ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
(i) Область техники
[0001] Данное изобретение относится к способу и устройству для непрерывного литья расплавленных свинцовых сплавов в виде полосы, в частности к высокоскоростному непрерывному литью толстой полосы свинцового сплава.
(ii) Описание уровня техники
[0002] Электроды аккумуляторных батарей, предназначенные для эксплуатации в промышленных, тяговых аккумуляторных батареях и/или батареях для телекоммуникационных систем, обычно изготавливают, используя технологию литья в кокиль с разъемом типа «книга», т.е. литье без применения давления. Литье в кокиль с разъемом типа «книга» обеспечивает отверждение расплавленного свинца напрямую в толстый электрод аккумуляторной батареи, при этом расплавленный свинец подается в стальную литейную форму, отверждается и извлекается.
[0003] Толстые положительные решетки аккумуляторной батареи, изготовленные методами литья без применения давления, имеют пористую и неоднородную микроструктуру, что способствует коррозии, возможному «росту» решетки и ведет к большим потерям воды в аккумуляторной батарее. Все это сокращает срок службы аккумуляторной батареи. Однако метод литья без применения давления является единственным способом, используемым в серийном производстве для изготовления положительных электродов с решетками из малосурьмянистых свинцовых сплавов.
[0004] Патент США № 5462109, выданный компании Cominco Ltd. (сейчас компания Teck Metals Ltd.), включенный сюда путем ссылки, раскрывает способ и устройство для непрерывного литья полосы свинцового сплава, включая полосу свинцово-сурьмянистого сплава. Полоса отливается на охлаждаемой шероховатой литейной поверхности вращающегося барабана из ванны расплавленного металла, содержащейся в промежуточном разливочном устройстве с установленным в него графитовым носиком-вставкой, взаимодействующим с примыкающей к промежуточному разливочному устройству литейной поверхностью для образования и удерживания ванны расплавленного металла. Предпочтительный свинцовый сплав представляет собой свинцово-сурьмянистый сплав, содержащий до 4 вес.% сурьмы, который отливается в полосу и подвергается термической обработке для обеспечения целостности и прочности, необходимых для последующего изготовления просечно-вытяжных решеток аккумуляторных батарей. Решетки аккумуляторных батарей, изготовленные этим способом, имеют улучшенные электрохимические свойства, такие как коррозионная стойкость и сопротивление «росту». Однако, хотя тонкая и узкая полоса свинцово-сурьмянистого сплава может быть изготовлена при низких скоростях 36-38 футов/минуту с толщиной в диапазоне от 0,02 дюйма до 0,06 дюйма и с шириной вплоть до пяти дюймов, было обнаружено, что как тонкая, так и толстая полоса малосурьмянистого свинцового сплава, непрерывно отливаемая в серийном высокоскоростном производстве для использования в качестве положительных электродов, подвержена образованию продольных трещин в направлении литья во время процесса отверждения, в частности, при увеличенных скоростях литья.
[0005] Поэтому основной задачей настоящего изобретения является создание способа и устройства для непрерывного литья полосы свинцово-сурьмянистого сплава, в частности толстой полосы свинцово-сурьмянистого сплава, содержащего вплоть до и свыше 5 вес.% сурьмы, для промышленного использования, с подходящей мелкозернистой структурой, по существу не имеющей пористости и обладающей высокой коррозионной стойкостью.
[0006] Другой задачей изобретения является создание способа и устройства для литья широкой полосы свинцового сплава с шириной вплоть до 20 дюймов, которыми можно легко управлять для получения желаемой толщины полосы, от тонкой до толстой, в диапазоне толщины вплоть до и свыше 0,185 дюйма и которые обеспечивают возможность широкого выбора свинцовых сплавов, включая сплавы свинца с сурьмой и кальцием.
[0007] Другой задачей изобретения является создание способа и устройства, обеспечивающих возможность непрерывного высокоскоростного промышленного литья свинцовых сплавов в виде полосы, пригодной для изготовления электродов для аккумуляторных батарей повышенной мощности, промышленных, тяговых, для телекоммуникационных систем, возобновляемых источников энергии, источников бесперебойного питания и т.п.
Сущность изобретения
[0008] Авторами неожиданно обнаружено, что абразивная обработка литейной поверхности барабана в литейном устройстве с промежуточным разливочным устройством, имеющим носик-вставку, пескоструйным материалом с угловатыми частицами (с острыми гранями), таким как измельченный карбид кремния или силикат алюминия, для создания грубой текстурированной поверхности, увеличение высоты промежуточного разливочного устройства и носика-вставки для обеспечения возможности увеличения глубины ванны расплавленного металла, примыкающей к литейной поверхности, и тем самым времени пребывания расплавленного металла напротив литейной поверхности, управление скоростью охлаждения отливаемого металла и увеличение охвата литейной поверхности барабана для увеличения времени пребывания отливаемого металла на литейной поверхности обеспечивают в результате трехкратное увеличение толщины полосы вплоть до 0,185 дюйма и более без образования продольных трещин в толстой полосе из свинцовых сплавов, содержащих вплоть до и свыше 5 вес.% сурьмы, отлитой с используемыми в серийном производстве высокими скоростями вплоть до 135 футов в минуту.
[0009] В своем широком аспекте способ по изобретению непрерывного литья свинцового сплава на литейной поверхности вращающегося барабана из ванны расплавленного свинцового сплава включает в себя придание литейной поверхности грубой текстуры путем абразивной обработки поверхности барабана песчаным материалом с угловатыми частицами, типично представленным измельченным карбидом кремния, для обеспечения грубой текстуры литейной поверхности, обеспечение промежуточного разливочного устройства, содержащего ванну расплавленного свинцового сплава, примыкающую к значительной части верхней четверти перемещающегося вверх участка упомянутого вращающегося барабана, причем упомянутое промежуточное разливочное устройство имеет заднюю стенку, боковые стенки и открытую переднюю часть рядом с литейной поверхностью, прикрепление с возможностью отсоединения в упомянутом промежуточном разливочном устройстве примыкающего к упомянутой открытой передней части графитового носика-вставки, имеющего дно и противостоящие высокие боковые стенки, выполненного с возможностью сопряжения с боковыми стенками и открытой передней частью промежуточного разливочного устройства, причем упомянутый графитовый носик-вставка имеет открытую переднюю часть, ограниченную дном и боковыми стенками носика-вставки, начинающуюся на по существу вертикальном участке литейной поверхности и взаимодействующую с ним для удерживания упомянутого расплавленного свинцового сплава в носике-вставке, непрерывную подачу расплавленного свинцового сплава в ванну расплавленного свинцового сплава из плавильной ванны расплавленного свинцового сплава, поддерживаемой при температуре в диапазоне от 575° до 750°F, обеспечение средств для повышения и понижения высоты ванны расплавленного свинцового сплава для увеличения высоты ванны расплавленного свинцового сплава для получения толстой литой полосы и понижения высоты ванны расплавленного свинцового сплава для получения тонкой литой полосы, управление температурой свинцового сплава в носике-вставке на уровне в диапазоне примерно от 640° до 750°F, перемещение литейной поверхности вверх через ванну расплавленного свинцового материала посредством вращения упомянутого барабана для осаждения на ней свинцового сплава, охлаждение литейной поверхности барабана до температуры в диапазоне примерно от 100° до 210°F для отверждения полосы упомянутого расплавленного сплава на ней и снятие полосы с литейной поверхности.
