ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее раскрытие изобретения относится к устройству для срезания волос, в частности, к устройству для срезания волос с электрическим приводом и, более конкретно, к неподвижному ножу из ножевого блока для такого устройства. Ножевой блок может быть выполнен с возможностью перемещения через волосы в направлении перемещения для срезания волос. Неподвижный нож может состоять из первой стенкии второй стеновой части, между которыми образован направляющий паз, при этом подвижный режущий нож может быть по меньшей мере частично окружен и может направляться. Кроме того, настоящее раскрытие изобретения относится к способу изготовления неподвижного ножа и ножевого блока для устройства для срезания волос.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В документе WO 2013/150412 А1 раскрыты устройство для срезания волос и соответствующий ножевой блок устройства для срезания волос. Ножевой блок содержит неподвижный нож и подвижный нож, при этом подвижный нож может быть приведен в возвратно-поступательное движение относительно неподвижного ножа для срезания волос. Ножевой блок особенно подходит для обеспечения возможности выполнения операций как стрижки, так и бритья.
Существуют по существу два традиционно различаемых типа устройств с электрическим приводом, предназначенных для срезания волос на теле: бритва и машинка (trimmer или clipper) для стрижки волос. Как правило, бритва используется для бритья, то есть срезания волос на теле на уровне кожи для получения гладкой кожи без щетины. Машинка для стрижки волос, как правило, используется для срезания волос на выбранном расстоянии от кожи, то есть для стрижки волос до заданной длины. Различие в применении отражается в различных структуре и конфигурациях конструкции с режущими ножами, реализуемого в любом из двух типов устройств.
Электробритва, как правило, включает в себя фольгу, то есть ультратонкую перфорированную сетку, и режущий нож, который выполнен с возможностью перемещения вдоль внутренней стороны фольги и относительно фольги. Во время использования наружная сторона фольги размещается у кожи и прижимается к коже, так что любые волосы, которые проникают в фольгу, срезаются режущим ножом, который перемещается относительно ее внутренней стороны, и падают в полые части для сбора волос внутри бритвы.
С другой стороны, электрическая машинка для стрижки волос включает в себя, как правило, два режущих ножа, имеющих зубчатую кромку, один из которых размещен поверх другого таким образом, что соответствующие зубчатые кромки перекрываются. При эксплуатации режущие ножи совершают возвратно-поступательные движения друг относительно друга, срезая любые волосы, которые захватываются между их зубьями, подобно ножницам. Точная высота над кожей, на которой срезаются волосы, обычно определяется посредством дополнительного прикрепляемого компонента, называемого (дистанционирующим) ограждением или гребенкой.
Кроме того, известны комбинированные устройства, которые по существу приспособлены для выполнения как бритья, так и стрижки. Однако данные устройства просто включают в себя две отдельные и различающиеся режущие части, а именно часть для бритья, содержащую блок, который соответствует концепции бритв с приводом, подобных приведенным выше, и часть для стрижки, содержащую блок, который, с другой стороны, соответствует концепции машинок для стрижки волос.
Обычные электробритвы не особенно подходят для стрижки волос до заданной переменной длины над кожей, то есть для операций точной стрижки. Это может быть объяснено по меньшей мере частично тем, что они не включают в себя механизмы для дистанционирования фольги и, следовательно, режущего ножа от кожи. Но даже если они включают в себя данные механизмы, например, за счет добавления присоединяемых дистанционирующих деталей, таких как дистанционирующие гребенки, конфигурация фольги, которая, как правило, включает в себя большое число малых перфорационных отверстий, приведет к уменьшению эффективного захвата всех за исключением самых коротких и самых жестких из волос.
Аналогичным образом, обычные машинки для стрижки волос не особенно подходят для бритья, главным образом вследствие того, что требуется определенная жесткость и, следовательно, толщина отдельных режущих ножей для выполнения действия, подобного действию ножниц, без деформирования. Именно минимальная требуемая толщина ножа в случае ножа, обращенного к коже, препятствует срезанию волос близко от кожи. Следовательно, пользователю, желающему как брить, так и стричь волосы на его/ее теле, могут потребоваться приобретение и применение двух отдельных устройств.
Кроме того, комбинированные устройства для стрижки и бритья демонстрируют ряд недостатков, поскольку они по существу требуют двух режущих ножевых блоков и соответствующих приводных механизмов. Следовательно, данные устройства являются более тяжелыми и более подверженными износу, чем одноцелевые устройства стандартного типа, предназначенные для срезания волос, и, кроме того, требуют дорогостоящих процессов изготовления и сборки. Аналогичным образом, управление данными комбинированными устройствами часто «ощущается» как довольно неудобное и сложное. Даже в том случае, когда используется обычное комбинированное устройство для бритья и стрижки, содержащее две отдельные режущие части, манипулирование устройством и переключение между различными режимами работы может рассматриваться как трудоемкое и не очень удобное для пользователя. Поскольку режущие части, как правило, предусмотрены в разных местах устройства, точность направления (и, следовательно, также точность срезания) может быть снижена, поскольку пользователю требуется привыкать к двум различным преобладающим положениям удерживания во время работы устройства.
В вышеуказанном документе WO 2013/150412 А1 сделана попытка решить некоторые из данных проблем за счет выполнения ножевого блока, содержащего неподвижный нож, который обеспечивает размещение подвижного ножа так, что первая часть неподвижного ножа будет расположена у стороны подвижного ножа, обращенной к коже, при использовании для бритья, и так, что вторая часть неподвижного ножа будет расположена у стороны подвижного ножа, обращенной от кожи, при использовании. Кроме того, первая часть и вторая часть неподвижного ножа соединены у зубчатой режущей кромки, в результате чего образуется множество неподвижных зубьев, которые закрывают соответствующие зубья подвижного ножа. Следовательно, подвижный нож будет огражден неподвижным ножом.
Данная конструкция является предпочтительной в той мере, в какой неподвижный нож может придать ножевому блоку повышенную прочность и жесткость, поскольку неподвижный нож также имеется у стороны подвижного ножа, обращенной от кожи. Это обычно может создать возможность уменьшения толщины первой части неподвижного ножа у обращенной к коже стороны подвижного ножа. Следовательно, поскольку таким образом подвижный нож может быть приближен к коже во время работы, вышеуказанный ножевой блок хорошо подходит для операций сбривания волос. Помимо этого ножевой блок также особенно хорошо подходит для операций стрижки волос, поскольку конфигурация режущей кромки, включающая соответствующие зубья, чередующиеся с впадинами, также обеспечивает возможность входа более длинных волос во впадины и, следовательно, их срезания за счет движения подвижного ножа относительно неподвижного ножа при срезании.
Тем не менее, по-прежнему существует потребность в усовершенствовании устройств для срезания волос и соответствующих ножевых блоков. В частности, это может включать аспекты, связанные с комфортом для пользователя, аспекты, связанные с эксплуатационными характеристиками, и аспекты, связанные с изготовлением. Аспекты, связанные с изготовлением, могут включать пригодность для серийного производства или массового производства.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача настоящего раскрытия изобретения состоит в разработке альтернативного неподвижного режущего ножа и соответствующего ножевого блока, который обеспечивает возможность как бритья, так и стрижки. В частности, могут быть разработаны неподвижный нож и ножевой блок, которые способствуют приятным ощущениям пользователя как при операциях бритья, так и при операциях стрижки. Более предпочтительно, настоящее раскрытие изобретения может быть направлено на устранение, по меньшей мере, некоторых недостатков, присущих известным ножам для срезания волос по предшествующему уровню техники, подобным, например, рассмотренным выше. Кроме того, было бы предпочтительным разработать ножевой блок, который может иметь улучшенные эксплуатационные характеристики при одновременном предпочтительном уменьшении времени, требуемого для операций срезания. Кроме того, предпочтительно обеспечить соответствующий способ изготовления такого неподвижного ножа. В частности, желательно предложить способ изготовления, который может обеспечить возможность изготовления ножевых блоков и, в частности, неподвижных ножей экономичным образом и с соответствующими достижимыми производственными показателями.
В соответствии с первым аспектом раскрытия изобретения представлен неподвижный нож для ножевого блока устройства для срезания волос, при этом указанный ножевой блок выполнен с возможностью перемещения через волосы в направлении перемещения для срезания волос, при этом указанный неподвижный нож содержит:
- первую стеновую часть, выполненную с возможностью функционирования в качестве обращенной к коже стенки при эксплуатации;
- вторую стеновую часть, по меньшей мере частично смещенную от первой стенкитак, что между первой стенкойи второй стенкойобразуется направляющий паз, выполненный с возможностью приема подвижного режущего ножа;
- по меньшей мере, одну зубчатую переднюю кромку, образованную совместно первой стенкойи второй стеновой частью;
при этом зубчатая передняя кромка содержит множество зубьев,
при этом первая стенка и вторая стенка соединены на переднем конце передней кромки, в результате чего образуются вершины зубьев,
при этом неподвижный нож представляет собой образованный как одно целое, композиционный неподвижный нож из металла и пластика,
при этом первая стенка по меньшей мере частично выполнена из металлического материала, и
при этом вторая стенка по меньшей мере частично выполнена из пластикового материала.
Данный аспект базируется на понимании того, что первая стенка, которая может находиться в плотном контакте с кожей и которая по существу выполнена с конфигурацией, обеспечивающей возможность ее взаимодействия с подвижным режущим ножом для срезания волос, предпочтительно имеет значительную жесткость и устойчивость. Первая стенка по меньшей мере частично выполнена из металлического материала, в частности, например, такого как нержавеющая сталь. Следовательно, даже несмотря на то, что первая стенка предпочтительно является в значительной степени тонкостенной для обеспечения возможности срезания волос в непосредственной близости от кожи, она может обеспечить надлежащую прочность. Кроме того, вторая стенка может быть добавлена на стороне, как правило, обращенной от кожи, для дополнительного упрочнения неподвижного ножа. Неподвижный нож предпочтительно может быть получен из комбинированного процесса изготовления, который включает формование пластикового материала и прикрепление пластикового материала к металлическому материалу по существу одновременно. Особенно предпочтительно то, что неподвижный нож состоит из первой стенкии второй стеновой части, то есть не требуется прикреплять никаких дополнительных существенных компонентов к нему для выполнения неподвижного ножа. Как правило, неподвижный нож может рассматриваться как двухкомпонентная деталь, в которой два компонента соединены друг другом жестко и с образованием одного целого.
В одном варианте осуществления неподвижный нож содержит металлический компонент, в частности, вставку из листового металла, и пластиковый компонент, прикрепленный к металлическому компоненту, при этом, по меньшей мере, центральный участок первой стенкиобразован металлическим компонентом. Это может иметь преимущество, заключающееся в том, что металлический компонент может быть особенно тонким, что может обеспечить возможность срезания волос очень близко от кожи пользователя. Следовательно, характеристики бритья могут быть улучшены.
В одном варианте осуществления металлический компонент дополнительно содержит части, представляющие собой ножки зубьев и содержащие режущие кромки, которые выполнены с конфигурацией, обеспечивающей возможность их взаимодействия с режущими кромками соответствующих зубьев подвижного режущего ножа для срезания волос, которые захвачены между ними, при эксплуатации. Следовательно, режущие кромки на первой стенкимогут быть образованы на металлическом компоненте на его частях, представляющих собой ножки зубьев.
В одном варианте осуществления металлический компонент содержит, по меньшей мере, один анкерный элемент, в частности, по меньшей мере, один анкерный элемент с геометрическим замыканием, проходящий от соответствующей части, представляющей собой ножку зуба, при этом пластиковый компонент и металлический компонент соединены в зоне данного, по меньшей мере, одного анкерного элемента. Данный, по меньшей мере, один анкерный элемент может обеспечить фиксирующий геометрический элемент, который может быть введен в контактное взаимодействие с пластиковым материалом или заполнен пластиковым материалом пластикового компонента. Как правило, данный, по меньшей мере, один анкерный элемент может выступать в продольном направлении от передних концов частей, представляющих собой ножки зубьев.
В одном варианте осуществления данный, по меньшей мере, один анкерный элемент наклонен относительно верхней поверхности первой стеновой части, в частности, загнут назад. В одном варианте осуществления данный, по меньшей мере, один анкерный элемент является Т-образным, U-образным или О-образным, в частности, если смотреть сверху. В одном варианте осуществления данный, по меньшей мере, один анкерный элемент смещен назад от верхней поверхности первой стеновой части. Это может позволить пластиковому компоненту контактировать с верхней стороной и закрывать верхнюю сторону данного, по меньшей мере, одного анкерного элемента.
В одном варианте осуществления вершины зубьев образованы пластиковым компонентом, при этом пластиковый компонент дополнительно входит в контактное взаимодействие с анкерными элементами с геометрическим замыканием в зоне скрепления между частями металлического компонента, представляющими собой ножки зубьев, и вершинами зубьев. Следовательно, пластиковый компонент может быть одновременно прочно прикреплен к металлическому компоненту и соединен с металлическим компонентом за счет обеспечения соответствия по форме или геометрического замыкания.
В одном варианте осуществления пластиковый компонент и металлический компонент образуют деталь, образованную как одно целое, выбранную из группы, состоящей из детали, полученной формованием со вставкой, детали, полученной накладным формованием, и детали, полученной многокомпонентным формованием. В качестве примера металлический компонент может быть выполнен в виде компонента, представляющего собой металлическую вставку. Компонент, представляющий собой металлическую вставку, может быть размещен в пресс-форме для пластикового компонента, и пластиковый компонент может быть отформован, по меньшей мере, вокруг части компонента, представляющего собой металлическую вставку.
В одном варианте осуществления зубья данной, по меньшей мере, одной зубчатой передней кромки имеют, если смотреть в плоскости сечения, перпендикулярной к поперечному направлению Y, по существу U-образную форму, содержащую первую ножку у первой стенкии вторую ножку у второй стеновой части, при этом первая ножка и вторая ножка сливаются друг с другом на вершинах зубьев. Между первой ножкой и второй ножкой может быть предусмотрен установочный зазор или паз для подвижного режущего ножа, в частности, для его зубьев.
В соответствии с дополнительным аспектом раскрытия изобретения представлен ножевой блок для устройства для срезания волос, при этом указанный ножевой блок выполнен с возможностью его перемещения через волосы в направлении перемещения для срезания волос, при этом указанный ножевой блок содержит:
- неподвижный нож, образованный в соответствии с, по меньшей мере, некоторыми из принципов настоящего раскрытия изобретения, и
- подвижный режущий нож, содержащий, по меньшей мере, одну зубчатую переднюю кромку, при этом указанный подвижный режущий нож расположен с возможностью перемещения в направляющем пазе, границы которого определяются неподвижным ножом, так, что при движении подвижного режущего ножа и неподвижного ножа друг относительно друга данная, по меньшей мере, одна зубчатая передняя кромка подвижного режущего ножа взаимодействует с соответствующими зубьями неподвижного ножа для обеспечения возможности срезания волос, захваченных между ними, при срезающем воздействии.
Особенно предпочтительно то, что ножевой блок состоит из неподвижного ножа и подвижного режущего ножа. Он может включать элемент для передачи движущей силы для подвижного режущего ножа. Другими словами, в некоторых вариантах осуществления предпочтительно то, что ножевой блок не содержит никакого дополнительного элемента. Однако особенно предпочтительно то, что подвижный режущий нож расположен в направляющем пазе без его поджима отдельным поджимающим элементом, таким как поджимающий пружинный элемент. Следовательно, предпочтительно, чтобы верхняя сторона подвижного режущего ножа находилась в контакте с первой стенкойи чтобы нижняя сторона подвижного режущего ножа находилась в контакте со второй стеновой частью. Само собой разумеется, подвижный режущий элемент может быть расположен в направляющем пазе с определенным зазором соответственно относительно первой стенкии второй стеновой части, поскольку подвижный режущий нож предпочтительно расположен с возможностью смещения в направляющем пазе.
Относительное движение может включать в себя возвратно-поступательное движение подвижного режущего ножа относительно неподвижного ножа. В некоторых вариантах осуществления относительно движение может включать поворот/вращение подвижного ножа относительно режущего ножа.
