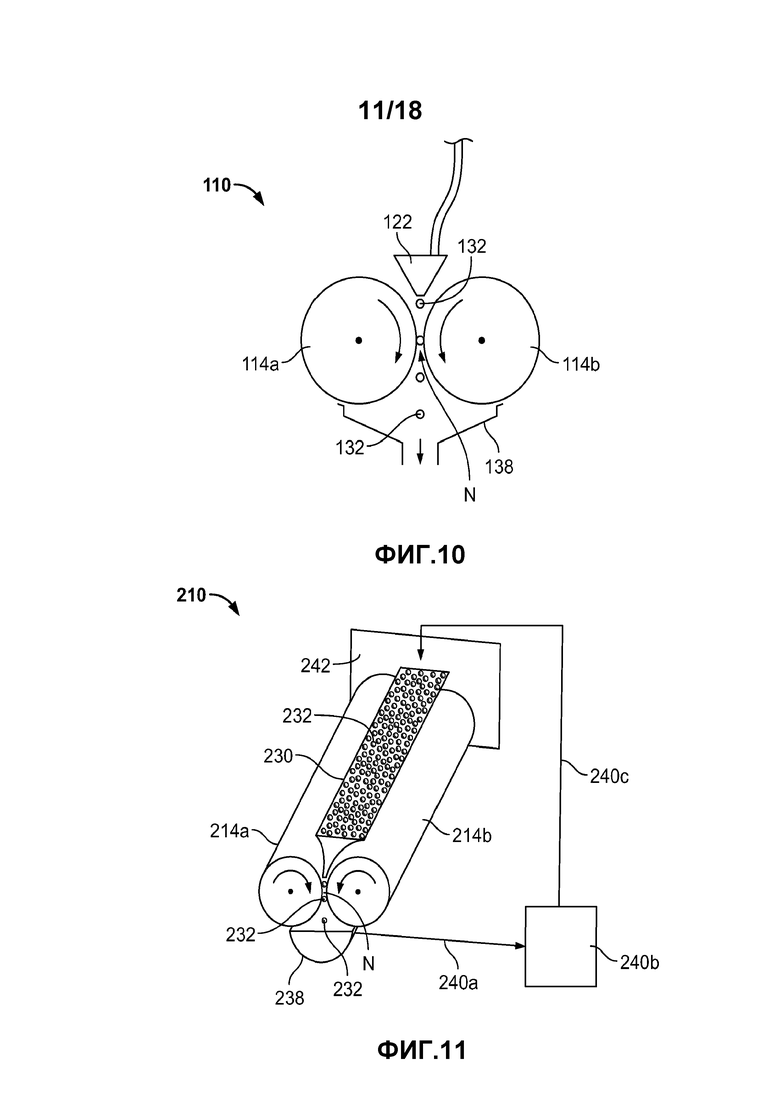
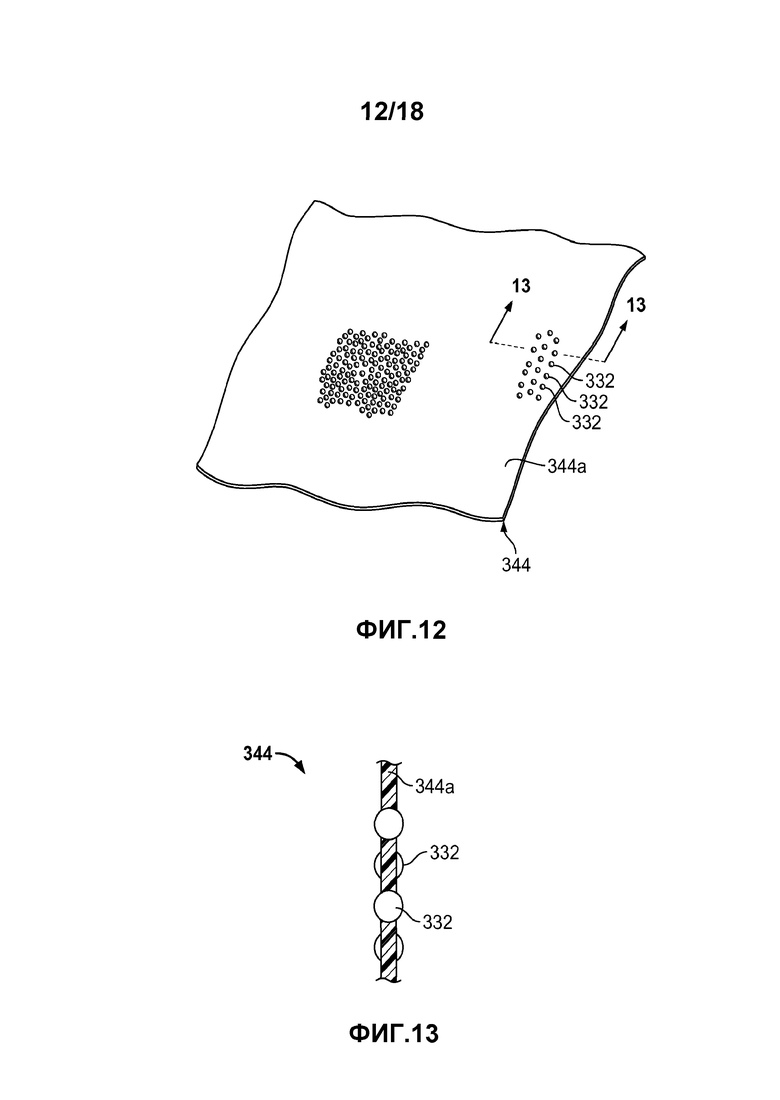
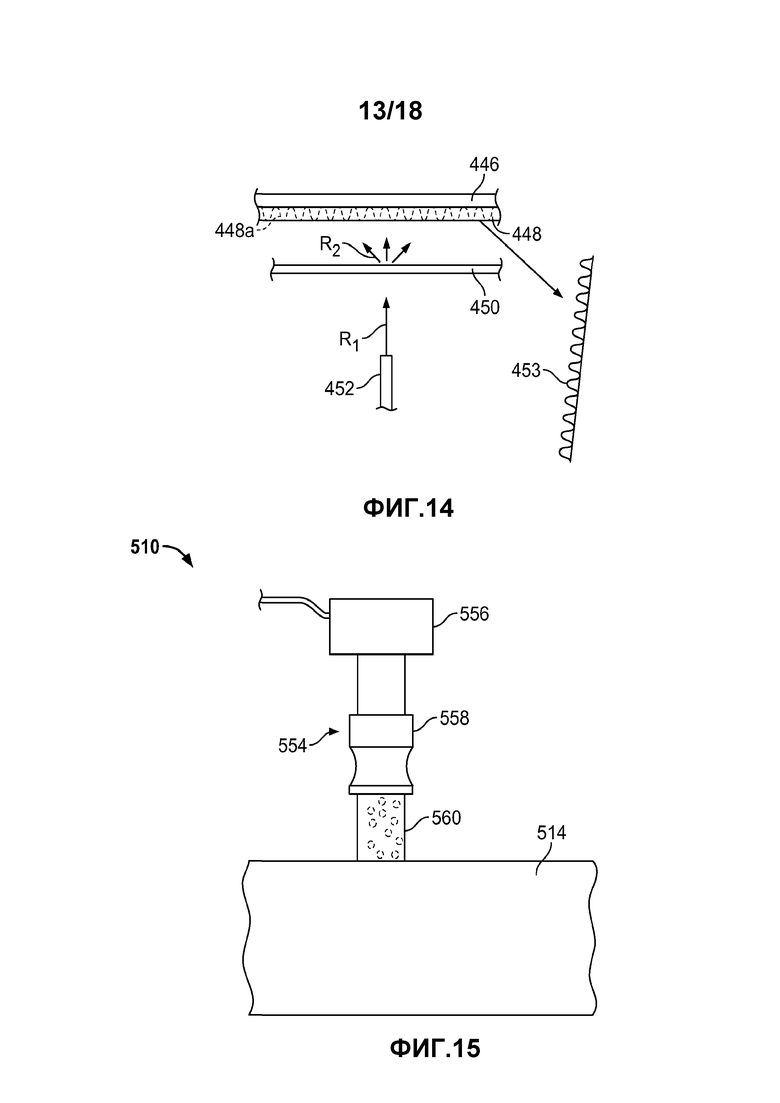
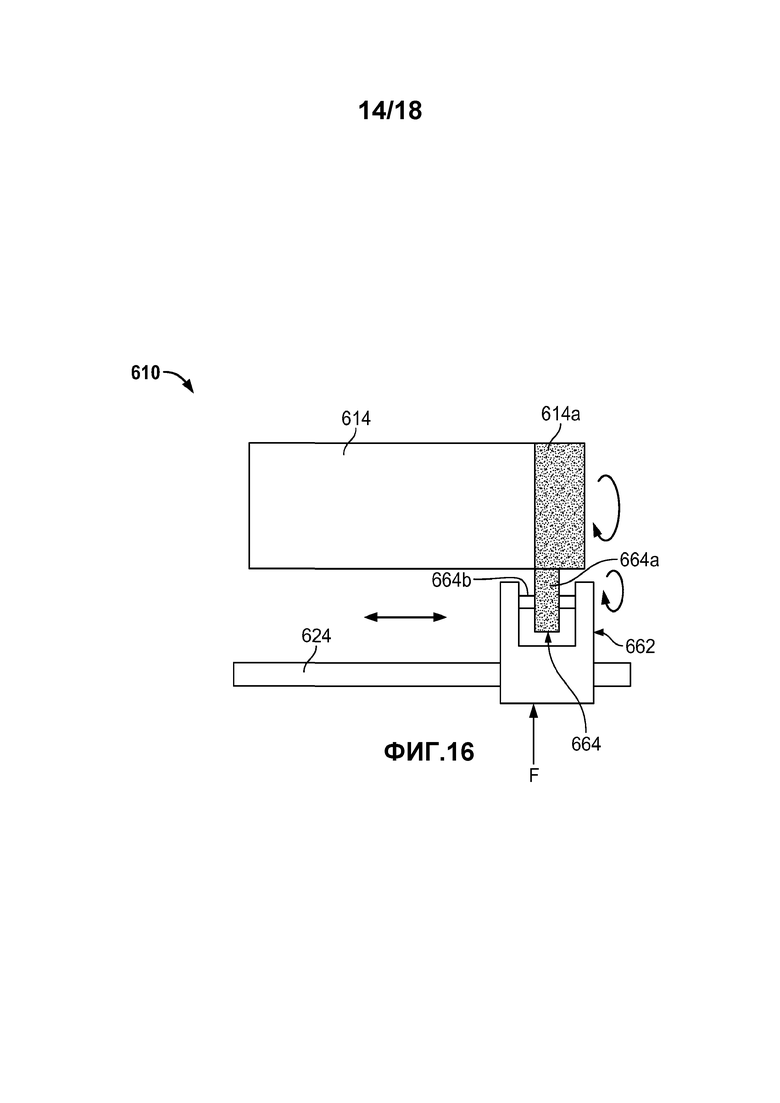
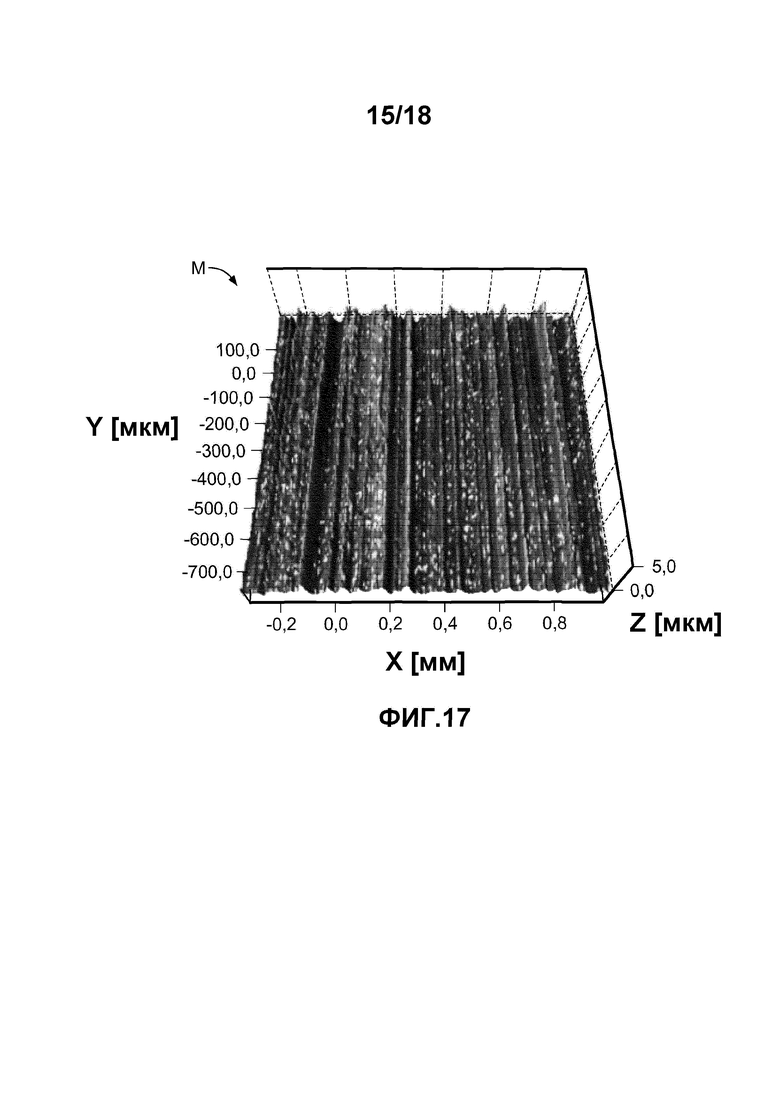
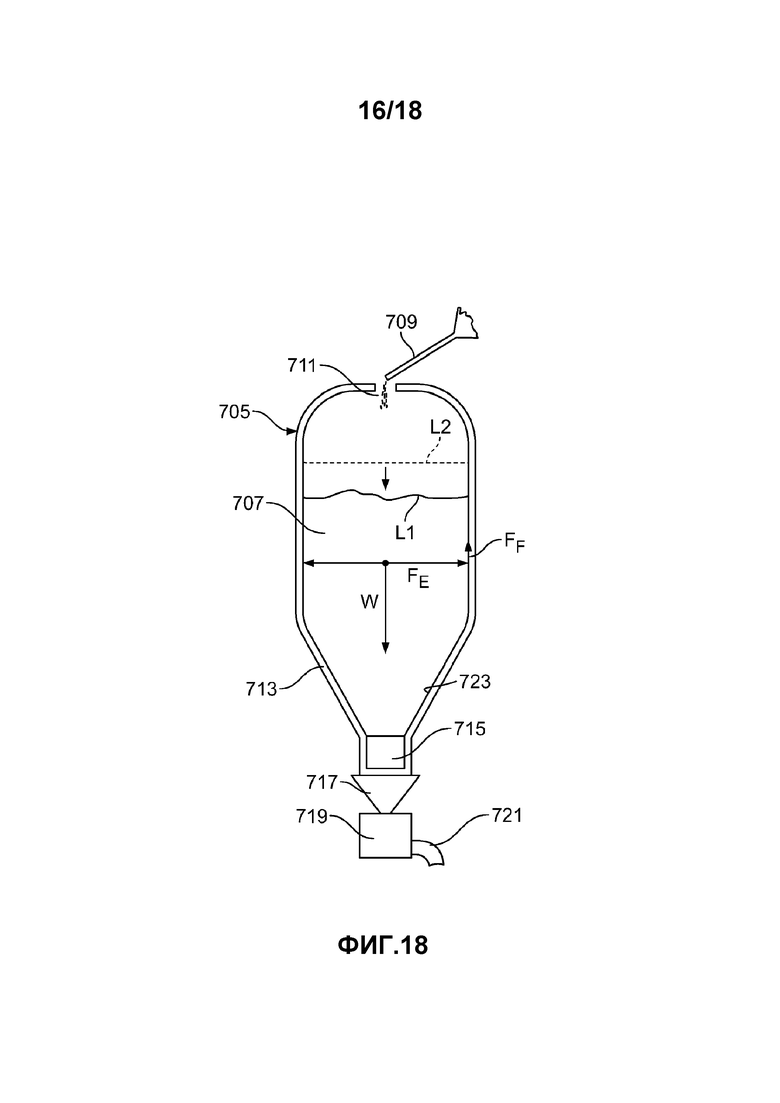
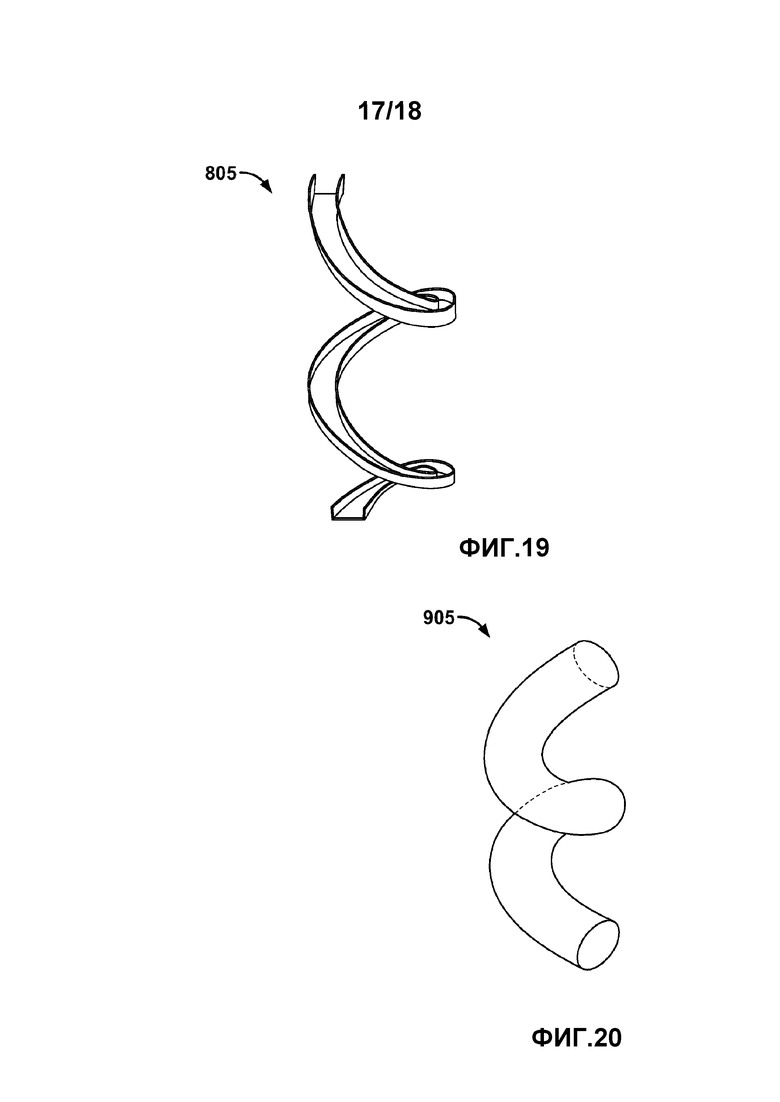
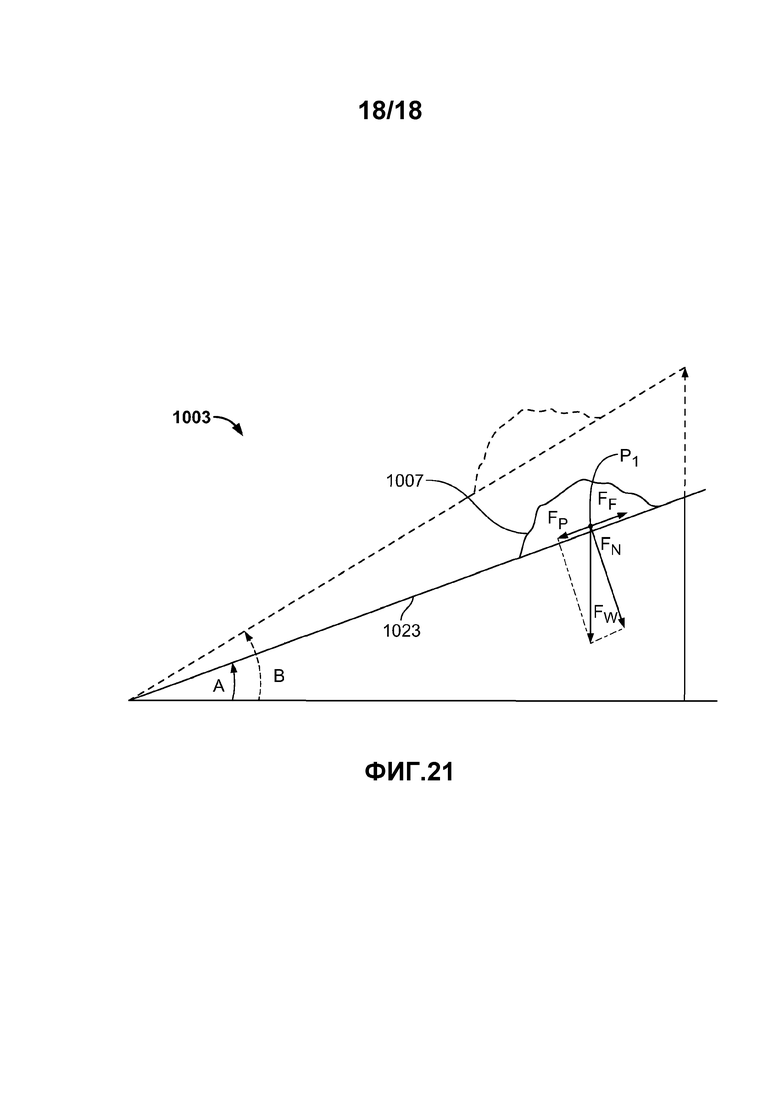