[0010] В частности, способ по изобретению включает в себя непрерывное литье толстой полосы мелкозернистого свинцово-сурьмянистого сплава, по существу не имеющего пористости, на литейной поверхности на по существу верхней половине вращающегося литейного барабана из ванны расплавленного свинцово-сурьмянистого сплава, содержащего примерно от 0,5 вес.% до 6,0 вес.% сурьмы, предпочтительно примерно от 3 вес.% до 5 вес.% сурьмы, остальное - по существу свинец, придание литейной поверхности грубой текстуры, обеспечение промежуточного разливочного устройства, содержащего ванну упомянутого расплавленного свинцового сплава, с температурой в диапазоне примерно от 570° до 590°F, из плавильной ванны расплавленного свинцово-сурьмянистого сплава, поддерживаемой при температуре в диапазоне от 575° до 750°F, предпочтительно от 590° до 650°F, примыкающую к значительной части верхней четверти перемещающегося вверх литейного барабана, причем упомянутое промежуточное разливочное устройство имеет открытую переднюю часть рядом с литейной поверхностью, прикрепление с возможностью отсоединения графитового носика-вставки, имеющего дно и противостоящие высокие боковые стенки, выполненного с возможностью сопряжения с боковыми стенками и открытой передней частью промежуточного разливочного устройства, причем упомянутый графитовый носик-вставка имеет открытую переднюю часть, ограниченную дном и противостоящими боковыми стенками носика-вставки, начинающуюся на по существу вертикальном участке литейной поверхности и взаимодействующую с ним для удерживания упомянутого расплавленного свинцового сплава в носике-вставке, управление высотой уровня поверхности расплавленного свинцового сплава в носике-вставке для получения полосы желаемой толщины, перемещение литейной поверхности вверх через ванну расплавленного свинцового сплава посредством вращения упомянутого барабана для осаждения на ней свинцового расплава, управление температурой свинцово-сурьмянистого сплава в носике-вставке на уровне в диапазоне примерно от 640° до 700°F, предпочтительно примерно от 680° до 685°F, охлаждение расплавленного свинцового сплава на по существу верхней половине вращающегося литейного барабана при температуре в диапазоне от 175° до 210°F, предпочтительно от 180° до 195°F, для отверждения полосы упомянутого расплавленного свинцового сплава на литейной поверхности и снятие полосы с литейной поверхности.
[0011] Литейная поверхность барабана предпочтительно представляет собой алюминиевый сплав с водяным охлаждением. Свинцово-сурьмянистый сплав предпочтительно содержит примерно от 3 вес.% до 5 вес.% сурьмы, вплоть до примерно 2 вес.% олова, вплоть до примерно 0,03 вес.% серебра, а остальное - по существу свинец.
Краткое описание чертежей
[0012] Теперь изобретение будет описано со ссылкой на прилагаемые чертежи, на которых:
фиг.1 - вид в продольном разрезе промежуточного разливочного устройства, носика-вставки и литейного барабана по изобретению;
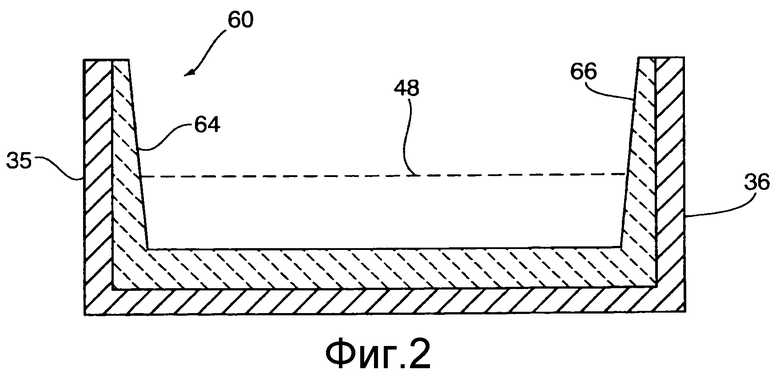
фиг.2 - вид в поперечном разрезе показанного на фиг.1 носика-вставки;
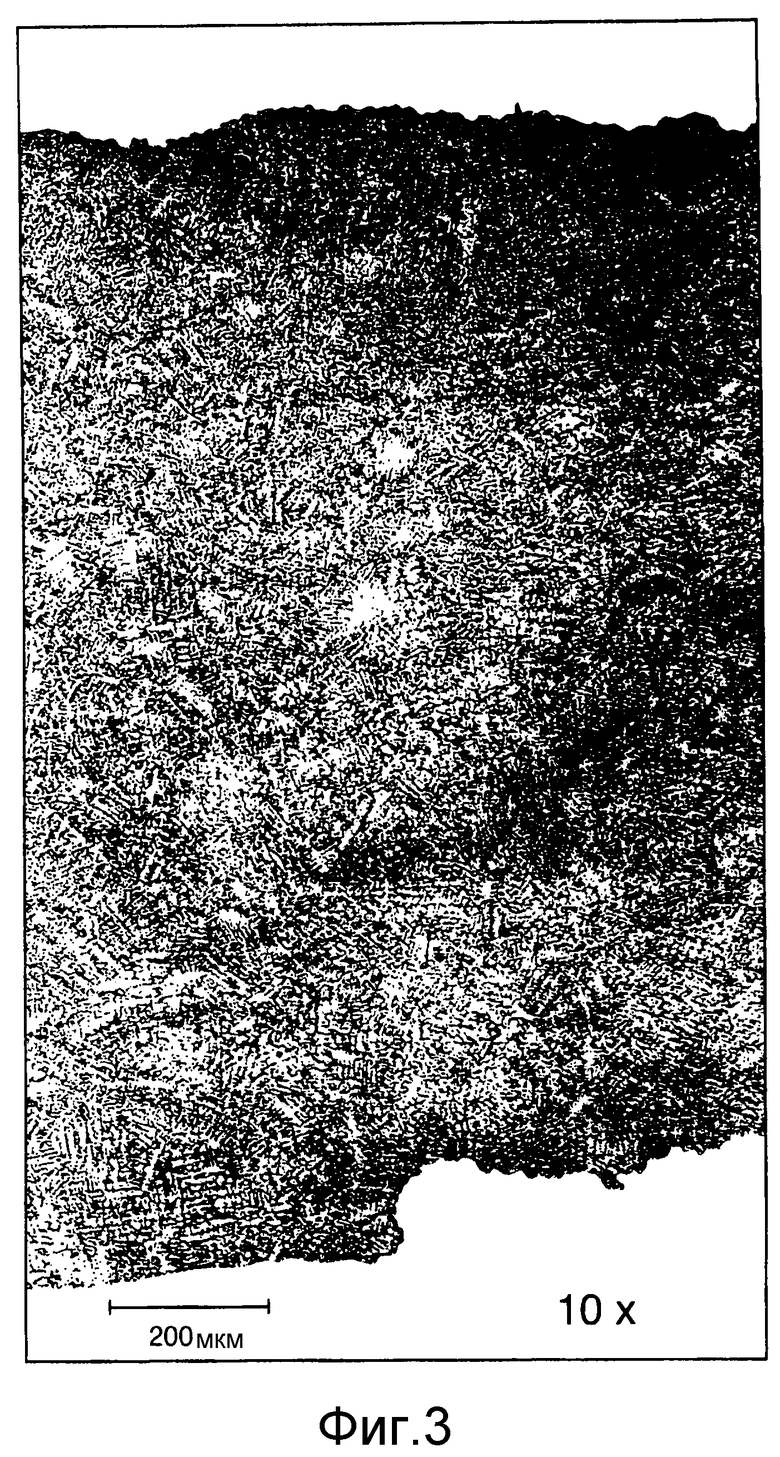
фиг.3 - микрофотография свинцово-сурьмянистого сплава с 5 вес.% сурьмы, полученного способом по изобретению.