В соответствии с еще одним аспектом раскрытия изобретения представлен способ изготовления выполненного из металла и пластика, композиционного неподвижного ножа ножевого блока для устройства для срезания волос, при этом указанный способ включает следующие этапы:
- выполнение металлического компонента, в частности, компонента из листового металла, по меньшей мере, по существу образующего центральный участок первой стеновой части;
- выполнение пресс-формы, в частности, пресс-формы для литья под давлением, при этом пресс-форма определяет форму пластикового компонента;
- размещение металлического компонента в пресс-форме;
- обеспечение замещающего компонента в пресс-форме, при этом замещающий компонент выполнен с конфигурацией, обеспечивающей возможность сохранения свободным подлежащего образованию, направляющего паза неподвижного ножа при формовании;
- формование, в частности, литье под давлением пластикового компонента,
при этом пластиковый компонент и металлический компонент образуют первую стенкунеподвижного ножа и вторую стенкунеподвижного ножа, при этом первая стенка выполнена с возможностью функционирования в качестве стенки, обращенной к коже, при эксплуатации, при этом вторая стенка по меньшей мере частично смещена от первой стенкитак, что между первой стенкойи второй стенкойобразуется направляющий паз, предназначенный для подвижного режущего ножа,
при этом первая стенка и вторая стенка совместно образуют, по меньшей мере, одну зубчатую переднюю кромку, содержащую множество зубьев, и
при этом первая стенка и вторая стенка соединены на переднем конце передней кромки, в результате чего образуются вершины зубьев, и
- удаление замещающего компонента из композиционного неподвижного ножа из металла и пластика.
В одном варианте осуществления способа этап обеспечения замещающего компонента в пресс-форме включает, по меньшей мере, один из следующих этапов:
- выполнение, по меньшей мере, одного бокового ползуна в пресс-форме, который определяет границы направляющего паза для подвижного режущего ножа, и
- размещение отдельного заменяющего замещающего компонента в пресс-форме, в частности, замещающего компонента многократного использования, при этом замещающий компонент удаляют из композиционного неподвижного ножа из металла и пластика вне пресс-формы.
В одном варианте осуществления способ может дополнительно включать:
- обработку металлического компонента,
при этом обработка металлического компонента включает, по меньшей мере, одно из образования частей, представляющих собой ножки зубьев, и образования анкерных элементов на металлическом компоненте, и
при этом этап обработки металлического компонента дополнительно включает, по меньшей мере, один технологический процесс, выбранный из группы, состоящей из:
- резки, в частности, лазерной резки;
- травления, в частности, электрохимического травления;
- штамповки;
- чеканки;
- эрозионной обработки, в частности, электроэрозионной обработки, и их комбинаций.
Части, представляющие собой ножки зубьев, могут быть выполнены с возможностью взаимодействия с зубьями подвижного режущего ножа для срезания волос. Анкерные элементы могут быть выполнены с возможностью контактного взаимодействия с пластиковым компонентом неподвижного ножа для жесткого скрепления пластикового компонента и металлического компонента.
В соответствии с еще одним аспектом раскрытия изобретения представлен способ изготовления ножевого блока для устройства для срезания волос, при этом указанный способ включает следующие этапы:
- изготовление неподвижного ножа, образованного в соответствии с, по меньшей мере, некоторыми аспектами настоящего раскрытия изобретения;
- выполнение подвижного режущего ножа, содержащего, по меньшей мере, одну зубчатую переднюю кромку, выполненную с возможностью взаимодействия с, по меньшей мере, одной соответствующей зубчатой передней кромкой неподвижного ножа; и
- вставку подвижного режущего ножа в направляющий паз неподвижного ножа, в частности, подачу подвижного режущего ножа через боковое отверстие неподвижного ножа.
Предпочтительные варианты осуществления изобретения определены в зависимых пунктах формулы изобретения. Следует понимать, что заявленный способ имеет аналогичные и/или идентичные предпочтительные варианты осуществления, как и заявленное устройство и как определено в зависимых пунктах формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ряд аспектов раскрытия изобретения будет очевидным из вариантов осуществления, описанных в дальнейшем, и будут разъяснен со ссылкой на варианты осуществления, описанные в дальнейшем. В нижеуказанных чертежах:
фиг.1 показывает схематический вид в перспективе приведенного в качестве примера электрического устройства для срезания волос, оснащенного приведенным в качестве примера вариантом осуществления ножевого блока в соответствии с настоящим раскрытия изобретения;
фиг.2 показывает схематический вид сверху срезающей головки, содержащей ножевой блок в соответствии с настоящим раскрытием изобретения, при этом режущая головка прикреплена к рычажному механизму;
фиг.3 представляет собой выполненный с пространственным разделением элементов вид в перспективе снизу ножевого блока, показанного на фиг.2;
фиг.4 представляет собой частичный вид сверху неподвижного ножа из ножевого блока, показанного на фиг.2, при этом скрытые края неподвижного ножа показаны в иллюстративных целях;
фиг.5 представляет собой частичный вид в перспективе снизу металлического компонента неподвижного ножа, показанного на фиг.3;
фиг.6 представляет собой вид неподвижного ножа, показанного на фиг.4, с разрезом, выполненным по линии VI-VI на фиг.4;
фиг.7 представляет собой частичный вид сбоку неподвижного ножа, показанного на фиг.4, с разрезом, выполненным по линии VII-VII на фиг.4;
фиг.8 представляет собой увеличенный детализированный вид неподвижного ножа, показанного на фиг.6, на части его передней кромки;
фиг.9 представляет собой увеличенный детализированный вид металлического компонента неподвижного ножа, по существу соответствующий виду по фиг.8;
фиг.10 представляет собой вид в перспективе снизу пластикового компонента неподвижного ножа, показанного на фиг.2 и фиг.3;
фиг.11 представляет собой вид в перспективе сверху пластикового компонента, показанного на фиг.10;
фиг.12 представляет собой частичный вид сверху ножевого блока, показанного на фиг.2 и фиг.3, при этом скрытые контуры подвижного режущего ножа из ножевого блока показаны пунктирными линиями главным образом в иллюстративных целях;
фиг.13 представляет собой вид сбоку ножевого блока, показанного на фиг.12, с разрезом, выполненным по линии XIII-XIII на фиг.12;
фиг.14 представляет собой дополнительный вид сбоку ножевого блока, показанного на фиг.12, с разрезом, выполненным по линии XIV-XIV на фиг.12;
фиг.15а представляет собой вид сбоку приведенного в качестве примера, анкерного элемента металлического компонента неподвижного ножа;
фиг.15b представляет собой еще один вид сбоку другого приведенного в качестве примера, анкерного элемента металлического компонента неподвижного ножа в соответствии с вариантом осуществления, показанным на фиг.9;
фиг.16 показывает частичный вид снизу приведенных в качестве примера частей, представляющих собой ножки зубьев, и анкерных элементов металлического компонента неподвижного ножа в соответствии с фиг.9;
фиг.17 показывает еще один вид снизу приведенных в качестве примера частей, представляющих собой ножки зубьев, и анкерных элементов металлического компонента неподвижного ножа;
фиг.18 показывает еще один вариант осуществления частей, представляющих собой ножки зубьев, и анкерных элементов металлического компонента неподвижного ножа;
фиг.19 показывает вид сбоку неподвижного ножа, показанного на фиг.2 и фиг.3;
фиг.20 иллюстрирует сечение замещающего компонента, который выполнен с конфигурацией, обеспечивающей возможность образования направляющего паза в неподвижном ноже, показанном на фиг.19;
фиг.21 представляет собой вид снизу с вырывом неподвижного ножа, проиллюстрированного на фиг.19, при этом половины пресс-формы и ползуны пресс-формы, предназначенной для формования неподвижного ножа, показаны посредством частично показанных прямоугольников главным образом в иллюстративных целях;
фиг.22 представляет собой вид в перспективе снизу конструкции ножевого блока и рычажного механизма, показанных на фиг.2, при этом ножевой блок отсоединен от рычажного механизма;
фиг.23 иллюстрирует вид в перспективе сверху рычажного механизма, показанного на фиг.22, при этом показаны установочные элементы рычажного механизма;
фиг.24 представляет собой вид сбоку конструкции ножевого блока и рычажного механизма в соответствии с вариантом осуществления, показанным на фиг.22;
фиг.25 представляет собой вид сбоку с разрезом ножевого блока, иллюстрирующий установочные элементы, образованные за одно целое на неподвижном ноже;
фиг.26 показывает иллюстративную блок-схему, показывающую ряд этапов одного варианта осуществления способа изготовления неподвижного ножа в соответствии с несколькими аспектами настоящего раскрытия изобретения;
фиг.27 показывает дополнительную иллюстративную блок-схему, показывающую ряд этапов одного варианта осуществления приведенного в качестве примера способа изготовления подвижного режущего ножа в соответствии с несколькими аспектами настоящего раскрытия изобретения; и
фиг.28 показывает дополнительную иллюстративную блок-схему, показывающую ряд этапов одного варианта осуществления приведенного в качестве примера способа изготовления ножевого блока в соответствии с несколькими аспектами настоящего раскрытия изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Фиг.1 схематически иллюстрирует на упрощенном виде в перспективе приведенный в качестве примера вариант осуществления устройства 10 для срезания волос, в частности, электрического устройства 10 для срезания волос. Устройство 10 для срезания может содержать корпус 12, электродвигатель, показанный посредством пунктирного прямоугольника 14 в корпусе 12, и приводной механизм или приводную цепь, показанный (-ую) посредством пунктирного прямоугольника 16 в корпусе 12. Для снабжения энергией электродвигателя 14, по меньшей мере, в некоторых вариантах осуществления устройства 10 для срезания может быть предусмотрена электрическая аккумуляторная батарея, показанная посредством пунктирного прямоугольника 17 в корпусе 12, например, такая как перезаряжаемая аккумуляторная батарея, сменная аккумуляторная батарея и т.д. Тем не менее, в некоторых вариантах осуществления устройство 10 для срезания может быть дополнительно предусмотрено со шнуром питания для подсоединения к источнику питания. Соединитель для соединения с источником питания может быть предусмотрен помимо (внутренней) электрической аккумуляторной батареи 17 или в качестве альтернативы (внутренней) электрической аккумуляторной батарее 17.
Устройство 10 для срезания может дополнительно содержать срезающую головку 18. В срезающей головке 18 ножевой блок 20 может быть прикреплен к устройству 10 для срезания волос. Ножевой блок 20 может быть приведен в действие с помощью электродвигателя 14 посредством приводного механизма или приводной цепи 16 для обеспечения возможности движения для срезания. Движение для срезания, как правило, может рассматриваться как движение друг относительно друга неподвижного ножа 22 и подвижного ножа 24, которые показаны и проиллюстрированы более подробно, например, на фиг.3, и будут описаны и рассмотрены в дальнейшем. Как правило, пользователь может захватить, удерживать и вручную направлять устройство 10 для срезания через волосы в направлении 28 движения для срезания волос. Устройство 10 для срезания по существу можно рассматривать как направляемое вручную и управляемое вручную устройство с электрическим приводом. Кроме того, срезающая головка 18 или, более конкретно, ножевой блок 20 может быть соединена (соединен) с корпусом 12 устройства 10 для срезания с возможностью поворота, см. криволинейную двунаправленную стрелку, обозначенную ссылочной позицией 26 на фиг.1. В некоторых вариантах осуществления устройство 10 для срезания или, более конкретно, срезающая головка 18, включающая в себя ножевой блок 20, может быть перемещено (-а) вдоль кожи для срезания волос, растущих на коже. При срезании волос близко к коже по существу может быть выполнена операция бритья, направленная на срезание или измельчение волос на уровне кожи. Тем не менее, также могут быть предусмотрены операции подрезки (или стрижки), при которых срезающая головка 18, содержащая ножевой блок 20, проходит вдоль некоторой траектории на заданном расстоянии относительно кожи.
При направляемом перемещении устройства 10 для срезания через волосы устройство 10 для срезания, включающее в себя ножевой блок 20, как правило, перемещают вдоль обычного направления перемещения, которое показано ссылочной позицией 28 на фиг.1. В этой связи следует отметить, что при условии, что устройство 10 для срезания волос, как правило, направляют и перемещают вручную, направление 28 перемещения, таким образом, необязательно должно рассматриваться как точная геометрическая база, имеющая точную определенность и связь по отношению к ориентации устройства 10 для срезания волос и его срезающей головки 18, снабженной ножевым блоком 20. То есть, общую ориентацию устройства 10 для срезания волос относительно волос, подлежащих срезанию, на коже можно рассматривать как до некоторой степени нестабильную. Однако в иллюстративных целях можно фактически предположить, что (воображаемое) направление 28 перемещения параллельно (или по существу параллельно) основной центральной плоскости системы координат, которая может служить в дальнейшем в качестве средства для описания конструктивных элементов устройства 10 для срезания волос.
Для удобства упоминания системы координат показаны на нескольких чертежах в данном документе. В качестве примера декартова система координат X-Y-Z показана на фиг.1. Ось Х соответствующей системы координат проходит в по существу продольном направлении, которое по существу связано с длиной, в целях данного раскрытия изобретения. Ось Y системы координат проходит в боковом (или поперечном) направлении, связанном с шириной, в целях данного раскрытия изобретения. Ось Z системы координат проходит в направлении высоты (или вертикальном направлении), которое может быть названо в иллюстративных целях, по меньшей мере, в некоторых вариантах осуществления по существу вертикальном направлением. Само собой разумеется, связь системы X-Y-Z координат с отличительными признаками и/или вариантами осуществления устройства 10 для срезания волос приведена главным образом в иллюстративных целях и не должна рассматриваться как ограничение. Следует понимать, что специалисты в данной области техники могут без труда преобразовать и/или трансформировать систему координат, приведенную в данном документе, когда они сталкиваются с альтернативными вариантами осуществления, соответствующими фигурами и иллюстрациями, включающими другие ориентации. Кроме того, следует упомянуть, что в целях настоящего раскрытия изобретения система X-Y-Z координат по существу согласована с основными направлениями и ориентациями срезающей головки 18, включающей в себя ножевой блок 20.
Фиг.2 иллюстрирует вид в перспективе сверху приведенного в качестве примера варианта осуществления срезающей головки 18, которая может быть прикреплена к устройству для срезания волос, подобному показанному на фиг.1. Срезающая головка 18 предусмотрена с ножевым блоком 20, как уже указано выше. Ножевой блок 20 содержит неподвижный нож 22 и подвижный режущий нож 24 (скрытый на фиг.2). В этой связи делается дополнительная ссылка на выполненный с пространственным разделением элементов вид в перспективе ножевого блока 20, показанный на фиг.3. Неподвижный нож 22 и подвижный режущий нож 24 выполнены с конфигурацией, обеспечивающей возможность их перемещения друг относительно друга, в результате их соответствующие режущие кромки осуществляют срезание волос.
Неподвижный нож 22 дополнительно имеет верхнюю поверхность 32, которая может рассматриваться в качестве поверхности, обращенной к коже. Как правило, при эксплуатации в качестве устройства для бритья устройство 10 для срезания волос ориентируют таким образом, чтобы верхняя поверхность 32 была по существу параллельной коже или слегка наклоненной относительно кожи. Тем не менее, также могут быть предусмотрены альтернативные режимы работы, при которых верхняя поверхность 32 необязательно будет параллельной или, по меньшей мере, по существу параллельной по отношению к коже. Например, устройство 10 для срезания волос может быть дополнительно использовано для придания определенной формы бороде или в более общем случае - для придание определенной формы волосам. Придание определенной формы волосам может быть направлено на обработку в значительной степени острых краев или переходов между подвергнутыми различной обработке участками волос или частями бороды пользователя. В качестве примера придание определенной формы волосам может включать придание точной формы бакам или дополнительным отдельным участкам волосяного покрова лица. Следовательно, при использовании в режиме придания определенной формы верхнюю поверхность 32 и участок кожи, подлежащий обработке в данный момент, размещают под углом, в частности, по существу перпендикулярно друг другу.
Тем не менее, главным образом в иллюстративных целях верхняя поверхность 32 и аналогичным образом ориентированные части и компоненты устройства 10 для срезания волос могут рассматриваться в дальнейшем как обращенные к коже компоненты и части. Следовательно, элементы и части, которые ориентированы противоположно, могут рассматриваться в дальнейшем как ориентированные назад элементы и части или, скорее, как элементы и части, обращенные от кожи, в целях раскрытия изобретения.
Как уже указано выше, на неподвижном ноже 22 может быть образована, по меньшей мере, одна зубчатая передняя кромка 30. Как показано на фиг.2, на неподвижном ноже 22 могут быть образованы первая передняя кромка 30а и вторая передняя кромка 30b, которые смещены друг от друга в продольном направлении Х. Данная, по меньшей мере, одна зубчатая передняя кромка 30а, 30b может по существу проходить в поперечном направлении Y. Верхняя поверхность 32 может рассматриваться как поверхность, которая по существу параллельна плоскости, определяемой продольным направлением Х и поперечным направлением Y. На данной, по меньшей мере, одной зубчатой передней кромке 30 может быть выполнено множество зубьев 36 неподвижного ножа 22. Зубья 36 могут чередоваться с соответствующими впадинами между зубьями. Впадины между зубьями могут образовывать зазоры между зубьями 36. Волосы могут входить в зазоры при перемещении устройства 10 для срезания волос через волосы в направлении 28 перемещения (фиг.1).
