Перекрестные ссылки на смежные заявки
Данная заявка испрашивает приоритет по предварительной заявке на патент США № 61/931,727, поданной 27 января 2014 г., содержание которой полностью включено в настоящий документ путем ссылки.
Область применения изобретения
Настоящее изобретение относится к устройствам для сшивания самоудерживающейся шовной нитью и способам изготовления устройств для сшивания самоудерживающейся шовной нитью. В частности, изобретение относится к нитям, имеющим множество асимметричных фиксаторов вдоль участка своей осевой длины.
Предпосылки создания изобретения
Различные хирургические способы, в которых используются нити, применялись в прошлом для закрытия или скрепления вместе краев ран в ткани человека или животного, такой как кожа, мышцы, сухожилия, внутренние органы, нервы, кровеносные сосуды и т. п. Более конкретно, хирург может применять хирургическую иглу с прикрепленной традиционной шовной нитью (которая может представлять собой гладкое моноволокно или может представлять собой многоволоконную шовную нить) для попеременного прокалывания ткани с противолежащих сторон раны и, таким образом, закрытия раны шовной нитью. Наложение узловых швов представляет собой часто применяемый способ, особенно для поверхностных ран, независимо от того, возникла ли рана в результате несчастного случая или в результате хирургической операции. Впоследствии хирургическую иглу удаляют и концы нити связывают, как правило, по меньшей мере, тремя перекидными движениями с образованием узла.
Самоудерживающиеся шовные нити, которые также иногда называют шовными нитями с зазубринами, обеспечили множество преимуществ перед закрытием ран традиционными шовными нитями. Самоудерживающаяся шовная нить включает в себя удлиненное тело, которое имеет один или более расположенных на расстоянии друг от друга фиксаторов, которые выступают из поверхности тела вдоль длины тела. Фиксаторы размещены так, чтобы обеспечивать прохождение шовной нити в одном направлении через ткань, но сопротивляться перемещению шовной нити в противоположном направлении. Соответственно, самоудерживающиеся шовные нити не нужно завязывать узлами. Также устранена необходимость в поддержании ассистентом хирурга натяжения при непрерывном шве, что необходимо при использовании традиционных шовных нитей.
Самоудерживающаяся шовная нить должна обладать приемлемой прочностью на растяжение, что позволяет хирургу протягивать ее через ткань во время применения. Тем не менее при протягивании в противоположном направлении фиксаторы должны быть способны в достаточной степени удерживать ткань и сопротивляться перемещению шовной нити в этом противоположном направлении. Таким образом, самоудерживающиеся шовные нити должны обладать достаточной прочностью фиксации.
Самоудерживающиеся шовные нити должны включать в себя фиксаторы, которые позволяют беспрепятственное прохождение через ткань в первом направлении, но благодаря способности фиксаторов цепляться за ткань препятствуют перемещению в обратном направлении. При формировании приемлемой самоудерживающейся шовной нити необходимо учитывать такие важные факторы, как поперечное сечение шовной нити и иглы. Кроме того, способность устройства для сшивания шовной нитью обеспечивать тактильные или другие ощущения по мере ее протягивания через ткань является особенно преимущественной, особенно в век роботизированной хирургии.
Во время прохождения ткани к дистальному концу традиционной шовной нити с зазубринами (под термином «дистальный конец» подразумевается наиболее удаленный конец от конца шовной нити, вводимого в ткань) фиксаторы сворачиваются внутрь под действием давления окружающей ткани внутри канала иглы. Однако площадь поперечного сечения или диаметр образуемого иглой канала в месте введения шовной нити может превышать таковые у шовной нити, протягиваемой через ткань. Канал является более крупным, так как диаметр иглы больше диаметра волокна, используемого в большинстве хирургических шовных нитей, применение которых предполагает предварительное прокалывание иглой. В результате этого несоответствия диаметров шовной нити и иглы, а также учитывая эластичное сворачивание фиксаторов, во время обратного натяжения может не произойти предполагаемого зацепления фиксатора. Кроме того, поскольку геометрические характеристики прорезанной зазубрины у традиционных шовных нитей с зазубринами по существу сформирована в результате надреза поверхности волокна от кончика до основания фиксатора, кончики полученных зазубрин можно получать с небольшим изгибом, посредством чего кончик зазубрины фактически ориентирован к центральной оси шовной нити, в сторону от ткани, которую необходимо зацепить, таким образом повышая вероятность неудачного зацепления ткани. В результате этого самоудерживающаяся шовная нить не может зафиксироваться в ткани.
Фиксаторы, сформированные на волокне традиционными способами, могут иметь различную площадь поперечного сечения или слишком большую площадь поперечного сечения из-за фиксаторов, неспособных в значительной степени сворачиваться или отклоняться при протягивании через ткань. Хотя это и может обеспечить приемлемое удержание при протягивании шовной нити в противоположном направлении, шовная нить может повреждать ткань при протягивании в направлении введения.
В процессе применения самоудерживающихся шовных нитей в более ограниченной рабочей среде также были определены дополнительные функциональные требования к шовным нитям. Во время применения роботизированных систем для размещения устройств необходимо обеспечивать оптические хирургические сигналы при использовании в рамках границ эндоскопической среды. К возможным оптическим сигналам, доступным врачу-оператору роботизированной системы, относятся движение ткани при протягивании через нее шовной нити из-за небольшого объема локализованного сопротивления, оказываемого отдельными фиксаторами на ткани во время прохождения, побледнение ткани, качество канала в ткани и аппозиция краев раны. После размещения фиксаторов открытым или лапароскопическим способом важно, чтобы устройство обеспечивало элементы, указывающие на зацепление фиксатора, которые можно было бы ощущать посредством рабочего инструментария, что обычно называют тактильной обратной связью.
Существовавшие ранее способы формирования фиксаторов на шовной нити традиционно включали в себя применение режущих лезвий, которые обеспечивали гладкое однородное надрезание шовной нити, начиная с надрезания у кончика фиксатора и заканчивая основанием фиксатора (где фиксатор соединяется с волокном шовной нити). Хотя эти существовавшие ранее способы и можно использовать для формирования гладких и однородных фиксаторов в шовной нити, в настоящем изобретении предложен усовершенствованный способ формирования фиксаторов в шовной нити, при котором фиксаторы имеют асимметричную геометрию. В соответствии с настоящим изобретением фиксаторы надрезают, начиная у основания фиксатора, затем выполняют надрез через волокно и заканчивают на кончике фиксатора. В результате формирования шовной нити с асимметричными фиксаторами, образованными способами настоящего изобретения, можно получить устройство, обладающее приемлемой прочностью на растяжение, которое обеспечивает тактильную или другую обратную связь во время применения и лучшую фиксацию в ткани.
Изложение сущности изобретения
В одном варианте осуществления настоящего изобретения предложена самоудерживающаяся шовная нить, включающая в себя волокно, которое имеет тело с центральной осью и внешним периметром; и множество фиксаторов, образованных в теле волокна, каждый из которых имеет участок дистального кончика, участок проксимального основания, первый боковой участок, соединяющий участок проксимального основания и участок дистального кончика, и второй боковой участок, соединяющий участок проксимального основания и участок дистального кончика, при этом первый боковой участок имеет большую длину, чем второй боковой участок.
В настоящем описании также предложен способ формирования самоудерживающейся шовной нити, включающий в себя этапы размещения волокна в устройстве, причем волокно включает в себя тело с центральной осью и внешним периметром, а устройство включает в себя режущее устройство, режущее устройство включает в себя лезвие, прикрепленное к основанию с возможностью вращения и выполненное с возможностью контакта с волокном; активации режущего устройства, при этом активация позволяет перемещать лезвие вдоль оси вращения при вхождении в контакт с телом волокна; выполнения надрезов в теле волокна так, что лезвие входит во внутреннее пространство тела и выходит под углом из тела, формируя фиксатор в теле волокна, где фиксатор имеет участок дистального кончика, участок проксимального основания, первый боковой участок, соединяющий участок проксимального основания и участок дистального кончика, и второй боковой участок, соединяющий участок проксимального основания и участок дистального кончика, при этом первый боковой участок имеет большую длину, чем второй боковой участок.
Краткое описание чертежей
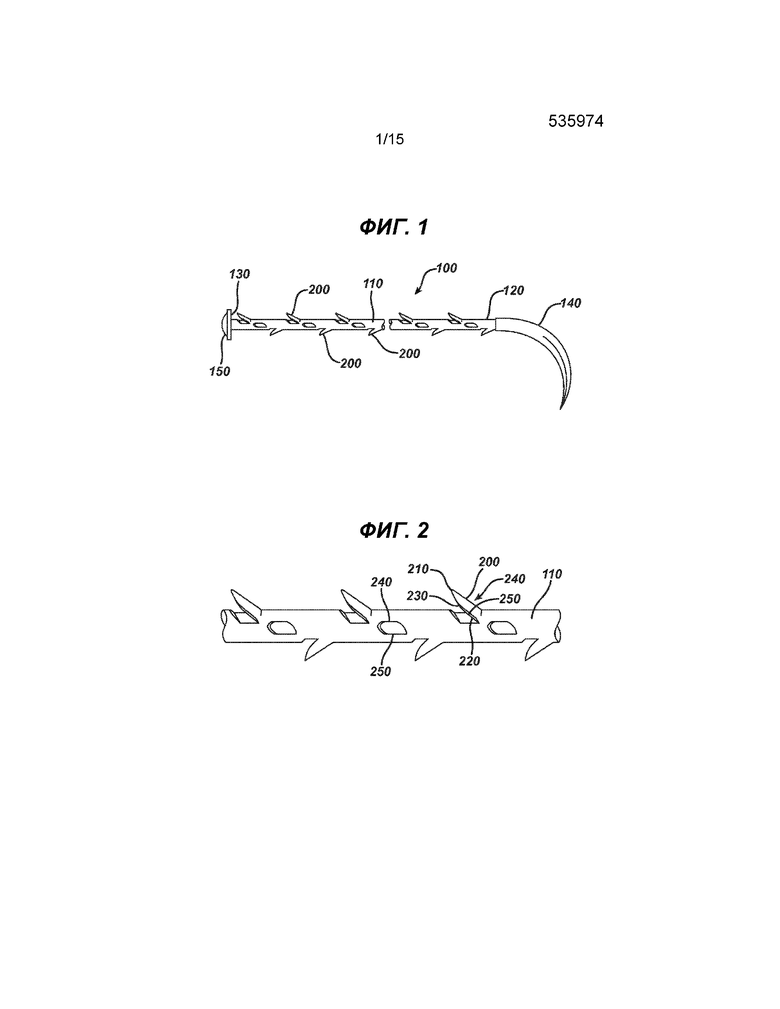
На Фиг. 1 представлен вид сбоку одного варианта осуществления самоудерживающейся шовной нити настоящего изобретения.
На Фиг. 2 представлен вид крупным планом варианта осуществления, показанного на Фиг. 1.
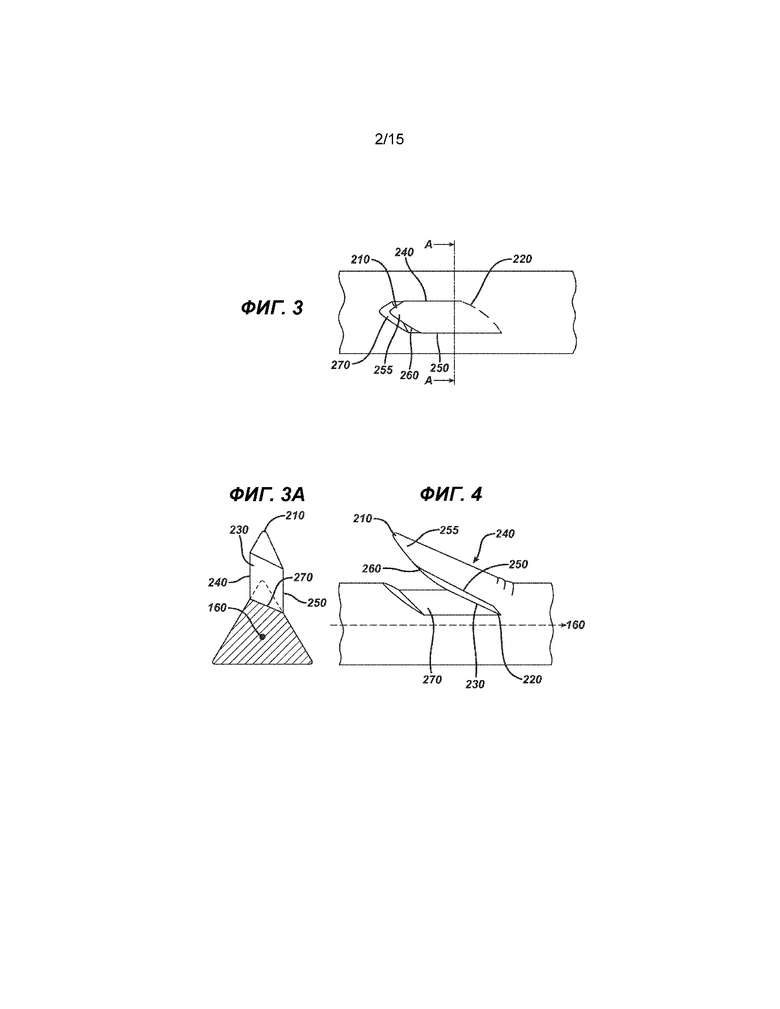
На Фиг. 3 представлен вид сверху фиксатора варианта осуществления, показанного на Фиг. 1.
На Фиг. 3А представлен вид в поперечном сечении, показанный на Фиг. 3, вдоль сечения А-А.
На Фиг. 4 представлен вид сбоку фиксатора, показанного на Фиг. 3.
