Изобретение относится к электронной технике, а более конкретно к способу изготовления полупроводниковых лазеров, связанному с защитой зеркал резонатора.
Мощные полупроводниковые лазеры пользуются широким спросом в различных электронных и оптоэлектронных приложениях. Применение таких изделий во многих отраслях науки и техники, например, в качестве источника оптического излучения для накачки волоконных и твердотельных лазеров, в системах передачи и обработки информации, в метрологии и различных системах/комплексах двойного назначения, обусловлено их высоким КПД, неприхотливостью и простотой эксплуатации. Однако с ростом требований к приборам и системам, описанным выше, вырастают требования и к полупроводниковым лазерам. Это приводит к постоянному повышению их параметров: выходной оптической мощности излучения, КПД и срока службы полупроводникового лазера.
Известно, что фактором, ограничивающим срок службы мощных непрерывных и импульсных полупроводниковых лазеров, является снижение их надежности при повышении выходной оптической мощности, обусловленное катастрофической оптической деградацией зеркал (КОДЗ) полупроводниковых лазеров. КОДЗ является результатом деградационного процесса, инициированного локальным разогревом поверхности зеркала вследствие безызлучательной рекомбинации.
Повышение оптической прочности зеркал полупроводникового лазера позволит увеличить максимальную выходную мощность излучения, а также надежность его работы. Максимальная рабочая выходная мощность определяет эффективность использования излучателя в практических приложениях. Поэтому повышение оптической прочности зеркал полупроводникового лазера является актуальной задачей на сегодняшний день.
Один из факторов, которые определяют надежность работы полупроводникового лазера, связан с тем, что при изготовлении полупроводниковых лазеров необходимо проводить обработку граней резонатора, в частности его передней или выходной грани. Обработка граней с целью их очистки от загрязнений, оксидных пленок и дальнейшей защиты от воздействия окружающей атмосферы является одним из способов повышения оптической прочности выходных зеркал полупроводникового лазера.
Известен способ изготовления полупроводниковых лазеров (см. патент US 7338821, МПК: H01L 021/00, опубликован 04.03.2008), включающий получение зеркал путем скалывания лазерной гетероструктуры на воздухе, помещение его на первом этапе в камеру с высоким вакуумом (остаточное давление 10-7-10-8 мБар), нагрев до температуры менее 420°С и очищение поверхности зеркал посредством обработки в газовой, химически активной среде с энергией частиц 1-2 эВ. В качестве газовой среды предпочтительной является плазма атомарного водорода. На втором этапе, в той же камере, на поверхность зеркал наносят защитный слой с низкой проводимостью. Защитный слой состоит из материала, химически инертного по отношению к материалу поверхности зеркал и оптически прозрачного по отношению к генерируемому излучению. Защитный слой также исполняет роль барьера, препятствующего диффузии примесей из окружающей среды к поверхности зеркал. В качестве наиболее предпочтительного материала предложен ZnSe. Показано, что при использовании описанного способа пассивации для полупроводниковых лазеров на основе AlGaAs/GaAs гетероструктуры, излучающих на длине волны 980 нм, величина излучаемой мощности 300 мВт сохранялась в течение 1000 часов непрерывной работы при температуре 40°С.Скорость деградации для полупроводниковых лазеров с пассивированными гранями составила 5⋅10-6 час-1, что на порядок меньше, чем для аналогичных лазеров без пассивированных граней.
Однако известный способ пассивации не обеспечивает полного удаления оксидов с поверхности зеркал. Еще одним недостатком известного способа является использование атомарного водорода, который помимо восстановления поверхности создает в объеме центры безызлучательной рекомбинации, что ведет к повышению оптических потерь и уменьшению выходной оптической мощности.
Известен способ изготовления полупроводниковых лазеров (см. патент US 5144634, МПК: H01S 5/028, опубликован 01.09.1992), в соответствии с которым осуществляют скалывание граней лазерной гетероструктуры в сильно разряженной атмосфере (уровень вакуума 5⋅10-8 Па). Далее полученные грани обрабатывают путем распыления ионов смеси газов азот-водород при напряжении 800 В и давления 0,4 Па, после чего происходит нанесение пассивирующего слоя толщиной 10-100 нм. Пассивирующий слой состоит из материала, химически инертного по отношению к материалу обрабатываемой структуры, такого, как Si, Ge и Sb. Способ предусматривает формирования двух защитных слоев из различных материалов, например, из Si3N4 и из перечисленных выше. В этом случае толщина первого слоя 0,5-5,0 нм, а второго слоя не менее 100 нм. Известный способ применим для повышения надежности AlGaAs/GaAs полупроводниковых лазеров со сколотыми или травлеными гранями Фабри-Перо резонатора. Использование известного способа изготовления полупроводниковых лазеров позволило увеличить выходную оптическую мощность долговременной работы (300 часов) полупроводникового лазера со 150 до 300 мВт. При выходной оптической мощности 50 мВт использование данного способа пассивации зеркал позволило достичь скорости деградации 8,4⋅10-7 час-1.
Недостатками известного способа является необходимость проведения скалывания и последующих пассивирующих действий в условиях вакуума, без контакта с атмосферой. Технически такая задача трудно исполнима.