Подробное описание предпочтительного варианта осуществления
[0013] Полоса для изготовления решеток для положительных электродов для свинцово-кислотных аккумуляторных батарей может быть успешно отлита в соответствии с описываемым способом по настоящему изобретению из свинцовых сплавов с широким температурным интервалом кристаллизации. Эти сплавы включают малосурьмянистые свинцовые сплавы. Хотя последующее подробное описание сделано в отношении малосурьмянистых свинцовых сплавов, понятно, что способ по настоящему изобретению равным образом пригоден для литья полос из других металлов, таких как чистый свинец, свинцово-кальциевые и другие свинцовые сплавы.
[0014] Свинцово-сурьмянистые сплавы для малообслуживаемых аккумуляторных батарей могут содержать всего лишь от 0,5% и вплоть до примерно 5% сурьмы (Sb) по весу. Это наиболее широкий диапазон содержаний сурьмы, который обычно считается подходящим для автомобильных аккумуляторных батарей. Для необслуживаемых аккумуляторных батарей эти сплавы содержат сурьму в диапазоне примерно от 1% до 3% Sb по весу. Содержание Sb меньше примерно 1% в решетках батарей является слишком низким, и батареи теряют необходимые для циклирования характеристики. При содержании выше примерно 2% Sb в решетке батареи аккумуляторные батареи обычно демонстрируют большое газовыделение. Однако мелкозернистая структура изделия по настоящему изобретению дает возможность использовать сплавы с содержанием сурьмы вплоть до примерно 5% и больше без отмеченного увеличения газообразования, причем содержание 3% Sb особенно подходит для отрицательных электродов, а 5% Sb - для положительных электродов на основе серийных сплавов, широко используемых в промышленности. Поэтому содержание сурьмы в сплавах по настоящему изобретению находится в диапазоне примерно от 0,3% до 5% Sb.
[0015] Свинцово-сурьмянистые сплавы могут содержать один или более легирующих элементов, таких как олово вплоть до 2 вес.%, серебро вплоть до 0,03 вес.%, а также мышьяк, медь, селен, теллур, кадмий, висмут, магний, литий или фосфор, причем каждый присутствует в диапазоне примерно от 0,001% до 0,5% по весу. Эти элементы могут присутствовать в качестве примесей или быть добавлены по различным соображениям. Хотя, используя способ по изобретению, можно успешно отливать свинцово-сурьмянистые сплавы различных составов без дополнительных легирующих элементов, предпочтительно добавить некоторое количество мышьяка и некоторое количество олова в свинцово-сурьмянистый сплав для улучшения его литейных свойств и жидкотекучести, что увеличивает производительность, и улучшения характеристик литой полосы. Количество мышьяка в сплаве составляет предпочтительно в диапазоне примерно от 0,1% до 0,2% по весу, а количество олова предпочтительно в диапазоне примерно от 0,2% до 0,7% от веса сплава.
[0016] Селен типично требуется для получения желаемой мелкозернистой структуры, но он с трудом растворяется в плавильной ванне расплавленного металла. Авторами было обнаружено, что нет необходимости добавлять измельчающие зерно элементы, такие как медь, селен или сера. Как будет пояснено более подробно, сам способ по настоящему изобретению обеспечивает то, что сплав литой полосы будет иметь присущую мелкозернистую структуру и другие превосходные характеристики, включая по существу нулевую пористость. Однако понятно, что и сплав, содержащий эти измельчители зерен, можно успешно отливать, используя способ по изобретению.
[0017] На фиг.1 схематично показаны литейный барабан 12 и промежуточное разливочное устройство 14. Промежуточное разливочное устройство 14 образовано горизонтальным дном 33, торцевой стенкой 34 и двумя параллельными боковыми стенками 35, 36. Промежуточное разливочное устройство имеет входную идущую вверх трубу 40 для ввода расплавленного свинцового сплава из плавильной ванны рядом с промежуточным разливочным устройством в приемную камеру 42, образованную торцевой стенкой 34 и пластиной 47 управления турбулентностью. Расплавленный свинцовый сплав проходит над порогом, образованным пластиной 47 управления турбулентностью, в отклоняющую камеру 49. Часть расплавленного свинцового сплава отклоняется в камеру 44 возврата, которая образована стенкой 43, дном 38 и регулируемым порогом 45. Регулируемый порог 45, шарнирно прикрепленный к дну 38 камеры возврата, управляет высотой уровня поверхности расплавленного свинцового сплава, обозначенной ссылочной позицией 48. Зазор 49', образованный между дном 38 и нижним краем вертикальной перегородки 50, позволяет расплавленному свинцовому сплаву течь в литейную камеру 52 до высоты, равной высоте 48 в камере 49. Носик-вставка 60, прикрепленный к промежуточному разливочному устройству 14, имеет основание 62 и параллельные боковые стенки 64, 66, образующие дно и боковые стороны литейной камеры 52, причем боковые стенки 64, 66 предпочтительно имеют такую же высоту, что и боковые стенки 35, 36 промежуточного разливочного устройства. Задняя часть камеры 52 ограничена вертикальной перегородкой 50, и ее передняя часть ограничена барабаном 12, простирающимся вверх от переднего края 61 дна 62 вставки 60. Носик-вставка 60 предпочтительно изготавливается из графита механической обработкой.
[0018] Обращаясь теперь к фиг.2, носик-вставка 60, прикрепленный с возможностью отсоединения к промежуточному разливочному устройству, имеет высокие боковые стенки 64, 66, предпочтительно на той же высоте, что и боковые стенки 35, 36 промежуточного разливочного устройства, причем их противостоящие внутренние поверхности предпочтительно наклонены вверх и наружу относительно расплава. Эти наклонные боковые стенки успокаивают затвердевающие края отливаемого в полосу металлического сплава.
[0019] Обращаясь снова к фиг.1, литейный барабан 12 является вращающимся вокруг горизонтальной оси 71. Наружная окружная поверхность 72 барабана 12 подготовлена обработкой абразивным материалом с угловатыми частицами, например пескоструйной обработкой угловатыми частицами карбида кремния, а не обычными стеклянными шариками, чтобы обеспечить грубую и неровную текстуру поверхности. Хотя будет понятно, что мы не связаны теоретическими рассуждениями, полагаем, что грубая и неровная текстура поверхности по сравнению с обычной шероховатой поверхностью увеличивает сопротивление теплопередаче на границе между отливаемым металлом и поверхностью барабана, уменьшая скорость теплопередачи и замедляя охлаждение на поверхности полосы, тем самым уменьшая напряжение и исключая растрескивание полосы, при этом обеспечивая мелкозернистую структуру по существу без пористости. Внешняя литейная поверхность барабана предпочтительно представляет собой образованную из алюминиевого сплава оболочку, которая легко подвергается абразивной обработке для обеспечения необходимой неровной и грубой текстуры для затруднения теплообмена. Литейная поверхность охлаждается потоком охлаждающей воды, циркулирующей через отверстие шириной 0,2 дюйма (не показано), образованное под литейной поверхностью.
[0020] Вращающийся барабан может также быть дополнен вспомогательным барабаном 75, располагающимся примерно в позиции «три часа», для увеличения времени пребывания полосы на барабане 12, на по существу верхней половине барабана 12, и острым скребком 77 рядом с зазором между барабаном 75 и барабаном 12 для отделения полосы 10 с барабана при запуске. Скребок 77 располагается на расстоянии примерно 0,01 дюйма от поверхности барабана 12. Вспомогательный барабан 75 может также обеспечиваться охлаждающей водой для дополнительного охлаждения полосы. Диаметр барабана 12, скорость его вращения, высота стенок носика-вставки, а значит, и высота уровня 48 поверхности ванны расплавленного свинцового сплава, конечная текстура и температура наружной поверхности 72 барабана и температуры расплава в промежуточном разливочном устройстве и в носике-вставке определяют количество расплава, которое захватывается на наружную поверхность 72 на по существу верхней половине барабана из ванны расплавленного металла в промежуточном разливочном устройстве, тем самым определяя толщину полосы. Охлаждаемая поверхность 72 барабана, имеющая температуру, соответствующую температуре охлаждающей воды, и дополняемая вспомогательным охлаждающим барабаном 75, если это желательно, управляет скоростью кристаллизации расплавленного металла с образованием полосы 10, имеющей мелкозернистую структуру и по существу постоянную ширину и толщину, во время пребывания отливаемой полосы на верхней четверти барабана.