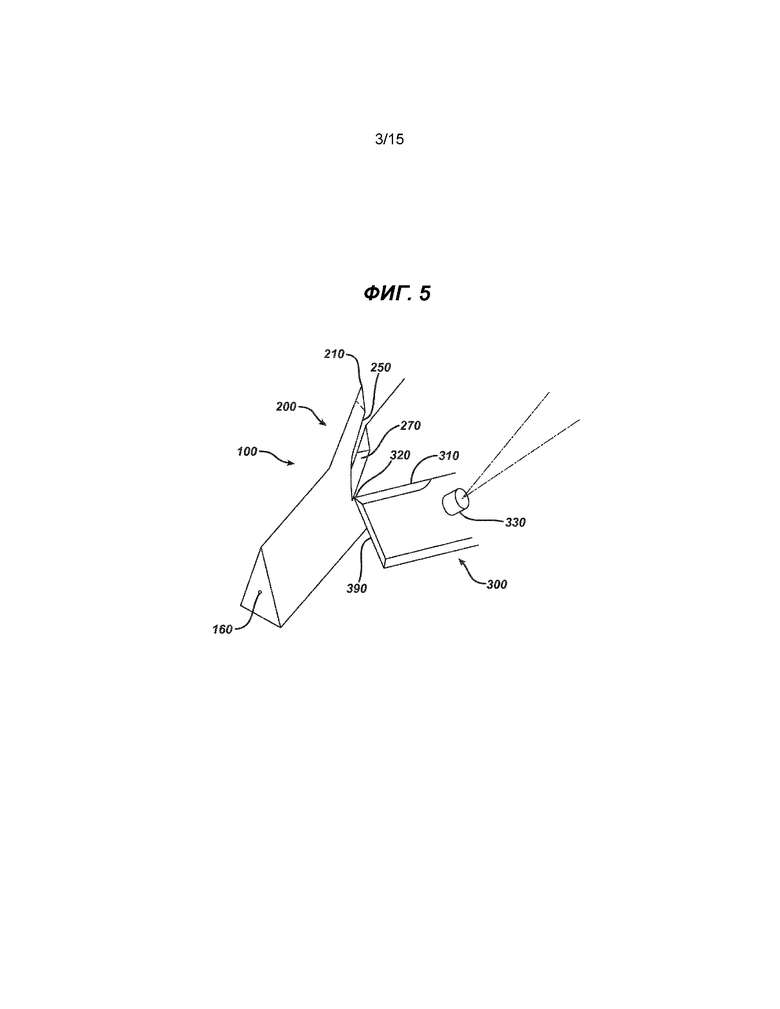
На Фиг. 5 представлен вид в перспективе одного варианта осуществления способа надрезания настоящего изобретения.
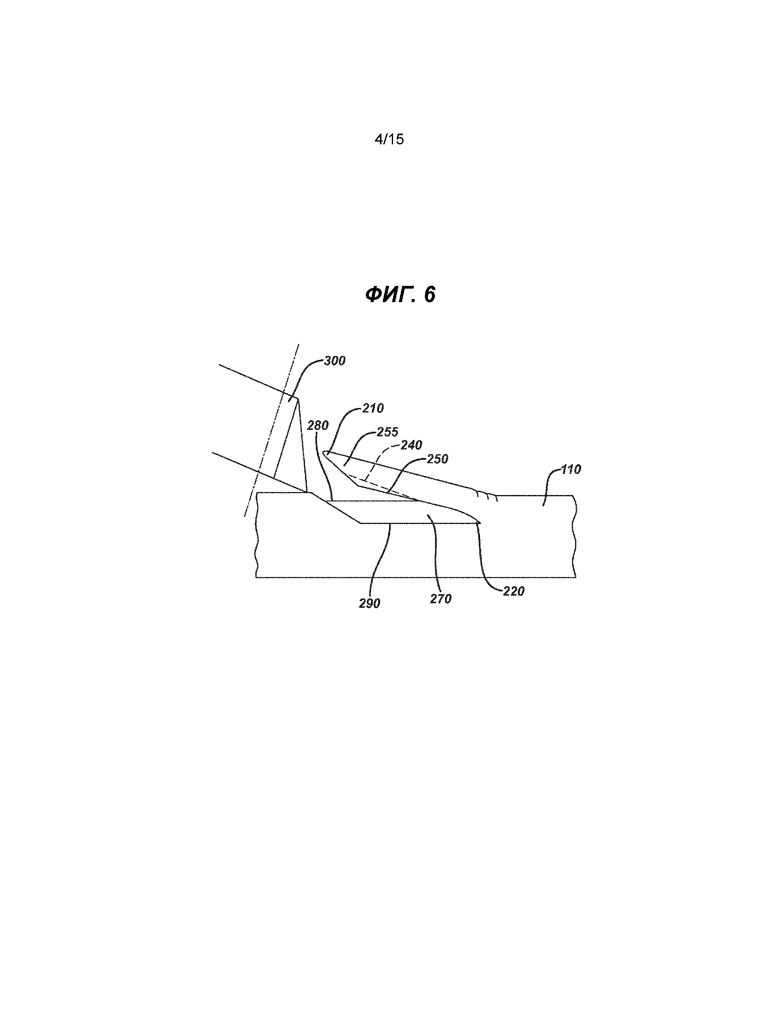
На Фиг. 6 представлен вид сбоку способа надрезания, показанного на Фиг. 5.
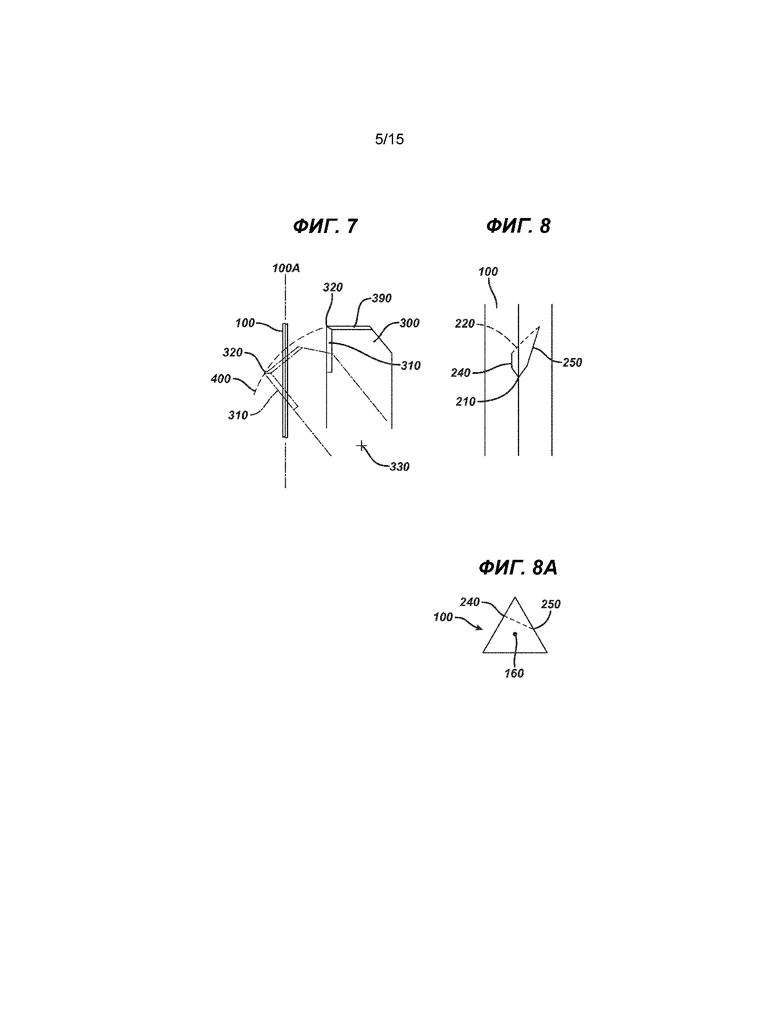
На Фиг. 7 представлено изображение процесса разрезания одного варианта осуществления настоящего изобретения.
На Фиг. 8 представлен вид сверху одного варианта осуществления самоудерживающейся шовной нити настоящего изобретения.
На Фиг. 8A представлен вид в поперечном сечении надреза, выполненного в треугольной шовной нити.
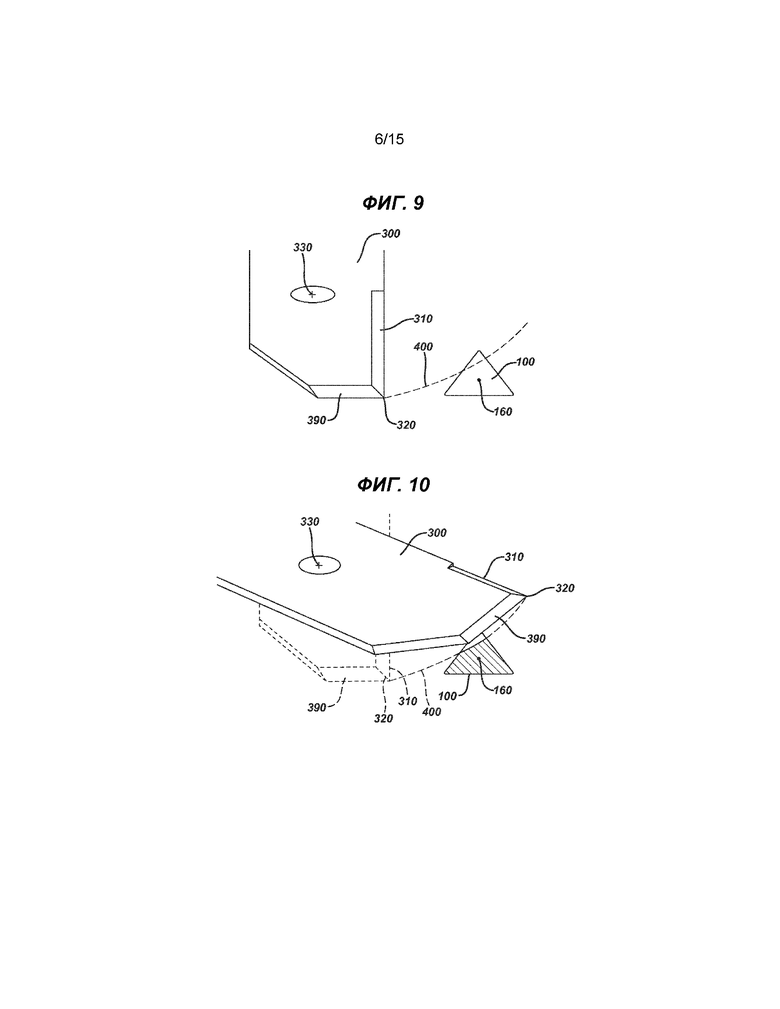
На Фиг. 9 представлено изображение режущего устройства и траектории, по которой режущее устройство может двигаться при формировании самоудерживающейся шовной нити.
На Фиг. 10 представлено изображение режущего устройства, показанного на Фиг. 9, и его траектории надрезания.
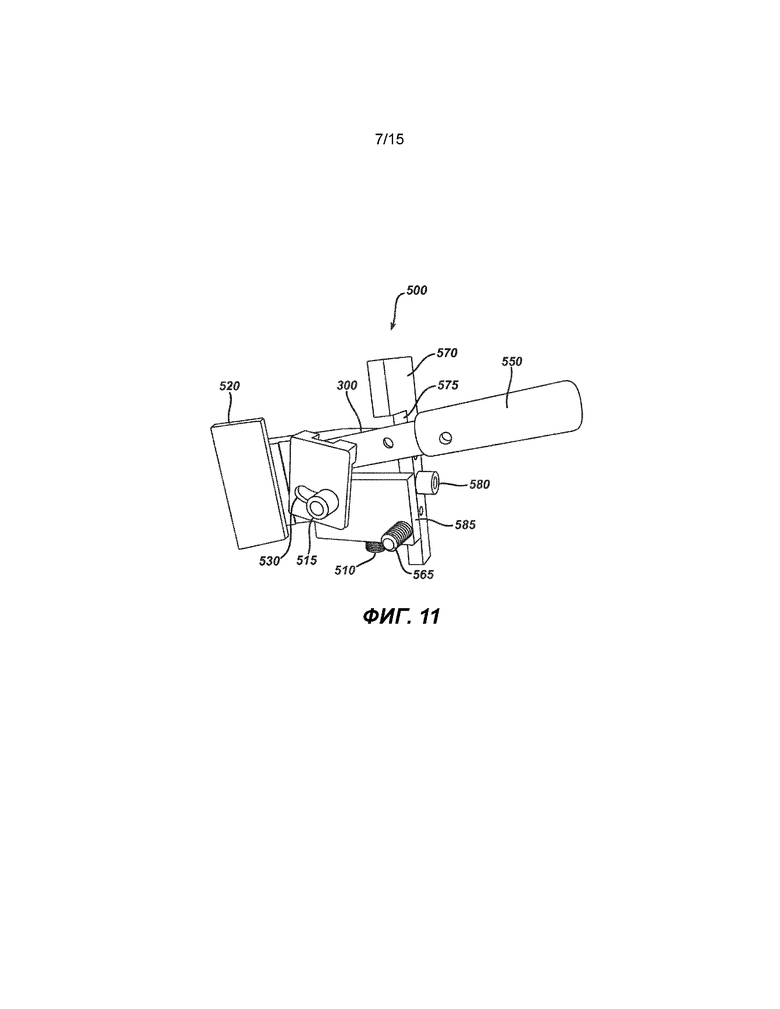
На Фиг. 11 представлено изображение ручного режущего устройства.