Известен способ изготовления полупроводниковых лазеров (см. патент US 5177031 H01L 21/02052, опубликован 05.011993), в котором на первом этапе осуществляют мокрое травление граней кристалла для снятия верхних слоев с механическими повреждениями, полученными при ионном травлении. Обработку осуществляют в растворе H2SO4/H2P2/H2O, приготовленном в пропорции 1:8:1000. Затем осуществляют предварительную пассивацию путем формирования сульфидной пленки субмонослойной толщины в водном растворе Na2S 9 Н2О в течение 10-20 минут при температуре 100-250°С.Данный этап обработки позволяет удалить с поверхности остаточные оксиды и обеспечить долговременную химическую стабильность поверхности, а также снижает безызлучательную поверхностную рекомбинацию. Далее на поверхность наносят защитный слой Al2O3 или Si3N4, предотвращающий диффузию элементов к поверхности зеркала. Эффективность известного способа изготовления проверяли на полупроводниковых лазерах на основе AlGaAs/GaAs гетероструктуры раздельного ограничения с градиентным волноводом (GRINSCH). В результате проведения полного цикла обработки граней скорость деградации при выходной оптической мощности 40 мВт была снижена до 10-6-10-5 час-1 по сравнению с необработанными гранями, характеризующимися скоростью деградации 10-4-10-3 час-1.
Недостатком является то, что химическая обработка поверхности в жидких травителях не позволяет достичь такой степени очистки, как при обработке поверхности в условиях высокого вакуума.
Известен способ изготовления полупроводниковых лазеров (см. патент US 6590920, МПК H01S 5/0281, опубликован 08.07.2003), в частности выполненных на основе AlGaAs/GaAs гетероструктуры, излучающих на длине волны 980 нм. Известный способ реализуют посредством эпитаксиального выращивания достаточно толстого монокристаллического слоя на гранях резонатора. Толщина должна быть порядка λ/4n (где λ - длина волны генерации в вакууме, n - показатель преломления наращиваемого эпитаксиального слоя). Полученный слой перекрывает все слои лазерной гетероструктуры, включая активную область, волновод и эмиттеры. Показатель преломления материала такого слоя должен существенно отличаться от показателя преломления слоев лазерной гетероструктуры для обеспечения необходимых коэффициентов отражения. Ширина запрещенной зоны материала выращиваемого эпитаксиального слоя должна быть выше на 0,3 эВ энергии фотонов лазерного излучения. Наиболее предпочтительным материалом для эпитаксиального заращивания граней резонатора является ZnSe. В известном способе отмечается, что напыление должно происходить на грани резонатора, очищенные от загрязнений и поверхностных оксидов. Для достижения требуемой величины коэффициентов отражения выходных зеркал на защищенные таким образом грани резонатора, поверх выращенного защитного эпитаксиального слоя, наносят пленки Si/SiO2 требуемой толщины. При использовании известного способа создания полупроводниковых лазеров, выполненных на основе гетероструктуры AlGaAs/GaAs, излучающих на длине волны 980 нм, максимальная мощность достигала 450 мВт и ограничивалась температурным насыщением, а не КОДЗ.
Недостатком известного способа является то что, эпитаксиальное заращивание сколотых поверхностей является более сложным и дорогостоящим процессом, по сравнению с нанесением диэлектрических пленок методом реактивного плазменого распыления.
Известен способ изготовления полупроводниковых лазеров (см. патент RU2303317, H01L 21/3065, H01S 5/028, опубликован 20.07.2007), по которому расщепляют лазерную пластину на линейки полупроводниковых лазеров во внешней атмосфере, обеспечивая, по меньшей мере, первую грань резонатора. Затем помещают, по меньшей мере, одну линейку полупроводниковых лазеров в вакуум, удаляют поверхностный оксид и загрязнение, по меньшей мере, с первой грани резонатора с использованием сухого травления, например, ионного травления, с использованием плазмы, содержащей, по меньшей мере, одно вещество из группы, содержащей химически инертные и активные газы, как азот, водород, аргон, галогеносодержащие газы (например, соединения на основе Cl, Br, или I) и газообразные углеводороды (например, СН4 и С2H6) и их смеси. Создают первый нитридный поверхностный слой, по меньшей мере, на первой грани резонатора с использованием плазмы, содержащей азот, причем ионы азота ускоряются от плазмы к поверхности (например, извлекаются в качестве ионного пучка). Нитридный слой содержит, по меньшей мере, одно соединение из группы, содержащей AlN, GaN, InN, InAsN. После этого добавляют, по меньшей мере, одну тонкую пленку пассивирующего слоя для дополнительного уменьшения граничной/поверхностной рекомбинации до зеркального покрытия, добавляют защитный слой и/или зеркальное покрытие.
Известный способ отличается простотой, экономичностью и в то же время дает высокий выход за счет повышенной воспроизводимости, обеспечвает такую подготовку граней резонатора, которая удовлетворяет требованиям минимизации поглощения света и поверхностной рекомбинации. Однако не все режимы обработки поверхности за счет травления в плазме дают требуемый результат по надежности и снижению поглощения излучения.