Неподвижный нож 22 может быть выполнен, например, в виде композиционного компонента из металла и пластика. Другими словами, неподвижный нож 22 может быть получен из многоэтапного способа изготовления, который может включать выполнение металлического компонента 40 (см. также фиг.3) и образование или, более точно, формование пластикового компонента 38, включающее скрепление металлического компонента 40 и пластикового компонента 38. Это может, в частности, включать образование неподвижного ножа 22 посредством процесса формования со вставкой, процесса накладного формования или процесса многокомпонентного формования. Неподвижный нож 22 по существу можно рассматривать как двухкомпонентный неподвижный нож 22. Тем не менее, поскольку неподвижный нож 22 предпочтительно образуют посредством интегрированного процесса изготовления, по существу не требуются никакие обычные сборочные операции при образовании неподвижного ножа 22. Напротив, интегрированный процесс изготовления может включать этап получения окончательной формы или, по меньшей мере, процесс получения почти окончательной формы. В качестве примера формование пластикового компонента 38, которое также может включать прикрепление пластикового компонента 38 к металлическому компоненту 40, может без труда обеспечить образование почти окончательной формы или окончательной формы неподвижного ножа 22. Особенно предпочтительно, чтобы металлический компонент 40 был изготовлен из листового металла. Особенно предпочтительно, чтобы пластиковый компонент 38 был изготовлен из пластикового материала, поддающегося литью под давлением.
Образование неподвижного ножа 22 из разных компонентов, в частности образование неподвижного ножа 22 как одного целого может дополнительно иметь преимущество, заключающееся в том, что его части, которые должны выдерживать большие нагрузки во время работы, могут быть образованы из соответствующих высокопрочных материалов (например, металлических материалов), в то время как его части, которые, как правило, не подвергаются воздействию очень больших нагрузок при эксплуатации, могут быть образованы из других материалов, что может обеспечить значительное снижение затрат на изготовление. Образование неподвижного ножа 22 в виде композиционного компонента из пластика и металла может дополнительно иметь преимущество, заключающееся в том, что контакт с кожей может ощущаться пользователем как более комфортный. В частности, пластиковый компонент 38 может иметь значительно уменьшенную теплопроводность по сравнению с металлическим компонентом 40. Следовательно, тепловое излучение, ощущаемое пользователем при срезании волос, может быть уменьшено. В обычных устройствах для срезания волос выделение тепла может рассматриваться в качестве существенного барьера для улучшения характеристик срезания. Тепловыделение по существу ограничивает мощность и/или скорость срезания, обеспечиваемые устройствами для срезания волос. При добавлении в сущности теплоизоляционных материалов (например, пластиковых материалов) передача тепла от мест тепловыделения (например, режущих кромок) к коже пользователя может быть значительно уменьшена. Это имеет отношение, в частности, к вершинам зубьев 36 неподвижного ножа 22, которые могут быть образованы из пластикового материала.
Образование неподвижного ножа 22 в виде образованного как одно целое, композиционного компонента из металла и пластика может дополнительно иметь преимущество, заключающееся в том, что дополнительные функции могут быть интегрированы в конструкции неподвижного ножа 22. Другими словами, неподвижный нож 22 может обеспечить улучшенную функциональность при отсутствии необходимости присоединения или прикрепления дополнительных компонентов к нему.
В качестве примера пластиковый компонент 38 неподвижного ножа 22 может быть снабжен боковыми защитными элементами 42, которые также можно рассматривать как так называемые расположенные с боковых сторон, защитные элементы. Боковые защитные элементы 42 могут закрывать определяемые в поперечном направлении концы неподвижного ножа 22, см. также фиг.3 и 10. Следовательно, может быть предотвращен непосредственный контакт с кожей на сравнительно острых определяемых в поперечном направлении концах металлического компонента 40. Это может быть особенно предпочтительным, поскольку металлический компонент 40 неподвижного ножа 22 является сравнительно тонким для обеспечения возможности срезания волос близко от кожи при бритье. Тем не менее, в то же время относительно тонкая конструкция металлического компонента 40 могла бы вызывать раздражение кожи при скольжении по поверхности кожи во время бритья. Поскольку, в частности, контактирующая с кожей часть металлического компонента 40 может быть фактически настолько тонкой, что могут оставаться сравнительно острые края, риск раздражений кожи или даже порезов кожи может быть тем выше, чем более тонким в действительности являются металлический компонент 40 и неподвижный нож 22. Следовательно, предпочтительно, по меньшей мере, в некоторых вариантах осуществления защищать боковые стороны металлического компонента 40. Боковые защитные элементы 42 могут выступать от верхней поверхности в вертикальном направлении или направлении Z высоты. Данный, по меньшей мере, один боковой защитный элемент 42 может быть образован как неотъемлемая часть пластикового компонента 38.
Неподвижный нож 22 может быть дополнительно снабжен установочными элементами 48, которые могут обеспечить возможность его быстрого прикрепления к рычажному механизму 50 и быстрого отсоединения от рычажного механизма 50. Установочные элементы 48 могут быть расположены на пластиковом компоненте 38, в частности, могут быть образованы как одно целое с пластиковым компонентом 38, см. также фиг.3 и 10. Установочные элементы 48 могут содержать установочные выступы, в частности, защелкивающиеся установочные элементы. Установочные элементы 48 могут быть выполнены с конфигурацией, обеспечивающей возможность их взаимодействия с соответствующими установочными элементами на рычажном механизме 50. Особенно предпочтительно то, что ножевой блок 20 может быть прикреплен к рычажному механизму 50 без какого-либо дополнительного отдельного элемента для прикрепления.
Рычажный механизм 50 (см. фиг.2) может соединять ножевой блок 20 и корпус 12 устройства 10 для срезания волос. Рычажный механизм 50 может быть выполнен с такой конфигурацией, что ножевой блок 20 сможет разворачиваться или поворачиваться во время работы при его направлении через волосы. Рычажный механизм 50 может придать ножевому блоку 20 способность следовать вдоль контуров. В некоторых вариантах осуществления рычажный механизм 50 выполнен в виде шарнирного четырехзвенного рычажного механизма. Это может позволить обеспечить определенную характеристику поворота ножевого блока 20. Рычажный механизм 50 может определять виртуальную ось поворота для ножевого блока 20.
Фиг.2 дополнительно иллюстрирует эксцентриковые соединительные механизмы 58. Эксцентриковые соединительные механизмы 58 можно рассматривать как часть приводного механизма или приводной цепи 16 устройства 10 для срезания волос. Эксцентриковые соединительные механизмы 58 могут быть выполнены с возможностью преобразования вращательного движения от привода, см. криволинейную стрелку, обозначенную ссылочной позицией 64 на фиг.2, в возвратно-поступательное движение подвижного ножа 24 относительно неподвижного ножа 22, см. также фиг.12 в этой связи (двунаправленная стрелка, обозначенная ссылочной позицией 126). Эксцентриковый соединительный механизм 58 может содержать приводной вал 60, который выполнен с конфигурацией, обеспечивающей возможность приведения его во вращательное движение вокруг оси 62. На переднем конце приводного вала 60, обращенном к ножевому блоку 22, может быть предусмотрена эксцентриковая часть 66. Эксцентриковая часть 66 может содержать цилиндрическую часть, которая смещена от (центральной) оси 62. При вращении приводного вала 60 эксцентриковая часть 66 может вращаться вокруг оси 62. Эксцентриковая часть 66 выполнена с возможностью входа в контактное взаимодействие с передаточным элементом 70, который может быть прикреплен к подвижному ножу 24.
Передаточный элемент 70 будет дополнительно детализирован и описан с дальнейшей ссылкой на выполненный с пространственным разделением элементов вид в перспективе, показанный на фиг.3. Передаточный элемент 70 может содержать элемент 72, совершающий возвратно-поступательное движение, который может быть выполнен с конфигурацией, обеспечивающей возможность его ввода в контактное взаимодействие с эксцентриковой частью 66 приводного вала 60, см. также фиг.2. Следовательно, элемент 72, совершающий возвратно-поступательное движение, может быть приведен в возвратно-поступательное движение посредством приводного вала 60. Передаточный элемент 70 может дополнительно содержать соединительную перемычку 74, которая может быть выполнена с конфигурацией, обеспечивающей возможность ее контакта с подвижным ножом 24, в частности, с его основной частью 78. В качестве примера соединительная перемычка 74 может быть прикреплена к подвижному режущему ножу 24. Прикрепление может включать припаивание мягким припоем, сварку и аналогичные процессы. Тем не менее, по меньшей мере, в некоторых вариантах осуществления соединительная перемычка 74 или аналогичный соединительный элемент передаточного элемента 70 может быть, скорее, присоединен к подвижному режущему ножу 24. В используемом в данном документе смысле присоединение может включать вставку, вдавливание, запрессовку или аналогичные сборочные операции. Передаточный элемент 70 может дополнительно содержать установочный элемент 76, который может быть расположен на соединительной перемычке 74. На установочном элементе 76 элемент 72, совершающий возвратно-поступательное движение, может быть присоединен к соединительной перемычке 74. В качестве примера соединительная перемычка 74 и установочный элемент 76 могут быть выполнены в виде металлической детали. В качестве примера элемент 72, совершающий возвратно-поступательное движение, может быть выполнен в виде пластиковой детали. Например, установочный элемент 76 может включать в себя защелкивающиеся элементы для фиксации элемента 72, совершающего возвратно-поступательное движение, на соединительной перемычке 74. Тем не менее, в альтернативном варианте установочный элемент 76 может рассматриваться как анкерный элемент для элемента 72, совершающего возвратно-поступательное движение, когда последний прочно прикреплен к соединительной перемычке 74.
В этой связи следует отметить, что передаточный элемент 70 может быть главным образом предназначен для передачи бокового возвратно-поступательного движения от привода к подвижному режущему ножу 24. Тем не менее, передаточный элемент 70 может быть дополнительно выполнен с возможностью функционирования в качестве устройства для предотвращения потерь для подвижного режущего ножа 24 в ножевом блоке 20.
Фиг.3 дополнительно иллюстрирует пластиковый компонент 38 и металлический компонент 40 неподвижного ножа 22 в состоянии с пространственным разделением элементов. В этой связи следует отметить, что поскольку предпочтительно, чтобы неподвижный нож 22 был образован как одно целое, его пластиковый компонент 38, как правило, не существует как таковой в изолированном состоянии отдельного элемента. Напротив, по меньшей мере, в некоторых вариантах осуществления образование пластикового компонента 38 может обязательно включать прочное прикрепление пластикового компонента 38 к металлическому компоненту 40.
Неподвижный нож 22 может содержать, по меньшей мере, одно боковое отверстие 68, через которое может быть вставлен подвижный режущий нож 24. Следовательно, подвижный режущий нож может быть вставлен в поперечном/боковом направлении Y. Тем не менее, по меньшей мере, в некоторых вариантах осуществления передаточный элемент 70 может быть перемещен к подвижному режущему ножу 24 по существу вдоль вертикального направления Z. Следовательно, сопряжение подвижного режущего ножа 24 и передаточного элемента 70 может включать, во-первых, вставку подвижного режущего ножа 24 через боковое отверстие 68 неподвижного ножа 22 и, во-вторых, когда подвижный режущий нож 24 будет размещен в неподвижном ноже 22, подачу или перемещение передаточного элемента вдоль вертикального направления Z к неподвижному ножу 22 для присоединения его к подвижному режущему ножу 24.
Как правило, подвижный режущий нож 24 может содержать, по меньшей мере, одну зубчатую переднюю кромку 80, примыкающую к основной части 78. В частности, подвижный режущий нож 24 может содержать первую переднюю кромку 80а и вторую переднюю кромку 80b, которая смещена в продольном направлении от первой передней кромки 80а. На данной, по меньшей мере, одной передней кромке 80 может быть образовано множество зубьев 82, которые чередуются с соответствующими впадинами между зубьями. Каждый из зубьев 82 может быть выполнен с соответствующими режущими кромками 84, в частности, на боковых поверхностях зубьев. Данная, по меньшей мере, одна зубчатая передняя кромка 80 подвижного режущего ножа 24 может быть выполнена с возможностью взаимодействия с соответствующей зубчатой передней кромкой 30 неподвижного ножа 22 при обеспечении относительного движения подвижного режущего ножа 24 и неподвижного ножа 22. Следовательно, зубья 36 неподвижного ножа 22 и зубья 82 подвижного режущего ножа 24 могут взаимодействовать для срезания волос.
Конструкция и конфигурация приведенного в качестве примера варианта осуществления неподвижного ножа 22 будут дополнительно детализированы и проиллюстрированы с конкретной ссылкой на фиг.4-9. Фиг.4 представляет собой частичный вид сверху неподвижного ножа 22, на котором скрытые части металлического компонента 40 (см. также фиг.5) показаны в иллюстративных целях. На зубьях 36 неподвижного ножа 22 могут быть образованы вершины 86. Вершины 86 могут быть в основном образованы пластиковым компонентом 38. Тем не менее, существенные части зубьев 36 могут быть образованы металлическим компонентом 40. Как можно лучше всего видеть на фиг.5, металлический компонент 40 может содержать части 88, представляющие собой так называемые ножки зубьев, которые могут образовывать значительную часть зубьев 36. Части 88, представляющие собой ножки зубьев, могут быть выполнены с соответствующими режущими кромками 94, которые выполнены с конфигурацией, обеспечивающей возможность их взаимодействия с режущими кромками 84 зубьев 82 подвижного режущего ножа 24. На определяемых в продольном направлении концах частей 88, представляющих собой ножки зубьев, могут быть выполнены анкерные элементы 90. Анкерные элементы 90 могут рассматриваться как контактные элементы с геометрическим замыканием, которые могут обеспечить дополнительное упрочнение соединения металлического компонента 40 и пластикового компонента 38.
В качестве примера анкерные элементы 90 могут быть выполнены с поднутрениями или углублениями. Следовательно, анкерные элементы 90 могут быть выполнены в виде анкерных элементов с зубцами. Соответствующая часть пластикового компонента 38, которая контактирует с анкерными элементами 90, предпочтительно не может быть отсоединена или освобождена от металлического компонента 40 без ее повреждения или даже разрушения. Другими словами, пластиковый компонент 38 может быть соединен с металлическим компонентом 40 без возможности отделения. Как показано на фиг.5, анкерные элементы 90 могут быть выполнены с углублениями или отверстиями 92. Отверстия 92 могут быть выполнены в виде, например, щелевых отверстий. При формовании пластикового компонента 38 пластиковый материал может входить в отверстия 92. Как можно лучше всего видеть на фиг.6 и 8, пластиковый материал может заполнять углубления или отверстия 92 анкерных элементов 90 с обеих (определяемых в вертикальном направлении) сторон, то есть с верхней стороны и нижней стороны. Следовательно, анкерные элементы 90 могут быть полностью закрыты пластиковым компонентом 38. Рядом с анкерными элементами 90 могут быть образованы вершины 86. Образование вершин 86 из пластикового компонента 36 может иметь дополнительное преимущество, заключающееся в том, что передний конец передней кромки 30 будет образован из относительно мягкого материала, который может быть дополнительно скруглен или скошен для получения более мягких краев. Следовательно, контакт кожи пользователя с передними концами передней кромки 30, как правило, не будет ощущаться как вызывающий раздражение кожи или аналогичные отрицательные эффекты. Кроме того, может быть предотвращено образование высокотемпературных зон на вершинах 36, поскольку пластиковый компонент 38, как правило, предусмотрен с относительно низким коэффициентом теплопроводности по сравнению с металлическим компонентом 40.
Как можно лучше всего видеть на видах в разрезе по фиг.6, 7 и 8, края вершин 86 зубьев 36 на передних концах ведущих кромок 30 могут быть в значительной степени скруглены. Как можно дополнительно видеть, переход между металлическим компонентом 40 и пластиковым компонентом 38 на верхней поверхности 32 в зоне зубьев 36 может быть по существу бесшовным или бесступенчатым. В этой связи делается дополнительная ссылка на фиг.9. Может быть предпочтительным выполнить анкерные элементы 90 с такой формой, чтобы их верхняя сторона (обращенная к коже сторона) была смещена от верхней поверхности 32. Следовательно, обращенная к коже сторона анкерных элементов 90 также может быть закрыта пластиковым компонентом, см. также фиг.8. В одном варианте осуществления анкерные элементы 90 могут быть наклонены относительно верхней поверхности 32. Анкерные элементы 90 могут быть расположены под углом α (альфа) относительно частей 88, представляющих собой ножки зубьев. Кроме того, может быть предпочтительным, если анкерные элементы 90 будут отогнуты назад относительно верхней поверхности 32. По меньшей мере, в некоторых вариантах осуществления анкерные элементы 90 могут быть более тонкими, чем части 88, представляющие собой ножки зубьев. Это может обеспечить дополнительное увеличение пространства, которое может быть заполнено пластиковым компонентом 38 при формовании.