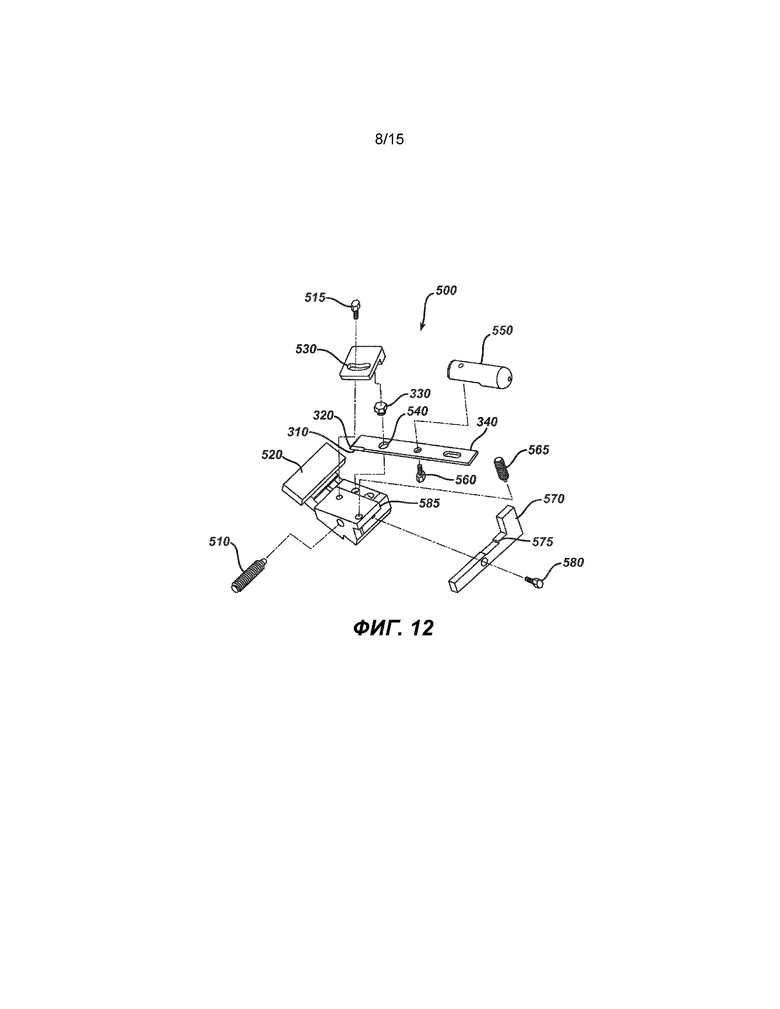
На Фиг. 12 представлено схематическое изображение компонентов, показанных на Фиг. 11.
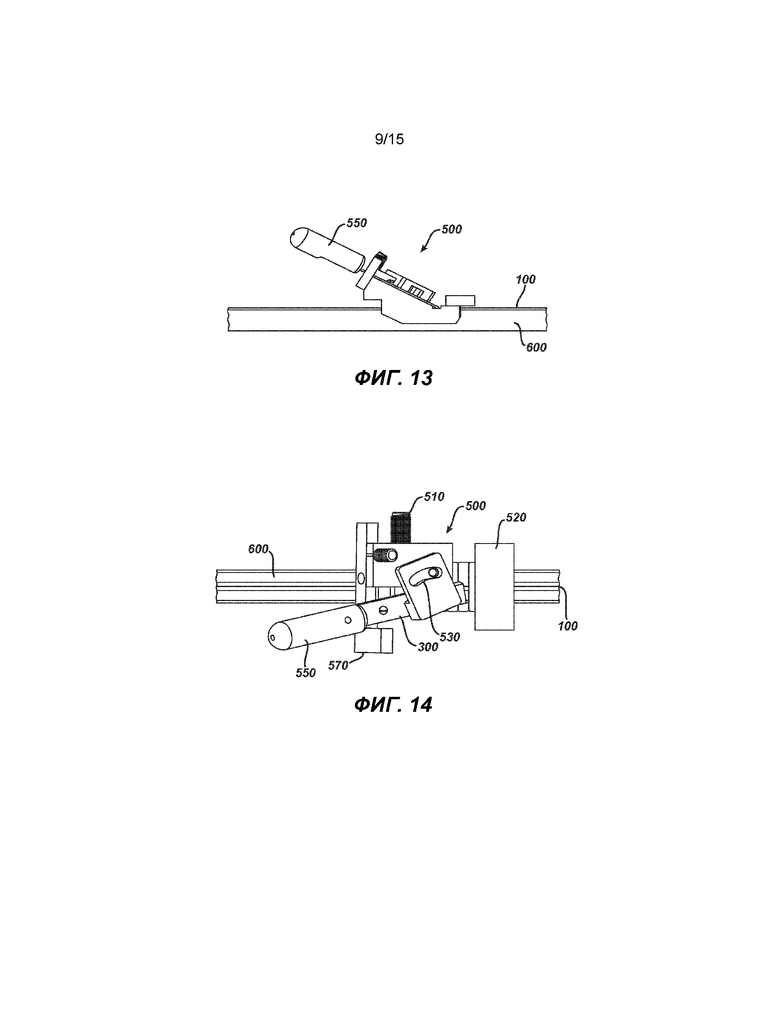
На Фиг. 13 представлен вид сбоку режущего устройства, показанного на Фиг. 11, во время применения.
На Фиг. 14 представлен вид сверху режущего устройства, показанного на Фиг. 11, во время применения.
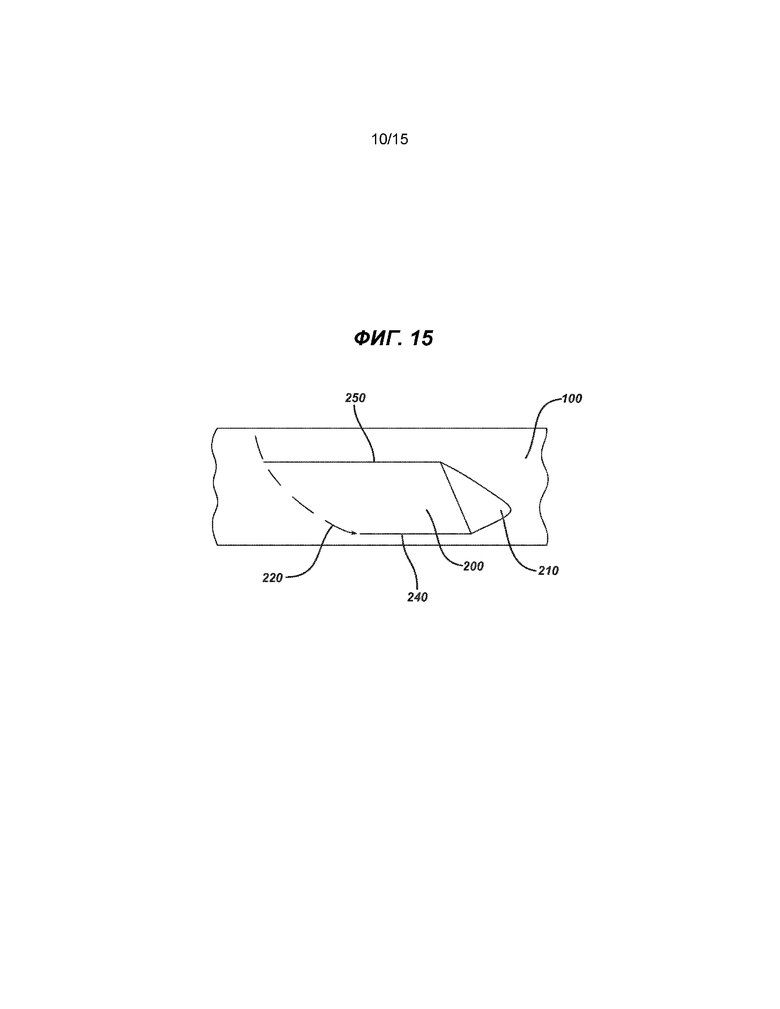
На Фиг. 15 представлен вид крупным планом сверху фиксатора, образованного ручным режущим устройством.
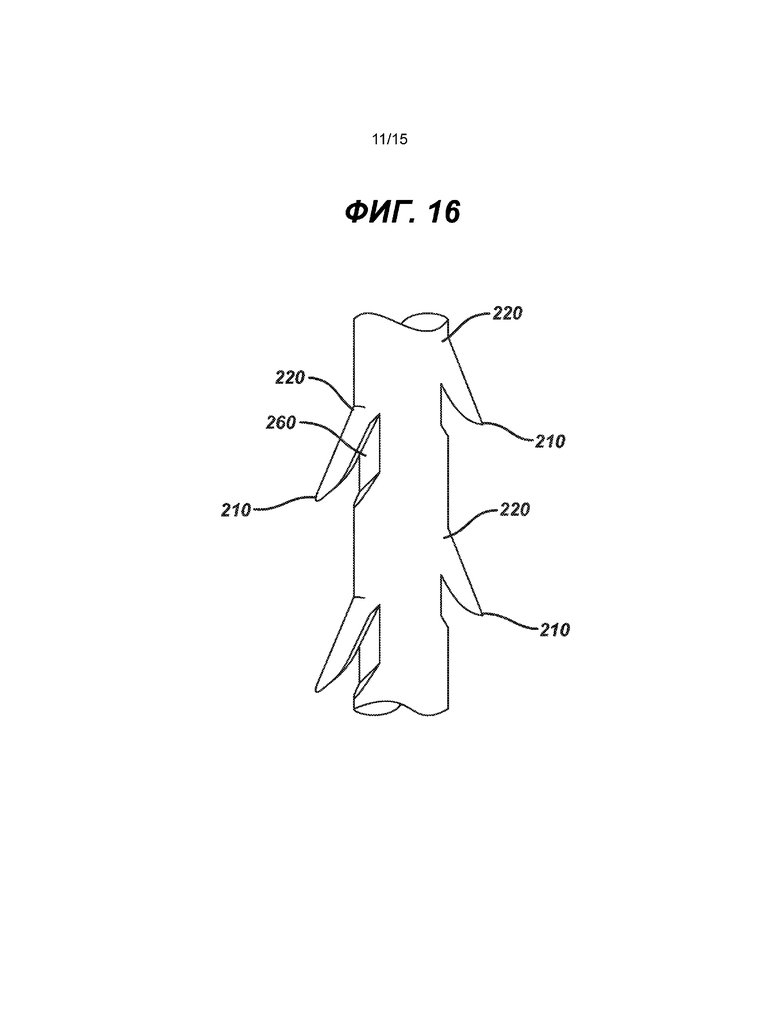
На Фиг. 16 представлен вид шовной нити, образованной ручным режущим устройством.
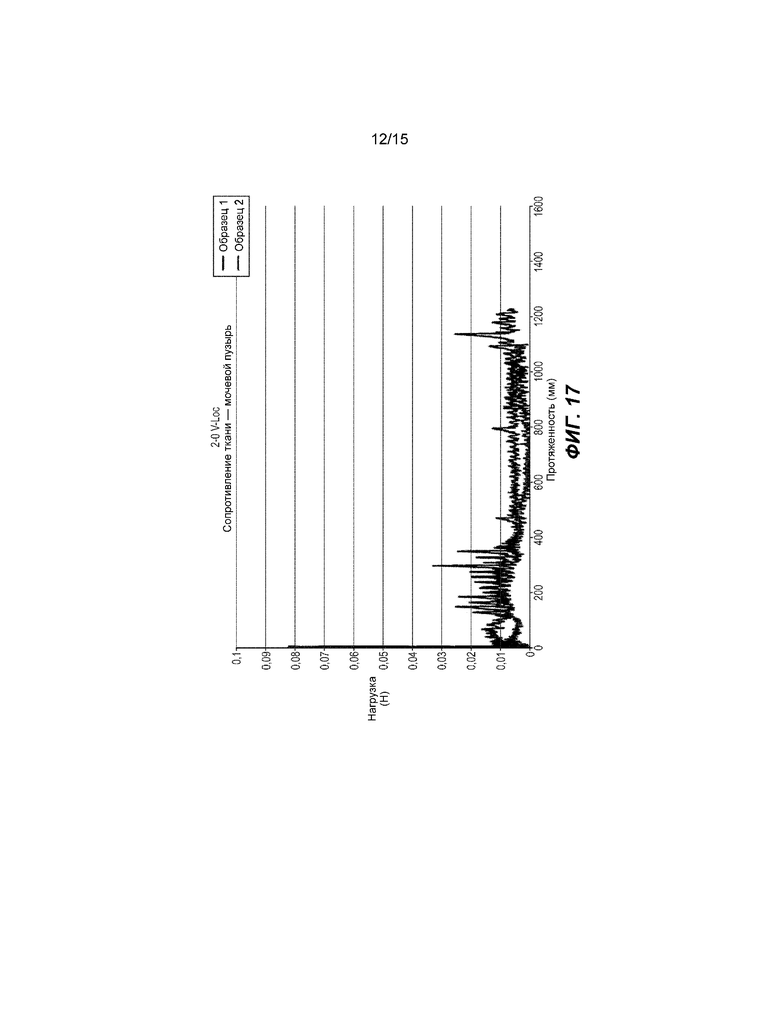
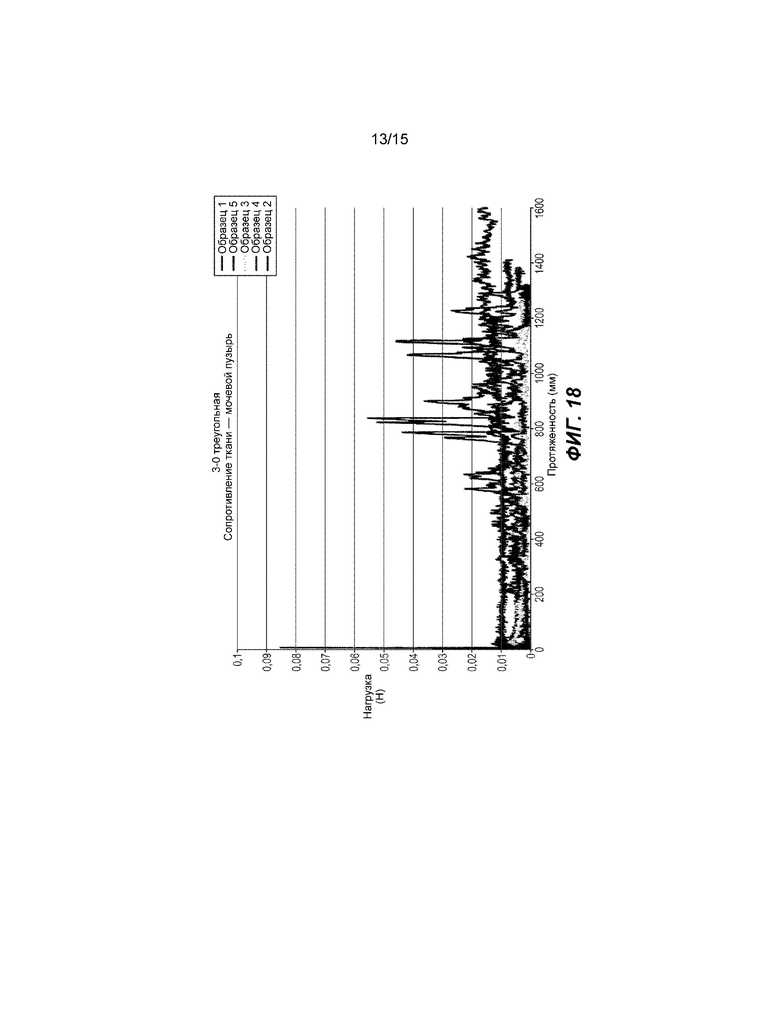
На Фиг. 17-18 представлены графики, на которых показано сравнение усилия, необходимого для протягивания традиционной шовной нити с зазубринами (Фиг. 17) и самоудерживающейся шовной нити настоящего изобретения (Фиг. 18) через ткань мочевого пузыря.