Известен способ изготовления полупроводниковых лазеров (см. патент RU2421856, МПК H01S 5/32, опубликован 20.04.2011), совпадающий с настоящим решением по наибольшему числу существенных признаков и принятый за прототип. Способ-прототип содержит этапы обработки, на которых расщепляют лазерную гетероструктуру на линейки или кристаллы полупроводниковых лазеров во внешней атмосфере, обеспечивая грани резонатора, помещают, по меньшей мере, одну линейку или кристалл полупроводникового лазера в вакуум, удаляют поверхностный оксид и загрязнение с, по меньшей мере, первой грани резонатора с использованием ионного травления, с использованием плазмы, содержащей аргон. Затем создают пассивирующий нитридный поверхностный слой, по меньшей мере, на первой грани резонатора с использованием плазмы, содержащей азот, добавляют, по меньшей мере, один слой блокирующего кислород и взаимную диффузию покрытия Si3N4. Все этапы проводят без промежуточного контакта обрабатываемых образцов с кислородсодержащей средой, при остаточном давлении по кислороду не более 10-10 торр, при этом грани резонатора обрабатывают ионами плазмы аргона при отрицательном потенциале на образцах -5 - -10 В, грани резонатора обрабатывают ионами плазмы азота при отрицательном потенциале на образцах -20 - -30 В. Напыляют слой Si3N4 толщиной 20-30 нм на каждую обрабатываемую грань резонатора при отрицательном потенциале на образцах -10 - -15 В. После обработки ионами плазмы азота проводят локальный прогрев обрабатываемых граней резонатора ускоренными электронами плазмы ионов аргона при положительном потенциале на образцах 20-30 В, затем напыляют на грани просветляющее SiO2 и отражающее SiO2 покрытия.
Необходимо отметить, что, несмотря на локализацию разогрева на поверхности, при ее обработке ускоренными электронами, в способе-прототипе не удается избежать перегрева омических контактов к p-стороне структуры. Бомбардировка поверхностей граней ускоренными электронами приводит к созданию центров безызлучательной рекомбинации в глубине структуры, что также увеличивает потери и снижает надежность работы полупроводникового лазера.
Задачей настоящего изобретения является создание способа изготовления полупроводниковых лазеров, обеспечивающего увеличение оптической прочности выходных зеркал и выходной оптической мощности, а также увеличение срока службы.
Поставленная задача решается тем, что способ создания полупроводниковых лазеров содержит этапы, на которых расщепляют лазерную гетероструктуру на линейки или кристаллы полупроводниковых лазеров во внешней атмосфере, обеспечивая грани резонатора, напыляют на внутреннюю поверхность рабочей вакуумной камеры слой алюминия толщиной не менее 50 нм (толщину слоя алюминия определяют любым из известных в уровне технике способом, например, измерение с помощью интерферометра или кварцевого датчика.). Затем помещают, по меньшей мере, одну линейку или кристалл полупроводникового лазера в вакуумную камеру с остаточным давлением по кислороду не более 2⋅10-10 Торр, где грани резонатора сначала протравливают ионами плазмы аргона со скоростью не более 2 нм/мин. Затем на гранях резонатора создают пассивирующий нитридный слой AlN толщиной не менее 5 нм со скоростью (12,0-12,5) нм/мин распылением алюминиевой мишени с использованием плазмы, содержащей азот, при нулевом потенциале на образцах полупроводниковых лазеров. Толщины пассивирующего нитридного слоя AlN в 5 нм достаточно, чтобы решить задачу защиты поверхности от атмосферного кислорода или последующих кислородсодержащих пленок, например, на основе AI2O3, SiO2 и других. Затем наносят отражающее и просветляющее покрытия на грани резонатора поверх пассивирующегонитридного слоя AlN
Грани резонатора можно протравливать ионами плазмы аргона на глубину не менее 3 нм, при содержании аргона в среде не менее 99,999 мас. %.
Пассивирующий нитридный слой AlN можно создавать плазмой азота, при содержании азота в среде не менее 99,999 мас. %.
Пассивирующий нитридный слой AlN можно создавать распылением алюминиевой мишени при содержании алюминия не менее 99,999 мас. %.
Новым в настоящем способе является напылление на внутреннюю поверхность рабочей вакуумной камеры слоя алюминия толщиной не менее 50 нм, формирование на гранях резонатора пассивирующего нитридного слоя AlN толщиной не менее 5 нм со скоростью (12,0-12,5) нм/мин распылением алюминиевой мишени с использованием плазмы, содержащей азот, при нулевом потенциале на образцах полупроводниковых лазеров.