Изобретение относится к области прокатки алюминиевого листа и изготовления из него емкости для измельченного материала. Способ включает формовку из алюминиевого листа по меньшей мере одной соприкасающейся с измельченным материалом поверхности, образующей внутреннее пространство. Повышение однородности поверхности листа обеспечивается за счет того, что формовке подвергают алюминиевый лист, статический коэффициент трения которого при соприкосновении с измельченным материалом составляет 0,62-0,79, полученный посредством прокатки рабочим валком, поверхность которого на 50-100% покрыта углублениями, не имеющими граней, с центральной областью, утопленной относительно средней высоты упомянутой поверхности, и выступающим плавным периферийным выступом, имеющим в своей вершине бóльшую высоту, чем средняя высота упомянутой поверхности. Скользкий листовой материал можно использовать для изготовления баков, бункеров, трубопроводов и направляющих конструкций для облегчения хранения и движения потока зернистого материала. 2 н. и 18 з.п. ф-лы, 21 ил.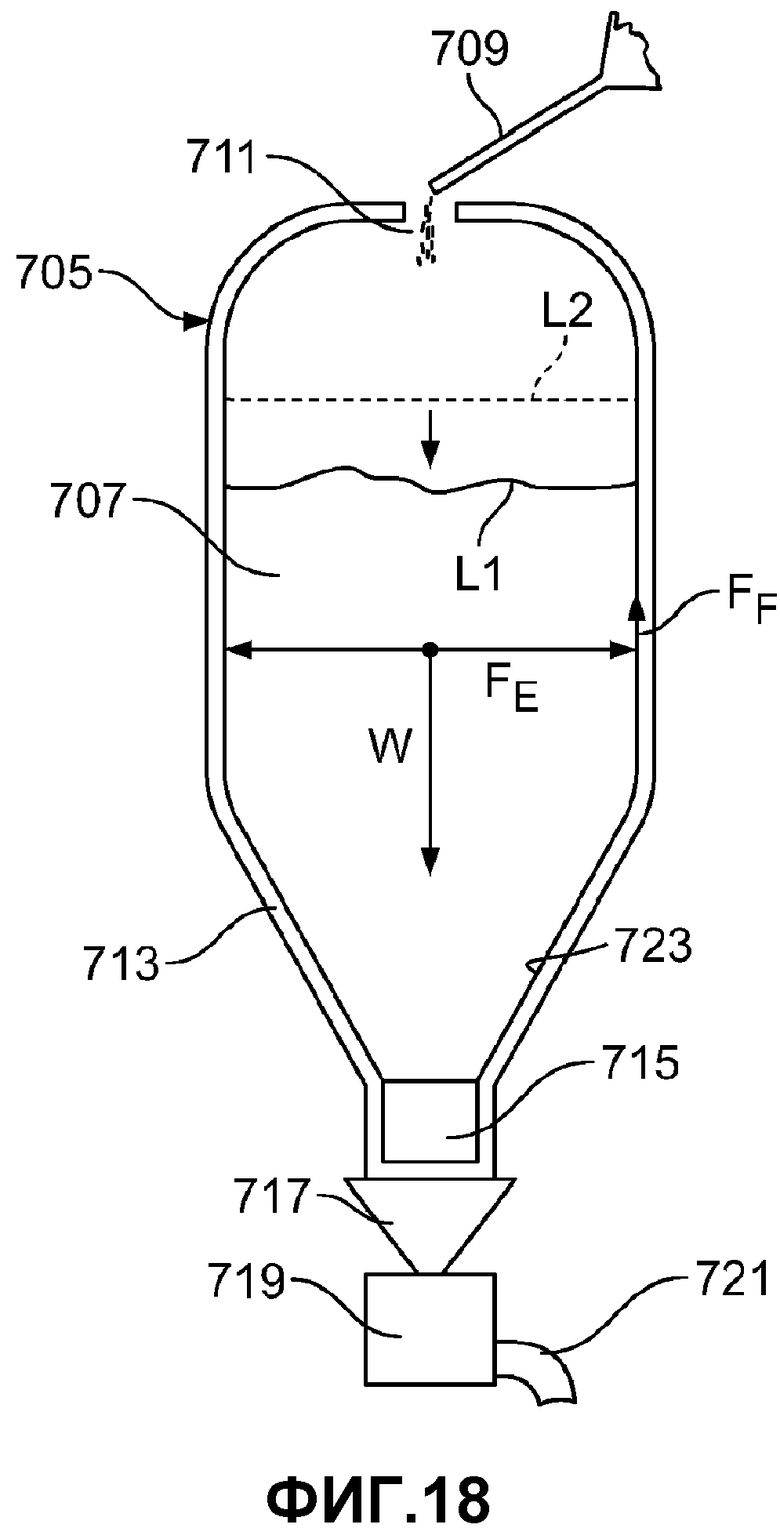
1. Способ изготовления емкости для измельченного материала, имеющей внутреннее пространство, включающий формовку из алюминиевого листа по меньшей мере одной соприкасающейся с измельченным материалом поверхности, образующей внутреннее пространство, отличающийся тем, что формовке подвергают алюминиевый лист, статический коэффициент трения которого при соприкосновении с измельченным материалом составляет 0,62-0,79, полученный посредством прокатки рабочим валком, поверхность которого на 50-100% покрыта углублениями, не имеющими граней, с центральной областью, утопленной относительно средней высоты упомянутой поверхности, и выступающим плавным периферийным выступом, имеющим в своей вершине бóльшую высоту, чем средняя высота упомянутой поверхности.