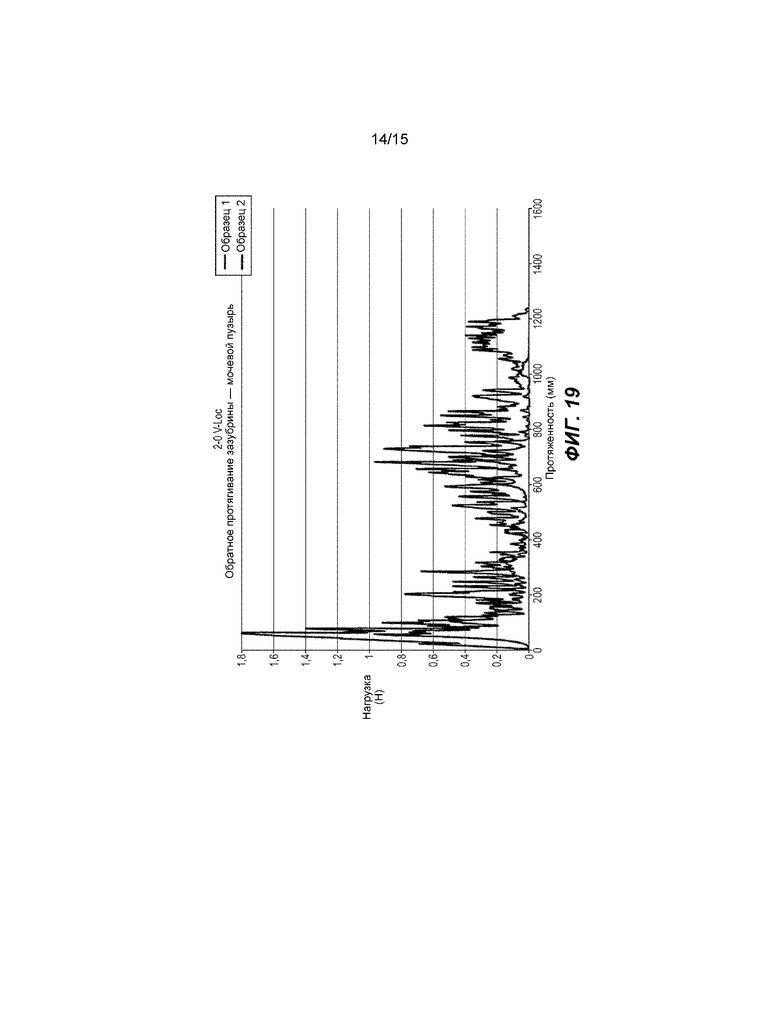
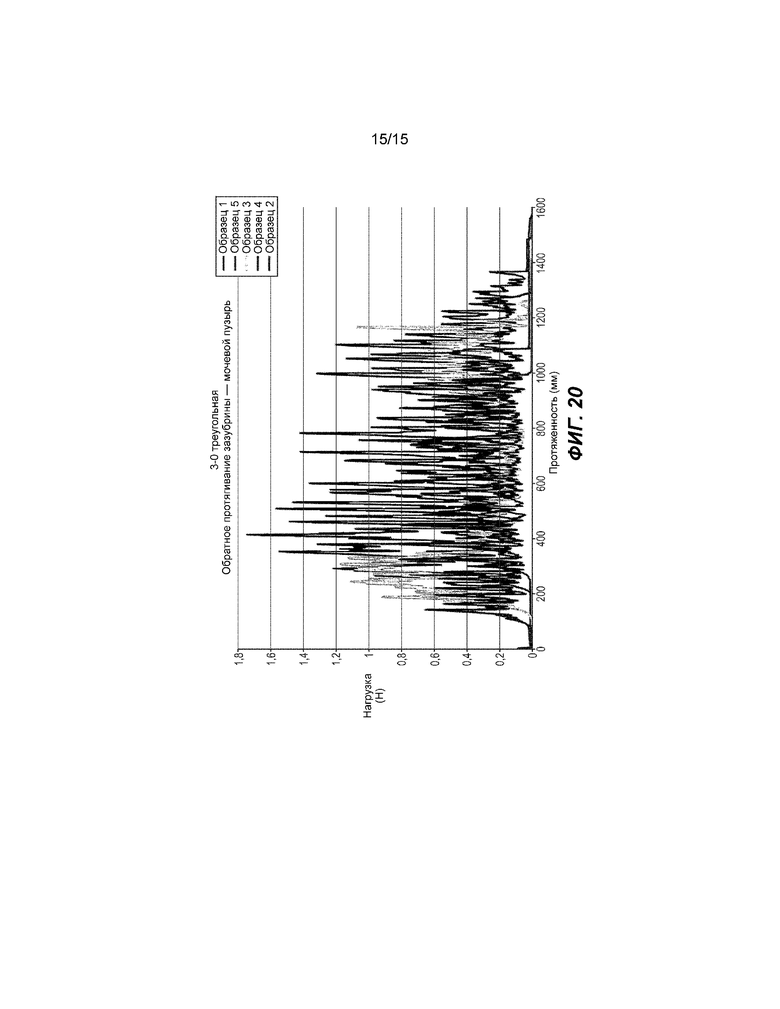
На Фиг. 19-20 представлены графики, на которых показано сравнение эффекта обратного натяжения при усилии, необходимом для протягивания традиционной шовной нити с зазубринами (Фиг. 19) и самоудерживающейся шовной нити настоящего изобретения (Фиг. 20) в обратном направлении через ткань мочевого пузыря свиньи.
Подробное описание изобретения
Настоящее изобретение относится к шовным нитям и способам получения и применения шовных нитей. Шовная нить включает в себя волокнистый пучок материала, который может быть изготовлен из одного материала или может представлять собой смешанный материал. Материал может быть абсорбируемым или рассасывающимся или же материал может быть неабсорбируемым. Как хорошо известно, традиционные шовные нити могут быть изготовлены из неабсорбируемого материала, такого как шелк, нейлон, полиэстер, полипропилен или хлопок, или они могут быть изготовлены из биоабсорбируемого материала, такого как полимеры и сополимеры гликолевой кислоты или полимеры и сополимеры молочной кислоты. Несомненно, при закрытии грудины при необходимости могут быть использованы и другие материалы, в том числе металлы, такие как нержавеющая сталь. Хотя предпочтительными являются моноволоконные шовные нити, шовная нить может быть многоволоконной, такой как плетеная шовная нить, или может представлять собой комбинации моноволоконной шовной нити с внешней областью, содержащей плетеные шовные нити или другие материалы. Волокно шовной нити может быть получено посредством любых традиционных средств, в том числе, например, экструзии.
Волокно шовной нити включает в себя тело, имеющее длину, измеряемую вдоль ее центральной оси, и внешнюю поверхность, окружающую центральную ось. Тело волокна может принимать любую необходимую форму или конфигурацию поперечного сечения. Например, волокно может быть цилиндрическим или оно может иметь любую необходимую форму поперечного сечения, такую как треугольная, прямоугольная или другие геометрические формы. В настоящем документе термин «поперечное сечение» шовной нити предназначен для обозначения формы, полученной при пересечении воображаемой плоскостью тела шовной нити под прямым углом к центральной оси шовной нити. Толщина шовной нити определяется путем измерения диаметра шовной нити поперек ее поперечного сечения или, в случае некруглых поперечных сечений, линии, пересекающей центральную ось плоскости поперечного сечения.
Шовная нить имеет проксимальный конец, дистальный конец и тело между ними. Шовная нить может представлять собой однонаправленную шовную нить, где проксимальный конец представляет собой ведущий конец шовной нити, предназначенный для введения в ткань, а дистальный конец представляет собой задний конец, который необязательно может включать в себя элемент крепления, такой как анкер, петля, узел или другое концевое крепление. Проксимальный конец может включать в себя иглу или другой механизм введения, присоединенный к нему для введения в ткань. Шовная нить может необязательно представлять собой двунаправленную шовную нить, имеющую иглу или другое средство введения на обоих концах - проксимальном и дистальном.
Тело шовной нити включает в себя, по меньшей мере, один, а более предпочтительно множество фиксаторов (иногда называемых «зазубрины»), выступающих наружу от поверхности тела шовной нити вдоль, по меньшей мере, участка его осевой длины. В некоторых вариантах осуществления включено множество фиксаторов от проксимального конца до дистального конца тела шовной нити, а в других вариантах осуществления фиксаторы присутствуют лишь вдоль конкретной секции или секций тела шовной нити. Кончик фиксатора направлен в осевом направлении от вводимого конца шовной нити. Это означает, что если проксимальный конец однонаправленной шовной нити включает в себя иглу для введения, неприкрепленный, или свободный, конец фиксатора будет обращен к дистальному концу шовной нити. Это позволяет протягивать шовную нить через ткань в направлении введения без существенного сопротивления фиксатора, но при протягивании в противоположном направлении кончик фиксатора зацепляет ткань и ограничивает перемещение в противоположном направлении. Двунаправленные шовные нити предусматривают наличие, по меньшей мере, двух областей фиксаторов, в каждой из которых фиксаторы обращены в противоположных направлениях, которые могут быть разделены областью шовной нити без фиксаторов или которые могут сходиться в центральной аксиальной точке на шовной нити. Двунаправленные шовные нити известны специалистам в данной области и не описаны подробно в настоящем документе, но шовные нити и способы, описанные в настоящем документе, при необходимости можно использовать для формирования двунаправленных шовных нитей.
Фиксаторы могут быть сформированы любыми необходимыми средствами, но, как будет описано более подробно ниже, в предпочтительных вариантах осуществления фиксаторы формируют с помощью способа надрезания. Фиксатор сформирован путем выполнения надрезов в теле волокна шовной нити с обеспечением приподнятого участка, который включает в себя основание, где нижняя сторона фиксатора соединяется с телом волокна, и противолежащий кончик, приподнятый над телом волокна. Кончик может быть заостренным, или он может быть затупленным. Фиксатор имеет первый боковой участок и второй боковой участок, причем каждый боковой участок сходится от основания к кончику, и имеет расположенное между ними тело фиксатора. Фиксаторы могут иметь по существу асимметричную форму и конфигурацию. В настоящем документе термин «асимметричный» в отношении фиксатора означает, что размер, форма или конфигурация одной половины тела фиксатора отличается от таковых второй половины тела фиксатора, и при этом каждая половина образована «разделяющей фиксатор плоскостью». Разделяющая фиксатор плоскость представляет собой воображаемую плоскость, проходящую вдоль поперечного сечения шовной нити вдоль ее осевой длины и разделяющую фиксатор на два сегмента, начинающуюся с кончика фиксатора и заканчивающуюся в центре основания фиксатора. Подробная информация о разделяющей фиксатор плоскости будет приведена ниже, но под определением «асимметричный» следует понимать, что первая половина фиксатора (отделенная разделяющей фиксатор плоскостью) отличается от второй половины фиксатора. В некоторых вариантах осуществления асимметрична только область кончика фиксатора, а в других вариантах осуществления асимметрично основание фиксатора, в то время как в других вариантах осуществления асимметричен весь фиксатор. У асимметричного фиксатора могут отличаться, например, длины, формы, конфигурации первой и второй сторон, либо последние могут быть смещены в осевом направлении друг от друга вдоль оси шовной нити.
Как пояснено выше, конструкция фиксаторов в теле шовной нити может быть асимметричной, например, в области кончика или по всему фиксатору, начиная от кончика и проходя к основанию. Кроме того, при необходимости фиксаторы могут иметь полуаксиальную дугообразную конфигурацию основания. Это означает, что основание фиксатора, где нижняя сторона фиксатора соединяется с надрезанным телом шовной нити, может иметь дугообразную форму, которая может быть выгнута к проксимальному концу шовной нити или выгнута к дистальному концу шовной нити. Этого можно достичь за счет применения поворотного режущего элемента, который выполняет надрезы в теле шовной нити. В предпочтительных вариантах осуществления надрез начинают с положения, которое находится на стороне тела волокна в месте предполагаемого размещения основания фиксатора, таким образом получая геометрию фиксатора, образованную в виде желоба на стороне начала надреза тела шовной нити, который выходит на поверхность тела шовной нити с противоположной стороны.