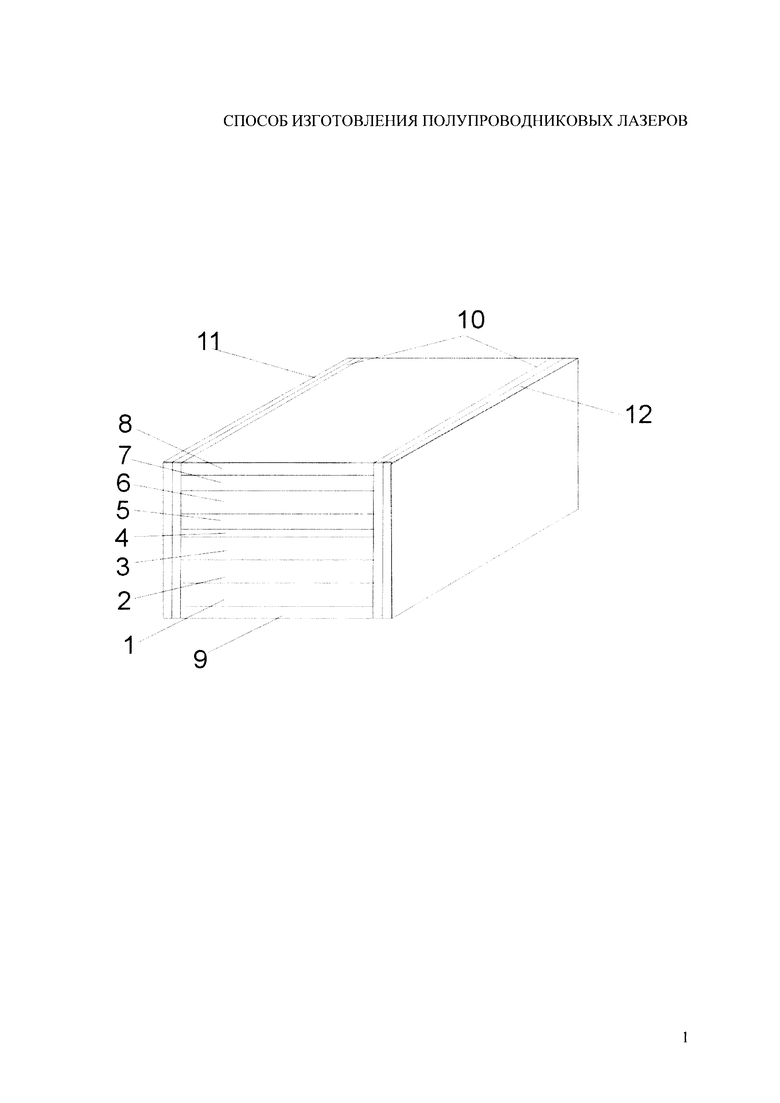
Настоящий способ создания полупроводниковых лазеров поясняется чертежом (см. фиг.), на котором показан одиночный кристалл полупроводникового лазера, включающий: подложку 1, эмиттерный слой 2 n-типа проводимости, первую часть 3 волноводного слоя p- или n-типа проводимости, активную область 4, вторую часть 5 волноводного слоя p- или n-типа проводимости, эмиттерный слой 6 p-типа проводимости, контактный слой 7 p-типа проводимости, омический контакт 8, сформированный на поверхности контактного слоя p-типа проводимости, и омический контакт 9, сформированный поверхности подложки n-типа проводимости, пассивирующий нитридный слой AlN 10, сформированный на поверхности грани резонатора, отражающее покрытие 11, просветляющее покрытие 12, сформированное поверх пассивирующего нитридного слоя AlN.
Настоящий способ создания полупроводниковых лазеров осуществляют следующим образом.
Любым из известных способов эпитаксиального выращивания твердых растворов соединений АЗВ5 (молекулярно пучковая эпитаксия, газофазная эпитаксия из металлоорганических соединений, жидкофазная эпитаксия) на подложке 1 выращивают лазерную гетероструктуру, показанную на чертеже, включающую, по меньшей мере, один эмиттерный слой 2 n-типа проводимости, одну первую часть 3 волноводного слоя p- или n-типа проводимости, одну активную область 4, одну вторую часть 5 волноводного слоя p- или n-типа проводимости, один эмиттерный слой 6 p-типа проводимости, один контактный слой 7 p-типа проводимости. Активная область 4 может содержать несколько слоев с меньшей шириной запрещенной зоны, разделенными между собой барьерными слоями с большей шириной запрещенной зоны. Активная область 4, волноводные слои 3, 5 и эмиттерные слои 2, 6, могут быть выполнены на основе систем твердых растворов AlGaAs, InGaAs, InGaAsP, AlInGaAs. Выбор составов, толщин и уровней легирования эпитаксиальных слоев определяется условиями работы полупроводникового лазера, а также возможностью достижения максимальной излучательной эффективности, и известен из уровня техники. На выращенной лазерной гетероструктуре на поверхности контактного слоя p-типа проводимости и поверхности подложки 1 n-типа формируют омические контакты 8 и 9 соответственно с размерами, необходимыми для решения поставленных задач. Затем лазерную гетероструктуру расщепляют на линейки полупроводниковых лазеров. Расщепление на линейки полупроводниковых лазеров может происходить в кислородсодержащей атмосфере. Геометрические размеры линеек полупроводниковых лазеров: ширина задает количество одиночных полупроводниковых лазеров, а длина - длину резонатора полупроводниковых лазеров. При расщеплении лазерной гетероструктуры на линейки или кристаллы полупроводниковых лазеров в кислородсодержащей атмосфере на гранях резонатора образуются естественные окислы элементов, входящих в состав твердых растворов эпитаксиальных слоев. Перед загрузкой линеек полупроводниковых лазеров в рабочую вакуумную камеру, производят напыление слоя алюминия на внутреннюю поверхность рабочей вакуумной камеры. Толщина слоя алюминия должна быть не менее 50 нм. Указанная толщина слоя позволяет сохранять одинаковые условия напыления и характеристики пассивирующих нитридных слоев AlN от процесса к процессу и, таким образом, обеспечить воспроизводимость напыляемых пассивирующих нитридных слоев AlN. Это существенно упрощает формирование отражающих и просветляющих покрытий на гранях резонатора при изготовлении полупроводниковых лазеров. Напыление слоя алюминия с большей толщиной приводит к увеличению времени процесса и увеличению времени наработки оборудования установки, что требует более частое технологическое обслуживание. Толщину слоя алюминия определяют одним из известных способов измерения толщин слоев: с использованием кварцевого датчика, интерферометра, профилометра и др.