[0021] Температура охлаждающей воды в литейном барабане 12 поддерживается в диапазоне от 175° до 210°F, предпочтительно от 180° до 195°F, во время установившегося непрерывного литья свинцово-сурьмянистых сплавов.
[0022] Расплавленный металлический сплав течет из емкости для выдержки (не показана), имеющей плавильную ванну, поддерживаемую при температуре в диапазоне от 575° до 750°F, предпочтительно от 590° до 625°F для свинцово-сурьмянистых сплавов, и вплоть до 750°F для свинцово-кальциевых сплавов, с помощью центробежного насоса для расплавленного металла (не показан) через входную идущую вверх трубу 40 в приемную камеру 42 и через порог, образованный пластиной 47 управления турбулентностью, в отклоняющую камеру 49. В конце отклоняющей камеры 49 поток металла разделяется на два потока: один вверх над регулируемым порогом 45 в камеру 44 возврата, а другой через управляющий зазор 49'. Расплавленный металлический сплав, текущий над регулируемым переливным порогом 45, течет в камеру 44 возврата и затем в емкость для выдержки расплавленного сплава через идущую вниз сливную трубу 15. Уровнем 48 поверхности управляют с помощью регулируемого переливного порога 45, чтобы обеспечить надлежащий уровень поверхности расплавленного металла в камере 52 на барабане 12. Расплавленный металл закачивается в приемную камеру 42 промежуточного разливочного устройства со скоростью, обеспечивающей, что расплавленный металл всегда будет в избытке и будет непрерывно течь над порогом 45 в камеру 44 возврата, тем самым стабилизируя температуру расплавленного металла, чтобы избежать затвердевания. Любой шлак, который может быть образован или содержится в расплавленном металле, легко отделяется от расплава в промежуточном разливочном устройстве между пластиной 47 управления турбулентностью и стенкой 43 камеры возврата. Регулируемый порог 45, перегородка 50 управления потоком и управляющий зазор 49' эффективно управляют количеством, уровнем 48 поверхности и, в сочетании с пластиной 47 управления турбулентностью, турбулентностью расплавленного металла в промежуточном разливочном устройстве. Теперь может быть установлено по существу спокойное течение расплавленного металла с по существу постоянной глубиной (толщиной) к вращающемуся барабану 12.
[0023] При передаче расплавленного металла на поверхность 72 барабана носик-вставка 60 и его примыкающая к барабану поверхность 61 должны иметь соответствующую конструкцию и располагаться в соответствующей позиции. Конструкция носика-вставки 60 должна обеспечивать отсутствие препятствий, которые могли бы привести к сцеплению затвердевающего металла с носиком-вставкой во время литья. Поэтому боковые стенки 64, 66 носика-вставки 60 наклонены вверх и наружу относительно расплавленного металла. Примыкающие к барабану 12 края 61 и 63 носика-вставки 60 должны быть оконтурены так, чтобы точно соответствовать кривизне поверхности 72 барабана. Края 63 носика располагаются в непосредственной близости от поверхности 72 барабана примерно в позиции «от девяти до одиннадцати часов». Края 61 и 63 не соприкасаются с поверхностью 72 барабана, когда расплавленный металл переносится из носика 60 на поверхность 72 барабана. Однако слишком большое пространство между краями 61 и 63 и поверхностью 72 барабана ведет к утечке расплавленного металла и остановке литья. Предусмотрены средства 65 регулировки, такие как колесная каретка 100, имеющая опорные колеса 101, поддерживающие промежуточное разливочное устройство 14 на раме 102 литейной машины, и пружина 104 сжатия, смещающая промежуточное разливочное устройство вправо, если смотреть на фиг.1, для быстрого и точного перемещения промежуточного разливочного устройства 14 и носика-вставки 60 к и от барабана 12 и его поверхности 72, чтобы обеспечить правильное позиционирование и требуемое пространство между ними. Пружина 104 приводится в действие рычагом 106 управления, шарнирно установленным на шарнирной опоре 108, чтобы позволить принудительно переместить промежуточное разливочное устройство вправо или позволить отвести промежуточное разливочное устройство влево. Регулировочный винт 110 ввинчивается в кронштейн 112 на нижней стороне промежуточного разливочного устройства 14 до упора в стопорный выступ 114, прикрепленный к раме 102 литейной машины, чтобы точно отрегулировать поверхность 63 носика-вставки рядом с поверхностью 72 барабана при смещении пружиной 104.
[0024] Носик-вставка 60, изготовленный из графита, особенно хорошо подходит для этой цели тем, что графит является более мягким, чем металл поверхности 72 барабана, и поверхности 63 носика можно легко придать нужную форму для точного соответствия с поверхностью 72 барабана посредством оборачивания вокруг поверхности 72 барабана наждачной бумаги и упора поверхности 63 в поверхность 72 барабана при вращении литейного барабана. Дополнительно, графит хорошо подходит тем, что он трудно смачивается расплавленным металлом. Электрические нагреватели (не показаны), встроенные в носик-вставку, при необходимости придают дополнительное тепло расплавленному сплаву для поддержания желаемой температуры расплава в носике.
[0025] Когда вращающийся барабан 12 вращается, заданное количество расплавленного сплава захватывается на его литейную поверхность 72. Металлический сплав отверждается, образуя полосу 10, которая обычно сходит с барабана примерно в позиции «три часа», что определяется вспомогательным барабаном 75 и скрепером 77. Готовая полоса 10 стягивается с вращающегося барабана 12 тянущими роликами, которые могут являться частью устройства продольной резки (не показано). Тянущие ролики приводятся в действие двигателем с регулируемой частотой вращения, регулировка которого осуществляется в соответствии с вращением барабана 12, чтобы обеспечить и предпочтительно непрерывно поддерживать требуемое усилие натяжения на полосе по мере того, как ее снимают с литейной поверхности и наматывают на намоточную оправку с регулируемым крутящим моментом (не показана).
[0026] Авторами было обнаружено для свинцово-сурьмянистых сплавов, что рабочие температуры печи, промежуточного разливочного устройства, носика и охлаждающей воды барабана имеют решающее значение для изготовления удовлетворительной полосы и стабильной работы. В начале, при запуске, для свинцово-сурьмянистых сплавов температуру печи устанавливают высокой на примерно 720°F, обеспечивая большую величину перегрева, а затем во время литья температуру плавильной ванны снижают до примерно 570°-650°F, предпочтительно примерно 590°-625°F, а для свинцового сплава с 3-5% сурьмы более предпочтительно приемлема температура плавильной ванны 600°-615°F. Во время работы температуру промежуточного разливочного устройства устанавливают на 575°-590°F, а температуру носика устанавливают на 640°-700°F, предпочтительно на 670°-685°F, а более предпочтительно на 680°-685°F.
[0027] Далее изобретение будет проиллюстрировано с помощью неограничивающего примера.