Кроме того, режущее устройство выходит с противоположной стороны тела шовной нити в месте выхода, а место выхода определяет противоположную от места входа сторону фиксатора. Место выхода может быть размещено в положении, вертикально смещенном (по отношению к осевой длине тела шовной нити, ось х-у) относительно точки начала надреза в результате того, что ориентация по центральной линии поворотного режущего устройства ориентирована в положении со скосом относительно центральной вертикальной оси (или оси z) шовной нити. Более подробная информация о резаке и вращении резака будет приведена ниже.
Предложенная в настоящем изобретении самоудерживающаяся шовная нить включает в себя, по меньшей мере, один, а более желательно множество асимметричных фиксаторов, размещенных вдоль ее осевой длины, что обеспечивает ряд преимуществ по сравнению не только с традиционными нитями, но и с самоудерживающимися нитями, изготовленными традиционными способами, например, при начале надреза фиксатора с кончика фиксатора и окончании надреза у основания фиксатора. Предложенные в настоящем изобретении самоудерживающиеся шовные нити обеспечивают как приемлемую прочность на растяжение, позволяющую протягивать их через ткань, так и приемлемую прочность фиксации при протягивании в противоположном направлении (например, к дистальному концу шовной нити). Кроме того, самоудерживающаяся шовная нить настоящего изобретения обеспечивает визуальную, тактильную или другую обратную связь во время применения, например при ее протягивании через ткань.
Приведенные фигуры могут обеспечить лучшее понимание настоящего изобретения. На Фиг. 1-4 представлена самоудерживающаяся шовная нить одного варианта осуществления настоящего изобретения. Самоудерживающаяся шовная нить на этих фигурах включает в себя множество фиксаторов, расположенных на расстоянии друг от друга вдоль, по меньшей мере, участка осевой длины тела нити. Следует отметить, что фиксаторы этого варианта осуществления размещены в по существу спиральной конфигурации вдоль тела, но фиксаторы не обязательно должны быть спиральными и могут быть размещены в других конфигурациях, в том числе, например, в виде прямой линии, прямых противолежащих линий или в произвольной ориентации. Следует также отметить, что на фигурах показаны однонаправленные нити, но самоудерживающиеся нити настоящего изобретения при необходимости могут быть двунаправленными.
Показана самоудерживающаяся шовная нить 100. Шовная нить 100 имеет тело 110, которое может иметь любую геометрическую конфигурацию (определяемую по ее поперечному сечению), в том числе круглую, овальную, треугольную, прямоугольную или любую другую форму поперечного сечения. Шовную нить 100 можно подвергнуть предварительной обработке, во время которой шовную нить проводят через нагревательное устройство, такое как ряд нагретых валков или валиков, и при необходимости на нее можно воздействовать различными усилиями растяжения. Нагревание и/или растяжение может использоваться для преобразования тела 110 в любую необходимую форму поперечного сечения волокна в рамках подготовки к процессу нанесения фиксаторов. Хотя на приведенных в настоящем документе фигурах показана шовная нить 100 с треугольным поперечным сечением, может применяться любое поперечное сечение.
Шовная нить 100 имеет осевую длину, измеряемую от ее проксимального конца 120 до ее дистального конца 130. Проксимальный конец 120 может включать в себя средство введения шовной нити 100 в ткань тела, такое как игла 140. При необходимости дистальный конец 130 может включать в себя элемент крепления, или анкер 150, для прекращения протягивания шовной нити через ткань после полного введения шовной нити 100 в ткань. Элемент 150 крепления можно получать для обеспечения большой (по отношению к диаметру поперечного сечения тела 110 шовной нити) опорной поверхности, ориентированной перпендикулярно центральной оси 160 (оси z) шовной нити 100, как показано, или элемент крепления можно получать для обеспечения большой опорной поверхности, параллельной оси волокна, или элемент крепления можно получать для обеспечения элемента зацепления так, чтобы шовную нить можно было провести назад. Может применяться любой необходимый элемент 150 крепления, в том числе, например, вкладка, кнопка, узел, тампон, скоба, петля, крюк и т. п.
Тело 110 самоудерживающейся шовной нити 100 включает в себя, по меньшей мере, один, а более желательно множество фиксаторов 200, размещенных вдоль участка его осевой длины. Например, на Фиг. 1 изображены фиксаторы 200, проходящие от проксимального конца 120 к дистальному концу 130, но фиксаторы 200 не обязательно должны быть предусмотрены вдоль всей длины шовной нити 100. Одна или более областей могут не содержать фиксаторов, и секции, не содержащие фиксаторы, могут быть размещены на проксимальном конце 120, дистальном конце 130 или в любом месте между концами 120/130. При необходимости шовная нить 100 может иметь более одной секции, не содержащей фиксаторов 200. Различные секции - как содержащие фиксаторы 200, так и не содержащие фиксаторы 200 - могут быть маркированы для распознавания либо человеком (например, визуальная или тактильная маркировка), либо средствами компьютерного или механического считывания (например, рентгеноконтрастная маркировка или машиночитаемый код).
Фиксаторы 200 могут быть обеспечены в любом необходимом месте на теле 110 шовной нити. В шовной нити, имеющей треугольное или другое наклонное поперечное сечение (например, квадратное, прямоугольное, а также других форм с отчетливыми углами), фиксаторы 200 могут быть надрезаны на вершине или у угла тела 110. Например, в треугольной шовной нити фиксаторы 200 могут быть надрезаны поперек одной из трех вершин треугольника. В прямоугольных шовных нитях фиксаторы 200 могут быть надрезаны поперек одного из четырех углов прямоугольника. В цилиндрической шовной нити фиксаторы 200 могут быть надрезаны в любом месте по отношению к радиусу круглого поперечного сечения. Фиксаторы 200 могут быть смещены друг от друга вдоль центральной оси 160. Таким образом, в треугольной шовной нити первый фиксатор 200 может быть размещен в первой вершине, второй фиксатор 200 (второй фиксатор 200 смежен с первым фиксатором 200 относительно центральной оси 160) может быть размещен во второй вершине, а третий фиксатор 200 размещен в третьей вершине треугольного поперечного сечения. Таким образом обеспечивается спиральный тип размещения фиксаторов 200. Такое же размещение может применяться для поперечных сечений с другой геометрией, если необходима спиралевидная конфигурация. Фиксаторы могут быть смещены на любой необходимый угол и могут быть смещены, например, на 120°, 90°, 60°, 45° или любой другой необходимый угол.
Шовную нить, имеющую круглое или овальное поперечное сечение, предполагается формировать сначала посредством формирования шовной нити, имеющей треугольное поперечное сечение, и формирования фиксаторов 200 в каждой вершине, как описано выше. Начав с треугольного поперечного сечения, можно сформировать фиксаторы 200 так, как описано выше. Из полученной треугольной самоудерживающейся шовной нити можно впоследствии сформировать различные конфигурации поперечного сечения посредством формирования шовной нити валком с получением необходимой геометрии. Например, полученная треугольная шовная нить с фиксаторами 200, надрезанными в ней, может пройти процесс формования шовной нити валком для ее преобразования в шовную нить, имеющую конфигурацию с круглым или овальным поперечным сечением. Таким образом, фиксаторы формируют при помощи волокна с треугольным поперечным сечением для получения необходимых фиксаторов, но впоследствии поперечное сечение шовной нити преобразуют в более типичную форму, например в круглое или овальное поперечное сечение. Эту шовная нить с круглым/овальным поперечным сечением можно подвергнуть обработке (такой как процессы прокалывания иглой/упаковки) образом, типичным для круглой самоудерживающейся шовной нити, одновременно обеспечивая улучшенные геометрические характеристики зазубрин и взаимодействия с тканью, которые отличаются от таковых у надрезаемой круглой шовной нити.
Каждый фиксатор 200 включает в себя дистальный кончик 210, который представляет собой точку прерывания фиксатора 200 и который предназначен для зацепления ткани во время применения. Кончик 210 фиксатора обращен в осевом направлении от проксимального конца 120 шовной нити 100 в однонаправленном устройстве или обращен от одного вводимого конца в многонаправленном устройстве для сшивания шовной нитью. Фиксатор 200 также включает в себя основание 220, которое представляет собой место пересечения нижней поверхности 230 фиксатора 200 и поверхности 270 разреза тела 110 шовной нити. Фиксатор 200 также включает в себя первую сторону 240 и вторую сторону 250. Каждая из первой стороны 240 и второй стороны 250 начинается на противолежащих концах основания 220 и сходится у кончика 210, при этом тело фиксатора 200 размещено между каждой стороной 240/250. Кончик 210 может быть заостренным, или он может быть затупленным. Поскольку фиксатор 200 образован путем выполнения надрезов в теле 110 шовной нити, форма фиксатора 200 будет аналогична форме выреза в теле 110 шовной нити с вертикальным и боковым отклонением, что позволяет фиксатору 200 лежать плашмя внутри вырезанного участка тела 110 шовной нити при прохождении через ткань. Таким образом, нижняя сторона 230 фиксатора 200 будет по существу совпадать по размеру, форме и ориентации с поверхностью 270 разреза тела 110 шовной нити. Фиксатор 200 может быть выполнен с возможностью изгибания или перемещения относительно тела 110 шовной нити при приложении усилия.
На Фиг. 3, 3A и 4 в увеличенном виде показаны форма и конфигурация одного типа фиксатора 200 настоящего изобретения. Фиксатор 200, изображенный на этих фигурах, имеет кончик 210, основание 220, нижнюю сторону 230, первую сторону 240 и вторую сторону 250. Как также показано на этих фигурах, тело 110 шовной нити было надрезано так, чтобы оставить поверхность 270 разреза. Форма поверхности 270 надреза аналогична по размеру, форме и ориентации форме нижней стороны 230. На Фиг. 3, 3A и 4 фиксатор 200 надрезан в одной вершине треугольной шовной нити 100, но, как описано выше, предполагается любая конфигурация поперечного сечения шовной нити 100.
В некоторых вариантах осуществления нижняя сторона 230 фиксатора 200 может иметь более одного угла относительно центральной оси тела 110 шовной нити. Как показано на Фиг. 4, фиксатор 200 может иметь нижнюю поверхность 230, у которой изменяются углы на изогнутой под углом линии 260. Угол поверхности 270 надреза фиксатора 200 определяется по отношению к центральной оси 160 тела 110 шовной нити и может составлять от около 12 до 14 градусов. В некоторых вариантах осуществления прохождение толщины режущего лезвия через тело может приводить к углу отклонения нижней стороны 230 в месте, расположенном ближе к основанию 220, который меньше угла отклонения нижней стороны 230 в месте, расположенном ближе к кончику 210. Таким образом, по мере того, как фиксатор 200 проходит от основания 220 к кончику 210, угол отклонения может увеличиваться. Это позволяет получать фиксатор 200 с наклоненной областью 255 кончика. Как показано на Фиг. 3A, угол надреза (который можно наблюдать относительно поверхности 270 надреза) может представлять собой любой необходимый угол от первой стороны 240 до второй стороны 250, который определяется относительно центральной оси тела 110 шовной нити. Этот угловой надрез можно использовать при получении асимметричных фиксаторов 200 шовной нити.
Как показано на Фиг. 3, фиксатор 200 может быть асимметричным (что определяется делением фиксатора плоскостью деления фиксатора вдоль оси 160 шовной нити от кончика 210 до центра основания 220 и сравнением каждой стороны). Первая сторона 240 фиксатора 200 может быть смещена в осевом направлении от второй стороны 250 относительно центральной оси 160 тела 110 шовной нити. Дополнительно или альтернативно первая сторона 240 может быть короче по длине, чем вторая сторона 250. Это обусловлено процессом надрезания, который будет описан ниже. В одном особенно применимом процессе надрезания кончик режущего лезвия входит в тело 110 шовной нити у основания 220 на второй стороне 250, а край лезвия проходит через тело 110 шовной нити, выходя с первой стороны 240 и у кончика 210. Учитывая угол вращения режущего устройства и точки входа/выхода, фиксатор 200 может иметь полученную асимметричную форму. Опять же, эту асимметричную форму можно наблюдать, например, на виде сверху, показанном на Фиг. 3, причем первая половина фиксатора (включая первую сторону 240) имеет размер и разнесение, отличные от таковых у второй половины фиксатора (включая вторую сторону 250). Кроме того, если применяется выполненный под углом надрез (такой как показанный на Фиг. 3A), две стороны фиксатора 200 (включая первую сторону 240 и вторую сторону 250) могут иметь разные конфигурации и размеры.
В альтернативном варианте осуществления надрез может позволить получить бороздчатую конфигурацию. Образование бороздчатой конфигурации может быть полезно, если требуется не полностью надрезанный фиксатор 200, а конфигурация, которая повышает трение при введении шовной нити 100 через ткань. Бороздчатая конфигурация обеспечивает сопротивление при протягивании шовной нити 100 в направлении, противоположном направлению введения. Бороздчатая шовная нить предназначена не для надежного удержания шовной нити 100 на месте, как в случае фиксатора 200 с полным надрезанием, а для обеспечения сопротивления трения при протягивании шовной нити 100 через ткань. Сопротивление трения может обеспечивать некоторую степень натяжения и удержания или может обеспечивать тактильную или другую сенсорную обратную связь для пользователя. В некоторых вариантах осуществления в теле 110 шовной нити может быть образован откидной клапан, который может быть образован при помощи надреза с неполным проникновением, таким образом исключая получение фиксатора 200 с полным надрезом, но формируя откидной клапан из материала шовной нити, который может обеспечивать сопротивление.
Хотя бороздки и клапаны могут быть получены посредством исключения фиксатора с полным надрезом и используются в различных вариантах осуществления, в наиболее желательном варианте осуществления в теле шовной нити может быть надрезан полный фиксатор 200 (или множество фиксаторов). В некоторых вариантах осуществления осевая длина шовной нити может составлять от около 15 до около 137 сантиметров (от 6 до около 54 дюймов), но при необходимости могут применяться меньшие или большие длины. Тело 110 шовной нити может иметь толщину от около 0,01 до около 0,1 сантиметра (от около 0,004 до около 0,040 дюйма), измеренную по диаметру плоскости поперечного сечения, перпендикулярной центральной оси 160 шовной нити 100. Может применяться тело 110 шовной нити любого диаметра, включая традиционные в данной области, такие как шовные нити, имеющие размеры, обычно обозначаемые 11-0, 10-0, 9-0, 8-0, 7-0, 6-0, 5-0, 4-0, 3-0, 2-0, 0, 1, 2, 3, 4, 5, 6 или 7.