Неподвижный нож 22 будет дополнительно детализирован и описан с дальнейшей ссылкой на фиг.6. В неподвижном ноже 22 может быть образован направляющий паз 96, и неподвижный нож 22 может окружать направляющий паз 96, предназначенный для подвижного режущего ножа 24. Для этого неподвижный нож 22 может содержать первую стенку100 и вторую стенку102. В целях данного раскрытия изобретения первая стенка 100 может рассматриваться как стенка, обращенная к коже. Это применяется, в частности, тогда, когда ножевой блок 20 используется для бритья. Следовательно, вторая стенка 102 может рассматриваться как стенка, обращенная от кожи. Другими словами, первая стенка 100 может быть также названа верхней стеновой частью. Вторая стенка 102 может быть также названа нижней стеновой частью.
Первая стенка 100 и вторая стенка 102 могут совместно образовывать зубья 36 неподвижного ножа. Зубья 36 могут содержать впадину или зазор для подвижного режущего ножа 24, в частности, для его зубьев 82, выполненных на данной, по меньшей мере, одной зубчатой передней кромке 80. Как указано выше, по меньшей мере, существенная часть первой стенки100 может быть образована металлическим компонентом 40. По меньшей мере, существенная часть второй стенки102 может быть образована пластиковым компонентом 38. В приведенном в качестве примера варианте осуществления, проиллюстрированном на фиг.6, вторая стенка 102 полностью образована пластиковым компонентом 38. Наоборот, первая стенка 100 совместно образована пластиковым компонентом 38 и металлическим компонентом 40. Это относится, в частности, к передней кромке 30. Первая стенка 100 может содержать в ее соответствующих зубчатых частях скрепленные участки 106, на которых пластиковый компонент 38 прикреплен к металлическому компоненту 40. Скрепленные участки 106 могут включать в себя анкерные элементы 90 металлического компонента 40 и пластиковый материал пластикового компонента 38, закрывающий анкерные элементы 90.
Фиг.6 и фиг.8 иллюстрируют сечение зуба 36, см. также линию VIII-VIII на фиг.4. Напротив, фиг.7 иллюстрирует сечение впадины между зубьями, см. линию VII-VII на фиг.4. Как можно видеть на фиг.6 и фиг.7, первая стенка 100 и вторая стенка 102 могут совместно образовывать переднюю кромку 30, включая зубья 36. Первая стенка 100 и вторая стенка 102 могут совместно определять по существу U-образное боковое сечение соответствующих зубьев 36. Первая стенка 100 может образовывать первую ножку 110 из U-образной конфигурации. Вторая стенка 102 может образовывать вторую ножку из U-образной конфигурации. Первая ножка 110 и вторая ножка 112 могут быть соединены на вершине 86 зубьев 36. Между первой ножкой 110 и второй ножкой 112 может быть выполнен паз или зазор для подвижного режущего ножа 24.
Как можно видеть из фиг.6, первая стенка 100 может быть значительно более тонкой, чем вторая стенка 102 неподвижного ножа 22. Следовательно, у обращенной к коже, первой стенки100 волосы могут быть срезаны очень близко к коже. Следовательно, желательно уменьшить толщину первой стенки100, в частности, толщину металлического компонента 40. В качестве примера толщина ltm (см. фиг.7) металлического компонента 40, в частности, в зоне частей 88, представляющих собой ножки зубьев, может находиться в диапазоне от приблизительно 0,08 мм до 0,15 мм. Следовательно, первая стенка 100 как таковая может иметь существенно малую прочность и жесткость. Следовательно, предпочтительно «продублировать» или усилить первую стенку100 за счет добавления второй стенки102. Поскольку толщина второй стенки102 по существу не влияет на наименьшую достижимую длину при срезании (например, на длину оставшихся волос на коже), толщина второй стенки102, в частности, в зоне соответствующих ведущих кромок 30 может быть значительно больше толщины ltm первой стенки100, в частности, толщины металлического компонента 40. Это может обеспечить придание неподвижному ножу 22 достаточной прочности и устойчивости. Как можно дополнительно видеть из фиг.6, первая стенка 100 и вторая стенка 102 могут по существу образовывать замкнутый профиль, по меньшей мере, на участках вдоль их протяженности в боковом направлении, в этой связи см. также фиг.10 и фиг.11. Это может, в частности, относиться к случаю, когда неподвижный нож 22 выполнен с первой и второй ведущими кромками 30а, 30b. Следовательно, жесткость неподвижного ножа 22, в частности, жесткость при напряжении при изгибе или при напряжении при кручении, может быть дополнительно повышена.
В одном варианте осуществления вторая стенка 102 может содержать рядом со второй ножкой 112 у соответствующей передней кромки 30 наклонный участок 116. Если предположить, что неподвижный нож 22 имеет по существу симметричную форму относительно центральной плоскости, определяемой вертикальным направлением Z и поперечным направлением Y, вторая стенка 102 может дополнительно содержать центральный участок 118, смежный с наклонным участком 116. Следовательно, центральный участок 118 может быть расположен между первым наклонным участком 116 и вторым наклонным участком 116. Первый наклонный участок 116 может быть расположен рядом с соответствующей второй ножкой 112 у первой передней кромки 30а. Второй наклонный участок 116 может быть расположен рядом с соответствующей второй ножкой у второй передней кромки 30b. Как можно лучше всего видеть на фиг.6, вторая стенка 102 может, следовательно, иметь по существу М-образное сечение, образованное в основном наклонными участками 116 и центральным участком 118.
Форма и конфигурация приведенного в качестве примера варианта осуществления пластикового компонента 38 неподвижного ножа 22 дополнительно детализированы и описаны с дальнейшей ссылкой на фиг.10 и фиг.11. Как можно лучше всего видеть на фиг.10, наклонные участки 116а, 116b могут по существу проходить на всей (определяемой в боковом направлении) длине пластикового компонента 38. Ведущие кромки 30а, 30b могут по существу проходить между первым боковым защитным элементом 42 и вторым боковым защитным элементом 42, которые расположены на противоположных (боковых) концах пластикового компонента 38. Заглубленная часть пластикового компонента, показанная на фиг.8, которая по существу образует нижнюю сторону направляющего паза 96, по существу закрыта металлическим компонентом 40, см. фиг.2.
Как можно лучше всего видеть из фиг.11, центральный участок 118 между наклонными участками 116а, 116b может, как правило, проходить на существенной части всей (определяемой в боковом направлении) длины пластикового компонента 38. Тем не менее, рядом с центральным участком 118 может быть выполнен, по меньшей мере, один открытый паз 120. В соответствии с приведенным в качестве примера вариантом осуществления, показанным на фиг.10 и фиг.11, центральный участок 118 может быть расположен между первым открытым пазом 120а и вторым открытым пазом 120b. Открытые пазы 120а, 120b могут образовывать, по меньшей мере, одно отверстие, через которое в собранном состоянии подвижный режущий нож 24 может быть введен в контакт с передаточным элементом 70. Как можно лучше всего видеть на фиг.10, пластиковый компонент 38 может дополнительно содержать, по меньшей мере, один направляющий элемент 122, в частности, множество направляющих элементов 122, которые могут быть выполнены с конфигурацией, обеспечивающей возможность направления соединительной перемычки 74 и, следовательно, подвижного режущего ножа 24, соединенного с ней. В одном варианте осуществления множество направляющих элементов 122 могут быть расположены парами, при этом соответствующие пары расположены на смещенных в боковом направлении друг от друга концах центрального участка 118. Направляющие элементы 122 могут быть выполнены в виде профилей, проходящих по существу в вертикальном направлении и имеющих выпуклую форму. Направляющие элементы 122 могут определять положение передаточного элемента 70 и подвижного режущего ножа 24 в продольном направлении.
Кроме того, в этой связи следует отметить, что центральный участок 118 и, в частности, данный, по меньшей мере, один открытый паз 120 для передаточного элемента 70 могут быть выполнены с другой конфигурацией в альтернативных вариантах осуществления. В качестве примера в одном варианте осуществления центральный участок 118 прерывается единственным открытым пазом 120, через который соединительная перемычка 74 может контактировать с подвижным режущим ножом 24. Таким образом, следует подчеркнуть то, что соединительная перемычка 74 передаточного элемента 70 необязательно должна содержать две зоны контакта с подвижным режущим ножом 24, которые расположены на значительном расстоянии друг от друга в поперечном/боковом направлении Y, как можно видеть на фиг.3. Напротив, соединительная перемычка 74 может также контактировать с подвижным режущим ножом 24 в центральной (в боковом направлении) части.
Ножевой блок 20, включающий в себя неподвижный нож 22, снабженный подвижным ножом 24, дополнительно детализирован и описан с конкретной ссылкой на фиг.12, 13 и 14. Фиг.12 представляет собой частичный вид сверху ножевого блока 20, на котором скрытые контуры подвижного режущего ножа 24 показаны пунктирными линиями. Фиг.13 представляет собой вид в разрезе конструкции, показанной на фиг.12, при этом разрез включает в себя зуб 36 на неподвижном ноже 22 и впадину между зубьями на подвижном режущем ноже 24, см. линию XIII-XIII на фиг.12. Напротив, вид в разрезе, показанный на фиг.14, включает в себя разрез через впадину между зубьями на неподвижном ноже 22 и зуб 82 на подвижном режущем ноже 24, см. линию XIV-XIV на фиг.12. Подвижный режущий нож 24 может быть приведен в возвратно-поступательное движение относительно неподвижного ножа 22, см. двунаправленную стрелку, обозначенную ссылочной позицией 126 на фиг.12. При относительном движении неподвижного ножа 22 и подвижного режущего ножа 24 соответствующие зубья 36 и 82 могут взаимодействовать для срезания волос, которые входят в соответствующие впадины между зубьями.
Передаточный элемент 70, который по существу выполнен с конфигурацией, обеспечивающий возможность передачи движения от привода подвижному режущему ножу 24, может проходить через неподвижный нож 22, в частности, через данный, по меньшей мере, один открытый паз 120, соответствующий центральному участку 118 неподвижного ножа 22, см. фиг.11. Фиг.14 дополнительно показывает два направляющих элемента 122, которые могут направлять передаточный элемент 70 и, следовательно, подвижный режущий нож 24. Направляющие элементы 122 могут определять положение передаточного элемента 70 и подвижного режущего ножа 24 в продольном направлении на неподвижном ноже 22.
Особенно предпочтительно то, что, по меньшей мере, в некоторых вариантах осуществления подвижный режущий нож 24 размещен в направляющем пазе 96 определенным образом. Кроме того, может быть предпочтительным то, что никакого дополнительного установочного элемента, в частности, никакого поджимающего элемента не требуется для удерживания подвижного режущего ножа 24 в его заданном положении и в плотном контакте с первой стенкой100. Это может быть обеспечено, поскольку неподвижный нож 22 выполнен с первой стенкой100 и второй стенкой102, противоположной по отношению к первой стенки100. Обе стеновые части 100, 102 могут определять границы паза, предназначенного для точного сопряжения подвижного режущего ножа 24, в частности, для его зубьев 82, так что вертикальное положение (положение в направлении Z) подвижного режущего ножа 24 может быть задано с жесткими допусками. Это может обеспечить значительное снижение затрат на изготовление и сборку ножевого блока 20.
В качестве примера неподвижный нож 22 и подвижный режущий нож 24 могут быть выполнены с такой конфигурацией, что подвижный режущий нож 24, по меньшей мере, в некоторых частях будет контактировать с первой стенкой100 по существу в плоскости. Это может относиться, в частности, к соответствующим частям зубьев. В этой связи следует отметить, что такая конфигурация не требует идеального поверхностного контакта на практике при приведении в действие ножевого блока 20. Наоборот, может допускаться то, что неподвижный нож 22 и/или подвижный режущий нож 24 могут быть изогнуты или предварительно нагружены, по меньшей мере, при эксплуатации, так что останутся только небольшие зоны контакта. Тем не менее, первая стенка 100 может служить, по меньшей мере, в качестве определенного ограничительного упора для подвижного режущего ножа 24 в (вертикальном) направлении Z. Вторая стенка 102 может содержать выступающую поверхность 130 контакта, которая «связана» с соответствующей зубчатой передней кромкой 30. Выступающая поверхность 130 контакта может быть расположена в зоне перехода между второй ножкой 112 и наклонным участком 116 второй стенки102, см. фиг.14. Выступающая поверхность 130 контакта может ограничивать получающийся в результате размер зазора или размер по высоте в направляющем пазе 96 для подвижного режущего ножа 24. Получающийся в результате зазор lcl (см. фиг.7) может быть ограничен таким образом, что будет обеспечен определенный просвет для подвижного режущего ножа 24, подлежащего установке. Следовательно, подвижный режущий нож 24 может быть размещен в неподвижном ноже 22 без значительного предварительного натяга, по меньшей мере, в нерабочем состоянии. Тем не менее, в еще одном варианте осуществления размер зазора или размер по высоте для режущего ножа 24, подлежащего установке, в пазе 96 может быть задан так, что будет обеспечиваться по существу посадка с натягом. Следовательно, подвижный режущий нож 24 может быть, по меньшей мере, в незначительной степени предварительно нагружен посредством неподвижного ножа 22. Размер по высоте или размер lt по толщине (см. фиг.14) подвижного режущего ножа 24, по меньшей мере, у его данной, по меньшей мере, одной зубчатой передней кромки 80 может находиться в диапазоне от 0,1 мм до 0,18 мм.
Фиг.15а-18 иллюстрируют дополнительные предпочтительные альтернативные варианты осуществления металлических компонентов 40, которые могут служить, по меньшей мере, в качестве значительной части первой стенки100. Фиг.15а и фиг.15b показывают виды сбоку приведенных в качестве примера частей 88, представляющих собой ножки зубьев, от которых выступают анкерные элементы 90. Фиг.16-18 иллюстрируют виды снизу приведенных в качестве примера частей 88, представляющих собой ножки зубьев, от которых выступают соответствующие анкерные элементы 90. Как уже было разъяснено в связи с вариантом осуществления неподвижного ножа 22, проиллюстрированным на фиг.4-9, может быть предпочтительном образование анкерных элементов 90 так, чтобы пластиковый компонент 38 неподвижного ножа 22 мог полностью закрывать анкерные элементы 90, то есть их стороны, которые выступают от частей 88, представляющих собой ножки зубьев. Поскольку, кроме того, предпочтительно, чтобы верхняя поверхность 32 (см. фиг.2) неподвижного ножа 22 была по существу плоской или ровной или в более общем случае образовывала гладкую поверхность за исключением боковых защитных элементов 42 (в случае их наличия), предпочтительно обеспечить некоторое пространство или смещение у верхней стороны 134 анкерных элементов 90 таким образом, чтобы пластиковый материал мог также закрывать верхнюю сторону 134 при формовании. В этой связи следует отметить, что предпочтительная плоская или ровная форма верхней поверхности 32 необязательно исключает то, что на практике первая стенка 100 и ее верхняя поверхность 32 могут быть слегка искривлены или изогнуты. Напротив, по меньшей мере, в некоторых вариантах осуществления может быть предусмотрено то, что первая стенка 100 будет иметь протяженность в продольном направлении с небольшой выпуклостью.
Фиг.15а иллюстрирует вариант осуществления неподвижного ножа 40, в котором анкерный элемент 90 смещен от верхней поверхности 32, в частности, смещен по существу параллельно. Получающийся в результате размер lo смещения показан на фиг.15а. Размер lo смещения может находиться в диапазоне, например, от приблизительно 0,03 мм до приблизительно 0,1 мм. Фиг.15b иллюстрирует дополнительный альтернативный вариант осуществления анкерных элементов 90 на частях 88 металлического компонента 40, представляющих собой ножки зубьев. Как и в случае варианта осуществления, проиллюстрированного на фиг.15а, часть 90, представляющая собой ножку зуба, проиллюстрированная на фиг.15b, может быть смещена от верхней поверхности 32 металлического компонента 40. Кроме того, анкерный элемент 90 может быть наклонен или изогнут относительно части 40, представляющей собой ножку зуба. Размер смещения в вертикальном направлении обозначен lo на фиг.15b. Угол наклона обозначен на фиг.15b ссылочной позицией α (альфа). В качестве примера размер lo смещения может находиться в диапазоне от приблизительно 0,03 мм до 0,08 мм. Угол α наклона предпочтительно представляет собой острый угол. В качестве примера угол α наклона может находиться в диапазоне от приблизительно 10° (градусов) до приблизительно 35° (градусов).
