Изобретение относится к области электротехники, в частности к концевым соединителям для кабелей, находящихся в жидкой среде, и может быть использовано в конструкциях кабельных вводов для герметичного присоединения кабельной линии к погружным электродвигателям насосной установки, предназначенной для добычи нефти из скважин.
Известно достаточно большое количество муфт кабельного ввода для погружного электродвигателя, описанных в технической литературе [см., например, Международный транслятор «Установки погружных центробежных насосов для добычи нефти» - М.: Нефть и газ, 1999. С. 410-412], а также в патентах на изобретение: RU 2588608 (С1), опубл. 10.07.2016; US 6397945 (В1) от 04.06.2002, US 6910870 (В2) от 28.06.2005, US 2009/0317997(А1) от 24.12.2009.
Все указанные муфты содержат корпус (или корпус с хвостовиком переменного сечения, соединенные между собой посредством винтов), который закреплен на конце кабеля с помощью уплотнительных элементов или заливки герметизирующим компаундом. Внутри корпуса расположены концы изолированных проводов кабеля, освобожденные от свинцовой оболочки, соединенные со штепсельными наконечниками, выведенными через отверстия на колодку штепсельных наконечников. Герметичность соединения концов проводов кабеля, освобожденных от свинцовой оболочки, со штепсельными наконечниками обеспечена благодаря уплотнительным соединениям вокруг каждого провода в виде пружинных блоков и эластомерных конусных элементов или пайкой свинцовой оболочки кабеля со стальной втулкой или механическим обжатием свинцовой оболочки. Для механического удержания кабеля от осевого перемещения и дополнительной защиты от воздействия жидкости внутреннюю хвостовую часть муфты заливают герметизирующим компаундом или применяют пайку в месте стыка металлического корпуса, хвостовика и брони кабеля. Для специального кабеля, имеющего стальную оболочку, используют сварку металлического корпуса с металлической оболочкой кабеля.
Однако в процессе эксплуатации при достижении высоких температур с последующим охлаждением до температуры пласта, герметичность муфт, использующих эластомерные уплотнения, может быть нарушена из-за высокой разницы в коэффициентах термического расширения стали, резины и полимерных материалов, что приведет к проникновению скважинной жидкости к наружной поверхности изоляционного слоя кабельной жилы, освобожденной от свинцовой оболочки.
Недостатками муфт, использующих уплотнения посредствам пайки, является сложность конструкции, т.к. процесс пайки двух неоднородных материалов, например, свинца и нержавеющей стали, требует наличия квалифицированных специалистов, при этом контроль в месте паяного шва затруднен и структуру материала изоляционного слоя проконтролировать невозможно, а из-за местного нагрева изоляционного слоя кабеля под свинцовой оболочкой в процессе пайки возможно нарушение целостности изоляции (скрытый дефект), что в процессе эксплуатации может привести к электрическому пробою.
Недостатками муфт, герметизирующихся посредством сварки, является сложность конструкции из-за применения специализированного кабеля, имеющего стальную оболочку вместо свинцовой.