Длина фиксатора 200 может составлять от около 0,03 до около 0,15 сантиметра (от около 0,010 до около 0,060 дюйма), а в некоторых вариантах осуществления может составлять от около 0,05 до около 0,13 сантиметра (от около 0,020 до около 0,050 дюйма) (при измерении вдоль его нижней стороны от кончика 210 до центра основания 220). Длина первой стороны 240 может составлять около 0,08 сантиметра (0,030 дюйма), а длина второй стороны 250 может составлять около 0,1 сантиметра (0,04 дюйма) (при измерении от кончика 210 до основания 220). В некоторых вариантах осуществления, в которых нижняя сторона 230 включает в себя более одного угла, нижней стороне 230 в области 255 кончика придается угол, отличный от остальной части фиксатора 200. В этом варианте осуществления сдвиг по углу происходит на изогнутой под углом линии 260. При необходимости длина первой стороны 240 может измеряться от основания 220 до изогнутой под углом линии 260, а длина второй стороны 250 может измеряться от основания 220 до изогнутой под углом линии 260. Основание 220 может иметь приблизительную длину дуги 0,018 сантиметра (0,007 дюйма) при кончике радиусного резака 1,15 сантиметра (0,435 дюйма), высоте треугольной шовной нити около 0,036 сантиметра (0,014 дюйма) и длине дуги, измеренной по прямой линии, взятой от места пересечения основания 220 и первой стороны 240 до места пересечения основания 220 и второй стороны 250. Указанные выше размеры являются приблизительными и могут при необходимости отличаться в соответствии с предполагаемыми потребностями образуемой шовной нити. Как будет пояснено ниже, основание 220 может иметь дугообразную форму.
Первая сторона 240 и вторая сторона 250 могут иметь любые необходимые длины, измеренные от основания 220 до кончика 210, и в предпочтительных вариантах осуществления вторая сторона 250 длиннее первой стороны 240. Относительные показатели соотношения длин первой стороны 240 и второй стороны 250 могут составлять от около 1: 1,01 до около 1: 2,0 или от около 1: 1,1 до около 1: 1,5.
В дополнение к асимметричности фиксатора 200 область 255 кончика фиксатора может быть асимметричной вследствие углового надреза поперек тела 110 шовной нити. Это происходит по той причине, что первая сторона области 255 кончика фиксатора короче противолежащей стороны области 255 кончика фиксатора. Асимметричная область 255 кончика фиксатора может быть сформирована посредством надрезания с повышением поверхности вследствие поворота режущего устройства вокруг смещенной оси под углом, как показано на Фиг. 3A. Кроме того, фиксатор 200 может быть получен со второй стороной 250, которая представляет собой немного отклоненный край или закатанный край. Закатывание края может происходить в результате прохождения лезвия резака во вторую сторону 250, и по мере увеличения глубины режущего кончика в теле 110 шовной нити материал может смещаться, обеспечивая пространство для объема лезвия резака. Вторая сторона 250, имеющая закатанный край, представляет собой необязательный элемент, который при необходимости может быть включен в состав фиксатора 200.
На Фиг. 3 также показан другой необязательный элемент фиксатора 200, а именно дугообразное основание 220. Как показано, фиксатор 200 может включать в себя основание 220, которое имеет дугообразную форму. Эта дугообразная форма может быть образована посредством процесса надрезания, описанного в настоящем документе, и, в частности, за счет вращения и скорости вращения режущего лезвия. При врезании лезвия в фиксатор 200 (как и в предыдущем случае, следует понимать и обратить внимание на то, что кончик лезвия начинает у основания 220 и выполняет надрез до кончика 210) лезвие имеет угол вращения, который образует дугообразное основание 220. Дугообразное основание 220 может иметь любой угол дуги, который может изменяться в зависимости от радиуса режущего лезвия, которое может иметь радиус около 1,10 сантиметра (0,435 дюйма). Дугообразное основание также можно получить с образующим радиусом спирали. Этот эффект создается посредством получения фиксаторов при прохождении волокна в осевом направлении с линейной скоростью, которая меньше угловой скорости вращающегося кончика резака на стадии надрезания.
Таким образом, фиксаторы 200 настоящего изобретения могут иметь ряд различных характеристик, каждая из которых может быть включена или не включена и каждая из которых может быть образована при помощи способа надрезания, описанного ниже. В некоторых вариантах осуществления каждый фиксатор имеет асимметричную форму, определяемую плоскостью, проходящей от кончика 210 к середине основания 220. Таким образом, фиксатор 200 может иметь первую сторону 240, которая длиннее или короче второй стороны 250 и может быть смещена от второй стороны 250 относительно центральной оси тела 110 шовной нити. Каждый фиксатор 200 может иметь наклоненную область 255 кончика, в том числе изогнутую под углом линию 260. Каждый фиксатор может иметь дугообразное основание 220. Фиксаторы могут иметь асимметричную форму и наклоненную область 255 кончика. Фиксаторы могут иметь асимметричную форму и дугообразное основание 220. Фиксаторы могут иметь наклоненную область 255 кончика и дугообразное основание 220. Фиксаторы могут иметь асимметричную форму, наклоненную область 255 кончика и дугообразное основание 220.
В некоторых вариантах осуществления фиксатор 200 может быть сформирован при помощи способа линейного надрезания, при котором режущее устройство включает в себя лезвие с кончиком, а кончик резака входит в положение у основания фиксатора 200 и проходит при наклоненном расположении относительно оси x-y-z. Такое линейное надрезание может происходить при удерживании шовной нити 100 в неподвижном положении во время надрезания. Шовная нить и/или режущее устройство может впоследствии перемещаться в осевом направлении в другое место для выполнения другого надреза. В этом варианте осуществления полученный фиксатор 200 может иметь асимметричную конфигурацию, но может не иметь дугообразного основания, описанного выше. Несомненно, если материал шовной нити перемещается вдоль ее центральной оси в течение времени, когда линейное режущее лезвие входит в тело шовной нити, может образовываться некоторый угол дуги.
На Фиг. 5-10 показано режущее устройство 300, которое может применяться для формирования фиксаторов 200 в теле 110 шовной нити. Режущее устройство 300 включает в себя край 310 лезвия, кончик 320 лезвия и поворотный штифт 330, вокруг которого вращается край 310 лезвия. В одном варианте осуществления настоящего изобретения кончик 320 лезвия может вращаться вокруг поворотного штифта 330 и входить в тело 110 шовной нити у основания 220 фиксатора 200. При вращении режущего устройства 300 вокруг поворотного штифта 330 край 310 лезвия врезается в тело 110 шовной нити, проходя через тело 110 шовной нити и формируя края 240/250 и кончик 210 фиксатора. Во время надрезания формируется фиксатор 200, а также формируется пространство надреза в теле 110 шовной нити, в том числе поверхность 270 надреза (которая по существу совмещена с нижней стороной 230 фиксатора 200), первая сторона 280 поверхности надреза (которая по существу совмещена с первой стороной 240 фиксатора 200) и вторая сторона 290 поверхности надреза (которая по существу совмещена со второй стороной 250 фиксатора 200). После формирования фиксатор 200 может быть прижат к центру тела 110 шовной нити и будет частично введен в пространство надреза в теле 110 шовной нити. Это позволяет вводить его через ткань, обеспечивая некоторую степень тактильной или визуальной обратной связи при прохождении ткани.
Как показано на фигурах, режущее устройство 300 при необходимости может быть получено с двумя скошенными режущими краями 310 (устройство 300 на Фиг. 5), формируя наклоненную область 255 кончика, как описано выше (ограниченную изогнутой под углом линией 260). Как лучше всего показано на Фиг. 9-10, режущий край 310 и режущий кончик 320 могут поворачиваться в плоскости, которая проходит от центральной оси 160 шовной нити 100. Наклоненная область 255 кончика может быть образована в результате применения множества режущих краев (310, 390) режущего устройства 300. Режущее устройство 300 может включать в себя дополнительный угол вращения края с обратным скосом в процессе надрезания, что, таким образом, позволяет формировать наклоненную область 255 кончика. На фигурах намеченная начальная точка режущего устройства 300 показана штрихпунктирными линиями, а пример траектории режущего кончика 320 показан в виде пунктирной линии 400.
Как пояснено выше, фиксаторы 200 в вышеприведенных вариантах осуществления прорезают в теле 110 шовной нити с применением вращающегося режущего устройства 300, включающего в себя край 310 резака и режущий кончик 320. Применение вращающегося режущего устройства 300 приводит к получению фиксатора, который может включать в себя дугообразное основание 220. Кроме того, вращающееся режущее устройство 300 может быть установлено на оси, которая смещена от нормальной линии шовной нити 100, и может быть оснащено осью, которая наклонена под углом относительно центральной оси 160 надрезаемой шовной нити 100. Смещенное расположение и наклоненная центральная ось приводят к перемещению кончика 320 резака по дугообразной траектории прохождения к стороне тела 110 надрезаемой шовной нити вместо соударения с телом 110 в тангенциальной ориентации. Кроме того, вследствие смещения и углового расположения оси вращения относительно нормальной оси тела 110 шовной нити кончик 320 резака перемещается вверх относительно уровня тела 110 надрезаемой шовной нити. Дополнительно вследствие применения поворотного режущего воздействия кончик 320 резака проходит в направлении, которое идет от основания 220 фиксатора 200 к кончику 210 фиксатора 200.
Таким образом, в отличие от традиционных способов надрезания, в способе изобретения фактически применяется режущее устройство, в котором кончик лезвия/край лезвия входит в тело 110 шовной нити в месте, расположенном ближе к центральной оси 160, и выходит из тела 110 шовной нити у поверхности тела 110 шовной нити (формируя кончик 210). Этот вариант осуществления и способ отличаются от традиционных способов надрезания, которые традиционно проводятся от тангенциально расположенного места входа, формируя сначала кончик фиксатора, и завершаются ближе к центральной области тела 110 надрезаемой шовной нити, формируя основание фиксатора после того, как был сформирован кончик. В отличие от традиционных способов надрезания, выход режущего края в месте размещения кончика приводит к небольшому смещению материала или формирует край, который слегка закатан дистально и на расстоянии от центральной оси тела шовной нити.
На Фиг. 11-14 показан один вариант осуществления режущего устройства настоящего изобретения и показано ручное режущее устройство 500, которое можно использовать для формирования асимметричных фиксаторов в теле шовной нити 100. Этот вариант осуществления включает в себя управляемое вручную поворотное режущее устройство 500, содержащее колодку 520, выполненную с возможностью посадки на направляющий рельс 600 волокна, и поворотную платформу 585 лезвия резака. Поворотная платформа 585 выполнена с возможностью приема режущего устройства 300 (имеющего режущий край или лезвие 310) посредством осевого отверстия 540 и поворотного кулачка 330. Режущее устройство 300 поддерживается в непосредственной близости к поверхности поворотной платформы 585 при помощи поворотного кулачка 330, направляющей 530 поворотного кулачка и крепежного элемента 515 направляющей поворотного кулачка. Пальцевая рукоятка 550 прикреплена к режущему устройству 300, что позволяет оператору вращать устройство 300 в заблокированное положение с энергообеспечением до надрезания. Стержень-защелка 570 выполнен с выемкой 575 для зацепления лезвия резака. Стержень-защелка 570 может быть прикреплен к стороне поворотной платформы 585 с применением крепежного элемента 580 стержня-защелки. Подпружиненный шариковый плунжер 565 может быть вставлен сверху в поворотную платформу 585, проходя через платформу 585 и зацепляя верхнюю часть стержня-защелки 570. В этом положении подпружиненный шариковый плунжер 565 поддерживает давление на стержень-защелку 570, что позволяет стержню-защелке 570 удерживать режущее устройство 300 в положении с энергообеспечением. Приводной элемент 510 лезвия резака может быть вставлен через сторону поворотной платформы 585. Во время применения конец плунжера приводного элемента 510 лезвия резака зацепляет сторону режущего устройства 300 и приводит режущее лезвие 310 в движение вокруг поворотного кулачка 330. Вследствие высвобождения пружины при высвобождении стержня-защелки режущее устройство 300 приводится в движение с высокой скоростью и усилием.
На Фиг. 13-14 ручное режущее устройство 500 показано во время применения. В этом варианте осуществления шовная нить 100 необходимой геометрии (например, цилиндрическую, треугольную, прямоугольную и т. д.) помещают на направляющий рельс 600 и удерживают в зафиксированном положении. Ручное режущее устройство 500 помещают сверху на направляющий рельс 600 с рельефной канавкой с нижней стороны колодки 520, размещенной поверх тела 110 шовной нити. Рельефная канавка в колодке 520 изготовлена с такой геометрией и размером, которые совпадают с формой поперечного сечения надрезаемой шовной нити 100. Режущее устройство 300 готовят к работе за счет перемещения пальцевой рукоятки 550 к оси 160 тела 100 шовной нити до тех пор, пока стержень-защелка 570 не будет заблокирован. В этом положении давление пружины в приводном элементе 510 лезвия резака является максимальным. Режущее устройство 300 высвобождается путем вдавливания широкого конца стержня-защелки 570. При высвобождении режущее устройство 300 быстро вращается вокруг поворотного кулачка 330 и режущий край 310 соударяется со стороной тела 110 шовной нити. Поскольку скорость режущего устройства 300 значительна, режущий край 310 способен надрезать тело 110 шовной нити в результате воздействия режущего устройства 300 на тело 110 шовной нити.