Далее линейки полупроводниковых лазеров помещают в рабочую вакуумную камеру. На втором этапе проводят удаление образовавшихся оксидных пленок с поверхности граней резонатора полупроводниковых лазеров. Удаление оксидных пленок производится за счет механического травления поверхности граней резонатора ионами аргона, например, плазмы тлеющего разряда в среде аргона, что известно из существующего уровня техники. Исследования показали, что для создания плазмы тлеющего разряда в среде аргона желательно использовать аргон со степенью чистоты не хуже 99,999 мас. %. Только в этом случае формируются оптимальные условия для механического травления поверхности граней без участия каких-либо химических реакций. Процесс механического травления должен проводиться при остаточном давлении по кислороду не более 2⋅10-10 Торр. При механическом травлении важно не превышать пороговую энергию ионов аргона. Превышение пороговой энергии ионов аргона приведет к необратимому разрушению структуры поверхности граней. В результате необратимого разрушения структуры граней на поверхности возникают центры безызлучательной рекомбинации, что ускоряет процесс деградации выходных зеркал полупроводниковых лазеров. Установлено, что скорость травления поверхности граней резонатора не должна превышать 2 нм/мин. В этом случае обеспечивается условие, при котором энергия ионов аргона не превышает пороговую энергию, что обеспечивает отсутствие необратимых разрушений поверхности граней резонатора. Скорость процесса механического травления определяется как отношение толщины удаляемого слоя к времени процесса, при этом толщина удаляемого слоя определяется любым из известных по уровню технике способов, например, с помощью интерферометра или измерения профилей травления на профилометре или электронном микроскопе и др. Минимальная толщина удаляемого слоя поверхности граней резонатора составляет 3 нм. Данная толщина обеспечивает удаление всех оксидных пленок с поверхности граней резонатора. Толщина удаляемого слоя поверхности определяется из известного значения скорости механического травления и времени процесса. В результате механического травления граней в плазме аргона при указанных режимах происходит полное удаление оксидных пленок и сохраняется структура обрабатываемой поверхности. На третьем этапе, без промежуточного контакта с кислородсодержащей атмосферой, проводят напыление пассивирующего нитридного слоя AlN на очищенную от оксидных пленок поверхность граней резонатора. Напыление пассивирующего нитридного слоя AlN на грани резонатора происходит в условиях плазмы тлеющего разряда в среде азота, при остаточном давлении по кислороду не более 2⋅10-10 Торр и нулевом потенциале на линейках полупроводниковых лазеров. Плазма тлеющего разряда может быть получена при постоянном напряжении, что известно из существующего уровня техники. Для создания плазмы тлеющего разряда в среде азота желательно использовать азот со степенью чистоты не хуже 99,999 мас. %. Для процессов напыления пассивирующих нитридных слоев AlN желательно использовать алюминиевую мишень со степенью чистоты не хуже 99,999 мас. %. Только в этом случае морфология пассивирующих нитридных слоев AlN и формируемого интерфейса грань резонатора- слой AlN, дает минимальные оптические потери. Наличие примесей приводит к нарушению структуры пассивирующего нитридного слоя AlN: формированию пор, проколов. Пассивирующий нитридный слой AlN должен формироваться со скоростью 12,0-12,5 нм/мин. Скорость роста пассивирующего нитридного слоя AlN определяется как отношение толщины напыляемого слоя к времени процесса, при этом толщину слоя AlN определяют любым из известных из уровня технике способом, например, измерение с помощью интерферометра или кварцевого датчика. Напыление пассивирующего нитридного слоя AlN со скоростью больше чем 12.5 нм/мин приводит к нитридизации граней резонатора ионами азота. В результате нитридизации на поверхности формируются нитриды элементов, которые соответствуют атомам металлов эпитаксиальных слоев твердых растворов лазерной гетероструктуры. При формировании нитридов освобождается атомарный мышьяк, который является центром безызлучательной рекомбинации. Появление таких центров на гранях резонатора приводит к ускорению деградационных процессов полупроводниковых лазеров. Так же увеличение скорости роста пассивирующего нитридного слоя AlN приводит к образованию избытка алюминия в пленке, что, в свою очередь, приводит к ухудшению оптических характеристик: снижение оптической прочности, увеличение поглощения излучения. Напыление пассивирующего нитридного слоя AlN со скоростью менее 12 нм/мин приводит к формированию аморфной структуры слоя AlN и падению адгезионных характеристик. Пассивирующий нитридный слой AlN аморфной структуры характеризуются худшей теплопроводностью, оптической и электрической прочностью по сравнению со слоями AlN поликристаллической структуры. Кроме этого, показатель преломления поликристаллических слоев AlN (n=2.02) позволяет эффективно решать задачи создания просветляющих покрытий с коэффициентом отражения 0,1-10,0%. Типично для решения данной задачи используют сложные комбинации диэлектрических покрытий различных материалов. В случае использования поликристаллического слоя AlN существенно упрощается технология формирования просветляющих покрытий, так как нет необходимости использовать