Наиболее близким техническим решением по совокупности признаков к заявляемому является высокотемпературная муфта кабельного ввода для погружного электродвигателя компании Новомет-Пермь [патент RU 2588608, H02G 15/04, опубл. 10.07.2016], которая содержит металлический корпус и металлический хвостовик переменного сечения, закрепленные на конце кабеля и соединенные между собой с помощью винтов. Кабель разъединен на составляющие его три провода, покрытые свинцовой оболочкой и изолирующей оболочкой. На торцевой стороне корпуса вокруг сквозных отверстий, предназначенных для пропускания кабельных проводов, выполнены со стороны хвостовика выступы в виде втулок с сужающимся коническим участком на открытом торце. Концы проводов, освобожденные от свинцовой оболочки и частично освобожденные от изолирующих оболочек, через отверстия в выступах выведены во внутреннюю полость корпуса и соединены при помощи резьбового соединения со штепсельными наконечниками, вставленными в колодку штепсельных наконечников, выполненную из керамики. На каждый токопроводящий провод надет керамический изолятор, закрепленный с помощью уплотнительного кольца и зафиксированный в углублениях корпуса при помощи уплотнительного кольца. Изоляторы заглублены в колодку штепсельных наконечников, зафиксированную внутри корпуса с помощью кольца стопорного. Отделенная от токопроводящего провода свинцовая оболочка натянута сверху на выступ и образует вокруг его основания на торцевой поверхности корпуса уплотнительное кольцо с внешней конусной стенкой. Сверху свинцовая оболочка закреплена на выступе с помощью надетой на нее обжимной втулки, повторяющей конфигурацию выступа и имеющей на торце внутреннюю фаску, контактирующую с уплотнительным кольцом. Обжимные втулки всех проводов встроены в упор прижимной, выполненный в виде кольцевой детали, установленной на внутренней стенке хвостовика. Для герметизации мест механического крепления свинцовых оболочек пространство между торцевой поверхностью корпуса и упором прижимным и вокруг обжимной втулки заполнено высокотемпературным компаундом. На конце корпуса со стороны штепсельных наконечников надето кольцо, которое служит уплотнением при присоединении муфты к электродвигателю.
Недостатками данной муфты является: сложность конструкции, обусловленная изготовлением корпуса с тремя конусными элементами, и нерегулируемое обжатие свинцовой оболочки кабеля, что влечет за собой предъявление повышенных требований к толщине свинцовой оболочки кабеля, которые не всегда осуществимы. В связи с чем при сборке конструкции может произойти неконтролируемое смещение изоляции, которое приводит либо к невозможности сборки, либо к образованию зазора между изолятором и собственной изоляцией кабеля. Кроме того, технология сборки подразумевает выполнение развальцовки с последующим введением металлической конусной направляющей под свинцовую оболочку, что может привести к повреждению изоляции (скрытому дефекту).
Отмеченные недостатки снижают надежность и срок службы муфты кабельного ввода погружного электродвигателя.
Задачей настоящего изобретения является создание простой конструкции высокотемпературной муфты с высокой ремонтопригодностью, имеющей повышенную надежность за счет гарантированного сжатия свинцовой оболочки и увеличенный срок службы за счет усовершенствования технологии сборки и возможности визуально контролировать состояние изоляции при развальцовке.
Указанный технический результат достигается тем, что высокотемпературная муфта кабельного ввода для погружного электродвигателя, включающая соединенные между собой корпус и заполненный компаундом хвостовик, провод токопроводящего кабеля со штепсельным наконечником, вмонтированным в колодку, который пропущен через сквозное отверстие и освобожден на части своей длины от свинцовой защитной оболочки, натянутой на конусный элемент, согласно изобретению, выполнена из отдельных муфт, размещенных на конце каждого провода токопроводящего кабеля, корпус, хвостовик и ниппель которых соединены с помощью резьбового соединения, при этом корпус выполнен с внешним конусным элементом для размещения свинцовой защитной оболочки и ниппеля, причем на торцевой стороне ниппеля, обращенной в сторону внешнего конусного элемента корпуса, выполнен ответный внутренний конусный элемент, обеспечивающий герметизацию размещенной между ними свинцовой защитной оболочки, а ниппель и корпус соединены между собой посредством гайки, зафиксированной на корпусе.
Сущность изобретения поясняется чертежами, где на фиг. 1 - представлен общий вид предлагаемой муфты кабельного ввода; на фиг. 2 - продольный разрез одного из корпусов муфты; на фиг. 3 - продольный разрез места герметизации свинцовой оболочки.
Кабель 1 разъединен на составляющие его провода 2. Место разъединения кабеля 1 на провода 2 защищено броней 3. Предлагаемая высокотемпературная муфта кабельного ввода для погружного электродвигателя выполнена из отдельных самостоятельных муфт 4 (Фиг. 1). Провода 2 покрыты свинцовой оболочкой 8 и изолирующей оболочкой 9 (Фиг. 2).