Впоследствии режущее устройство 300 можно повторно вернуть в положение с энергообеспечением, и ручное режущее устройство 500 можно продвинуть в следующее место для надрезания. При необходимости тело 110 шовной нити можно вращать вокруг ее центральной оси на необходимый угол в градусах (для создания спирально смещенных фиксаторов 200). Затем направляющий стержень 600 можно сдвинуть в осевом направлении на необходимую осевую длину. Степень сдвига направляющего стержня 600 определяет осевое местоположение следующего фиксатора 200. В некоторых вариантах осуществления может быть желательно сдвинуть направляющий стержень 600 приблизительно на длину одного надрезанного фиксатора 200 для обеспечения разнесения между смежными фиксаторами 200, однако при необходимости можно применять любое необходимое разнесение между фиксаторами 200. Фиксаторы 200 могут быть поочередно смещены в осевом направлении друг от друга на расстояние, превышающее один фиксатор, или на расстояние меньше одного фиксатора. Находясь в положении как по оси, так и по углу вращения, режущее устройство 300 может быть активировано, и в теле 110 шовной нити может быть сформирован другой фиксатор 200. При необходимости тело 110 шовной нити можно снова повернуть на необходимый угол, а направляющий стержень 600 можно переместить в осевом направлении вдоль длины шовной нити 100 на необходимую осевую длину. В зависимости от формы поперечного сечения конкретного надрезаемого волокна угол вращения шовной нити может быть больше или меньше около 120°. Например, при создании волокна с шестиугольным поперечным сечением могут быть желательны пошаговые вращения на около 60° для создания большего числа рядов фиксаторов 200 по периметру тела 110 шовной нити для моделирования спирального расположения фиксаторов 200 вокруг центральной оси шовной нити 100. Если применяется прямоугольная шовная нить, угол вращения шовной нити может составлять около 90°. Любой угол вращения может применяться для подготовки шовной нити 100, имеющей необходимое угловое разнесение фиксаторов 200.
В некоторых вариантах осуществления надрезание может осуществляться за счет применения устройства непрерывного резания или может включать в себя множество режущих устройств, каждое из которых смещено друг от друга на необходимую величину радиального разнесения. Например, могут применяться три режущих устройства, каждое из которых смещено друг от друга на 120 градусов по траектории прохождения шовной нити. Каждое режущее устройство может быть смещено в осевом направлении от другого устройства, или они могут быть размещены в одной и той же осевой плоскости, но синхронизированы по времени для выполнения надрезов в теле шовной нити с различными интервалами. В любой конфигурации синхронизация вращения режущих лезвий по времени такова, что фиксаторы будут формироваться с необходимой конфигурацией в отношении осевого положения и смещения. Кончик лезвия 320 проходит по дуге при выполнении надрезов в теле шовной нити 200, таким образом формируя наклоненный и/или дугообразный надрез.
При непрерывной обработке шовная нить 100 может непрерывно перемещаться в осевом направлении (например, к проксимальному или дистальному концу шовной нити) по траектории прохождения шовной нити в режущем устройстве во время применения режущего лезвия или лезвий. В некоторых вариантах осуществления шовная нить 100 может проходить со скоростью, превышающей скорость вращения лезвия (-ий) во время применения. В других вариантах осуществления шовная нить 100 может проходить со скоростью меньше скорости вращения лезвия (-ий) во время применения. Лезвие или лезвия в устройстве непрерывного действия могут быть выполнены с возможностью непрерывного вращения вокруг оси поворота, позволяя лезвию или лезвиям входить в тело шовной нити 100, как описано выше, или лезвия можно непрерывно возвращать в конфигурацию до надрезания после каждого выполненного надреза. Относительные скорости вращения лезвия и перемещения шовной нити могут обусловливать длину или разнесение фиксаторов и могут обусловливать степень асимметрии в фиксаторе; кроме того, они могут обусловливать радиус дугообразного основания в фиксаторе. В некоторых вариантах осуществления шовная нить 100 может проходить со скоростью 560 сантиметров (220 дюймов) в минуту в осевом направлении. Лезвие вращающегося резака может проходить со скоростью до около 2300 об/мин с диаметром кончика режущего края 2,5 сантиметра (1,0 дюйма). Система непрерывного действия может применяться для получения самоудерживающейся шовной нити, имеющей множество фиксаторов, быстро и эффективно надрезаемых в ее теле. Кроме того, дугообразное основание может быть получено в виде радиуса спирали вследствие разности скоростей режущего кончика и движущегося тела шовной нити во время операции надрезания. Если, например, шовная нить проходит с осевой скоростью, которая больше скорости режущего устройства 300, получаемые фиксаторы 200 могут иметь дуги, и наоборот. Изменение скорости перемещения шовной нити и/или скорости вращательного движения надрезания режущего устройства 300 может обеспечивать фиксаторы 200 с различными размерами, формами и дуговыми конфигурациями.
На Фиг. 15 и 16 представлены фотографии треугольной шовной нити из полидиоксанона (PDS), в которой надрезы были выполнены с использованием ручного режущего устройства 500, описанного выше. Как показано, полученные фиксаторы 200 асимметричны, включают в себя первую сторону 240, которая короче и смещена в осевом направлении от второй стороны 250, включают в себя дугообразное основание 220 и включают в себя асимметричную область 255 кончика. На Фиг. 16 показано, что фиксаторы 200 также включают в себя нижнюю сторону 230, которая имеет более одного угла относительно центральной оси 160 тела 110 шовной нити, имея изогнутую под углом линию 260, в которой происходит разделение двух углов. Фиксаторы 200, показанные на Фиг. 15 и 16, смещены по углу вращения на около 120° и по оси разнесены на длину одного фиксатора 200. Иными словами, конец одного фиксатора 200 (например, приблизительно у его основания 220) приблизительно выровнен в той же плоскости поперечного сечения тела 110 шовной нити, что и начало следующего фиксатора 200 (приблизительно у его кончика 210). При необходимости для смежных фиксаторов 200 может применяться большее или меньшее осевое разнесение.
Настоящее изобретение обеспечивает ряд преимуществ благодаря своим различным компонентам. Например, асимметричный фиксатор обеспечивает боковое усилие фиксатора при его зацеплении с тканью, таким образом устраняя тенденцию к попаданию внутрь канала иглы, образованного при введении через ткань. Дугообразное основание фиксатора позволяет изменять длину фиксатора в зависимости от радиуса траектории резака и обеспечивает менее четкую точку нагружения шовной нити вдоль смещенного в осевом направлении основания фиксатора, таким образом распределяя нагрузку в различных осевых местоположениях вдоль молекулярных цепочек полимера в шовной нити. Фиксатор с линейным основанием, надрезанный под углом, не перпендикулярным центральной оси шовной нити, позволяет получать фиксаторы с различной длиной в зависимости от угла оси режущего элемента при формировании и обеспечивает менее четкую точку нагружения волокна вдоль смещенного в осевом направлении основания фиксатора подобно дугообразному основанию. Кроме того, изменение угла во время надрезания фиксатора может обеспечивать возможность получения многоугловых фиксаторов, повышая прочность и удерживающую способность. Способ надрезания фиксаторов от основания фиксатора к участку дистального кончика фиксатора имеет ряд преимуществ. Этот способ не только позволяет формировать асимметричный фиксатор, но также позволяет выполнять непрерывное надрезание фиксаторов на шовной нити при движении шовной нити. Кроме того, способ обеспечивает создание смещения или незначительного вспучивания поверхности шовной нити, чтобы получить небольшой элемент сопротивления при прохождении ткани, таким образом создавая различные метки, необходимые при роботизированной и лапароскопической хирургии, такие как оптические и гаптические метки.
У традиционных шовных нитей, имеющих по существу симметричные фиксаторы, при приложении натяжения к самоудерживающейся шовной нити в обратном направлении кончик фиксатора симметричной формы зацепляет ткань непосредственно напротив центральной оси волокна, а затем изгибается непосредственно наружу от центральной оси волокна по мере того как фиксаторы зацепляют ткань более полно при возрастании натяжения. Если натяжение продолжает возрастать до высвобождения фиксаторов, вызываемое повреждение ткани предотвращает зацепление последующих фиксаторов с тканями в канале шовной нити. Однако при применении асимметричных фиксаторов настоящего изобретения изменение направления натяжения шовной нити на противоположное приводит к отклонению фиксаторов от центральной оси шовной нити, тогда как асимметричная форма также создает боковое нагружение фиксатора, таким образом перемещая фиксатор в боковом направлении от центральной оси шовной нити. Это приводит к меньшему повреждению ткани и позволяет последующим фиксаторам зацеплять ткань внутри канала. Кроме того, если начинать надрез у основания фиксатора и завершать его у кончика, можно избежать различных проблем, связанных с традиционными способами формирования фиксаторов, описанных выше.
Самоудерживающиеся шовные нити настоящего изобретения могут включать в себя фиксаторы, имеющие асимметричную форму (которая определяется путем деления фиксатора плоскостью деления фиксатора), и могут также иметь дугообразное основание. Асимметричную форму может иметь все тело фиксатора или лишь участок в области кончика. Альтернативно фиксаторы могут иметь асимметричную форму или могут иметь дугообразное основание. Самоудерживающиеся шовные нити могут включать в себя фиксаторы, имеющие нижнюю сторону, которая проходит под более чем одним углом относительно центральной оси тела шовной нити. Самоудерживающаяся шовная нить может включать в себя фиксаторы, имеющие дугообразное основание, и иметь нижнюю сторону, которая проходит под более чем одним углом относительно центральной оси тела шовной нити. Несомненно, самоудерживающаяся шовная нить может включать в себя фиксаторы, которые имеют асимметричную форму, дугообразное основание и нижнюю сторону, проходящую под более чем одним углом относительно центральной оси тела шовной нити.
Хотя были раскрыты способы надрезания с вращательным движением, следует отметить, что предусмотрены и другие способы, которые включают применение линейных движений, посредством чего лезвие резака приводится в движение от основания фиксатора к противолежащей стороне надрезаемого волокна и выходит в положении, которое ближе к зазубренному кончику, чем вход. Кроме того, хотя раскрытый способ проиллюстрирован при помощи прерываемого вращающегося лезвия резака, приводимого в действие вручную, режущее устройство 300 может непрерывно вращаться и синхронизироваться по времени для пересечения с телом 110 шовной нити непрерывным образом по мере прохождения тела 110 шовной нити через режущее устройство 300. В этом варианте осуществления шовная нить 100 может перемещаться с большей линейной скоростью, чем интервал синхронизации по времени режущего устройства 300. Кроме того, следует также отметить, что, хотя раскрытый способ ручного надрезания представлен в виде надрезания одного ряда с одной стороны тела 110 шовной нити с последующим вращением тела 110 шовной нити для надрезания второго смещенного фиксатора, предусмотрены множество режущих устройств 300, устанавливаемых в смещенных местоположениях по периметру надрезаемого тела шовной нити.
Примеры
Пример 1 - усилие, необходимое для протягивания шовной нити через ткань мочевого пузыря
Две самоудерживающиеся шовные нити испытывали на усилие, необходимое для протягивания шовной нити через ткань. Традиционной шовной нитью с зазубринами является 2/0 V-Loc 180 (производства компании Covidien). Шовная нить, обладающая признаками изобретения, представляет собой треугольную шовную нить, волокно 3/0 PDS, обработанное путем надрезания с вращательным движением и получаемое при помощи ручного вращающегося резака, описанного выше.
Результаты испытаний на взаимодействие с тканью треугольных волокон, обработанных путем надрезания с вращательным движением, представлены на Фиг. 17 и 18, причем на Фиг. 17 показано сопротивление ткани при использовании традиционной шовной нити с зазубринами, а на Фиг. 18 показано сопротивление ткани при использовании самоудерживающейся шовной нити, обладающей признаками изобретения. Каждую шовную нить протягивали через ткань мочевого пузыря и измеряли усилие, необходимое для протягивания шовной нити через ткань мочевого пузыря. Можно видеть, что традиционный материал создает меньшее сопротивление, о чем свидетельствуют меньшие пиковые нагрузки, испытываемые при прохождении шовной нити через ткань. Самоудерживающаяся шовная нить, обладающая признаками изобретения, создает несколько большее сопротивление, как показано на Фиг. 18. Это небольшое увеличение среднего усилия и предельных пиковых нагрузок, испытываемых шовной нитью, обладающей признаками изобретения, преобразуется в большее движение ткани во время прохождения. Кроме того, шовная нить, обладающая признаками изобретения, позволяет пользователю получать несколько большее ощущение прохождения через ткань в виде тактильной обратной связи. Как тактильная обратная связь, так и большее движение ткани желательны в некоторых средах, в которых важны такие метки, например в лапароскопической и эндоскопической средах.
Пример 2 - воздействие обратного натяжения
Как и в примере 1, две самоудерживающиеся шовные нити применяли для измерения воздействия обратного натяжения на усилие, необходимое для протягивания шовной нити с зазубринами через ткань в обратном направлении в мочевом пузыре свиньи. Традиционной шовной нитью была 2/0 V-Loc 180 (производства компании Covidien), а самоудерживающаяся шовная нить, обладающая признаками изобретения, представляла собой треугольную шовную нить, волокно 3/0 PDS, обработанную путем надрезания с вращательным движением и полученную при помощи ручного вращающегося резака, описанного выше.
Как показано на Фиг. 19, пиковое нагружение, испытываемое традиционной шовной нитью с зазубринами, падает после первоначального протягивания материалов с зазубринами. Однако, как показано на Фиг. 20, в случае самоудерживающейся шовной нити, обладающей признаками изобретения, многократные пиковые нагрузки фиксаторов при зацеплении ими ткани в условиях обратного натяжения указывают на большую прочность зацепления фиксаторов при их вхождении в ткань.
Таким образом, исходя из этих результатов, представляется, что воздействие зазубрины при традиционном надрезе, как демонстрирует традиционная шовная нить, снижает способность тканей удерживать зазубрины в зацеплении при их многократном вхождении в ткань в условиях обратного натяжения. Об этом свидетельствует снижение пиковых нагрузок, испытываемых при вхождении отдельных зазубрин в ткань.