ПРИМЕР
[0028] Осуществляли непрерывное литье свинцово-сурьмянистых сплавов, содержащих 3 вес.% и 5 вес.% сурьмы, вплоть до 2 вес.% олова, вплоть до 0,02 вес.% серебра, остальное - свинец, в устройстве по изобретению с толщинами в диапазоне от 0,040 дюйма до 0,182 дюйма, с рабочими скоростями в диапазоне от 25 футов/мин до 135 футов/мин, в зависимости от желаемой толщины полосы и состава сплава. Высота боковых и торцевых стенок промежуточного разливочного устройства 14 и графитового носика-вставки 60 была увеличена с 3,5 дюйма до 6,5 дюйма, т.е. увеличение на 3 дюйма, что позволяет расплавленному свинцовому сплаву оставаться при увеличенной высоте дольше в контакте с охлаждаемым барабаном, обеспечивает возможность отверждения более толстой полосы на имеющей грубую текстуру литейной поверхности барабана. Высотой расплавленного сплава в промежуточном разливочном устройстве и носике-вставке управляли с помощью порога 45 внутри промежуточного разливочного устройства, обеспечивая возможность литья как тонкой полосы, так и толстой полосы.
[0029] Литейный барабан имел диаметр 12 дюймов и вращался со скоростью от 8 до 43 об/мин в зависимости от требуемой рабочей скорости.
[0030] В начале, при запуске, температуру печи установили на примерно 720°F, обеспечивая большую величину перегрева, а затем во время литья температуру плавильной ванны снизили до диапазона 590°-650°F. Для свинцового сплава с 3-5% сурьмы приемлема температура плавильной ванны 590°-615°F. Температуру промежуточного разливочного устройства вначале установили на 650°F и снижали до 575°-590°F при хорошем качестве полосы и температуру носика вначале установили на 735°F и работали при 670°-685°F, предпочтительно 680°F, на протяжении операции. Температура охлаждающей воды находилась на 115°-120°F перед литьем и увеличилась до 175°-210°F во время литья, предпочтительно примерно 180°-195°F во время установившейся работы.
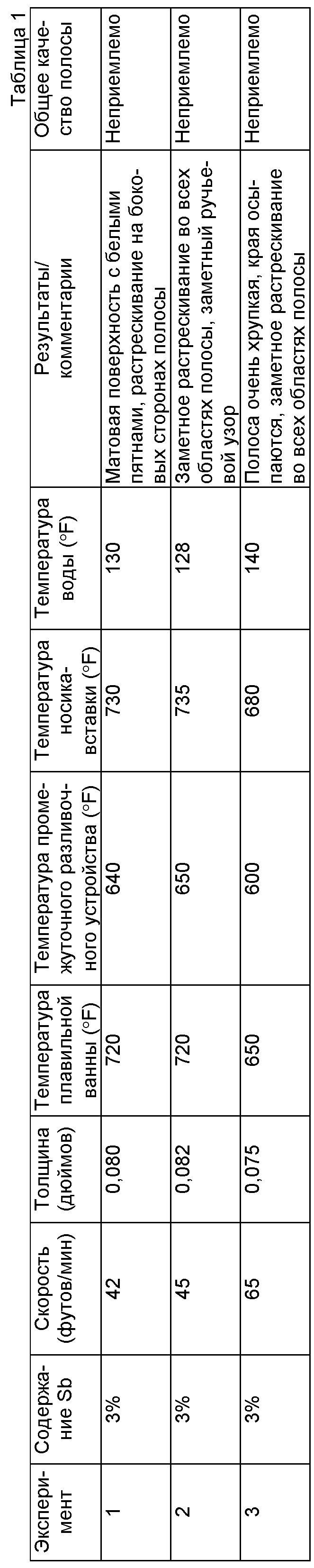
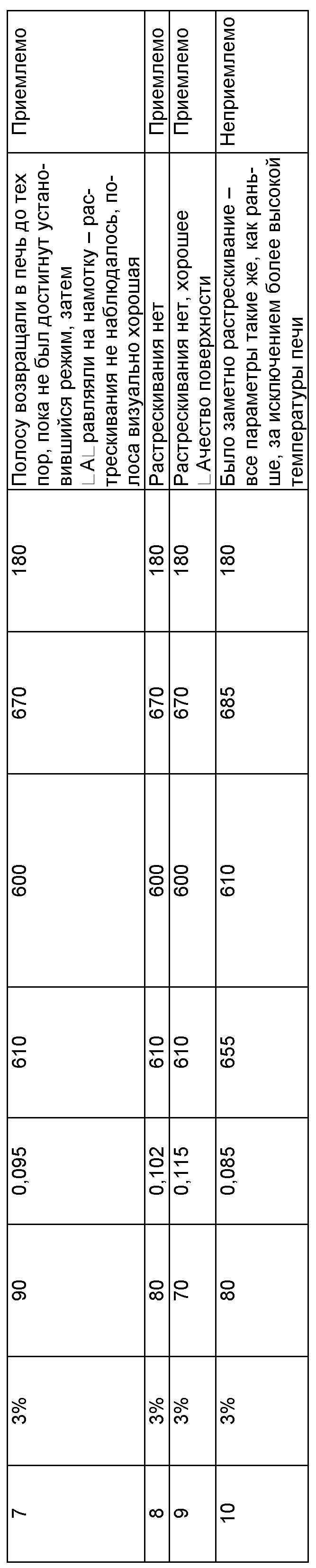
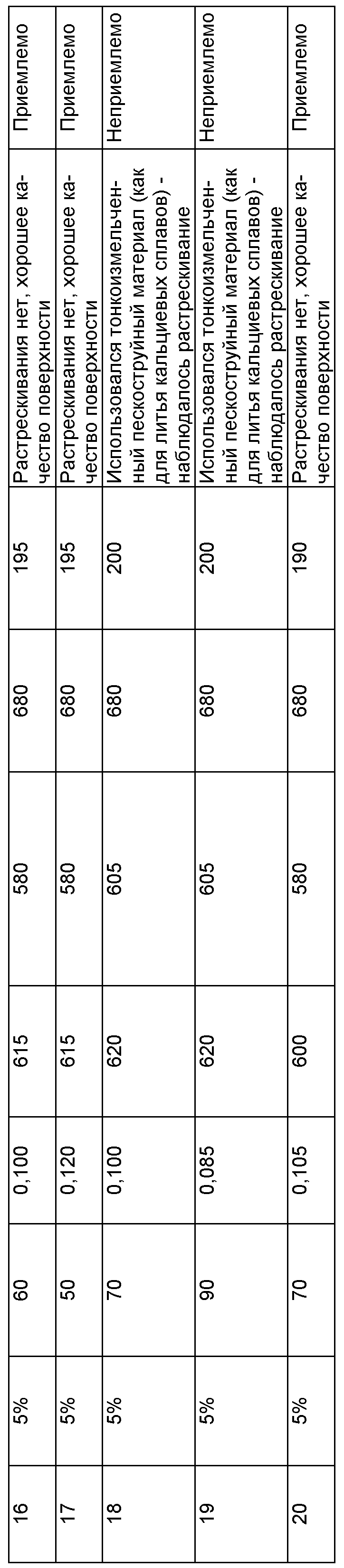
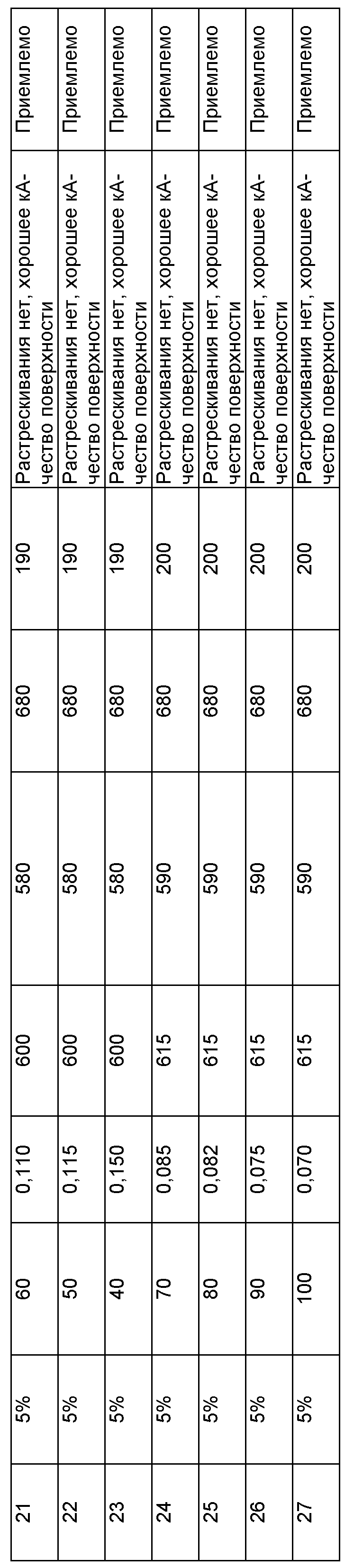
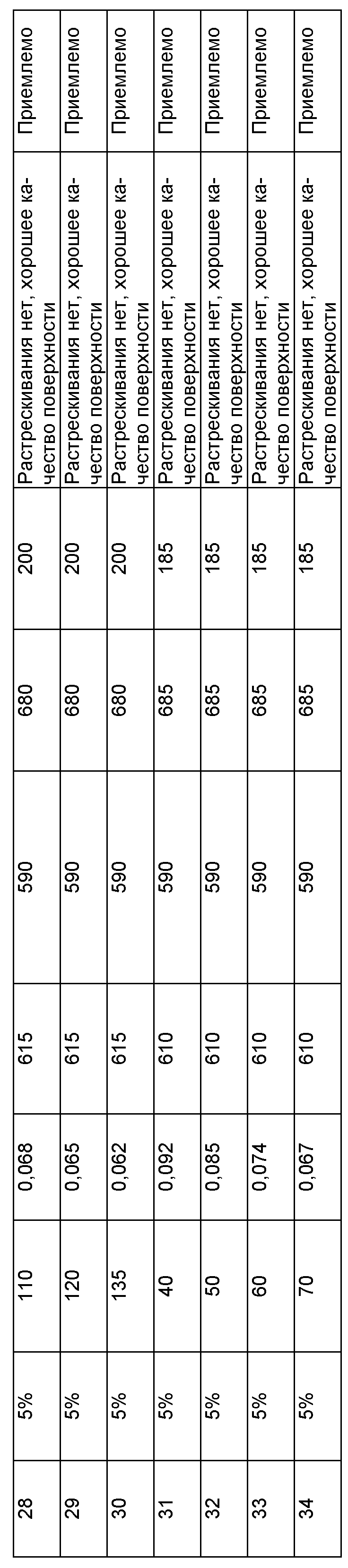