Каждая самостоятельная муфта 4 (Фиг. 2) содержит металлический корпус 5, накрученный на него хвостовик 6 постоянного или переменного сечения, и ниппель 7.
Корпус 5 и ниппель 7 имеют сквозное отверстие, предназначенное для пропускания кабельного провода 2. На торцевой стороне корпуса 5 со стороны кабеля 1 сформирован внешний конусный элемент 10 (Фиг. 3), расширяющийся в направлении сквозного отверстия. На торцевой стороне ниппеля 7, обращенной в сторону конусного элемента 10, выполнен ответный внутренний конусный элемент 11. Корпус 5 и ниппель 7 соединены между собой с помощью металлической гайки 12, которая зафиксирована на корпусе 5 посредством резьбового соединения.
Конец провода 2, освобожденный от свинцовой оболочки 8 и частично освобожденный от изолирующей оболочки 9, через сквозные отверстия в корпусе 5 и ниппеле 7 выведен во внутреннюю полость корпуса 5 и проходит через колодку 13. К освобожденной от оболочек медной жиле 14 на конце провода 2 прикручен штепсельный наконечник 15, вмонтированный в колодку 13 и герметизированный относительно ее уплотнительным кольцом 16. Колодка штепсельного наконечника 13 герметизирована относительно корпуса 5 уплотнительным кольцом 17. Отделенная от токопроводящего провода 2 свинцовая оболочка 8 герметично зажата между встречно расположенными внешним и внутренним конусными элементами 10 и 11, имеющими равнозначные или отличающиеся конусы, и образует уплотнительное кольцо 18 с конусными стенками.
Для механической фиксации провода 2 внутренняя полость хвостовика 6 заполнена высокотемпературным компаундом 19. Перед хвостовиком 6 на провод 2 надета защитная броня 20, выполненная из стальной ленты или трубы.
На конце корпуса 5 со стороны штепсельного наконечника 15 надеты кольца 21, которые служат уплотнением при присоединении муфты к электродвигателю. Уплотнительные кольца 16, 17, 21 изготовлены из бензомаслостойкой резиновой смеси, выдерживающей температуру до 315°С (600 градусов по Фаренгейту).
Сборку высокотемпературной муфты кабельного ввода раздельного вида производят следующим образом.
Кабель 1 разъединяют на составляющие его провода 2 (Фиг. 1) и освобождают от свинцовой оболочкой 8 и изолирующей оболочкой 9 (Фиг. 2) на необходимую длину. На каждом проводе 2 устанавливают защитную броню 20, немного недоведя ее до конца кабеля 2. Переход кабеля родного сечения на одиночные провода также защищают броней 3 (Фиг. 1).
На каждом отдельном проводе 2 устанавливают самостоятельную муфту 4 следующим образом. На провод 2 (Фиг. 2) с броней 20 последовательно устанавливают хвостовик 6, и гайку 12, которые отводятся на необходимую длину для удобства сборки. Затем производят предварительный процесс разделки концов токопроводящего провода 2 - с конца провода 2 снимают свинцовую оболочку 8 на необходимую длину. Конец подготовленного токопроводящего провода 2 пропускают через сквозное отверстие ниппеля 7 и отводят его до установленной брони 20 на проводе 2.
После чего производят формовку провода 2 для сборки, для этого с помощью специального приспособления свинцовую оболочку 8 расширяют, отделяя ее от изолирующей оболочки 9 на необходимый угол.
Подготовленный таким образом конец провода 2 пропускают через отверстие корпуса 5 так, чтобы расширенный участок свинцовой оболочки 8 коснулся конусного элемента 10 (Фиг. 3).
Ниппель 7 (Фиг. 2) подводят к расширенному участку свинцовой оболочки 8 до касания им конусного элемента 11 (Фиг. 3), после подводят гайку 12 до соприкосновения с корпусом 5.
Затем соединяют ниппель 7 и корпус 5 при помощи резьбового соединения через гайку 12 с необходимым крутящим моментом, при этом контролируют отсутствие вращения ниппеля 7 и корпуса 5 вокруг собственной оси.