Фиг.16 иллюстрирует вид снизу частей 88, представляющих собой ножки зубьев и включающих в себя анкерные элементы 90, которые могут быть образованы в соответствии с вариантом осуществления, показанным на фиг.15b. Части 90, представляющие собой ножки зубьев, могут иметь протяженность в поперечном направлении или ширину ws, которая больше протяженности в поперечном направлении или ширины wa анкерных элементов 90. Протяженность wa может быть выбрана такой, чтобы пластиковый материал пластикового компонента 38 мог закрывать также (боковые) поверхности анкерных элементов 90 без превышения ширины ws частей 88, представляющих собой ножки зубьев. Как правило, предпочтительно, чтобы анкерные элементы 90 содержали некоторые элементы с выемками, в частности элементы с зубцами, для обеспечения возможности плотного соединения анкерных элементов 90 и пластикового компонента 38. Как уже показано на фиг.5, анкерные элементы 90 могут быть выполнены с отверстиями, пазами или, более конкретно, с щелевыми отверстиями 92. Следовательно, пластиковый материал может входить в соответствующие выемки 92. Следовательно, металлический компонент 40 и пластиковый компонент 38 могут быть соединены в соответствующих скрепленных частях с обеспечением прочного скрепления и, кроме того, с геометрическим замыканием. Фиг.17 и фиг.18 иллюстрируют дополнительные приведенные в качестве примера варианты осуществления анкерных элементов 90 для частей 88, представляющих собой ножки зубьев. В качестве примера анкерные элементы 90, проиллюстрированные на фиг.17 и 18, могут быть образованы в соответствии с вариантом осуществления, показанным на фиг.15а. Анкерный элемент 90 по фиг.17 может содержать выемки 92, образованные в виде отверстий, в частности, в виде цилиндрических отверстий. Анкерные элементы 90, проиллюстрированные на фиг.18, могут включать в себя углубления 92, которые выполнены в виде боковых углублений. Следовательно, анкерные элементы 90 могут включать в себя суженную часть на их протяженности в продольном направлении. Например, анкерные элементы 90 могут по существу иметь Н-образную форму (повернутую на 90°).
Следует понимать, что приведенные в качестве примера варианты осуществления, проиллюстрированные на фиг.15-18, должны рассматриваться главным образом как предпочтительные приведенные в качестве примера исполнения, приведенные для обеспечения понимания. Следовательно, различные альтернативные варианты осуществления анкерных элементов 90 и их соответствующих выемок 92 могут быть предусмотрены без отхода от объема настоящего раскрытия изобретения. Как правило, предпочтительно, чтобы анкерные элементы 90 были выполнены с элементами, обеспечивающими соответствие по форме, с тем, чтобы металлический компонент 40 и пластиковый компонент 38 могли быть соединены у анкерных элементов с обеспечением скрепления, но также и с обеспечением соответствия по форме/геометрического замыкания.
Аспекты, связанные с изготовлением неподвижного ножа 22, будут проиллюстрированы и дополнительно детализированы со ссылкой на фиг.19, 20 и 21. Фиг.19 представляет собой вид сбоку неподвижного ножа 22, включающего в себя пластиковый компонент 38 и металлический компонент 40. Пластиковый компонент 38 и металлический компонент 40 совместно образуют «оболочку», окружающую направляющий паз 96 для подвижного ножа 24, см. также фиг.13 и фиг.14. Фиг.20 иллюстрирует площадь поперечного сечения направляющего паза 96 в иллюстративных целях. Изготовление неподвижного ножа 22 может в основном включать вставку металлического компонента 40 в пресс-форму, заполнение пространства, требуемого для направляющего паза 96, и формование пластикового компонента, в частности, литье под давлением пластикового компонента 38, в результате чего обеспечивается прикрепление пластикового компонента 38 к металлическому компоненту 40. Полость, которая по существу определяет границы направляющего паза 96, может быть заполнена так называемым замещающим компонентом 140, которому придана форма в соответствии с сечением, показанным на фиг.20. Замещающий компонент 140 также может рассматриваться как заменяющий компонент 140. Замещающий компонент 140 может быть вставлен в пресс-форму для пластикового компонента 38 и может занимать пространство направляющего паза 96. Замещающий компонент 140, как правило, может быть выполнен в виде замещающего компонента многократного использования или незамещающего компонента, который также может быть назван разовым замещающим компонентом.
Делается дополнительная ссылка на фиг.21, содержащую вид снизу с вырывом неподвижного ножа 22 и схематическую иллюстрацию пресс-формы 136 для неподвижного ножа 22. В качестве примера пресс-форма 136 для образования неподвижного ножа 22 может включать две (основные) половины 138-1, 138-2 пресс-формы, которые выполнены с возможностью перемещения друг к другу для их ввода в плотный контакт, в результате чего образуется формообразующая полость для неподвижного ножа 22, в частности, для его пластикового компонента 38. См также соответствующие стрелки на фиг.21, показывающее соответствующее (продольное) перемещение половин 138-1, 138-2 пресс-формы. В том случае, если замещающий компонент 140 выполнен в виде компонента многократного использования замещающий компонент 140 может быть реализован посредством, по меньшей мере, одного ползуна, в частности, посредством, по меньшей мере, одного ползуна 140-1, 140-2, выполненного с возможностью перемещения в поперечном направлении. В качестве примера первый ползун 140-1 и второй ползун 140-2 могут быть выполнены с возможностью их перемещения в полость, границы которой определяются половинами 138-1, 138-2 пресс-формы, в результате чего ползуны занимают пространство, которое образует направляющий паз 96. Само собой разумеется, могут быть предусмотрены альтернативные варианты осуществления, в которых используется один ползун 140 для образования направляющего паза 96. Половины 138-1, 138-2 пресс-формы и ползуны 140-1, 140-2 могут образовывать компоненты пресс-формы 136, которые определяют форму неподвижного ножа 22. Само собой разумеется, пресс-форма 138 может содержать дополнительные компоненты, например, дополнительные ползуны и т.д. Дополнительные компоненты пресс-формы могут потребоваться для образования сравнительно сложных интегрированных геометрических элементов пластикового компонента 38 неподвижного ножа, см., например, установочные элементы 48 на фиг.3. Кроме того, даже дополнительные компоненты неподвижного ножа 22, такие как направляющие элементы 122 и открытые пазы 120, могут быть образованы посредством, по меньшей мере, одного дополнительного ползуна.
Следует понимать, что половины 138-1, 138-2 пресс-формы и ползуны 140-1, 140-2 проиллюстрированы на фиг.21 довольно упрощенно главным образом в иллюстративных целях. Дополнительно детализированный контур и форма половин 138-1, 138-2 пресс-формы и ползунов 140-1, 140-2 могут быть получены из иллюстраций и описания наружной формы и геометрических характеристик неподвижного ножа 22, приведенных в данном документе.
В еще одном приведенном в качестве примера варианте осуществления замещающий компонент 140 может быть выполнен в виде компонента, который является отдельным от пресс-формы 136. Другими словами, замещающий компонент в альтернативном варианте может быть выполнен в виде вставляемого компонента, который может быть вставлен в полость, образованную пресс-формой 136 вместе с металлическим компонентом 40. Тем не менее, предпочтительно, чтобы подобный вставляемый замещающий компонент 140 был выполнен с возможностью его удаления из отформованного неподвижного ножа 22 после формования, охлаждения и извлечения неподвижного ножа 22 из пресс-формы 136. Кроме того, в соответствии с данным вариантом осуществления замещающий компонент 140 может представлять собой замещающий компонент многократного использования.
В еще одном варианте осуществления, как уже указано выше, замещающий компонент 140 может быть выполнен в качестве компонента не многократного использования, который также может быть назван так называемым разовым вставляемым компонентом. Это может включать приведенные в качестве примера варианты осуществления, в которых замещающий компонент 140 должен быть поврежден или разрушен для его удаления из неподвижного ножа 22.
Фиг.22-25 иллюстрируют дополнительные предпочтительные варианты осуществления ножевого блока 20, в частности, его неподвижного ножа 22. Как уже указано выше, по меньшей мере, значительная часть неподвижного ножа 22 может быть образована пластиковым компонентом 38. Дополнительные функции могут быть объединены в неподвижном ноже 22 при отсутствии необходимости добавления или крепления дополнительных компонентов к неподвижному ножу 22. Фиг.22 иллюстрирует вид в перспективе снизу ножевого блока 20, включающего в себя неподвижный нож 22 и подвижный нож 24, и передаточного элемента 70, прикрепленного к нему. Фиг.22 дополнительно иллюстрирует рычажный механизм 50, к которому может быть присоединен ножевой блок 20, см. также фиг.2. На фиг.22 ножевой блок 20 показан в отделенном или отсоединенном состоянии.
Как показано на фиг.22, рычажный механизм 50 может быть выполнены в виде шарнирного четырехзвенного рычажного механизма. Рычажный механизм 50 может содержать, по меньшей мере, один элемент 208 рычажного механизма, в частности, первый элемент 208-1 рычажного механизма и второй элемент 208-2 рычажного механизма, которые расположены на расстоянии друг от друга в поперечном/боковом направлении Y. Данный, по меньшей мере, один элемент 208 рычажного механизма может содержать основание 210, которое также может быть названо контактным элементом, предназначенным для соединения рычажного механизма 50 и корпуса 12 устройства 10 для срезания волос, см. также фиг.1. Элемент 208 рычажного механизма может дополнительно содержать верхнюю часть или верх 214, которая (-ый) расположена (расположен) напротив основания 210. Элемент 208 рычажного механизма может дополнительно содержать соединительные элементы, которые соединяют основание 210 и верхнюю часть 214. Например, элемент 208 рычажного механизма может содержать два соединительных консольных элемента 212, каждый из которых может быть расположен между основанием 210 и верхней частью 214. Соединительные консольные элементы 212 могут быть расположены на расстоянии друг от друга в продольном направлении Y. Основание 210 или верхняя часть 214 могут быть расположены на расстоянии друг от друга в вертикальном направлении Z или направлении Z высоты. В одном варианте осуществления соответствующие элементы элемента 208 рычажного механизма могут быть соединены друг с другом посредством пленочных шарниров 216. Пленочные шарниры 216 (см. также фиг.23) могут придать соседним элементам элемента 208 рычажного механизма способность поворачиваться друг относительно друга. Следовательно, ножевой блок 20, будучи присоединенным к рычажному механизму 50, может поворачиваться или разворачиваться относительно корпуса 12 устройства для срезания волос вокруг виртуальной оси, которая по существу параллельна оси Y, определяющей поперечное/боковое направление.
Неподвижный нож 22 может быть выполнен с установочными элементами 48, в частности, на его второй стенки102, так что вторая стенка 102 может контактировать с верхней частью 214 элемента рычажного механизма. Следовательно, ножевой блок 20 и верхняя часть 214 могут совместно разворачиваться или поворачиваться относительно основания 210 данного, по меньшей мере, одно элемента 208 рычажного механизма. В верхней части 214 элемента 208 рычажного механизма может быть предусмотрен ограничительный упорный конструктивный элемент 218. Ограничительный упорный конструктивный элемент 218 может быть выполнен с конфигурацией, обеспечивающей возможность прилегания к соответствующему ограничительному упорному элементу (не показанному на фиг.22), который связан с корпусом 12 устройства 10 для срезания волос.
Фиг.23 иллюстрирует вид в перспективе сверху рычажного механизма 50. Фиг.24 иллюстрирует вид сбоку конструкции, показанной на фиг.22, при этом ножевой блок 20 отсоединен от рычажного механизма 50. Фиг.25 иллюстрирует вид сбоку с разрезом ножевого блока 20, на котором проиллюстрировано сечение, выполненное через установочные элементы 48. Как можно лучше всего видеть на фиг.22 и 25, установочные элементы 48 могут содержать, по меньшей мере, один направляющий выступ 224 и, по меньшей мере, один установочный выступ 226, которые могут быть выполнены с конфигурацией, обеспечивающей возможность их взаимодействия с, по меньшей мере, одним соответствующим направляющим углублением 220 и, по меньшей мере, одним соответствующим установочным углублением 222 в верхней части 214 элемента 208 рычажного механизма (см. фиг.23). Как можно видеть из фиг.24, ножевой блок 20 может быть подан по существу в вертикальном направлении к рычажному механизму 50 для присоединения. Следовательно, данный, по меньшей мере, один направляющий выступ 224 и данное, по меньшей мере, одно соответствующее направляющее углубление 220 могут по существу проходить в вертикальном направлении (направлении Z). Данное, по меньшей мере, одно направляющее углубление 220 и данный, по меньшей мере, один направляющий выступ 224 могут обеспечивать то, что ножевой блок 20 будет принимать ориентацию, заданную для присоединения.
Напротив, данное, по меньшей мере, одно установочное углубление 222 и данный, по меньшей мере, один соответствующий установочный выступ 226 могут быть выполнены с возможностью образования соединения с натягом или соединения с защелкиванием. В некоторых вариантах осуществления данное, по меньшей мере, одно установочное углубление 222 и данный, по меньшей мере, один установочный выступ 226 могут быть выполнены в виде защелкивающихся установочных элементов. Как можно лучше всего видеть на фиг.25, данный, по меньшей мере, один установочный выступ 226 может по меньшей мере частично или на некоторых участках проходить в продольном направлении Х. Следовательно, данный, по меньшей мере, один установочный выступ 226 может входить в соответствующее установочное углубление 222 с обеспечением поджима или защелкивания. Другими словами, данный, по меньшей мере, один установочный выступ 226 может быть, по меньшей мере, в незначительной степени подвергнут предварительному натягу при его установке в состоянии контактного взаимодействия или присоединенном состоянии. Как правило, установочный выступ 226 может быть по меньшей мере частично или на некоторых участках наклонен относительно плоскости, определяемой поперечным направлением Y и вертикальным направлением Z (см. также фиг.22). Следовательно, при входе в установочное углубление 222 установочный выступ 226 может создавать удерживающую силу, содержащую, по меньшей мере, продольную составляющую, которая может предотвратить нежелательный выход ножевого блока 20 из контактного взаимодействия с рычажным механизмом 50.
Как показано в качестве примера на фиг.22-25, каждый из элементов 208-1, 208-2 рычажного механизма может быть предусмотрен с соответствующим комплектом установочных элементов 48. Каждый комплект установочных элементов 48 может содержать два направляющих выступа 224 и два установочных выступа 226, которые могут быть выполнены с возможностью взаимодействия с соответствующими парами направляющих углублений 220 и установочных углублений 222 на каждом из элементов 208-1, 208-2 рычажного механизма.
Приведенный в качестве примера способ изготовления неподвижного ножа 22 ножевого блока 20 в соответствии с рядом аспектов настоящего раскрытия изобретения проиллюстрирован и дополнительно детализирован со ссылкой на фиг.26. На первом этапе S10 может быть подан исходный материал или полуфабрикат для образования металлического компонента неподвижного ножа. Это может включать подачу листового металлического материала. Подача листового металлического материала может дополнительно включать подачу листового металлического материала из рулона. Соответствующий промежуточный металлический материал может содержать множество частей, каждая из которых образует подлежащий окончательной обработке, металлический компонент для неподвижного ножа. Например, каждая из данных образованных частей, представляющих собой заготовки, может быть предварительно обработана штамповкой или другим соответствующим методом вырезания.
Далее может следовать дальнейший этап S12, который может включать образование промежуточных ведущих кромок, в частности, промежуточных зубчатых ведущих кромок металлических компонентов, подлежащих обработке. В качестве примера этап S12 может включать образование частей, представляющих собой ножки зубьев, на ведущих кромках. Образование частей, представляющих собой ножки зубьев, может включать удаление материала между соответствующими частями, представляющими собой ножки зубьев, для образования впадин между ними. Это может включать соответствующий процесс удаления материала, например, штамповку, лазерную резку, электроэрозионную обработку или более предпочтительно - травление. Могут быть предусмотрены дополнительные процессы удаления материала. Образование частей, представляющих собой ножки зубьев, на соответствующих ведущих кромках металлических компонентов может дополнительно включать образование в значительной степени острых режущих кромок на частях, представляющих собой ножки зубьев, в частности, на их боковых поверхностях. Травление частей, представляющих собой ножки зубьев, может включать получение общей конфигурации частей, представляющих собой ножки зубьев, и дополнительное образование относительно острых режущих кромок на их боковых поверхностях.
Далее может следовать дальнейший этап S14, который может включать образование или обработку анкерных частей. Анкерные части предпочтительно проходят от определяемых в продольном направлении концов частей, представляющих собой ножки зубьев, на ведущих кромках. Анкерные части предпочтительно включают углубления или аналогичные элементы, в которые может входить поддающийся формованию материал и которые могут быть заполнены поддающимся формованию материалом. Кроме того, предпочтительно, чтобы анкерные части на частях, представляющих собой ножки зубьев, были дополнительно обработаны на их обращенных к коже и боковых сторонах (см. также фиг.5 и фиг.15-18) так, чтобы они могли быть закрыты отформованным или формуемым компонентом, что приводит к по существу гладкой поверхности без значительных уступов в переходной зоне между анкерными частями и частями, представляющими собой ножки зубьев. Само собой разумеется, этапы S14 и S12 могут быть объединены. Например, этапы S12 и S14 могут быть реализованы посредством интегрированного этапа травления.