В отличие от этого пиковая нагрузка материалов самоудерживающейся шовной нити, обладающей признаками изобретения, как правило, остается высокой, таким образом указывая на сохранение качества ткани для зацепления с асимметричными фиксаторами. Это сохранение зацепления является благоприятным по сравнению с традиционным шовными нитями с зазубринами, поскольку оно, по-видимому, указывает на минимальное повреждение ткани при более высоком нагружении и зацеплении ткани.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОУДЕРЖИВАЮЩИЕСЯ ШОВНЫЕ МАТЕРИАЛЫ ДЛЯ НЕОТЛОЖНОЙ ПОМОЩИ И УПАКОВКИ ДЛЯ НИХ | 2011 |
|
RU2580479C2 |
| САМОУДЕРЖИВАЮЩИЕСЯ ШОВНЫЕ МАТЕРИАЛЫ, ВЫДЕЛЯЮЩИЕ ЛЕКАРСТВЕННЫЕ СРЕДСТВА, И ОТНОСЯЩИЕСЯ К НИМ МЕТОДЫ | 2011 |
|
RU2608237C2 |
| ИНСТРУМЕНТЫ И СПОСОБЫ ДОСТАВКИ НИТИ ДЛЯ ЭНДОСКОПИЧЕСКОЙ И РОБОТИЗИРОВАННОЙ ХИРУРГИИ | 2011 |
|
RU2568538C2 |
| САМОУДЕРЖИВАЮЩИЕСЯ ШОВНЫЕ МАТЕРИАЛЫ С ВЫСОКОЙ ПЛОТНОСТЬЮ ФИКСАТОРОВ, И УСТРОЙСТВА И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2011 |
|
RU2564358C2 |
| ШОВНАЯ НИТЬ, ИМЕЮЩАЯ УДЕРЖИВАЮЩИЙ ЭЛЕМЕНТ НА КОНЦЕ, И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2015 |
|
RU2728569C2 |
| КОНФИГУРАЦИИ ЗАУСЕНИЦ ДЛЯ ШОВНЫХ НИТЕЙ С ЗАУСЕНИЦАМИ | 2003 |
|
RU2372100C2 |
| КОНЦЕВЫЕ ЭФФЕКТОРЫ УСТРОЙСТВ ДЛЯ УШИВАНИЯ РАН, УСОВЕРШЕНСТВОВАННЫЙ КОНЦЕВОЙ ЭФФЕКТОР УСТРОЙСТВА ДЛЯ УШИВАНИЯ РАН | 2016 |
|
RU2727232C2 |
| САМОУДЕРЖИВАЮЩИЕСЯ НИТИ С РЕГУЛИРУЕМОЙ ПЕТЛЕЙ | 2012 |
|
RU2659454C2 |
| САМОУДЕРЖИВАЮЩИЕСЯ НИТИ С РЕГУЛИРУЕМОЙ ПЕТЛЕЙ | 2012 |
|
RU2746457C2 |
| НИТЬ, ИМЕЮЩАЯ ЗАКРЕПЛЯЮЩИЕ ЭЛЕМЕНТЫ С ПОКРЫТИЕМ ДЛЯ ЗАКРЕПЛЕНИЯ В БИОЛОГИЧЕСКИХ ТКАНЯХ, И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2010 |
|
RU2528077C2 |
Изобретение относится к медицине и может быть использовано для закрытия или скрепления краев ран такой ткани, как кожа, мышцы, сухожилия, внутренние органы, нервы и кровеносные сосуды. Самоудерживающаяся шовная нить включает в себя множество асимметричных фиксаторов вдоль участка длины тела. Самоудерживающаяся шовная нить также включает в себя фиксаторы, имеющие дугообразное основание. Способ формирования фиксаторов включает в себя применение режущего устройства, имеющего конфигурацию для надрезания фиксаторов, начиная у основания фиксатора и заканчивая у кончика фиксатора. 2 н. и 32 з.п. ф-лы, 20 ил.
1. Способ формирования самоудерживающейся шовной нити (100); включающий этапы, на которых:
a) волокно шовной нити помещают в устройство (500), причем волокно имеет проксимальный конец (120) и дистальный конец (130) с удлиненным телом (110) между ними, при этом удлиненное тело имеет центральную ось (160) и внешний периметр, и указанное устройство включает режущий механизм (300), включающий лезвие, присоединенное с возможностью вращения к основанию и выполненное с возможностью контакта с указанным удлиненным телом при активации надрезания;
b) активируют указанный режущий механизм, при этом активация позволяет перемещать лезвие так, что оно входит в контакт с удлиненным телом (110) указанного волокна;
c) выполняют надрез в теле указанного удлиненного тела (110) так, что лезвие входит во внутреннее пространство удлиненного тела и вращается под углом с выходом из указанного удлиненного тела, формируя фиксатор (200) в удлиненном теле волокна, при этом фиксатор имеет участок (210) дистального кончика, участок (220) проксимального основания, участок (240) первой стороны, соединяющий указанный участок проксимального основания и указанный участок дистального кончика, и участок (250) второй стороны, соединяющий указанный участок проксимального основания и указанный участок дистального кончика, причем указанный участок первой стороны имеет большую длину, чем указанный участок второй стороны;
причем указанный режущий механизм включает лезвие, имеющее край (310) лезвия и кончик (320) лезвия, и указанный кончик лезвия входит в удлиненное тело (110) волокна перед тем, как край лезвия входит в удлиненное тело волокна;
при этом указанный кончик лезвия формирует участок проксимального основания фиксатора во время надрезания.
2. Способ по п. 1, в котором фиксатор (200) имеет нижнюю поверхность (230), которая находится в контакте с удлиненным телом (110) волокна при прижатии фиксатора (200) к удлиненному телу (110) волокна;
причем, необязательно, указанное надрезаемое тело волокна, из которого был вырезан фиксатор (200), имеет участок дистального конца, и участок дистального кончика фиксатора смещен от участка дистального кончика надрезаемого тела волокна.
3. Способ по п. 1, в котором на этапе (c) надрезания лезвие перемещается в по меньшей мере двух плоскостях, имеющих различные углы относительно оси волокна, таким образом обеспечивая нижнюю поверхность (230) фиксатора, которая имеет два угла относительно центральной оси.
4. Способ по п. 1, содержащий устройство (500), имеющее множество лезвий, смещенных друг от друга по окружности удлиненного тела (110) волокна.
5. Способ по п. 1, в котором указанное волокно шовной нити перемещается в осевом направлении через устройство (500) во время надрезания;
причем, необязательно, указанное волокно шовной нити перемещается со скоростью, которая больше скорости вращательного движения надрезания по меньшей мере одного лезвия, или
указанное волокно шовной нити перемещается со скоростью, которая меньше скорости вращательного движения надрезания по меньшей мере одного лезвия.
6. Способ по п. 1, включающий этап, на котором формируют по меньшей мере два или по меньшей мере три фиксатора (200);
при этом, необязательно, способ включает этап, на котором формируют по меньшей мере два фиксатора, которые смещены на 120 градусов относительно центральной оси волокна (160);
способ включает этап, на котором формируют по меньшей мере два фиксатора, которые смещены на 90 градусов относительно центральной оси волокна (160); или
способ включает этап, на котором формируют по меньшей мере два фиксатора, которые смещены на 60 градусов относительно центральной оси волокна (160).
7. Способ по п. 1, включающий этап, на котором формируют фиксатор (200), имеющий:
участок (240) первой стороны длиной около 0,762 миллиметра (0,030 дюйма) при измерении от дистального кончика (210) до проксимального основания (220), и/или
участок (240) первой стороны длиной около 1,016 миллиметра (0,040 дюйма) при измерении от дистального кончика (210) до проксимального основания (220); и/или
указанный участок (240) первой стороны и указанный участок (250) второй стороны имеют соотношение длины от около 1:1,01 до около 1:1,5.
8. Способ по п. 1, в котором волокно включает иглу (140) на своем дистальном конце (130).
9. Способ по п. 1, в котором основание фиксатора имеет дугообразную форму, образованную кончиком режущего лезвия.
10. Способ по п. 1, дополнительно содержащий этап, на котором указанное волокно непрерывно перемещают вдоль его центральной оси (160) в процессе надрезания; и/или
дополнительно содержащий этап, на котором указанное волокно перемещают вдоль его центральной оси (160) после выполнения надреза и останавливают перемещение волокна на этапе надрезания (c); и/или
дополнительно содержащий этап, на котором указанное волокно непрерывно вращают в процессе надрезания; и/или
дополнительно содержащий этап, на котором указанное волокно вращают перед активацией режущего механизма.
11. Способ по п. 1, в котором полученная шовная нить (100) содержит множество фиксаторов (200), размещенных в спиральной конфигурации вдоль, по меньшей мере, участка удлиненного тела (110) волокна.
12. Способ по п. 1, в котором указанное удлиненное тело (110) имеет круглую, треугольную или квадратную форму в поперечном сечении.
13. Способ по п. 1, в котором указанный участок проксимального основания фиксатора имеет дугообразную форму.
14. Способ по п. 1, в котором указанный дистальный кончик заострен или затуплен.
15. Способ по п. 1, в котором указанное удлиненное тело имеет длину от 15,2 сантиметров (6 дюймов) до 137,2 сантиметров (54 дюймов).
16. Способ по п. 1, в котором указанное волокно включает иглу (140), присоединенную к проксимальному концу (120).
17. Способ по п. 1, в котором указанное волокно включает анкер на дистальном конце.
18. Способ по п. 1, в котором дистальный кончик каждого фиксатора обращен к дистальному концу волокна шовной нити.
19. Самоудерживающаяся шовная нить (100), содержащая:
a) волокно, имеющее проксимальный конец (120) и дистальный конец (130) с удлиненным телом (110) между ними, причем удлиненное тело имеет центральную ось (160) и внешний периметр; и
b) множество фиксаторов (200), образованных в удлиненном теле указанного волокна, при этом каждый фиксатор имеет участок (210) дистального кончика, участок (220) проксимального основания, участок (240) первой стороны, соединяющий указанный участок проксимального основания и указанный участок дистального кончика, и участок (250) второй стороны, соединяющий указанный участок проксимального основания и указанный участок дистального кончика, причем указанный участок первой стороны имеет большую длину, чем указанный участок второй стороны;
причем указанный фиксатор имеет нижнюю поверхность (230), которая находится в контакте с телом волокна при прижатии фиксатора к волокну;
при этом указанная нижняя поверхность (230) имеет более одного угла относительно центральной оси (160) тела (110) волокна.
20. Самоудерживающаяся шовная нить (100) по п. 19, в которой указанное удлиненное тело (110) имеет круглую, треугольную или квадратную форму в поперечном сечении.
21. Самоудерживающаяся шовная нить по п. 19, в которой указанный участок проксимального основания фиксатора имеет дугообразную форму.
22. Самоудерживающаяся шовная нить по п. 19, в которой указанная нижняя поверхность имеет два угла относительно центральной оси.
23. Самоудерживающаяся шовная нить по п. 19, в которой указанное надрезаемое тело волокна, в котором был надрезан фиксатор, имеет участок дистального конца, и участок дистального кончика фиксатора смещен от участка дистального конца надрезаемого тела волокна.
24. Самоудерживающаяся шовная нить по п. 19, в которой указанный дистальный кончик заострен или затуплен.
25. Самоудерживающаяся шовная нить по п. 19, содержащая по меньшей мере два или по меньшей мере три фиксатора, размещенных вдоль указанного удлиненного тела;
причем, необязательно, каждый фиксатор (200) смещен на 120 градусов относительно центральной оси (160) вдоль длины волокна; или
каждый фиксатор смещен на 90 градусов относительно центральной оси (160) вдоль длины волокна, или
каждый фиксатор смещен на 60 градусов относительно центральной оси (160) вдоль длины волокна.
26. Самоудерживающаяся шовная нить по п. 19, в которой указанный участок первой стороны имеет длину около 0,762 миллиметра (0,030 дюйма), измеренную от дистального кончика до проксимального основания.
27. Самоудерживающаяся шовная нить по п. 19, в которой указанный участок второй стороны имеет длину около 1,016 миллиметра (0,040 дюйма), измеренную от дистального кончика до проксимального основания.
28. Самоудерживающаяся шовная нить (100) по п. 19, в которой указанный участок (240) первой стороны и указанный участок (250) второй стороны имеют значения длины в соотношении от около 1:1,01 до около 1:1,5.
29. Самоудерживающаяся шовная нить по п. 19, в которой указанное удлиненное тело имеет длину от 15,2 сантиметров (6 дюймов) до 137,2 сантиметров (54 дюймов).
30. Самоудерживающаяся шовная нить по п. 19, в которой указанное удлиненное тело включает первую область, не содержащую фиксаторов, и вторую область, которая включает по меньшей мере один фиксатор.
31. Самоудерживающаяся шовная нить (100) по п. 19, в которой указанное волокно включает иглу (140), присоединенную к проксимальному концу (120).
32. Самоудерживающаяся шовная нить по п. 19, в которой указанное волокно включает анкер на дистальном конце.
33. Самоудерживающаяся шовная нить по п. 19, в которой дистальный кончик каждого фиксатора обращен к дистальному концу волокна шовной нити.
34. Самоудерживающаяся шовная нить по п. 19, содержащая по меньшей мере два фиксатора, причем один фиксатор имеет дистальный кончик, который обращен к дистальному концу волокна шовной нити, а второй фиксатор имеет дистальный кончик, который обращен к проксимальному концу волокна шовной нити;
при этом, необязательно, указанный дистальный конец указанного волокна включает присоединенную к нему иглу.
| Колосоуборка | 1923 |
|
SU2009A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| ХИРУРГИЧЕСКИЙ ШОВНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2006 |
|
RU2400162C2 |