Во время затягивания гайки 12 происходит перемещение ниппеля 7 и корпуса 5, а расширенный участок свинцовой оболочки 8 зажимается между конусными элементами 10 и 11, образуя герметичное уплотнительное кольцо 18 конической формы из свинца, перекрывающее доступ жидкости внутрь корпуса 5 вне зависимости от толщины свинцовой оболочки 8. После формирования механического соединения свинцовой оболочки 8 между ниппелем 7 и корпусом 5 производят его проверку на герметичность.
Далее предварительно устанавливают уплотнительное кольцо 17(Фиг. 2) на колодку 13, гайку 22 - на хвостовик 6 и производят окончательный процесс разделки конца провода 2.
С конца провода 2 отмеряют необходимую длину от корпуса 5, отрезают излишки и снимают изолирующую оболочку 9 на необходимую длину, после нарезают резьбу на освободившемся конце медной жилы 14.
Подготовленный таким образом конец провода 2 с нарезанной резьбой на медной жиле 14 продевают сквозь колодку 13, которую до упора вставляют в корпус 5.
Корпус 5 соединяют с хвостовиком 6 при помощи резьбового соединения с необходимым крутящим моментом.
На резьбовое окончание медной жилы 14, оказавшееся в отверстии колодки 13, накручивают штепсельный наконечник 15 с предварительно установленным на нем кольцом 16.
Затем производят заливку свободной внутренней полости в хвостовике 6 и корпусе 5 высокотемпературным компаундом 19.
Установка муфты 4 (Фиг. 1) на следующий отдельный провод 2 осуществляется аналогично.
Кроме того, на контактирующие поверхности деталей муфты может наноситься синтетическая диэлектрическая высокотемпературная консистентная смазка, обладающая высокой гидрофобностью, для дополнительной защиты от проникновения жидкости.
Формирование в месте перехода от свинца к стали герметичного свинцового уплотнения, независимого от толщины свинцовой оболочки, повышает технологичность муфты, а исключение цилиндрических элементов и снятие изоляции кабеля на последнем этапе повышает надежность муфты за счет уменьшения скрытых дефектов.
Из-за большей разницы величины КТР свинца по отношения к КТР стали в процессе нагрева происходит увеличения объема свинца в замкнутом пространстве и, как следствие, дополнительное уплотнение в кольцевом пространстве перехода от свинца к стали. При охлаждении кольцевое пространство перехода свинца к стали остается постоянно герметичным.
Коническая форма свинцового уплотнения позволяет сохранить герметичность данного соединения в процессе длительной эксплуатации в условиях достижения максимума температур до 315°С с последующим охлаждением до минимальной температуры пластовой жидкости (режим термоциклирования).
Высокая ремонтопригодность муфты достигается за счет возможности многократного использования входящих в нее деталей.
Предлагаемая высокотемпературная муфта кабельного ввода раздельного вида может использоваться при эксплуатации в высокотемпературных средах, таких как, среды, связанные с использованием пара (SAGD) для гравитационного дренирования скважин с целью повышения добычи углеводородов, а также при эксплуатации электроцентробежных установок в периодическом режиме (работа с последующей остановкой на приток), в высокотемпературных скважинах со значительным перепадом температур.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОТЕМПЕРАТУРНАЯ МУФТА КАБЕЛЬНОГО ВВОДА ДЛЯ ПОГРУЖНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2015 |
|
RU2588608C1 |