сложные комбинации диэлектрических покрытий различных материалов. Минимальная толщина пассивирующего нитридного слоя AlN, которая обеспечивает условия, когда атмосферный кислород или кислород из кислородсодержащих пленок не оказывает воздействие на поверхность граней резонатора, составляет 5 нм. Толщину пассивирующего нитридного слоя AlN определяют любым из известных в уровне технике способом, например, измерение с помощью интерферометра или кварцевого датчика. Напыление пассивирующего нитридного слоя AlN с большей толщиной приводит к увеличению времени процесса и увеличению времени наработки оборудования установки, что требует более частое технологическое обслуживание. Если слой AlN используют для формирования просветляющих покрытий, то требуемая толщина слоя AlN выбирается, исходя из значения коэффициента отражения для требуемой длины волны, на основании известных соотношений, связывающих толщину слоя AlN с коэффициентом отражения n=2,02 и длиной волны лазерного излучения. При напылении отражающих покрытий толщина пассивирующего нитридного слоя AlN должна быть не меньше 5 нм. Указанной толщины пассивирующего нитридного слоя AlN достаточно, чтобы решить задачу защиты поверхности от атмосферного кислорода или последующих кислородсодержащих пленок, например, на основе Al2O3, SiO2 и других. Последующие слои напыляют в зависимости от требуемого значения коэффициента отражения, и определяются на основании известных соотношений и длины волны лазерного излучения. Таким образом, покрытия на основе AlN могут одновременно выполнять функции просветляющих или отражающих покрытий и функции пассивации без привлечения дополнительных технологических операций. Для напыления пассивирующих нитридных слоев AlN в предлагаемом способе можно использовать режим, в котором плазма формируется источником постоянного напряжения. В этом случае можно формировать пассивирующие нитридные слои AlN без использования сложных и дорогостоящих высокочастотных генераторов. Это позволяет упростить технологию и стоимость выполняемых работ при повышении оптической прочности и надежности формируемых покрытий.
В результате реализации настоящего способа изготовления полупроводниковых лазеров получают линейки полупроводниковых лазеров с гранями резонатора очищенными от загрязнений, оксидов и сформированными пассивирующими, просветляющими, отражающими покрытиями. Отражающие и просветляющие покрытия граней резонатора, полученные в соответствии с настоящим способом, могут находиться в контакте с кислородсодержащей атмосферой, без снижения надежности и оптической прочности.
Реализация настоящего способа изготовления полупроводниковых лазеров позволяет увеличить оптическую прочность зеркал, выходную оптическую мощность и долговременную надежность полупроводниковых лазеров, а также упростить технологию изготовления надежных просветляющих и отражающих покрытий для полупроводниковых лазеров.
В настоящем способе уменьшено количество этапов изготовления пассивирующего и защитного слоя зеркал полупроводниковых лазеров. Достигнуто это за счет использования пассивирующего нитридного слоя AlN. Так как данный материал является не содержащим кислород, хорошим диэлектриком с высокой оптической прочностью и возможностью качественной адгезии на поверхности грани резонатора, а его оптические свойства подходят для использования в качестве просветляющего покрытия, то возможно его комбинирование как защитного и просветляющего покрытия. Тем самым отпадает надобность в дополнительных материалах, а, следовательно, и этапах.
Реализация в настоящем способе подготовки поверхности позволяет упростить процесс изготовления надежных полупроводниковых лазеров с повышенной выходной оптической мощностью за счет возможности формирования линеек или одиночных кристаллов полупроводниковых лазеров в условиях кислородсодержащей атмосферы и проведения процесса обработки и формирования пленок в одной вакуумной камере, что существенно упрощает и удешевляет используемую аппаратуру.
Пример. Методом газофазной эпитаксии из металлоорганических соединений на подложке GaAs n-типа электропроводности была выращена лазерная гетероструктура, показанная на чертеже, включающая, эмиттерный слой Al0.4Ga0.6As n-типа электропроводности с концентрацией электронов n=3⋅1017 см-3 толщиной 1,42 мкм, одну первую часть волноводного слоя Al0.3Ga0.7As толщиной 0,5 мкм, одну активную область GaAs толщиной 7,5 нм, одну вторую часть волноводного слоя Al0.3Ga0.7As толщиной 0,5 мкм, один эмиттреный слой Al0.4Ga0.6As p-типа электропроводности с концентрацией дырок p=1,5⋅1017 см-3 толщиной 1,5 мкм, один контактный слой GaAs р-типа электропроводности толщиной 0,3 мкм с концентрацией дырок p=8⋅1018 см-3. Выращенная гетероструктура обеспечивала лазерную генерацию на длине волны 844 нм. На выращенной лазерной гетероструктуре на поверхности контактного слоя p-типа электропроводности формировали p-омический контакт, на поверхности подложки n-типа формировали n-омический контакт. Затем гетероструктуру расщепляли на линейки в кислородсодержащей атмосфере. Геометрические размеры линейки: ширина 1 см давала 25 полосковых контактов, а длина 1,2 мм задавала длину Фабри-Перо резонатора полупроводниковых лазеров. При раскалывании гетероструктуры на линейки в среде, содержащей кислород, образовывались естественные слои окислов, в том числе на гранях резонатора.