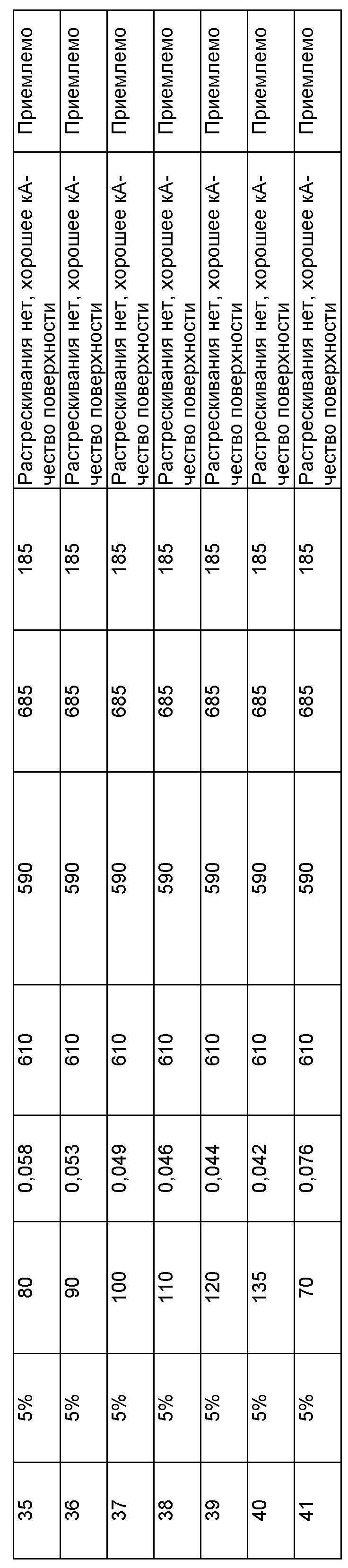
[0031] В таблице 1 представлены результаты опытных экспериментов, проведенных на свинцовых сплавах с 3 вес.% сурьмы и 5 вес.% сурьмы при указанных скоростях литья и температурах плавильной ванны, промежуточного разливочного устройства, носика и охлаждающей воды.






[0032] На фиг.3 показана микрофотография свинцово-сурьмянистого сплава с 5 вес.% сурьмы, полученного с толщиной 0,162 дюйма при скорости 30 футов/мин согласно способу по изобретению. Размер зерен находился в диапазоне от 35 мкм до 70 мкм без видимой пористости.
[0033] Для свинцово-кальциевых сплавов, содержащих примерно от 0,03 вес.% до 0,1 вес.% кальция, оказались удовлетворительными температура печи примерно 750°F, температура промежуточного разливочного устройства примерно 700°F, температура носика-вставки примерно 750°F и температура охлаждающей барабан воды в диапазоне примерно 100-210°F, предпочтительно примерно 125-140°F.
[0034] Настоящее изобретение обеспечивает несколько важных преимуществ. Может быть изготовлена толстая полоса свинцово-сурьмянистого сплава, не имеющая трещин, с увеличенной шириной при толщинах вплоть до по меньшей мере примерно 0,185 дюйма, ограничиваемой только мощностью тянущих роликов устройства продольной резки для стягивания полосы с литейного барабана, пригодная для применения в качестве промышленных положительных электродов повышенной мощности, со скоростями производственной линии вплоть до 135 футов/мин, сравнимыми с последующими операциями обработки, включая пробивку отверстий и продольную резку, для использования в аккумуляторных батареях. Толщина полосы на уровне 0,185 дюйма примерно в три раза больше возможной до этого толщины непрерывно-литой полосы при сохранении оптимальных металлургических характеристик мелкого зерна по существу без пористости и отсутствия продольных трещин. Последующая термическая обработка, ранее необходимая в качестве этапа после литья для получения требуемых металлургических характеристик, не нужна, тем самым упрощается процесс литья и минимизируются требования к оборудованию.