2. Способ по п. 1, отличающийся тем, что диаметр упомянутых углублений составляет 150-400 мкм, а их глубина относительно вершины периферийного выступа составляет 6±2,0 мкм.
3. Способ по п. 2, отличающийся тем, что емкость выполняют в виде бункера с внутренним пространством для хранения измельченного материала, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполнена в виде соприкасающейся с измельченным материалом поверхности.
4. Способ по п. 2, отличающийся тем, что соприкасающуюся с измельченным материалом поверхность формуют воронкообразной.
5. Способ по п. 3, отличающийся тем, что емкость предназначена для муки.
6. Способ по п. 3, отличающийся тем, что емкость предназначена для сахара.
7. Способ по п. 2, отличающийся тем, что емкость выполняют в виде воронки с выпуском, внутреннее пространство которой сужается по направлению к выпуску, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполняют в виде соприкасающейся с измельченным материалом поверхности.
8. Способ по п. 2, отличающийся тем, что емкость выполняют в виде желоба с внутренним пространством для направления измельченного материала, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполняют в виде соприкасающейся с измельченным материалом поверхности.
9. Способ по п. 2, отличающийся тем, что емкость выполняют в виде трубопровода с внутренним пространством для направления измельченного материала, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполняют в виде соприкасающейся с измельченным материалом поверхности.
10. Способ по п. 2, в котором используют алюминиевый лист, упомянутый статический коэффициент трения которого, измеренный в любых двух направлениях, различается не более чем на 5%.
11. Емкость для измельченного материала, имеющая внутреннее пространство с по меньшей мере одной соприкасающейся с измельченным материалом поверхностью, образующей внутреннее пространство, сформованной из алюминиевого листа, отличающаяся тем, что упомянутая поверхность сформована из алюминиевого листа, статический коэффициент трения которого при соприкосновении с измельченным материалом составляет 0,62-0,79, полученного посредством прокатки рабочим валком, поверхность которого на 50-100% покрыта углублениями, не имеющими граней, с центральной областью, утопленной относительно средней высоты упомянутой поверхности, и выступающим плавным периферийным выступом, имеющим в своей вершине бóльшую высоту, чем средняя высота упомянутой поверхности.
12. Емкость по п. 11, отличающаяся тем, что диаметр упомянутых углублений составляет 200-400 мкм, а их глубина относительно вершины периферийного выступа составляет 0,5-2,0 мкм.
13. Емкость по п. 12, отличающаяся тем, что она выполнена в виде бункера с внутренним пространством для хранения материала, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполнена в виде соприкасающейся с измельченным материалом поверхности.
14. Емкость по п. 12, отличающаяся тем, что соприкасающаяся с измельченным материалом поверхность сформована воронкообразной.
15. Емкость по п. 13, отличающаяся тем, что она предназначена для муки.
16. Емкость по п. 13, отличающаяся тем, что она предназначена для сахара.
17. Емкость по п. 12, отличающаяся тем, что она выполнена в виде воронки с выпуском, внутреннее пространство которой сужается по направлению к выпуску, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполнена в виде соприкасающейся с измельченным материалом поверхности.
18. Емкость по п. 12, отличающаяся тем, что она выполнена в виде желоба с внутренним пространством для направления измельченного материала, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполнена в виде соприкасающейся с измельченным материалом поверхности.
19. Емкость по п. 12, отличающаяся тем, что она выполнена в виде трубопровода с внутренним пространством для направления измельченного материала, при этом по меньшей мере часть поверхности, образующей внутреннее пространство, выполнена
в виде соприкасающейся с измельченным материалом поверхности.
20. Емкость по п. 12, отличающаяся тем, что соприкасающаяся с измельченным материалом поверхность сформована из алюминиевого листа, упомянутый статический коэффициент трения которого, измеренный в любых двух направлениях, различается не более чем на 5%.
| US 2986193 A, 30.05.1961 | |||
| RU 2144441 C1, 20.01.2000 | |||
| RU 2004130432 A, 20.07.2005 | |||
| US 2010239398 A1, 23.09.2010. |