Было реализовано три способа изготовления полупроводниковых лазеров. Для первого способа на образцы линеек полупроводниковых лазеров проводили напыление на грани резонатора просветляющих SiO2 и отражающих Si/SiO2 диэлектрических покрытий. При измерении ватт-амперных характеристик данных образцов полупроводниковых лазеров с напыленными просветляющими и отражающими покрытиями имели максимальную выходную оптическую мощность в непрерывном режиме возбуждения 3.5 Вт. При этом испытания на долговременную надежность показали, что время наработки на отказ составляет 20 часов при работе на 2 Вт выходной оптической мощности. Деградация происходила из-за разрушения выходного зеркала.
Второй способ включал следующие этапы. Наносили на внутреннюю поверхность рабочей вакуумной камеры слой алюминия, толщиной 55 нм. После этого образцы линеек полупроводниковых лазеров помещали в рабочую камеру. В среде аргона, при остаточном давлении по кислороду 2⋅10-10 Торр, формировалась плазма тлеющего разряда. Для создания плазмы тлеющего разряда в среде аргона использовали аргон со степенью чистоты 99,999 мас. %. Проводили травление граней резонатора со скоростью 1,4 нм/мин, при этом время травления составляло 3 мин. Это обеспечило стравливание поверхностного слоя толщиной 4,2 нм. После этого, без промежуточного контакта с кислородсодержащей атмосферой, в среде азота при остаточном давлении по кислороду 2⋅10-10 Торр, формировалась плазма тлеющего разряда при нулевом потенциале на образцах линеек полупроводниковых лазеров. Для создания плазмы тлеющего разряда в среде азота использовали азот со степенью чистоты 99,999 мас. %. Создавали пассивирующий нитридный слой AlN со скоростью 12 нм/мин. Для создания слоя использовалась алюминиевая мишень со степенью чистоты 99,999 мас. %. На переднее зеркало напыление длилось 7 мин 20 сек, что обеспечило толщину 88 нм и коэффициент отражения для длины волны лазерного излучения 5%. На заднее зеркало напыление длилось 30 сек, что обеспечило толщину 6 нм. Далее на заднее зеркало проводили напыление отражающего покрытия на основе Si/SiO2. Далее обработанные структуры проходили измерение ватт-амперных характеристик. Максимальная выходная оптическая мощность в непрерывном режиме возбуждения для полупроводниковых лазеров изготовленных в соответствии с настоящим способом, достигала 6 Вт. После работы в непрерывном режиме при оптической мощности 2 Вт в течение 200 часов, полупроводниковые лазеры не показали какие-либо ухудшений оптических характеристик.
Третий способ включал следующие этапы. Наносили на внутреннюю поверхность рабочей вакуумной камеры слой алюминия, толщиной 55 нм. После этого образцы линеек полупроводниковых лазеров помещали в рабочую камеру. В среде аргона, при остаточном давлении по кислороду ⋅10-10 Торр, формировалась плазма тлеющего разряда. Для создания плазмы тлеющего разряда в среде аргона использовали аргон со степенью чистоты 99,999 мас. %. Проводили травление граней резонатора со скоростью 1,4 нм/мин, при этом время травления составляло 3 мин. Это обеспечило стравливание поверхностного слоя толщиной 4,2 нм. После этого, без промежуточного контакта с кислородсодержащей атмосферой, в среде азота при остаточном давлении по кислороду 2⋅10-10 Торр, формировалась плазма тлеющего разряда при нулевом потенциале на образцах линеек полупроводниковых лазеров. Для создания плазмы тлеющего разряда в среде азота использовали азот со степенью чистоты 99,999 мас. %. Создавали пассивирующий нитридный слой AlN со скоростью 12.5 нм/мин. Для создания слоя использовалась алюминиевая мишень со степенью чистоты 99,999 мас. %. На переднее зеркало напыление длилось 7 мин, что обеспечило толщину 87,5 нм и коэффициент отражения для длины волны лазерного излучения 5%. На заднее зеркало напыление длилось 30 сек, что обеспечило толщину 6 нм. Далее на заднее зеркало проводили напыление отражающего покрытия на основе Si/SiO2. Далее обработанные структуры проходили измерение ватт-амперных характеристик. Максимальная выходная оптическая мощность в непрерывном режиме возбуждения для полупроводниковых лазеров изготовленных в соответствии с настоящим способом, достигала 5.9 Вт. После работы в непрерывном режиме при оптической мощности 2 Вт в течение 200 часов, полупроводниковые лазеры не показали какие-либо ухудшений оптических характеристик.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пассивации лазеров GaAs методом электронно-лучевого испарения с ионным ассистированием | 2022 |