На дальнейшем этапе S16, который можно рассматривать как возможный, но необязательный этап, анкерные элементы или анкерные части могут быть отогнуты относительно частей, представляющих собой ножки зубьев. Отгибание анкерных частей может обеспечить дополнительное усиление фиксации отформованного материала и металлического компонента, поскольку может быть обеспечено большее пространство для пластикового материала. Могут быть предусмотрены, по меньшей мере, некоторые варианты осуществления способа изготовления, которые не требуют этапа S16.
Далее может следовать дальнейший возможный, но необязательный этап S18, который может включать отделение множества заготовок для металлического компонента от соответствующего ряда или упорядоченного множества в подаваемом металлическом материале, в частности, в подаваемом листовом металлическом материале, например, в рулоне подаваемого листового металла. Этап S18 может включать вырезание или штамповку соответствующих заготовок из соответствующей опорной структуры. В этой связи следует отметить, что этап S18 отделения в альтернативном варианте может также происходить на другой стадии процесса изготовления, проиллюстрированного на фиг.26. В качестве вопроса выбора можно рассматривать отделение заготовок металлических компонентов на ранней стадии или относительно поздней стадии процесса изготовления. Следовательно, в некоторых вариантах осуществления металлический компонент неподвижного ножа может быть подвергнут по меньшей мере по существу финишной обработке, например, на этапе S16 или этапе S18.
Далее может следовать дальнейший этап S20, который может включать размещение металлического компонента в полости пресс-формы. Размещение металлического компонента может включать размещение металлического компонента в заданной ориентации в полости пресс-формы. Как уже было указано выше, металлический компонент может быть размещен в полости пресс-формы в его отделенном состоянии. Тем не менее, по меньшей мере, в некоторых вариантах осуществления может быть предусмотрено размещение множества металлических компонентов в пресс-форме, содержащей соответствующее множество полостей. Соответствующие металлические компоненты из множества металлических компонентов могут быть отделены друг от друга. Однако в альтернативном варианте металлические компоненты могут быть прикреплены к общей опорной структуре.
За размещением металлического компонента в полости пресс-формы может следовать размещение замещающего компонента в пресс-форме. Замещающий компонент может закрывать или заполнять пространство в полости пресс-формы, предназначенное для образования направляющего паза в неподвижном ноже, который должен быть образован. Размещение замещающего компонента в пресс-форме может включать размещение замещающего компонента многократного использования или замещающего компонента одноразового использования в пресс-форме. В качестве примера этап S22 может включать вставку, по меньшей мере, одного ползуна в полость пресс-формы. Данный, по меньшей мере, один ползун может быть выполнен в виде компонента оснастки для формования/ пресс-формы. Например, оснастка для формования/пресс-форма может быть выполнена с двумя противоположными ползунами, которые образуют замещающий компонент.
Далее может следовать дальнейший этап S24, который можно рассматривать как этап формования. На этапе S24 формования формуемый или поддающийся формованию материал может быть впрыснут в полость пресс-формы. Этап S24 может быть также назван этапом литья под давлением. Этап S24 может включать впрыск расплавленного пластикового металла в полость пресс-формы. Следовательно, полость в пресс-форме может быть заполнена по существу текучим пластиковым материалом. Пластиковый материал может образовывать пластиковый компонент неподвижного ножа, который должен быть образован. Пластиковый компонент может быть прикреплен к металлическому компоненту, в частности, к его анкерным элементам или анкерным частям. Соединение металлического компонента и пластикового компонента может дополнительно включать ввод частей с углублениями на анкерных частях в контактное взаимодействие с отформованным пластиковым материалом. Как правило, этап S24 может обеспечить создание образованного как одно целое, композиционного неподвижного ножа из металла и пластика. В частности, этап S24 может быть назван этапом формования со вставкой. Следовательно, металлический компонент можно рассматривать как вставляемый компонент. В некоторых вариантах осуществления этап S24 может рассматриваться как этап накладного формования. В некоторых дополнительных вариантах осуществления этап S24 может рассматриваться как этап многокомпонентного формования.
Далее может следовать дальнейший этап S26, который может включать удаление данного, по меньшей мере, одного ползуна в случае его наличия из полости пресс-формы. Следовательно, направляющий паз, образованный в неподвижном ноже, может быть освобожден. Направляющий паз может обеспечить заданное сопряжение подвижного режущего ножа, подлежащего установке, в неподвижном ноже.
Далее может следовать дальнейший этап S28, который может рассматриваться как возможный, но необязательный этап. Этап S28 может включать отделение одиночных неподвижных ножей от упорядоченного множества или ряда, включающего в себя множество неподвижных ножей, образованных в пресс-форме, содержащей множество соответствующих формообразующих полостей.
Фиг.27 иллюстрирует приведенный в качестве примера способ изготовления подвижного режущего ножа, который может быть выполнен с конфигурацией, обеспечивающей возможность его взаимодействия с неподвижным ножом, образованным и выполненным в соответствии с, по меньшей мере, некоторыми аспектами настоящего раскрытия изобретения. На этапе S50 может быть подана заготовка для подвижного режущего ножа или полуфабрикат подвижного режущего ножа. Это может включать подачу листового металлического материала, который может содержать заранее образованный ряд или множество расположенных в определенном порядке, подвижных режущих ножей, подлежащих обработке. Далее может следовать дальнейший этап S52, который может включать образование или обработку зубчатых ведущих кромок подвижного режущего ножа. Этап S52 может дополнительно включать обработку относительно острых режущих кромок на соответствующих зубьях зубчатой передней кромки. Этап S52 может включать соответствующие процессы удаления материала. В качестве примера этап S52 может включать интегрированный этап травления, включающий образование обычной зубчатой формы на зубчатой передней кромке и образование относительно острых режущих кромок на зубьях. Далее может следовать дальнейший этап S54, который может включать отделение соответствующих подвижных режущих ножей от опорной конструкции, включающей в себя ряд или множество расположенных в определенном порядке, подвижных режущих ножей.