| Универсальная муфта кабельного ввода погружного электродвигателя | 2018 |
|
RU2694810C1 |
| Муфта кабельного ввода для подключения погружных электродвигателей | 2022 |
|
RU2790612C1 |
| МУФТА КАБЕЛЬНОГО ВВОДА ДЛЯ ПОГРУЖНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2004 |
|
RU2319268C2 |
| ГРУЗОНЕСУЩАЯ МУФТА ДЛЯ ПОГРУЖНОЙ УСТАНОВКИ | 2015 |
|
RU2610965C1 |
| МУФТА КАБЕЛЬНОГО ВВОДА ДЛЯ УСТАНОВКИ ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2001 |
|
RU2215351C2 |
| Герметичная грузонесущая муфта | 2023 |
|
RU2802734C1 |
| МУФТА КАБЕЛЬНОГО ВВОДА ДЛЯ УСТАНОВКИ ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2251185C2 |
| МУФТА КАБЕЛЯ-УДЛИНИТЕЛЯ (ВАРИАНТЫ) | 2004 |
|
RU2279169C1 |
| МУФТА КАБЕЛЬНОГО УДЛИНИТЕЛЯ КАБЕЛЬНОЙ ЛИНИИ ПОГРУЖНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2003 |
|
RU2264681C2 |

Изобретение относится к области электротехники, в частности к концевым соединителям для кабелей, находящихся в жидкой среде. Муфта кабельного ввода для погружного электродвигателя содержит соединенные между собой корпус и хвостовик, заполненный компаундом, провод токопроводящего кабеля со штепсельным наконечником, вмонтированным в колодку. Провод пропущен через сквозное отверстие и освобожден на части своей длины от свинцовой защитной оболочки, надетой на конусный элемент. Муфта составлена из отдельных муфт (4), размещенных на конце каждого провода токопроводящего кабеля. Каждая муфта включает корпус (5), хвостовик (6) и ниппель(7), соединенные с помощью резьбового соединения. Корпус выполнен со сквозным отверстием для пропускания провода (2) и имеет внешний конусный элемент (10) для охвата свинцовой защитной оболочкой. На торцевой стороне ниппеля, обращенной в сторону внешнего конусного элемента корпуса, выполнен ответный внутренний конусный элемент, обеспечивающий герметизацию размещенной между ними свинцовой защитной оболочки. Изобретение обеспечивает высокую ремонтопригодность муфты, повышение надежности и увеличенный срок службы. 3 ил.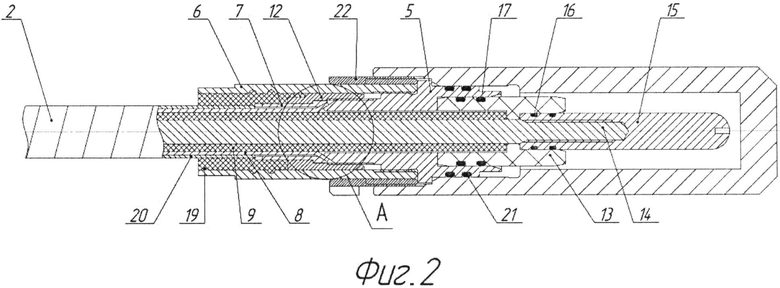
Высокотемпературная муфта кабельного ввода для погружного электродвигателя, включающая соединенные между собой корпус и хвостовик, заполненный компаундом, провод токопроводящего кабеля со штепсельным наконечником, вмонтированным в колодку, который пропущен через сквозное отверстие и освобожден на части своей длины от свинцовой защитной оболочки, надетой на конусный элемент, отличающаяся тем, она выполнена из отдельных муфт, размещенных на конце каждого провода токопроводящего кабеля, корпус, хвостовик и ниппель которых соединены с помощью резьбового соединения, при этом корпус выполнен со сквозным отверстием для пропускания провода и с внешним конусным элементом для размещения свинцовой защитной оболочки и ниппеля, причем на торцевой стороне ниппеля, обращенной в сторону внешнего конусного элемента корпуса, выполнен ответный внутренний конусный элемент, обеспечивающий герметизацию размещенной между ними свинцовой защитной оболочки, а ниппель и корпус соединены между собой посредством гайки, зафиксированной на корпусе.
| ВЫСОКОТЕМПЕРАТУРНАЯ МУФТА КАБЕЛЬНОГО ВВОДА ДЛЯ ПОГРУЖНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2015 |
|
RU2588608C1 |
| МУФТА КАБЕЛЬНОГО ВВОДА ДЛЯ УСТАНОВКИ ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2251185C2 |
| US 6910870 B2, 28.06.2005 | |||
| US 8398420 B2, 19.03.2013. | |||