Понятно, что специалисту в этой области техники будут очевидны другие варианты осуществления и примеры изобретения, а объем и суть изобретения определены в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1993 |
|
RU2118583C1 |
| Способ упрочнения свинцово-сурьмянистого сплава | 1986 |
|
SU1579466A3 |
| ЛИТЬЕ ПОЛОСЫ ИЗ НЕСМЕШИВАЮЩИХСЯ МЕТАЛЛОВ | 2008 |
|
RU2453394C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2829376C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2729003C2 |
| СПОСОБ ПРЯМОГО ЛИТЬЯ РАСПЛАВЛЕННОГО МЕТАЛЛА В НЕПРЕРЫВНУЮ ПОЛОСУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2117547C1 |
| СПОСОБ ОТЛИВКИ СВИНЦОВЫХ РЕШЕТОК ДЛЯ ЭЛЕКТРОДОВ ИЗ ВТОРИЧНО ОТРАБОТАННОГО СВИНЦА КИСЛОТНЫХ АККУМУЛЯТОРОВ | 2001 |
|
RU2195751C1 |
| ПРОЦЕДУРЫ И СИСТЕМЫ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА С ПРИМЕНЕНИЕМ УСОВЕРШЕНСТВОВАННОЙ ВИБРОМУФТЫ | 2018 |
|
RU2771417C2 |
| ИЗМЕЛЬЧЕНИЕ ЗЕРНА МЕТАЛЛОВ С ПРИМЕНЕНИЕМ НЕПОСРЕДСТВЕННОЙ ПЕРЕДАЧИ ЭНЕРГИИ КОЛЕБАНИЙ ПРИ ПРОИЗВОДСТВЕ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2018 |
|
RU2764885C2 |
| ТОНКАЯ ЛИТАЯ ПОЛОСА С КОНТРОЛИРУЕМЫМ СОДЕРЖАНИЕМ МАРГАНЦА И НИЗКИМ СОДЕРЖАНИЕМ КИСЛОРОДА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2007 |
|
RU2464339C2 |
Изобретение относится к металлургии. Полосу свинцового сплава отливают в устройстве непрерывного литья, содержащем промежуточное разливочное устройство с графитовым носиком-вставкой и ванну расплавленного свинцового сплава. В ванну расплавленного свинцового сплава непрерывно подают расплавленный свинцовый сплав. Для получения полосы желаемой толщины управляют высотой уровня поверхности расплавленного свинцового сплава в носике-вставке. Температуру свинцового сплава в носике-вставке поддерживают в диапазоне от 640° до 750°F. Литейную поверхность с грубой структурой перемещают вверх через ванну расплавленного свинцового сплава путем вращения барабана для осаждения на ней свинцового сплава. Полосу свинцового сплава отверждают, охлаждая литейную поверхность барабана, и снимают с литейной поверхности. Обеспечивается возможность получения полосы свинцового сплава пригодной для изготовления электродов. 7 н. и 8 з.п. ф-лы, 3 ил., 1 табл., 1 пр. 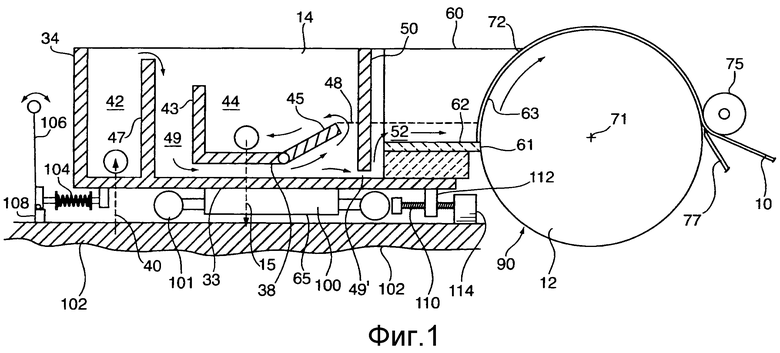
1. Способ непрерывного литья полосы свинцового сплава на литейной поверхности на по существу верхней половине вращающегося литейного барабана из ванны расплавленного свинцового сплава, включающий придание литейной поверхности грубой текстуры, обеспечение промежуточного разливочного устройства, содержащего ванну упомянутого расплавленного свинцового сплава при заданной температуре, примыкающую к по существу вертикальному перемещающемуся вверх участку упомянутого литейного барабана, причем упомянутое промежуточное разливочное устройство имеет открытую переднюю часть рядом с литейной поверхностью, прикрепление с возможностью отсоединения к открытой передней части промежуточного разливочного устройства графитового носика-вставки, имеющего дно и противостоящие боковые стенки, причем упомянутый графитовый носик-вставка имеет открытую переднюю часть, ограниченную дном и противостоящими боковыми стенками, начинающуюся на по существу вертикальном участке литейной поверхности и взаимодействующую с ним для удерживания упомянутого расплавленного свинцового сплава в графитовом носике-вставке, непрерывную подачу расплавленного свинцового сплава в ванну расплавленного свинцового сплава из плавильной ванны расплавленного свинцового сплава, поддерживаемой при температуре в диапазоне от 575° до 750°F, управление высотой уровня поверхности расплавленного свинцового сплава в графитовом носике-вставке для получения полосы желаемой толщины, управление температурой свинцового сплава в графитовом носике-вставке на уровне в диапазоне примерно от 640° до 750°F, перемещение литейной поверхности вверх через ванну расплавленного свинцового сплава путем вращения упомянутого барабана для осаждения на ней свинцового сплава, охлаждение литейной поверхности барабана до температуры в диапазоне примерно от 100° до 210°F для отверждения полосы свинцового сплава на по существу верхней половине вращающегося литейного барабана и снятие полосы с литейной поверхности.
2. Способ по п.1, в котором расплавленный свинцовый сплав представляет собой свинцово-сурьмянистый сплав, содержащий примерно от 0,3 до 5,0 вес.% сурьмы, вплоть до примерно 2 вес.% олова, вплоть до примерно 0,03 вес.% серебра, а остальное - по существу свинец, температуру плавильной ванны поддерживают в диапазоне от 590° до 650°F, управление температурой графитового носика-вставки осуществляют в диапазоне от 670° до 685°F, а литейную поверхность барабана охлаждают до температуры в диапазоне примерно от 175° до 210°F.
3. Способ по п.1, в котором расплавленный свинцовый сплав представляет собой свинцово-кальциевый сплав, содержащий примерно от 0,03 вес.% до 0,1 вес.% кальция, остальное - по существу свинец, температуру плавильной ванны поддерживают на уровне примерно 750°F, управление температурой графитового носика-вставки осуществляют на уровне примерно 750°F, а литейную поверхность барабана охлаждают до температуры в диапазоне примерно от 125° до 210°F.
4. Способ непрерывного литья полосы свинцового сплава, представляющего собой свинцово-сурьмянистый сплав, на литейной поверхности на по существу верхней половине вращающегося литейного барабана из ванны расплавленного свинцово-сурьмянистого сплава, содержащего от примерно 0,3 вес.% до примерно 5 вес.% сурьмы, остальное - по существу свинец, включающий придание литейной поверхности грубой текстуры, обеспечение промежуточного разливочного устройства, содержащего ванну упомянутого расплавленного свинцово-сурьмянистого сплава, примыкающую к по существу вертикальному перемещающемуся вверх участку упомянутого литейного барабана, причем упомянутое промежуточное разливочное устройство имеет открытую переднюю часть рядом с литейной поверхностью, прикрепление с возможностью отсоединения к открытой передней части промежуточного разливочного устройства графитового носика-вставки, имеющего дно и противостоящие боковые стенки, причем упомянутый графитовый носик-вставка имеет открытую переднюю часть, ограниченную дном и противостоящими боковыми стенками, начинающуюся на по существу вертикальном участке литейной поверхности и взаимодействующую с ним для удерживания упомянутого расплавленного свинцово-сурьмянистого сплава в графитовом носике-вставке, непрерывную подачу расплавленного свинцово-сурьмянистого сплава в ванну расплавленного свинцового сплава из плавильной ванны расплавленного свинцово-сурьмянистого сплава, поддерживаемой при температуре в диапазоне от 575° до 650°F, управление температурой свинцово-сурьмянистого сплава в графитовом носике-вставке на уровне в диапазоне примерно от 640° до 700°F, перемещение литейной поверхности вверх через ванну расплавленного свинцово-сурьмянистого сплава путем вращения упомянутого барабана для осаждения на ней свинцово-сурьмянистого сплава, охлаждение литейной поверхности барабана до температуры в диапазоне примерно от 175° до 210°F для отверждения полосы свинцово-сурьмянистого сплава на по существу верхней половине вращающегося литейного барабана и снятие полосы с литейной поверхности.