Фиг.28 иллюстрирует приведенный в качестве примера способ изготовления ножевого блока, включающего в себя неподвижный нож и подвижный режущий нож, образованные в соответствии с, по меньшей мере, некоторыми аспектами настоящего раскрытия изобретения. Способ может включать этап S100, включающий выполнение неподвижного ножа. Неподвижный нож может быть образован в соответствии с приведенным в качестве примера способом изготовления, проиллюстрированным на фиг.26. Дальнейший этап S102 может включать выполнение подвижного режущего ножа. Этапы S100 и S102 могут выполняться параллельно. Этап S102 может включать изготовление подвижного режущего ножа в соответствии со способом, проиллюстрированным на фиг.27. Далее может следовать этап S104 соединения или сопряжения, на котором подвижный режущий нож вставляют в направляющий паз в неподвижном ноже. Вставка подвижного режущего ножа в направляющий паз неподвижного ножа может включать вставку подвижного режущего ножа в боковом направлении через боковое отверстие неподвижного ножа.
Далее может следовать дальнейший этап S106, который может включать подачу передаточного элемента 70 к собранному ножевому блоку, представляющему собой полуфабрикат. Этап S106 может, в частности, включать подачу передаточного элемента 70 в направлении подачи, которое отличается от направления вставки подвижного режущего ножа. Далее может следовать дальнейший этап S108, который включает присоединение передаточного элемента 70 к подвижному режущему ножу 24. Этап S108 может дополнительно включать прикрепление передаточного элемента к подвижному режущему ножу. Прикрепление может включать сварку, в частности, лазерную сварку. Скрепление подвижного режущего ножа и передаточного элемента, когда оба элемента расположены на неподвижном ноже, может обеспечить фиксацию подвижного режущего ножа относительно неподвижного ножа. Это может быть особенно предпочтительном, поскольку таким образом не требуются никакие отдельные скрепляющие или фиксирующие компоненты для подвижного режущего ножа.
Несмотря на то, что изобретение было проиллюстрировано на чертежах и подробно описано в вышеприведенном описании, такие иллюстрацию и описание следует рассматривать как иллюстративные или приведенные в качестве примера и неограничивающие; изобретение не ограничено раскрытыми вариантами осуществления. Другие изменения раскрытых вариантов осуществления могут быть понятными для специалистов в данной области техники при изучении чертежей, раскрытия изобретения и приложенной формулы изобретения и могут быть осуществлены специалистами в данной области техники при реализации заявленного изобретения на практике.
В формуле изобретения слово «содержащий/включающий в себя» не исключает других элементов или этапов, и неопределенный артикль ʺaʺ или ʺanʺ не исключает множества. Один элемент или другое устройство может выполнять функции нескольких объектов, приведенных в формуле изобретения. Сам по себе тот факт, что определенные меры приведены в отличающихся друг от друга, зависимых пунктах формулы изобретения, не означает, что комбинация данных мер не может быть использована с успехом.
Любые ссылочные позиции в формуле изобретения не следует рассматривать как ограничивающие объем.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ ЛЕЗВИЙ, ПРИБОР ДЛЯ СТРИЖКИ ВОЛОС И СООТВЕТСТВУЮЩИЙ СПОСОБ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2689248C2 |
| НЕПОДВИЖНЫЙ НОЖ, НАБОР НОЖЕЙ И БЫТОВОЙ ПРИБОР ДЛЯ СТРИЖКИ ВОЛОС | 2016 |
|
RU2714560C2 |
| НОЖЕВОЙ УЗЕЛ, УСТРОЙСТВО СРЕЗАНИЯ ВОЛОС И СООТВЕТСТВУЮЩИЙ СПОСОБ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2680326C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НОЖЕВОГО БЛОКА, НОЖЕВОЙ БЛОК И УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2017 |
|
RU2720274C2 |
| КОМПЛЕКТ ЛЕЗВИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2769365C2 |
| НЕПОДВИЖНЫЙ НОЖ ДЛЯ УСТРОЙСТВА ДЛЯ СТРИЖКИ ВОЛОС | 2014 |
|
RU2659545C2 |
| УСТРОЙСТВО ДЛЯ СРЕЗАНИЯ ВОЛОС, ГНЕЗДО И СОЕДИНИТЕЛЬНАЯ ВИЛКА | 2014 |
|
RU2654396C2 |
| ЭЛЕКТРИЧЕСКИЙ РУЧНОЙ ТРИММЕР ДЛЯ ВОЛОС С ОГРАНИЧИТЕЛЕМ НОЖЕЙ | 2018 |
|
RU2759924C2 |
| НЕПОДВИЖНОЕ ЛЕЗВИЕ, КОМПЛЕКТ ЛЕЗВИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2763503C2 |
| КОМПЛЕКТ ЛЕЗВИЙ И УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2014 |
|
RU2676375C2 |
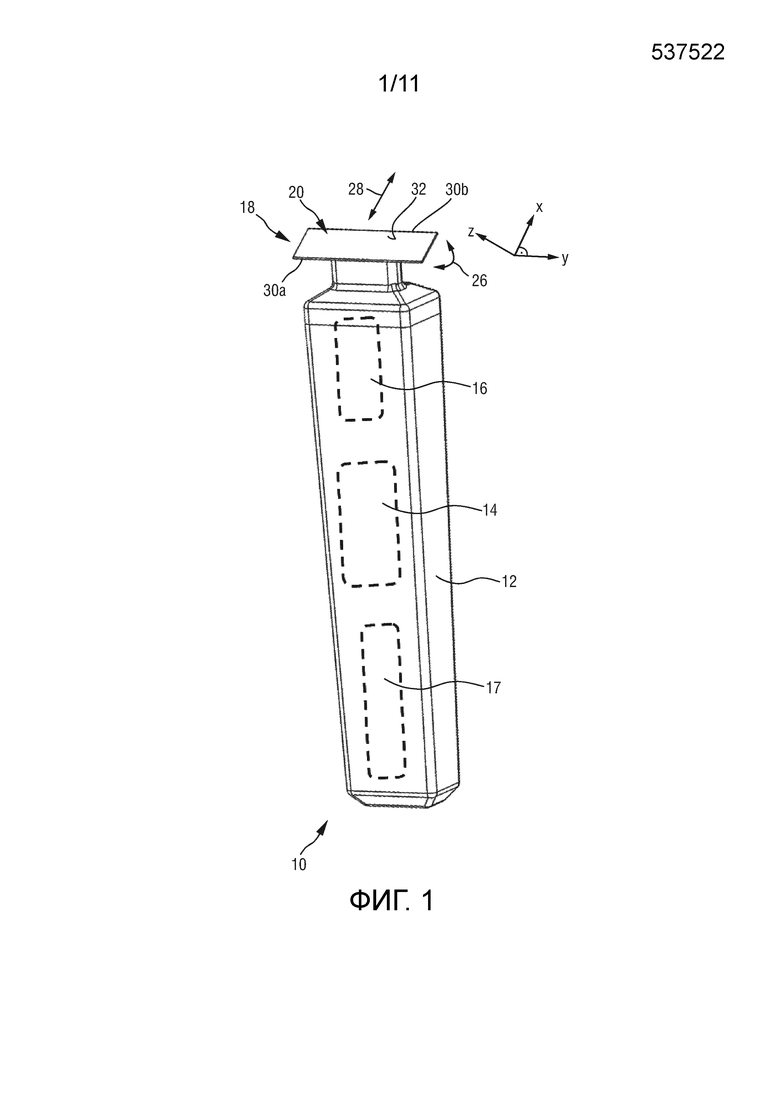
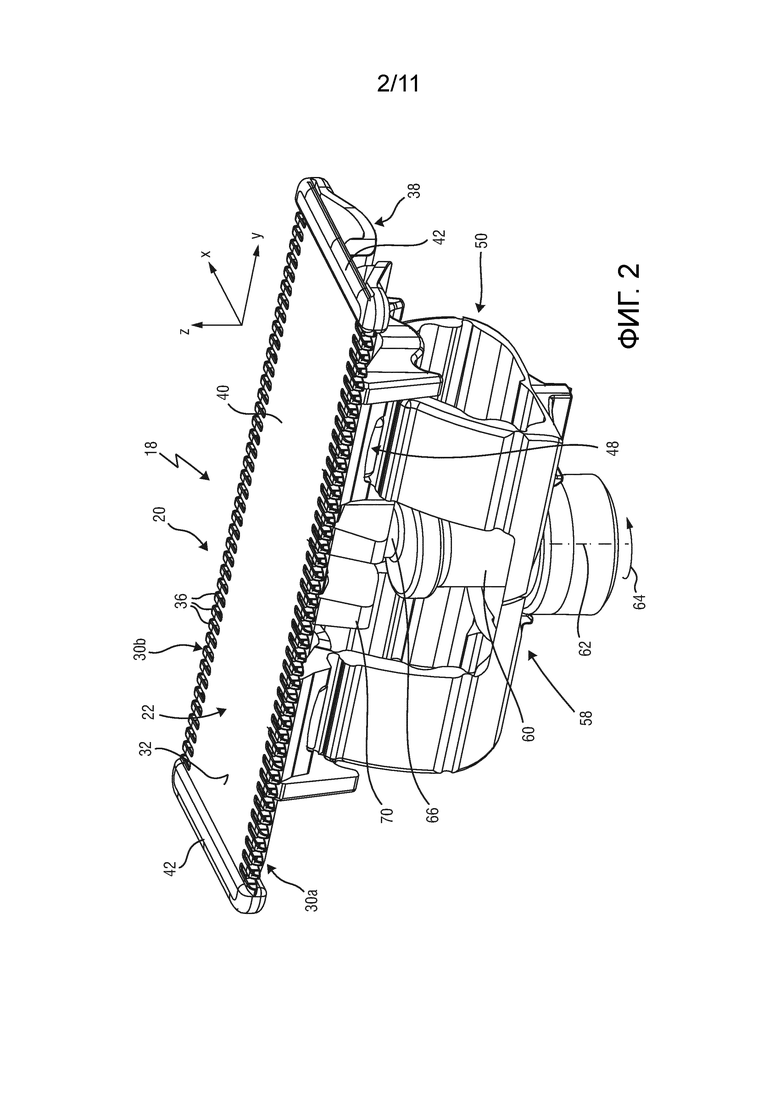
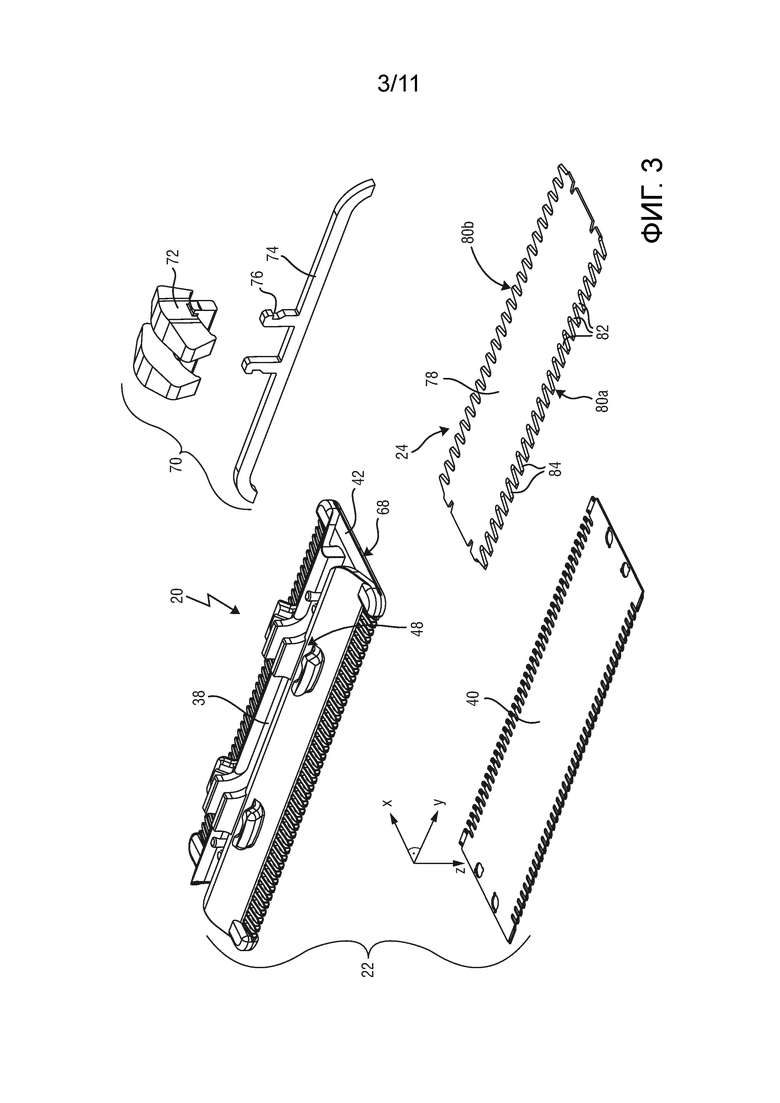
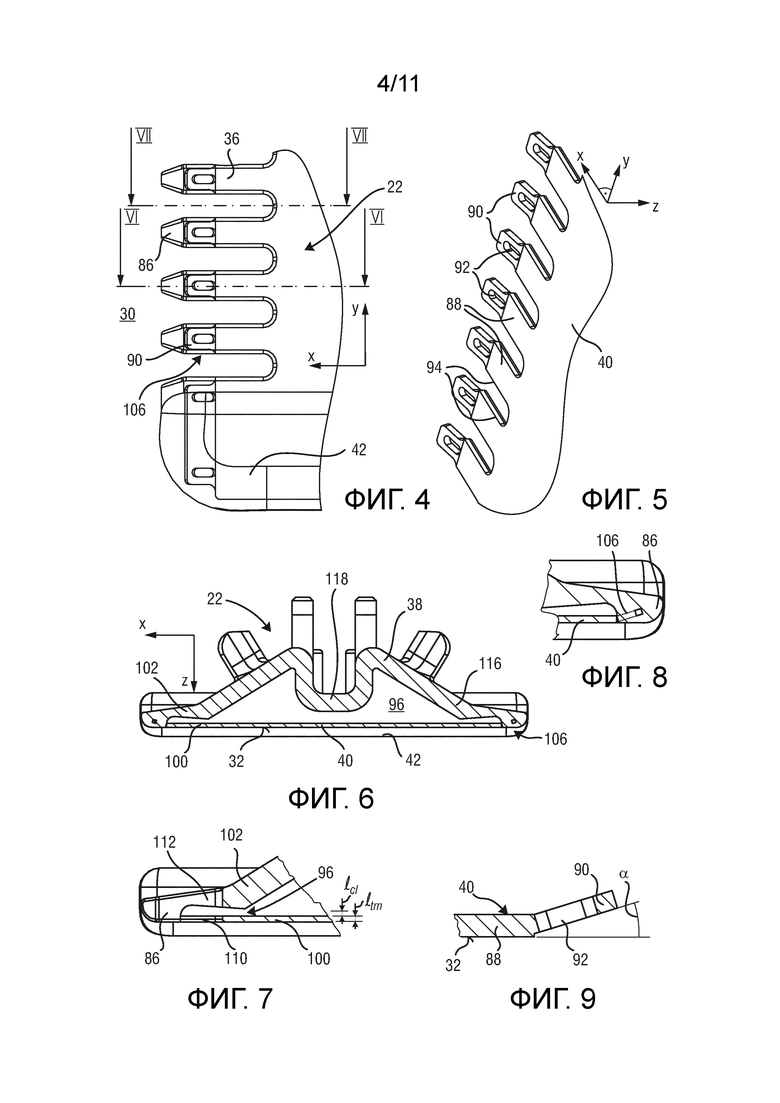
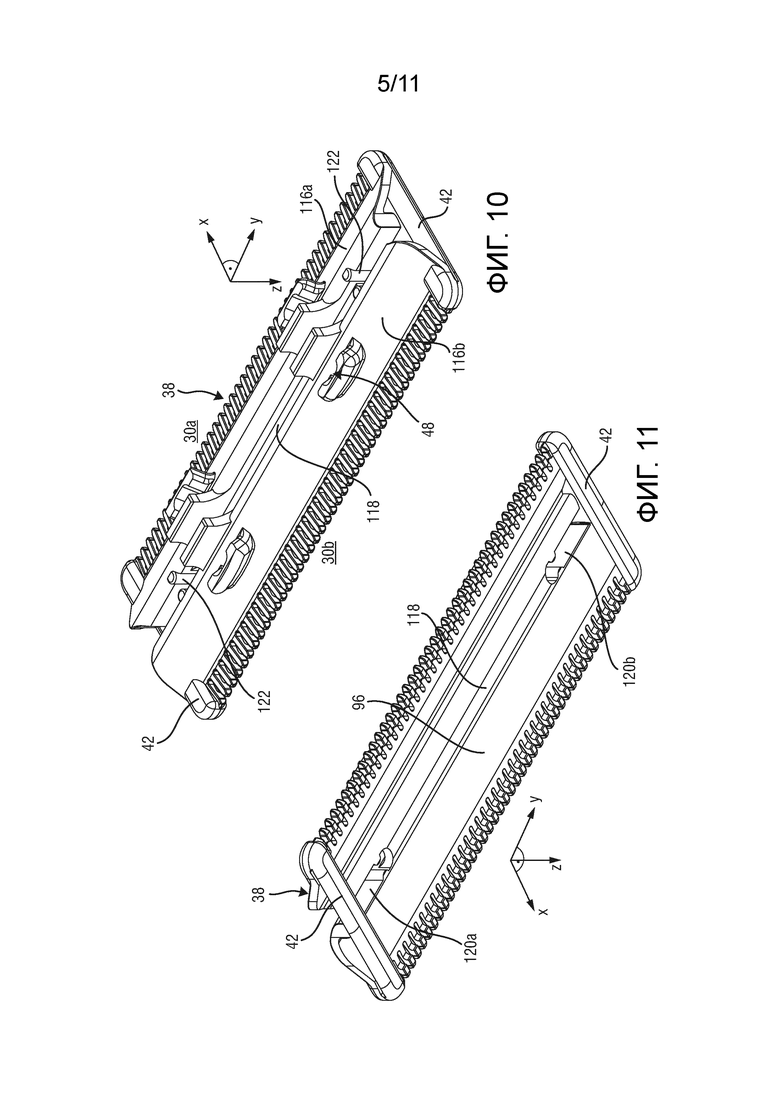
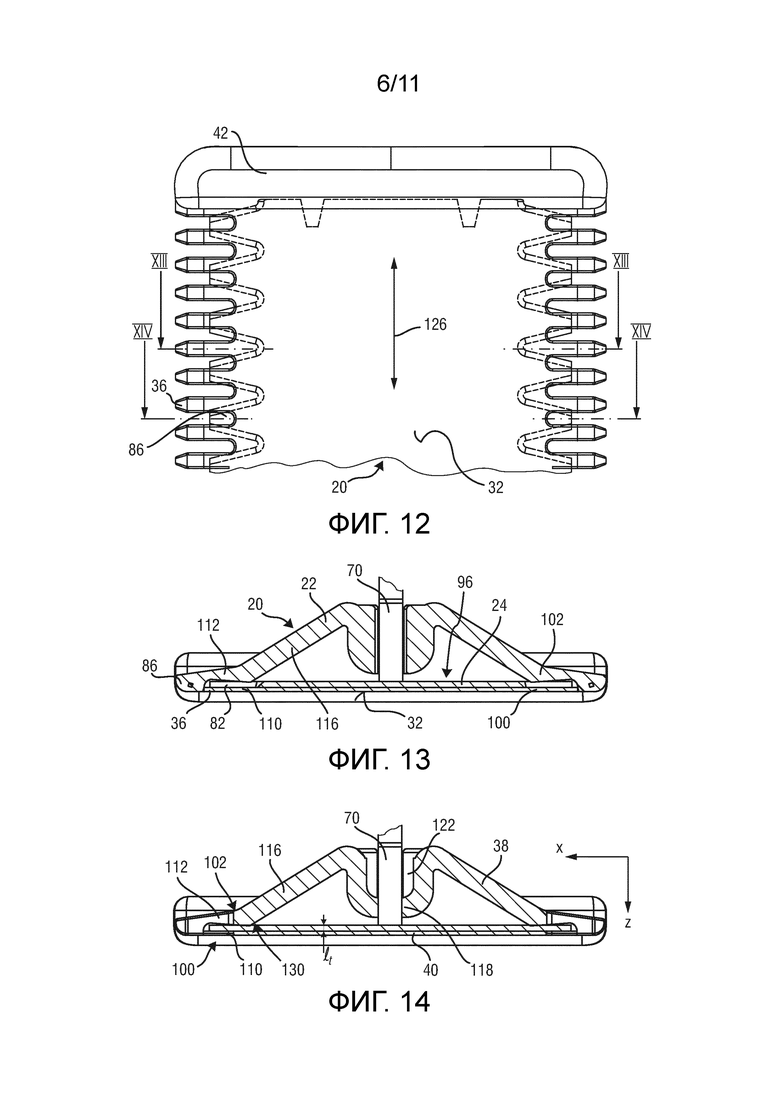
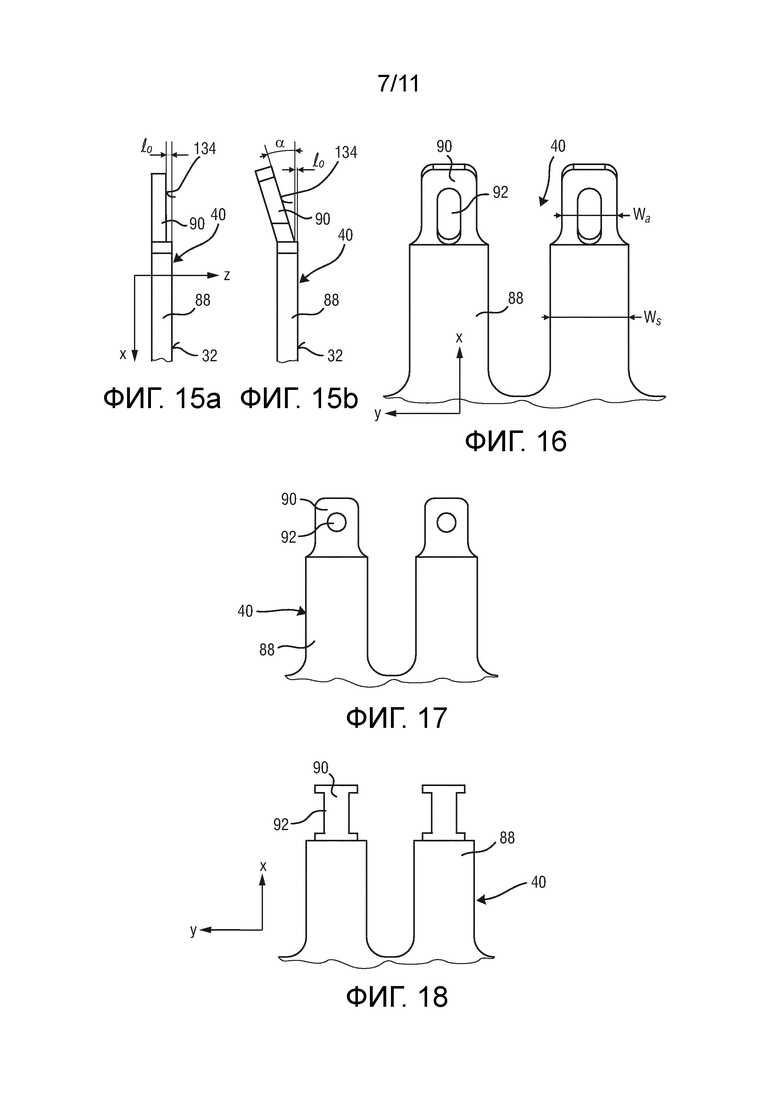
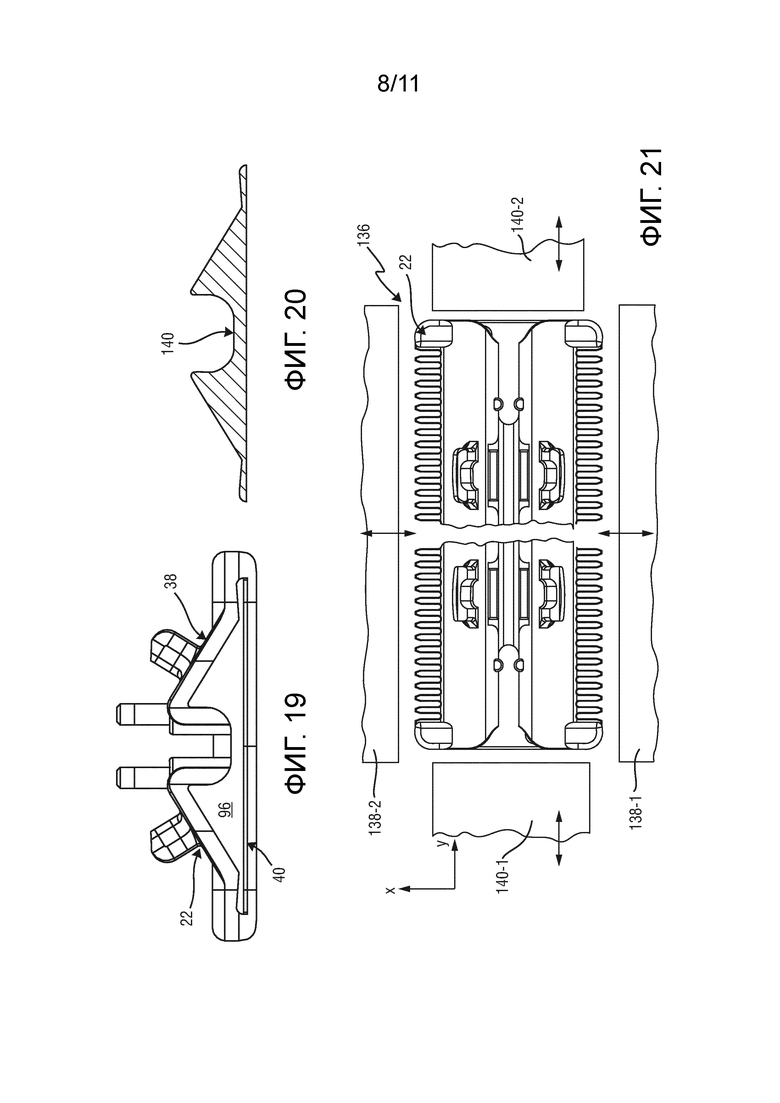

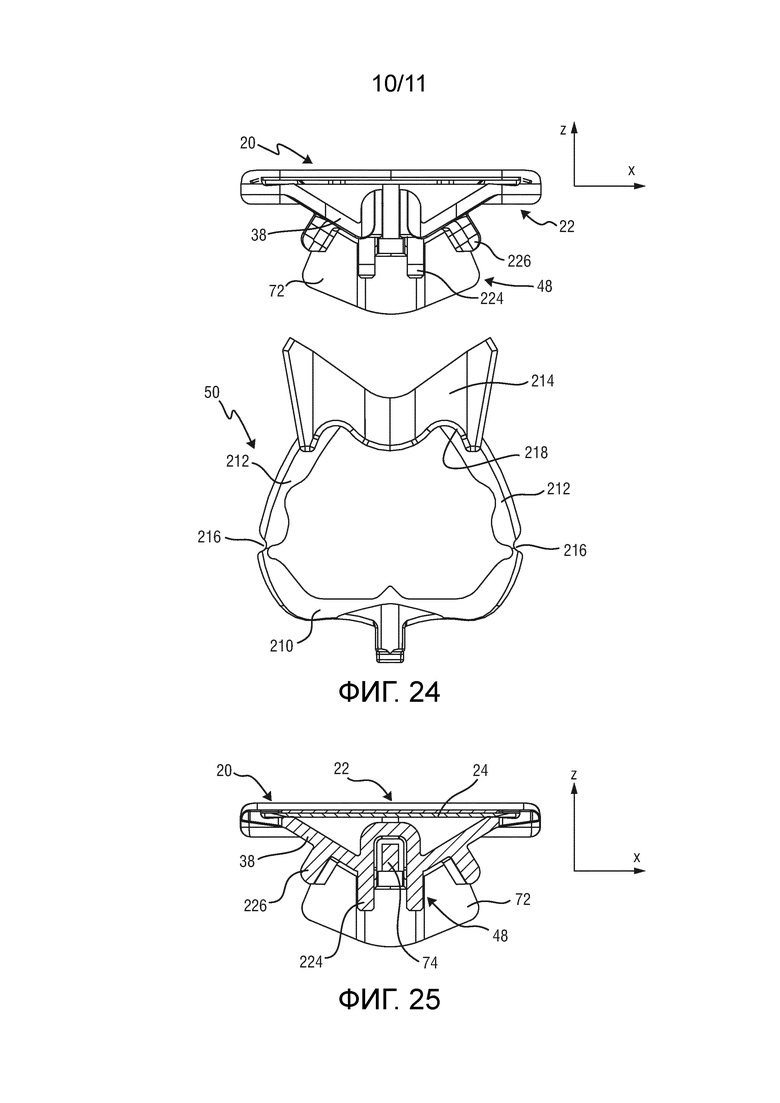
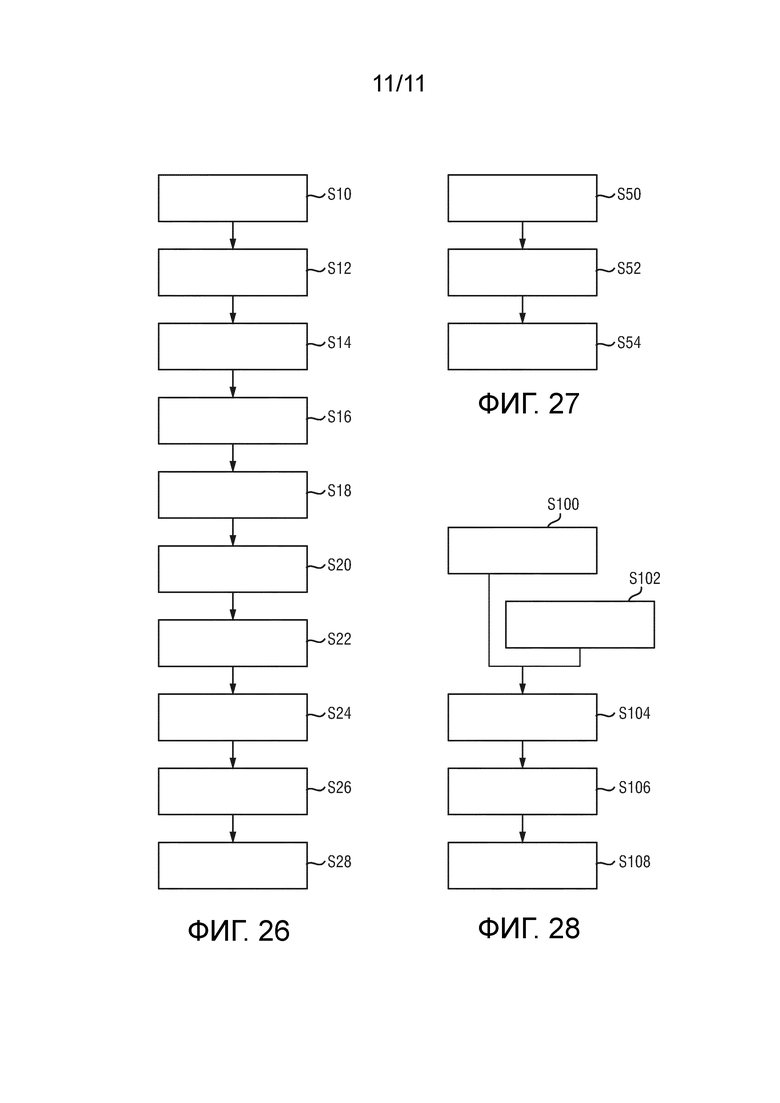
Изобретение относится к области устройств для срезания волос. Неподвижный нож для ножевого блока устройства для срезания волос включает первую и вторую стенки. Вторая стенка смещена от первой стенки с образованием между ними направляющего паза, выполненного с возможностью размещения подвижного режущего ножа. Неподвижный нож также содержит зубчатую переднюю кромку, образованную совместно с первой стенкой и второй стенкой. Зубчатая передняя кромка включает зубья. Первая и вторая стенки соединены на переднем конце передней кромки с образованием вершин зубьев. Неподвижный нож образован за одно целое и выполнен композитным из металла и пластика. Первая стенка ножа по меньшей мере частично выполнена из металлического материала. Вторая стенка ножа по меньшей мере частично выполнена из пластикового материала. Изобретение также относится к ножевому блоку устройства для срезания волос, способу изготовления неподвижного ножа, выполненного композитным из металла и пластика, и способу изготовления ножевого блока устройства для срезания волос. Техническим результатом изобретения является улучшение качества срезания волос. 4 н. и 13 з.п. ф-лы, 28 ил.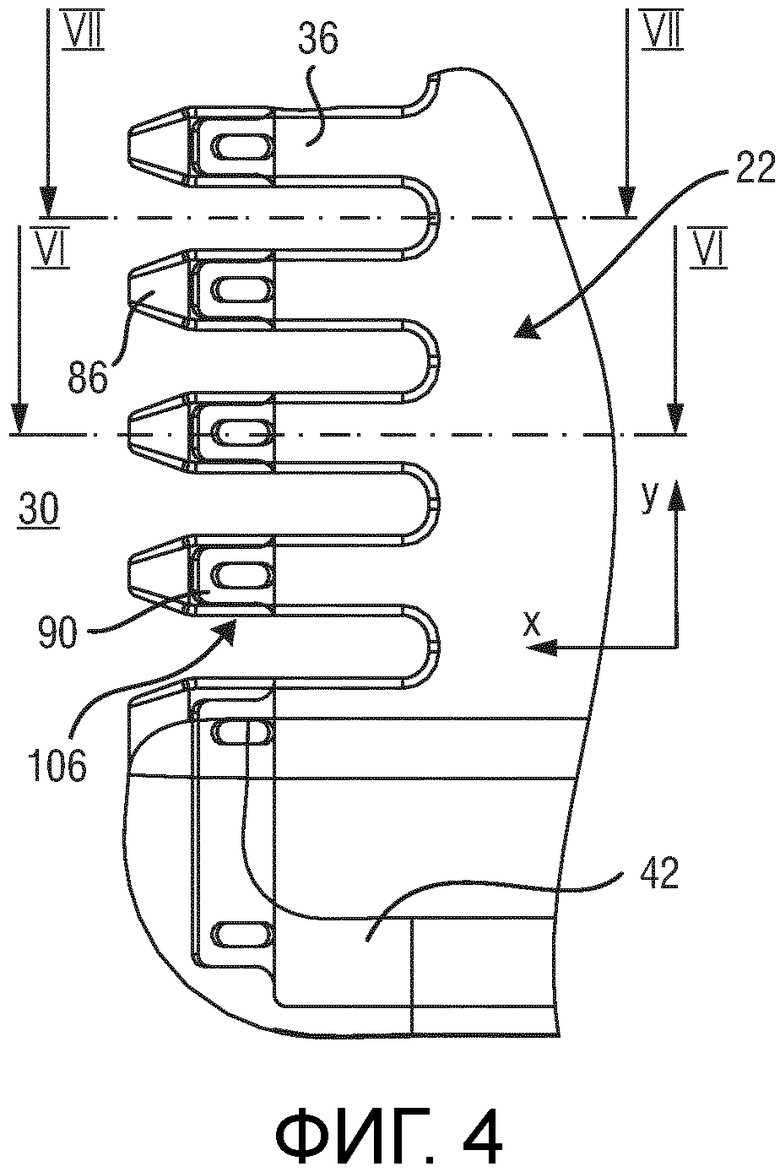
1. Неподвижный нож (22) для ножевого блока (20) устройства (10) для срезания волос, выполненного с возможностью перемещения через волосы в направлении (28) перемещения для срезания волос, причем неподвижный нож (22) содержит:
- первую стенку (100), служащую в качестве обращенной к коже пользователя стенки при эксплуатации,
- вторую стенку (102), по меньшей мере частично смещенную от первой стенки (100) с образованием между первой стенкой (100) и второй стенкой (102) направляющего паза (96), выполненного с возможностью размещения подвижного режущего ножа (24),
- по меньшей мере одну зубчатую переднюю кромку (30), образованную совместно с первой стенкой (100) и второй стенкой (102), при этом данная по меньшей мере одна зубчатая передняя кромка (30) содержит множество зубьев (36), первая стенка (100) и вторая стенка (102) соединены на переднем конце данной по меньшей мере одной передней кромки (30) с образованием вершин (86) зубьев (36), неподвижный нож (22) представляет собой выполненный за одно целое композитный из металла и пластика неподвижный нож (22), первая стенка (100) по меньшей мере частично выполнена из металлического материала, а вторая стенка (102) по меньшей мере частично выполнена из пластикового материала.