|
RU2814419C1 |
| СПОСОБ ПАССИВАЦИИ И ЗАЩИТЫ ГРАНЕЙ РЕЗОНАТОРА ПОЛУПРОВОДНИКОВЫХ ЛАЗЕРОВ | 2009 |
|
RU2421856C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАЗЕРНЫХ ЗЕРКАЛ, ЛИШЕННЫХ ЗАГРЯЗНЕНИЙ, И ИХ ПАССИВАЦИИ | 2002 |
|
RU2303317C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЕРТИКАЛЬНО-ИЗЛУЧАЮЩЕГО ЛАЗЕРА С ВНУТРИРЕЗОНАТОРНЫМИ КОНТАКТАМИ И ДИЭЛЕКТРИЧЕСКИМ ЗЕРКАЛОМ | 2016 |
|
RU2703938C1 |
| ПОЛУПРОВОДНИКОВЫЙ ЛАЗЕР | 1996 |
|
RU2109382C1 |
| ПОЛУПРОВОДНИКОВЫЙ ЛАЗЕР | 2013 |
|
RU2535649C1 |
| ПОЛУПРОВОДНИКОВЫЙ ДИСКОВЫЙ ЛАЗЕР | 2010 |
|
RU2461932C2 |
| ИНТЕГРАЛЬНЫЙ ПОЛУПРОВОДНИКОВЫЙ ЛАЗЕР-УСИЛИТЕЛЬ | 1996 |
|
RU2109381C1 |
| ИНЖЕКЦИОННЫЙ ЛАЗЕР | 2013 |
|
RU2549553C2 |
| ИНЖЕКЦИОННЫЙ ЛАЗЕР С МНОГОВОЛНОВЫМ МОДУЛИРОВАННЫМ ИЗЛУЧЕНИЕМ | 2013 |
|
RU2540233C1 |
Способ изготовления полупроводниковых лазеров содержит этапы, на которых расщепляют лазерную гетероструктуру на линейки полупроводниковых лазеров во внешней атмосфере, обеспечивая грани резонатора, напыляют на внутреннюю поверхность рабочей вакуумной камеры слой алюминия толщиной не менее 50 нм, помещают, по меньшей мере, одну линейку или кристалл полупроводникового лазера в вакуумную камеру с остаточным давлением по кислороду не более 2⋅10-10 Торр, где грани резонатора сначала протравливают ионами плазмы аргона со скоростью не более 2 нм/мин на глубину не менее 3 нм. Затем на гранях резонатора создают пассивирующий нитридный слой AlN со скоростью (12,0-12,5) нм/мин и толщиной не менее 5 нм распылением алюминиевой мишени с использованием плазмы, содержащей азот, при нулевом потенциале на образцах полупроводниковых лазеров. Наносят отражающее и просветляющее покрытия на грани резонатора поверх пассивирующего нитридного слоя AlN. Способ обеспечивает увеличение оптической прочности выходных зеркал и выходной оптической мощности, увеличение срока службы полупроводниковых лазеров. 3 з.п. ф-лы, 1 ил.
1. Способ изготовления полупроводниковых лазеров, содержащий этапы, на которых расщепляют лазерную гетероструктуру на линейки полупроводниковых лазеров во внешней атмосфере, обеспечивая грани резонатора, напыляют на внутреннюю поверхность рабочей вакуумной камеры слой алюминия толщиной не менее 50 нм, помещают, по меньшей мере, одну линейку или кристалл полупроводникового лазера в вакуумную камеру с остаточным давлением по кислороду не более 2⋅10-10 Торр, где грани резонатора сначала протравливают ионами плазмы аргона со скоростью не более 2 нм/мин, затем на гранях резонатора создают пассивирующий нитридный слой AlN со скоростью (12,0-12,5) нм/мин и толщиной не менее 5 нм распылением алюминиевой мишени с использованием плазмы, содержащей азот, при нулевом потенциале на образцах полупроводниковых лазеров, затем на грани резонатора поверх пассивирующего нитридного слоя AlN наносят отражающее и просветляющее покрытия.
2. Способ по п. 1, отличающийся тем, что грани резонатора протравливают на глубину не менее 3 нм при содержании аргона в среде не менее 99,999 мас. %.
3. Способ по п. 1, отличающийся тем, что пассивирующий нитридный слой AlN создают плазмой азота при содержании азота в среде не менее 99,999 мас. %.
4. Способ по п. 1, отличающийся тем, что пассивирующий нитридный слой AlN создают распылением алюминиевой мишени при содержании алюминия не менее 99,999 мас. %.
| СПОСОБ ПАССИВАЦИИ И ЗАЩИТЫ ГРАНЕЙ РЕЗОНАТОРА ПОЛУПРОВОДНИКОВЫХ ЛАЗЕРОВ | 2009 |
|
RU2421856C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАЗЕРНЫХ ЗЕРКАЛ, ЛИШЕННЫХ ЗАГРЯЗНЕНИЙ, И ИХ ПАССИВАЦИИ | 2002 |
|
RU2303317C2 |
| RU 2004106535 A, 27.03.2005 | |||
| US 2007054431 A1, 08.03.2007 | |||
| JP 9162496 A, 20.06.1997 | |||
| JP 3142892 A, 18.06.1991. | |||