5. Способ по п.1, в котором расплавленный свинцовый сплав представляет собой свинцово-сурьмянистый сплав, содержащий примерно от 3 до 5 вес.% сурьмы, вплоть до примерно 2 вес.% олова, вплоть до примерно 0,03 вес.% серебра, а остальное - свинец.
6. Способ непрерывного литья полосы свинцового сплава, представляющего собой мелкозернистый свинцово-сурьмянистый сплав, по существу не имеющей пористости, на алюминиевой литейной поверхности вращающегося барабана из ванны расплавленного свинцово-сурьмянистого сплава, содержащего от примерно 0,3 вес.% до примерно 5 вес.% сурьмы, вплоть до примерно 2 вес.% олова, вплоть до примерно 0,03 вес.% серебра, остальное - по существу свинец, включающий абразивную обработку поверхности барабана песчаным материалом с угловатыми частицами, типично представленным измельченным карбидом кремния, для обеспечения грубой текстуры алюминиевой литейной поверхности, обеспечение промежуточного разливочного устройства, содержащего ванну расплавленного свинцово-сурьмянистого сплава, примыкающую к значительной части верхней четверти перемещающегося вверх участка упомянутого вращающегося барабана, причем упомянутое промежуточное разливочное устройство имеет высокую заднюю стенку, высокие боковые стенки и открытую переднюю часть рядом с литейной поверхностью, прикрепление с возможностью отсоединения в упомянутом промежуточном разливочном устройстве примыкающего к упомянутой открытой передней части графитового носика-вставки, имеющего открытую переднюю часть, ограниченную дном и противостоящими боковыми стенками, выполненными с возможностью сопряжения с открытой передней частью промежуточного разливочного устройства, и начинающуюся на по существу вертикальном участке литейной поверхности и взаимодействующую с ним для удерживания упомянутого расплавленного свинцово-сурьмянистого сплава в графитовом носике-вставке, непрерывное пополнение ванны расплавленного свинцово-сурьмянистого сплава из плавильной ванны расплавленного свинцово-сурьмянистого сплава, поддерживаемой при температуре в диапазоне от 590° до 650°F, обеспечение средств для повышения и снижения высоты ванны расплавленного свинцово-сурьмянистого сплава, причем при увеличении высоты ванны расплавленного свинцово-сурьмянистого сплава получают толстую литую полосу, а при уменьшении высоты ванны расплавленного свинцово-сурьмянистого сплава получают тонкую литую полосу, перемещение алюминиевой литейной поверхности вверх через ванну расплавленного свинцово-сурьмянистого сплава путем вращения упомянутого барабана для осаждения на ней свинцово-сурьмянистого сплава, управление температурой свинцово-сурьмянистого сплава в графитовом носике-вставке на уровне в диапазоне от примерно 640° до 700°F, охлаждение литейной поверхности барабана до температуры в диапазоне от 175° до 210°F для отверждения полосы упомянутого свинцово-сурьмянистого сплава на ней и снятие полосы с литейной поверхности.
7. Способ по п.5, в котором в плавильной ванне поддерживают температуру в диапазоне от примерно 590° до 615°F, управление температурой в графитовом носике-вставке осуществляют в диапазоне примерно от 680° до 685°F, а литейную поверхность барабана охлаждают до температуры в диапазоне от 180° до 195°F.
8. Способ по п.1, в котором полосу свинцового сплава отливают со скоростью вплоть до 135 футов/мин и с толщиной вплоть до примерно 0,185 дюйма.
9. Способ по п.4, в котором полосу свинцового сплава отливают со скоростью вплоть до 135 футов/мин и с толщиной вплоть до примерно 0,185 дюйма.
10. Способ по п.7, в котором полосу свинцового сплава отливают со скоростью вплоть до 135 футов/мин и с толщиной вплоть до примерно 0,185 дюйма.
11. Устройство для непрерывного литья полосы из ванны расплавленного металла в промежуточном разливочном устройстве на примыкающей к ней охлаждаемой литейной поверхности на по существу верхней половине вращающегося литейного барабана, имеющего каналы охлаждения для протекания через них охлаждающей воды, содержащее промежуточное разливочное устройство, включающее приемную камеру, камеру возврата и отклоняющую камеру, имеющее проходы, обеспечивающие последовательное сообщение упомянутых камер, причем упомянутое промежуточное разливочное устройство имеет открытую переднюю часть рядом с по существу вертикальным участком литейной поверхности, графитовый носик-вставку, имеющий дно и противостоящие боковые стенки и выполненный с возможностью вставки в промежуточное разливочное устройство примыкающим к открытой передней части промежуточного разливочного устройства, причем упомянутый графитовый носик-вставка имеет открытую переднюю часть, ограниченную дном и боковыми стенками графитового носика-вставки, для взаимодействия с литейной поверхностью для удерживания внутри графитового носика-вставки ванны упомянутого расплавленного металла, имеющей уровень поверхности, причем упомянутая ванна имеет гидравлическую связь с отклоняющей камерой, за счет чего уровень поверхности ванны в носике-вставке является таким же, что и уровень поверхности расплавленного металла в отклоняющей камере, средства для управления уровнем поверхности ванны упомянутого расплавленного металла в отклоняющей камере для управления уровнем поверхности в носике-вставке и средства для перемещения охлаждаемой литейной поверхности вверх через ванну расплавленного металла для литья металла на охлаждаемой литейной поверхности, отличающееся тем, что охлаждаемая литейная поверхность представляет собой алюминиевую поверхность цилиндрического барабана, имеющего продольную ось, вокруг которой вращается литейная поверхность, и упомянутая алюминиевая литейная поверхность имеет грубую неровную текстуру, образованную путем воздействия на нее измельченным и имеющим угловатые частицы карбидом кремния или силикатом алюминия.
12. Полоса мелкозернистого свинцово-сурьмянистого сплава, по существу не имеющая пористости и не имеющая трещин и пустот, содержащая примерно от 3 до 5 вес.% сурьмы, вплоть до примерно 2 вес.% олова и вплоть до примерно 0,03 вес.% серебра, остальное - по существу свинец, полученная способом по п.7.
13. Полоса мелкозернистого свинцово-сурьмянистого сплава по п.12, имеющая ширину вплоть до 20 дюймов и толщину от 0,060 до 0,185 дюйма.
14. Полоса свинцового сплава, представляющего собой мелкозернистый свинцово-сурьмянистый сплав, по существу не имеющая пористости и не имеющая трещин и пустот, содержащая примерно от 3 до 5 вес.% сурьмы, вплоть до примерно 2 вес.% олова и вплоть до примерно 0,03 вес.% серебра, остальное - по существу свинец, полученная способом по п.8.
15. Электрод для аккумуляторной батареи, изготовленный из полосы по п.14 путем пробивки или резки.
| US 5948566 A, 07.09.1999 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКООТВОДОВ ДЛЯ СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРОВ | 2004 |
|
RU2273545C2 |
| Устройство для манипулирования | 1932 |
|
SU32571A1 |
| US 4955429 A, 11.09.1990 | |||
| US 5462109 A, 31.10.1995 | |||
| УСТРОЙСТВО ДЛЯ РАЗРУШЕНИЯ ЛЕДЯНОГО ПОКРОВА | 2004 |
|
RU2250856C1 |