2. Неподвижный нож (22) по п.1, содержащий металлический компонент (40), в частности вставку из листового металла, и пластиковый компонент (38), прикрепленный к металлическому компоненту (40), при этом по меньшей мере центральный участок первой стенки (100) образован металлическим компонентом (40).
3. Неподвижный нож (22) по п.2, в котором металлический компонент (40) дополнительно содержит части (80) ножек зубьев, содержащие режущие кромки (94), которые выполнены с конфигурацией, обеспечивающей возможность их взаимодействия с режущими кромками (84) соответствующих зубьев (82) подвижного режущего ножа (24) для срезания волос, которые при работе захвачены между ними.
4. Неподвижный нож (22) по п.2 или 3, в котором металлический компонент (40) содержит по меньшей мере один анкерный элемент (90), в частности по меньшей мере один анкерный элемент (90) с геометрическим замыканием, проходящий от соответствующей части (88), представляющей собой ножку зуба, при этом пластиковый компонент (38) и металлический компонент (40) соединены в зоне данного по меньшей мере одного анкерного элемента (90).
5. Неподвижный нож (22) по п.4, в котором данный по меньшей мере один анкерный элемент (90) наклонен относительно верхней поверхности (32) первой стенки (100), в частности загнут назад.
6. Неподвижный нож (22) по п.4 или 5, в котором по меньшей мере один анкерный элемент (90) является Т-образным, U-образным или О-образным, в частности, если смотреть сверху.
7. Неподвижный нож (22) по любому из пп.4-6, в котором по меньшей мере один анкерный элемент (90) смещен назад от верхней поверхности (32) первой стенки (100).
8. Неподвижный нож (22) по любому из пп.4-7, в котором вершины (86) зубьев (36) образованы пластиковым компонентом (38), который дополнительно взаимодействует с анкерными элементами (90) с принудительной посадкой в зоне (106) скрепления между частями (88) металлического компонента (40) ножек зубьев и вершинами (86) зубьев (36).
9. Неподвижный нож (22) по любому из пп.2-8, в котором пластиковый компонент (38) и металлический компонент (40) образуют выполненную за одно целое деталь, полученную формованием с использованием вставляемого компонента.
10. Неподвижный нож (22) по любому из пп.1-9, в котором зубья (36) по меньшей мере одной зубчатой передней кромки (30) имеют в плоскости сечения, перпендикулярной к поперечному направлению (Y), по существу, U-образную форму, содержащую первую ножку у первой стенки (100) и вторую ножку у второй стенки (102), при этом первая ножка (110) и вторая ножка (112) объединяются друг с другом на вершинах (86) зубьев.
11. Ножевой блок (20) для устройства (10) для срезания волос, выполненный с возможностью перемещения через волосы в направлении (28) перемещения для срезания волос, причем указанный ножевой блок (20) содержит:
- неподвижный нож (22) по любому из пп.1-10 и
- подвижный режущий нож (24), содержащий по меньшей мере одну зубчатую переднюю кромку (80) и расположенный с возможностью перемещения в направляющем пазу (96), границы которого определяются неподвижным ножом (22), так, что при движении подвижного режущего ножа (24) и неподвижного ножа (22) друг относительно друга данная по меньшей мере одна зубчатая передняя кромка (80) подвижного режущего ножа (24) взаимодействует с соответствующими зубьями (36) неподвижного ножа (22) для обеспечения при срезании возможности срезания волос, захваченных между ними.
12. Способ изготовления выполненного композитным из металла и пластика неподвижного ножа (22) ножевого блока (20) для устройства (10) для срезания волос, согласно которому:
- выполняют металлический компонент (40) из листового металла, по меньшей мере по существу, образующий центральный участок первой стенки (100),
- выполняют пресс-форму, которая определяет форму пластикового компонента (38),
- размещают в пресс-форме металлический компонент (40),
- обеспечивают в пресс-форме замещающий компонент, выполненный с возможностью обеспечения сохранения при формовании свободным подлежащего образованию направляющего паза (96) неподвижного ножа (22),
- формуют пластиковый компонент (38),
при этом пластиковый компонент (38) и металлический компонент (40) образуют первую стенку (100) и вторую стенку (102) неподвижного ножа (22), причем первая стенка (100) при эксплуатации служит в качестве стенки, обращенной к коже пользователя, а вторая стенка (102) по меньшей мере частично смещена от первой стенки (100) с образованием между первой стенкой (100) и второй стенкой (102) направляющего паза (96), предназначенного для подвижного режущего ножа (24), первая стенка (100) и вторая стенка (102) совместно образуют по меньшей мере одну зубчатую переднюю кромку (30), содержащую множество зубьев (36), и первая стенка (100) и вторая стенка (102) соединены на переднем конце по меньшей мере одной передней кромки (30) с образованием вершин (86) зубьев (36), и
- удаляют замещающий компонент из композитного неподвижного ножа (22) из металла и пластика.
13. Способ по п.12, согласно которому в качестве пресс-формы используют пресс-форму для литья под давлением.
14. Способ по п.12, согласно которому пластиковый компонент (38) формуют посредством литья под давлением.
15. Способ по п.12, согласно которому при обеспечении замещающего компонента в пресс-форме:
- используют замещающий компонент, выполненный в виде по меньшей мере одного бокового ползуна в пресс-форме, который определяет границы направляющего паза для подвижного режущего ножа,
- размещают отдельный заменяемый замещающий компонент в пресс-форме, в частности замещающий компонент многократного использования, при этом замещающий компонент удаляют из композиционного неподвижного ножа (22) из металла и пластика вне пресс-формы.
16. Способ по п.12 или 15, согласно которому дополнительно:
- обрабатывают металлический компонент (40), при этом при его обработке формируют части (88) ножек зубьев и/или формируют анкерные элементы (90) на металлическом компоненте (40), и дополнительно осуществляют по меньшей мере один технологический процесс, выбранный из группы, состоящей из:
- резки, в частности лазерной резки,
- травления, в частности электрохимического травления,
- штамповки,
- чеканки,
- эрозионной обработки, в частности электроэрозионной обработки, и их комбинаций.
17. Способ изготовления ножевого блока (20) для устройства (10) для срезания волос, согласно которому:
- изготавливают неподвижный нож (22) способом по любому из пп.12-16,
- обеспечивают подвижный режущий нож (24), содержащий по меньшей мере одну зубчатую переднюю кромку (80), выполненную с возможностью взаимодействия с по меньшей мере одной соответствующей зубчатой передней кромкой (30) неподвижного ножа (22), и
- вводят подвижный режущий нож (24) в направляющий паз (96) неподвижного ножа (22) через боковое отверстие неподвижного ножа (22).
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| МАЛЫЙ ЭЛЕКТРИЧЕСКИЙ ПРИБОР ДЛЯ УДАЛЕНИЯ ВОЛОС | 2009 |
|
RU2487009C2 |
| СПОСОБ УПРОЧНЕНИЯ ТРУЩИХСЯ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2102529C1 |
| УСТАНОВКА АВТОНОМНОГО ТЕПЛО-И ХОЛОДОСНАБЖЕНИЯ ЗДАНИЙ И СООРУЖЕНИЙ | 2010 |
|
RU2455574C1 |
| ТЕРМОКОМПРЕССИОННОЕ УСТРОЙСТВО | 2010 |
|
RU2425277C1 |
| CN 2145688 Y, 10.11.1993. | |||

